Как безошибочно выбрать паяльник для пластиковых труб / Пайка / Соединение труб / Публикации / Санитарно-технические работы
Паяльник для полипропиленовых трубСварка труб в домашних условиях ещё недавно была редким событием. Громоздкое оборудование и сложность процесса предполагали участие в нём профессионалов. Распространение пластиковых материалов в сфере ЖКХ помогло настолько упростить эту работу, что выполнить её сейчас может даже человек без опыта. Это не значит, что подготовка и инструмент вовсе не потребуются. Но приобрести или взять напрокат ручной аппарат для сварки нетрудно, а составить представление о предстоящей работе можно по отзывам знающих людей.
Соединение пластиковых фрагментов в единый трубопровод повсеместно называют пайкой, а не сваркой. Хотя по сути это не совсем точно. По типу процессов, происходящих в материале, это соединение является диффузионной сваркой. Но более понятный термин прижился, и даже аппарат стал именоваться паяльником, а то и вовсе утюгом. Этот утюг предназначен не для разглаживания, а для разогрева соединяемых в одно целое фрагментов. Приобрести его можно недорого, но для начала нужно выбрать тот, что подойдёт для конкретной работы.
Этот утюг предназначен не для разглаживания, а для разогрева соединяемых в одно целое фрагментов. Приобрести его можно недорого, но для начала нужно выбрать тот, что подойдёт для конкретной работы.
Критерии выбора паяльника для труб
Паяльник для пластиковых труб- Первое, на что стоит обратить внимание, – это страна-производитель. Европейский инструмент
заслуживает доверия больше, чем китайский. Признанным лидером среди других будет чешский аппарат. Достойные отзывы имеет и турецкая продукция. Не стоит покупать паяльник у случайных торговцев всем подряд. Лучше выбрать для этого специализированный магазин. - Мощность прибора – следующий важный параметр. Порой можно встретить советы купить самый мощный агрегат. Ведь он быстрее прогреет соединяемые фрагменты. Но скорость прогрева не так важна, как равномерность. Солидные производители дают рекомендации по выбору мощности прямо в сопроводительной инструкции, которую нужно прочитать перед покупкой. В тексте обычно указан диаметр труб, для которого аппарат подойдёт наилучшим образом.
 Общепринятым считается соответствие мощности 850 кВт размеру трубы из пропилена до 75 мм.
Общепринятым считается соответствие мощности 850 кВт размеру трубы из пропилена до 75 мм. - Высококачественный паяльник обычно имеет функцию контроля температуры, полезную для соблюдения нужных параметров пайки.
Пайка пластиковых труб
- В продаже есть целые комплекты для сварки с набором насадок. Они необходимы для случаев, когда соединяемые фрагменты имеют разные диаметры. В аппарат можно установить сразу несколько разных насадок. Они значительно сэкономят время, а их тефлоновое покрытие повысит качество работы.
 Общепринятым считается соответствие мощности 850 кВт размеру трубы из пропилена до 75 мм.
Общепринятым считается соответствие мощности 850 кВт размеру трубы из пропилена до 75 мм.Виды и последовательность пайки фрагментов пластиковых трубопроводов
Самым распространённым видом соединения труб является муфтовая пайка. Она же называется раструбной. В ходе работы соединяются наружная поверхность фрагментов пластиковой трубы и внутренняя поверхность муфты. Насадка аппарата имеет две половины – дорн (на него надевается муфта) и гильзу (в неё вставляется конец пластиковой трубы).
- Сначала аппарат включается в сеть и нагревается до нужной температуры. Обычно это 260 градусов.
- Труба быстро совмещается с гильзой, а муфта – с дорном. Совмещение происходит с усилием. Внутри насадки по мере продвижения фрагментов происходит их нагрев.
- Важный момент ручной пайки – достижение фрагментами основания насадки. Это чувствуется рукой как упор. После этого нажим следует прекратить.
- По окончании нагрева фрагменты вынимаются и соединяются внахлёст. Нагретые поверхности давят друг на друга, вытесняя воздух. Расплавленный материал перемешивается и образует единый конструктивный элемент.
 Обычно это 260 градусов.
