Пайка нержавейки с медью
Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.
Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.


Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.

Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.

При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.
[Руководство] Как паять медную трубу с водой в ней
Вам потребуется следующее: бессвинцовый припой, бессвинцовый флюс, щетки соответствующего размера, наждачная бумага или наждачная бумага, инструмент для развертывания, кусачки для медных труб, измерительная лента, газовая карта пропана или бутана, горелка, медные трубки и фитинги, а также сухая и влажная тряпка. Минимальное защитное снаряжение – это перчатки, огнетушитель и классы безопасности. При пайке рядом с горючими материалами рекомендуется использовать огнестойкий теплозащитный экран.
При пайке рядом с горючими материалами рекомендуется использовать огнестойкий теплозащитный экран.Содержание
Направляющая
Врагом номер один для получения герметичного профессионального соединения является вода. Удалите как можно больше воды, согнув трубку вниз. Если все еще остается стоячая вода, вы можете использовать горелку, чтобы выкипятить ее. Определите необходимую длину трубок с помощью рулетки и отрежьте труборезами до нужной длины.
Перед тем, как браться за проект, рекомендуется потренироваться на нескольких суставах. Это поможет вам освоиться с теплом, припоем и методами. Просто помните, что нельзя расстраиваться, и что подготовка — самая важная часть. Потратив время на просушку, очистку и правильную флюсование соединений, вы получите разницу между соединением, которое будет протекать, и соединением, которое прослужит вам всю жизнь.
На внутренней стороне трубы образуются заусенцы от труборезов, которые могут создать турбулентный поток и привести к преждевременному износу меди и фитингов. Важно удалить этот заусенец с помощью внутренней развертки. Любая медная поверхность, соприкасающаяся друг с другом, должна быть очищена и профлюсована. Трубка очищается наждачной бумагой, а фитинг или охватывающий конец очищается подходящей щеткой. Это три четверти дюйма меди, поэтому будет использоваться три четверти дюйма щетки. Вы ищете блестящий голый медный вид. Будьте осторожны, чтобы не прикасаться к чистой медной поверхности, так как масла с ваших перчаток или рук загрязнят соединение. Для удаления медной пыли можно использовать чистую ткань.
Важно удалить этот заусенец с помощью внутренней развертки. Любая медная поверхность, соприкасающаяся друг с другом, должна быть очищена и профлюсована. Трубка очищается наждачной бумагой, а фитинг или охватывающий конец очищается подходящей щеткой. Это три четверти дюйма меди, поэтому будет использоваться три четверти дюйма щетки. Вы ищете блестящий голый медный вид. Будьте осторожны, чтобы не прикасаться к чистой медной поверхности, так как масла с ваших перчаток или рук загрязнят соединение. Для удаления медной пыли можно использовать чистую ткань.
Нанесите флюс на все сопрягаемые поверхности тонким равномерным слоем. Перед началом работы вытащите небольшое количество припоя. Равномерно распределяйте тепло вокруг соединения фитинга. Припой будет следовать за теплом. Вот почему важно нагреть подходящее или охватывающее соединение, чтобы припой втянулся в фитинг с помощью капиллярного эффекта. Используйте медную трубку, а не пламя, чтобы расплавить припой. Каждые несколько секунд проверяйте, достаточно ли горяча медь, постукивая припоем по стыку. Будьте осторожны, чтобы не перегреть фитинг, так как это приведет к выгоранию флюса, из-за чего припой не будет течь должным образом.
Будьте осторожны, чтобы не перегреть фитинг, так как это приведет к выгоранию флюса, из-за чего припой не будет течь должным образом.
Эмпирическое правило заключается в том, что количество припоя равно диаметру припаиваемой трубы на одно соединение. Это три четверти дюйма меди, поэтому каждое соединение должно иметь длину три четверти дюйма припоя. После того, как стыки завершены. Дайте меди остыть естественным путем. Слишком быстрое охлаждение соединений может привести к растрескиванию припоя. После того, как медь естественным образом остынет, протрите стык влажной тряпкой. Это удаляет любые остатки флюса на трубе и фитингах. Если не протереть соединение, то область, на которой остались остатки флюса, станет зеленой. Это также отличное время для осмотра суставов.
Распространенные ошибки
Первый пример даст тот же результат, если будет использовано слишком много тепла, недостаточно флюса или если фитинги будут очищены должным образом. Второй наиболее распространенной ошибкой является использование пламени для плавления припоя вместо использования нагретой меди.
