Почему припой не липнет к проводу
Не прилипает олово
20 авг 2012 16:54
Спецы по пайке! Хэлпу прошу! Думал пропаять скрутки в коробке. Купил паяло, канифоль, припой. Зачистил провода в коробке и на облуживание потратил. полдня. И Даже облудить не получилось, не то что пропаять. Не скажу что спец великий по пайке, но опыт работы с паяльником имею, в том числе и скрутки приходилось паять, с таким не сталкивался. А тут никак: олово не липнет даже на жало паяльника (40Вт) – плавит нормально. Облудил как надо.
Пробовал уже сразу на покрытый канифолью провод припой наносить – тот же результат. Сгонял, купил пузырек – “кислота паяльная” и тоже самое.
Вот фото: обычный паяльник (Китай если че), обычная канифоль, ну и припой. Может припой левый какой, а?
Други, выручайте советом!
| SergeyE (Москва) 2 мая 2005 18:04:31 | Всем привет ! |
Как лудить многожильные провода ?
Лудил провода не медные и не аллюминиевые, а стальные что ли – в проводе утюга Philips; в первый раз такие видел. В расплавленное олово окунаю – ничего не прилипает. Канифолью, что ли провода натереть ? Я думал, что канифоль – это чтобы олово к жалу паяльника не прилипало.
Растроился и выключил паяльник с ванночкой (сделана из гильзы, прикрепленной проволкой к жалу паяльника 65Вт), а провода продолжаю макать. Только олово стало застывать в ванночке, так оно стало на провода налипать – только не тонким аккуратным слоем, а огромной шишкой – мне так не надо.
Может дело в проводах ?
Сергей
(Moscow)
2 мая 2005
18:27:47

провод в утюге не может быть стальным.
(Москва, Р.Ф.)
2 мая 2005
18:31:06
(Brest, BY)
2 мая 2005
21:08:12
Воняет аспирин по страшному. Применять только на открытом воздхе. А вообще паяльная кислота (любой радиоларек) или у старых матерых электриков буру спросить немного (кста тоже воняет). Да, паяльник я бы 100 взял для пайки железа.
(Челябинск)
2 мая 2005
21:41:53
(Самара, Россия)
2 мая 2005
21:45:34
Короче нужен флюс – и более сильный, чем канифоль. Ацетилсалициловая кислота слишком агрессивный флюс в данном случае – обычно с ее помощью лудили медные провода не счищая лаковую изоляцию – разъедает мгновенно.
Я в таком случае пользуюсь хлористым аммонием, растворенным в воде – достаточно мазнуть таким раствором место спая/лужения и потом дотронуться паяльником с набранным оловом – и олово само разбегается по поверхности даже впереди паяльника.
С уважением, Сергей
(москва)
2 мая 2005
22:59:36
лудить обязательно?
продаются такие наборы трубочек-наконечников.
надевает и зажимаем.
(Москва)
3 мая 2005
13:29:35
так зачем канифоль нужна – чтобы олово лучше прилипало или наоборот не прилипало (для этого и жало паяльника предлагаете облудить) ?
Все жилы блестят как новые.
Может быть, но обрезанные торцы у них того же цвета, что и бока.
Да – хочу научиться.
(Москва)
3 мая 2005
13:31:04
3 мая 2005
13:47:20
> обрезанные торцы у них того же цвета, что и бока
Нихром? А зачем его паять? Зажать – и вся недолга.
(Москва)
3 мая 2005
13:54:36
Сходите к пионерам в радиокружок и всего-лишь один раз посмотрите как это делается.
Элементарная лень мешает использовать Яндекс?
http://fi-com.ru/technics/soldering.php
http://www.mastergrad.com/cgi-bin/models.cgi?07&info&7
(Челябинск)
3 мая 2005
14:41:41
Так это провода, которые идут изнутри утюга? Тогда это действительно может быть нихром (хотя провод многожильный – странно) и паять его бесполезно. При включении утюга нихром нагреется (он, собстенно, затем там и стоит) и расплавит припой. Нихром только под зажим.
При включении утюга нихром нагреется (он, собстенно, затем там и стоит) и расплавит припой. Нихром только под зажим.
(Moscow, Russia)
3 мая 2005
15:09:07
Вобщем, как и в частности – для разных материалов применяется разный припой, флюс(канифоль), паяльник или другой прибор, температура и правила.
Вам верно посоветовали – провода ведь можно соединять не только пайкой или скруткой, но и клеммниками с концевиками. Нагревающиеся элементы лучше соединять механическими методами, сваркой.
Возьмите концевик, обожмите им провод, да соединяйте с чем хотите.
Я имею в виду вот такие:
http://colan.ru/prices/level2n.php? >
Вообще-то в утюгах для соедиения выводов тена с проводом существуют клеммники. Тен и провод зажимаются по разные болты(возможно не всегда, всех утюгов не разбирал).
(Москва)
3 мая 2005
20:05:19
нет – провод питания
(Москва)
3 мая 2005
20:08:18
Неужели те ссылки, которые я вам подкинул так ничему и не научили?
В этом случае приходится констатировать, что вы не в тигле, а в танке. :-(((
(Самара, Россия)
3 мая 2005
21:36:10
Короче фото конца провода, подлежащего залуживанию, в студию.
А реально залудить можно даже алюминий, вот только зачем?
С уважением, Сергей
4 мая 2005
09:58:45
Как эти два (или один? три?) провода были соединены со шнуром раньше?
(Москва)
5 мая 2005
10:24:40
 С фото пока не получится.
С фото пока не получится.(Москва)
5 мая 2005
11:41:53
И для этого надо было городить тигель.
(Москва)
5 мая 2005
16:44:05
Цитирую: ” Да – хочу научиться.”
(Москва)
5 мая 2005
17:01:20
Паяльник и канифоль – больше ничего не надо, если провода медь. Канифоль можно заменить на нейтральный флюс.
В теме выше всё написано.
(Москва, Р.Ф.)
5 мая 2005
20:42:53
(Москва)
5 мая 2005
20:50:26
Если бы вы имели возможность посмотреть года через два на соединение паяное с аспирином, и не промытое потом.
Лучше не использовать. И воняет.
PS А канифоль можно с ёлки набрать :-)))
(Челябинск)
5 мая 2005
22:33:23

(Самара, Россия)
6 мая 2005
00:08:27
> А канифоль можно с ёлки набрать
Вы имеете ввиду смолу? 🙂
Канифоль еще есть в секциях тяжелой атлетики и у скрипачей – можно пропробовать отнять у кого-то из них 🙂
> Эти . (ну нет печатных слов. ) регулярно пытаются паять каким-то флюсом, полупроводящим, что-ли
Ну, канифоль на спирту разведенная дает такой эффект.
С уважением, Сергей
(Челябинск)
6 мая 2005
05:58:19
> > Ну, канифоль на спирту разведенная дает такой эффект.
Не, с канифолью все получается нормально, проверено. Да и спирт высыхает относительно быстро. А там наблюдал дивную картину. Из платы торчит металлический штырь (точка подпайки). Все провода, конечно, уже отпаяны. Все дорожки на плате, ведущие к этому штырю, перерезаны. А на штыре наблюдаются красивые прямоугольные импульсы :). Причем подключение на землю через 10 кОм лишь немного искажает их форму. И это все при условии, что при нормальной работе в этой точке вообще должен быть постоянный уровень.
(Москва)
6 мая 2005
10:47:09
им она зачем ? вроде только тальк на ладони нужен
(Самара, Россия)
6 мая 2005
23:01:04
> А там наблюдал дивную картину.
Никуда не дется – надо “языка” брать и выпытывать Главную Военную Тайну.
🙂
Подошвы штангеток натирают, чтобы на помосте не скользили при выполнении разножки или ножниц.
> вроде только тальк на ладони нужен
🙂
Тальк – это детская присыпка, а чтоб руки не скользили используется магнезия.
С уважением, Сергей
(Донецк, Украина)
10 мая 2005
14:20:18
Канифоль – это флюс.
Флюс – это такое вещество, которое разрушает защитную пленку окислов на металлах. Применяется для того, чтобы припой хорошо растекался и прилипал к припаиваемым деталям.
Для того же облуживают и жало паяльника – чтобы припой к нему прилипал, равномерно прогревался и стекал.
Однако стоит помнить, что если всякая селедка – рыба, то не каждая рыба – селедка (с) Капитан Врунгель.
Канифоль – это нейтральный флюс, она не разрушает в дальнейшем место пайки. А есть кислотные флюсы, которые паяют легко, но их остатки нужно тщательно смывать. В электронике и электротехнике применяют только нейтральные флюсы.
Канифоль легко купить на радиорынке, даже у старичков, котрые всякие старые провода и моторы продают, а также в музыкальных магазинах (для скрипичных смычков). Есть и “продвинутые” флюсы, но это уже не везде купишь.
Облуживать многожильные провода все-таки лучше не тиглем, а достаточно мощным паяльником, предварительно чем-нибудь зачистив от окислов сам провод (хотя бы лезвием ножа, перпендикулярно проводу). Дело в том, что само жало паяльника еще немного “сдирает” окисную пленку уже при соприкосновении и движении по проводу. Проще всего это делать так:
На хорошо облуженное жало паяльника набрать немного припоя (НЕ чистого олова. ), но чтобы была заметна капля.
Взять большой кусок канифоли, прижать зачищенный провод к нему, сверху прижать горячим жалом паяльника. Провод тут же немного утонет в расплаве канифоли, его уже можно вынуть, канифоли будет достаточно.
А теперь можно водить жалом по проводу, нанося расплавленный припой. Провод желательно поворачивать, чтобы облудить со всех сторон.
Процедуру лужения не затягивать, ибо провод нагревается ощутимо, и может начаться плавление изоляции.
(Санкт-Петербург, Россия)
10 мая 2005
18:46:19
2IS -если бесцветный -то глицерин -очень хороший флюс тока эл.проводный легко смывается водой. Я им часто паяю тк удобно теплой водичкой промыл плату, а то у некотор моих аллергия к изопропиловому спирту(этилов я не работаю :))
Самый лучший флюс всех времен и народов это ЛТИ-120
Дешев(130 руб 1.5 литра я все никак не могу израсходовать уже 1 год при условии ежедневн пользования и иногда мелкосерийн производства)нетоксичен, жидкий, спиртоканифольный с активн добавками. С ним паяется все широкораспространенное и окислившееся. Если и он не помогает тоды ЛТИ-115 подороже, но и нужен нечасто. А так флюсов как собак нерезанных. Но ЛТИ-120 рекомендую иметь дома каждому мастеру. Единственное не проливать. А канифоль она нужна конечно,но как промежуточная вещь когда есть ЛТИ 120 -тока паяльник время от времени сувать, а так 120 наносим на спаив детали (он жидкий лучше окунуть или кисточкой).
(Москва, Р.Ф.)
10 мая 2005
19:27:55
(Москва)
10 мая 2005
21:26:01
 Моя технология: кладу провод на жало паяльника, чтобы он нагрелся, потом сверху прикасаюсь к нему канифолью – она плавится и течет по проводу. Провод переворачиваю и все повторяю. Потом продолжаю держать провод на паяльнике, чтобы вся или почти вся канифоль сгорела – идет дым. Окунаю в тигель – и все готово. Если плохо получилось – значит не до конца сжег канифоль.
Моя технология: кладу провод на жало паяльника, чтобы он нагрелся, потом сверху прикасаюсь к нему канифолью – она плавится и течет по проводу. Провод переворачиваю и все повторяю. Потом продолжаю держать провод на паяльнике, чтобы вся или почти вся канифоль сгорела – идет дым. Окунаю в тигель – и все готово. Если плохо получилось – значит не до конца сжег канифоль.Теперь думаю, как бы канифоль расплавить – чтобы не ждать, а окунать провод в канифоль – т.е. ее надо нагреть до температуры плавления, но не сгорания, если это возможно. Тогда бы процесс шел еще быстрее.
PS Для тех, кто интересовался стальными проводами – такие же используются в электроплитах.
(Челябинск)
10 мая 2005
22:09:05
> > если бесцветный -то глицерин -очень хороший флюс тока эл.проводный легко смывается водой.
Бесцветный. Может и глицерин – не знаю, похоже даже сами техники не знают. Насчет воды, конечно, хорошо, если плата сама по себе. У меня ситуация хуже – плата привинчена и толстым жгутом проводов припаяна к прочим потрохам, включая и блок питания. Поэтому для промывки вынужден использовать спирт как не электропроводный и быстро испаряющийся. Сам я обычно паяю канифолью, некоторые мои коллеги – самодельным аналогом ЛТИ-120, т.е. раствором канифоли в этиловом спирте.
> > Теперь думаю, как бы канифоль расплавить
Элементарно, Ватсон :). Берем пузырек, наливаем туда спирта и начинаем закидывать туда дробленую канифоль, она постепенно растворяется, добавляем еще. В результате получается жидкая канифоль. Очень удобно использовать флаконы от лака для ногтей – там уже и кисточка в комплекте. Только надо следить, чтобы не пролить эту гадость куда-нибудь. Ликвидация последстий черезвычайно противное мероприятие.
(Москва)
10 мая 2005
23:19:56
Канифоль, растворенная в спирте, электропроводна?
2IS: Вы знакомы с прибором ОПС “Фобос А”?
11 мая 2005
00:00:49
 Медь, как правило, чёрная, окислившаяся, паять мУка. И наждачкой его, и матом. Может, кто знает более технологичнай способ лужения сильно окислившихся многопроволочных жил?
Медь, как правило, чёрная, окислившаяся, паять мУка. И наждачкой его, и матом. Может, кто знает более технологичнай способ лужения сильно окислившихся многопроволочных жил?(Самара, Россия)
11 мая 2005
00:27:18
Иногда, на высоких частотах.
А промывать потом водой сможете?
С уважением, Сергей
(Челябинск)
11 мая 2005
07:27:54
> > Канифоль, растворенная в спирте, электропроводна?
Практически нет. Плюс спирт бытсро испаряется, остается обычная канифоль.