Обычно это 260 градусов.Другим видом пайки является стыковое соединение фрагментов. Этот вид не так распространён в быту, поскольку процесс более сложен и требует иного оснащения. Он применяется при монтаже трубопроводов больших диаметров.
Отзывы специалистов и любителей однозначно свидетельствуют о преимуществах раструбного соединения стандартных полимерных элементов с помощью ручного аппарата для сварки. Именно эта технология сделала сооружение водопроводов обычным домашним делом.
Именно эта технология сделала сооружение водопроводов обычным домашним делом.
5 причин выбрать пластиковую сантехнику и трубы
Значок календаряДата публикации: 3 апреля 2017 г.
Значок секундомераВремя чтения: 4 минуты чтения искать более прочные и простые в установке материалы для первого ремонта сантехники, чтобы сократить время монтажа.
Огромное распространение пластиковых труб и фитингов произошло за последние несколько лет, а не с момента создания любимой видеоигры каждого сантехника, Супер Марио в 1981, было ли такое движение в сантехнической промышленности – если не считать 1974 года, когда сам Джон Гест разработал первый вставной трубный соединитель для использования со сжатым воздухом!
Преимущества пластиковых водопроводных труб и фитингов
Преимущества пластиковых труб и фитингов хорошо известны в отрасли; они универсальны, долговечны, практически герметичны, просты в транспортировке и установке. Однако, как и в большинстве случаев, вероятно, легче оценить преимущества, которые пластик приносит зданиям, глядя на проблемы, с которыми мы столкнулись бы без ассортимента пластиковых вставок, фитингов и труб JG Speedfit. В этом сообщении блога мы обрисовываем причины, по которым мы с таким энтузиазмом относимся к пластику, выделяя некоторые вещи, которые вы просто не могли бы сделать без него.
В этом сообщении блога мы обрисовываем причины, по которым мы с таким энтузиазмом относимся к пластику, выделяя некоторые вещи, которые вы просто не могли бы сделать без него.
1. Нет необходимости в специальных инструментах благодаря пластиковой сантехнике с защелкой
Прошли те времена, когда ящик с инструментами сантехника был тяжелее их фургона. Благодаря пластику сантехники и монтажники могут выполнять работу со значительно меньшим весом, поскольку для установки пластиковых фитингов требуется меньше специальных инструментов.
В отличие от методов монтажа сантехники с прессовой посадкой, пластиковые фитинги с нажимной посадкой вообще не требуют инструментов для установки. После завершения резки, измерения и снятия заусенцев с труб вам нужно только повернуть и зафиксировать вставной фитинг, чтобы выполнить соединение. Напротив, медные трубы и фитинги требуют использования паяльника, гаечных ключей, тефлоновой ленты и других предметов, которые могут утяжелить ящик для инструментов.
2. Повышение стоимости новостроек с помощью пластиковой сантехнической арматуры
При строительстве новых зданий все чаще в качестве первоначальных сантехнических устройств используется пластик, а не медь, не только из-за простоты установки, но и потому, что пластик со временем может увеличить стоимость недвижимости. Вам достаточно взглянуть на работу JG Speedfit над строительством Royal Wharf в Лондоне, чтобы убедиться в этом!
Как?Хотя, когда мы говорим о пластике, мы фактически имеем в виду сшитый полиэтилен в отношении фитингов и полибутилен и полиэтилен для труб. Это специально разработанные материалы, которые были специально разработаны для обеспечения надежности в течение длительного периода времени. Они настолько прочны, что могут выдержать наши внутренние испытания под давлением до 60 бар (хотя наши технические требования все еще должны соблюдаться).
Это означает, что пластиковые трубы и фитинги не подвержены коррозии и могут служить намного дольше, чем трубы, изготовленные из альтернативных материалов. Это может оказать существенное влияние на общую стоимость новой постройки, поскольку есть уверенность в том, что водопроводная система не выйдет из строя.
Это может оказать существенное влияние на общую стоимость новой постройки, поскольку есть уверенность в том, что водопроводная система не выйдет из строя.
3. Никто не выполняет монтаж сантехники быстрее, чем монтажник Speedfit
Общепризнано, что пластиковые вставные фитинги устанавливаются и устанавливаются на 40 % быстрее, чем фитинги, изготовленные из альтернативных материалов. Дело не только в том, что для их установки не требуются специальные инструменты, но и в том, что они спроектированы таким образом, чтобы облегчить жизнь установщикам.
