Температура пайки полипропиленовых труб с таблицей времени
✅ Дата публикации статьи: 2023-02-12| 📌 Категория: Водопровод, Пайка, Полезные советы
Содержание статьи:
Температура пайки полипропиленовых труб с таблицей времениСегодня пайка труб стала настолько популярной, что она практически ничем не уступает сварке. Более того, в ряде случаев пайка намного доступней, ведь для того, чтобы паять, не нужно учиться, как со сваркой. Всё что потребуется знать, так это правильную температуру пайки полипропиленовых труб, а также некоторые особенности этого процесса.
Преимущества пайки труб, а не их сваривания
Итак, монтаж пластикового трубопровода осуществляется просто и легко, а для его сборки потребуется лишь паяльник для труб и фитинги. По целому же параметру характеристик, пластиковые трубопроводы ничем не хуже стальных, а порой и вовсе их превосходят. Например, стальные трубы подвержены коррозии, а пластиковые нет.
Стоимость монтажа стального и пластикового трубопровода, также серьёзно отличается. За стык сварки придётся отдать намного больше деньги, чем за паяное соединение. Плюс ко всему, доступная стоимость оборудования для пайки, а так же, как уже говорилось ранее, простота самого процесса, часто подталкивают людей к самостоятельному монтажу трубопроводов.
За стык сварки придётся отдать намного больше деньги, чем за паяное соединение. Плюс ко всему, доступная стоимость оборудования для пайки, а так же, как уже говорилось ранее, простота самого процесса, часто подталкивают людей к самостоятельному монтажу трубопроводов.
Это далеко не все преимущества пайки, но, безусловно, одни из самых важных. Теперь же перейдём непосредственно к температурному процессу. Не менее увлекательную информацию про сварку вы можете найти на сайте MMA сварка https://mmasvarka.ru.
Температура пайки полипропиленовых труб с таблицей времени
При пайке труб допускается ряд ошибок связанных с неправильной температурой. В результате этого уменьшается внутренний диаметр трубы и проток воды в целом. Как следствие, система отопления работает неэффективно, из смесителя слабый напор воды и т. д. Чтобы этого не случилось нужно знать, какую температуру пайки полипропиленовых труб соблюдать.
Температура пайки полипропиленовых труб с таблицей времениВ первую очередь нужно выставить правильную температуру на самом паяльнике. Она должна быть в пределах 260 градусов. Не следует выставлять на паяльнике температуру на максимум, сколько это возможно, поскольку в таком случае сдвинется время нагревания труб, а оно привязано к какому-то конкретному значению температуры оборудования, как правило, в районе 260-280 градусов.
Она должна быть в пределах 260 градусов. Не следует выставлять на паяльнике температуру на максимум, сколько это возможно, поскольку в таком случае сдвинется время нагревания труб, а оно привязано к какому-то конкретному значению температуры оборудования, как правило, в районе 260-280 градусов.
Далее нужно запомнить, что для каждого диаметра труб время нагрева разное. Для труб 20 мм время минимальное, а для труб 75 мм, время нагревания максимальное. Ниже вы сможете найти таблицу с температурой и временем нагревания полипропиленовых труб разного диаметра.
