Пайка паяльником: вся необходимая информация
Пайка паяльником – отличный способ соединения металлов. В популярности с паяльником может посоревноваться, наверное, лишь строительный фен, который также часто применяется для пайки различных металлов, микросхем, полиэтиленовых предметов, тентов, проводов и т. п. Сегодня ни один значительный ремонт уже не обойдется без участия паяльных работ.
Паяльник есть в наше время во многих домах, так как пайка – процедура хотя и вредная для здоровья, но в ремонте достаточно полезная. Всякое электронное устройство без качественной пайки рано или поздно перестанет работать должным образом. Тут в дело вступает паяльник или фен.
Суть пайки в том, что во время процедуры наблюдается взаимное растворение металлов припоя и рабочей зоны основного паяемого материала, в результате чего выполняется качественное и надежное соединение. Однако для получения долговечного, качественного сцепления металлов нужно знать правила относительно выбора инструментов, материалов, порядка работ и т. п.
п.
Выбор паяльника
Основным отличием паяльников является их мощность. Для монтажа микросхем, печатных плат, а также набольших элементов, которые чувствительны к статическому электричеству, используются паяльники, мощность которых колеблется в пределах 24-40 Вт. Паяльником на 100 Ватт нужно пользоваться в тех случаях, когда требуется пайка массивных металлических деталей, металлов, стальных конструкций.
Не нужно также забывать о напряжении электрического питания. Стандартными показателями на территории России считается напряжение сети переменного тока – 220 В, частота – 50 Гц. Для пайки, к примеру, в автомобиле, нужно приобрести паяльник, который сможет работать от напряжения 12/18/24 В.
Паяльник имеет еще один очень важный параметр – рабочую температуру. Наиболее простые образцы не оснащены четким регулированием температурного режима пайки. В таком случае место спайки, как правило, прогревается недостаточно, в следствие чего происходит некачественное соединение металлов, а, следовательно, время тратится даром.
Перегретые наконечники (жала) паяльника значительно ускоряют износ приспособления, при этом наблюдается перегрев припоя (тиноля), наконечники покрываются окалиной, флюс выгорает, из-за чего сцепление между жалом и припоем существенно ухудшается. Довольно часто наконечники перегреваются по причине чрезмерного выпаривания припоя, после чего происходит перегревание элементов и микросхем, отслаивание дорожек печатных плат и т. п.
Если пайка производится вами с достаточной частотой, нужно обзавестись набором паяльников разных по мощности и некоторым другим параметрам для пайки полиэтилена, тентов, металлов. Некоторые отдают предпочтение паяльным машинам. Но последние стоят дороже. Однако паяльные машины имеют ряд преимуществ перед паяльником: регулировку температур, удобство использования, специальную подставку, ванну для очистки губки, автоматическое поддержание заданной температур пайки металлов и т. п.
Советы по выбору паяльника:
- Предпочитать паяльник нужно тот, в комплект которого входят сменные наконечники.
 Наконечники могут быть следующими: конусы, лопатки, иглы и др.
Наконечники могут быть следующими: конусы, лопатки, иглы и др. - Перед работой (обработкой металлов) наконечники должны тщательно очищаться на протяжении нескольких минут. Если наконечники сильно загрязнены, воспользуйтесь для очистки паяльником.
- Применяя обычный паяльник для защиты от статики, будет целесообразно соединять проводниками надетый на руку антистатический браслет корпусом ремонтируемого устройства и паяльником.
- Пользуясь паяльником, разогревать его нужно таким образом, чтобы наконечники были погружены в канифоль, так как данная мера позволит защитить наконечники от окисления жала.
- Не нужно забывать о предельных температурах электронных компонентов, в особенности интегральных микросхем, а также транзисторов. Время пайки при температурах от 260 до 300 гр. С не должно превышать более 10 секунд.
- Температура, до которой нагревают наконечники, должна соответствовать аналогичному параметру плавления припоев. Наконечники (паяльник) не должны вместе с тем перегреваться.
 Наконечники могут быть следующими: конусы, лопатки, иглы и др.
