какой флюс и припой выбрать для сварки в домашних условиях
Содержание
- Особенности поведения алюминия при пайке
- Подготовка поверхности алюминия
- Выбор паяльного материала
- Методы пайки
- Пример спайки алюминия паяльником
- Пример спайки алюминия газовой горелкой
- Что надежнее сварка или пайка
Соединение металлических деталей пайкой широко распространено благодаря несложности технологии, доступности оборудования и достаточной во многих случаях прочности. Однако если одна или обе детали выполнены из алюминия, все становится намного сложнее.
Особенности поведения алюминия при пайке
Алюминий («крылатый» металл) обладает массой достоинств. К ним относятся легкость, простота в обработке, дешевизна, а сплавляя алюминий с другими металлами можно достичь и неплохой прочности, не теряя изначальных плюсов.
Однако алюминий чрезвычайно активен химически. При контакте с кислородом, содержащемся в воздухе, на его поверхности мгновенно образуется тонкая, но прочная пленка оксида. Во время пайки она мешает адгезии припоя к поверхности (припой не «прилипает» к алюминию при применении обычных технологий, прекрасно работающих для меди, стали и других металлов).
Во время пайки она мешает адгезии припоя к поверхности (припой не «прилипает» к алюминию при применении обычных технологий, прекрасно работающих для меди, стали и других металлов).
Механическое удаление оксида неэффективно – пленка мгновенно возникает вновь. И даже если от нее удается избавиться, благодаря различным ухищрениям, адгезия стандартных припоев на основе олова низка. Сварной шов изначально непрочен и может развалиться через небольшой промежуток времени (от нескольких дней до нескольких месяцев).
Подготовка поверхности алюминия
Тем не менее, возможность паять алюминий есть. О различных способах будет рассказано далее, а сначала поверхность, которую предстоит залудить, надо подготовить. Делается это стандартным образом:
- жиры и загрязнения смываются растворителем;
- твердая грязь счищается механическим способом.
В интернете можно найти советы попробовать счистить слой оксида с поверхности алюминия с помощью абразивных материалов (наждачной бумаги и т. п.). Это обосновывается тем, что, несмотря на то, что слой окиси мгновенно образуется снова, но его толщина будет меньше, и это облегчит пайку.
п.). Это обосновывается тем, что, несмотря на то, что слой окиси мгновенно образуется снова, но его толщина будет меньше, и это облегчит пайку.
На самом деле эффективность этого совета не подтверждена, но и вреда от него не будет (помимо потерь времени).
Выбор паяльного материала
Для выполнения пайки надо выбрать:
- Припой.
- Флюс.
- Инструмент для нагрева.
В первую очередь надо выбрать припой, так как все остальное в большой степени зависит от него. Можно попробовать паять обычным оловянно-свинцовым припоем, и если соблюсти технологию, то процесс даже может пройти успешно. Но по причинам, указанным выше (олово с алюминием плохо образует твердый раствор) прочность такого шва будет низкой и со временем будет становиться еще ниже. Такой способ можно рекомендовать в большинстве случаев для временных, не подверженных механическим нагрузкам или неответственных соединений.
Гораздо эффективнее паять припоями на основе цинка (например, Cd-Zn). Цинк намного лучше растворяет алюминий и при этом цинковые припои являются относительно легкоплавкими.
Цинк намного лучше растворяет алюминий и при этом цинковые припои являются относительно легкоплавкими.
Наиболее прочные соединения дают припои на основе алюминия. Такая пайка по сути своей близка к сварке. Проблема только в том, что алюминиевые сплавы слишком тугоплавки, и их не получится паять обычным паяльником. Другая трудность – нагрев спаиваемой области надо локализовать, чтобы избежать потерь прочности детали.
Цинковый припой в виде проволокиПрипои на основе цинка или алюминия продаются в виде прутков или трубок, наполненных флюсом.
Следующий шаг – выбор флюса. Существует прием, позволяющий паять с помощью обычного флюса на основе канифоли (о нем ниже), но лучше применять специализированные вещества, даже если предстоит пайка припоем на базе олова.
