Чертежи и схемы Токарных станков / Stanok-online.ru
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
 pdf
pdf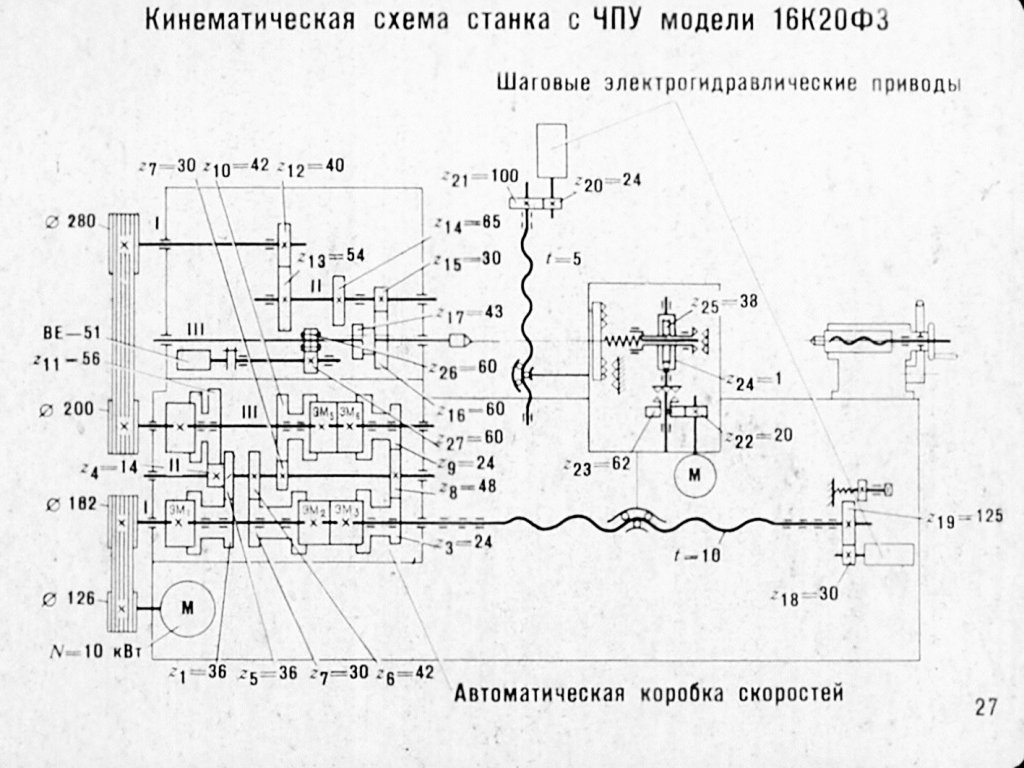 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказУслуги
все
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
|
Гаммы отечественных токарных станков Категория: Токарные станки Гаммы отечественных токарных станков Гамма токарных и токарно-винторезных станков для обработки деталей диаметром О = 100ч-200 лш разработана СКБ-3, ЭНИМСом и его закавказским филиалом с участием Одесского опытно-механического завода и Кировоканского завода прецизионных станков. В этой гамме предусматриваются две группы станков: В этой гамме имеются модификации станков без механической подачи: базовые, с резьбонарезным устройством, револьверные, доделочные, патронные, механизированные; для токарновинторезных: базовые, упрощенные, облегченные и механизированные. В токарных станках с резьбонарезными устройствами предусматривается встраивание накидного резьбонарезного приспособления, позволяющего нарезать короткие резьбы без реверсирования шпинделя. В револьверном станке на месте задней бабки устанавливается револьверная головка и на месте крестового суппорта — отрезной рычажный суппорт. В доделочном станке предусмотрено рычажное управление перемещением пиноли задней бабки и салазок суппорта. В токарном патронном станке укорочена станина и не имеется задней бабки. Для многопроходной обработки предусматривается использование быстросменных резцедержателей, а также поворотных упоров. В станках этой гаммы при обработке деталей диаметром 200 и 250 мм для базовых моделей унифицированы станины, передние бабки, вариаторы, коробки подач и фартуки. В кинематической цепи привода станков настольного типа для обработки деталей диаметром 100 и 150 предусматриваются две ременные передачи со ступенчатыми шкивами от электродвигателя к шпинделю. Станины токарно-винторезных станков при наибольшем диаметре обрабатываемой детали 160 и 200 мм устанавливаются на сварных тумбах, а станина точных станков этих размеров — на литых тумбах. Модели станков этой гаммы при диаметре D ~ 160 мм и выше имеют в приводе бесступенчатый вариатор с широким клиновым ремнем, размещенный в левой части тумбы станка. В станках для обработки деталей диаметром D = 200—250 мм в шпиндельных бабках предусматриваются зубчатые переборы, а в шпиндельных опорах станков класса П и В установлены подшипники качения. Шпиндели станков особо высокой точности опираются на подшипники скольжения. Движение от шпинделя к коробке подач в этих станках передается ремнем. На рис. 7 приводится кинематическая схема станка 16Б04П малой гаммы, повышенной точности. Привод главного движения в станке — разделенный и осуществляется с помощью бесступенчатого вариатора с широким клиновым ремнем. Вариатор с коробкой скоростей на две ступени расположен в тумбе станка. Движение шкиву шпиндельной бабки передается клиноременной передачей. От шкива шпиндель может получать вращение непосредственно через муфту или через перебор – Работа звена увеличения шага осуществляется через передвижное зубчатое колесо 2= 56, расположенное