Например, свойства пластика по сравнению с медью означают, что он может быть изготовлен в различных цветах для дополнительного удобства установки.
JG Speedfit предлагает красные и синие трубы для проектов, где требуется быстрая и простая идентификация горячих и холодных или подающих и обратных трубопроводов.
4. Быстрое исправление ошибок с помощью пластиковых фитингов для сантехники
Преимущество использования пластиковых вставных фитингов для первого ремонта заключается в том, что установщик может быстро решить проблему в случае ошибки при установке. Это связано с тем, что фитинг является разборным, а пресс-фитинги и более традиционные методы – нет. Кроме того, установщику нужно только снять существующий фитинг и заменить его новым или переустановить, если труба не повреждена. Нет необходимости в каких-либо дополнительных материалах или инструментах.
Это связано с тем, что фитинг является разборным, а пресс-фитинги и более традиционные методы – нет. Кроме того, установщику нужно только снять существующий фитинг и заменить его новым или переустановить, если труба не повреждена. Нет необходимости в каких-либо дополнительных материалах или инструментах.
5. Будьте достаточно гибкими, чтобы приспосабливаться к новым проектам зданий
Многие современные здания имеют структуру, аналогичную зданиям до 1960-х годов, которые обычно имели деревянные балки в полу и половицы наверху. В современных зданиях балки специально спроектированы и поэтому более стабильны, чем обычные деревянные балки, но в равной степени трудно продеть медную трубу.
Однако с пластиком сантехники и монтажники могут продевать трубы через балки, как кабельные системы, и даже скрывать неприглядные трубы за стенами, чтобы придать интерьеру более приятный эстетический вид. Если вы когда-нибудь пробовали продеть медную трубу через балку, то знаете, насколько проще это сделать с пластиковой!
Узнать больше
Это всего лишь пять вещей, которые невозможно было бы сделать без пластиковых фитингов и труб, но их гораздо больше.
Выбор припоя — Навигация по различным сплавам, типам флюсов и т. д. — Нейрохром
Как вы, наверное, заметили, статьи в моей базе знаний не содержат рекламы. Вместо того, чтобы отвлекать вас назойливой рекламой, прошу вашего пожертвования. Если вы считаете содержимое этой страницы полезным, рассмотрите возможность сделать пожертвование, нажав кнопку «Пожертвовать» ниже.
Припой для электроники по сравнению с припоем для сантехники
Выбор лучшего припоя для вашего проекта электроники может быть немного сложным для многих новичков и довольно запутанным даже для опытных ветеранов. Моя цель на этой странице – дать вам, любителям, некоторую ясность, чтобы вы могли сделать осознанный выбор.
Начнем с самого начала: Вы хотите использовать припой, предназначенный для использования в электронике, а не припой для сантехники. В сантехнике вы наносите флюс кистью, а сам припой не содержит флюса. Это бесполезно для электроники. Сантехнический флюс слишком кислый для использования в электронике, а также невероятно грязный.
Сантехнический флюс слишком кислый для использования в электронике, а также невероятно грязный.
Флюс
Флюс предназначен для очистки паяного соединения во время нанесения припоя, что позволяет припою растекаться, что приводит к хорошему паяному соединению без пустот. Флюс также изменяет поверхностное натяжение, что увеличивает сцепление припоя с металлом в паяном соединении. В припой, используемый для электроники, встроен флюс, а струйка дыма, выделяемая в процессе пайки, возникает из-за выкипания флюса. Длительное воздействие паров флюса опасно для здоровья. Риск для здоровья, вероятно, меньше для любителя, время от времени выполняющего пайку. Тем не менее рекомендуется установить небольшой вентилятор, чтобы выдувать пары флюса из рабочей зоны во время пайки.
Существует три различных вида флюса для пайки электроники. Основное отличие заключается в сложности удаления флюса.
- Водорастворимый . Основное преимущество водорастворимого флюса заключается в том, что его относительно легко удалить. Промойте контур теплой проточной водой и при необходимости потрите щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Промойте деионизированной (DI) или паровой дистиллированной водой. Основным недостатком этого типа флюса является то, что он нужно удалить .