В большинстве случаев применяются активные флюсы на основе кислоты. Их главная задача – растворить оксидную пленку и перекрыть доступ кислорода к поверхности металла на время процесса. С этой целью справится любой специализированный состав. Но все же лучше подбирать флюс под конкретный вид припоя – так обеспечится наилучшая адгезия.
Но все же лучше подбирать флюс под конкретный вид припоя – так обеспечится наилучшая адгезия.
Жидкий флюс Ф-59А предназначен для работы с припоями на базе цинкаЧаще всего тип припоя, для которого предназначен состав, обозначается на этикетке с активным веществом.
И, наконец, надо выбрать тип паяльника, то есть, нагревательный инструмент. Основной критерий – сможет ли паяльник нагреться до температуры плавления выбранного припоя. Если выбран метод пайки оловом, подойдет любой бытовой паяльник соответствующей мощности. Чем массивнее деталь, тем мощнее должен быть паяльник. Чтобы спаять провода, достаточно и 40 ваттного электроинструмента, а, чтобы запаять, например, алюминиевую канистру, потребуется минимум 80 ватт (лучше еще больше).
Надо иметь в виду, что для пайки кислотными флюсами нельзя применять паяльник со стальным жалом, рабочая зона которого имеет гальваническое покрытие. Кислота быстро «съест» нанесенный слой и жало станет непригодным для дальнейшего использования (стоимость запасного жала сравнима с ценой нового паяльника).
Поэтому надо применять паяльники только с медными сменными наконечниками.
 Поэтому надо применять паяльники только с медными сменными наконечниками.
Поэтому надо применять паяльники только с медными сменными наконечниками.Температура жала обычного паяльника не превышает 300 градусов Цельсия, а это значит, что ее может не хватить для расплавления цинкового припоя (в разных составах этот уровень может составлять от 300 до 420 градусов), и заведомо не хватит для плавления алюминиевого припоя.
Мнение эксперта
Становой Алексей
Инженер-электроник. Работаю в мастерской по ремонту бытовых приборов. Увлекаюсь схемотехникой.
Задать вопросЕсли нечем измерить температуру жала, можно попробовать расплавить кусочек свинца. Порог плавления этого металла составляет 327 градусов. Если паяльник не сможет расплавить свинец, то и качественной пайки цинковым припоем заведомо не получится – температура жала должна несколько превышать температуру перехода припоя в жидкость.
В этом случае надо применить газовую горелку (например, на базе бытового баллончика с пропаном). Только надо иметь в виду, что без наддува кислородом (воздухом) температура горения пропана может достичь 1500 градусов (с наддувом – 2100), что намного превышает температуру плавления алюминия и его сплавов (640-700 градусов).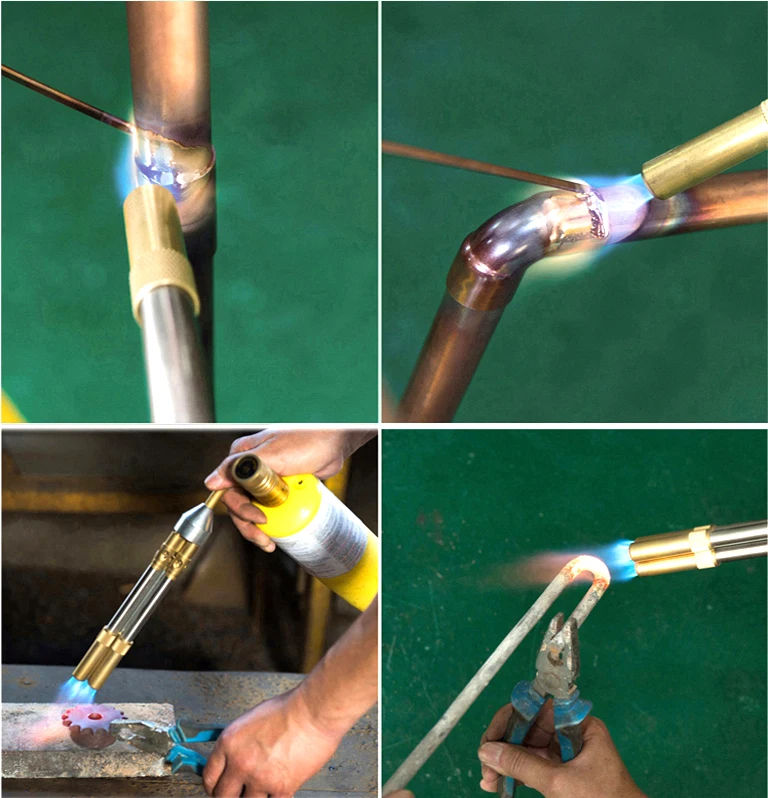 Поэтому пользоваться горелкой надо крайне аккуратно.