на валу ниже шпинделя. Коробка подач — закрытого типа с передвижными зубчатыми колесами. Гамма токарно-винторезных станков с D — 250-Г-500 мм разработана ЭНИМСом, Московским станкостроительным заводом «Красный пролетарий» им. А. И. Ефремова, Средневолжским станкостроительным заводом и рядом других заводов. Облегченные модификации станков получаются путем увеличения высоты центров базовых моделей. Это дает возможность снизить вес станков до 25%. Токарно-винторезный станок 16Л16П для D = 320 мм создан на базе станка 16Б11 путем поднятия высоты центров со 130 мм до 160 мму введением проставки под переднюю бабку, замены поддона задней бабки и верхней части суппорта, замены модуля гитары с 1,5 на 1,75. Данная модификация станка позволяет получить станок следующего размера по диаметру обрабатываемой детали при наименьшем весе, габаритах и стоимости. Заводу для выпуска этого станка понадобится наладить выпуск всего 3—6% новых деталей. Рис. 1. Кинематическая схема станка 16Б04П На базе облегченных станков с упрощением кинематики создаются облегченные упрощенные станки, предназначаемые для мелких ремонтных мастерских. Токарные патронные станки имеют укороченные станины и делаются без винторезной цепи и задней бабки. В механизированных модификациях предусматривается механизация зажима деталей, перемещения пиноли задней бабки и наличие гидрокопировального суппорта. Станки быстроходные изготовляются на базе станков класса А. Станки средней гаммы имеют одну унифицированную коробку подач для всех базовых моделей и большинства модификаций, а коробка скоростей и фартук унифицированы попарно для станков с диаметрами 250 и 320, 400 и 500. Кроме того, имеется ряд сборочных комплектов, у которых нагрузки, габариты и металлоемкость меняются незначительно в широком диапазоне ряда размеров базовых станков (привод ускоренного хода, шестеренчатые насосы смазки шпиндельной бабки и коробки скоростей, левая и правая рукоятки, фильтры и т. В станках этой гаммы предусмотрены разделенный привод с размещением коробки скоростей в нижней части станка, зубчатый ремень, селективное управление коробкой скоростей, механизмы для быстрых перемещений суппорта, наличие мнемонической Рукоятки для управления подачами. В станках для обработки деталей диаметром 400—500 мм предусматриваются механические перемещения верхних салазок суппорта. В станках этой гаммы для повышения их точности предусмотрено применение подшипников типа «Garnet», изменение базирования передней бабки для уменьшения смещения шпинделя от тепловых деформаций, ужесточение допусков на размеры наиболее ответственных соединений. Станки имеют разделенный привод; коробка скоростей, размещенная в тумбе станка, получает движение от двухскоростного электродвигателя с помощью зубчатого ремня. От шкива коробки скоростей движение шкиву на шпиндельной бабке также передается зубчатым ремнем. Шкив шпиндельной бабки от коробки скоростей получает девять значений частот вращений, которые могут передаваться непосредственно шпинделю. С использованием двойного перебора шпинделю можно сообщить значение частот вращений. Включение подач на фартуке осуществляется рукояткой