что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.


В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.

Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
Пайка SMD компонентов термофеном паяльной станции.
Всем привет. Пришлось мне снова вручную паять около 20 разработанных электронных устройств. Так как компоненты я в основном давно уже применяю планарные, перед сборкой вопрос встал, какую технологию выбрать:- Классический — Паяльник + какой-то флюс;
- Паяльная паста + термофен;
 Наносил вещество я при помощи зубочистки, пока еще не успел завести себе специально для этого предназначенный шприц.
Наносил вещество я при помощи зубочистки, пока еще не успел завести себе специально для этого предназначенный шприц.Паяльную пасту использовал такую:
Кстати, пайку микросхем я не доверил фену, дабы не перегреть корпуса. Впаивал их старым добрым способом, паяльником с микроволновым жалом 2мм и Флюсом amtech rma-223:
Следующий этап — расстановка элементов, я использовал антистатический прямой пинцет:
После установки всех радиоэлементов на их места, необходимо настроить термофен паяльной станции. Я пользуюсь станцией Lukey 825D, установил энкодером температуру воздуха потока 365 градусов по Цельсию, рукоятку регулировки потока горячего воздуха установил на отметку примерно 30-40% от положения MIN(как оказалось, для 1206 и всяких sot23 можно было и увеличить скорость потока). Результат записал на видео посредством смартфона, одна рука ведь оказалась свободна:
Годом ранее я опробовал эту методику и таким способом собрал около ста девайсов за неделю не спеша, но тогда я только обкатывал данную технологию пайки на дому:
В прошлый раз я выставлял температуру воздуха порядка 400 градусов по Цельсию, а вот скорость потока была практически на минимуме, поэтому скорость плавления пасты маленькая, а вот перегрев значительный.
Вывод: сборка таким методом доставила мне одно удовольствие, особенно процесс самой пайки, во время которого можно и чай попить. И еще один немаловажный момент, плата практически идеально чистая! Как-то мне приносили плату, которую паяли жиром, я не смог полностью ее отмыть даже после пятой мойки в УЗ-ванне изопропиловым спиртом.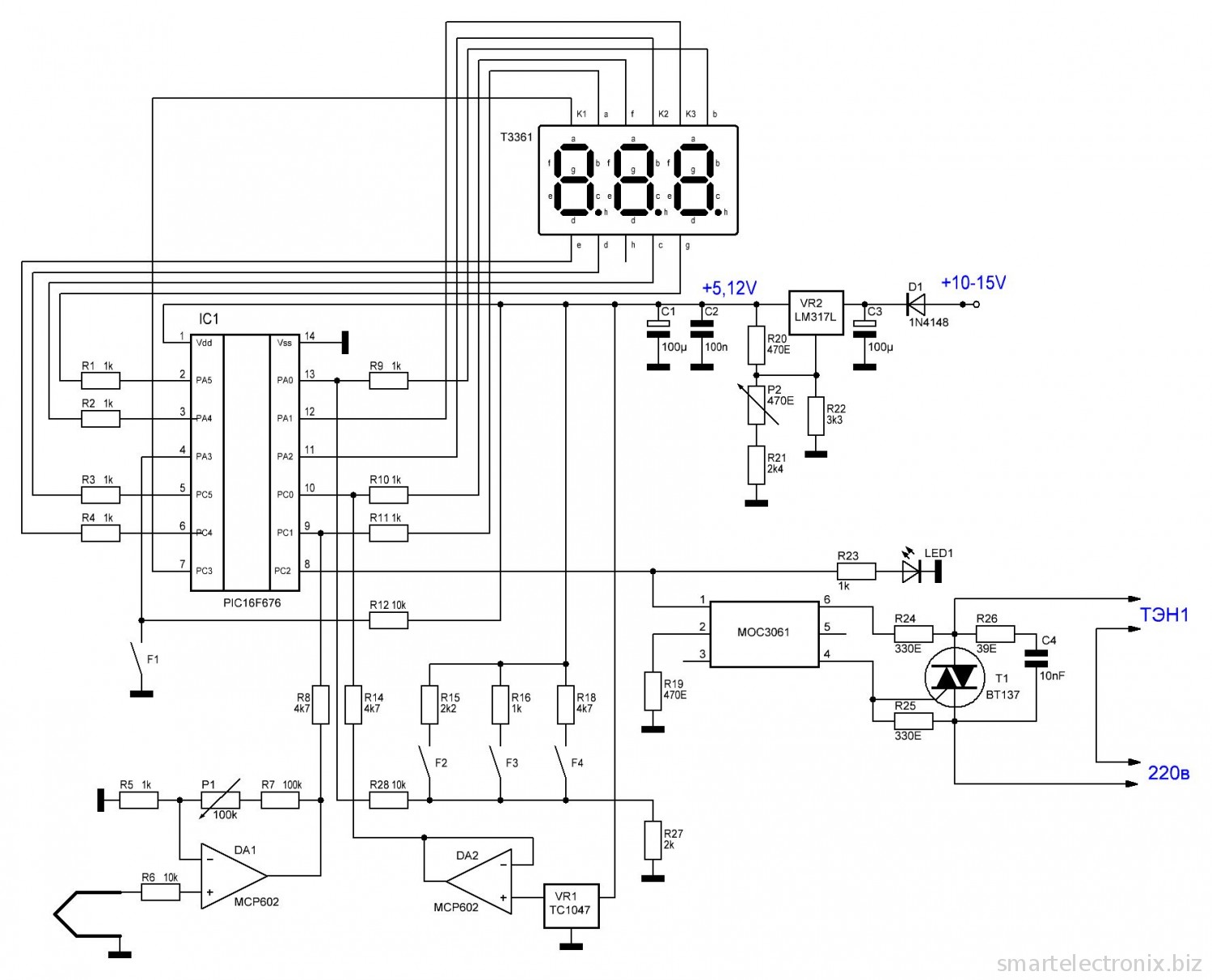
Оригинал.