Наконечники могут быть следующими: конусы, лопатки, иглы и др.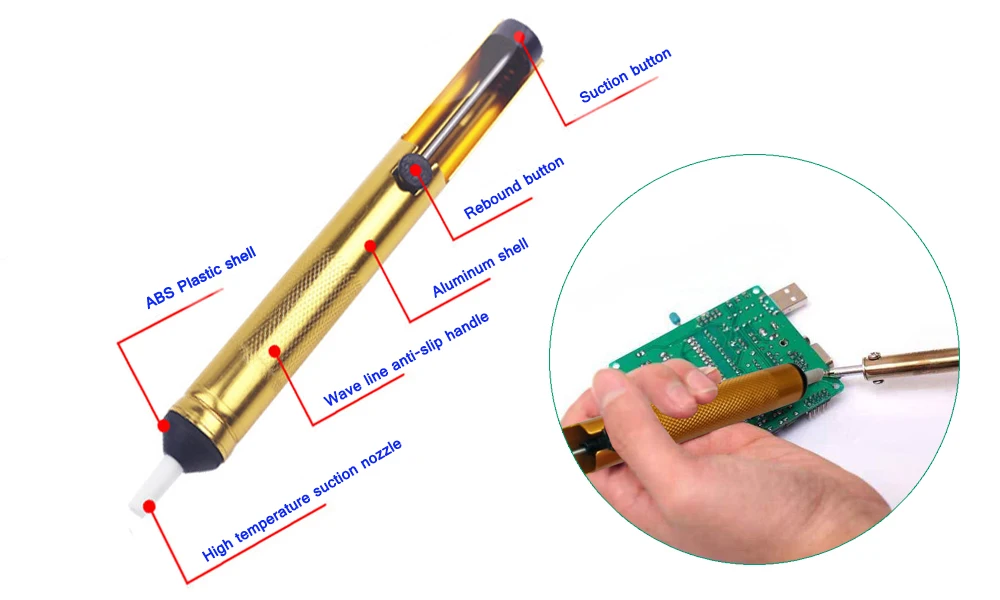
Можно задействовать для обработки металлов также строительный фен, паяльную станцию. Также есть другая паяльная техника (оборудование). Выше мы рассмотрели, как работает паяльник, а теперь рассмотрим подробнее, как в пайке себя ведет фен.
Фен для пайки
Довольно часто наблюдается потребность в припайке/отпайке микросхем поверхностного монтажа, в ремонте тентов и т. п.. Способов пайки как тентов, так и микросхем, мелких деталей, существует достаточно много, включая применение специализированного оборудования. Ниже приведем примеры пайки микросхем простыми способами, применяя фен. Стоит отметить, что фен, равно как и паяльник, продается практически в каждом строительном магазине, но стоит дороже привычного инструмента, который мы все называем именем паяльник.
Технологическая часть
Требуемый инструмент:
- Фен, который работает при температурах от 150 до 400 гр. С;
- Канифоль или другой флюс;
- Набор пинцетов;
- Насадки на фен для удобства пайки микросхем (не обязательно). Насадки должны четко садиться на фен;
 Насадки должны четко садиться на фен;
Насадки должны четко садиться на фен;Порядок работы:
- Техника выполнения работы довольно простая. Так, сначала отпаивается микросхема, применяя фен, путем нагревания на протяжении одной минуты с температурой воздуха в районе 300 гр. С.
- По окончании отпайки микросхем нужно намазать плату тонким слоем флюса, после чего прогреть.
- Для того чтобы припаять микросхему, нужно расположит ее следующим образом: выводы, а также контактные площадки должны совпадать. При этом не нужно припаивать отдельные выводы паяльником с целью закрепления детали.
- Техника пайки должна быть правильно подобрана. Таким образом, после схема нагревается до момента «усадки». Если некоторые ножки не припаялись должным образом, нужно воспользоваться паяльником и припаять.
Пайка алюминия
Обработка алюминия паяльником возможна, но для этой процедуры нужна определенная техника пайки, знание некоторых способов работы с металлом.
Способ №1
Для пайки двух деталей идентичных металлов (из алюминия), к примеру, проводов, их необходимо сначала отлудить. С этой целью один из проводов покрывается канифолью, после чего кладется на шлифовальную шкурку. Стоит отметить, что во время данной процедуры паяльник от проводов не отдаляется, а на обработанный конец провода постоянно докладывается канифоль.
С этой целью один из проводов покрывается канифолью, после чего кладется на шлифовальную шкурку. Стоит отметить, что во время данной процедуры паяльник от проводов не отдаляется, а на обработанный конец провода постоянно докладывается канифоль.
Обработка проводов из алюминия будет гораздо лучше, если применять в качестве альтернативного варианта канифоли минеральное масло, предназначенное для швейных машин. Также для проводов вполне подойдет щелочное масло (оружейное).
Способ №2
Во время пайки листового алюминия, сплавов алюминия на шов наносят горячим паяльником канифоль, в состав которой входят мелкие железные опилки. Далее паяльник лудится, после чего паяльником начинают протирать место шва, при этом добавляя постоянно припой.
Таким образом, железные опилки снимают с поверхности алюминия образовавшиеся окиси, тем самым позволяя поверхности алюминия достигнуть наилучшего сцепления с оловом. Пайка алюминия производится достаточно нагретым паяльником. Мощности паяльника для тонкого алюминия, проводов – 50 ватт.
Мощности паяльника для тонкого алюминия, проводов – 50 ватт.
Детали алюминия, толщина которых составляет 1 миллиметр и толще, обрабатываются паяльником мощностью 90 ватт. Для сечения проводов, деталей из алюминия, более 2 миллиметров нужно зону пайки прогревать паяльником, после чего наносить флюс, производить пайку.