- На основе канифоли . Традиционно флюс, используемый в припое для электроники, изготавливался на основе сосновой канифоли. Он доступен в трех «ароматах»: неактивированный (R), слегка активированный (RMA) и активированный (RA), причем последний является наиболее кислым из трех. Остатки флюса на основе канифоли обладают слабой коррозионной активностью и должны быть удалены после пайки. Обратите внимание, что припой RMA был разработан таким образом, что очистка, хотя и рекомендуется, может быть исключена. RMA также является наиболее распространенным типом припоя на основе канифоли. Флюс на основе канифоли можно удалить изопропиловым или изопропаноловым спиртом с последующей промывкой деионизированной водой. Обычно необходимо некоторое перемешивание щеткой с мягкой щетиной.
- Без очистки . Как видно из названия, формула флюса без очистки не требует очистки. Некоторые утверждают, что, хотя флюс без очистки не требует очистки, флюс все равно следует удалять. К сожалению, флюс, не подлежащий очистке, очень трудно удалить, что требует использования очистителей флюса, содержащих ацетон, гексан и другие агрессивные растворители.
- Не требует очистки, смывается водой . Этот тип флюса уникален для ChipQuik и сочетает в себе преимущества водорастворимых и не требующих очистки типов флюсов. Неочищенный, смываемый водой флюс является неотмывочным флюсом. Остатки, оставленные этим флюсом, не вызывают коррозии и не проводят ток, и их следует оставлять на печатной плате после пайки. Однако, в отличие от обычного флюса без очистки, смываемый водой флюс ChipQuik можно удалить, промыв печатную плату горячей (60 ºC) водой. Обратите внимание, что остатки, оставленные этим флюсом, не затвердевают. Скорее, он имеет тенденцию размазываться, и его можно стереть с доски. Несмотря на то, что это нечистый флюс, кажется, что его нужно счистить с платы.
 Промойте контур теплой проточной водой и при необходимости потрите щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Промойте деионизированной (DI) или паровой дистиллированной водой. Основным недостатком этого типа флюса является то, что он нужно удалить .
Промойте контур теплой проточной водой и при необходимости потрите щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Промойте деионизированной (DI) или паровой дистиллированной водой. Основным недостатком этого типа флюса является то, что он нужно удалить . Обычно необходимо некоторое перемешивание щеткой с мягкой щетиной.
Обычно необходимо некоторое перемешивание щеткой с мягкой щетиной. Скорее, он имеет тенденцию размазываться, и его можно стереть с доски. Несмотря на то, что это нечистый флюс, кажется, что его нужно счистить с платы.
Скорее, он имеет тенденцию размазываться, и его можно стереть с доски. Несмотря на то, что это нечистый флюс, кажется, что его нужно счистить с платы.Если вы хотите свести к минимуму запасы припоя в своем наборе инструментов, лучшим вариантом будет припой с флюсом RMA. В качестве альтернативы я рекомендую использовать водорастворимый флюс для цепей, которые можно легко очистить, и флюс, не требующий очистки, в ситуациях, когда очистка затруднена или невозможна.
Обратите внимание, что многие материалы для ремонта печатных плат, такие как оплетка для удаления припоя (например, Solder-Wick), содержат флюс. Убедитесь, что ваши различные источники флюса совместимы, например, если вы паяете с флюсом RMA, обязательно используйте Solder-Wick с флюсом RMA для удаления припоя.
Жидкий флюс и ручки для флюса
Паяльная проволока для электроники уже содержит флюс, поэтому я очень редко использую какой-либо дополнительный флюс. Тем не менее, небольшой дополнительный флюс может быть полезен при доработке и ручной сборке компонентов с мелким шагом выводов, таких как микросхемы в корпусах BGA, QFN и TQFP.
Flux доступен в жидкой и гелевой форме, но с этими формами довольно сложно работать. Ручка для флюса является лучшей альтернативой, так как позволяет наносить тонкий слой флюса там, где это необходимо: на компоненте и на контактных площадках печатной платы. Ручки Flux содержат жидкий флюс и имеют наконечник из стекловолокна для его дозирования. Они очень похожи на фломастеры — нажимайте на наконечник, пока флюс не насытит его, затем «нарисуйте» флюс там, где вы хотите.
