пайка холодильных трубок, пайка холодильников, пайка медных труб, пайка трубопроводов холодильника, тольятти
Пайка широко применяется при капитальном ремонте и монтаже трубопроводов холодильного агрегата. Основные виды паянных соединений медь-медь, медь-сталь, медь-алюминий.
При пайке швов медь-медь, медными припоями подготовленный стык помещают между горелкой и экраном и разогревают до 600°С ( темно-вишневый цвет меди). Предварительно нагретый припой окунают во флюс, плавят путем прижатия прутка к разогретому стыку. При пайке стыков медь-сталь и сталь-сталь используется серебросодержащий припой.
| шов сталь-медь | шов медь-медь |
Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки.
Пайка – образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор и последующей его кристаллизации
Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс – вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
Паяемость – свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки – совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Условия пайки – способ нагрева, среда, припой и т. д.
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой – паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений.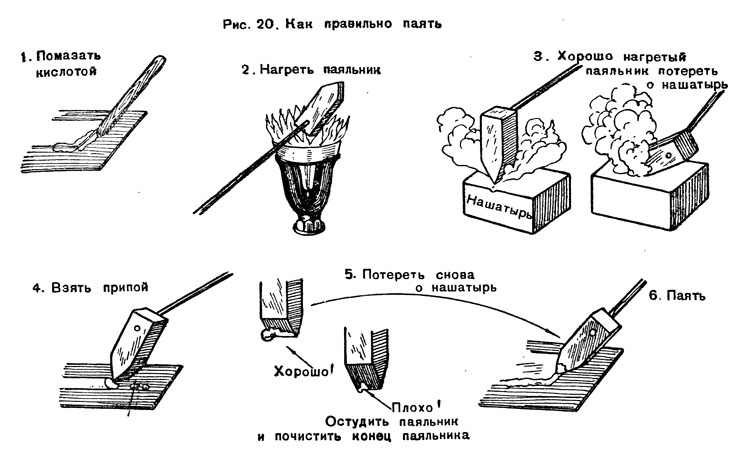
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева – условия бездефектности паяного соединения.
Пайка трубопроводов холодильника,
устранение утечек фреона – это одна из услуг,
которые оказывает
мастерская по ремонту холодильников
заказчикам в Тольятти.
При оформлении заявки
на ремонт холодильника
Вам гарантированы:
- Пайка трубопроводов холодильников квалифицированным мастером
- Использование высококачественных припоев для пайки трубок холодильника
- Выезд на место в удобное для заказчика время
- Гарантия на ремонт холодильника до 12 месяцев
- Срочный ремонт холодильников в день звонка
- Недорогой ремонт холодильников по приемлемой цене
- Удобный график работы
- ремонт холодильников без праздников и выходных
- Мобильная мастерская по ремонту холодильников
- Пайка холодильников на дому
- Профессиональное оборудование для пайки холодильника
- Весь спектр работ по линейному и капитальному ремонту холодильников
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ | ||
Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента | ||
| СВАРОЧНЫЙ ПОСТ | ||
| Переносной газосварочный пост – переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |
1 2 3 4 5 6 7 8 9 10
Изготовление ожерелья “Осень”. Часть 2: пайка
“Продолжаем разговор”! У нас в этом году очень тёплая яркая солнечная осень. Надеюсь, что украшение получится таким же и будет согревать тёплыми красками в зимние холода. Начало можно посмотреть здесь >>
Берём листовую медь и отрезаем полоску, равную по ширине высоте стеклянной капли. Примеряем, если нужно, отрезаем лишнюю ширину.
У меня здесь лист толщиной примерно 0,2 мм твёрдой меди. Если медь мягкая, её отжигать не нужно, но эта пружинит, что очень затрудняет работу. Поэтому для смягчения металла, я отжигаю медную полосу газовой горелкой.
Очень люблю свой обратный пинцет — без него, как без рук.
Остужаем полоску в воде.
Газовые горелки у меня двух видов — слабенькая и карандаш. Ей можно отжигать небольшие элементы, делать шарики на концах проволоки, даже паять что-то крошечное.
И более мощная, надевающаяся на газовый баллон. Это наша, российская. Довольно долго уже у меня, я её люблю 🙂 Ей я всё, в основном, и паяю.
Обматываем медной полосой стёклышки, лишнее отрезаем.