Поэтому пользоваться горелкой надо крайне аккуратно.
Примерно такие же температуры дает пламя бутана и бутан-пропановой смеси.
Методы пайки
В первую очередь надо нанести флюс. Тем, кто имеет опыт пайки меди с канифольными веществами, следует немного изменить свои навыки. Нанести каплю флюса и растирать ее паяльником по поверхности не получится. Сначала надо прогреть поверхности для облуживания, затем нанести на них жидкий флюс для пайки алюминия. После этого надо выдержать 0,5..2 минуты, пока не начнется реакция и не пойдут мелкие пузырьки. Лишь после этого надо начинать облуживать поверхность металла.
Пузырьки в толще флюса – признак начала реакцииМожно использовать и флюсы на основе канифоли. При их применении надо обильно покрыть поверхность алюминия слоем флюса и под его защитой жалом паяльника попробовать соскрести слой оксида, одновременно пытаясь облудить зону пайки. Можно сделать и по-другому – покрыть участок облуживания минеральным маслом и скребком попытаться зачистить поверхность, а потом, не удаляя защитный слой, попробовать выполнить лужение паяльником. Этот способ более трудоемок и не всегда эффективен.
Этот способ более трудоемок и не всегда эффективен.
Пример спайки алюминия паяльником
Чтобы спаять алюминиевые провода между собой или медный провод с алюминиевым, лучше воспользоваться паяльником, потому что горелка может оплавить изоляцию. Для такого вида пайки подойдут:
- флюс Ф64;
- свинцово-оловянный припой;
- паяльник мощностью 40..60 ватт.
Сначала надо освободить проводящие жилы от пластиковой изоляции на необходимую длину (обычно, 1..1,5 см в большинстве случаев достаточно). Поверхность проводника под изоляцией обычно чистая, поэтому дополнительная очистка и зашкуривание не нужны.
В интернете можно найти советы предварительно скрутить провода, а затем облуживать. На самом деле, лучше оба провода предварительно облудить. Так гарантируется отсутствие контакта медь-алюминий по всей соединяемой поверхности.
Лучше скрутить провода, предварительно облудивМедный провод лудится как обычно, с канифольным флюсом. Алюминиевый провод прогревается, на него наносится активный флюс, после паузы он лудится хорошо прогретым паяльником. И только потом можно скручивать провода. Скрученные жилы пропаиваются по всей длине обычным способом. Во время пайки надо следить, чтобы изоляция не оплавилась.
Алюминиевый провод прогревается, на него наносится активный флюс, после паузы он лудится хорошо прогретым паяльником. И только потом можно скручивать провода. Скрученные жилы пропаиваются по всей длине обычным способом. Во время пайки надо следить, чтобы изоляция не оплавилась.
Видео пример пайки с помощью паяльника.
Пример спайки алюминия газовой горелкой
Жидкий флюс Ф-34АЗапаять отверстие в алюминиевой посуде, спаять две трубки из белого металла удобнее с помощью горелки. Подобная пайка относится к высокотемпературным операциям, поэтому здесь наиболее подходящим будет флюс Ф-34А.