Замена BGA. Горячий воздух или ИК лучи?
Как меняется BGA чип. Чем паять? Горячий воздух или ИК лучи?
Выбор паяльной станции
Горячий воздух или ИК излучение?
Вся современная электроника, и ее производство основано микросхемах. Вся вычислительная техника построена на чипах, выполненных в корпусах типа BGA.
Что вообще такое BGA?
BGA: Ball Grid Array — корпус PGA, в котором, вместо контактов штырькового типа используются шарики припоя. Такой тип микросхем предназначен для поверхностного монтажа. Распространен в мобильных процессорах, чипсетах, современных графических процессорах видеокарт компьютеров и ноутбуков. Корпуса BGA так же существуют в нескольких вариантах (видах).
Обзор BGA ИК Станций за 2010 – 2011 год
Итак, выводы этого типа микросхем имеют форму шариков и расположены снизу корпуса, благодаря чему, можно увеличить плотность монтажа (количество размещаемых элементов) на печатной плате. Работа с такими микросхемами требует особого подхода, сейчас поймете почему. Говоря о первичном монтаже (при производстве плат с такими чипами) должно соблюдаться точное совмещение контактов микросхемы с контактной площадкой на плате и равномерное запаивание всех контактов, путем равномерного прогрева. А в случае выпаивания (демонтажа) микросхемы, что опять же усложнено труднодоступностью выводов, нужно равномерный нагрев для отпаивания всех контактов. В обоих случаях должен быть четкий контроль качества процесса пайки.
Говоря о первичном монтаже (при производстве плат с такими чипами) должно соблюдаться точное совмещение контактов микросхемы с контактной площадкой на плате и равномерное запаивание всех контактов, путем равномерного прогрева. А в случае выпаивания (демонтажа) микросхемы, что опять же усложнено труднодоступностью выводов, нужно равномерный нагрев для отпаивания всех контактов. В обоих случаях должен быть четкий контроль качества процесса пайки.
Руками сделать такую работу теоретически не возможно. Но на практике ремонтники умудряются паять их даже на бытовой газовой плите… Для удобства пайки и демонтажа микросхем типа BGA нужно специальное оборудование благодаря которому можно максимально оптимизировать весь процесс работы с монтажом и демонтажем BGA микросхем. Также все более популярной стала технология пайки с использованием без свинцовых припоев, а в этом случае вопрос соблюдения технологии качественной пайки занимает первое место.
В чем разница пайки свинцовой и бессвинцовой?
При бессвинцовой пайке температура нагрева требуется выше на 30-40 градусов, в отличии от традиционной пайки с использованиес свинец-содержащих припоев. И по этому максимально допустимая рабочая температура для компонентов поверхностного монтажа (SMD и BGA) находится в диапазоне от 250 до 260 градусов.
И по этому максимально допустимая рабочая температура для компонентов поверхностного монтажа (SMD и BGA) находится в диапазоне от 250 до 260 градусов.
Основная задача в процессе пайки это аккуратное и быстрое выпаивание элемента без повреждения соседних элементов критичных к перегреву.
Предпочтителен инструмент, который сочетает в себе «низкую» температуру и высокую теплопередачу. При соблюдении всех условий демонтажа в большинстве случаев, невредимой сохраняется и отпаянная микросхема, это особенно полезно, в тех случаях, когда предположение о том, что она являлась причиной неисправности, опровергается.
Теперь о том какие существуют способы нагрева микросхем для пайки и демонтажа.
В локальной пайке и выпаиванию BGA чипов есть два варианта:
Термовоздушный
Инфракрасный (ИК)
Соответственно основанные на этих способах существуют и используются различные типы паяльных станций.
Рассмотрим сначала термо воздушные паяльные станции.