Вынимаем стёклышки, соединяем концы медной полосы, которая станет оправой — глухим кастом. Ленту сейчас можно гнуть, не стараясь сохранить форму круга.
Паять можно двумя способами — прикасаясь палочкой припоя к шву (когда нагреем медь до нужной температуры) или отрезав кусочек припоя и положив его на место соединения концов ленты.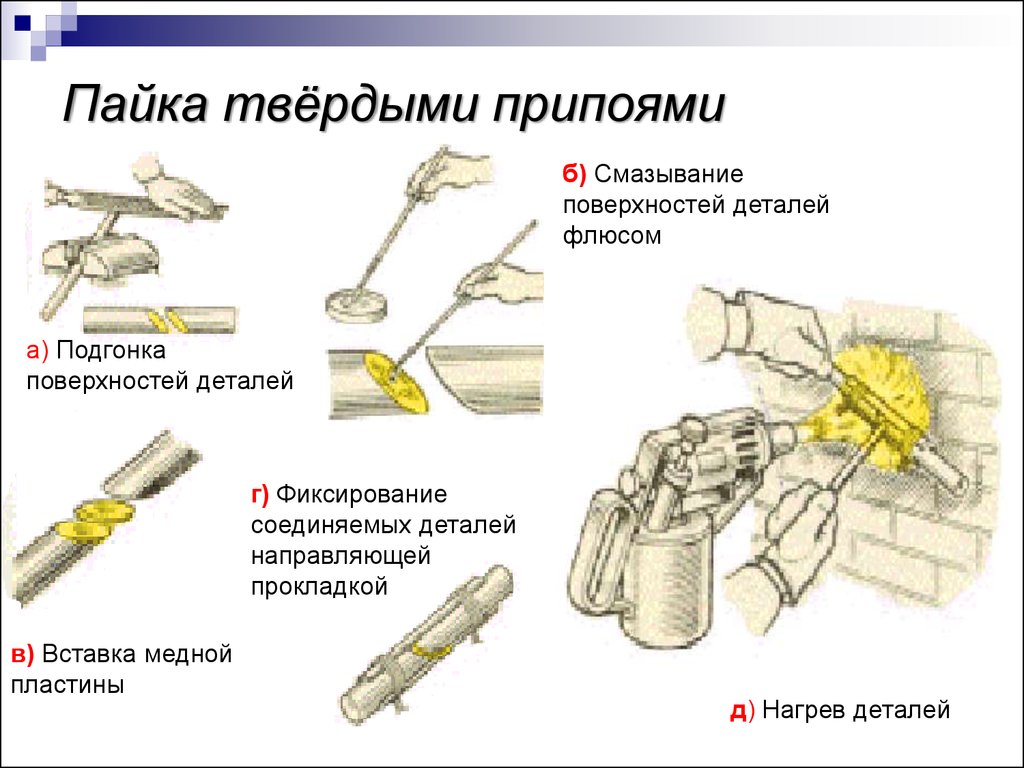
Дешёвый и легкодоступный припой для меди — медно-фосфорный ПМФ (продаётся у поставщиков и ремонтников холодильного оборудования и на строительных рынках). Но он очень-очень твёрдый. Резать его на кусочки (кусать кусачками) тяжело. Когда он застывает, излишки до конца удалить невозможно. Поэтому учиться паять на меди сложнее, чем на серебре, но гораздо дешевле. По началу процесс довольно мучительный, но захвавтывающий. Когда уже приловчишься, становится просто захватывающим 🙂
Для пайки меди удобно использовать и серебряный припой, после патинирования он незаметен. Излишки удаляются легко. Но его сложнеее раздобыть, и он существенно дороже. Правда, расходуется он меньше.
Титановая палочка помогает во время пайки направлять припой в нужном направлении. Она не плавится и не припаивается к изделию.
Паяем. Нельзя направлять пламя в одну точку, нужно равномерно прогревать всё изделие, иначе сожжёте медь, особенно тонкую. Припой течёт в наиболее нагретое место. Поэтому, когда уже всё изделие прогрето, можно чуть сильнее сконцентрироваться на шве, но не особенно пристально.
Поэтому, когда уже всё изделие прогрето, можно чуть сильнее сконцентрироваться на шве, но не особенно пристально.
Охлаждаем детальки в воде. Можно выровнять их на ригеле (конусообразная металлическая палка) или примерить на стёклышки и обжать по их форме.