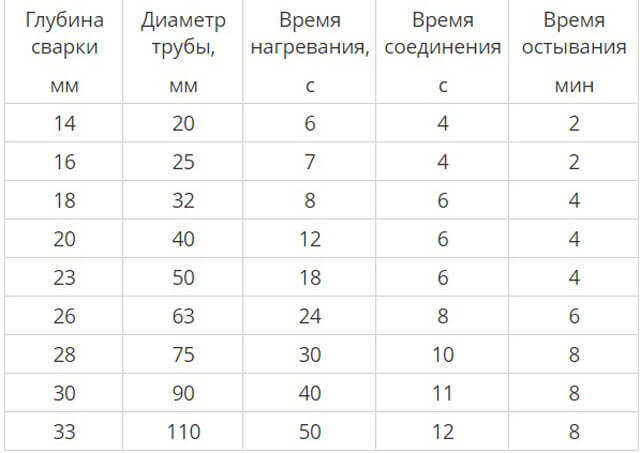
| Таблица температуры и времени пайки полипропиленовых труб |
| Диаметр трубы | Время нагревания | Время на остывание | Глубина стыка |
| 20 мм | 5 секунд | 3 минуты | 14 мм |
| 25 мм | 7 секунд | 3 минуты | 16 мм |
| 32 мм | 8 секунд | 4 минуты | 20 мм |
| 40 мм | 12 секунд | 4 минуты | 21 мм |
| 50 мм | 18 секунд | 5 минут | 22,5 мм |
| 63 мм | 24 секунды | 6 минут | 24 мм |
| 75 мм | 30 секунд | 8 минут | 28,5 мм |
| 90 мм | 40 секунд | 10 минут | 33 мм |
| 110 мм | 50 секунд | 10 минут | 39 мм |
Важно! После того, как труба соединена с фитингом, нужно выждать пару минут, пока соединение немного остынет, а пластик затвердеет.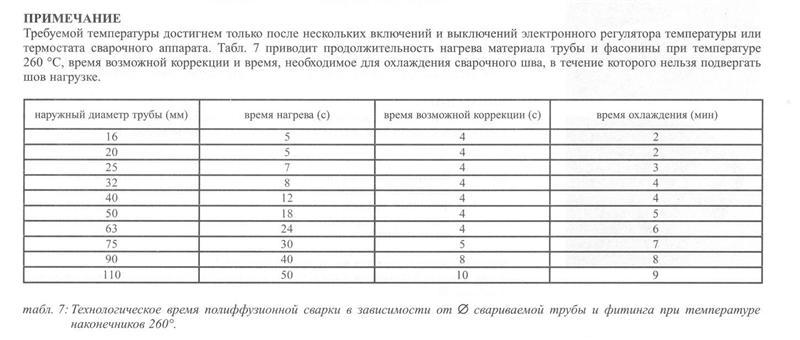 Если во время остывания пластика начать скручивать соединение, то оно может лопнуть, что приведёт к возникновению микротрещин внутри, а также к протечкам в дальнейшем.
Если во время остывания пластика начать скручивать соединение, то оно может лопнуть, что приведёт к возникновению микротрещин внутри, а также к протечкам в дальнейшем.
Важно знать что при отрицательной или близкой к 0 температуре окружающей среды время нагрева трубы на паяльнике нужно увеличить, порой в полтора раза.
Что нельзя делать при пайке пластиковых труб
Как уже упоминалось выше, процесс пайки труб обладает некоторыми особенностями:
- так, например, в отличие от сварки, фитинги и трубы должны быть абсолютно чистыми и сухими. Варить можно и по ржавчине, но вот паять с загрязнениями нельзя, поскольку о герметичности соединения можно будет забыть;
- когда соединение спаяно, его не следует гнуть и крутить в стороны, поскольку это может привести к образованию трещин;
- время нагревания труб разное, чем выше диаметр, тем больше придётся греть трубу с фитингом.
Во время пайки труб следует соблюдать элементарные правила безопасности. Рабочая область паяльника, с которым приходится работать, нагревается до высокой температуры, почти в 300 градусов. Поэтому обращаться с ним нужно максимально аккуратно, не забывая что-то подлаживать под основание, чтобы не повредить и не прожечь напольное покрытие.
Рабочая область паяльника, с которым приходится работать, нагревается до высокой температуры, почти в 300 градусов. Поэтому обращаться с ним нужно максимально аккуратно, не забывая что-то подлаживать под основание, чтобы не повредить и не прожечь напольное покрытие.
Поделиться в соцсетях
Как правильно паять полипропиленовые трубы.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7.
Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.


 Нагрейте трубу и фитинг
Нагрейте трубу и фитинг
 Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.Паяльник M12 | Milwaukee Tool
MILWAUKEE, WI- Milwaukee Tool продолжает обеспечивать портативную производительность, дополняя самую большую субкомпактную систему в отрасли, платформу M12™, паяльником M12™. Первое решение для пайки на основе лития, новый инструмент быстро нагревается и поддерживает оптимальную температуру в самых требовательных приложениях, обеспечивая непревзойденную производительность пользователям, выполняющим паяные соединения. «Подавляющее большинство вариантов пайки, доступных пользователям прямо сейчас, имеют различные недостатки, такие как неконтролируемая температура, медленное время нагрева и ограниченная портативность. При разработке паяльника M12™ мы сосредоточились на сочетании производительности и контроля температуры более качественных настольных паяльных агрегатов с портативностью бутана», — сказал Брайан Алвес, старший менеджер по продукции Milwaukee Tool. «Используя нашу технологию M12 ™, мы разработали решение для пайки, которое устраняет предыдущие разочарования, связанные с текущими инструментами, и обеспечивает повышение производительности пользователей независимо от приложения».