Перед началом процесса горелку надо осмотретьЗатем надо подготовить газовую горелку. Перед началом работ ее надо внимательно осмотреть горелку и ёмкость с газом (баллон) на предмет утечек.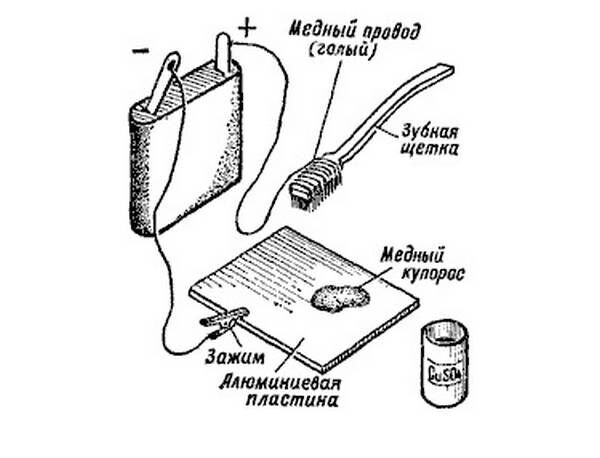 Это важно, если используется недорогое китайское оборудование.
Это важно, если используется недорогое китайское оборудование.
После зажигания факела надо прогреть место будущего спаивания, не допуская расширения зоны нагрева. На прогретую поверхность надо нанести флюс, и подождать некоторое время для начала реакции.
Фиксация деталей в рабочем положенииДалее спаиваемые поверхности надо совместить в положении, в котором они должны будут соединены и прогревать место стыка, прикладывая пруток из припоя, подобно присадке при сварке.
Пруток припоя надо держать под угломПрипой будет плавиться, одновременно облуживая поверхность и затекая в место стыка. При определенном навыке он будет обтекать участок соединения красивой ровной каплей.
Видео пример пайки горелкой.
Что надежнее сварка или пайка
В общем случае сварное соединение надежнее паяного. Это обусловлено тем, что при сварке металл сплавляется и образует монолит. При пайке все зависит от адгезии припоя с поверхностью соединяемых деталей.
Это обусловлено тем, что при сварке металл сплавляется и образует монолит. При пайке все зависит от адгезии припоя с поверхностью соединяемых деталей.
В случае с алюминием все несколько сложнее. В первую очередь надо помнить о том, что алюминий имеет свойство при нагреве размягчаться (на этом его свойстве основан способ горячего изгиба алюминиевых заготовок). К исходному твердому состоянию он возвращается долго (иногда очень долго), поэтому велика вероятность деформации готового узла при незначительных усилиях.
Читайте также: Уроки пайки с нуля для начинающих
Вторая проблема – набившая оскомину химическая активность белого металла. При сварке оксидная пленка мешает не меньше, чем при пайке – смешиваясь с расплавленным металлом, она не дает возможности получить равномерный по структуре шов. А это значит, что соединение будет непрочным. Чтобы этого избежать применяется сварка в аргонной среде. А это уже иной уровень – для такой работы требуется специальное оборудование и мастер высокой квалификации.
Кроме того, при любой сварке есть общая проблема – как не прожечь металл, если надо соединить две тонкие детали. При сварке изделий из алюминия вопрос стоит даже более жестко хотя бы из-за низкой температуры плавления. А при спаивании риск прожигания отсутствует, да и риск деформации намного ниже.
Поэтому во многих случаях (особенно, при соединении деталей или проводов небольших размеров и массы) отдают предпочтение пайке.
Приведенные в обзоре советы по пайке алюминия в домашних условиях не исчерпывают всех существующих технологий. Если эти рекомендации по какой-либо причине неприемлемы, в литературе или Интернете можно найти другие. В этом вопросе точка еще не поставлена.
Как паять алюминий паяльником в домашних условиях: выбор флюса и припоя
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
 Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.

Подготовка и выполнение процесса
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
Остывшее соединение пригодно для использования.
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.

Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Источник: www.asutpp.ru
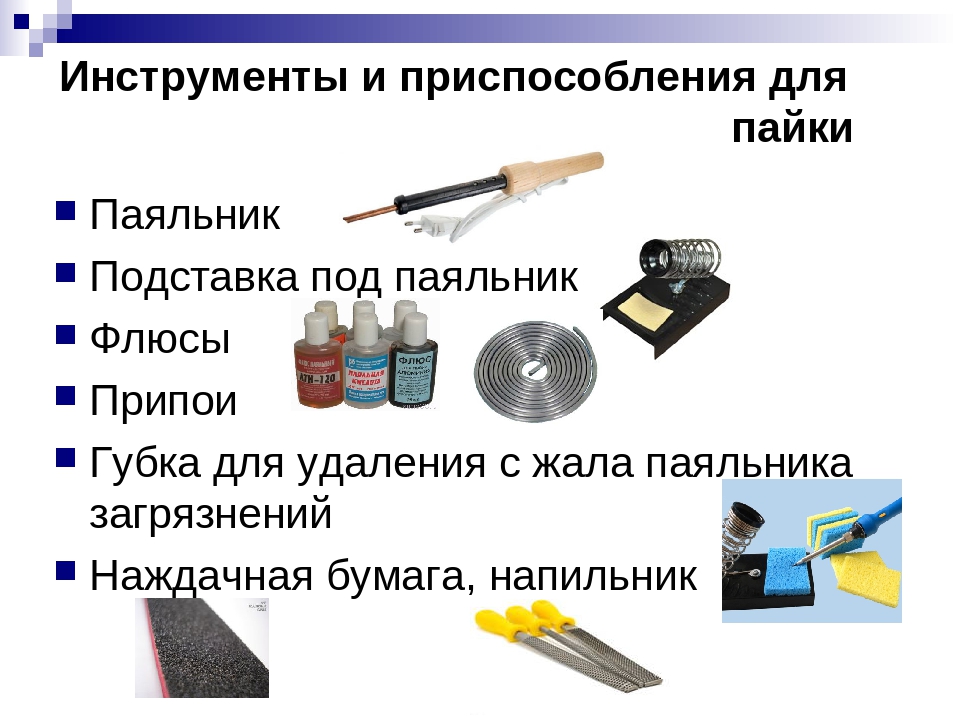
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Как запоять отверстие в алюминиевом бидоне?
Здесь легко и интересно общаться.
 Присоединяйся!
Присоединяйся!Алюминий не паяеться- можно заварить аргоном и то он должен на это быть спец. настроенным. Совет бери сверло чуть больше диаметра прогнившего отверстия и делай отверстие под нужный болт. Потом бери болт 2 шайбы и 2 прокладки и затягивай гайкой-еще можно заклепать-пордон ваш бидон это не самогонный аппарат? Да и еще если в нем будет находиться пищевой продукт то и прокладки должны быть не просто резина.
Советов много — но без опыта вряд ли получится, только ежели обратится к специалисту. За неимением оного в отверстие вставить болтик, диаметром соответствующему диаметру отверстия, с прокладкой и шайбочкой. Материал винтика лучше взять из материала не поддающему коррозии: нержавеющая сталь, титан, дюраль, фторопласт.
Сейчас есть так называемая «холодная сварка»: паяет алюминий. Кроме того, есть флюсы для его пайки. Раньше в качестве флюса использовали хлористый цинк, и такие пасты, которые не давали алюминию контакта с воздухом: окисляется мгновенно. Еще его клеют. Ищи инете (много всего) и спрашивай в хозяйственных магазинах.
Ищи инете (много всего) и спрашивай в хозяйственных магазинах.
Feraoth › Блог › Пайка алюминия в домашних условиях с помощью аккумулятора
Паять алюминий очень сложно, т.к. он мгновенно окисляется при контакте с атмосферой, даже если только что зачищен. Для его пайки существуют мощные кислотные флюсы, вроде проверенного Ф-64А (радиотехнические магазины), но есть далеко не везде.