Лента очень мягкая. Всё время деформируется, но легко возвращается в нужную форму просто руками.
Подготавливаем “подошву” для кастов – нарезаем кусочки меди нужных размеров.
Вообще, перед началом пайки рекомендуют прогреть паяльную доску, чтобы потом тепло от горелки шло только на металл, а не на обогрев доски.
Я сначала прогреваю медный квадратик — донышко, потом, не отводя горелки, кладу на него ободок каста. Если нужно, прижимаю его к подошве пинцетом, чтобы не оставалось зазоров. Я так могу делать, потому что в данном случаю паяю, прикасаясь к нужному месту прутком припоя. Если нарезать припой кусочками, всю конструкцию нужно готовить сразу до пайки. То есть, нужно положить ободок на подошву и проложить места их соединения кусочками припоя.
Готово.
Даже не верится, что из этого ужаса может получиться что-то красивое. Но это промежуточный этап.
Отрезаем лишний металл.
Шлифуем края о наждачную бумагу.
Теперь нужно припаять колечки, на которые будем подвешивать стёклышко.
Берём медную проволоку примерно 0,9-1 мм, наматываем на вязальную спицу подходящего диаметра, получаем пружинку.
Разрезаем её на колечки. Если колечки для чего-то нужны с гладким ровным срезом, рекомендуется использовать ювелирный лобзик. Но нам это не важно. Мы колечки швом припаяем к подвеске, его не будет видно.
Паяем.
“Ушастики” 🙂
Если стекло вложить в каст просто на медь, будет некрасиво, темно и мрачно. Поэтому под стёклышко подкладываем кусочек фольги от шоколадки. Уже используя фольгу, я прочитала, что старинные мастера делали то же самое, чтобы “брильянты” сияли ярче.
Да, приятно, что фольга в нашем доме хоть частично утилизируется, а не выбрасывается 🙂
Вкладываем стёклышко, переходим к обжимке ободка каста. Для этого я использую ювелирные инструменты — давчики. Но когда у меня их ещё не было, пользовалась тем, что под руку попадётся. Учитывая что медь была только 0,5 мм, было сложнее.
Для этого я использую ювелирные инструменты — давчики. Но когда у меня их ещё не было, пользовалась тем, что под руку попадётся. Учитывая что медь была только 0,5 мм, было сложнее.
Шлифуем, стачиваем лишнее, но аккуратно — медь у нас слишком тонкая. Медно-фосфорный припой нечеловечески твёрдый. Если лишнее попало на ободок каста, то зажать его почти невозможно. Нужно сточить лишнее, истончив ободок каста до возможности его обжать.
Всё, пайка окончена, переходим к сборке. Смотрите Часть 3 >>
Медный припой – Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(
85 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Создание собственного уникального гребня для волос: основы пайки меди
Медь для пайки гребней для волос — отличный способ создать уникальный и художественный аксессуар для ваших волос. Это может быть забавным и полезным опытом, и это позволяет вам проявить творческий подход к своему стилю. Пайка — относительно простой процесс, но есть несколько важных советов и приемов по технике безопасности, которые вы должны знать, чтобы делать это правильно и безопасно. В этой статье мы расскажем об основах пайки меди для гребней для волос и дадим вам несколько советов и советов о том, как добиться наилучших результатов. Мы также обсудим некоторые расходные материалы и инструменты, которые вам понадобятся, а также этапы пайки. Имея их в руках, вы сможете уверенно создавать свои собственные красивые и уникальный гребень для волос .
Это может быть забавным и полезным опытом, и это позволяет вам проявить творческий подход к своему стилю. Пайка — относительно простой процесс, но есть несколько важных советов и приемов по технике безопасности, которые вы должны знать, чтобы делать это правильно и безопасно. В этой статье мы расскажем об основах пайки меди для гребней для волос и дадим вам несколько советов и советов о том, как добиться наилучших результатов. Мы также обсудим некоторые расходные материалы и инструменты, которые вам понадобятся, а также этапы пайки. Имея их в руках, вы сможете уверенно создавать свои собственные красивые и уникальный гребень для волос .