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.


Для очистки от нагара подойдут:
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Вожу пальником также, как водят паяльником на ютубе, но результат «как на ютубе» не получается. В чем может быть причина?
Если провода перед скруткой надо заранее покрывать припоем, так на видеоролике я этим занимаюсь с 1:30, однако припой к проводу не липнет.
Может паяльник слишком мощный 80вт и провод обгорает быстрее чем прилипает припой? Однако применение паяльника 25вт заместо 80вт, показало, что скрутка вообще не прогревается, припой прилипает только за счет того, что провод холодный. Если двумя пассатижами раскручивать припаянную скрутку, то припой отскакивает от меди и пайка вообще не держит. (этот момент я на видео не снял, так как работая двумя пассатижами под потолком, не во что взять смартфон).
флюса беру достаточно, видно, что паяльник аж дымится,
припоя на паяльнике держится тоже достаточно, в начале ролика видно, что капля постоянно соскакивает и никак не прилипает к скрутке.
Тот кто в ПУЭ запретил скрутку, а разрешил пайку был ещё большим вредителем, так как из ролика видно, что пайку (в отличии от скрутки) вообще никак не проконтролировать. Скрутку можно сделать и 3 и 5 сантиметров и это будет служить годы, а пайка не прилипает к меди сразу… неизвестно какое там вообще переходное сопротивление получается.
за год работы в разных зданиях, я пайку встречал только внутри светильников изготовленных на заводе, пайку в распред коробках не встречал вообще нигде.
Может быть отступить от ПУЭ и перестать паять скрутки, раз они не паяются?
Интересно, а почему они не паяются? В чем может быть причина? (провод 0,5 мм2 во всяких светильниках вполне нормально паяется, я сам чиню светильники периодически пайкой. А вот 2,5 и 1,5мм2 не паяется. Может медь какая-то «не такая», с примесями?)
Благодарю за подсказку.
Государственным зданиям ваш совет пригодится.
Изменено 6 декабря 2017 г. пользователем Мастер Михалыч
паяльник, флюс, припой + подарок
Умение паять – это хороший навык. Он поможет при ремонте домашней техники, электроники. Освоить этот несложный навык довольно просто. Как и в любом деле важна практика. Прежде всего, необходимо обзавестись минимальным набором инструментов и материалов. Перечислим этот нехитрый “наборчик”: Паяльник, флюс и припой.Куплено было все в одном магазине, и несмотря на новогодний ажиотаж посылку я сегодня забрал из почты. Заказ был сделан 19 ноября, т.е прошло чуть больше месяца.
Теперь поподробней о каждом элементе набора.
1) Паяльник — это электрический прибор, состоящий из нагревательного элемента, стержня, изоляционной ручки, электрического шнура и сетевой вилки. Дешёвые паяльники как раз и состоят из этих частей. Под действием электрического тока нагревательный элемент разогревается и тепло передаётся стержню (жалу). Стержень, как правило делают из меди. Температура жала паяльника держится в районе 180-300 С.
В нашем случае выглядит он вот так.
Как видим на коробке, существуют паяльники с разной мощностью. В нашем случае — это 40W, что достаточно для домашнего использования. Заявленная мощность соответствует реальной — проверил показания на счетчике, потребляет ровно 40W.
На коробке написали небольшой мануальчик — как пользоваться паяльником))
Итак паяльник выглядит неплохо. Материал ручки — прорезиненный пластик. Ручка матовая, нескользящая. Сборка — приемлемая. Указана мощность.
Вилка под наши розетки, кабель достаточно длинный — 2 метра.
Жало — тонкое, из какого то светлого металла.
Пользоваться — удобно. Вес небольшой.
2)Флюс — вещество, облегчающие пайку и предотвращающие окисление спаиваемых поверхностей. Если не применять флюс, то припой не будет ровно покрывать спаиваемые поверхности проводников. Флюсы нейтрализуют плёнку окисла на поверхности металла.
Наш флюс пришел в маленькой металлической баночке.
Баночка оказалась наполовину пустая, хотя вес соответствует заявленному. Скорее всего ее наполняют не полную, а наполовину, а у меня она стеклась в одну сторону и так застыла.
Флюс — хороший. Со своими функциями отлично справляется.
3) Припой — легкоплавкий сплав, которым производят пайку. Основным припоем при радиомонтаже является сплав свинца и олова. Можно конечно использовать и чистое олово, но оно дорогое, поэтому применяют оловянно-свинцовые сплавы. По прочности пайки оловянно – свинцовые припои не уступают чистому олову. Наиболее распространены припои ПОС-61 и ПОС-40. Цифры 61 и 40 обозначают процентное содержание олова в сплаве. ПОС-61 содержит 61% олова, в ПОС-40, соответственно 40%. Чем больше в припое свинца, тем он темнее. Естественно, кроме стандартных припоев есть и улучшенные, обладающие тем или иным свойством (легкоплавкостью, прочностью, стойкостью к агрессивным средам).
Наш припой пришел в небольшой пластиковой колбочке.
Он намотан в виде пружины, что очень удобно. По мере использования — разматывать по чуть чуть. Хватить должно на долго.
Вес соответствует заявленному.
Вот такой наборчик. Сегодня я его получил, сегодня же и испробовал. Провел небольшой так сказать тест драйв:
В общем есть у меня древний телевизор (с кинескопом) samsug, так вот перестал у него работать пульт
Разобрав его я увидел такую картину:
Видно, что отломалась ножка. Не знаю, за что отвечает эта деталь, но припаяв ее на место все стало работать. Паяю я не очень часто, поэтому прошу профессионалов не смеяться с моей «соплей»)) — главное что работает.
При первом включении паяльник немного подымил, пока все не прогорело. После этого работает — без дыма) Паять ним очень удобно, рад своему приобретению.
P.S В этой посылке меня еще ждал небольшой сюрприз. Тинидил вложил мне подарок:
Вещица копеечная и не каждому нужная, но мне пригодиться, отвезу ее на работу. Она помогает при зарядке телефона, если розетки высоко от пола, а рядом нет стола. Требует небольшой доработки, т.к основание куда нужно класть телефон очень скользкое, гладкое. Можно приклеить небольшой резиновый коврик или еще как нибудь сделать менее скользким.
Она помогает при зарядке телефона, если розетки высоко от пола, а рядом нет стола. Требует небольшой доработки, т.к основание куда нужно класть телефон очень скользкое, гладкое. Можно приклеить небольшой резиновый коврик или еще как нибудь сделать менее скользким.
Почему припой не держится на паяльнике — novaso
Внесение припоя
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому.
Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее.
Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится.
Припой не липнет к паяльнику
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
- бумага;
- вата;
- ветошь;
- губка;
- поролон;
- канцелярский ластик.
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты.
дь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
 Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться.
Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться.Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Хитрости и секреты работы с паяльником
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта.
Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
 Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.

Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.
Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
- сам паяльник;
- припой;
- канифоль.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Как вычистить жало паяльника
Для лужения потребуются:
- паяльник;
- напильник;
- канифоль;
- олово;
- дощечка из натурального дерева.
Процедура лужения довольна проста, но требует определенного времени. Она сводится к следующим действиям:
- Напильником нужно зачистить до блеска медную поверхность жала. Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.
- Напильник нужно после этого разогреть и опустить в канифоль, а потом в олово и на дощечку. Сразу припой не будет прилипать к жалу. Это объясняется тем, что медная поверхность жала паяльника еще не покрылась равномерно припоем. Для того чтобы завершить процедуру лужения, необходимо повторять указанный алгоритм действия до тех пор, пока поверхность жала из желтой не превратиться в серебристую. В этом случае можно считать процедуру лужения завершенной и приступать к спайке нужных деталей.
 Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.
Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.Для того чтобы нанесение припоя на медную поверхность жала происходило быстрее, следует использовать дощечку изготовленную из хвойных древесных пород. Лучше всего подходит древесина ели или кедра, так как в ней содержится больше смолистых веществ.
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Почему припой не держится на паяльнике?
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
 Им работают с многовыводными микросхемами.
Им работают с многовыводными микросхемами.Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
- Температура нагрева деталей должна быть на 40-80°С больше температуры плавления припоя (указана на упаковке).
- Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Почему припой не липнет к паяльнику
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
- 1. Способы пайки
- 2. Рекомендации
- 3. Заключение по теме
 Заключение по теме
Заключение по темеПроцесс пайки проводов может показаться простым, и это на самом деле так и есть. Вот только не у всех получается качественное соединение двух проводов между собой. Почему? Потому что есть определенные требования к самому паяльнику, а также к процессу пайки. Итак, рассмотрим вопрос, как паять провода?
Начнем с самого инструмента – паяльника. Перед тем как проводить пайку, необходимо паяльник подготовить. Что для этого нужно сделать?
- Зачистить его жало. Для этого можно использовать напильник или наждачную бумагу. Важно снять с жала напильника остатки олова и грязь, то есть, главное добраться до меди, из которого паяльник сделан.
- Теперь включаем инструмент для пайки в розетку 220 вольт. Начинаем его нагревать.
- Теперь периодически касаемся концом жала то канифоли, то припоя. Делаем то несколько раз. Наша задача – равномерно покрыть рабочую поверхность инструмента припоем.
Итак, паяльник готов, можно переходить к вопросу, как правильно паять провода паяльником.
https://www.youtube.com/watch?v=
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Почему невозможно пользоваться маленьким паяльником
Подробное решение задание 1062 по физике сборник задач для учащихся 7 класса, авторов Лукашик В.И., Иванова Е.В. 2016
1062. Почему невозможно пользоваться очень маленьким паяльником при пайке массивных кусков меди или железа?
Многие люди, которые сталкиваются с пайкой, попадают в ситуацию, когда жало их паяльника меняет цвет. Чаще всего оно становится черным, причем явление наблюдается, когда наконечник уже остыл и не работает. Нередко предварительно изделие меняет цвет во время разогрева, после чего заметно почернение. То, что чернеет жало паяльника, само по себе не является очень страшной ситуацией. Простое изменение цвета может ни на что не повлиять, но чаще всего, если жало паяльника чернеет, то не прилипает припой, а это уже очень серьезный недостаток. В такой ситуации практически все дальнейшее использование инструмента сводится к тому, что качество пайки будет сильно ухудшаться, и на определенном этапе паяльником вообще невозможно будет пользоваться.
То, что чернеет жало паяльника, само по себе не является очень страшной ситуацией. Простое изменение цвета может ни на что не повлиять, но чаще всего, если жало паяльника чернеет, то не прилипает припой, а это уже очень серьезный недостаток. В такой ситуации практически все дальнейшее использование инструмента сводится к тому, что качество пайки будет сильно ухудшаться, и на определенном этапе паяльником вообще невозможно будет пользоваться.
Основные причины почернения жала паяльника
Естественно, что мало кому хочется столкнуться с такой ситуацией, при которой придется менять паяльник или его наконечник. Нужно разобраться, почему жало паяльника чернеет.
К этому могут привести несколько обстоятельств, к основным, из которых относятся:
- Перегрев жала. Это одна из самых частых и серьезных причин. В этом случае можно заметить, что предварительно инструмент был раскален до очень высокой температуры, так что его цвет изменился еще во время разогрева. Как правило, это сильное покраснение, после которого человек отключает паяльник и начинает процесс пайки. Подобные вещи случаются по неопытности, так как до подобного состояния разогревать инструмент не рекомендуется. Это приводит к перегреву материала, так что даже медь, как один из самых тугоплавких металлов, начинает портиться. Обгорает жало паяльника, что влияет на его практические характеристики. После остывания на поверхности остается черный нагар. Чаще всего такая ситуация случается с более старыми моделями, в которых нет каких-либо ограничений и присутствует большой запас по мощности.
- От постоянного использования и плохой очистки железное жало паяльника может покрываться черным налетом – это не так страшно, как в предыдущем случае. Остатки припоя и спаиваемого материала требуется счищать с жала, так как со временем они скапливаются. На это потребуется несколько сеансов пайки, но со временем это приведет к такому же эффекту, как и при выгорании. Нужно постепенно отслеживать, как берется припой на жало паяльника, и если заметны ухудшения, то следует предпринимать меры по решению вопроса.
- Еще одной причиной почернения становятся налет и различные пленки, которые остаются на наконечнике. Они могут обладать особым составом, который при повышении температуры или при остывании жала меняет цвет. Здесь выгорает не сам наконечник, а то, что находится на нем. Основной проблемой становятся простой налет от флюса, добавок припоя или каких-либо посторонних веществ, попавших на жало. Что именно приводит к такому эффекту, можно отследить только экспериментальным путем. Опытные мастера заметят сразу, что, если после очередной операции на жале появился черный налет, но не было сильного перегрева инструмента, значит дело касается расходных материалов. Почерневший налет также приводит к ухудшению практических характеристик инструмента.

Как избежать почернения жала при пайке?
Выяснение причин почернения очень важно, чтобы не допускать возникновения ситуации в дальнейшем. Иногда подобного очень сложно избежать, так как это может быть связано с расходными материалами, но следует знать несколько основных правил:
- Необходимо контролировать разогрев паяльника, чтобы он не перегревался. Раскаленное жало может сильно повредиться, так что придется его менять полностью. Лучше не бросать включенный паяльник без присмотра, так как не исключена вероятность забыть о нем. Даже передерживание в течение нескольких минут может привести к негативному результату.
- Использование инструментов с регулятором температуры и автоматическим отключением. Все технические нововведения подобного рода помогают сохранить жало в максимально долгом рабочем состоянии.
- Постоянная очистка поверхности после работы держит жало паяльника в хорошей работоспособной форме и не дает накапливаться веществам, которые будут приводить к появлению нагара.
- Следует использовать преимущественно расходные материалы, не создающие налетов и пленок, которые затем чернеют при нагревании. Если же без них не обойтись, то после использования нужно обязательно очищать поверхность растворителями.

Как убрать почернение?