Встретил в советском учебнике хитрость, чтобы обойти эти сложности. Берётся раствор медного купороса (продаётся в удобрениях в виде синего порошка), и затем на зачищенный и обезжиренный алюминий наносится несколько капель раствора. В раствор осторожно (чтобы не задеть алюминий) окунается медная проволока, к которой подключен «+» источника напряжения. Алюминиевая деталь подключается, соответственно, к «-» этого источника. Ток идёт через раствор купороса и осаждает из него медь. Время выдержки зависит от силы тока и напряжения (это может быть пальчиковая батарейка 1.5В или аккумулятор 12В).
В моём случае это был аккумулятор 12В и я даже не парился с раствором — просто на несколько крошек купороса капнул воды из под крана
Как паять алюминий паяльником
Принято считать, что пайка алюминия — сложная задача.
На самом деле, несколько лет назад я тоже так думал. Поэтому я всегда предпочитал, чтобы это делал профессионал. Но вскоре я понял, что на это уходят большие деньги, и подумал, что стоит попробовать хотя бы раз, учитывая, что я часто паял другие металлы для различных целей.
Таким образом, я начал исследовать простые способы пайки алюминия и вскоре обнаружил, что паяльник может быть очень полезен в этом отношении. Углубление в детали помогло мне правильно разобраться в процедуре, и вскоре я был готов начать свой первый проект по пайке алюминия.
С тех пор я прошел долгий путь и сумел сократить лишние расходы, спаяв все свои алюминиевые объекты самостоятельно!
Привет! Это Стейси, и сегодня я отвечу на вопрос “ Как паять алюминий паяльником ?” Тогда начнем, ладно?
Как паять алюминий паяльником
Когда речь идет о пайке алюминиевых предметов с помощью паяльника, необходимо заранее учитывать несколько важных факторов. Это гарантирует, что припаянный объект будет достаточно эффективен для последующего использования. Поэтому я кратко рассмотрю каждый из этих факторов, прежде чем перейти к самой процедуре.
Это гарантирует, что припаянный объект будет достаточно эффективен для последующего использования. Поэтому я кратко рассмотрю каждый из этих факторов, прежде чем перейти к самой процедуре.
Что нужно знать заранее
Прежде всего следует отметить, что алюминий – это металл, температура плавления которого ниже, чем у многих других, т. е. около 660°C. Это означает, что вам придется использовать уникальный продукт для пайки, температура плавления которого намного ниже, чем у других паяльных инструментов.
Кроме того, вы должны помнить, что оксид алюминия, который часто встречается на поверхности большинства алюминиевых предметов, не поддается пайке. Вот почему вы должны полностью соскоблить его перед началом процедуры. Обратите внимание, что сильно окисленные объекты можно отшлифовать, отшлифовать или протереть ацетоном, так как это ускорит процедуру удаления.
Эта процедура действительно очень эффективна, так как однажды, когда мне нужно было спаять такой объект, я смог быстро удалить весь оксид. Помимо этого, вот еще несколько моментов, которые вы должны иметь в виду, в зависимости от объекта, который вы паяете.
Помимо этого, вот еще несколько моментов, которые вы должны иметь в виду, в зависимости от объекта, который вы паяете.
A. Идентификация сплава
Большинство алюминиевых изделий, с которыми вы столкнетесь, на самом деле представляют собой сплавы алюминия, и на их поверхность часто нанесены цифры или буквы. Поэтому убедитесь, что вы ищете этот номер или букву в Интернете, чтобы узнать, есть ли какие-либо особые требования, которых необходимо придерживаться для пайки этого сплава.
B. Выберите правильный паяльник
При покупке паяльника убедитесь, что он специально предназначен для пайки алюминиево-алюминиевых соединений.
C. Использование флюса для алюминиевого припоя
Использование флюса, специально разработанного для алюминия, жизненно важно для данной процедуры. Поэтому я купил и паяльник, и флюс в одном и том же месте, и я бы посоветовал вам сделать то же самое.
Процедура
Если все подготовительные шаги выполнены правильно, вскоре после этого можно приступать к пайке алюминиевого объекта. Вот как это сделать:
Вот как это сделать:
Этап 1: Очистка алюминиевого предмета
Для обеспечения идеальной пайки необходимо очистить поверхность алюминиевого предмета, так как это может привести к образованию оксидного покрытия при взаимодействии с воздухом. Вы можете выбрать для этой цели щетку из нержавеющей стали.