Pro Tips
Перед тем, как взяться за проект, рекомендуется потренироваться на нескольких суставах. Это поможет вам освоиться с теплом, припоем и методами. Просто помните, что нельзя расстраиваться, и что подготовка — самая важная часть. Потратив время на просушку, очистку и правильную флюсование соединений, вы получите разницу между соединением, которое будет протекать, и соединением, которое прослужит вам всю жизнь.
Как паять медные трубы – Часто задаваемые вопросы
Насколько сложно паять медные трубы?
Медь – достаточно надежный материал. Многие люди используют такие трубы для решения различных задач. Важно знать и уметь создать достойное паяное соединение между медной трубой, отводами и фитингами. Чтобы начать паять медные трубы, лучше узнать больше о методах и информации о том, как это сделать. Если вы планируете выполнять мягкую и твердую пайку, вам следует начать с очистки оксидов. Просто вы делаете металлическую поверхность чистой и готовой к пайке. Существуют различные варианты очистки, в том числе безметалловая чистящая ткань, наждачная шкурка с правильным зерном или кольцо. Также можно использовать круглые щетки из латуни или нержавеющей стали с щетиной.
Существуют различные варианты очистки, в том числе безметалловая чистящая ткань, наждачная шкурка с правильным зерном или кольцо. Также можно использовать круглые щетки из латуни или нержавеющей стали с щетиной.
При работе с медными трубками обычно используют капиллярную технику для мягкой или твердой пайки. Поэтому зазор для пайки должен быть однородным с одной стороны. С другой стороны, возникает капиллярный эффект, когда припой проходит через зазор между трубами, когда его приходится паять против силы тяжести. Таким образом, паять медные трубы не составит большого труда при наличии всего необходимого оборудования и материалов.
Почему припой не прилипает к медной трубе?
Существуют различные причины, по которым припой может не прилипать к нужным местам. Одной из причин является срок службы припоя. Если он слишком старый, вы не получите такого же эффекта. Вы также должны заботиться о паяльном наконечнике и регулярно чистить его. Вы можете не получить достаточную температуру из-за окисления железа.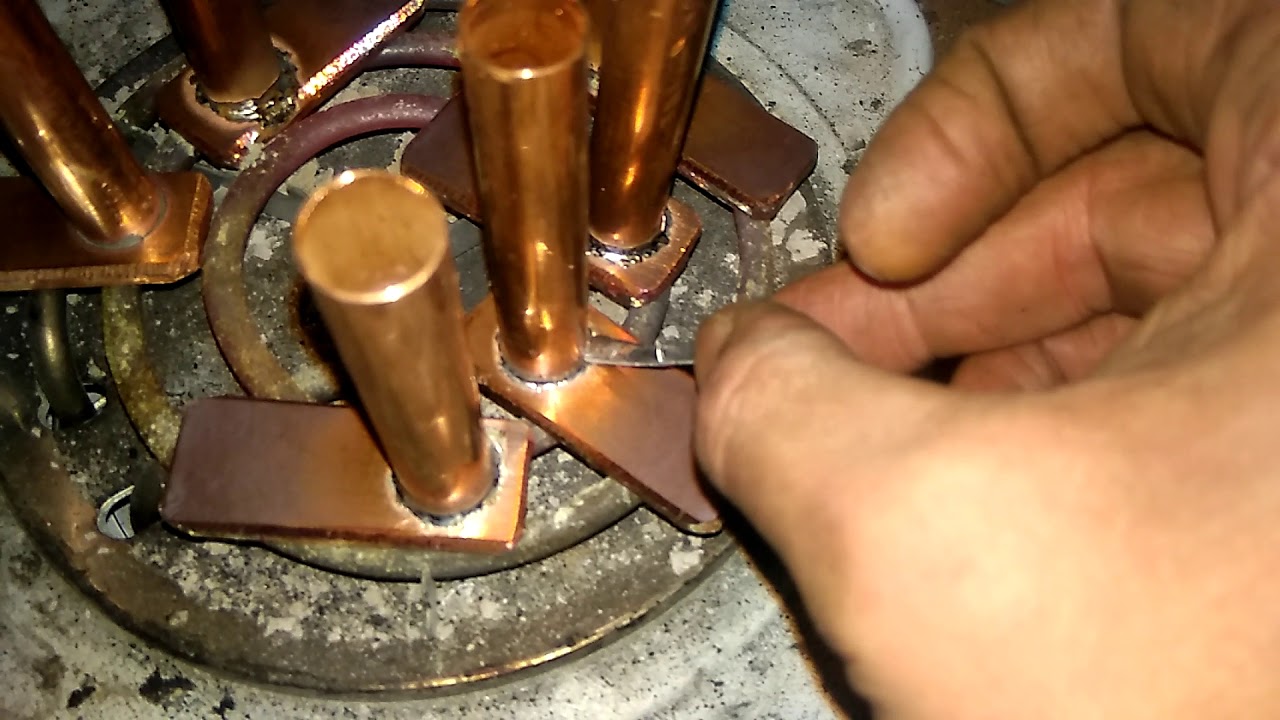
Для соединения медных труб необходима рабочая температура. Если он упадет, вы не сможете выполнить свою задачу. Более того, могут быть чувствительные к температуре компоненты, для пайки которых требуется больше времени. Вы должны часто очищать паяльник. Вы даже можете протереть его, когда он горячий, с помощью влажной губки. Жесткие окисления можно очистить наждачной бумагой или шлифовальной губкой. Они легко справляются с грязью и ржавчиной.