Я использую флюсовую ручку Kester #186 с флюсом RMA. Как и в случае с оплеткой для удаления припоя, выберите флюсовую ручку с флюсом, совместимым с флюсом в используемом вами припое.
Очистители флюса
Проблема остатков флюса в том, что они гидрофильны, т.е. притягивают воду. Это означает, что любой остаток флюса на печатной плате вызовет значительные токи утечки в дождливый день. У вас может быть схема, которая хорошо работает в сухом климате, но не работает в прибрежном климате. Сочетание воды и остатков флюса также вызывает коррозию и может со временем привести к выходу из строя ваших цепей. Как отмечалось выше, исключениями являются остатки, оставленные флюсом без очистки, которые не являются коррозионными, и остатки флюса RMA, которые обладают очень слабой коррозионной активностью, что позволяет исключить стадию очистки.
Как отмечалось выше, исключениями являются остатки, оставленные флюсом без очистки, которые не являются коррозионными, и остатки флюса RMA, которые обладают очень слабой коррозионной активностью, что позволяет исключить стадию очистки.
Средства для удаления флюса различаются по степени агрессивности: от легких до тяжелых. Средства для удаления флюса для легких условий эксплуатации, как правило, основаны на изопропиле или изопропаноле, тогда как средства для удаления флюсов для тяжелых условий эксплуатации включают ацетон, гексан и другие довольно неприятные растворители. Эти очистители легко воспламеняются и должны использоваться только в хорошо проветриваемых помещениях. Я настоятельно рекомендую вам прочитать паспорт безопасности материала (MSDS) перед использованием любого из этих средств для удаления флюса. Обратите внимание, что помимо личной безопасности некоторые средства для удаления флюса растворяют пластик, поэтому будьте осторожны.
Лично мне нравится Chemtronics Flux-Off No Clean Plus, который можно приобрести у Mouser в США. Он не отправляется авиапочтой из-за воспламеняемости. Это относительно агрессивное средство для удаления флюса и, как правило, оставляет на печатной плате тусклые следы. Этот остаток можно удалить промывкой водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
Он не отправляется авиапочтой из-за воспламеняемости. Это относительно агрессивное средство для удаления флюса и, как правило, оставляет на печатной плате тусклые следы. Этот остаток можно удалить промывкой водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
С любой собранной платы, которую я отправляю заказчику, будет удален флюс.
Припой
Существует две основные группы припоев, используемых в электронике: свинцовые и бессвинцовые, последние доминируют в производстве электроники сегодня из-за экологических проблем , связанных с утилизацией электронных продуктов.
Бессвинцовый припой имеет не самую лучшую репутацию, отчасти из-за технических проблем с процессом пайки. Большинство сплавов бессвинцовых припоев плавятся при более высокой температуре (около 220-250 ºC), чем оловянно-свинцовые припои (около 180-190 ºC). Таким образом, переход от свинцового припоя к бессвинцовому потребует изменения температуры жала паяльника.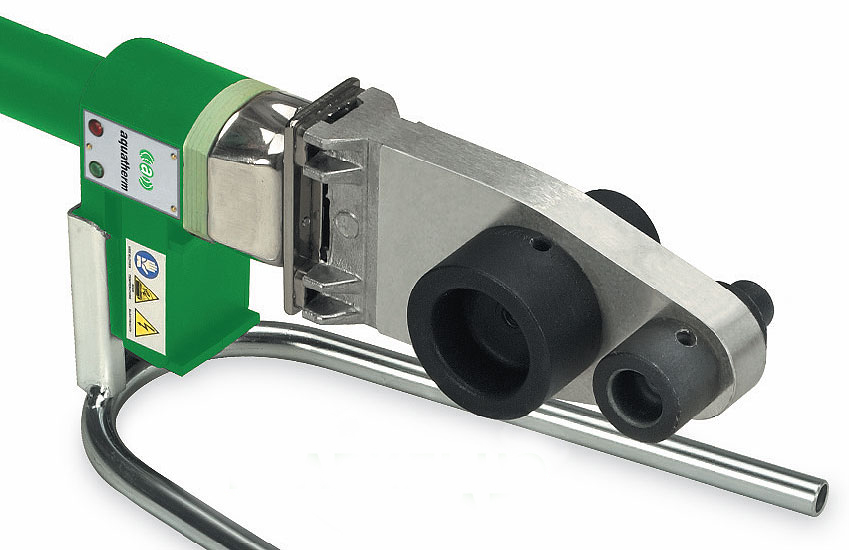 Типичная температура наконечника для пайки свинцом составляет 320-370 ºC (600-700 ºF). Для бессвинцового нагрева температура должна быть увеличена до 370-425 ºC (700-800 ºF). В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать соединений холодной пайки.