Термо-воздушные станции – устройство бесконтактной пайки, для нагрева паяемых компонентов используется открытый поток нагретого воздуха, который сфокусирован специальным соплом.
Грубо говоря это фен. Так как принцип его работы аналогичен работе обычного фена для высушивания волос. Разница лишь в температуре потока воздуха исходящего из сопла фена. Температура воздуха на выходе такой паяльной станции регулируется от 100 до 480 градусов Цельсия. Еще имеется возможность коррекции воздушного потока.
Термовоздушные станции пайки делятся на 2 способа подачи воздушного потока:
Компрессорные
Турбинные
В компрессорных, воздух подается работой диафрагменного компрессора расположенного в корпусе станции.
У турбинных, же в блоке термофена встроен маленький почти бесшумный электрический двигатель с крыльчаткой, который создает нужную величину воздушного потока.
Преимущества таких станций в их компактности, ими можно работать на рабочих местах малой площади.
Особенностью BGA-компонентов является расположение контактов, их выводы, представляющие из себя контактные площадки с шариками припоя, находящиеся под корпусом устанавливаемого на плату компонента, эти контакты недоступны для традиционных паяльных устройств. Поэтому напайка этих компонентов осуществляется сквозным прогревом корпуса.
Поэтому напайка этих компонентов осуществляется сквозным прогревом корпуса.
Разумеется, верхняя часть корпуса микросхему прогревается быстрее, чем шариковые выводы, так как они контактируют с платой, это и затрудняет их нагревание.
Бесконтактная пайка BGA-компонентов на поверхность печатной платы потоком горячего воздуха – процесс эмпирический. Температура воздуха места пайки регулируется двумя основными параметрами: выставленной температурой нагревателя, через который проходит воздух, и скоростью воздушного потока. Интересный факт в том что реальная температура потока воздуха из сопла выставляется приблизительно.
Расстояние от сопла до компонента припаиваемого к плате тоже весьма критично. Если Увеличение скорости потока воздуха снижает рассеивание воздуха на выходе из сопла, но требует повышения температуры нагревателя, это понятно, ведь высокая скорость прохождения потока воздуха через нагревательный элемент снижает разогрев воздуха, иными словами он просто не успевает нагреться до нужной температуры.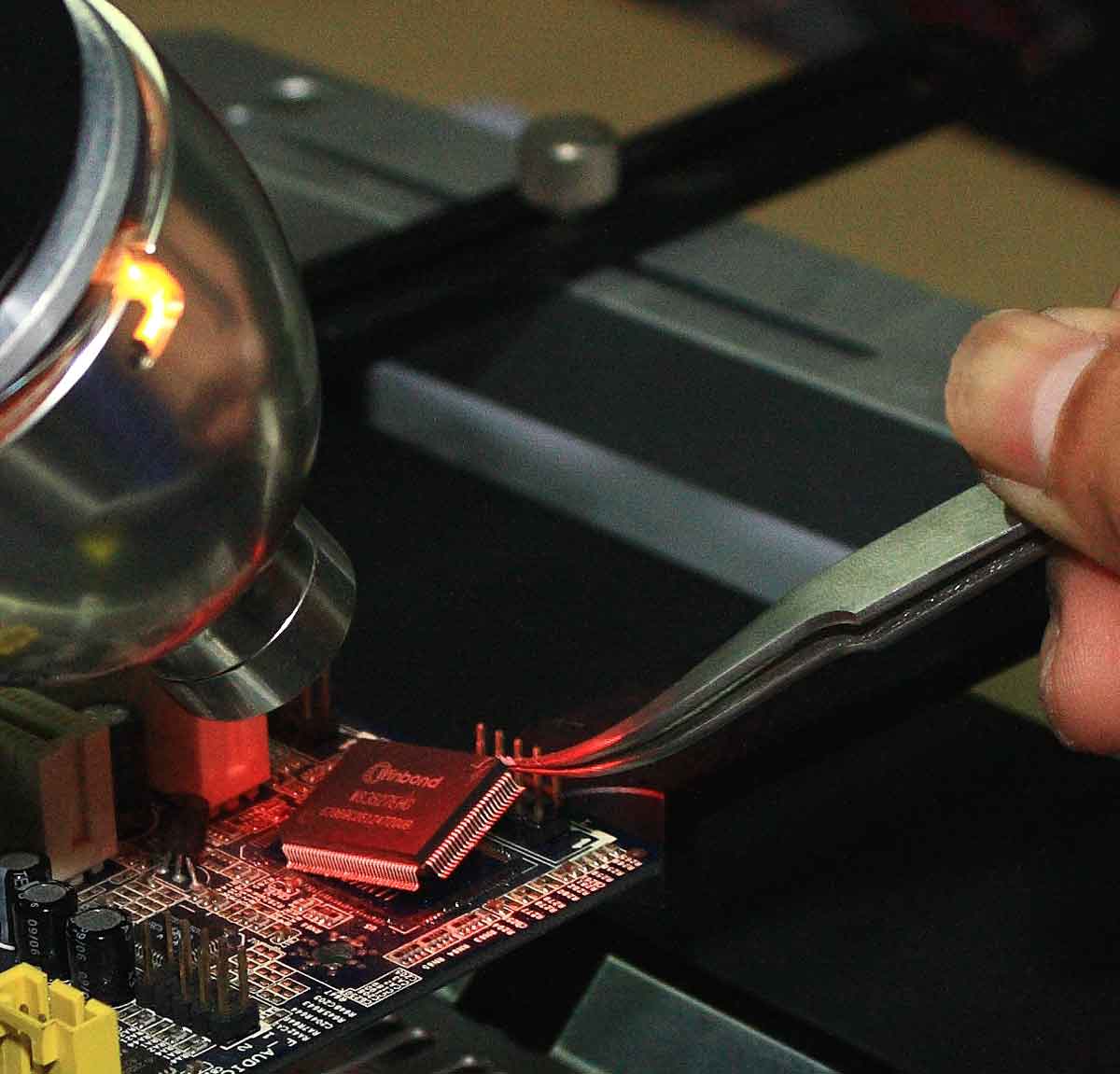
Из за неточности размеров сопел, особенно в головках для микросхем с большим количеством контактов, подвод тепла к месту пайки происходит не равномерный. Что ведет к увеличению опасности «термотравмы» компонента и печатных проводников на плате.
Различные конструкции паяльных станций для пайки и демонтажа горячим воздухом предполагают различные степени и способы контроля параметров термо инструментов – температуры воздуха, нагнетаемого в сопло фена и его количества, подаваемого в единицу времени.
