Сведения о производителе токарно-револьверного станка модели 1Е340ПИзготовитель и разработчик токарно-револьверного станка модели 1Е340П – Бердичевский станкостроительный завод “Комсомолец”, г. Бердичев, Житомирской область, Украина. В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод. В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей. С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе. В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне. Станки, выпускаемые Бердичевским станкостроительным заводом “Комсомолец”
1Е340П станок токарно-револьверный с вертикальной осью револьверной головки. Назначение и область применения Назначение и область примененияТокарно-револьверный станок 1Е340П с вертикальной осью револьверной головки является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ. Станок 1Е340П универсальный предназначен для токарной обработки деталей из прутка и штучных заготовок в условиях серийного и мелкосерийного производства. При оснащении станка 1Е340П дополнительными устройствами на нем можно производить обработку конусов и фасонных поверхностей, нарезание резьбы накидным резьбонарезным устройством. Принцип работы и особенности конструкции станкаСтанок 1Е340П имеет шестипозиционную револьверную головку с вертикальной осью вращения, установленную на револьверном суппорте, перемещающемся непосредственно по направляющим станины. Для поперечной обработки на станке имеется поперечный суппорт мостового типа. При повороте револьверной головки с одной позиции на другую происходит автоматическое переключение частоты вращения шпинделя и подач суппортов в соответствии с программой, заданной на штекерной панели пульта управления. Управление перемещениями суппортов, как быстрыми, так и рабочими, осуществляется от мнемонических рукояток, переход с быстрого перемещения на рабочую подачу револьверного суппорта автоматический. Поворот револьверной головки автоматический в любом положении револьверного суппорта на станине. Возможно ручное переключение чисел оборотов шпинделя и подач суппортов, а также ручное переключение с быстрой на рабочую подачу револьверного суппорта. Возможен также поворот револьверной головки на любое количество позиций от кнопки, расположенной на фартуке револьверного суппорта. Дробление витой стружки осуществляется мгновенным прерыванием подачи револьверного суппорта от кнопки. Станок 1Е340П может быть выполнен по заказу потребителя в нескольких исполнениях: для обработки прутка, для обработки в патроне и с повышенными скоростями резания. Станок можно встраивать в автоматическую линию. Класс точности станка П по ГОСТ 8—77. Точность обработки:
Шероховатость обработанной поверхности V5—V6. Разработчик – Ленинградское особое конструкторское бюро автоматов и револьверных станков (ОКБ АРС). Техническая характеристика станка:
Габарит рабочего пространства станка 1Е340ПГабарит рабочего пространства станка 1Е340П Посадочные и присоединительные базы станка 1Е340П. Револьверная головка. Шпиндель.Посадочные и присоединительные базы станка 1Е340П Общий вид токарно револьверного станка 1Е340ПФото токарно револьверного станка 1Е340П Установочный чертеж токарно-револьверного станка 1Е340ПУстановочный чертеж токарно-револьверного станка 1Е340П Читайте также: Заводы производители металлорежущих станков в России 1Е340П Станок токарно-револьверный. Видеоролик. Видеоролик.Технические характеристики станка 1Е340П