«Подавляющее большинство вариантов пайки, доступных пользователям прямо сейчас, имеют различные недостатки, такие как неконтролируемая температура, медленное время нагрева и ограниченная портативность. При разработке паяльника M12™ мы сосредоточились на сочетании производительности и контроля температуры более качественных настольных паяльных агрегатов с портативностью бутана», — сказал Брайан Алвес, старший менеджер по продукции Milwaukee Tool. «Используя нашу технологию M12 ™, мы разработали решение для пайки, которое устраняет предыдущие разочарования, связанные с текущими инструментами, и обеспечивает повышение производительности пользователей независимо от приложения».
Новый паяльник M12™ быстро нагревается, достигая рабочей температуры за 18 секунд, что сводит к минимуму время простоя между приложениями. Используя REDLINK PLUS™ Intelligence, инструмент отслеживает температуру наконечника для питания в требовательных приложениях и предотвращает перегрев или повреждение проводов. Индикатор нагрева уведомляет пользователей, когда инструмент готов к использованию и его можно безопасно хранить. При включении индикатор состояния мигает зеленым, указывая на то, что паяльник нагревается. Когда инструмент достигает температуры пайки, индикатор становится зеленым. Наконечник будет продолжать нагреваться до тех пор, пока не достигнет максимальной температуры (750°F). Когда работа завершена и утюг выключен, светодиод будет оставаться красным, пока инструмент не достигнет температуры, при которой его можно хранить. Паяльник M12™ оснащен поворотной головкой с 3 упорами, поэтому пользователи могут зафиксировать инструмент в нескольких положениях, чтобы адаптировать инструмент для приложения. Изящная конструкция инструмента в сочетании с поворотной головкой с 3 упорами и светодиодным рабочим освещением обеспечивает непревзойденный доступ и видимость при пайке в ограниченном пространстве.
Индикатор нагрева уведомляет пользователей, когда инструмент готов к использованию и его можно безопасно хранить. При включении индикатор состояния мигает зеленым, указывая на то, что паяльник нагревается. Когда инструмент достигает температуры пайки, индикатор становится зеленым. Наконечник будет продолжать нагреваться до тех пор, пока не достигнет максимальной температуры (750°F). Когда работа завершена и утюг выключен, светодиод будет оставаться красным, пока инструмент не достигнет температуры, при которой его можно хранить. Паяльник M12™ оснащен поворотной головкой с 3 упорами, поэтому пользователи могут зафиксировать инструмент в нескольких положениях, чтобы адаптировать инструмент для приложения. Изящная конструкция инструмента в сочетании с поворотной головкой с 3 упорами и светодиодным рабочим освещением обеспечивает непревзойденный доступ и видимость при пайке в ограниченном пространстве.
Поступивший в продажу в ноябре 2017 года новый паяльник M12™ совместим со всей системой M12™ и теперь предлагает более 70 профессиональных беспроводных решений, ориентированных на мощность, производительность и портативность.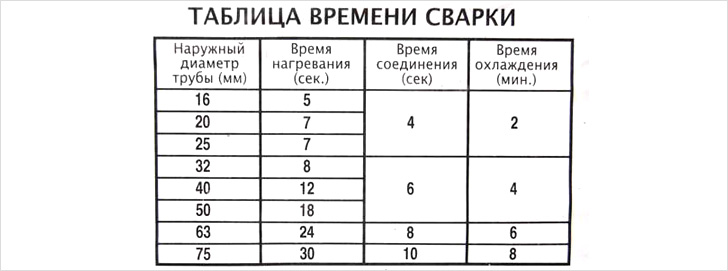 С появлением паяльника M12™ и недавно анонсированного теплового пистолета M18™ компания Milwaukee® теперь предлагает комплексное решение для ремонта проводов.
С появлением паяльника M12™ и недавно анонсированного теплового пистолета M18™ компания Milwaukee® теперь предлагает комплексное решение для ремонта проводов.
Технические характеристики
Паяльник M12™ (2488-21)
- Тепловая мощность: 90 Вт
- Время нагрева: 18 секунд
- Сменные наконечники: долото и остроконечные
- Светодиодный рабочий фонарь: Да
- Время работы: 45 минут**
- Длина: 11,6 дюйма
- Вес: 0,9 фунта
- 5 лет гарантии
Включает в себя паяльник M12™, аккумулятор 1,5 А·ч (48-11-2401), зарядное устройство M12™ (48-59-2401), заостренный наконечник, наконечник с долотом и футляр.