мнемонического управления , переключающей мелкозубчатые муфты. В качестве механизма автоматического выключения подач от жесткого упора используется схема с червяком, передвигающимся по оси, и двумя кулачковыми муфтами. На рис. 4 показана кинематическая схема нового токарного станка 16К20 завода «Красный пролетарий» (D = 400 лш). Станок имеет неразделенный привод главного движения и схему коробки скоростей, лишь незначительно отличающуюся от схемы коробки станка 1К62. С помощью данной коробки скоростей шпинделю сообщается 22 значения частоты вращения — от 12,5 до 1600 об/мин. Для коробки подач и фартука использована унифицированная схема соответствующих механизмов станка средней гаммы. Гамма токарных станков для диаметров обработки 630—1250 мм разработана Рязанским станкостроительным заводом и ЭНИМСом. Она состоит из четырех базовых моделей и ряда модификаций (патронных, облегченных и механизированных). В этой гамме есть станки, имеющие станины с выемкой. Для всех станков гаммы предусмотрена единая унифицированная коробка подач. Кинематическая схема коробки подач унифицирована со схемой коробок подач для станков диаметром 250—500 мм’, попарно унифицированы суппорты и фартуки суппортов. Предусматривается механическая подача для верхних салазок суппорта. Рис. 2. Токарный станок 16Б11П Pис. 3. Кинематическая схема станка 16Б11П Рис. 4. Кинематическая схема станка 16К20: 1 — электродвигатель; 2 — насос смазки; 3 — коробка подач; 4 — гитара сменных зубчатых колес; 5 — коробка скоростей; 6 — суппорт; 7 — задняя бабка; 8 — каретка; 9 — фартук; 10 —привод быстрых перемещений Число зубьев сменных колес гитары; К~ 40 и 60 Л == 73 и 86; М = 86; Л = 36; О « 48, 64, 52, 57 Главный привод получает движение от электродвигателя постоянного тока с диапазоном регулировки, равным пяти, работающего по схеме генератор—двигатель. Коробки скоростей станков гаммы построены по единой структуре кинематической цепи. Унифицирована схема компоновки шпиндельных узлов — передняя и задняя опоры сделаны на подшипниках серии 3182100; осевые силы воспринимаются в заднем подшипнике двумя упорными шариковыми подшипниками. Схема привода подачи для станков с диаметром обработки 1250—1600 мм унифицирована, и суппорт с фартуком получает движение от шпинделя станка через ходовой вал и ходовой винт. Быстрые перемещения суппорта осуществляются от отдельного электродвигателя переменного тока. Нарезание резьбы на этих станках осуществляется с помощью ходового винта, который получает движение от шпинделя через гитару сменных зубчатых колес. В более крупных станках этой гаммы привод подач и ускоренный ход осуществляются от отдельного электродвигателя постоянного тока, расположенного на фартуке. Резьба нарезается с помощью накладного винторезного суппорта. Коробки подач в станках гаммы встроены в фартук. На станках предусмотрены электро-копировальные устройства на электромагнитных муфтах. Реклама:Читать далее:Характеристика приводов главного движения и подачи
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 С базовыми моделями для каждого данного диаметра обработки унифицировано большинство других основных агрегатов.