Способ № 3
Оригинальным способом пайки проводов из алюминия является данный метод. Перед началом обработки проводов поверхность алюминия омедняется, при этом используется простая установка для гальванического покрытия. Однако есть возможность выполнить работу проще.
Таким образом, зону пайки проводов зачищают с помощью шлифовальной шкурки, аккуратно наносят на нее пару капель раствора медного купороса. Затем к поверхности алюминия подключается отрицательный полюс источника постоянного тока, в то время как к положительному следует подключить кусок медного провода толщиной около 1-1,2 миллиметров, находящегося в «устройстве» на базе зубной щетки. Спустя некоторое время на поверхности алюминия оседает красная медь.
Спустя некоторое время на поверхности алюминия оседает красная медь.
Похожие статьи
- Пайка флюсом: что следует знать?
- Что нужно знать о соединении проводов?
- Как паять микросхемы и что означает bga?
- Пайка плат: важные детали процедуры ремонта детали
Паяльные станции – совет от компании FIT
Паяльные станции – совет от компании FIT- Вступление
Инструменты FIT
Для чего дома нужен паяльник
Паяльник конструктивно разработан таким образом, чтобы легко расплавить и точно подать олово или припой в узел. Существуют следующие модификации инструмента: газовые, инфракрасные, термовоздушные. В быту, обычно применяют электрические модели. Классифицируют их по типу нагревательного элемента, так как от него зависит мощность и рабочие свойства паяльника.
Как видно по нашему каталогу – универсальная мощность для бытовых нужд – 40-60 Вт. Но нужно помнить, что для пайки микросхем это очень много!
Но нужно помнить, что для пайки микросхем это очень много!
Тем не менее пригодиться он может:
для пайки проводов и электроудлинителей
для пайки и замены радиодеталей в бытовой технике
для ремонта светильников, светодиодов, тонкостенных труб
для быстрого прожига отверстий в пластике или отрезке лишних деталей.
Нагревательные элементы
Самая важная деталь в паяльнике – жало, оно бывает:
медное – к нему хорошо прилипает припой, но его нужно постоянно зачищать
металлическое с никелевым покрытием – удобно при ювелирной работе с мелкими деталями
Самый простой и дешевый нагреватель состоит из нихромовой проволоки, которая намотана на изоляционный материал. Мощность инструмента колеблется в пределах от 30 до 60 Вт. Модели подходят для работы с низкоплавкими припоями, оловом. Например, паяльник 60485–60486 (марка КУРС). В категории есть модели с прямым и скошенным жалом. Рукоятка изготовлена из хорошо отшлифованного дерева.
Керамический нагреватель.
payaln-2.jpg
Импульсный нагреватель. Например, паяльник электрический импульсный 60474М (марка MOS). Для включения модели требуется нажатие и удержание курка. Происходит стремительный прогрев рабочей части. По окончании работы кнопку отпускают, и паяльник охлаждается.
Электрическая схема импульсного нагревателя содержит преобразователь и трансформатор. Медный наконечник также является токонесущим элементом, присоединён к вторичной обмотке трансформатора. Техническое решение обеспечивает большой ток и быстрый нагрев. Паяльник используют для пайки электроники и сравнительно крупных деталей.
Следующий вариант – это индукционный нагреватель. Он состоит из элементов:
Катушка индикатора;
Сердечник с ферримагнитным напылением.
Разогрев головки происходит под воздействием магнитного поля с наведёнными токами. При получении оптимальной температуры ферромагнит теряет магнитные свойства, нагрев сердечника прекращается. При понижении температуры свойства восстанавливаются, накал возобновляется. Так происходит автоматическое поддержание температуры без применения термодатчика.
Среди широкого многообразия можно легко выбрать модель, ориентируясь на мощность и назначение.
Прежде пайка была мало производительным трудом. Кроме того, создавалась опасная пожарная ситуация, древний паяльник нагревали на открытом огне. С появлением современных технологий этот метод нагрева полностью забыт, ушёл в прошлое.
Пайка металлов
Этот способ соединения металлов известен уже очень давно, с древних времен. Пайку использовали еще в Древнем Египте, Греции и Риме (найдены паяные металлические предметы). Удивительно, но с давних времен сама технология пайки изменилась не очень сильно, зато появилось множество приспособлений для осуществления этого процесса (современному паяльному оборудованию посвящена отдельная статья).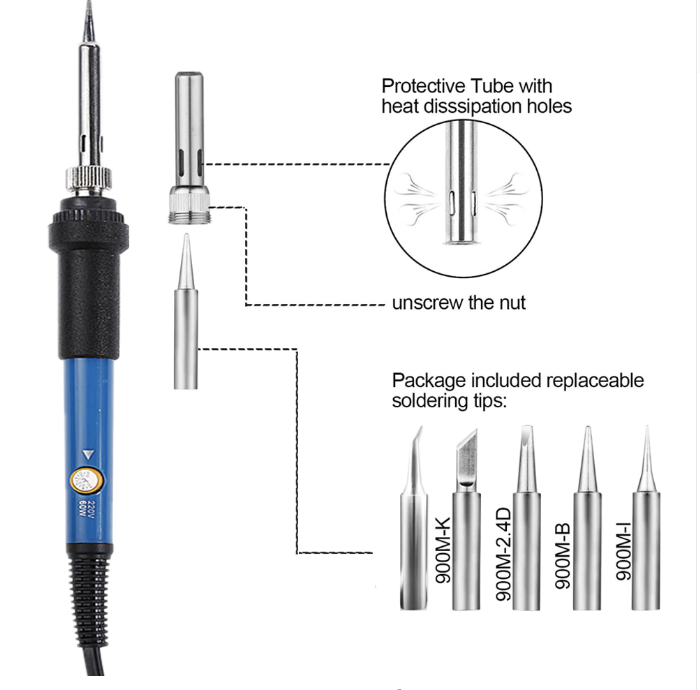

 Самыми качественными считаются серебряные припои.