Для пайки медных труб необходимо использовать паяльную лампу, оснащенную баллоном со сжатым газом MAPP, в сочетании с металлическим соединением. Процесс влечет за собой ряд значительных рисков для вас и вашего дома. Обеспечьте безопасное и своевременное завершение проекта. Убедитесь, что двери и окна открыты, а вентилятор используется для защиты окружающей среды от пыли. Медную трубу нужно будет припаять вручную, а также понадобится огнетушитель. Открыв близлежащие краны, можно слить остатки воды из водопроводной системы. Очистка и подготовка медных труб и фитингов является первым этапом подготовки их к пайке.
Медную трубу нужно будет припаять вручную, а также понадобится огнетушитель. Открыв близлежащие краны, можно слить остатки воды из водопроводной системы. Очистка и подготовка медных труб и фитингов является первым этапом подготовки их к пайке.
Это химическое соединение, которое способствует удалению меди во время пайки и вводится в жидкий припой . Если мусор препятствует полной герметизации припоя, могут возникнуть утечки в паяных соединениях. Процесс пайки медных труб прост, если все сделано правильно. Для более сложного проекта может потребоваться всего несколько кусочков припоя, чтобы скрепить их вместе. Если вы собираетесь использовать паяльную лампу, убедитесь, что пламя настроено на яркое голубое пламя. Этот шаг необходимо повторять для каждого нового соединения в сантехническом узле. Перед осмотром паяных соединений убедитесь, что они полностью герметичны.
Повторно пропаяйте все стыки, которые кажутся открытыми. Проверьте сантехнику на наличие утечек или влажных соединений, чтобы убедиться, что она работает должным образом. Если вы видите какие-либо утечки, вам нужно будет перекрыть воду, слить воду и попытаться устранить утечку.
Если вы видите какие-либо утечки, вам нужно будет перекрыть воду, слить воду и попытаться устранить утечку.
Медный пресс-фитинг представляет собой беспламенную альтернативу пайке медных трубных соединений. Гидравлический инструмент, используемый в этой системе, предназначен для опрессовки соединителей специальной конструкции для соединения традиционных труб.
Является ли пайка медных труб незаконной?
Законодательный процесс уходит корнями в историю. Закон о безопасной питьевой воде 1986 года внес поправки в закон, запрещающие использование загрязненных свинцом труб, припоя или флюса в системах общественного водоснабжения или водопроводных системах, обслуживающих воду для людей.
Правильный способ пайки медной трубы отличается от неправильного. Узнайте, как сделать ваш следующий проект сантехники ванной или кухни успешным, поняв разницу между ними. Газовые горелки MAPP горят сильнее, чем пропановые, что делает их лучшим выбором для пайки современных материалов. Использование пульверизатора с водой в дополнение к смачиванию области вокруг 9Пайка 0138 поможет предотвратить пожар. В результате напайки на резьбовых фитингах может забить резьбу, что затруднит герметизацию соединений. Поместите на несколько дюймов ниже изгиба на конце припоя, чтобы не согнуть его. Флюс для лужения можно приобрести в большинстве хозяйственных магазинов и домашних центров по несколько более высокой цене, чем стандартный флюс.
Использование пульверизатора с водой в дополнение к смачиванию области вокруг 9Пайка 0138 поможет предотвратить пожар. В результате напайки на резьбовых фитингах может забить резьбу, что затруднит герметизацию соединений. Поместите на несколько дюймов ниже изгиба на конце припоя, чтобы не согнуть его. Флюс для лужения можно приобрести в большинстве хозяйственных магазинов и домашних центров по несколько более высокой цене, чем стандартный флюс.
После пайки всех трубок перед сборкой разрежьте и оплавьте их. Наполните трубу водой и заткните ее. Чтобы наполнить трубу мягким белым хлебом, раньше его перемешивали. Это работает, но есть риск засорения и утечек в аэраторах и клапанах.
Бессвинцовый припой становится все более популярным методом соединения медных водопроводных труб. Домовладельцы должны использовать бессвинцовый припой, потому что он может попасть в воду и вызвать проблемы со здоровьем. Медные водопроводные трубы должны быть заполнены этим типом припоя, который можно найти в отделе сантехники в большинстве магазинов. Использование припоя необходимо строго контролировать, так как перегрев может привести к возгоранию флюса, его окислению и образованию барьера для смачивания. В результате поверхность трубы может пропитаться тяжелым оксидом, что препятствует образованию связи между поверхностью трубы и присадочным металлом. Для безопасности водопровода и правильного нанесения припоя на медные водопроводные трубы требуется бессвинцовый припой.