Список литературы:Связанные ссылки. Дополнительная информация | ПродукцияЗаказать Новости | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 . 340/ 260 мм;
. 340/ 260 мм;

 .250
.250 .1,6
.1,6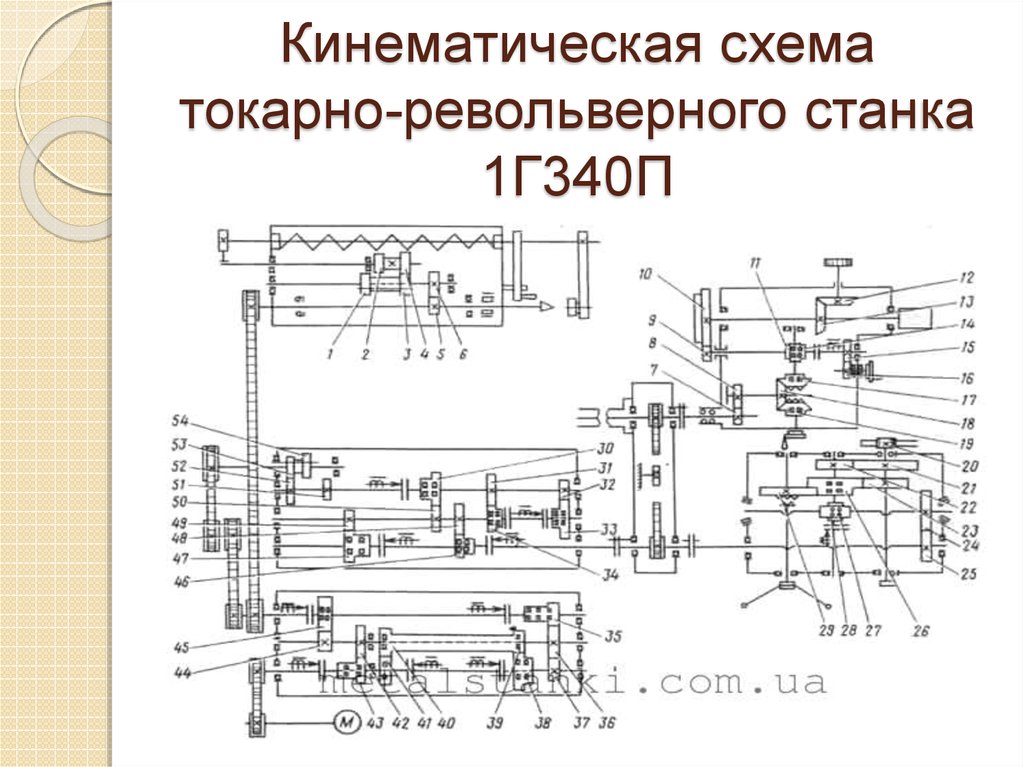 .1,6
.1,6 Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961 Ф. Устройство и наладка токарно-револьверных станков, 1976
Ф. Устройство и наладка токарно-револьверных станков, 1976Характеристики токарно-револьверного станка 1Г340 (1Г340П)
Бердичевский станкостроительный завод “Комсомолец”
Станки токарно-револьверные моделей 1Г340 и 1Г340П с горизонтальной осью револьверной головки предназначены для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки изготовляются в двух исполнениях: для обработки прутковых материалов шестигранного и круглого сечения диаметрами до 40 мм и обработки в трехкулачковом патроне штучных заготовок диаметрами до 200 мм.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом.
Наибольшее допускаемое колебание сечения прутка ±1 мм, а диаметра штучных заготовок ±3 мм.
Класс точности станков модели 1Г340 — Н по ГОСТ 8—77 и модели 1Г340П — П по ГОСТ 8—77.
| Основные данные | |
|---|---|
| Наибольшие размеры обрабатываемого прутка при зажимной и подающей трубах, мм: | |
| – круглого (диаметр) | 40 |
| – шестигранного (размер под ключ) | 32 |
| Наибольшая длина прутка, мм | 3000 |
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 |
| Наибольшая длина подачи прутка, мм | 100 |
| Расстояние от переднего торца шпинделя до револьверной головки, мм | 120-630 |
| Расстояние от основания станка до оси шпинделя, мм | 1060 |
| Количество скоростей шпинделя: | |
| – прямого вращения | 12 |
| – обратного вращения | 6 |
| Частота вращения шпинделя, об/мин: | |
| – прутковое исполнение: | |
| – прямое вращение | 45-2000 |
| – обратное вращение | 45-250 |
| – патронное исполнение | 36-1600 |
| – скоростное исполнение | 56-2500 |
| Диаметр отверстия в шпинделе, мм | 62 |
| Количество подач револьверного суппорта: | |
| – продольных | 12 |
| – поперечных | 12 |
| Подача, мм/об: | |
| – продольная | 0,035-1,6 |
| – поперечная | 0,02-0,8 |
| Скорость ускоренных продольных перемещений револьверного суппорта, м/мин | 6 |
| Механизм главного движения | |
| Частота вращения шпинделя, об/мин: | |
| – в I диапазоне | 45; 90; 180; 355; 7; 10; 1400 |
| – во II диапазоне | 63; 125; 250; 500; 1000; 2000 |
| Механизм подач | |
| Величина продольных подач, мм/об: | |
| – в I диапазоне | 0,085; 0,067; 0,125; 0,236; 0,45; 0,85 |
| – во II диапазоне | 0,067; 0,125; 0,236; 0,45; 0,85; 1,6 |
| Величина поперечных подач в отношении к продольным подачам | 1:2 |
| Наибольшее усилие, допускаемое механизмом подач, Н (кгс): | |
| – продольных | 5880 (600) |
| – поперечных | 2940 (300) |
| Привод, габарит и масса станка | |
| Питающая электросеть: | |
| – род тока | Переменный трехфазный |