У самых примитивных моделей нет обратной связи и можно лишь визуально наблюдать за поведением припоя в рабочем пространстве, и иметь представление о тепловой картине места пайки, глядя на положение регуляторов нагревательного прибора. Зато эти стации достаточно дешевые, спектр их применения ограничен. Основное их предназначение это демонтажные операции, в которых не требуется идеально точного соблюдения термо режима. Станции имеющие четкий контроль и стабилизацию температуры самые дорогие в своем классе. Они также имеют индикацию в реальном времени температуры воздуха на выходе фена, имеют индикатор давления воздушного потока.
Они также имеют индикацию в реальном времени температуры воздуха на выходе фена, имеют индикатор давления воздушного потока.
Теперь рассмотрим следующий вид станций это инфракрасные паяльные станции.
Они основаны на излучении инфракрасных волн от нагревательного элемента, вместо потока горячего воздуха.
Механизмом генерации тепла, используемым ИК станциях, является излучение. ИК-волны диапазона 2-8мкм, лучшее в смысле соотношения отражаемой и поглощаемой тепловой энергии: видимые ИК волны не пригожи для процесса пайки, так как они перегревают темные поверхностей и не прогревают блестящие выводы микросхем.
На таких станциях можно выполнять операции пайки и демонтажа компонентов, имеющих размеры от 10мм до 60мм. Среди них микросхемы в корпусах различного типа BGA, CSP, PGA, SOIC, QFP, PLC. Можно также ее использовать для локальной пайки группы компонентов на ограниченном участке монтажной платы. Размеры прямоугольной зоны нагрева задаются органами регулировки окна верхнего излучателя.
В принципе, оба способа: термовоздушный и ИК, имеют корни из технологий групповой пайки в печах плавления. Но при задачах ремонтной (локальной) пайки совершенно иная потребность. Если в случае с печью, которая должна обеспечить равномерный нагрев по всей поверхности платы, то ремонтная станция — только в отдельной области платы, при этом не подвергать соседние элементы термическому воздействию.
Лучшим решением для локальных ремонтных работ особенно с BGA, предпочтительна именно инфракрасная технология.
В местах первичного контакта струи воздуха с плоскостью, температура выше, чем зонах оттока «отработавшего» воздуха. Чтобы снижать завихрения, приходится замедлять поток воздуха, но это приводит к недостаточному переносу тепла: ведь неподвижный воздух является теплоизолятором!
Достаточно рассмотреть эти термограммы, это пятна нагрева плоскости корпуса BGA.
Горячий воздух сопло2 Горячий воздух сопло1 ИК-излучатели
ИК излучение имеет большее преимущество перед воздухом, так как это единственный механизм теплопередачи, который позволяет передавать тепловую энергию по всей площади монтируемой микросхемы.
Так как равномерный прогрев больших корпусов BGA воздушным потоком крайне затруднителен, для проведения ремонтной пайки, рекомендуется использовать именно инфракрасные станции.