Использование припоя необходимо строго контролировать, так как перегрев может привести к возгоранию флюса, его окислению и образованию барьера для смачивания. В результате поверхность трубы может пропитаться тяжелым оксидом, что препятствует образованию связи между поверхностью трубы и присадочным металлом. Для безопасности водопровода и правильного нанесения припоя на медные водопроводные трубы требуется бессвинцовый припой.
Какой припой используется для медной проволоки?
Изображение: https://brilliantdiy.comКогда многожильный медный провод нуждается в ремонте, хорошим вариантом является припой с сердечником из канифоли. Этот тип припоя не содержит кислот и содержит флюс в своей сердцевине. При пайке кислотосодержащих проводов или оловянных проводов не используйте припой, содержащий кислоту.
Как паять медный провод? Следуйте нашему пошаговому руководству по успешной пайке медных проводов. Процесс пайки заключается в расплавлении присадочного металла (припоя) и соединении его с желаемыми кусками металла. Чтобы правильно спаять медные провода вместе, вам понадобится всего несколько вещей. Чтобы вернуть медные провода, их необходимо воссоединить и перенастроить так, чтобы провода были лишь слегка прикреплены. Железо может достигать температуры 1050F (330C) или выше, тогда как 9Припой 0138 плавится при температуре в диапазоне 360-370 F (180°C). Правильную процедуру нагрева можно выполнить, следуя инструкциям на паяльнике.
Чтобы правильно спаять медные провода вместе, вам понадобится всего несколько вещей. Чтобы вернуть медные провода, их необходимо воссоединить и перенастроить так, чтобы провода были лишь слегка прикреплены. Железо может достигать температуры 1050F (330C) или выше, тогда как 9Припой 0138 плавится при температуре в диапазоне 360-370 F (180°C). Правильную процедуру нагрева можно выполнить, следуя инструкциям на паяльнике.
Очень важно помнить, что вы всегда должны ограничивать свою деятельность по пайке. Провода должны быть максимально переконфигурированы, чтобы обеспечить бесперебойную работу электрического тока без помех. Чтобы повторно прикрепить область, оберните ее термоусадочной трубкой. Используя тепловые пушки, усадите трубки вокруг проводов.
Можно ли использовать любой припой на меди?
При пайке меди необходимо убедиться, что припой имеет более низкую температуру плавления, чем медь, или что трубка расплавилась раньше, чем припой. Ниже описано, как отрезать трубу до нужной длины: отрезать трубу до нужной длины.
Ниже описано, как отрезать трубу до нужной длины: отрезать трубу до нужной длины.
Необходимость флюса для пайки медной проволоки
Пайка медной проволоки может быть сложной и трудоемкой из-за окисления на поверхности меди, которое со временем накапливается. Чтобы гарантировать достижение успешного результата, припой должен прилипнуть к медной проволоке во флюсе. Флюс очищает металлическую поверхность, позволяя припою плавиться и правильно прилипать к меди. Вы также должны нагреть припой достаточно, чтобы он расплавился, если вы хотите, чтобы он прилипал к металлу. Если вы не можете флюсовать медную проволоку, слегка отшлифуйте ее розовым ластиком, если вы не используете флюс. Это удалит любое окисление, которое могло образоваться на поверхности, что облегчит пайку. Важно помнить, что пайка меди без флюса не рекомендуется из-за риска повреждения поверхности или неправильной очистки.
Как паять медные украшения
Изображение: https://pinimg. com
com Пайка медных украшений — искусство, требующее терпения и точности. Для начала вам необходимо убедиться, что все детали, которые вы спаиваете вместе, чистые и не содержат грязи, жира или любых других примесей. Затем вам нужно применить флюс ко всем частям, которые вы соединяете вместе. Флюс облегчает растекание припоя, а также помогает защитить медь от окисления. Затем поместите части, которые вы спаиваете, в паяльную станцию и нагрейте их паяльником. Как только детали нагреются, добавьте припой круговыми движениями к деталям и используйте пинцет, чтобы удерживать детали на месте. Наконец, удалите источник тепла и дайте кусочкам остыть, прежде чем обращаться с ними.