С базовыми моделями для каждого данного диаметра обработки унифицировано большинство других основных агрегатов.
 В этой гамме имеются базовые токарно-винторезные станки с рядом модификаций: токарно-винторезные центровые облегченные станки (с увеличенной высотой центров), токарно-винторезные центровые облегченные упрощенные станки, токарные центровые станки (без винторезной цепи), токарные патронные станки, механизированные, автоматизированные станки и станки с программным управлением.
В этой гамме имеются базовые токарно-винторезные станки с рядом модификаций: токарно-винторезные центровые облегченные станки (с увеличенной высотой центров), токарно-винторезные центровые облегченные упрощенные станки, токарные центровые станки (без винторезной цепи), токарные патронные станки, механизированные, автоматизированные станки и станки с программным управлением.
 д.). Эти агрегаты выделены в самостоятельные сборки и тоже унифицированы. Таким образом, при мелкосерийном производстве отдельных типоразмеров и модификаций станков изготовление сборочных комплектов и деталей станков может носить серийный и даже массовый характер производства с применением высокопроизводительного специализированного и специального оборудования и совершенной технологии.
д.). Эти агрегаты выделены в самостоятельные сборки и тоже унифицированы. Таким образом, при мелкосерийном производстве отдельных типоразмеров и модификаций станков изготовление сборочных комплектов и деталей станков может носить серийный и даже массовый характер производства с применением высокопроизводительного специализированного и специального оборудования и совершенной технологии. В станках предусмотрен ряд технических мероприятий для обеспечения наиболее длительного сохранения точности обработки и увеличения долговечности: закалка станин, повышение твердости зубчатых колес, шлицевых валиков и пиноли задней бабки, применение термической обработки ходовых винтов и реек.
В станках предусмотрен ряд технических мероприятий для обеспечения наиболее длительного сохранения точности обработки и увеличения долговечности: закалка станин, повышение твердости зубчатых колес, шлицевых валиков и пиноли задней бабки, применение термической обработки ходовых винтов и реек.