*Также доступен без инструмента (2488-20)
**При использовании с компактным аккумуляторным блоком M12™ REDLITHIUM™
О Milwaukee Tool
С момента основания компании в 1924 году Milwaukee Tool лидирует в отрасли как по долговечности, так и по производительности, предлагая лучшие профессиональные, сверхмощные инструменты и аксессуары.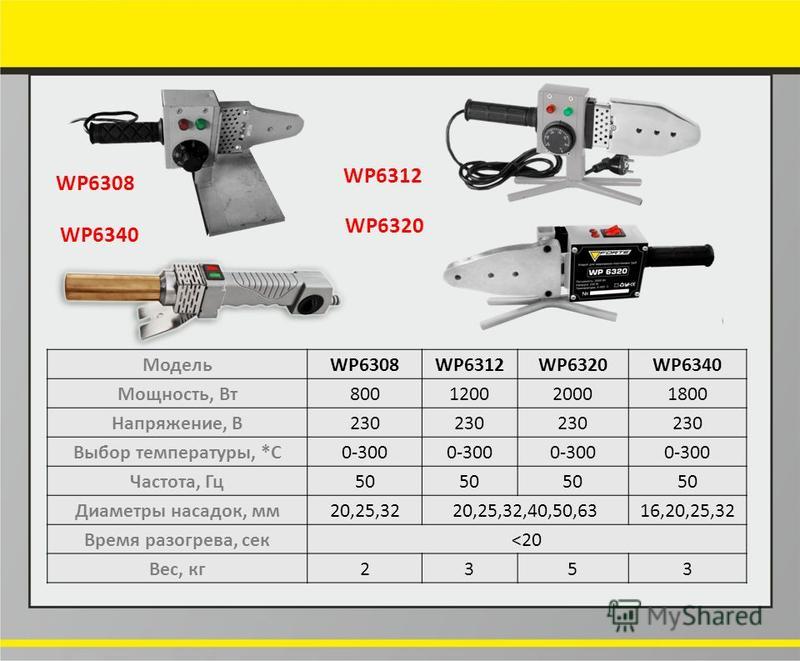 Обладая непоколебимой приверженностью к торговле, Milwaukee продолжает лидировать, уделяя особое внимание предоставлению инновационных решений, ориентированных на торговлю. Будь то лидерство в области литий-ионных технологий, как в системах M12™, M18™ и M28™, экономящих время аксессуарах или инновационных ручных инструментах, Milwaukee стремится предоставлять постоянный поток передовых решений для профессий. которые обеспечивают повышенную производительность и непревзойденную долговечность. Milwaukee Tool — дочерняя компания Techtronic Industries Co. Ltd. (TTI) в Брукфилде, штат Висконсин (биржевой код HKEx: 669)., символ ДОПОГ: TTNDY). Для получения дополнительной информации обо всей линейке продукции Milwaukee® позвоните по телефону 1-800-SAWDUST или посетите сайт www.milwaukeetool.com.
Обладая непоколебимой приверженностью к торговле, Milwaukee продолжает лидировать, уделяя особое внимание предоставлению инновационных решений, ориентированных на торговлю. Будь то лидерство в области литий-ионных технологий, как в системах M12™, M18™ и M28™, экономящих время аксессуарах или инновационных ручных инструментах, Milwaukee стремится предоставлять постоянный поток передовых решений для профессий. которые обеспечивают повышенную производительность и непревзойденную долговечность. Milwaukee Tool — дочерняя компания Techtronic Industries Co. Ltd. (TTI) в Брукфилде, штат Висконсин (биржевой код HKEx: 669)., символ ДОПОГ: TTNDY). Для получения дополнительной информации обо всей линейке продукции Milwaukee® позвоните по телефону 1-800-SAWDUST или посетите сайт www.milwaukeetool.com.
Вот что вам нужно знать о пайке сломанной электроники
Припаивайте правильно, с первого раза Один из способов избежать поломки ваших любимых электронных устройств, гитар, аудиооборудования, блоков питания, шнуров питания, кабелей, и многое другое, научившись припаивать их обратно к жизни. Устранение короткого замыкания, плохого соединения или полностью вышедшего из строя электронного устройства часто бывает простым с помощью качественного паяльника, хорошо подобранных аксессуаров, некоторых мер предосторожности и нескольких учебных пособий на YouTube.
Устранение короткого замыкания, плохого соединения или полностью вышедшего из строя электронного устройства часто бывает простым с помощью качественного паяльника, хорошо подобранных аксессуаров, некоторых мер предосторожности и нескольких учебных пособий на YouTube.