Выше были перечислены самые популярные виды припоев, однако существует еще множество других разновидностей, предназначенных для пайки редких материалов (например, никелевые, золотые, магниевые).
Припои могут выпускаться в разнообразных формах: в виде фольги, проволоки, таблеток, гранул, порошка, пасты.
Как правило, пайка не обходится без флюсов. Флюсы – это вещества, с помощью которых с поверхности металлов, которые подлежат пайке, удаляется оксидная пленка, препятствующая контакту основного металла и припоя. Для каждого вида пайки применяется определенный флюс. Часто флюс входит в состав готового припоя.
Виды пайки.
Классификация видов пайки очень обширна, так как классифицировать эту операцию можно по множеству параметров. Особо значимой считается классификация пайки по температуре плавления припоя. Выделяют низкотемпературную и высокотемпературную пайку. Низкотемпературная пайка достаточно проста в исполнении, ее возможно применять для соединения миниатюрных элементов.
Самыми качественными считаются серебряные припои.
Выше были перечислены самые популярные виды припоев, однако существует еще множество других разновидностей, предназначенных для пайки редких материалов (например, никелевые, золотые, магниевые).
Припои могут выпускаться в разнообразных формах: в виде фольги, проволоки, таблеток, гранул, порошка, пасты.
Как правило, пайка не обходится без флюсов. Флюсы – это вещества, с помощью которых с поверхности металлов, которые подлежат пайке, удаляется оксидная пленка, препятствующая контакту основного металла и припоя. Для каждого вида пайки применяется определенный флюс. Часто флюс входит в состав готового припоя.
Виды пайки.
Классификация видов пайки очень обширна, так как классифицировать эту операцию можно по множеству параметров. Особо значимой считается классификация пайки по температуре плавления припоя. Выделяют низкотемпературную и высокотемпературную пайку. Низкотемпературная пайка достаточно проста в исполнении, ее возможно применять для соединения миниатюрных элементов. Данный вид является ведущим в создании электронных изделий. Высокотемпературная пайка используется там, где необходима особая прочность соединений, то есть в изделиях, которые испытывают разного рода нагрузку.
Данный вид является ведущим в создании электронных изделий. Высокотемпературная пайка используется там, где необходима особая прочность соединений, то есть в изделиях, которые испытывают разного рода нагрузку.Инструмент
Паяльное оборудование
После изобретения электрического паяльника, появились новые разновидности этих устройств. В статье рассмотрим наиболее популярные виды паяльного оборудования, а также особенности их применения.
Такая технологическая операция как пайка существовало уже в древние времена. Египтяне успешно изготавливали металлические украшения, применяя примитивные паяльные приспособления. Римляне вообще использовали пайку для соединения труб общей протяженностью более 400км – удивительные масштабы даже для современного человека. До 20 века применялись медные и газовые паяльники, электрическое устройство появилось позже, а придумал его немецкий изобретатель Эрнст Сакс. После изобретения электрического паяльника, развитие оборудования для пайки пошло резко вверх. Появились новые разновидности эти устройств.
Появились новые разновидности эти устройств.
Пожалуй, самым популярным инструментом для пайки является паяльник. Данное устройство используют и в быту, и на производстве. Классифицировать паяльники можно по конструкции, типу потребляемой энергии, способам передачи тепла, мощности, форме жала и другим параметрам.
Электрические паяльники
Этот инструмент устроен довольно просто: в корпусе находится нагреватель (нихромовый, керамический), нагрев которого происходит от электрической энергии. Рабочей частью у такого паяльника является жало, с помощью которого и происходит пайка. Нихромовый нагреватель, как правило, выполнен в виде спирали, через которую проходит ток низкого напряжения. Керамический нагреватель – это стержень, с подведенным к контактам напряжением. Паяльники с керамическим нагревателем надежнее, нежели с нихромовым, к тому же обладают механизмом регулировки мощности и температуры, а также нагреваются быстрее.