Типичная температура наконечника для пайки свинцом составляет 320-370 ºC (600-700 ºF). Для бессвинцового нагрева температура должна быть увеличена до 370-425 ºC (700-800 ºF). В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать соединений холодной пайки.
Свинцовый припой
Опасность для здоровья: Свинцовый припой содержит свинец (НЕВЕРНО!). При попадании внутрь свинец накапливается в жировых тканях организма, в том числе в миелиновой оболочке, окружающей нервные волокна головного мозга. Это может привести к повреждению головного мозга, особенно у младенцев и маленьких детей. В основном это проблема литья свинца, когда свинец нагревается почти до точки кипения. Температуры, используемые при пайке, намного ниже. Основной риск воздействия свинца связан с тем, что свинец стирается с припоя на ваши пальцы.
Для пайки электроники обычно используются три сплава на основе свинца:
- 60/40 (Sn/Pb) . Основным преимуществом припоя 60/40 является стоимость, поэтому большая часть старого оборудования собиралась с использованием этого типа припоя. Основным недостатком этого сплава является то, что он имеет область пластичности 5 ºC. Припой 60/40 становится пластичным (податливым, но не совсем расплавленным) при 183 ºC и плавится при 188 ºC. Припой проходит через одну и ту же пластиковую область по мере остывания, и если соединение нарушается или перемещается, когда припой проходит через пластиковую область, образуется холодное паяное соединение. Это может сделать ручную пайку разочаровывающей, особенно для новичка. Пока паяное соединение остается неподвижным до тех пор, пока припой полностью не затвердеет, пластиковая область не имеет практического значения для паяных соединений.
- 63/37 (Sn/Pb) . Припой 63/37 является эвтектическим сплавом, что означает, что он переходит из твердого состояния в жидкое без пластичности. Припой 63/37 плавится при 183 ºC. Этот тип припоя немного дороже, чем 60/40, но отсутствие пластиковой области делает его более удобным в работе и более удобным для начинающих. Соединения, выполненные с использованием этого припоя, будут выглядеть более блестящими, чем соединения, выполненные с использованием припоя 60/40. Это чисто косметический эффект.
- 62/36/2 (Sn/Pb/Ag) . “Серебряный” припой 62/36/2 набирает популярность в аудиокругах – вероятно, потому, что он дороже и содержит серебро. Для пайки медных проводов и печатных плат нет никаких доказательств того, что «серебряный» припой должен быть лучше обычного припоя 60/40 или 63/37. Однако, если вы припаиваете к серебряной проволоке, в том числе к некоторым слюдяным колпачкам и радиочастотным кабелям «серебро на стали», вы можете использовать «серебряный» припой.


С точки зрения проводимости три типа отличаются друг от друга в пределах нескольких процентов. Прочность на растяжение припоя 62/36/2 примерно в два раза выше, чем у 60/40, но действительно ли это приводит к механически более прочным паяным соединениям, зависит от геометрии соединения.
Бессвинцовый припой
Разработка хорошего бессвинцового припоя была сложной задачей, и некоторые из лучших сплавов доступны только в виде паяльной пасты. Первым внедренным бессвинцовым сплавом был SAC305 (96,5/3/0,5 – Sn/Ag/Cu). Соединения, выполненные с помощью этого сплава, имеют матовый и зернистый вид, поэтому их невозможно отличить от холодных (неудачных) паяных соединений, выполненных припоем 60/40. Я предлагаю уклоняться от этого сплава.