Разобравшись с тем, почему при пайке с канифолью паяльник чернеет и не берет припой, стоит понять, как бороться с данным явлением. Главным способом является очистка нагара. Если на поверхности пригорели посторонние вещества и расходные материалы, здесь может помочь обычная губка с растворителем или металлический аналог для абразивной очистки. Простыми движениями следует оттереть нагар до блестящей металлической поверхности.
Если жало перегрелось, здесь обыкновенные губки могут не справиться. Потребуется снять верхний слой металла при помощи специальных инструментов. Бормашины и фрезеры помогут убрать черноту, но не стоит усердствовать, чтобы не повредить жало еще больше.
Заключение
Есть различные причины, почему паяльник чернеет в процессе пайки. Чтобы избежать подобного явления, следует разобраться, что именно к нему привело, и как все повлияет на дальнейшую работу. Практически всегда у жала начинаются проблемы с припоем. С этим поможет справиться тщательная и своевременная очистка.
Пайка проводов – это традиционный способ соединения в электронике и электротехнике. Его применяют и для слаботочных схем, и для высоковольтных силовых контуров. Пайка прочна и долговечна, выдерживает действие вибрационных нагрузок.
Как пользоваться паяльником?
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Особенности
Основная особенность пайки медных проводов паяльником состоит в необходимости обеспечения качественного механического контакта соединяемых жил и контактов.
Для этого применяют скручивание их кончиков либо удержание вместе с помощью рук, пинцетов, острогубцев и паяльных зажимов.
Методы скручивания кабелей. Внизу, красным — скрутка по-британски.
Какой тип скрутки выбрать, определяется напряжением и силой тока, которую должно выдерживать паяное соединение, вибрационными нагрузками, а также рядом других особенностей будущей эксплуатации.
Кабели, подверженные статическим либо динамическим нагрузкам, должны состоять из нескольких жил. Эти жилы скручивают по-британски.
Почему невозможно пользоваться очень маленьким паяльником при пайке? Ответ прост: ему не хватит мощности, чтобы качественно прогреть соединение. Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Что потребуется для работы?
Помимо паяльника, понадобится припой, флюсовый состав, подставка, паяльные зажимы. Для подготовки жала нужен малый напильник или надфиль.
Чтобы удерживать нагреваемые кабели, понадобится пинцет либо пассатижи.
Канифоль и флюсы
Пайка медных проводов потребует подготовки. Концы проводников очищают от механических загрязнений, следов коррозии, окисного слоя и, возможно, от электротехнического лака. Это делают с помощью химической обработки.
Канифоль разогревают жалом, окунают в нее прогретый конец проводника. Удобнее применять флюсы. Они представляют собой смесь кислот или щелочей. Емкости с ними снабжены кисточкой для дозированного нанесения. Потом остатки флюсовой пасты потребуется удалить, чтобы они не разъели контакты и конструкции.
Канифоль применяется со всеми видами проволоки. Флюсы можно выбрать, исходя из материала кабеля. Их состав регламентируется соответствующим ГОСТ.
Для меди чаще всего используют оловянно-свинцовые припои серии ПОС. Для алюминия предпочтительны вещества на основе олова и цинка.
Для повышения удобства припои выпускаются в виде тонкой трубы, наполненной соответствующим флюсовым составом или канифолью. Одним движением пайщик набирает и припой, и флюс. В прошлом флюсы готовили самостоятельно. Для этого требовался тигель, газовая горелка, химическая посуда и навыки обращения с химическими реактивами.
Вспомогательные инструменты и материалы
Для правильной и качественной пайки потребуются также:
- Поставка под паяльник. На нее удобно класть горячий инструмент.
- Малый напильник или надфиль. Используется для заточки жала.
- Пинцет или плоскогубцы. Их используют для удержания кончиков и для защиты изоляции от перегрева.
- Кусачки. Для обрезания концов и зачистки изоляции. Удобно использовать комбинированный инструмент, с отдельными съемниками для разных диаметров проводов.
- Спирт и ветошь. Для промывки остатков флюсового состава.
Кроме того, понадобится изоляционная лента или термоколпачки разного размера для изоляции соединений.
Процесс
Технологический процесс создания паяных соединений разбивается на несколько стадий, для каждой сформулирована простая пошаговая инструкция.
Начинают с подготовительных работ:
- снять изоляцию с кончика проводника;
- зачистить надфилем или мелкозернистой шкуркой от лака и окисной пленки;
- конец должен быть светлым и матово поблескивать;
Следующий этап –лужение:
- прогреть электропаяльник;
- поднести кончик провода к канифоли, прогреть его так, чтобы он погрузился в плавящуюся и кипящую канифоль;
- набрать наконечником жала небольшую капельку припоя и растереть ее по кончику провода, проворачивая его для равномерного растекания расплава;
- провод должен получить серебристую окраску.

На завершающем этапе проводится непосредственно спайка проводов:
- залуженные концы совмещают и фиксируют вместе;
- при необходимости концы скручивают;
- набирают на жало паяльника каплю припоя и прикладывают его с прижимом к месту пайки;
- место соединения прогревается, плавится канифоль и расплавляет припой;
- расплавленный припой проникает между проводами, охватывая их со всех сторон;
- продолжают удерживать проводники вместе, пока примой не затвердеет и не станет матовым.
После остывания пайку изолируют, покрывая электротехническим лаком, обматывая изолентой или надевая термоусадочный колпачок.
Отличия технологии при использовании флюса
В случае использования паяльных флюсов процесс несколько видоизменяется.
Лужение: зачищенный конец провода смачивается флюсовым составом с помощью кисточки, встроенной в крышку. Сразу после этого провод прогревают паяльником, на который набрана капля припоя.
Пайка скруток: допускается не заслуживать каждый провод отдельно. Делается скрутка, смазывается флюсом, затем вся скрутка сразу прогревается жалом паяльника, на который набран припой. Активный флюс при нагреве снимет окисную пленку и даст возможность сразу провести пайку.
После пайки скрутки медных проводов следует промыть соединение спиртовым раствором, чтобы смыть флюс.
Многожильные провода
Многожильные провода, способные выдерживать продолжительные переменные механические нагрузки и вибрацию, паяют по собой технологии.
Перед залуживанием провод раскручивают, чтобы отдельные жилы не скрывали друг друга в пучке и на каждую мог воздействовать флюс или канифоль.
Далее жилы залуживают так, чтобы на каждой появился тонкий слой хорошо легшего припоя. После кристаллизации залуженные жилки нужно скрутить вместе. При этом важно сохранить направление закручивания, которое было выбрано при изготовлении провода. Иначе возникнет место перегиба и перелома жилок, провод может оторваться под нагрузкой.
Далее многожильный провод паяют по той же технологии, что и одножильный.
Можно ли спаять медь и алюминий?
Нет, так паять нельзя. Собственно, использование алюминиевых проводов не рекомендовано современными стандартами. Новые прокладки алюминиевых кабелей в жилых домах было решено запретить. Там, где они еще сохранились, их приходится соединять с медными через контактные колодки или другие промежуточные устройства. Подойдет и обычный болт с гайкой и тремя шайбами из стали, между которыми будут порознь зажаты медный и алюминиевый кабель. Разумеется, такой контактный болт должен быть хорошо заизолирован.
Медь и алюминий обладают разными коэффициентами теплового объемного расширения. Это означает, что, будучи нагретыми, они расширятся по-разному. Соответственно, после остывания они по-разному сузятся. При этом на паяное соединение начнут действовать механические усилия, приводящие к его разрушению. Этот эффект будет продолжаться постоянно при каждом включении в цепь и прохождении тока.
Лужение провода – как это делается?
Перед пайкой с конца провода удаляют пластиковую изоляцию. Оголяется медная проволока, подлежащая залуживанию.
В ходе залуживания конец смазывают флюсом и наконечником паяльника растирают по нему тонкий слой расплава.
Если используется канифоль, то оголенный конец окунается в кипящую канифоль наконечником паяльника, на который набрана капелька припоя.
Правильно залуженный проводник приобретает характерный матово-серебристый оттенок.
Многожильные кабели распускаются, и каждая проволочка лудится отдельно. После этого жилы скручивают обратно в прежнем направлении.
Спаивание жил – делаем своими руками
Соединение качественно залуженных проводов пайкой не представляет из себя особых трудностей. Концы проводников совмещаются и фиксируются паяльным зажимом, пинцетом или скручиваются. На жало набирают каплю припоя, она втирается в соединение так, чтобы заполнила пространство между жилами, но не образовал потеков или застывших капель.
Удерживать соединение нужно до его полного остывания. Некоторые мастера пропускают операцию лужения, скручивая кабели в распредкоробке, капая на них флюсом и сразу пропаивая. Надежность и долговечность спайки проводов в распределительной коробке без лужения весьма сомнительна. Хороший мастер не пренебрегает лужением.
Пропаянное соединение необходимо надежно заизолировать.
Особо толстые провода не паяют, а сваривают. Для этого используют графитовые электроды и специальный сварочный аппарат.
3.1. Пайка, и не только . Самоучитель по радиоэлектронике
3.1.1. Выбор и подготовка паяльника
Вместо того чтобы покупать паяльник профессионального класса с регулировкой температуры, можно приобрести один обычный небольшой паяльник хорошего качества с подставкой и второй — более мощный. Первый инструмент будет предназначаться для мелких работ (например, для пайки печатных плат), а второй — для более серьезных (демонтаж крупных компонентов, лужение и т. д.). Таким образом, каждый паяльник будет использоваться строго по назначению при рациональном расходовании ресурса.
Перед началом пайки новый паяльник нужно подготовить: придать необходимую форму рабочей части его жала и облудить ее. Для этого конец жала рекомендуется вначале отковать, а затем обработать напильником или наждачной бумагой. Наклеп замедляет растворение меди в припое и образование раковин на жале, которые препятствуют стеканию припоя в место пайки, ухудшают тепловой контакт с ним и, следовательно, увеличивают время пайки.
Жало паяльника на конце должно быть всегда облужено. Если оно покрыто окалиной, работать трудно — припой будет плавиться, но к поверхности жала не пристанет. Перед облуживанием паяльник разогревают и очищают рабочую поверхность жала канифолью. Перегрев инструмента перед чисткой канифолью недопустим. Покрывать жало слоем канифоли нужно сразу же, как только оно нагреется до температуры плавления канифоли. Если же паяльник перегрелся и зачищенная часть покрылась слоем оксида меди, то его необходимо остудить и опять обработать напильником. Затем следует растереть жало, покрытое слоем расплавленного припоя, о подставку паяльника (если она деревянная) или о поверхность небольшой дощечки, пока на нем не появится пленка припоя. Отличных результатов достигают, используя специальную пасту (например, ТТС-1) для быстрой и эффективной очистки и лужения насадок паяльников.
Если же паяльник перегрелся и зачищенная часть покрылась слоем оксида меди, то его необходимо остудить и опять обработать напильником. Затем следует растереть жало, покрытое слоем расплавленного припоя, о подставку паяльника (если она деревянная) или о поверхность небольшой дощечки, пока на нем не появится пленка припоя. Отличных результатов достигают, используя специальную пасту (например, ТТС-1) для быстрой и эффективной очистки и лужения насадок паяльников.
Если жало покрывается окалиной слишком быстро, значит, паяльник перегрелся. Снизить температуру жала можно, выдвинув его немного из корпуса паяльника или уменьшив напряжение на паяльнике регулятором мощности.
3.1.2. Начинаем паять
Качество пайки во многом определяет нормальную и надежную работу аппаратуры. Со стороны кажется, что очень просто сразу взяться за паяльник и, вооружившись нужным количеством припоя и флюса, приступить к пайке. Однако эта простота достигается выполнением некоторых требований. Для получения прочного паяного соединения необходимо, чтобы место пайки было тщательно очищено от грязи, жиров, продуктов коррозии и оксидных пленок. Поэтому перед пайкой поверхности соединяемых деталей целесообразно зачистить (например, шлифовальной шкуркой, металлической щеткой и т. п.) и облудить. Прочная и красивая пайка получается не сразу, а только после практического овладения секретами радиомонтажа.
Если припоя для пайки требуется немного, то его переносят залуженным концом паяльника. Хорошо прогрев место спая (добившись растекания припоя), отнимают паяльник. Остывая, припой скрепляет детали. При нормальном прогреве место спая получается светлым и блестящим.
При работе недостаточно нагретым паяльником припой на соединяемых поверхностях быстро остывает и превращается в кашеобразную массу. Место спая матовое, шероховатое. В результате пайка получается непрочной и через какое-то время соединение нарушится. Такую пайку называют «холодной».
Такую пайку называют «холодной».
3.1.3. Выбор припоя и флюса
Для начала следует правильно выбрать припой и флюс. От этого в первую очередь зависит качество и надежность пайки. Рекомендуется применять припой с низкой температурой плавления ПОС-61 (температура плавления 190 °C), ПОСК-50 (145 °C), ПОСВ-30 (130 °C) и др. Чтобы припой лучше растекался, место пайки прогревают в течение 2–3 с. В качестве флюса лучше использовать канифольный лак, а не твердую канифоль. При пайке печатных проводников желательно пользоваться жидким флюсом, который наносят на место пайки с помощью кисточки или дозатора, не допуская его попадания на другие радиодетали.
3.1.4. Облуживание выводов
Чтобы пайка была прочнее, выводы деталей до установки на плату рекомендуется облудить. Делать это следует непосредственно перед самой пайкой. Вывод зачищают монтажным ножом, кладут на кусочек канифоли или смачивают жидкой канифолью), прикладывают паяльник и покрывают вывод слоем канифоли. Затем большую часть вывода (но не ближе 10 мм от корпуса детали) опускают в расплавленный кусочек припоя и, поворачивая деталь, облуживают. Потемневшие выводы радиоэлементов следует зачистить до блеска, лудить их необязательно. Выводы деталей до установки на плату загибают таким образом, чтобы была видна маркировка. Это пригодится, когда вы будете настраивать устройство и разбираться в ошибках монтажа.