Существуют еще индукционные и импульсные паяльники. В первом варианте нагрев происходит благодаря катушке индуктора. Наконечник в таком паяльнике имеет особое ферромагнитное покрытие, в котором катушка индуктора создает магнитное поле, и от наведенных токов сердечник разогревается. Достигнув определенного температурного значения, покрытие теряет свои свойства, и сердечник перестает греться, а как только температура снижается – магнитные свойства снова восстанавливаются – таким образом, температура жала поддерживается автоматически.
В первом варианте нагрев происходит благодаря катушке индуктора. Наконечник в таком паяльнике имеет особое ферромагнитное покрытие, в котором катушка индуктора создает магнитное поле, и от наведенных токов сердечник разогревается. Достигнув определенного температурного значения, покрытие теряет свои свойства, и сердечник перестает греться, а как только температура снижается – магнитные свойства снова восстанавливаются – таким образом, температура жала поддерживается автоматически.
Импульсные паяльники отличаются мгновенным разогревом. Кнопка пуска нажимается при включении и удерживается в дальнейшей работе. Как только кнопка отпускается – паяльник охлаждается. Такие инструменты обычно оснащены регуляторами температуры и мощности.
Электрические паяльники чаще всего используются в быту. Цена на эти инструменты относительно невысока.
Газовые паяльники и газовые горелки
Газовые паяльники широко используются там, где нет электричества (часто применяются на строящихся объектах монтажниками, электриками). Как следует из названия, работают газовые паяльники от газа. Конструкция этого инструмента включает в себя газовую горелку, емкость для газа, насадку и кнопку для розжига. Перед тем, как начать работу, вентиль, который контролирует подачу газа, открывается, и топливо поступает в сопло, после этого происходит розжиг. Длина пламени и температура, как правило, регулируются.
Как следует из названия, работают газовые паяльники от газа. Конструкция этого инструмента включает в себя газовую горелку, емкость для газа, насадку и кнопку для розжига. Перед тем, как начать работу, вентиль, который контролирует подачу газа, открывается, и топливо поступает в сопло, после этого происходит розжиг. Длина пламени и температура, как правило, регулируются.
Паяльные станции
Паяльные станции в отличие от простых паяльников можно уже отнести к профессиональному оборудованию. Возможностей у такого устройства значительно больше. Выделяют следующие виды паяльных станций:
термовоздушные
контактные
инфракрасные
демонтажные
Подробнее особенности вышеперечисленных паяльных станций будут описаны в отдельной статье.
Как правило, паяльная станция представляет собой следующий комплект устройств: блок электронной регулировки, непосредственно паяльник, подставка под паяльник, очиститель паяльных головок. Это минимальная комплектация подобных станций. Также в комплект могут входить: фен, источники теплового излучения (узконаправленный и мощный), термопинцеты, пневматические агрегаты. В зависимости от комплектации и назначения можно классифицировать это оборудование. Рассмотрим основные виды паяльных станций и их предназначение.
Также в комплект могут входить: фен, источники теплового излучения (узконаправленный и мощный), термопинцеты, пневматические агрегаты. В зависимости от комплектации и назначения можно классифицировать это оборудование. Рассмотрим основные виды паяльных станций и их предназначение.
Контактные паяльные станции.
Эти устройства не отличаются от обычных паяльников принципом действия, однако лишены некоторых недостатков последних. Системы регулировки и термостабилизации, которыми оснащены станции, делают работу максимально комфортной. Как правило, мощность таких приборов не более 60 Вт. Используются они для свинцовой пайки.
Между тем, бессвинцовая пайка становится все популярнее, и здесь хорошо подойдут контактные паяльные станции для бессвинцовой пайки. Отличаются они от обычных контактных станций более высокой мощностью (до 160 Вт). В таких станциях время стабилизации температуры максимально минимизировано. Следует отметить, что бессвинцовые паяльные станции вполне можно применять при работе со свинцовыми припоями..jpg)
Бесконтактные паяльные станции.
Так как применение контактной пайки во многих работах недопустимо, существуют следующие виды бесконтактных паяльных станций:
- термовоздушные
- демонтажные
- инфракрасные
Термовоздушные паяльные станции.
Это бесконтактное паяльное оборудование, пожалуй, самое распространенное. Принцип работы этого устройства заключается в следующем: воздушный поток, созданный компрессором или турбиной, проходит через нагревательный элемент и достигает необходимой температуры. В зону пайки подается уже горячая струя воздуха. Мощности подобных станций хватает для работы и со свинцовыми, и с бессвинцовыми припоями.
Воздушный поток в таких паяльных станциях может подаваться компрессорным и турбинным способом. Эти приборы часто применяются для ремонта бытовой техники, мобильных телефонов. Существуют комбинированные модели термовоздушных станций, включающие в себя паяльник и фен.
Демонтажные паяльные станции работают также от компрессора, только воздух в них всасывается, а вместе с ним всасывается разогретый припой.
Инфракрасные паяльные станции.