| – частота, Гц | 50 |
| – напряжение, В | 380 |
| Напряжение, В: | |
| – электроприводов | 380 |
| – цепей управления переменного тока | 110 |
| – цепей управления постоянного тока | 24; 48 |
| – цепей местного освещения | 24 |
| Электродвигатели: | |
| – главного движения: | |
| – тип | 2А132М6/4У3, М301 |
| – мощность, кВт | 6,0/6,2 |
| – частота вращения, об/мин | 960/1440 |
| – ускоренных продольных перемещений револьверного суппорта: | |
| – тип | 4А71А4/2У3, М301 |
| – мощность, кВт | 0,45/0,75 |
| – частота вращения, об/мин | 1420/2880 |
| – привод гидравлики: | |
| – тип | 4АХ80В4У3, М301 |
| – мощность, кВт | 1,5 |
| – частота вращения, об/мин | 1415 |
| – насоса охлаждающей жидкости: | |
| – тип | Х14-22М |
| – мощность, кВт | 0,12 |
| – частота вращения, об/мин | 2800 |
| – производительность, л/мин | 22 |
| – насоса смазки: | |
| – тип | 4А63В4У3 |
| – мощность, кВт | 0,37 |
| – частота вращения, об/мин | 1365 |
| Гидрооборудование и система смазки | |
| Марка масла: | |
| – для гидросистемы | Турбинное Т22 |
| – для системы смазки | Индустриальное-30 |
| Насос гидропривода: | |
| – тип | Г12-32А |
| – производительность, л/мин | 18 (при n=1450 об/мин) |
| Насос смазки: | |
| – тип | ВГ11-11 |
| – производительность, л/мин | 8 |
| Габарит станка, мм | 2800 х 1200 х 1400 |
| Масса станка, кг: | |
| – без выносного оборудования | 2500 |
| – с выносным оборудованием | 3000 |
Цанговый патрон с пневматическим зажимом | Скачать чертежи, чертежи, блоки Autocad, 3D модели
- Русский
- Компас
- Машины
- Образовательный
Узнайте, как скачать этот материал
Телеграм бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
me/alldrawings
vk.com/alldrawings
Описание вспомогательный цанговый патрон с пневматическим зажимом
Содержание проекта
патрон.cdw-1. [ 376 КБ ] |
Аналогичные материалы
Стол неподвижный круглый с пневмоприжимом и Т-образными пазами 7304-0051 по ГОСТ 20218-74
Трехколпачковый картридж с рычажным зажимом
Виски с пневматическим зажимом
Цанговый патрон с пневматическим приводом
Патрон с пневматической цангой
Противоугонный зажимной захват с клином для мостового погрузчика
Патрон для пневматического токарного станка
3-х кулачковый картридж с пневматическим зажимом
Бесплатная загрузка на сегодня
Обновление через: 14 часов 46 минут
3D дизайн раздвижных дверей
Складское помещение – пожарная сигнализация
Расчет водозаборных сооружений
Типы окон и дверей
Прочие материалы
Samsung NP-R58/NP-R60/NP-R61/NP-P500 – PRAHA (SRI) – rev 1. 0 – Схема материнской платы ноутбука
0 – Схема материнской платы ноутбука
Стрип Центр
Мастерская по ремонту топливной аппаратуры
Предохранительный клапан котла
П.П.У.Х. “ЛЕЧАНА” |
PRODUKTIONSABTEILUNG Worüber verfügen wir? Wir besitzen eine moderne, technische und soziale Infrastruktur, die auf den neuen, gut ausgestatteten Objekten basiert. Unsere Firma besitzt die modernen, numerisch gesteuerten Werkzeugmaschinen, wie:
und eine ganze Reihe von den Universalbänken, Fräs-, Bohr- und Schleifmaschinen und anderen technischen Geräten. Auf dieser Ausstattung basierend, haben wir folgende Bearbeitungs-möglichkeiten:
HANDELS- UND DIESTLEISTUNGSABTEILUNG
|