3.1.5. Красивая пайка
Чтобы спаять выводы двух деталей, их плотно прижимают друг к другу. Жалом паяльника берут капельку припоя, опускают жало в канифоль (либо заранее наносят на место пайки жидкую канифоль) и тут же прикладывают его к выводам. Прогрев место пайки, нужно равномерно распределить по нему припой. Чтобы пайка выглядела изящнее, количество припоя должно быть минимальным. Продолжительность этой операции должна составлять 3–5 с. Паяльник убирают, и до полного застывания припоя (примерно 5–8 с) детали нельзя шевелить, это может повредить пайку, и она будет некачественной.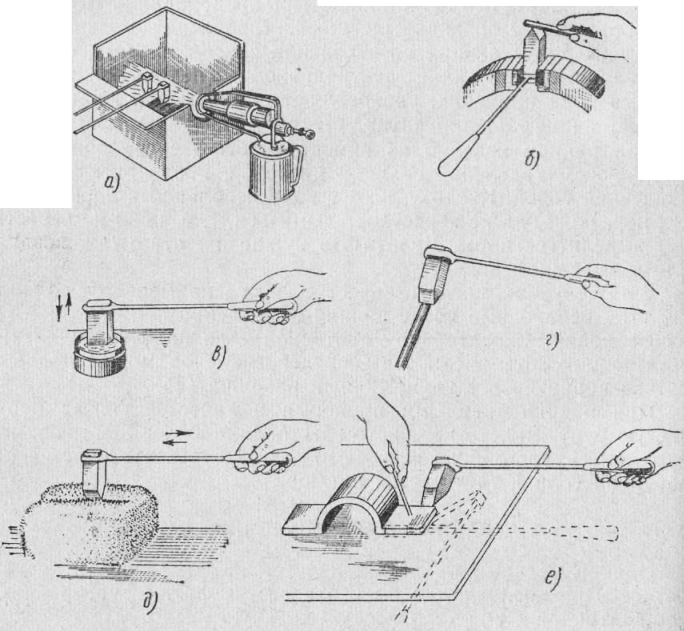 Остатки канифоли в месте пайки удаляют спиртом, бензином или ацетоном.
Остатки канифоли в месте пайки удаляют спиртом, бензином или ацетоном.
3.1.6. Пайка выводов
Чаще всего приходится припаивать выводы деталей и концы соединительных проводников к медным заклепкам или монтажным шпилькам, установленным на плате, токопроводящим дорожкам печатной платы, различным металлическим лепесткам. На рисунках показаны примеры пайки. Припаивая, например, проводник к пустотелой заклепке (рис. 3.1а), его конец пропускают в отверстие заклепки, отгибают, удаляют излишек провода кусачками, а затем пропаивают провод с заклепкой так, чтобы припой полностью заполнил отверстие заклепки. Так же припаивают скрученные концы двух проводников (рис. 3.1б) или выводы двух деталей (рис. 3.1 в).
Рис. 3.1. Припаивание к пустотелой заклепке одного проводника (а), двух скрученных проводников (б) и выводов двух деталей (в)
3.1.7. Пайка деталей на плату
Бывает, что на плате установлены монтажные шпильки из толстого медного провода, тогда конец вывода детали загибают вокруг шпильки колечком (рис. 3.2а), а затем припаивают к шпильке. Если к той же шпильке припаивают второй вывод или соединительный проводник, его конец также изгибают колечком. При пайке вывода детали в отверстии печатной платы край детали должен выступать над соединительной дорожкой из фольги на 2–3 мм (рис. 3.26). Лишнюю часть вывода можно удалить и после пайки. Сам вывод желательно предварительно изогнуть с помощью круглогубцев (рис. 3.2в).
Рис. 3.2. Пайка деталей на печатную плату
Обратите внимание, что губки круглогубцев необходимо располагать ближе к корпусу детали, а вывод сгибать с противоположной стороны. Выполнение этого требования предотвратит обрыв вывода детали в точке крепления к корпусу. Чтобы не перегреть деталь во время пайки вывода, следует пользоваться теплоотводом, роль которого могут выполнять пинцет, круглогубцы или плоскогубцы, которыми удерживают вывод детали.
3.1.8. Удлинитель жала
Если требуется паять детали на миниатюрной плате в условиях плотного монтажа, а под рукой нет паяльника с тонким жалом, то из медной проволоки диаметром 2–3 мм можно самостоятельно изготовить простое приспособление — удлинитель жала паяльника (рис. 3.3). Конец удлинителя зачищают и облуживают так же, как и жало паяльника.
Рис. 3.3. Удлинитель жала паяльника
3.1.9. Пайка алюминия и его сплавов
В настоящее время в электробытовой технике широко используется алюминий, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350 °C, с применением флюса, представляющего собой смесь олеиновой кислоты и йодида лития. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
Первый способ. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником, прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуженный конец все время добавляют канифоль. Чтобы хорошо залудить провод, все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применяется минеральное масло для швейных машин или щелочное масло (например, для чистки оружия после стрельбы).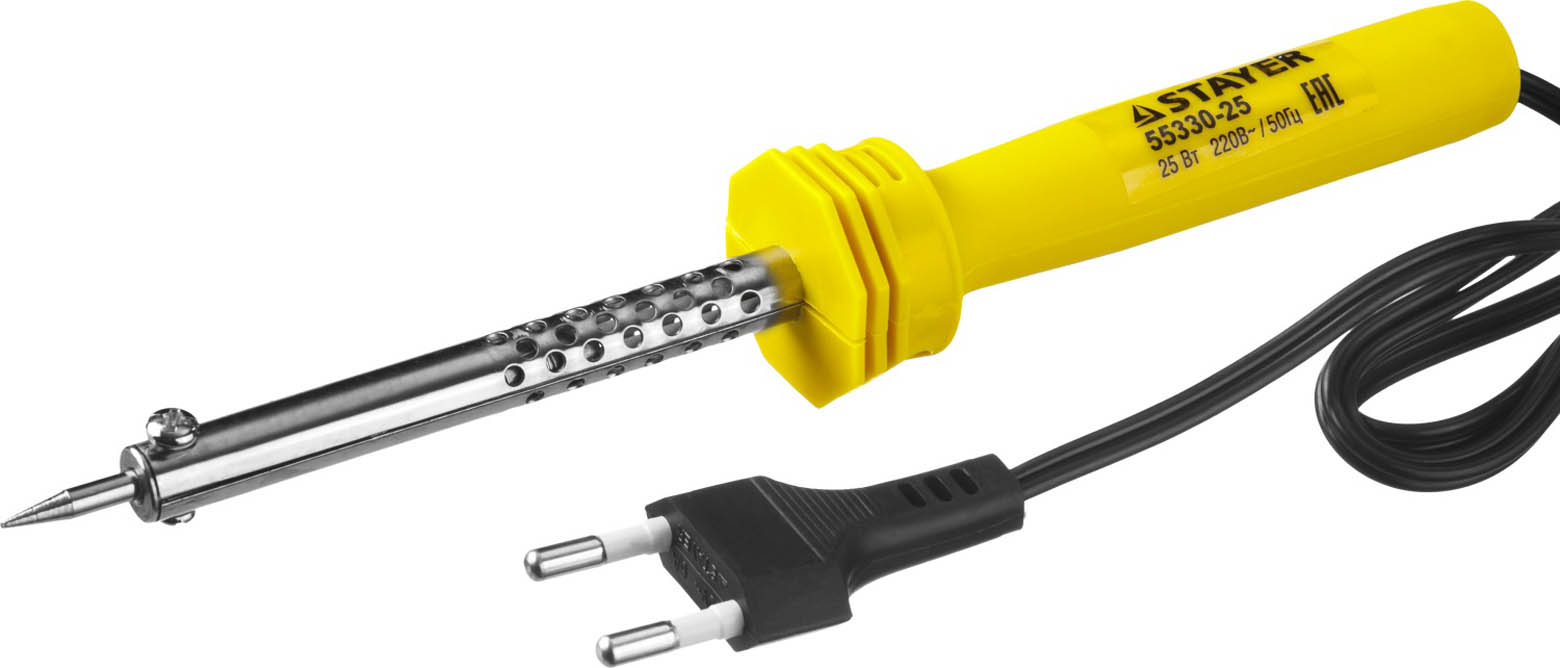
Второй способ. Зачищенное и обезжиренное место пайки покрывают с помощью паяльника тонким слоем канифоли, а затем сразу же натирают таблеткой анальгина. После этого надо залудить поверхность припоем ПОС-50, прижимая к ней с небольшим усилием жало слегка перегретого паяльника. С залуженного места ацетоном смывают остатки флюса, еще раз осторожно прогревают и снова, смывают флюс. Пайку деталей производят обычным образом.
Учтите, что такое соединение нельзя использовать в условиях повышенной влажности, так как эти металлы не являются совместимыми и образуют гальванические пары.
3.1.10. Токопроводящий клей
В некоторых случаях, когда электрический контакт необходим, а пайка затруднительна, а то и вообще невозможна, для соединения деталей удобно использовать токопроводящий клей, который можно приобрести в любом радиомагазине. Этот клей может быть использован там, где требуется прочное соединение с достаточной электрической проводимостью. Им можно, например, приклеивать графитные электроды к алюминиевым мембранам в телефонных капсюлях, выводы к пьезоэлектрическим кристаллам, различные металлические детали и т. п.
Можно самостоятельно приготовить электропроводящий клей, не включающий в себя дефицитные компоненты (порошковое серебро и полимерные связующие). Для этого необходимы медные опилки, графитовый порошок самого тонкого помола и связующее вещество, например лак или клей.
Медные опилки легко получить, обработав кусок меди мелким напильником. Графит можно настрогать ножом с угольной щетки любого коллекторного электродвигателя или с графитового стержня круглого элемента питания. Связующее вещество должно быть по возможности более жидким. Сначала смешивают две части медного порошка и одну часть графита (по массе), затем добавляют связующее до тех пор, пока не будет достигнута требуемая консистенция, — и клей готов. В качестве связующего вещества очень эффективен кедровый лак для художественных работ. Он достаточно жидкий и при высыхании не изолирует проводящие частицы одну от другой. Можно использовать и другой масляный лак или клей, предварительно разбавив его растворителем. Прежде чем применять проводящую массу, следует на каком-либо образце испытать прочность клеевого шва и его проводимость. Если связующим выбран лак, прочность шва будет не очень высока.
Он достаточно жидкий и при высыхании не изолирует проводящие частицы одну от другой. Можно использовать и другой масляный лак или клей, предварительно разбавив его растворителем. Прежде чем применять проводящую массу, следует на каком-либо образце испытать прочность клеевого шва и его проводимость. Если связующим выбран лак, прочность шва будет не очень высока.
В следующем рецепте используется смесь клея «Момент» и графитового порошка, полученного после обработки коллекторной графитовой щетки надфилем с мелкой насечкой. Концентрацию порошка лучше всего подобрать опытным путем. При этом следует помнить, что чем больше графита, тем меньше контактное сопротивление, но тем гуще получится смесь и труднее будет ее наносить. Если электрическое сопротивление склейки не превышает 30 кОм, клей можно считать годным.
3.1.11. Электросварка деталей
Иногда требуется гальванически соединить какие-либо детали без нагревания. Например, чтобы собрать батарею из дисковых аккумуляторов, необходимо снабдить их соединительными выводами-перемычками. В подобных случаях можно применить «точечную» электросварку.
Для этого нужно собрать маломощное сварочное устройство, состоящее из соединенных параллельно пяти дросселей от арматуры люминесцентных осветительных ламп мощностью 40 Вт. К одному выводу этой батареи дросселей подключен изолированный проводник с зажимом «крокодил» на конце, а к другому — такой же проводник, второй конец которого соединен с одним из штырей сетевой вилки. Все соединения проводников должны быть надежно изолированы. Ко второму штырю сетевой вилки прикреплен проводник, свободный конец которого очищен от изоляции на длину 20–25 мм. Проводники должны быть как можно короче, с сечением по меди не менее 0,75 мм2.
Для работы понадобится также плавкая перемычка — отрезок длиной 50-100 мм неизолированного медного провода (можно луженого) диаметром около 0,3 мм. Перемычка при выполнении каждого сварочного соединения перегорает, и ее нужно заменять. Работать следует крайне осторожно, пользуясь защитными очками и хлопчатобумажными перчатками.
Работать следует крайне осторожно, пользуясь защитными очками и хлопчатобумажными перчатками.
Сварка производится следующим образом. Деталь, к которой надо присоединить вывод, надежно фиксируют в зажиме, укладывают на пластину из негорючего изоляционного материала (например, асбеста) и прижимают массивным предметом. Один конец проволочной перемычки плотно наматывают (7-10 витков) на оголенный участок сетевого проводника, а второй — на привариваемый к детали вывод, которым может служить отрезок медного провода диаметром 0,5–0,6 мм.
Соблюдая все меры электробезопасности, зажим «крокодил» соединяют с деталью как можно ближе к месту сварки. Вилку устройства включают в сеть и, используя плоскогубцы с изолированной ручкой, вторым выводом касаются детали. Перемычка мгновенно сгорает, а вывод приваривается к детали. Если в вашей квартире около электросчетчика установлены плавкие предохранители (пробки), то они могут перегореть. Поэтому их лучше заменить автоматическими. Работа будет более безопасной, если на сгораемую перемычку надеть тонкую ПВХ трубку.
3.1.12. Выбор инструмента
Как правило, любители могут обойтись без дорогостоящих инструментов, используемых в профессиональных радиомастерских. Иногда разумнее купить две недорогие модели, которые отвечали бы различным требованиям. В частности, на рынке имеется широкий выбор небольших высококачественных кусачек. Но они быстро выходят из строя при перекусывании прочного провода сечением 4 мм2. Для выполнения таких действий можно использовать более мощные недорогие кусачки, непригодные для выполнения тонких операций.
3.1.13. Отвертка для настройки
Переменные резисторы и конденсаторы имеют цилиндрическую ось со шлицом для выполнения регулировки с помощью обычной отвертки. В процессе регулировки довольно сложно удерживать кромку отвертки в нужном положении, одновременно наблюдая за изменением сигнала на экране осциллографа; крестообразная отвертка была-бы в данном случае значительно удобнее.