Главные достоинства технологии инфракрасной пайки:
• равномерный локальный нагрева (самый критичный фактор для BGA)
• отсутствие вероятности сдуть с печатной платы демонтируемый компонент
• нет потребности в приобретении сменных профильных насадок для фена под определенные размеры чипов
• возможна работа компонентами сложного профиля
У многих возникает вопрос: не происходит ли перегрев инфракрасным излучением темных поверхностей BGA микросхем? и хватает ли его тепловой энергии для оплавления припоя светлых выводов микросхем QFP? Нелепо утверждать, что нет разницы в нагреве. Разница есть, но при длине волны 2…8 мкм которая является минимальной в инфра красном – диапазоне, за счет чего и обеспечивается достаточная для качественной пайки равномерность нагрева поверхностей имеющей различную отражающую способность.
Какую выбрать паяльную станцию? Термо воздушную или инфра красную?
Все зависит от Ваших потребностей, что Вам нужно на ней делать. Ремонтировать материнские платы от ноутбуков, или компьютерные материнские платы, а может платы мобильных телефонов. В общем, с платами от мобильников все имеющиеся на рынке паяльные станции от китайских производителей с разной степенью, но справляются. Станции одной ценовой категории, почти идентичны и нелепо обсуждать какая из них лучше, какая хуже. Ремонт материнских плат гораздо удобней производить на инфракрасной паяльной станции. Потому что на таких платах стоят микросхемы больших размеров требующих значительного и главное равномерного прогрева по всей площади.
Соответственно цена инфракрасных станций в разы дороже по сравнению, с термовоздушными.
Как паять паяльной станцией. Советы новичкам
Итак, наступил этот момент, когда вы решили приобрести свою первую паяльную станцию. Вы уже находитесь в предвкушении, освободили место на рабочем столе, получили свою станцию и готовитесь познать дзен и перейти на следующую ступень радиолюбительского дела. Но не стоит торопиться, ведь паяльная станция несколько отличается, от обычных паяльников, а значит, требует соблюдения некоторых правил, при работе с ней.
Вы уже находитесь в предвкушении, освободили место на рабочем столе, получили свою станцию и готовитесь познать дзен и перейти на следующую ступень радиолюбительского дела. Но не стоит торопиться, ведь паяльная станция несколько отличается, от обычных паяльников, а значит, требует соблюдения некоторых правил, при работе с ней.
К тому же, эту статью могут читать и те радиолюбители, которые только планируют приобрести свою первую паяльную станцию. Так что сперва нужно узнать, какими бывают паяльные станции и чем они отличаются друг от друга.
Какими бывают паяльные станции?Существует несколько типов паяльных станций, которые отличаются принципом работы. Самые простые — паяльные станции с обычным контактным паяльником. Также существуют термовоздушные паяльные станции, у которых вместо паяльника устанавливают специальный термофен. Бывают также и паяльные станции смешанного типа, у которых есть как фен, так и обычный контактный паяльник. Также встречаются и инфракрасные паяльные станции, но начинающие радиолюбители их практически не используют, так как некоторые такие устройства могут стоить, как недорогой автомобиль.
Основа каждой паяльной станции собственно блок управления, который по сути и является самим телом станции. В нем находиться трансформатор и управляющая электроника. У дешевых станций устанавливают аналоговые компоненты управления, у более дорогих установлены качественные цифровые компоненты.
Контактные паяльные станции комплектуются контактным же паяльником. Паяльники таких станций разборные, в них находиться съемный нагревательный элемент, а также зачастую можно заменить жало. Большинство паяльных станций делаются для более опытных пользователей, поэтому, имея определенные аксессуары, такой паяльник можно приспособить для самых разных видов работ.
Паяльные станции с термофеном, как видно из названия, комплектуются собственно термофеном! У таких станций блок управления может содержать дополнительные элементы — вентиляторы или компрессоры. Компрессор может быть установлен и непосредственно в самом фене.
При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.Многие производители выпускают совмещенные паяльные станции, которые укомплектовываются как феном, так и паяльником. У некоторых есть и специальный оловоотсос. Естественно, такие станции стоят несколько дороже, чем обычная контактная или термовоздушная станции.
Ну и есть такой вид паяльных станций, как инфракрасные. У них, вместо термофена или контактного паяльника установлен инфракрасный нагревательный элемент. Обычно такие станции стоят гораздо дороже, чем те, что перечислены выше, так как инфракрасные станции предназначены для работы со сложными элементами.
 При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.
При пайке феном, припой разогревается потоком горячего воздуха. Это позволяет равномерно прогревать не один контакт детали, а сразу всю деталь. Так, термофеном очень удобно отпаивать многовыводные компоненты, которые обычным паяльником выпаивать довольно сложно.Короткий обзор видов паяльных станций завершен. Теперь рассмотрим несколько элементарных правил обращения с паяльной станцией.