Высококачественные паяльники нагреваются быстро, с повторяемостью и используют цифровые индикаторы температуры для предсказуемой работы. Когда жало паяльника вступает в контакт с другим материалом, тепловая энергия, запасенная в жалом, рассеивается в соединении. У дешевых паяльников выходная температура не регулируется, и кончик паяльника часто резко колеблется между слишком горячим или слишком холодным. В отличие от паяльных станций с регулируемой температурой, паяльники с фиксированной температурой сложны в практическом использовании как для новичков, так и для опытных пользователей.
«Ключ к проблеме заключается в том факте, что паяльники с фиксированной температурой с философской точки зрения не предназначены для управления тепловой энергией.
 Вместо этого нагреватель, обычно керамический, включается, если показания встроенного датчика температуры слишком высоки, и выключается, если показания датчика слишком низкие. На практике, когда контроллер нагревателя получает сигнал на включение, температура наконечника уже упадет ниже установленного значения. Затем нагреватель работает на максимальной мощности, чтобы повысить температуру наконечника, что неизменно приводит к превышению температуры». — Пайка и пайка сегодня
Вместо этого нагреватель, обычно керамический, включается, если показания встроенного датчика температуры слишком высоки, и выключается, если показания датчика слишком низкие. На практике, когда контроллер нагревателя получает сигнал на включение, температура наконечника уже упадет ниже установленного значения. Затем нагреватель работает на максимальной мощности, чтобы повысить температуру наконечника, что неизменно приводит к превышению температуры». — Пайка и пайка сегодняThe Winning Tip
Оптимизация массы и размеров наконечника обеспечивает надлежащую передачу тепла для данной работы. Для электроники слишком большие наконечники накапливают чрезмерную энергию и ограничивают точность при установке в труднодоступных местах. Паяльники со сменными жалами улучшают многофункциональное использование для любого проекта и обеспечивают легкую замену для использования на протяжении всей жизни. «Лудение» жала нового паяльника имеет решающее значение для долговременной работы и эффективной теплопередачи. Работа на небольших устройствах с ограниченным доступом и наконечником неправильного размера приводит к скручиванию и перемещению утюга для достижения теплопередачи. Результатом являются ошибки, неправильные соединения и длительное время выдержки, которые ставят под угрозу окончательные результаты.
Работа на небольших устройствах с ограниченным доступом и наконечником неправильного размера приводит к скручиванию и перемещению утюга для достижения теплопередачи. Результатом являются ошибки, неправильные соединения и длительное время выдержки, которые ставят под угрозу окончательные результаты.
«Наилучшая возможная форма наконечника: не слишком длинная, плавно сужающаяся, имеет долотообразную поверхность, размер которой должен соответствовать суставу, и не имеет чрезмерной толщины покрытия. Он должен иметь достаточную массу, чтобы передать необходимую энергию в тепловую нагрузку, чтобы поднять припой выше точки плавления за приемлемое время». — Пайка и пайка сегодня
Важна ли мощность паяльника?
Больше мощности не означает больше тепла, наоборот, эта мощность более доступна. Паяльники премиум-класса с более высокой номинальной мощностью нагревают припой быстрее, чтобы достичь расплавленного состояния без длительных периодов выдержки и чрезмерного нагрева. Периоды удерживания более пяти секунд легко расплавляют окружающий пластик, изоляцию проводов, другие соединения и могут разрушить электрические схемы. Более высокая мощность также гарантирует постоянство рабочей температуры, поскольку наконечник будет меньше падать при контакте с суставами. Бюджетные паяльники обычно имеют блоки питания мощностью 15–20 Вт без регулировки температуры, тогда как паяльники мощностью 40–60 Вт с регулируемой выходной температурой подходят для большинства проектов.
Периоды удерживания более пяти секунд легко расплавляют окружающий пластик, изоляцию проводов, другие соединения и могут разрушить электрические схемы. Более высокая мощность также гарантирует постоянство рабочей температуры, поскольку наконечник будет меньше падать при контакте с суставами. Бюджетные паяльники обычно имеют блоки питания мощностью 15–20 Вт без регулировки температуры, тогда как паяльники мощностью 40–60 Вт с регулируемой выходной температурой подходят для большинства проектов.
Потратив дополнительные деньги на качественные компоненты с более высокой номинальной мощностью, вы получите максимальную производительность с наименьшим количеством головной боли. Точно так же использование правильного припоя является ключом к эффективным процессам и защите хрупких компонентов от повреждений.