Бесконтактная пайка выполняется в данном случае с помощью инфракрасного излучения. В компьютерных сервисных центрах именно инфракрасные станции вытеснили все остальные, так как обладают такими преимуществами:
- гарантируют равномерный локальный нагрев
- не требуют использования множества сопел
- компоненты, которые подвергаются пайке не испытывают воздействия воздушного потока
pcb – Моментально перегревается чип, может ли это быть следствием того, что он сгорел во время пайки?
спросил
Изменено 6 лет, 5 месяцев назад
Просмотрено 290 раз
\$\начало группы\$
Я пытаюсь использовать этот IMU от sparkfun, но когда я подключил его к источнику питания, он сильно нагрелся (я заметил это из-за запаха, я почти уверен, что он жареный), и я пытаюсь устранить неполадки почему это произошло. Я проверил, правильно ли подключена цепь (я подключил только Vcc, землю и три других контакта), поэтому я думаю, что мог сломать ее во время пайки. Сначала я пытался припаять контакты паяльником, который не подходит для работы с электроникой (слишком горячий и жало сильно окислилось) и дал ему довольно долго соприкасаться с местами соединения, поэтому я думаю, что мог сжечь его. затем. Мой вопрос в том, можно ли объяснить такое поведение этим? Я не хочу покупать еще один чип, пока не узнаю, что случилось с этим.
Я проверил, правильно ли подключена цепь (я подключил только Vcc, землю и три других контакта), поэтому я думаю, что мог сломать ее во время пайки. Сначала я пытался припаять контакты паяльником, который не подходит для работы с электроникой (слишком горячий и жало сильно окислилось) и дал ему довольно долго соприкасаться с местами соединения, поэтому я думаю, что мог сжечь его. затем. Мой вопрос в том, можно ли объяснить такое поведение этим? Я не хочу покупать еще один чип, пока не узнаю, что случилось с этим.
Вот как выглядит коммутационная плата с припаянным к ней разъемом (я подключил контакт VDD к контакту 3,3 В в Arduino 101, контакт GND к контакту заземления Arduino, контакты SCL и SDA к контактам I2C Arduino). , и контакт INT к 12 контакту Arduino):
- печатная плата
- пайка
\$\конечная группа\$
5
\$\начало группы\$
Вы не уничтожили его от пайки. Во-первых, практически невозможно разрушить микросхему от тепла пайки в течение короткого периода времени, и, как правило, вы разрушаете плату задолго до того, как микросхема вспотеет.
Во-первых, практически невозможно разрушить микросхему от тепла пайки в течение короткого периода времени, и, как правило, вы разрушаете плату задолго до того, как микросхема вспотеет.
Тем не менее, это наверняка жареный. Есть несколько вариантов того, как это могло произойти. Реверсирование подачи, даже на мгновение, сделает это. Подача сигнала на вход перед подачей питания на микросхему, а затем подача питания может сделать это (или классический эквивалент, когда тестовый образец проскальзывает и замыкает несколько случайных соединений). Arduino может обеспечить достаточный ток, чтобы это произошло.
\$\конечная группа\$
5
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Паяльные станции и тестеры для пайки
Пайка – это процесс соединения двух или более компонентов путем расплавления и заливки металла (припоя) в соединение. Паяльная станция — это многоцелевое силовое устройство, предназначенное для пайки электронных компонентов, таких как печатные платы. На станции находится несколько паяльных инструментов, подключенных к основному блоку, таких как органы управления (регулятор температуры и напряжения) и средства индикации. Он также может быть оснащен электрическим трансформатором. Современные паяльные станции также включают в себя держатели паяльника, подставки, приспособления для очистки паяльных наконечников и т. д.
Припой является наиболее важным компонентом паяльной станции, сплавляющим металл и соединяющим два или более электронных компонента. Паяльник имеет металлическое жало на одном конце и прикрепленную к нему рукоятку с термо/электрической изоляцией. На паяльник подается электрический ток, и из-за электрического сопротивления металлическое жало нагревается, что, в свою очередь, плавит металл и сплавляет компоненты. Solder Pencil и Solder Gun — два паяльника, широко используемые в промышленности. Паяльник-карандаш используется для маломощных приложений, таких как бытовая техника, и имеет компактный дизайн. Паяльные пистолеты потребляют ток в амперах и используются на предприятиях и в других тяжелых условиях.
На паяльник подается электрический ток, и из-за электрического сопротивления металлическое жало нагревается, что, в свою очередь, плавит металл и сплавляет компоненты. Solder Pencil и Solder Gun — два паяльника, широко используемые в промышленности. Паяльник-карандаш используется для маломощных приложений, таких как бытовая техника, и имеет компактный дизайн. Паяльные пистолеты потребляют ток в амперах и используются на предприятиях и в других тяжелых условиях.