Другой вариант — намазать плату паяльной смазкой. Вы также можете использовать немного воды там, где вы будете выполнять пайку, и очистить ее щеткой. Иногда нужно просто получить новый флюс, а не тратить время и силы на попытки реанимировать старый. В настоящее время очень легко получить различные виды флюсов.
Вам нужен флюс для пайки медных труб?
Для мягкой пайки, паяльной пасты или флюса, а также припоя (полного припоя без флюса, особенно при пайке труб для питьевой воды) необходим флюс. При подготовке трубы к пайке следует очистить медную трубу и вставить (внутри) блестяще. Это можно сделать из флиса. Затем медная труба шлифуется по длине вставки с нетканым материалом до голого металлического покрытия. Фитинги полируются и очищаются соответственно внутри.
Это можно сделать из флиса. Затем медная труба шлифуется по длине вставки с нетканым материалом до голого металлического покрытия. Фитинги полируются и очищаются соответственно внутри.
После этого вы применяете флюс. В большинстве случаев это своего рода паста. Это относится только к внешней стороне медной трубы, т.е. не внутри фитинга. Убедитесь, что он нанесен равномерно.
Флюс повреждает медные трубы?
На рынке можно найти различные флюсы и все они подходят для пайки. Однако, когда вы имеете дело с медными волынщиками, все не так просто. Большинство из них имеют кислотные компоненты, которые могут вызывать коррозию. Поэтому флюс необходимо тщательно очищать после пайки.
Один из вариантов – использование водорастворимого флюса. Они не такие кислотные и легко смываются водой. Даже после такой очистки все равно рекомендуется протирать тряпкой место нанесения флюса.
Припой для сантехники портится?
У большинства флюсов есть срок годности. Поскольку они содержат кислотные ингредиенты, флюс испаряется и становится непригодным для дальнейшей пайки. Говоря о флюсе для сантехники, ситуация немного лучше. Если вы держите его должным образом герметизированным, такой флюс может работать правильно даже в течение многих лет. Если у вас есть такой флюс, рекомендуется попробовать его на небольшой детали, прежде чем работать над основной деталью.
Поскольку они содержат кислотные ингредиенты, флюс испаряется и становится непригодным для дальнейшей пайки. Говоря о флюсе для сантехники, ситуация немного лучше. Если вы держите его должным образом герметизированным, такой флюс может работать правильно даже в течение многих лет. Если у вас есть такой флюс, рекомендуется попробовать его на небольшой детали, прежде чем работать над основной деталью.
Через какое время после пайки можно включать воду?
Только большая разница температур может повредить медные трубы. Однако пайка обычно выполняется в некоторых местах и нагрев быстро пронзает всю трубу. Таким образом, около 30 секунд достаточно, чтобы подождать, прежде чем включить воду.
Как устранить течь в медной трубе без пайки?