Какой припой лучше всего использовать? Прежде чем приступить к работе, обратите внимание на основные свойства плавких металлических сплавов (припой) и убедитесь, что вы нашли подходящий материал для работы. Не покупать припой кислотный флюс ; он используется для сантехники и разрушает электронику!
Не покупать припой кислотный флюс ; он используется для сантехники и разрушает электронику!
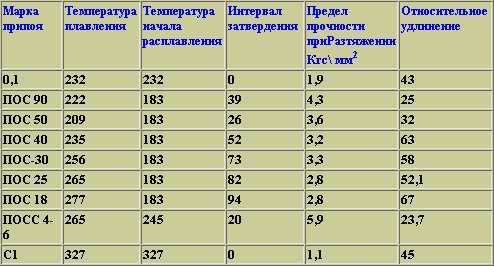
Различные материалы припоя имеют разную степень «пластичности». Пластичность указывает на диапазон температур, влияющий на продолжительность, в течение которой припой остается расплавленным после нагревания до температуры плавления. Пользователи электронных и печатных плат (PCB) предпочитают припой с комбинацией 37 % свинца и 63 % олова (63/37 Sn/Pb), поскольку он имеет самую низкую температуру плавления (183 °C или 361,4 °F) из всех сплавов олова, и точка плавления является истинной точкой плавления, а не диапазоном. Быстрое плавление и возвращение в твердое состояние ограничивает передачу тепла к компонентам и облегчает создание внутренних и наружных соединений. Это идеально подходит для чувствительных или близко расположенных компонентов или при удерживании провода вручную.
Припой с канифольным флюсом обычно используется для пайки электроники. Канифольный флюс облегчает сцепление олова и свинца за счет очистки и смазки металлических проводов или поверхностей перед присоединением. Мелкий припой размером 0,020 дюйма (0,5 мм) предпочтительнее для небольших компонентов, в то время как в обычных приложениях часто используется припой размером 0,032 дюйма (0,8128 мм). Бессвинцовый припой легко доступен, но с ним сложнее работать, он дороже и плавится при более высоких температурах. Припой на основе свинца и олова гораздо более щадящий, нагревается и остывает почти мгновенно, что идеально подходит для новичков. Этот пост не охватывает область пайки печатных плат, для которой может потребоваться «флюс без очистки», который устраняет возможность повреждения чувствительных цепей остатками флюса.
Канифольный флюс облегчает сцепление олова и свинца за счет очистки и смазки металлических проводов или поверхностей перед присоединением. Мелкий припой размером 0,020 дюйма (0,5 мм) предпочтительнее для небольших компонентов, в то время как в обычных приложениях часто используется припой размером 0,032 дюйма (0,8128 мм). Бессвинцовый припой легко доступен, но с ним сложнее работать, он дороже и плавится при более высоких температурах. Припой на основе свинца и олова гораздо более щадящий, нагревается и остывает почти мгновенно, что идеально подходит для новичков. Этот пост не охватывает область пайки печатных плат, для которой может потребоваться «флюс без очистки», который устраняет возможность повреждения чувствительных цепей остатками флюса.
Свинец токсичен, но его высокая температура кипения 3182°F (1750°C) сводит к минимуму воздействие паров. Дым, образующийся в процессе пайки, почти полностью состоит из канифольного флюса, который токсичен при вдыхании. Паять с осторожностью и никогда в плохо проветриваемых помещениях, так как побочные эффекты могут быть мгновенными или развиваться долговременно при многократном воздействии. Вентиляторы, поглощающие дым, и воздушный поток помогают смягчить воздействие неприятных химикатов в проектах для любителей, в то время как коммерческие пользователи выбирают вытяжки дыма.
Паять с осторожностью и никогда в плохо проветриваемых помещениях, так как побочные эффекты могут быть мгновенными или развиваться долговременно при многократном воздействии. Вентиляторы, поглощающие дым, и воздушный поток помогают смягчить воздействие неприятных химикатов в проектах для любителей, в то время как коммерческие пользователи выбирают вытяжки дыма.
При работе с электронными компонентами риск электростатического разряда (ЭСР) постоянен. Основная причина электростатического разряда связана с трением изоляторов, таких как резина и пластик, которые плохо проводят электричество. Искры, образующиеся, когда это электричество находит путь к земле через электронный компонент, могут разрушить или повредить чувствительные устройства и даже вызвать взрывы при обилии паров. Антистатические устройства, такие как браслеты и заземляющие коврики, уменьшают, гасят и препятствуют накоплению и разрядке статического электричества.