 Фартуки выполнены по единой кинематической схеме. Базовые модели гаммы тяжелых станков рассчитаны для диаметров обработки 1250, 1600, 2000, 2500, 3200, 4000, 5000 и 6300 мм.
Фартуки выполнены по единой кинематической схеме. Базовые модели гаммы тяжелых станков рассчитаны для диаметров обработки 1250, 1600, 2000, 2500, 3200, 4000, 5000 и 6300 мм.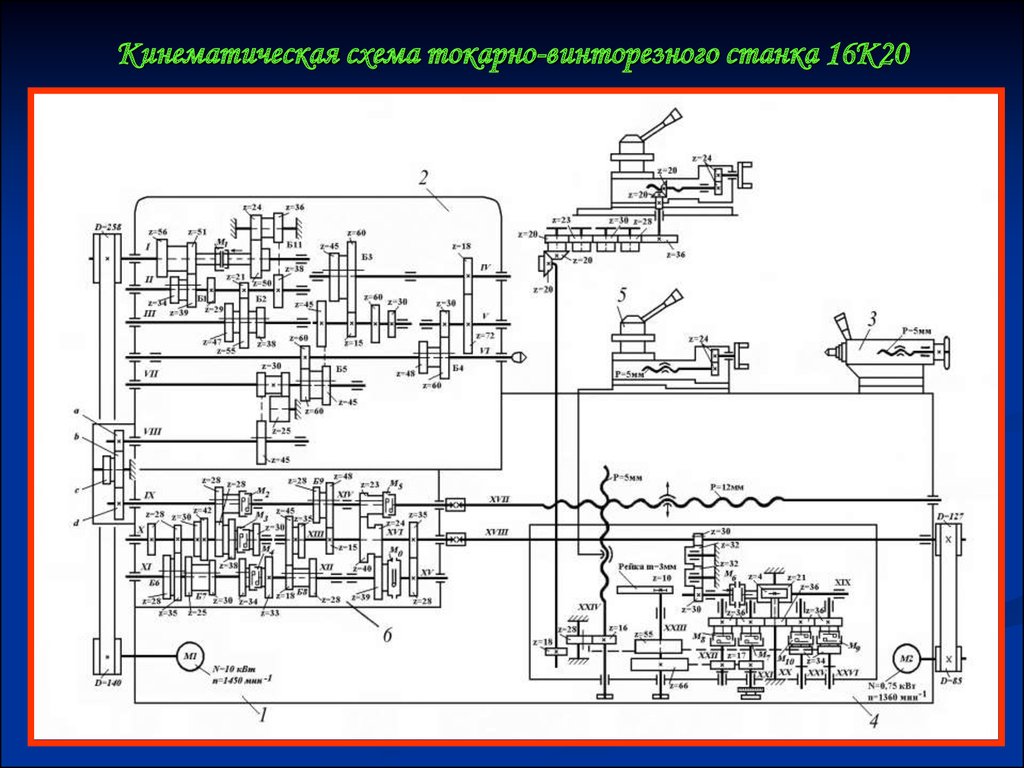
Страница не найдена | Институт науки и технологий Сатьябама (считается университетом)
Наш веб-сайт был обновлен, а пункты меню изменены. Пожалуйста, посетите нашу ДОМАШНЮЮ СТРАНИЦУ [www.sathyabama.ac.in]
Пожалуйста, посетите нашу ДОМАШНЮЮ СТРАНИЦУ [www.sathyabama.ac.in]
К сожалению, страница, которую вы ищете, не найдена
Перейти на домашнюю страницу
Имя
Адрес электронной почты
Мобильный номер
Город
Курсы
– Выберите – Курсы бакалавриата (UG)Инженерные курсы (B.E. / B.Tech / B.Arch / B.Des)BE – Информатика и инженерияB.E – Информатика и инженерия со специализацией в области искусственного интеллектаB.E – Информатика и инженерия со специализацией в Интернете вещейB.E – Информатика и инженерия со специализацией в области науки о данныхB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E – Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E – Информатика и инженерия со специализацией в технологии блокчейнB. E – Информатика и инженерия со специализацией в области кибербезопасностиB.E – Электротехника и электроникаB.E – Электроника и инженерия связиB.E – МашиностроениеB.E – Автомобильная инженерияB .E – МехатроникаB.E – Авиационная техникаB.E – Гражданское строительствоB.Tech – Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. – Бакалавр курсов DesignEngineering (BE / B.Tech) – Неполный рабочий деньB.E – Информатика и инженерияB.E – Электротехника и электроникаB.E – Электроника и техника связиB.E – МашиностроениеB.E – Гражданское строительствоB.Tech – Химическая промышленность Курсы инженерного искусства и наукиB.B.A. – Бакалавр делового администрирования B.Com. – Бакалавр коммерцииB.Com. – Финансовый учетB.Sc. – Визуальная коммуникацияB.Sc – Медицинская лаборатория технологийB.Sc – Клиника и питание и диетологияB.Sc. – ФизикаB.Sc. – ХимияB.Sc. – ИнформатикаB.Sc. – МатематикаB.Sc. – БиохимияB.