Вообще, паяльной станцией пользоваться не сложнее, чем обычным паяльником. Просто паяльными станциями пользоваться удобнее и комфортнее. К тому же при выполнении некоторых видов работ, обычный паяльник будет не очень удобным. Предлагаем рассмотреть несколько видов работ, которые можно выполнять различными видами паяльных станций:
Обычные контактные паяльные станции можно применять как для обычного навесного монтажа, так и для работы с крохотными SMD-элементами. А все благодаря тому, что у таких паяльников можно менять жала, а также точно регулировать температуру нагрева жала.
Термовоздушные паяльные станции также можно применять для навесного монтажа, но лучше всего они подходят для SMD монтажа. Не нужно прогревать отдельные выводы компонента, так как можно прогреть все и сразу, а потом быстро и без проблем удалить компонент.
Паяльные станции с феном и паяльником являются комплексным решением. Они совмещают в себе лучшие качества предыдущих двух видов станций.
Такие станции часто покупают в сервисные и ремонтные центры.Инфракрасные паяльные станции применяются для сложного ремонта различных дорогостоящих устройств. Нужно выпаять чип с поверхности материнской платы? Только инфракрасные паяльные станции позволят провести такую операцию без вреда как для самой платы, так и для элемента, который выпаивают.
 Такие станции часто покупают в сервисные и ремонтные центры.
Такие станции часто покупают в сервисные и ремонтные центры.Ну а используя паяльную станцию, нужно соблюдать всего несколько простых, элементарных рекомендаций. При этом, для каждого вида паяльных станций есть свои рекомендации. Но стоит сразу выделить одну общую: никогда не выставляйте максимальную температуру нагрева без необходимости! У контактного паяльника элементарно перегреется жало, из-за чего оно довольно быстро придет в негодность, как и нагревательный элемент. Перегрев также опасный и для термофена, так как может привести повреждению нагревательных элементов.
Используйте только качественный флюс, когда паяете с помощью контактной паяльной станции. В принципе данный совет актуален при пайке любым агрегатом, так как некачественный флюс может нанести вред здоровью, а также со временем будет разрушать дорогостоящее жало паяльника.
Кстати, специалисты рекомендуют не экономить на флюсе и использовать его столько, сколько необходимо или даже чуть больше. Также не экономьте на припое.
Не рекомендуется без необходимости включать термофен на максимальную мощность. Почему так? Все просто — поток воздуха может сдуть с платы некоторые особенно мелкие элементы.
Некоторые радиолюбители модифицируют свои паяльные станции. Но если вы слабо разбираетесь в устройстве паяльных станций и техники в целом, лучше не модифицировать свою станцию, чтобы не навредить ей.
Делаем выводыВыводы достаточно простые — работать с паяльной станцией просто, удобно и комфортно. Ну а соблюдать элементарные правила работы с паяльной станцией не так уж и сложно. Главное помнить одно основное — не использовать без необходимости максимальную температуру нагрева для паяльника или фена. Такой экстремальный режим работы не пойдет на пользу нагревательным элементам.
Ну и конечно не рекомендуется без необходимости, и тем более соответствующих навыков и знаний модифицировать свою паяльную станцию.
Опубликовано: 2021-09-13 Обновлено: 2021-09-13
Автор: Магазин Electronoff
Поделиться в соцсетях
Какая температура жала паяльной станции должна быть. Пайка паяльником в домашних условиях
Гулял по городу на выходных, в поиске всяких мелочей, вышел пополнить так сказать запас запчастей и подручных средств, и как раз вспомнил в радиомагазине, что нужен для лужения плат мощный паяльник, с широким жалом. В магазине был целый ряд простых паяльников с деревянной ручкой, которые очень хорошо себя зарекомендовали – поэтому такой и купил себе для нужд, когда требуется основательно чтото подогреть до высокой температуры. Для более тонких работ конечно необходим специальный
.
Для более тонких работ конечно необходим специальный
.
Паяльник ПД-40
- Паяльник ПД-40 – 220В 40Вт.
- Рабочая температура жала 380-460 градусов.
- Ручка – деревянная.
Ручка выполнена из дерева – при даже длительном нагреве как показала практика она удобна и не вызывает особо сильного нагрева и какого либо неприятного ощущения для рук. У основания железного крепления нагревателя – винт для подсоединения провода заземления.
Жало у ПД-40 сменное, широкое как отвертка. Фиксируется защитным колпачком и болтом с помощью основания латунной муфты в которое вставляется медное жало.
Медным оно выполнено потому, что медь является одним из лучших проводников тепла. Правда она со временем выгорает, но при необходимости можно жало и поменять.
Нагрев происходит в нагревательном элементе, который греет жало изнутри при прохождение электрического тока по спирали. Мощность 40 ватт вполне оптимальная и паяльник хорошо разогревается уже за пару минут.
Мощность 40 ватт вполне оптимальная и паяльник хорошо разогревается уже за пару минут.
При первоначальной эксплуатации паяльник нужно залудить: покрыть медную основу флюсом и оловом. Это Вы можете просмотреть на видео где заснят весь технологический процесс.