Кроме того, следует также очистить флюс и паяльник, чтобы исключить все возможности образования оксида.
Шаг 2: Соединение металлов вместе
Во-первых, имейте в виду, что вам нужно будет выполнить этот шаг, только если вы фиксируете две алюминиевые детали. Мне пришлось использовать этот шаг только один раз для устранения поломки алюминиевого браслета, который был одним из моих самых дорогих вещей.
Соедините две алюминиевые детали в желаемом положении. Кроме того, между частями должен быть небольшой зазор, чтобы паяльник мог легко течь. Если вы обнаружите, что детали не подходят друг к другу достаточно гладко, улучшите гладкость места соединения, отшлифовав его.
Шаг 3: Нанесите флюс для пайки
После того, как вы очистите объект, очень осторожно нанесите флюс на места, которые должны быть соединены. Вы должны использовать стержень в паяльнике или крошечный металлический инструмент. Это поможет провести паяльником вдоль самого длинного края соединения, кроме того, устранит дальнейшую вероятность образования оксида.
Здесь же хочу вам сказать, что в случае пайки проводов вам потребуется окунать их в жидкий флюс. Но если флюс находится в порошкообразной форме, внимательно прочитайте его этикетку, чтобы узнать о процедуре смешивания.
Шаг 4: Нанесите равномерный нагрев
Теперь нагрейте объект или заготовку на частях рядом с соединением, используя утюг для пайки. Обратите внимание, что вы начинаете с самой нижней части заготовки.
Кроме того, слишком длительное воздействие прямого пламени на какую-либо одну область может привести к перегреву флюса и припоя. Вот почему вы должны следить за тем, чтобы источник тепла постоянно перемещался в замедленном темпе. В конечном итоге это поможет равномерно прогреть помещение.
Вот почему вы должны следить за тем, чтобы источник тепла постоянно перемещался в замедленном темпе. В конечном итоге это поможет равномерно прогреть помещение.
Однажды я по ошибке провел пламенем над одной областью, что привело к неравномерной пайке на этой части, поэтому принятие этой меры предосторожности имеет решающее значение для процедуры.
Шаг 5: Нанесите припой
Наконец, протащите стержень паяльника, постоянно нагревая область, то есть нагревая с другой стороны алюминиевого предмета. Прикладывайте паяльник медленно, чтобы получить ровный результат.
Если вы заметили, что припой не соединяется с объектом, проверьте, нет ли на поверхности слоя оксида алюминия. Немедленно очистите его и повторяйте все шаги, пока не получите желаемый результат.
РаспродажаБестселлер №1 100 шт. Алюминиевые стержни с флюсовым сердечником Низкотемпературные легкоплавкие алюминиевые сварочные стержни Сварочные палочки- НЕ ТРЕБУЕТСЯ ПОРОШКА ДЛЯ ПРИПОЯ: Эти алюминиевые стержни представляют собой стержни для сварки с флюсовым сердечником, припой не нужен, никаких других материалов не требуется, и он прост в использовании.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: Низкотемпературные алюминиевые стержни для пайки с флюсом изготовлены из алюминиевого материала, нетоксичного, без запаха и прочного материала.
- ИДЕАЛЬНЫЙ ЭФФЕКТ СВАРКИ: Эти алюминиевые сварочные стержни обладают отличным сварочным эффектом, с низкой температурой плавления, отличной свариваемостью и коррозионной стойкостью, высокой теплопроводностью, высокой электропроводностью.

- РЕМОНТ: со стержнями в два раза длиннее, чем у конкурентов, Alumaloy ремонтирует или изготавливает практически все, что сделано из алюминия, кастрюли или оцинкованной стали. Используйте что-то простое, например, пропановую горелку. Флюс не нужен! Вы можете ремонтировать лодки, опоры, штормовые двери, желоба, антиквариат, инструменты, конденсаторы, пресс-формы, ободья, линии кондиционирования воздуха, охлаждающие змеевики, корпус колокола, понтоны, коробки передач и многое другое.