E – Информатика и инженерия со специализацией в области кибербезопасностиB.E – Электротехника и электроникаB.E – Электроника и инженерия связиB.E – МашиностроениеB.E – Автомобильная инженерияB .E – МехатроникаB.E – Авиационная техникаB.E – Гражданское строительствоB.Tech – Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. – Бакалавр курсов DesignEngineering (BE / B.Tech) – Неполный рабочий деньB.E – Информатика и инженерияB.E – Электротехника и электроникаB.E – Электроника и техника связиB.E – МашиностроениеB.E – Гражданское строительствоB.Tech – Химическая промышленность Курсы инженерного искусства и наукиB.B.A. – Бакалавр делового администрирования B.Com. – Бакалавр коммерцииB.Com. – Финансовый учетB.Sc. – Визуальная коммуникацияB.Sc – Медицинская лаборатория технологийB.Sc – Клиника и питание и диетологияB.Sc. – ФизикаB.Sc. – ХимияB.Sc. – ИнформатикаB.Sc. – МатематикаB.Sc. – БиохимияB. Sc. – Дизайн одеждыB.Sc. – Бакалавр биотехнологий. – Бакалавр микробиологии. – ПсихологияБ.А. – АнглийскийB.Sc. – Биоинформатика и наука о данных, бакалавр наук – Информатика, специализация в области искусственного интеллекта, бакалавр наук. – Бакалавр наук в области сестринского дела B.Sc. – Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA – Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е.
Sc. – Дизайн одеждыB.Sc. – Бакалавр биотехнологий. – Бакалавр микробиологии. – ПсихологияБ.А. – АнглийскийB.Sc. – Биоинформатика и наука о данных, бакалавр наук – Информатика, специализация в области искусственного интеллекта, бакалавр наук. – Бакалавр наук в области сестринского дела B.Sc. – Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA – Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A – EnglishM.Sc – Visual CommunicationM.Sc – PhysicsM.Sc – MathematicsM.Sc – ChemistryM.Sc – BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S – Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S – Ортодонтия и челюстно-лицевая ортопедияM.D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматология
Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A – EnglishM.Sc – Visual CommunicationM.Sc – PhysicsM.Sc – MathematicsM.Sc – ChemistryM.Sc – BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S – Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S – Ортодонтия и челюстно-лицевая ортопедияM.D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматология
Я согласен получать информацию о отправленном мной запросе
Как использовать приложение Kinematics в 3DEXPERIENCE
Приложение Kinematics в 3D EXPERIENCE позволяет превращать детали в функциональные сборки, расширяя функциональные возможности инженерных соединений, используемых в приложении Assembly. Это означает, что вы можете либо создать механизм специально для проверки функциональности вашего дизайна, либо изменить дизайн, который вы ранее создали, чтобы запустить этот инструмент и проверить свой дизайн.
Это означает, что вы можете либо создать механизм специально для проверки функциональности вашего дизайна, либо изменить дизайн, который вы ранее создали, чтобы запустить этот инструмент и проверить свой дизайн.
Типы механизмов
В приложении есть различные типы механизмов, которые позволят вам разработать всеобъемлющую кинематическую систему, включая:
- Линейные связи, такие как те, что вы найдете на рычажном зажиме (показан ниже), до более сложного набора ups как автомобильная подвеска.
- Вращательные/линейные соединения могут обеспечивать возвратно-поступательные движения, которые обычно используются в машинах специального назначения и наглядно демонстрируются на ведущих колесах парового поезда.
- Винтовые соединения позволяют воспроизводить винтовое движение с помощью как линейного перемещения, так и вращения детали. Его можно найти в верстачных тисках или на ходовом винте токарного станка.
- Кабельные соединения можно использовать для отображения линейного движения одного компонента, преобразованного в линейное движение другого компонента по другому пути. Это обычно наблюдается при переключении передач на велосипеде или когда подъемник прикреплен к противовесу.
- Ременные или цепные приводы можно воспроизвести, соединив вращающиеся шкивы или звездочки и применив передаточное отношение (например, 2:1) для имитации движения этих систем. Это может помочь вам убедиться, что указанные вами входные данные будут иметь желаемый результат, и может быть особенно полезным при сочетании с другими механизмами. Это обычно можно увидеть на передней части двигателя внутреннего сгорания, где коленчатый вал используется для питания вспомогательных систем.
- Механизмы зубчатых передач, включая системы реечной передачи, работают аналогично механизмам, определенным выше в примере с ремнями, хотя они имеют прямую связь друг с другом, в отличие от движения, передаваемого ремнем или цепью. Эти типы механизмов обычно встречаются в коробках передач трансмиссии, а также в системах рулевого управления.