Существует специальная настроечная отвертка, имеющая на конце пластмассовый колпачок, который одевается на регулировочную ось и не позволяет отвертке выскальзывать из шлица. Подобный инструмент несложно изготовить, если плотно надеть отрезок хлорвиниловой трубки подходящего диаметра на обычную отвертку (рис. 3.4).
Рис. 3.4. Отвертка для настройки
Необходимо следить за тем, чтобы отвертка, используемая для регулировки переменного конденсатора, не была намагничена (это не столь важно при настройке переменного резистора). Иначе можно сбить регулировку и даже нарушить работу схемы. В этом случае следует выбирать отвертку из немагнитного материала (например, из алюминия или латуни) или диэлектрическую (из пластика).
Температура – паяльник – Большая Энциклопедия Нефти и Газа, статья, страница 2
Температура – паяльник
Cтраница 2
Пайка вывода катода допускается не ближе 7 мм от стеклянного изолятора, управляющего электрода – не ближе 3 5 мм, в течение не более 3 с с температурой паяльника не свыше 260 С. [16]
Наиболее широкое применение имеют торцовые паяльники, так как они обеспечивают более удобные подходы к труднодоступным местам. Температура паяльника должна быть на 15 – 25 С выше температуры плавления припоя. Это необходимо для расплавления припоя, удержания его на паяльнике и нагревания места пайки. Паяльник должен сохранять эту температуру во время всего технологического процесса пайки. Чем больше паяльник, тем больше времени он будет сохранять тепло и тем большие по объему детали и узлы можно им спаивать. Для работы с оловяннО Свинцовыми припоями температура паяльника должна поддерживаться около 260 – 300 С. [18]
[18]
Она подключается к прибору, который представляет собой сочетание стрелочного микроамперметра на 200 мка и установочного потенциометра, которым устанавливается нуль прибора. Повышение температуры паяльника вызывает отклонение стрелки микроамперметра, по величине которого можно судить о температуре. Шкала прибора градуируется в градусах Цельсия. [19]
Так как источником тепла в паяльнике является элемент сопротивления, то теплоподвод к паяльнику можно регулировать, меняя напряжение тока. В связи с этим было исследовано изменение температуры паяльников в зависимости от напряжения тока. [20]
Надежность пайки зависит от качества очистки и залуживания места спая, его прогрева и температуры паяльника. Перегревшийся, а также недостаточно горячий паяльник паяет плохо. Прогревать место спая следует равномерно в течение нескольких секунд, не отрывая паяльника от поверхности спая. Время прогрева тем больше, чем массии-нее прогреваемые детали. Если жало паяльника не и меет серебристого равномерного покрытия от ранее нанесенного припоя, то напильником зачищают жало до равномерного блеска медных поверхностей, затем горячее жало погружают в канифоль. После этого жалом прикасаются к кусочку припоя с канифолью и перемещают жало, не отрывая от припоя так, чтобы обе его плоскости равномерно покрылись припоем. [21]
Изоляция проводов марок ПЭВ, ПЭЛР, ПЭВТЛ настолько прочна, что во многих случаях они заменяют провода с волокнистой и эмалево-волокнистой изоляцией. Слой эмали на проводах марки ПЭВТЛ не требует зачистки при лужении и паянии, так как она плавится при температуре паяльника. [22]
Конструкция микросхем допускает трехкратное воздействие групповой пайки и лужение выводов горячим способом без применения теплоотвода. Групповая пайка осуществляется при температуре не свыше 265 С в течение не более 4 с, ручная пайка – при температуре паяльника не более 360 С, время пайки не более 4 секунд с применением теплоотвода.
[23]
Групповая пайка осуществляется при температуре не свыше 265 С в течение не более 4 с, ручная пайка – при температуре паяльника не более 360 С, время пайки не более 4 секунд с применением теплоотвода.
[23]
После выдержки при рабочей температуре в течение заданного времени ( 1 2 – 2 0 с) они поднимаются с перемещением вдоль выводов от корпуса ИС к концам. Этим движением расплаплен-ный припой как бы разглаживается по паяемой части выводов. Производительность полуавтомата 2000 – 3000 соединений в час, время пайки регулируется от 6 до 2 5 с, диапазон регулирования температуры паяльников 200 – 350 С. [25]
Пайку производят электропаяльниками торцевого, молоткового или изогнутого типов мощностью 50 – 100 вт, рассчитанных на рабочее напряжение 24 – 36 в. Паяльник нагревают до температуры 300 – 400, после чего его рабочую часть очищают до чистого металла и облуживают. Места пайки прогреваются паяльником До температуры плавления припоя, затекающего в расплавленном виде во все щели и зазоры или покрывающего место пайки слоем соответствующей толщины. Температуры паяльника следует держать в пределах нормы. При недостаточном нагреве припой на поверхности спая быстро остывает и превращается в густую массу, а пайка получается непрочной. Не допускается и перегрев, признаком которого является интенсивное, с выделением дыма, сгорание канифоли. [26]
Монтаж микросхем – удобно выполнять паяльником малых размеров с номинальной мощностью до 20 Вт. Как правило, следует использовать нагревательный элемент на напряжение не более 36 В. Для изменения температуры жала паяльника имеет смысл подключать паяльник к регулятору мощности. Температура паяльника должна быть такой, чтобы при касании легко расплавлялись маленькие кусочки припоя. При пайке в бытовых условиях следует пользоваться спиртоканифольным флюсом или твердой канифолью. Для приготовления флюса одну весовую порцию мелко натертой канифоли нужно смешать с двумя порциями этилового спирта. Не допускается паять микросхемы и навесные элементы кислотным флюсом, поскольку в последующем места пайки, даже после промывки спиртом, сильно коррозируют.
[27]
При пайке в бытовых условиях следует пользоваться спиртоканифольным флюсом или твердой канифолью. Для приготовления флюса одну весовую порцию мелко натертой канифоли нужно смешать с двумя порциями этилового спирта. Не допускается паять микросхемы и навесные элементы кислотным флюсом, поскольку в последующем места пайки, даже после промывки спиртом, сильно коррозируют.
[27]
Детали нагревают паяльником до температуры пайки. Затем берут паяльником припой и намазывают на поверхность. Если припоя требуется много, то его плавят непосредственно на месте пайки. Если температура паяльника низкая, то припой плавится плохо. Такое соединение будет непрочным и обычно негерметичным. Паять надо быстро, избегая перегрева изделия и припоя, на что указывает возникновение цветов побежалости на припое. [28]
Паяльник нагревается периодически, по мере его остывания, или постоянно действующим источником теплоты, поддерживающим его температуру в определенных пределах. Перенос теплоты с паяльника на паяемую деталь происходит особенно быстро через слой жидкого припоя, который служит хорошим тепловым контактом между паяльником и деталью. При этом нагревается часть паяемой детали, соприкасающаяся с жидким припоем. Скорость переноса теплоты паяльника на припой и паяемую деталь зависит от теплопроводности металла паяльника, припоя и паяемой детали, а также от температуры паяльника и величины поверхности, по которой осуществляется контакт между паяльником и деталью. [29]
Как правило, пайка ( или лужение выводов) должна производиться на расстоянии не менее 10 мм от корпуса прибора. При этом необходим теплоотвод между корпусом прибора и местом пайки. Обычно используется припой с температурой плавления не выше 260 – 280 С. Время пайки должно быть минимальным. Температура паяльника должна быть стабильной и контролироваться. Корпус паяльника должен быть заземлен.
[30]
Корпус паяльника должен быть заземлен.
[30]
Страницы: 1 2 3
припой пайка проводов и плат
Чтобы надежно и быстро соединять провода, заменять простейшие электронные детали плат и микросхемы с множеством выводов, нужно научиться работать с паяльником. Пригодятся не только основы, но и нюансы, которыми отличается данная технология. В статье представлена информация, которая поможет не совершать ошибок и правильно воспроизводить методики разного уровня сложности.
Соединение пайкой скрутки проводов
Выбор оборудования и материалов
Существенное значение при покупке комплекта оборудования имеют характеристики работ, их объем. Если предполагается пайка стандартной электропроводки, скруток толстых проводов, понадобится довольно сильный нагрев крупных элементов (рис. выше). Демонтаж микросхемы из платы будет выполнен безупречно при наличии определенных навыков, с применением специальной оснастки.
Чтобы научиться, начать нужно с простого набора инструментов:
- Паяльник мощностью до 40 Вт с медным жалом. Им не сложно пользоваться. Без защитной оболочки жало будет выгорать, поэтому придется поправлять его форму напильником. Но на чистой медной поверхности хорошо удерживается припой.
- С канифолью можно решать много практических задач. Но, если предполагается соединение скруток из алюминия, крепежных деталей плат из нержавеющей стали, понадобится удаление с поверхностей более стойких окислов. Нужно приобрести универсальный флюс, который пригодится на практике.
- Как правило, используют припой «низкотемпературного типа» марок ПОС 30 (40, 61).
- Чтобы работать с электропаяльником было удобно, понадобится специальная подставка, рассчитанная на высокую температуру. Ее можно купить, либо изготовить самому из толстой проволоки, иных подручных материалов.
- Тиски пригодятся для фиксации плат, иных деталей в нужном положении в процессе пайки.
- Нужно подготовить также металлическую стружку, кусочек поролоновой губки. Такие приспособления используют, чтобы оперативно убирать лишний припой с жала электропаяльника.
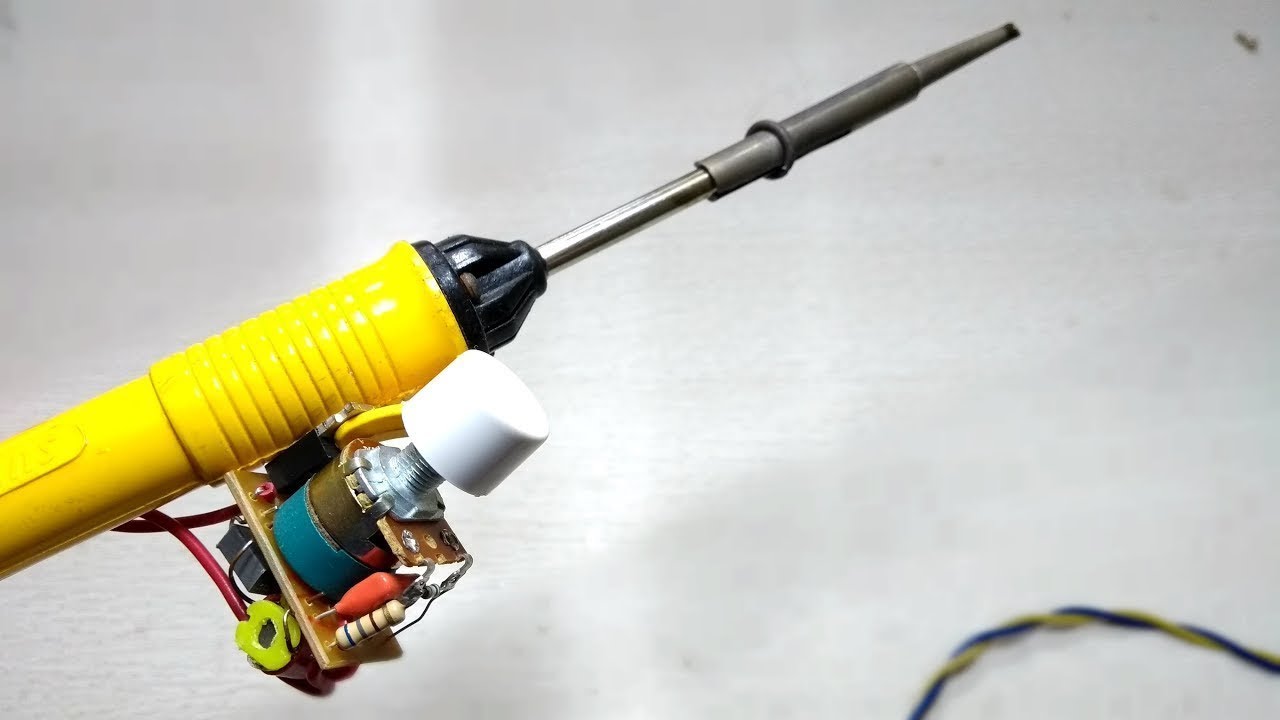
Металлическая стружка для удаления припоя
Разные методики пайки
Чтобы проще было научиться пользоваться электропаяльником, стоит рассмотреть, как выполняется каждая технология в отдельности. Для чего можно использовать в качестве примеров типовые процессы.
В любом случае понадобится подготовка паяльника к работе. Жало очищают от загрязнений. С него удаляют старый припой. При необходимости – придают с помощью напильника особую форму. Она может понадобиться, например, чтобы демонтировать с плат компактный компонент типа SMD, микросхемы с небольшим количеством ножек. Такую модификацию создают для одновременного нагрева двух выводов. В стандартном варианте торец жала стачивают под углом для образования площадки, достаточной, чтобы поместить припой в нужном количестве.
Подготовка рабочего места для пайки
При первом включении жало может дымиться, пока не выгорит защитная смазка. После создания нужной формы, его покрывают канифолью и припоем с помощью лужения.
Канифолью надо пользоваться аккуратно. Выделяющиеся испарения надо удалять из помещения, для чего следует обеспечить хорошую вентиляцию. Свинцовый припой также небезопасен, поэтому эта мера пригодится при работе с ним.
Чтобы спаять несколько проводов, нужно удалить с них слои защиты, изоляции. Используют кусачки, пинцет. Осторожно рекомендуется применять обжиг открытым пламенем, сильный нагрев. Некоторые оболочки электропроводки содержат фтористые и другие опасные химические соединения, способные при попадании в организм человека нанести вред. При сильном повреждении жилок нужно обрезать испорченную часть провода и повторить зачистку заново.