Типы паяльных станций:
Паяльные станции обычно используются в промышленности, мастерских, при ремонте электроники и электронных лабораториях. В зависимости от функциональных характеристик и области применения паяльные станции подразделяются на пять типов:
- Оловянные или свинцовые паяльные станции: Это традиционные паяльные станции контактного типа со встроенным блоком питания. блок для обеспечения гальванической развязки между цепью питания и нагревательным элементом. Напряжение на нагревательном элементе можно регулировать с помощью блока питания и, соответственно, изменять температуру нагрева. Для контактных припоев оптимальным диапазоном температур пайки является 250-330 °С при мощности не более 50-60 Вт.
- Станции для бессвинцовой контактной пайки: Как и традиционные станции для пайки оловом или свинцом, они работают от блока питания для нагрева металла. Из-за экологических ограничений для соединения металлов используются не содержащие свинца металлы. Мощность нагревательного элемента варьируется от 75-80 Вт до 150-160 Вт. Для минимизации стабилизации температуры в современных паяльных станциях используются передовые ПИД-регуляторы. Однако из-за развития миниатюрных SMD-компонентов и безвыводных BGA-микросхем использование методов контактной пайки крайне затруднительно и невозможно для точных работ. Поэтому были разработаны методы бесконтактной пайки.
- Станции для пайки горячим воздухом: Тип бесконтактной пайки, станции для пайки горячим воздухом позволяют избежать контакта с металлом во время пайки. Этот метод широко используется для ремонта сотовых телефонов и бытовой техники. Мощности любой такой станции достаточно только для работы со свинцовыми и бессвинцовыми припоями. Из-за малой потребляемой мощности эти станции нельзя использовать для пайки/отпайки больших BGA-чипов.
- Демонтажные и ремонтные станции: Этот метод бесконтактной пайки использует компрессоры для вдувания расплавленного металла вместо выдувания. С помощью компрессора нагретый припой на контактной поверхности вдувается в конкретный ресивер. Хотя принцип работы кажется сложным, эксплуатация демонтажной станции проста.
- Инфракрасные паяльные станции: Инфракрасные станции почти полностью вытеснили другие типы в центрах обслуживания ПК и ноутбуков. Распространены два типа ИК-станций: керамические и кварцевые паяльные системы. ИК-системы используют инфракрасное излучение для нагрева металла и соединения электрических компонентов. Преимуществом ИК-станций «Кварц» является их высокая надежность и большая наработка на отказ, а нагреватели «Кварц» имеют малую живучесть и равномерную однородность пятна нагрева.
 Напряжение на нагревательном элементе можно регулировать с помощью блока питания и, соответственно, изменять температуру нагрева. Для контактных припоев оптимальным диапазоном температур пайки является 250-330 °С при мощности не более 50-60 Вт.
Напряжение на нагревательном элементе можно регулировать с помощью блока питания и, соответственно, изменять температуру нагрева. Для контактных припоев оптимальным диапазоном температур пайки является 250-330 °С при мощности не более 50-60 Вт. Этот метод широко используется для ремонта сотовых телефонов и бытовой техники. Мощности любой такой станции достаточно только для работы со свинцовыми и бессвинцовыми припоями. Из-за малой потребляемой мощности эти станции нельзя использовать для пайки/отпайки больших BGA-чипов.
Этот метод широко используется для ремонта сотовых телефонов и бытовой техники. Мощности любой такой станции достаточно только для работы со свинцовыми и бессвинцовыми припоями. Из-за малой потребляемой мощности эти станции нельзя использовать для пайки/отпайки больших BGA-чипов. Преимуществом ИК-станций «Кварц» является их высокая надежность и большая наработка на отказ, а нагреватели «Кварц» имеют малую живучесть и равномерную однородность пятна нагрева.
Преимуществом ИК-станций «Кварц» является их высокая надежность и большая наработка на отказ, а нагреватели «Кварц» имеют малую живучесть и равномерную однородность пятна нагрева.
В зависимости от требований применения паяльные станции интегрируются с системами контроля температуры и напряжения для оптимального нагрева расплавленного металла. Паяльные станции постоянного напряжения ограничены по температуре, но не имеют датчика температуры. Они зависят от возрастающего теплового сопротивления нагревательного элемента для ограничения температуры наконечника. Из-за постоянного напряжения питания колебания сетевого напряжения и температуры окружающей среды значительно влияют на температуру паяльного жала и влияют на процесс плавления, поэтому для выполнения этой задачи требуются высококвалифицированные операторы. Однако обычно используются станции постоянного напряжения, поскольку они являются наименее дорогими среди всех паяльников.
Паяльники с регулируемой температурой имеют устройство контроля температуры в ручке для пайки. Ручка управления на источнике питания регулирует напряжение, проходящее через паяльник, изменяя температуру жала. Когда паяльное жало достигает заданной температуры, ток на нагреватель отключается. Наконечник охлаждается до более низкой температуры, заданной контроллером, и ток на нагреватель снова включается. Калибровка температуры жала возможна с помощью паяльников с регулируемой температурой. Этот тип утюга можно отрегулировать так, чтобы его температура соответствовала тепловым требованиям соединения.