- Поверхности скольжения и качения можно использовать для воспроизведения движений, когда два компонента соприкасаются, но не связаны механически. Примером этого являются кулачковые конструкции, в которых у вас есть кулачковый вал и кулачковый толкатель. Это также пример сочетания вращательного и линейного движений для получения желаемого результата.
 Это обычно наблюдается при переключении передач на велосипеде или когда подъемник прикреплен к противовесу.
Это обычно наблюдается при переключении передач на велосипеде или когда подъемник прикреплен к противовесу. Примером этого являются кулачковые конструкции, в которых у вас есть кулачковый вал и кулачковый толкатель. Это также пример сочетания вращательного и линейного движений для получения желаемого результата.
Примером этого являются кулачковые конструкции, в которых у вас есть кулачковый вал и кулачковый толкатель. Это также пример сочетания вращательного и линейного движений для получения желаемого результата.Цилиндрическое зубчатое колесо
Червячный привод
Рейка и шестерня
Ремень и шкивы
Роликовая опора
Рычаги
намного лучше.Ручное управление
При использовании верстака Kinematics вы можете:
- Применить управление к отдельной сборке или,
- Управляйте несколькими механизмами подсборок в общей сборке верхнего уровня, используя единую точку управления (Макромеханизм) для каждого из механизмов, содержащихся в общей сборке верхнего уровня.
Это дает большую гибкость для воспроизведения желаемых движений. И понимать необходимую последовательность и продолжительность движений, при которых достигается результат.
Это поможет вам понять ограничения текущего проекта. Это логически ведет к улучшениям, которые обеспечивают большую гибкость и функциональность. Этими системами можно управлять либо с помощью ползунка в диалоговом окне (показано ниже), либо путем перетаскивания компонентов в трехмерном пространстве.
Это логически ведет к улучшениям, которые обеспечивают большую гибкость и функциональность. Этими системами можно управлять либо с помощью ползунка в диалоговом окне (показано ниже), либо путем перетаскивания компонентов в трехмерном пространстве.
В дополнение к ручному перемещению ползунков или компонентов вы также можете добавить к суставам виртуальные моторы, чтобы показать требуемые движения. Их можно контролировать с помощью параметров, включая скорость, расстояние и колебания.
Законы и таблицы расчета
Альтернативным средством управления моделями является использование законов возбуждения и таблиц расчета. Это позволяет точно контролировать последовательность движений. Это позволяет одновременно управлять несколькими движениями, если это необходимо. В видео ниже вы можете увидеть пример использования этого, когда шпиндель на зажиме рычага выдвигается до того, как ручка зажима будет задействована.
Сборка Функциональность «наладки»
Приложение Kinematics включает функцию «Наладка», которая позволяет связать определения механизма с проволочным каркасом с фактическими компонентами, чтобы функциональная проверка конструкции была более эффективной. представитель конечного приложения.
представитель конечного приложения.
Проверка пересечения
Одним из наиболее полезных инструментов кинематики являются возможности проверки пересечения. Это показывает, где могут произойти любые коллизии в пределах определенных параметров вашей сборки. Или вместо того, чтобы показывать коллизии, сборка может останавливаться при контакте этих компонентов. Это покажет ограничения достижимого движения в проекте.
Это отличный инструмент для поиска ограничений в вашем дизайне и обеспечения того, чтобы эти проблемы были учтены. Вы также можете проверить пути компонентов и расстояния между компонентами в рамках этого процесса проверки. Это продемонстрировано на видео ниже.
В этом видеоролике показаны три сценария:
- Неправильно отрегулированный зажим, при этом зажимная головка задевает заготовку. Это выделяет область, где происходят помехи.
- Параметры модели изменены таким образом, чтобы движение зажима останавливалось, когда зажимная головка касается заготовки.