Владельцем Wire Jewelry является Джуди Эллис. Вот несколько советов по украшениям из проволоки на неделю с 6 февраля. Джуди Ларсон покрасила медь. Мы надеемся, что эта статья будет полезна всем, у кого когда-либо возникали вопросы о том, как паять медь. Есть много вещей, которые нужно помнить, и единственный способ стать лучше — это практиковаться. Меньшие части должны быть соединены вместе вручную. Крайне важно выбрать пламя, которое не только подойдет к куску металла, но и будет более толстым.
Меньшие части должны быть соединены вместе вручную. Крайне важно выбрать пламя, которое не только подойдет к куску металла, но и будет более толстым.
Можно увеличить эффективность двух бутановых микрогорелок одновременно. При заправке бутановой горелки она быстро нагревается, поэтому я заправляю свою перед началом проекта, а иногда и во время него. Несмотря на то, что медный припой не является медным, он представляет собой затемненный серебристый цвет, который лучше сочетается с медью, особенно после патинирования. При нагревании слишком долго после того, как жидкость высохнет, она становится серебристой. Когда используется слишком много припоя, более вероятно, что припой будет вытекать из шва.
Как паять медную трубу с водой
Паять медную трубу с водой может быть сложной, но полезной работой. Перед началом процесса пайки важно убедиться, что труба полностью сухая. Также следует использовать флюс для подготовки трубы к пайке. При пайке обязательно используйте паяльник, подходящий для данной работы, и используйте кисть для равномерного нанесения флюса. После нанесения флюса можно нагреть соединение паяльником и нанести припой. Следите за тем, чтобы кончик утюга соприкасался с трубой для равномерного потока припоя. После того, как припой остынет, важно промыть трубу водой, чтобы обеспечить надлежащую герметизацию соединения.
После нанесения флюса можно нагреть соединение паяльником и нанести припой. Следите за тем, чтобы кончик утюга соприкасался с трубой для равномерного потока припоя. После того, как припой остынет, важно промыть трубу водой, чтобы обеспечить надлежащую герметизацию соединения.
Когда медная труба и фитинг соединяются вместе, это называется пайкой (или пайкой). Припой — это тип металла или металлического сплава, который когда-то состоял из свинца (также известного как припой на основе свинца) и олова в различных пропорциях. Медь — это малотоксичный материал, который идеально подходит для использования в системах питьевой воды, поскольку его также можно пить. Слабое или негерметичное соединение — это соединение, которое не подготовлено должным образом как трубой, так и фитингом. Окислы и масла на медных поверхностях должны быть удалены, чтобы медное соединение должно быть надлежащим образом герметизировано. Во время пайки можно использовать большой шарик флюса. Напротив, водорастворимые флюсы, поскольку они становятся самоочищающимися и смываются при попадании в систему, разлагаются.
Может показаться, что избыток флюса безвреден, но он может вызвать зеленовато-синюю окраску меди, бронзы и латуни. При пайке никогда не нагревайте его напрямую, так как это может привести к расплавлению и разрушению припоя. Нагрейте соединение как можно более равномерно, а затем поместите пламя в нижнюю часть втулки фитинга.
Сухие медные трубы необходимы для успешной пайки
При работе с медными трубами очень важно убедиться, что они полностью сухие перед пайкой. Несмотря на то, что воду почти невозможно припаять в самом маленьком масштабе, не рекомендуется пытаться подсоединить временное крепление или врезку к существующим медным трубам, содержащим воду. Чтобы ваша пайка прошла успешно, вы должны тщательно очистить и высушить трубы и фитинги внутри и снаружи, убедившись, что на них нет отложений, грязи или отпечатков пальцев. В результате это обеспечит правильное выравнивание паяного соединения и позволит избежать любых потенциальных проблем.
Как соединить медные трубы без пайки
Чтобы соединить медные трубы без пайки, вам понадобится компрессионный фитинг. Компрессионные фитинги — это простой и эффективный способ соединения двух медных труб без использования тепла. Во-первых, убедитесь, что трубы обрезаны до нужной длины, а на концах труб нет заусенцев и мусора. Затем наденьте фитинг на трубы и затяните гайку на фитинге до упора. После затягивания гайки труба надежно соединена. Компрессионные фитинги позволяют быстро и легко соединить медные трубы без пайки.
Компрессионные фитинги — это простой и эффективный способ соединения двух медных труб без использования тепла. Во-первых, убедитесь, что трубы обрезаны до нужной длины, а на концах труб нет заусенцев и мусора. Затем наденьте фитинг на трубы и затяните гайку на фитинге до упора. После затягивания гайки труба надежно соединена. Компрессионные фитинги позволяют быстро и легко соединить медные трубы без пайки.