- ПРОСТОЙ В ИСПОЛЬЗОВАНИИ: Alumaloy прост как раз-два-три. Просто очистите основной металл, нагрейте основной металл, а НЕ СТЕРЖЕНЬ из алюминиевого сплава, отремонтируйте и сэкономьте сотни долларов. Пожалуйста, обратитесь к обучающему видео.
- НЕ БЕСПОКОИТЬСЯ: Алюмалой плавится при температуре 728 градусов по Фаренгейту, что дает вам возможность восстанавливать самые тонкие и самые толстые металлы, не беспокоясь о короблении или деформации. Alumaloy даже ремонтирует металл горшка; один из самых сложных в ремонте цветных металлов в мире!

Заключительные слова
На сегодняшний день эта процедура помогла мне отремонтировать множество больших и малых алюминиевых предметов. И не хвастаюсь, но в большинстве случаев мне удавалось добиться результатов профессионального уровня! Так что не медлите и вперед!
Только не забудьте надеть респиратор на протяжении всей процедуры и убедитесь, что место, где вы работаете, хорошо проветривается.
На этом мне пора пока прощаться. Но скоро я придумаю более интересные блоги, так что следите за обновлениями.
А пока всего наилучшего!
Вам не терпится освежить ванную комнату? Одним из первых шагов в любом проекте ремонта ванной комнаты является удаление старого туалетного столика. Но если вы не знаете, как убрать туалетный столик, не испортив все пространство, не волнуйтесь! Наш гид с легкостью проведет вас через весь процесс. Независимо от того, являетесь ли вы
ПодробнееИщете лучшие жалюзи для ванных комнат? Предпочитаете ли вы понежиться в расслабляющей ванне с пеной или освежиться перед предстоящим днем, правильно подобранные жалюзи могут иметь решающее значение. прикосновение
Читать дальшеКак паять алюминий
Алюминий – очень привлекательный металл для изготовления каких-то самодельных конструкций: легкий, идеально обработанный, сверлится, пилится, не ржавеет и т.д. Но вот проблема: сварить два куска алюминия без специальной аргонной сварки практически невозможно. А оборудование для такой сварки стоит не одну тысячу рублей. Но оказывается есть выход! Это пайка! Но не простой, а с использованием специальных порошковых припоев.
А оборудование для такой сварки стоит не одну тысячу рублей. Но оказывается есть выход! Это пайка! Но не простой, а с использованием специальных порошковых припоев.Понадобится
Итак, что нам понадобится, чтобы припаять две детали одну к другой:- .
- .
- Металлическая щетка.
- Зажим.
- Тиски.
Самый доступный способ – купить по .
Там недорого, берите сразу пачку – со временем пригодится. Так выглядит без упаковки. С виду обычный кусок проволоки, но не совсем: внутри этого стержня содержится специальный порошок. Указана температура плавления в Фаренгейтах, если перевести удобные нам единицы, то будет 370-400 градусов Цельсия.
Припой алюминиевый своими руками
Приступаем непосредственно к пайке. Сначала нужно подготовить поверхность металлов. Берем грубую металлическую щетку и зачищаем место будущей пайки. Если быть точнее, то необходимо не только очистить поверхность от различных загрязнений и окислов, но и создать большую шероховатость для лучшего сцепления припоя с поверхностью. Таким способом нужно зачистить обе детали в месте будущего соединения.
Сначала нужно подготовить поверхность металлов. Берем грубую металлическую щетку и зачищаем место будущей пайки. Если быть точнее, то необходимо не только очистить поверхность от различных загрязнений и окислов, но и создать большую шероховатость для лучшего сцепления припоя с поверхностью. Таким способом нужно зачистить обе детали в месте будущего соединения. Теперь закрепляем зажим детали и зажимаем все в тиски для устойчивости и надежности. Возьмите газовую горелку. Причем, чем толще металл, тем мощнее должна быть горелка, способная прогревать детали до температуры пайки.