Ручка управления на источнике питания регулирует напряжение, проходящее через паяльник, изменяя температуру жала. Когда паяльное жало достигает заданной температуры, ток на нагреватель отключается. Наконечник охлаждается до более низкой температуры, заданной контроллером, и ток на нагреватель снова включается. Калибровка температуры жала возможна с помощью паяльников с регулируемой температурой. Этот тип утюга можно отрегулировать так, чтобы его температура соответствовала тепловым требованиям соединения.
Выбор паяльной станции:
При выборе паяльника необходимо учитывать возможность повреждения печатной платы и ее компонентов. Повреждения могут быть вызваны чрезмерной температурой соединения или электрическим перенапряжением. Термическое повреждение может быть вызвано тем, что утюг не контролирует температуру или работает при слишком высокой температуре. Напротив, электрическое перенапряжение возникает в результате потока электрической энергии (утечки или электростатического), когда железо находится в контакте с компонентом, что повреждает или ослабляет электрическую часть. Поэтому, помимо области применения (контактная или бесконтактная пайка), при выборе паяльной станции решающими являются три фактора:
Поэтому, помимо области применения (контактная или бесконтактная пайка), при выборе паяльной станции решающими являются три фактора:
- Мощность: Мощность большинства паяльных станций находится в диапазоне от 20 Вт до 60 Вт. Более высокая мощность может использоваться для промышленных и коммерческих приложений.
- Контроль температуры: Рабочая температура припоя определяется в зависимости от плавящегося металла и температуры плавления соединяемого компонента. Системы с контролем температуры необходимы для мастерских, где производится пайка различных электрических систем.
- Форма и размер наконечника: В зависимости от размера соединения необходимо выбрать размер наконечника. Несколько съемных паяльных жал различных форм и размеров доступны для коммерческого использования и выбираются в соответствии с проектом.
Тестеры для пайки – типы и принцип действия:
Тестеры для пайки предназначены для проверки и проверки ручных паяльников, используемых при сборке электронных компонентов. Эти тестеры часто используются в качестве инструмента контроля качества, помогающего производителям соблюдать стандарты пайки IPC/EIA J-STD-001C. Тестеры припоя проверяют производительность паяльных станций, измеряя значения температуры, напряжения переменного тока, напряжения переменного и постоянного тока, а также сопротивления заземления. Современные тестеры умеют обнаруживать скачки напряжения на жалом паяльника, что затрудняет процесс пайки.
Паяльные станции и тестеры Калибровка — почему это необходимо?
Приложение A к IPC-J-STD-001 подробно описывает стандарты калибровки паяльных станций/утюгов. Важнейшим параметром, подлежащим проверке на паяльной станции, является температурная реакция корпуса припоя на подачу тока при различных нагрузках. Согласно нормативам, эти нагрузки не должны воздействовать на физическую температуру более +10 градусов С, а процедура валидации указана ниже:
- Все паяльные станции с регулируемой температурой должны демонстрировать контроль в пределах +/- 10°C [+18F] от выбранной оператором или номинальной температуры, когда к наконечнику прикладывается минимальная статическая нагрузка, достаточная для проверочного измерения.
- Температурная стабильность определяется как снижение температуры до пикового восстановления. Температуру следует проверять при различных точечных нагрузках при пайке, и температура не должна превышать пределы контроля температуры, указанные в пункте 1.9.0020
- Температурная стабильность, определяемая как снижение температуры до превышения допустимого уровня восстановления, должна быть проверена после многократной пайки точка к точке и не должна превышать пределы, указанные в пункте 2.
В дополнение к пунктам, упомянутым выше, потенциал между наконечником и землей и сопротивление между наконечником и землей должны находиться в рабочих пределах, установленных OEM. Следующие пункты описывают, почему калибровка необходима для паяльных станций и тестеров:
- Изменение формы наконечника влияет на точность температуры, а изменение источника нагрева (нагревательный элемент или картридж) оказывает более существенное влияние. Поэтому необходима калибровка.
- Неквалифицированный или невнимательный оператор может установить максимальную температуру (для утюгов с регулируемой температурой), что может необратимо повредить состав материала утюга или наконечника.
- С выходом на рынок нескольких производителей припоев поддержание контроля качества имеет первостепенное значение для менеджеров, чтобы избежать дорогостоящих отказов оборудования, переделок и потерь из-за простоя. Поэтому для предотвращения сбоев в проекте крайне важно своевременно калибровать корпуса для пайки.
Совокупные ошибки часто приводят к операционным неопределенностям, влияющим на точность процесса пайки. Калибровка позволяет избежать этих ошибок, обеспечивает точность паяльной станции и набора для тестирования при длительном и многократном использовании, а также увеличивает срок службы. Соблюдение регулярного и своевременного графика калибровки обеспечивает точность измерений и повышает точность процесса.