Далее изучают поверхность. Если это – медь, без лакового покрытия, применяется сразу техника лужения. Научиться можно по следующему алгоритму:
Научиться можно по следующему алгоритму:
- очищенные части проводов кладут на подставку из дерева;
- жалом паяльника касаются канифоли, берут припой;
- его рабочей поверхностью обрабатывают провода;
- припой должен образовать равномерную оболочку на них. Если нужно, процедура выполняется повторно.
Если такая технология не обеспечивает создание качественного слоя, либо припой вовсе не закрепляется, необходимо удалить окислы. Специалисты предлагают пользоваться обычной таблеткой от боли, аспирином. При ее нагреве выделяется ацетилсалициловая кислота, чего вполне достаточно для получения нужного результата. Некоторые виды изоляции при расплавлении также разрушают окислы.
Лак не следует удалять наждачной бумагой, абразивными составами. Такие сильные механические воздействия способны повредить провода. Если же использовать открытое пламя, то можно превысить определенный температурный порог. В этом случае ухудшится прочность металла. Чтобы не рисковать, нужно применять флюс, специальное средство, предназначенное для удаления лаков и подготовки поверхности проводов для пайки.
Флюс паяльный для подготовки поверхности для пайки
С помощью этой сравнительно не сложной технологической операции можно освоить необходимые навыки. В частности, будет проще разобраться с оптимизацией температуры.
Если она чрезмерна, на жале паяльника появляются темные загрязнения, припой на нем не удерживается. При низкой температуре пайка не обладает равномерной структурой, достаточной прочностью. Внешне это определяют по матовому цвету ее поверхности.
После накопления достаточного опыта можно приступать к более сложным процессам пайки. Теперь подробнее о том, как с плат демонтируются микросхемы. В этих элементах – много выводов. Если не планируется проверка с возможной установкой обратно, то проще будет использовать кусачки.
Но для деликатного обращения с изделием пригодится пайка. Нужно заранее приготовить особый инструмент, тонкую стальную трубочку. Электропаяльником нагревают необходимую область, а это приспособление одевают снизу платы на ножку микросхемы и вращают, отсоединяя расплавившийся припой. Если размеры выводов подходят, используют соответствующую иглу медицинского шприца.
Удалять лишний припой с плат можно с помощью ручного вакуумного насоса. Чтобы носик этого изделия выдерживал температурные и механические воздействия, но не присоединялся к рабочей области, его создают из фторопласта.
Демонтаж микросхемы с применением специальной насадки
Как правильно паять паяльником разные по параметрам провода и отсоединять электронные элементы с плат, выяснить несложно. Но лишь практика позволит узнать не только основы, но и тонкости правильной пайки. Вот рекомендации, которые упростят освоение отдельных технологий:
- Спаять провода с применением скруток проще, так как не обязательно удерживать соединяемые части в определенном положении.
- Для наиболее сложных видов пайки надо купить специальное приспособление («третья рука»). Эта конструкция оснащена зажимами, которыми фиксируются детали, платы. Крупная лупа позволит разглядеть внимательно мелкие детали.
- Чтобы извлечь из платы светодиод, можно обмотать вокруг жала паяльника толстый медный провод (около 5 мм в диаметре). Его торцы изгибают на ширину, соответствующую расположению ножек прибора.
- Пайка будет аккуратной, если очистить поверхность плат, испачканную канифолью, удалить излишки припоя. Для этого пригодится медная оплетка, сжатая в ленту. Ее прикладывают к загрязненным участкам плат и нагревают паяльником.
Наработка навыков
Если нет никакого предыдущего опыта, то пригодится предварительная наработка элементарных навыков. Следующий алгоритм действий поможет освоить технологию пайки:
- Берут одножильный провод. Разрезают его на одинаковые куски длиной 5-6 см.
- С концов каждого провода удаляют изоляцию. Эту процедуру выполняют с помощью кусачек, используя плоскую сторону поверхности инструмента.
- Если на поверхности имеется лаковый слой, то для его удаления применяют специальное средство.
- Поролоновую губку смачивают водой.
- Чтобы не испортить поверхность стола, все рабочие операции выполняют над листом фанеры.
- Паяльник включают в сеть 220 V, ожидают, пока обгорит упаковочная смазка.
- Для очистки от старого припоя будет использоваться губка. Но такие протирания не надо выполнять долго, чтобы не охладить жало чрезмерно.
- Свободные концы проводов нужно залудить, после чего создать из таких заготовок «кубик», используя только паяные соединения (без скрутки).
- Когда изделие остынет, его сжимают в кулаке. При правильном выполнении технологии, все соединения будут сохранены в целостности.

Если не получается, стоит проверить последовательность действий с учетом следующих рекомендаций:
- Все участки деталей, которые будут впоследствии соединены, должны быть тщательно очищены от лаковых покрытий, загрязнений.
- При совмещении их в процессе пайки нужно обеспечивать надежную фиксацию. Именно для этого пригодится приспособление «третья рука», о котором было написано выше. Даже небольшие вибрации, движения, способны ухудшить качество соединения.
- Количество припоя должно быть оптимальным. Не следует использовать «сбрасывание» его с жала.
- Время теплового воздействия надо ограничивать не только для сохранности функционального состояния электронных элементов на печатных платах. Опытный человек делает разовые пайки за 2-3 с.
- Если используется флюс, то надо учитывать, что он способен достаточно быстро испаряться. Это средство наносят непосредственно перед пайкой, поэтому первые тренировки легче выполнять с применением канифоли.
- После тщательной очистки жала, оно само станет притягивать припой. Такой эффект используют для демонтажа электронных элементов. При выполнении данного упражнения это не нужно, поэтому надо убедиться, что на разогретой рабочей поверхности паяльника достаточно припоя.
- Охладить жало может сильный сквозняк. С другой стороны, проветривание помещения необходимо для своевременного удаления вредных испарений. Следует обеспечить соответствующий режим вентиляции.
- Новичкам сложно определять по косвенным признакам степень разогрева паяльника. Чтобы не создавать лишних трудностей, рекомендуется использовать инструмент, оснащенный регулировкой температуры, либо приобрести специализированный блок, поддерживающий определенную потребляемую мощность.

Уроки пайки. Видео
Как паять металл, новичкам можно узнать из этого видео.
Разные виды скруток, установка и демонтаж электронных приборов разных типов, устранение дефектов плат – ответы на эти и многие другие вопросы найти будет не слишком трудно. Но в любом случае для качественного выполнения рабочих операций понадобится достаточный опыт, который поможет приобрести только практика.
Оцените статью:6 причин, по которым ваш паяльник не плавит припой
Паяльник – это инструмент, который используется в процессе «пайки», который включает плавление сплава, известного как припой, для соединения двух металлических частей.
Он преимущественно используется в электронике и электротехнике для пайки компонентов к печатным платам (PCB) или соединения электрических проводов.
Но паяльники используются для многих других применений, включая ювелирные изделия, соединение витражей и выжигание дерева (в целях дизайна).
Основное назначение паяльника – расплавить припой.
Однако иногда у паяльника могут возникнуть проблемы с плавлением припоя.
Итак, какие могут быть проблемы, которые могут помешать паяльнику расплавить припой?
Ниже приведены некоторые возможные проблемы:
- Нагревательный элемент паяльника сломан
- Температура паяльника недостаточно высока
- Паяльник не успел нагреться. Кроме того, иногда вилка паяльника неправильно вставлена в электрическую розетку
- Паяльник малой мощности (особенно более дешевый паяльник)
- Наконечник окислен
- Использование неправильного припоя
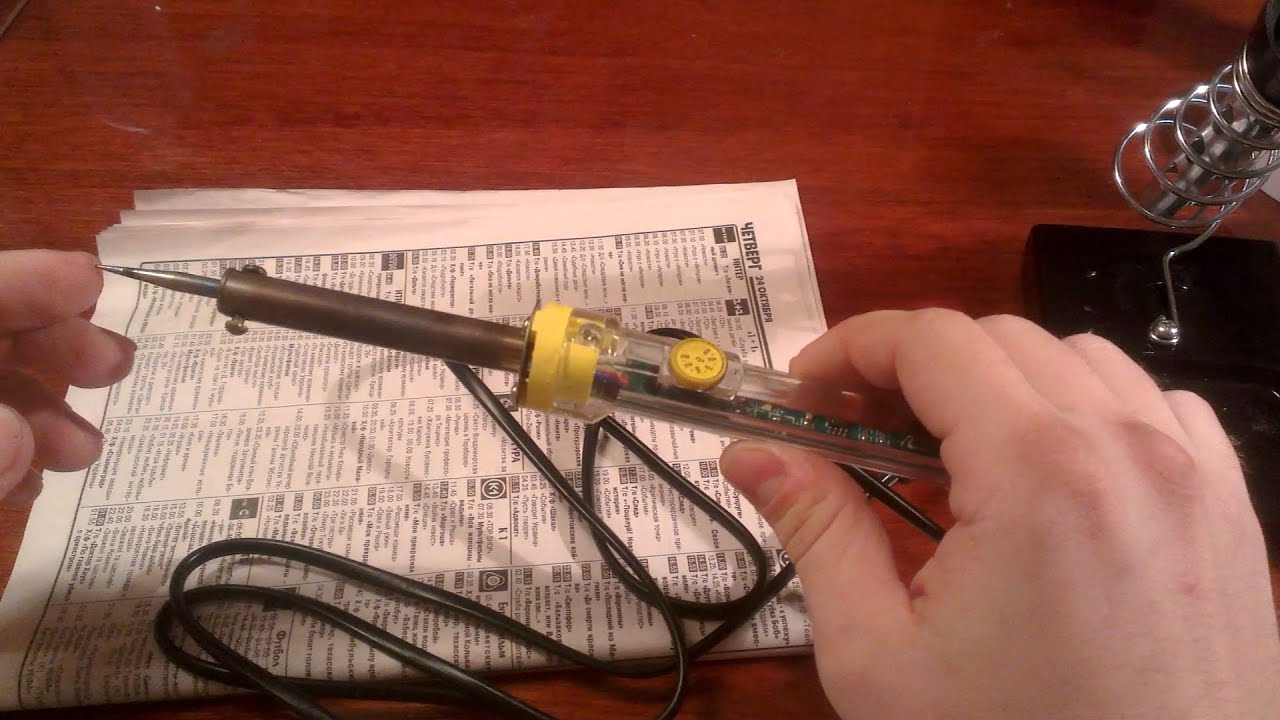 Кроме того, иногда вилка паяльника неправильно вставлена в электрическую розетку
Кроме того, иногда вилка паяльника неправильно вставлена в электрическую розеткуДля более подробного объяснения каждой причины прочтите на.
Я также выделю способы решения проблемы, а также способы избежать повторения этой проблемы.
Как паяльник плавит припой
Прежде чем мы углубимся в детали того, почему ваш паяльник не плавит припой, будет полезно взглянуть на различные части паяльника.
Несмотря на то, что существует множество паяльников разной сложности, есть несколько общих частей и компонентов.
Ниже приведен список общих частей паяльника.
- Шнур
- Крышка ручки
- Рукоятка
- Клеммная колодка
- Нагревательный элемент
- Наконечник
- Корпус наконечника
Две части, которые нас интересуют, – это наконечник и нагревательный элемент , поскольку они две основные части, которые могут быть причиной того, что паяльник не плавит припой.
Нагревательный элемент – эта часть пайки предназначена для нагрева жала с помощью электричества.
Жало – Жало – это часть паяльника, которая нагревается и контактирует с припоем и склеиваемыми поверхностями. Жала паяльника бывают разных размеров и форм.
6 причин, почему ваш паяльник не плавит припой
Хорошо, давайте углубимся в возможные причины, по которым паяльник не плавит припой.
Причина №1 Паяльник не плавит припой:
Нагревательный элемент сломанИтак, теперь мы знаем, что нагревательный элемент паяльника нагревает жало, которое затем расплавляет припой.
Это важный компонент, поскольку он преобразует электричество в тепло.
Если по какой-либо причине нагревательный элемент перестал работать, он не сможет нагреть наконечник и, следовательно, не сможет расплавить припой..JPG)
Причина № 2 Паяльник не плавит припой:
Не вставлен в розетку должным образомЭто может показаться глупой причиной, почему паяльник не плавит припой, но поверьте мне, это случалось со мной много раз.
Может случиться так, что вы не вставили вилку достаточно глубоко или случайно ударили вилку по вилке, из-за чего она не полностью соприкоснулась с розеткой.
Если вы заметили, что ваш паяльник не плавит припой, сначала убедитесь, что шнур питания вашего паяльника надежно вставлен в электрическую розетку.
Многие, если не все паяльники имеют индикатор состояния (в целях безопасности), указывающий на то, что на него подано питание. Таким образом, еще один способ убедиться, что соединение установлено правильно, – это проверить, горит ли индикатор состояния.
Причина № 3 Паяльник не плавит припой:
Недостаточно времени для нагреваБыло бы хорошо, если бы паяльник мог достичь максимальной заданной температуры сразу после включения.
К сожалению, это невозможно.Паяльнику нужно время, чтобы достичь максимальной температуры. Также у каждого паяльника будет свое время запуска.
Итак, если вы, как и я, нетерпеливы и попытаетесь расплавить припой через 10 секунд после включения паяльника, у вас могут возникнуть проблемы.
Большинство производителей указывают, сколько времени потребуется паяльнику для достижения определенной температуры, которую вы можете проверить и узнать, сколько времени вам придется ждать.
Если нет определенного времени, вы всегда можете рассчитать, сколько времени это займет, и избавиться от любых будущих тревог.
Причина №4 Паяльник не плавит припой:
Неправильный припойКогда дело доходит до процесса пайки, обычно существует три типа пайки; Пайка мягким припоем , Пайка твердым припоем и Пайка.
Каждый из этих типов пайки имеет свое конкретное применение.
Кроме того, в каждом процессе пайки используется определенный припой, для плавления которого требуется определенная температура.
Мягкая пайка – обычно используется температура 90–450 ° C (190–842 ° F). Типы используемых припоев, как правило, представляют собой сплавы, содержащие олово и свинец.