Существуют различные способы устранения течи в медных трубах без пайки. Одним из них является противоугонная лента. Простая в использовании и недорогая, лента против утечек будет вашим другом, если ваша медная труба не слишком повреждена.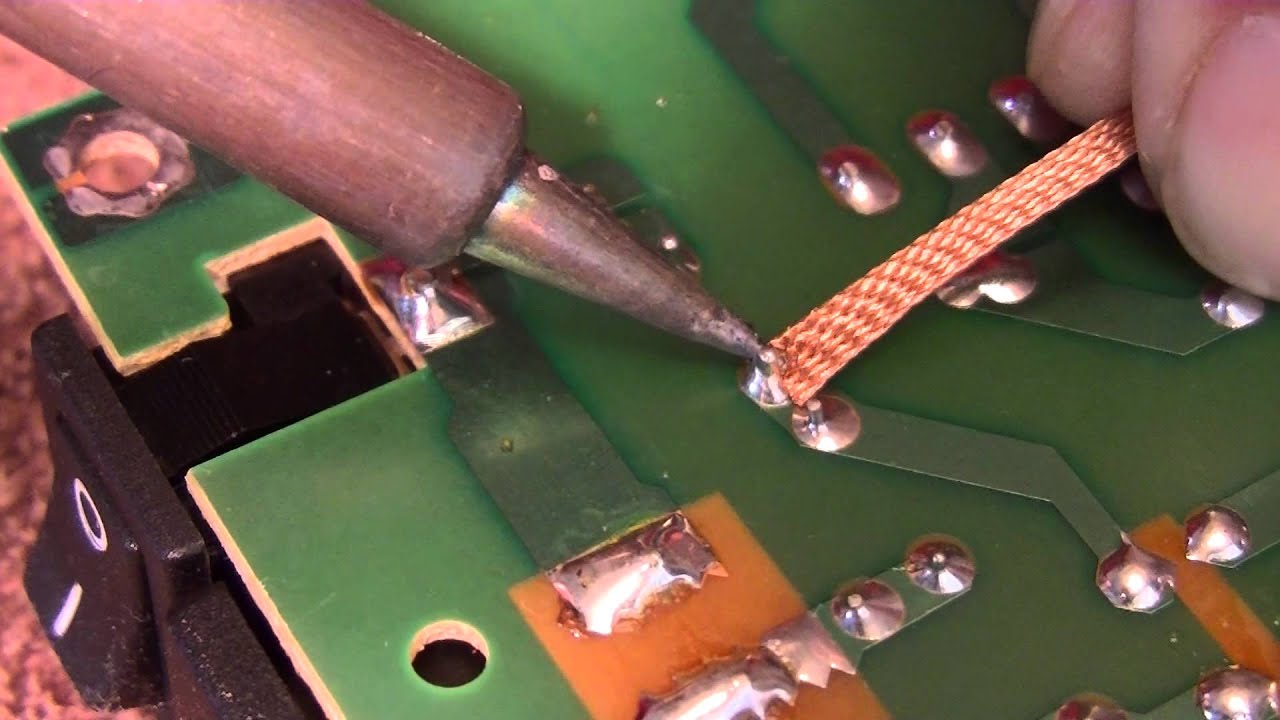 Сначала выключите воду и высушите участок, подлежащий ремонту, сухой тканью. Наклейте на проблемный участок кусок ленты от протечек. Обойдите всю трубу или трубу. Подождите немного, пока лента не займет свое место, затем подключите воду и проверьте свой ремонт.
Сначала выключите воду и высушите участок, подлежащий ремонту, сухой тканью. Наклейте на проблемный участок кусок ленты от протечек. Обойдите всю трубу или трубу. Подождите немного, пока лента не займет свое место, затем подключите воду и проверьте свой ремонт.
Холодная сварка также является решением проблемы. Следует знать, что холодная сварка не заменяет горячую сварку по качеству. Если пораженный участок находится под давлением или используется для подъема предметов, то приступайте непосредственно к термической сварке. Во-первых, выберите правильный припой для ремонта медной трубы. Выключите воду, затем очистите детали, подлежащие сборке, специальным средством (обезжиривающим средством) и удалите любые загрязнения наждачной бумагой или стальной мочалкой.
Возьмите пару защитных перчаток и приготовьте смесь, тщательно следуя инструкциям производителя холодного сварного шва. Они зависят от модели, которую вы выбрали в магазине.
Нанесите смесь на поврежденный участок, не экономя на количестве. Затем проведите тканью по материалу, который вы могли отложить в избытке. Как только смесь высохнет, подключите воду и убедитесь, что ваш ремонт сработал.