Видео – лужение паяльника
Для лужения хорошо применять особую губку для снятия лишнего припоя и окалины, на основе целлюлозы смоченной в воде.
Канифоль обычная – сосновая, лучше брать потемнее, олово – пруток типа ПОС-61 с каналом канифоли, его использую для пайки элементов.
Паяльник выполнен по классу защиты второй категории, что при правильной эксплуатации прибора не вызовет у вас травму.
Многие знают, что для получения качественной пайка при монтаже радиодеталей необходимо, чтобы температура жала паяльника соответствовала рабочей температуре припоя. У разных марок припоя она отличается. Если жало паяльника перегрето, припой будет окисляться и пайка получится недостаточно прочной. Кроме того, в этом случае жало паяльника быстро обгорает и припой вообще перестает на нем держаться. Качественная пайка имеет зеркальный блеск после остывания, и получить ее можно только при определенной температуре. Так, для наиболее распространенной марки припоя ПОС-61 температура пайки 190…260 °С. Рекомендуемая температура пайки микросхем 235±5 °С при продолжительности не более 2 с.
Кроме того, в этом случае жало паяльника быстро обгорает и припой вообще перестает на нем держаться. Качественная пайка имеет зеркальный блеск после остывания, и получить ее можно только при определенной температуре. Так, для наиболее распространенной марки припоя ПОС-61 температура пайки 190…260 °С. Рекомендуемая температура пайки микросхем 235±5 °С при продолжительности не более 2 с.
При покупке простейшего дешевого паяльника на сетевое напряжение 220 В, как правило, выясняется, что он перегревается и плохо паяет. Устранить эту проблему можно четырьмя путями.
Способ 1-й. Если паяльник имеет жало в виде стержня, который фиксируется на корпусе с помощью винта (рис.1), то, регулируя длину погружения стержня в нагреватель, можно легко плавно изменить температуру. Но такую конструкцию крепления жала имеют не все паяльники, и этот метод может оказаться неприемлемым.
Способ 2-й. Можно воспользоваться ЛАТРом или трансформатором с большим числом отводом. В этом случае температура регулируется изменением подаваемого на обмотку нагревателя напряжения.
В этом случае температура регулируется изменением подаваемого на обмотку нагревателя напряжения.
Способ 3-й. Последовательно с нагревателем паяльника включается добавочный резистор (реостат). При этом мощность резистора должна быть такой же, как и у паяльника, а номинал сопротивления подбираем для получения нуж ной температуры. Такой добавочный резистор имеет большие габариты и греется, что неудобно.
Способ 4-й. Электронный регулятор, рис.2, позволяет плавно менять (переменным резистором R2) температуру нагревателя в широких пределах. Устройство имеет бестрансформаторное питание и малые габариты, что позволяет разместить его в подставке под паяльник. Схема не критична к типам деталей, и ее настройка заключается в подборе номинала резистора R4 (при нулевом значении R2) для получения максимального напряжения на нагревателе. Подключаемый паяльник может иметь мощность от 15 до 300 Вт, а при замене диодов VD1 …VD4 на больший ток – до 1000 Вт.
Рис. 1 Конструкция паяльника с перемещаемым жалом
1 Конструкция паяльника с перемещаемым жалом
Рис.2 Схема регулятора температуры
В случае, если паяльник рассчитан на более низкое номинальное напряжение питания (48 или 36 В), потребуется снижающий напряжение трансформатор, а на схему электронного регулятора может подаваться пониженное напряжение. В этом случае для сохранения ее работоспособности потребуется пропорционально входному напряжению уменьшить номинал резистора R1
Источник: zps-electronics.com трансформатором регулируется добавочный резистор
| C этой схемой также часто просматривают: |
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Предлагаю ознакомиться с статьёй “Как паять. Краткое посвящение в технологию пайки для новичков.”, взятой с сайта: http://www.licrym.org и распространяемой по лицензии Creative Commons 3.0 BY-NC-SA . В статье дан некоторый теоретический материал, в основном для широты и полноты знаний. Запоминать марки флюсов, температуру ликвидус припоя ПОС-61 и т.п. совершенно необязательно.
Залог успеха в любом начинании – хороший инструмент. Паяя «на коленке», снимая изоляцию зубами и обстригая лишнее огромными кусачками успеха добиться будет крайне трудно. По этому лучше не поскупиться и приобрести подходящий инструмент – это сбережет нервы.
Паяльник.