Лучшая горелка для пайки медных труб
Изображение: https://topcompared.com Когда дело доходит до пайки медных труб, очень важно иметь лучшую горелку для работы. Хорошая горелка должна обеспечивать высокую теплоотдачу, точное пламя и удобную ручку для маневренности. Лучшими горелками для пайки медных труб обычно являются пропановые горелки. Пропановые горелки обеспечивают более горячее пламя, чем другие источники топлива, что обеспечивает более чистое и долговечное паяное соединение. Они также имеют длительное время горения и легкие, что упрощает работу с ними. Кроме того, ручка обычно регулируется для лучшего захвата, что позволяет лучше контролировать тепловую мощность и размер пламени. С правильной горелкой пайка медных труб становится легкой задачей.
Кроме того, ручка обычно регулируется для лучшего захвата, что позволяет лучше контролировать тепловую мощность и размер пламени. С правильной горелкой пайка медных труб становится легкой задачей.
Пайка медных труб
Пайка медных труб — простой, но важный навык для ремонта водопроводных систем. Важно использовать правильные инструменты и материалы и тщательно следовать указаниям. Сначала очистите место пайки проволочной щеткой и флюсом. Флюс помогает припою лучше прилипать к трубе. Затем нагрейте место соединения паяльником и, когда труба достаточно нагреется, наносите припой на место соединения, пока он не расплавится и не стечет по шву. Перед использованием трубы дайте соединению остыть. При наличии правильных инструментов и методов пайка медных труб может быть простым процессом.
Эта статья расскажет вам о процессе пайки медных труб. Для начала отрежьте длину трубы труборезом. Резак также следует использовать для удаления небольшой кромки на внутренней стороне трубы. Подготовка трубы и фитинга должна быть очищена, чтобы обеспечить хорошее паяное соединение. Первым шагом является очистка и установка трубы и фитинга. Поскольку пайка медных труб требует относительно большого количества тепла высокой интенсивности, для нагрева соединения часто используется пропановая горелка. Крайне важно припаять фитинг при первой же возможности, потому что припой быстро плавится на стыке, и я наношу достаточно припоя, чтобы заполнить стык, а затем повторно нагреваю его.
Подготовка трубы и фитинга должна быть очищена, чтобы обеспечить хорошее паяное соединение. Первым шагом является очистка и установка трубы и фитинга. Поскольку пайка медных труб требует относительно большого количества тепла высокой интенсивности, для нагрева соединения часто используется пропановая горелка. Крайне важно припаять фитинг при первой же возможности, потому что припой быстро плавится на стыке, и я наношу достаточно припоя, чтобы заполнить стык, а затем повторно нагреваю его.
Если нанести слишком много припоя, на нижней стороне соединения образуется небольшой пузырь. Может возникнуть проблема с потоком через трубу, если внутрь попадет слишком много припоя. С помощью плоскогубцев можно легко разобрать паяное соединение после его нагрева и извлечения из соединения. При соединении с несколькими соединениями (например, Т-образные фитинги) могут возникнуть трудности при пайке. Чтобы предотвратить это, я всегда располагаю соединение(я), примыкающее к месту пайки, в горизонтальном положении. Пайка меди — полезное и практическое занятие, которое можно использовать для самых разных целей.
Пайка меди — полезное и практическое занятие, которое можно использовать для самых разных целей.
Ключ к безопасному водопроводу: бессвинцовая пайка медно-оловянным припоем
При работе с медными трубами необходимо правильно паять. Медно-оловянный припой, состоящий на 97 % из олова и на 3 % из меди, предназначен для использования в водопроводных сетях из-за отсутствия свинца и безопасности. Он имеет температуру плавления от 440F до 572F, что позволяет ему образовывать уплотнение в медных и латунных сантехнических соединениях. Из-за поправок к Закону о безопасной питьевой воде от 1986 года использование свинецсодержащего припоя в системах питьевой воды фактически запрещено в Соединенных Штатах. Поскольку свинец исключен из большинства доступных в настоящее время припоев, использование правильного припоя для предотвращения утечек и обеспечения безопасности особенно важно для медных труб. Поскольку пайка медных водопроводов не представляет сложности, овладеть этим навыком можно легко.