Затем проведите тканью по материалу, который вы могли отложить в избытке. Как только смесь высохнет, подключите воду и убедитесь, что ваш ремонт сработал.
Инструкции: Паять фитинги для медных труб
Применение сантехника
Соединения выполняются между секциями железной трубы с помощью резьбовых фитингов. Однако стенки медной трубы слишком тонкие и мягкие, чтобы на них можно было нарезать резьбу, поэтому используется другой тип фитинга, называемый потовым фитингом. Он так называется, потому что процесс соединения различных элементов с помощью припоя включает их нагревание пропановой горелкой до тех пор, пока они не начнут потеть.
Для пайки пота не требуется особого волшебства, хотя само наличие пропановой горелки делает эту процедуру аккуратной. Изготовление плотного, герметичного соединения больше зависит от тщательной подготовки деталей, чем от умения или опыта.
ЭТАП 1
Полировка трубок и фитингов. Отдельные отрезки труб, соединяющих элементы водопроводной системы, соединяются фитингами. Фитинги бывают разных конфигураций, в том числе коленчатые, Т-образные, сорокопятки, муфты и другие. Тем не менее, независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка соединяемых областей.
Фитинги бывают разных конфигураций, в том числе коленчатые, Т-образные, сорокопятки, муфты и другие. Тем не менее, независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка соединяемых областей.
Разметьте расположение труб и фитингов и отрежьте трубы по длине. Убедитесь, что концы обрезаны прямо. Используйте канцелярский нож, чтобы срезать любые заусенцы с порезов.
В каждом стыке отполируйте наружную сторону трубы сантехнической лентой (также называемой наждачной шкуркой, она продается узкими полосками). Еще один удобный вариант для придания блеска поверхностям труб перед их запотеванием — синтетическая тканая абразивная подушечка. Продаваемые в виде подушечек для зачистки, они напоминают те, что продаются для чистки кастрюль, но очистят и осветлят медь несколькими легкими движениями.
Также отполируйте отверстия фитингов с помощью проволочной щетки для чистки труб. Полировка обеих поверхностей имеет решающее значение: пятна, оставленные на соединительных поверхностях, могут позже привести к утечкам, потому что припой не будет должным образом сцепляться.
ЭТАП 2
Профлюсуйте фитинги. Нанесите сантехнический флюс на внутреннюю часть каждого припаиваемого фитинга. Используйте одну из недорогих флюсовых кистей, предназначенных для этой задачи, так как она сохраняет ваши пальцы и руки в чистоте. Флюс имеет консистенцию жидкой смазки и при нагревании втягивает припой в фитинг. Вставьте трубу в фитинг, поверните ее, чтобы равномерно распределить флюс, и сотрите излишки флюса, которые выдавятся.
ЭТАП 3
Зажигание факела. Теперь вы готовы к факелу. Я всегда ношу перчатки, когда использую фонарик. Это небольшая мера предосторожности, и вся работа, требующая большой ловкости пальцев, на этом этапе завершена.
Чтобы зажечь факел, слегка откройте вентиль; вы услышите легкое шипение выходящего газа. Форсунка устроена так, что кислород из атмосферы помещения всасывается в воздухозаборные отверстия, смешиваясь с пропаном. Подожгите пламя с помощью искрового инструмента или зажигалки с открытым пламенем.
ЭТАП 4
Нагрев фитинга. Горячая точка пламени находится не ближе всего к соплу, как ошибочно думают многие, а примерно посередине его длины. Расположите горелку так, чтобы пламя нагревало непосредственно фитинг (а не трубу). Существует почти столько же подходов к этому, сколько сантехников, но мой любимый метод – держать горелку в одном положении, при этом середина ее пламени нагревает ту часть фитинга, которая находится дальше всего от соединения (соединений), чтобы вспотел. Это помогает гарантировать, что все соединение будет горячим при нанесении припоя. Одним из аспектов, по поводу которого практически нет разногласий, является необходимость защиты окружающих легковоспламеняющихся поверхностей. Для их защиты следует поместить лист огнеупорного материала за фитингами.
ШАГ 6
Нанесение припоя. Пусть флюс будет вашим проводником: когда он начнет пузыриться и начнет выделяться паром, температура плавления припоя достигнута.