Некоторые из наиболее удобных в использовании сплавов бессвинцового припоя:
- ЦЕЛЬ Sn100C® . Этот сплав почти на 100 % состоит из олова. Он содержит 0,7 % меди, 0,05 % никеля, ≤0,01 % германия. Остальные ок. 99,25 % составляет олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование мостиков припоя и улучшая заполнение отверстий. AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав – единственное место в городе для бессвинцового припоя, он довольно дорог и более чем вдвое превышает стоимость припоя со свинцом 63/37.
- Легированный германием 99,3/0,7 (Sn/Cu). Похоже, это универсальная версия AIM Sn100C®. Одним из примеров является сплав CQ100Ge™ компании ChipQuik.
- Кестер К100LD. Подобно вышеперечисленным сплавам, К100ЛД содержит 99,3 % олова и 0,7 % меди с небольшими количествами никеля и, в отличие от других сплавов, висмута. Это эвтектический сплав с температурой плавления 227 ºC.
- 99,3/0,7 (Sn/Cu) . Аналогичен AIM Sn100C® и CQ100Ge™, но без легирования никелем/германием. Отказ от легирования Ge/Ni снижает стоимость примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC.
- 95/5 (Sn/Ag). Эффективность припоя 95/5 очень близка к 60/40 свинцовому припою, что очень привлекательно. Этот сплав имеет довольно большую область пластичности, поэтому не очень полезен для любителей. Он вступает в пластичность при 221 ºC и плавится при 254 ºC. Из-за высокого содержания серебра этот тип припоя невероятно дорог.
 Этот сплав почти на 100 % состоит из олова. Он содержит 0,7 % меди, 0,05 % никеля, ≤0,01 % германия. Остальные ок. 99,25 % составляет олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование мостиков припоя и улучшая заполнение отверстий. AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав – единственное место в городе для бессвинцового припоя, он довольно дорог и более чем вдвое превышает стоимость припоя со свинцом 63/37.
Этот сплав почти на 100 % состоит из олова. Он содержит 0,7 % меди, 0,05 % никеля, ≤0,01 % германия. Остальные ок. 99,25 % составляет олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование мостиков припоя и улучшая заполнение отверстий. AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав – единственное место в городе для бессвинцового припоя, он довольно дорог и более чем вдвое превышает стоимость припоя со свинцом 63/37. Аналогичен AIM Sn100C® и CQ100Ge™, но без легирования никелем/германием. Отказ от легирования Ge/Ni снижает стоимость примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC.
Аналогичен AIM Sn100C® и CQ100Ge™, но без легирования никелем/германием. Отказ от легирования Ge/Ni снижает стоимость примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC. Не рекомендуется смешивать свинецсодержащий и бессвинцовый припои. Поэтому убедитесь, что паяльные жала используются только для свинцового или бессвинцового припоя. Наконечник, залуженный свинцовым припоем, можно использовать для бессвинцовой пайки после 4-5 циклов тщательной очистки/повторного лужения, однако настоятельно рекомендуется выбрать один тип припоя для жала и придерживаться его. В некоторых научно-исследовательских лабораториях есть отдельный паяльный стол для бессвинцового припоя, чтобы избежать перекрестного загрязнения.
Как правило, припои не следует смешивать. Поддержание чистоты химического состава припоя гарантирует, что только те сплавы, которые производитель припоя намеревался сформировать, действительно образуются при остывании припоя.
Диаметр или толщина
Выбор диаметра припоя, соответствующего выполняемой задаче, может значительно помочь в пайке. Припой малого диаметра значительно упрощает нанесение небольшого количества припоя. Это очень удобно для пайки компонентов поверхностного монтажа. Для более крупных компонентов, таких как компоненты с выводами или соединители, использование припоя малого диаметра требует значительной длины припоя для подачи в соединение, что увеличивает время пайки и увеличивает риск перегрева компонентов.
Для работ, связанных с поверхностным монтажом устройств, я предпочитаю припой диаметром 0,5 мм. Для выводных деталей и разъемов я использую припой диаметром 0,7 мм. Для большинства работ с электроникой хорошо подойдет припой диаметром от 0,4 до 1,0 мм.