Твердый припой – используются температуры выше 450 ° C (842 ° F). В этом типе пайки используется латунный или серебряный припой. Паяльные лампы используются для достижения этих высоких температур, чтобы расплавить припой.
Пайка – также используются температуры выше 450 ° C (842 ° F).Это очень похоже на твердую пайку.
Итак, если вы используете процесс мягкой пайки с припоями, которые используются для твердой пайки или пайки твердым припоем, ваш паяльник не будет достаточно горячим, чтобы достичь этих температур и расплавить припой.
Другой проблемой может быть толщина используемого припоя. Чем толще припой, тем выше температура, необходимая для его плавления.
Причина №5 Паяльник не плавит припой:
Дешевый паяльникПокупаете ли вы новый дом, машину, телефон и т. Д., Мы все хотим сэкономить деньги и получить лучшую сделку.
Но иногда выбор более дешевого варианта может принести больше вреда, чем пользы.
Это верно и для паяльников.
Изначально я купил приличный паяльник за приличную сумму. К сожалению, после многих лет службы он решил прекратить работу.
Я, будучи скрягой, решил купить дешевый паяльник, который доставил мне много проблем.
Нагревается долго, недостаточно нагревается, плохо распределяет тепло и слишком быстро окисляется.
Итак, чтобы избежать этих проблем, раскошелитесь и вложите деньги в паяльник хорошего качества.
Причина № 6 Паяльник не плавит припой:
Окисление Последняя и наиболее вероятная причина того, что ваш паяльник не плавит припой, – это окисление жала паяльника.
Вы узнаете, когда ваш паяльник окислился, когда жало станет черным.
Окисление паяльника происходит, когда железное покрытие жала становится оксидом железа.Этот процесс происходит естественным образом с используемым металлом.
Это происходит при комнатной температуре очень медленно, но тепло паяльника ускоряет процесс.
Я расскажу, как обратить этот процесс вспять, а также как избежать этого ниже.
Как починить паяльник, не плавящий припой
Простое знание причин, по которым паяльник не плавит припой, совершенно излишне. Также будет полезно знать, как обратить вспять или исправить проблему.
Кроме того, наличие плана, как этого избежать в будущем, сэкономит вам время, деньги и стресс.
Решение, очевидно, зависит от проблемы. Итак, сначала вам нужно определить, с какой проблемой связана ваша пайка.
Ниже приведены возможные решения причин, по которым пайка не расплавляет припой, а также идеи, как этого избежать в будущем. Некоторые из них говорят сами за себя, но я подумал, что все же внесу свой вклад.
Сломался нагревательный элемент – Если жало вашего паяльника не черное (не окисленное), вставлено правильно, успело нагреться и вы используете правильный припой, то нагревательный элемент паяльника исправен. наверное сломан.
Если вам не удобно открывать паяльник и видеть, что не так с нагревательным элементом, я рекомендую вам отнести паяльник к профессионалу, который может починить или заменить нагревательный элемент для вас.
Возможные причины, по которым нагревательный элемент паяльника может перестать работать, могут заключаться в том, что вода могла просочиться внутрь и вызвать короткое замыкание.
Во избежание этого не используйте паяльник около воды или влажных мест.
Шнур паяльника вставлен неправильно – Лучший способ решить эту проблему – снова вставить шнур паяльника в розетку.
Вот несколько советов, как предотвратить повторение этой проблемы.
Если шнур паяльника расположен на пути, по которому регулярно проходят люди, это увеличит вероятность того, что кто-то споткнется о шнур (что само по себе представляет угрозу безопасности) и отключит шнур паяльника от розетки. .
Итак, уберите шнур с пути постоянного пешеходного движения.
Если ваш паяльник находится на столе, но розетка выше или ниже, это может быть проблемой при подключении шнура питания (особенно, если у паяльника шнур питания короче).
Если шнур не провисает и должен выходить под неудобными углами, он не сможет правильно подсоединиться к розетке.
По возможности попробуйте подключить шнур питания паяльника к розетке, расположенной не слишком далеко, и пусть шнур питания паяльника немного провисает.
Недостаточно времени для нагрева – Решение этой проблемы требует немного терпения (я знаю, что иногда это сложно!)
Но, чтобы не спешить использовать паяльник до того, как он нагреется, определите, сколько времени потребуется вашему паяльнику, чтобы достичь температуры, при которой он начинает плавить припой.
Таким образом, в следующий раз, когда вы включите его, вы будете точно знать, сколько времени потребуется, чтобы избавиться от разочарования.
Неправильный припой – Покупка припоя правильного типа для пайки решит эту проблему.
Сначала вам нужно знать, какой вид пайки вы делаете (мягкая, жесткая или пайка). Соответственно, когда вы покупаете припой, вам нужно будет проверить, для каких задач пайки он используется и его температуру плавления.
Также попробуйте купить припой меньшего диаметра, который легче расплавить.
Паяльник дешевый – Купите паяльник хорошего качества!
Окисление – Если паяльник нагревается и все еще не плавит припой, скорее всего, произошло окисление на наконечнике паяльника (вы можете заметить это визуально, так как наконечник паяльника будет черным).
Чтобы устранить эту проблему, соскребите или отшлифуйте оксид с наконечника (когда он отключен) с помощью точного ножа или наждачной бумаги с зернистостью 800, пока он не вернет свой блеск.
Как только жало станет блестящим, нанесите на него хороший слой флюса (если он у вас есть. Если нет, то просто пропустите этот шаг) и включите паяльник. Как только паяльник нагреется, смажьте жало припоем.
Если по какой-либо причине вы не можете обратить процесс окисления вспять, возможно, вам придется заменить жало паяльника.
Ниже приведены некоторые передовые методы, которым следует следовать, чтобы избежать окисления жала паяльника.
- Не оставляйте паяльник без работы надолго.Если вы не используете его более 15 минут, выключите его.
- Избегайте высоких температур (340–380 ° C) (644–716 ° F).
- После каждого использования протирайте паяльник влажной губкой, затем покрывайте жало припоем. Сделайте это перед выключением.
Поиск и устранение неисправностей паяльника | Блог Simply Smarter Circuitry
(Примечание: никогда не пытайтесь ремонтировать паяльник, если он не отключен от сети и не остыл.)
Если у вас возникли проблемы с паяльной станцией или паяльником, вам может потребоваться замена нагревательного элемента.Эти нагревательные элементы сделаны из проволоки сопротивления, которая плотно намотана на металлическую катушку. При выходе из строя нагревательного элемента паяльник больше не может выделять тепло.
Если, однако, паяльник все еще нагревается, вероятно, проблема в жале паяльника. Если за наконечником не ухаживать должным образом, то есть содержать его в чистоте и регулярно лужить, оксиды начнут накапливаться на поверхности хвостовика. Эти загрязнения необходимо удалить, иначе они неизбежно будут препятствовать передаче тепла от нагревательного элемента к наконечнику паяльника.
Когда паяльник остынет, снимите жало и аккуратно протрите поверхность стержня, а также внутреннюю стенку нагревательного элемента. Убедитесь, что жало хорошо прилегает к паяльнику, чтобы передача тепла была максимально эффективной; это также поможет предотвратить преждевременный выход из строя нагревательного элемента. Если по какой-либо причине вам не удалось отремонтировать жало паяльника, вам следует подумать о покупке нового жала.
Большинство паяльников работают на электричестве, и если цепь разорвана, электричество больше не будет работать.Если ваш паяльник не нагревается, это, вероятно, связано с разрывом электрической цепи, вызванным либо неисправным соединением в паяльнике, либо отказом нагревательного элемента.
Правильный порядок действий в этом случае – проверять электрические соединения при разборке паяльника; со временем эти связи могут ослабнуть. Затем выполните проверку целостности нагревательного элемента, чтобы проверить, работает ли он.
Если все электрические соединения были исправны, но вы зарегистрировали отсутствие непрерывности, ваш нагревательный элемент необходимо заменить.Если электрические соединения были исправны и нагревательный элемент зарегистрировал непрерывность, возможно, в вашем паяльнике произошло короткое замыкание и, вероятно, потребуется ремонт. Если нагревательный элемент зарегистрировал целостность цепи, и вы заметили неплотное или неисправное соединение во время разборки, зафиксируйте электрические и физические соединения при повторной сборке паяльника, и отныне он должен работать правильно.
Можно ли ремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете.Нельзя использовать любой металл с паяльником. Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда. Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда. Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, влияющих на паяемость металла. Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления – твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете.Раньше самым распространенным припоем был свинец с очень низкой температурой плавления. Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягких металлов) является то, что они не так прочны, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи. Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава.Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут изнашиваться (например, ювелирных изделий), а обращение со свинцом опасно для здоровья. В настоящее время использование большинства свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое железо самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы.Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
shedheads.net/best-soldering-station
Как поток является фактором:
Еще один важный компонент припоя – флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете. Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами.Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными припоями. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, не будут склеивать без высокоспециализированного оборудования. Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта.В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет. Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Почему ни один из моих припоев не прилипает?
Цитата:
Сообщение от Spano ➡️Итак, я использую очень хороший паяльный стержень, который мне подарил очень красивый и классный.Они уехали, прежде чем я смог получить хороший урок пайки.
Что такое «паяльный стержень»? Вы имеете в виду паяльник? Вы имеете в виду стержень припоя неизвестного состава? (по сравнению с использованием припоя в виде проволоки на катушке)?Цитата:
Я использую бессвинцовый припой, и мне очень не нравится идея использовать бессвинцовый припой только потому, что меня беспокоит, что я вдохну свинец или заболею … он охлаждает, и он впитывается через мою кожу или бог форбит, он отрывается, пока я мою посуду….
Ваши страхи почти ПОЛНОСТЬЮ НЕ ОБНАРУЖЕНЫ. Ни один паяльник не нагревает свинец достаточно горячим, чтобы выделять пары свинца, вдыхание которых опасно. Дым / пары, образующиеся при пайке, исходят от FLUX, а не от расплавленных металлических сплавов.А пары флюса обычно вызывают беспокойство только на производственных линиях, где рабочие паяют весь день, каждый день. Объем пайки, которую мы делаем для хобби-электроники, был бы смехотворен для специалистов по промышленной гигиене.
Цитата:
Я люблю носить перчатки, но 100% времени я их не ношу …
Пока вы моете руки перед едой, нет значительного риска. И вы должны мыть руки перед едой, независимо от того, паяете вы или нет. Разве твоя мама тебя этому не учила?Цитата:
Я использую очень высокую температуру паяльника . .. это, кстати, Hakko.
.. это, кстати, Hakko.
Цитата:
Пожалуйста, помогите мне, я действительно хочу стать лучше!
Сбросьте бессвинцовый припой. Используйте подходящий эвтектический припой для электронных устройств (64/47). Используйте хороший бренд с хорошим сердечником из флюса. Узнайте, как паять, из одного из многих хороших руководств на YouTube. Возьмите старые выброшенные электронные устройства, чтобы попрактиковаться в пайкеЦитата:
Да и кстати, безопасно ли паять в помещении? Должно ли быть открыто окно или должна быть система вытяжки, всасывающая весь пар? Все, кого я вижу в Интернете, похоже, ничего не делают с парами, даже не надевая респираторы!
Причина, по которой вы не видите, чтобы кто-то носил респираторы, заключается в том, что это драматический перебор по сравнению с низким риском вдыхания чего-либо из-за пайки хобби.Некоторые люди используют промышленные устройства для удаления дыма, такие как вентиляторы с угольными фильтрами и т. Д. Или воздуховоды сушилки для одежды на улицу. В то время как другие просто используют маленький компьютерный вентилятор, чтобы сдувать пары, или просто ртом, чтобы аккуратно выдувать дым / воронки при фактической пайке стыка.
Вы значительно переосмыслили как «опасности» свинца, так и опасности паров от пайки. Попытайтесь восстановить некоторую перспективу и продолжить свою жизнь.
У меня к вам вопрос.
Пайка 101
Припой – это металлический сплав с низкой температурой плавления, который расплавляют на 2 металлических элемента и дают возможность повторно затвердеть. Инструмент, называемый паяльником, используется для нагрева процесса. Некоторые припои содержат свинец, а некоторые нет. Большинство припоев также содержат флюс (не путать с одноименным конденсатором), который помогает уменьшить окисление и позволяет припою легче течь и другие подобные технические вещи. В основном это хорошо.Международные, а также некоторые местные законы начинают запрещать продажу потребительских товаров со свинцом, поэтому, хотя вы все еще можете купить свинцовый припой (даже здесь, в SparkFun), все наши платы сделаны с использованием бессвинцового припоя (все еще плохая идея проглотить или вставить под кожу). Вот шаги, которые мы используем для пайки компонента:
В основном это хорошо.Международные, а также некоторые местные законы начинают запрещать продажу потребительских товаров со свинцом, поэтому, хотя вы все еще можете купить свинцовый припой (даже здесь, в SparkFun), все наши платы сделаны с использованием бессвинцового припоя (все еще плохая идея проглотить или вставить под кожу). Вот шаги, которые мы используем для пайки компонента:
- Шаг 1: Прижмите паяльник к стыку компонента / платы.
- Шаг 2: Через пару секунд вставьте паяльную проволоку в соединение компонента / платы.
- Шаг 3: Когда припой хорошо покроет соединение, удалите припой из соединения компонента / платы.
- Шаг 4: Удалите железо из стыка.
Ваше оружие – паяльник!
- Правило 1: губку нужно намочить. Это может показаться нелогичным, но просто сделайте это . Ненавижу смотреть, как люди портят утюги, потому что им лень намочить губку. Эта влажная губка используется для очистки кончика утюга от ржавчины.Сухая губка только повредит кончик. Каждый раз, когда вы вынимаете утюг из подставки, рекомендуется проводить кончиком по губке, просто чтобы очистить его и получить красивый серебряный наконечник – это позволит вам паять намного быстрее и аккуратно. При желании можно также использовать специальную латунную губку, которую не нужно смачивать.
Капля окисленного припоя. Не хорошо!
- Правило 2: острие на кончиках утюга – НЕ самая горячая часть.Это потребует некоторой практики, но научитесь использовать край наконечника рядом с острием. Все дело в том, чтобы тепло передавалось от утюга к стыку. Если вы сидите на одном месте в течение длительного периода времени и ничего не течет, сделайте шаг назад, очистите наконечник, добавьте немного припоя на наконечник и попробуйте снова припаять соединение.
- Правило 3: Паяльник предназначен только для нагрева, а не для припоя. Вы используете утюг, чтобы нагреть две вещи – деталь и плату, а затем добавляете припой к двум нагретым деталям. Вы, , не добавляете каплю припоя к наконечнику, а затем протираете этим беспорядком две детали, которые вы пытаетесь спаять вместе. Используйте сторону утюга (помните, не точку), чтобы нагреть две части, добавляя припой с противоположной стороны.
 Вы, , не добавляете каплю припоя к наконечнику, а затем протираете этим беспорядком две детали, которые вы пытаетесь спаять вместе. Используйте сторону утюга (помните, не точку), чтобы нагреть две части, добавляя припой с противоположной стороны.
Вы, , не добавляете каплю припоя к наконечнику, а затем протираете этим беспорядком две детали, которые вы пытаетесь спаять вместе. Используйте сторону утюга (помните, не точку), чтобы нагреть две части, добавляя припой с противоположной стороны.
Как вы хотите, чтобы наконечник выглядел!
- Правило 4: быстро проведите по губке дважды, и кончик станет чистым, блестящим и готовым к работе. Держите кончик чистым и блестящим. Часто чистите его. Протирайте губкой каждый раз, когда вынимаете ее из основы.Не стесняйтесь добавлять немного припоя на конец очищенного наконечника, чтобы увеличить тепловой поток.
А теперь небольшой пример видео …
Пример вопроса:
Для чего нужна пайка?
а. Игра с огнем
б. Соединение двух металлических частей физически и электрически
c. Вытирание паяльника влажной губкой
d.Обеспечение теплостойкости вашей схемы
Официально ответ – «b», но для некоторых людей это тоже «а», хотя, если вы получаете флейм, возможно, вы делаете что-то не так.
Практические инструкции по пайке
Практические инструкции по пайкеРуководство по пайке BEST
[Создано Майком Блейзером из Сан-Антонио BEST. Используется с разрешение. Все авторские права защищены. Пожалуйста, свяжитесь с оригиналом автор, если вы хотите использовать эту информацию в контексте, отличном от BEST] Вам не обязательно проходить курс пайки НАСА, чтобы построить выигрышный
ЛУЧШИЙ бот, но хорошая пайка будет держать вашего робота в рабочем состоянии
на протяжении матчей. Несколько советов:
Несколько советов:
Безопасность прежде всего!
Паяльник и жидкий припой – ГОРЯЧИЕ! А типичный паяльник составляет 700 ° F. Удивительно легко возьмите паяльник не с того конца, если вы не платите внимание. Следуйте следующим советам по безопасности:
- Припой в хорошо вентилируемом помещении. Дым от флюса обычно нетоксичен, но может беспокоить некоторых людей и может иметь следы количество свинца. Постарайтесь расположить рабочее место так, чтобы дым от припоя флюс уносит прочь от вас и вашего помощника.Использовать вентилятор размещен позади вас, чтобы создать легкий ветерок. Не позвольте ему ударить по железу или по вашей работе, так как это может привести к плохой пайке суставы.
- Обратите внимание на работу. Не паяйте, если не можете уделять работе все внимание. Есть помощник держит предметы, которые вы паяете, и передает вам вещи, как нужный. В одной руке у вас будет утюг, а в Другие.
- Не прижимайте утюг к щелчку припоя выключенный. Небольшая летящая капля припоя разбрызгивается и прилипает к твоя кожа.Это мгновенно вызовет болезненный волдырь.
Основы пайки:
- Используйте хороший паяльник. Выберите утюг мощностью 25-30 Вт. Паяльный пистолет будет работать, но излучает намного больше тепла, что легко может оплавить изоляцию провода и вызвать короткое замыкание. Radio Shack имеет 11 шт. комплект (P / N 64-2803) с утюгом на 30 Вт, припоем и другими инструментами.
- Используйте 63/37 (лучше всего, плавится при 361 ° F) или 60/40 (лучше, плавится при 374 ° F), низкотемпературный, канифольный припой сердечника. ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ КИСЛОТЫЙ ПРИПЕЙ! Канифольный флюс помогает очистить паяное соединение.Radio Shack P / N 64-005 – хороший выбор. Из этого ролла на 2 1/2 унции можно собрать несколько лет ботов BEST. Припой диаметром 0,032 дюйма является предпочтительным, но Диаметр 0,062 дюйма также подойдет.
- Паяемые элементы (клеммы, провода и т. Д.) Должны быть чистый. Канифольный флюс помогает, но нужно убедиться, что стык чист с самого начала. Если они грязные или ржавые, очистите их. первый. С помощью небольшого ножа или стальной мочалки осторожно соскоблите загрязнения или коррозии, чтобы обнажить блестящий металл. Терминалы на моторах возвратного комплекта может быть старый припой и провод.Это сначала нужно удалить. Разогрейте стык и добавьте немного дополнительный припой. Теперь вытрите припой влажной (не мокрой) бумажное полотенце или губка.
- Приготовьте влажную губку. Вы будете протирать утюг это для очистки железа от излишков и окисленного припоя.
- Паяльник должен быть ГОРЯЧИМ. Когда вы касаетесь припоя до кончика утюга, он должен немедленно перейти в жидкое состояние.
- Зачистите с провода только ту изоляцию, которая необходима терминал.На конечном паяном соединении изоляция должно быть примерно 1/16 дюйма от клеммы. Если больше оголенного провода на открытом воздухе он может сгибаться и закрываться. Изоляция не должна находиться в паяное соединение.
- Как правило, лучше залудить провод и клемму.
перед окончательной пайкой. (Не делайте этого для задницы
разъемы.)
- Нанесите небольшое количество припоя на кончик утюга (менее менее 1/4 дюйма припоя, ровно столько, чтобы образовалась влажная пленка).
- Поднесите железный наконечник к проводу или клемме.Припой на железном наконечнике будет намочить провод или клемму. Это признак того, что объект достаточно горячий, чтобы нанести еще припой.
- Теперь нанесите больше припоя. Терминалу нужно ровно столько, чтобы заполнить отверстие. Провода нужно ровно столько, чтобы заполнить зазоры между прядями и слегка прикрыть их. В любом случае вам следует не образуются шарики или капли. Если да, протрите утюг о губку, чтобы очистить ее, затем снова наденьте утюг на предмет, чтобы перенести лишний припой на утюг.Повторяйте это до тех пор, пока нет остается лишний припой.
- Когда провод и клемма луженые, поместите железный наконечник на терминал. Когда припой на клемме потечет, поместите луженый провод на клемме. Когда припой на обоих терминалах и проволока свободно течет вместе, снимите утюг. Держи провод на терминале, пока он не остынет достаточно, чтобы затвердеть. В припой на выводе должен оставаться блестящим. Зернистая текстура указывает на холодное (плохое) паяное соединение. Если это произойдет, разогрейте снова совместить.
- При пайке или лужении проводов удерживайте их на 3-4 дюйма изоляция. Жало паяльника составляет около 700 ° F. В провода нагреваются даже через изоляцию. Хороший соединение займет всего 2-3 секунды. В этот раз провода нагреются, но недостаточно, чтобы вызвать ожоги. Ты можешь использовать плоскогубцами, чтобы удерживать провода во время пайки, но убедитесь, что вы держите их по крайней мере на 1 дюйм обратно на изоляцию. Возьмитесь только за провод достаточно туго, чтобы удерживать провод.Удерживая провод слишком туго или слишком близко к стыку может повредить изоляцию.
- Припаять один провод к клемме относительно просто. В
Уловка заключается в том, чтобы подключить два провода к одной клемме (как на
микровыключатели). Лучший способ сделать это:
- Зачистите оба провода немного длиннее, чем нужно для одиночный провод.
- Плотно скрутите два оголенных конца. Используйте плоскогубцы с острым концом. если необходимо. Скрутите провода до упора. конец. Не оставляйте торчащие пряди.
- Теперь припаяйте оловянный провод к клемме, как указано выше.
- Канифольный флюс можно оставить на стыке. Обычно флюс должен быть прозрачным, от желтого до светло-коричневого. Если ваш флюс темно-коричневый или черный (обугленный), вы перегреваете стык. Провод изоляция может немного обесцвечиваться, но не должна обугливаться.
Соединители под пайку обжимные:
- Зачистите достаточно провода, чтобы пройти через металлическую часть обжима. цилиндр и быть видимым между областями обжима и разъема.В изоляция должна упираться в металлический обжимной цилиндр внутри пластиковая зона обжима.
- Приложите кончик горячего утюга к проводу, находящемуся между области обжима и разъема.
- Нанесите припой между наконечником и проводом. Использовать только достаточно припоя, чтобы заполнить область вокруг провода и гильзы обжима. Вы должны видеть жилы проволоки, даже если они покрыт припоем.
Опрессовка соединителей обжима:
- Зачистите достаточно провода, чтобы пройти через металлическую часть обжима. цилиндр и быть видимым между областями обжима и разъема.В изоляция должна упираться в металлический обжимной цилиндр внутри пластиковая зона обжима.
- Используйте обжимной инструмент, чтобы сжать обжимной цилиндр. Не использовать плоскогубцы или кусачки для обжима.
- Проверьте обжим, пытаясь вытащить провод из разъем. Вы не должны отделять провод от Терминал.
- Если у вас нет обжимного инструмента или вы не можете приложить достаточное усилие для хороший обжим, используйте метод пайки.
Примеры плохой техники пайки | |
| Если у вас пайка выглядит так, вы пришли в нужное место.Это почти все Плохо. Оба соединения холодные, слишком много оголенной проволоки и изоляция красного провода серьезно повреждена. Это могло бы очень легко перегореть предохранитель при включенном двигателе, даже во время матча. | |
| Оба сустава холодные. Обратите внимание, как припой неравномерно течет по проводам. Другой Следует отметить, насколько близко черный провод к другому Терминал. Хотя это нормально, будьте осторожны при пайке на другой клемме, чтобы не повредить изоляцию черного провода. | |
| Этот выглядит немного лучше, но опять же припой не течет ни на провод, ни на клемму. | |
Примеры хорошей техники пайки | |
| Черный провод – хорошее соединение. Он очень блестящий. Для красного провода можно использовать еще немного припоя. | |
| Это хорошее соединение на большом двигателе.
Обратите внимание, что конец изоляции провода очень близко к клемме.
Нет больших шаров. Будьте здесь очень осторожны. Избыток припоя может закоротить клеммы к корпусу и перегоревший предохранитель 20А. | |
| Здесь места пайки были изолированы проводом
электроизоляционная лента. Эти соединители-пули обжаты. Примечание
светлая площадка на патронах пластиковых разъемов. Делайте провода к большим двигателям как можно короче, чтобы ограничить потеря мощности. | |
| Здесь собраны сервоприводы и микровыключатели в переключатель управления маленькими двигателями. | |
Вот несколько дополнительных ссылок о том, как паять:
НАСА
Видео по пайке
Основное руководство по пайке
Как
к пайке
Обратите внимание: Эта страница не спонсируется Radio Shack. Они являются хорошим источником основных электронных компонентов и инструментов.
трудностей пайки – Model Railroader Magazine
Я уже довольно давно пытаюсь строить по макету и, похоже, не могу понять пайку.В настоящее время я пытаюсь поставить лягушки на свои стрелочные переводы и в процессе уничтожаю их. В моей попытке заставить припой прилипнуть к лягушке я в конечном итоге перегреваю лягушку до такой степени, что пластик вокруг нее становится мягким, и лягушка теряет выравнивание. Кажется, у меня часто возникает эта проблема. Мне трудно заставить припой прилипнуть к чему-либо. Припой имеет тенденцию образовывать маленькие шарики и ни к чему не прилипает. Я использую флюс и перед началом работы стараюсь убедиться, что все поверхности чистые.У меня была эта проблема также при пайке рельсов вместе. Может ли кто-нибудь направить меня в правильном направлении. Я использую неправильный припой, неправильный флюс или неправильный паяльник?
Спасибо
wdcrvr
Первое. Не думаю, что можно удачно паять лягушки. У лягушки должна быть какая-то пластиковая изоляция, чтобы два рельса были электрически изолированы друг от друга. К тому времени, когда вы нагреете рельс достаточно для пайки, вы расплавите пластиковую изоляцию.
Во-вторых, жала паяльника.
1. Правильный припой – оловянно-свинцовый припой 60:40. Это сплав олова и свинца с самой низкой температурой плавления (эвтектическая смесь). Для сантехники продаются припои 50:50, оставьте их сантехникам. Чтобы успокоить “зеленых”, продаются припои “без свинца”. Я никогда не использовал бессвинцовый припой и не уверен в этом. Есть «серебряный припой», для расплавления которого нужна горелка. Используйте оловянно-свинцовый припой 60:40. Возьмите довольно мелкий припой, подойдет все, что меньше 1/8 дюйма в диаметре.
2. Необходимо нагреть изделие до температуры плавления припоя. Вы не можете бросить горячий расплавленный припой на холодное изделие и ожидать чего-нибудь хорошего.
3. При нагревании изделие захватывает кислород из воздуха и покрывается оксидом, к которому припой не прилипает. Флюс обращает процесс окисления, отгоняя кислород и оставляя чистый металл. Вы должны использовать флюс. Для изготовления моделей используйте канифольный флюс, избегайте кислотных флюсов, они слишком едкие. Все флюсы вызывают коррозию, и вы хотите очистить флюс после работы.Это легче сказать, чем сделать, канифольный флюс не растворяется ни в чем, кроме фреона, который вы больше не можете получить, он разрушает озоновый слой и был запрещен международным договором.