Какой мощности нужен паяльник?Мощность выбирается исходя из того, что паять. Маломощный паяльник не разогреет, слишком мощный перегреет. Чем массивнее деталь, тем бОльшая мощность нужна. Для микро монтажа (маленькие микросхемки для поверхностного монтажа например) используют паяльники 4, 6, 12, 18 Вт. Для печатного монтажа используют паяльники мощностью 25, 30, 35, 40, 50, 60 Вт. Для объемного монтажа (пайка корпусов, шасси и т.п) используют паяльники мощностью 50, 60, 75, 90, 100,120 Вт. Для обучения пайке оптимальным будет выбор паяльника 25–40 Вт. Приобретите именно такой паяльник. (Цена обычно около 100 – 150 р. На 2008 г.) Сверху китайский паяльник CT-BRAND 30 Вт. Внизу паяльник производства г. Псков 25 Вт. У обоих паяльников жала не родные.
А паяльная станция это что такое? Чем она отличается от обычного паяльника?В обычном паяльнике температура жала не задается, просто паяльник сконструирован так, что она находится где то в пределах 250 – 400 градусов Цельсия. В некоторых задачах такой разброс температуры жала недопустим, поэтому у паяльников в паяльных станциях около жала вмонтирован термодатчик. Паяльная станция отслеживает текущую температуру жала и регулирует напряжение на паяльнике, что бы температура соответствовала заданной. Паяльную станцию стоит покупать тогда, когда станет понятно, что нужна именно она. Для обучения пайке достаточно простого паяльника. Также у паяльной станции паяльник питается низким напряжением (12, 24, 36 вольт) через трансформатор. Назначение этому двоякое.
- При пайке в заземлённых браслетах безопасны только паяльники, питающиеся низким напряжением.
- Кроме того, паяльник гальванически развязывается от сети. Гальваническая развязка не даёт проникнуть всяческим наводкам и импульсам из сети через паяльник в паяемый узел. Особенно чувствительны к этому туннельные диоды.
На фото – паяльная станция: У некоторых паяльников, обычно отечественных, жало медное – красноватого цвета. А у китайских оно белое. Почему так?
Дело в том что на постсоветском пространстве среди любителей всё еще распространена технология пайки медными жалами, в то время как за рубежом давно перешли на необгораемые жала. Покупать для начала желательно паяльник именно с медным жалом. (белые жала тоже медные, только покрыты тонким слоем никеля). В радиотоварах обычно продаются запасные медные жала, поэтому у паяльника можно извлечь белое жало, и вставить медное. Слева направо. 1. Медное облуженое жало. Чернота – образовавшаяся из-за нагрева окись меди. 2. Новое медное незаточенное жало. 3.Необгораемое («вечное») жало на конус.
А зачем придумали необгораемые жала? Какие еще бывают паяльники?Газовые паяльники – тепло получается при сгорании газа из встроенной емкости. Используются для пайки в полевых условиях. Китайский газовый паяльник. Насадка с жалом съемная. Паяльник типа «момент». На фото самодельный паяльник типа «момент»: Промышленный паяльник ЭПСИ 65Вт, производства СССР: Нагревательным элементом служит медная проволока, которая является и жалом. Температура регулируется длительностью нажатия на курок включения. Главное достоинство такого паяльника, это то, что он нагревается до рабочей температуры за 1–2 с. Недостатков много – габариты, вес, малый срок службы жала. Такой паяльник используют в основном там, где нужно изредка что либо подпаять, при этом нет желания тратить время на разогрев нормального паяльника.
Паяемость Какие металлы паяются?Отлично паяются: Олово (белая жесть), кадмий, палладий, золото, серебро, родий. Хорошо паяются: медь, бронза, латунь, свинец, нейзильбер, беррилиевая бронза. Удовлетворительно паяются: Углеродистые стали, низколегированные стали, цинк, никель. Плохо паяются: Алюминий, алюминиевая бронза, высоколегированная сталь, нержавеющая сталь. Очень плохо паяются (требуется промежуточное покрытие из паяемого металла): чугун, титан, хром, тантал, магний.
Припой и флюс. Что такое флюс? Зачем он нужен?Флюс – вспомогательное вещество. Флюс удаляет окислы с паяемых поверхностей (пленка окислов мешает смачиванию поверхности припоем), снижает поверхностное натяжение припоя (припой лучше растекается, затекая во все промежутки). Флюс бывает твердым, жидким, в виде геля или пасты. Флюсы разделяются на группы: 1. Кислотные или активные 2. Антикоррозионные 3. Бескислотные 4. Активированные Иногда делят всего на две группы – нейтральные и активные. Нейтральные флюсы (канифоль например) «кушают» окислы слабее, чем активные, вроде паяльной кислоты. Это палка о двух концах, так как при использовании активных флюсов встает необходимость полностью их смыть с платы, иначе со временем они окислят проводники. Так как полностью отмыть плату очень сложно, для электроники активные флюсы (паяльная кислота) не используют. (Пример – собранное устройство странно себя ведет. Причина – пайка кислотой, остатки флюса при повышении влажности начинают проводит ток в непредсказуемых местах, вызывая сбои.) Нейтральные флюсы допускается не отмывать. Канифоль: Стоимость канифоли – менее 10р. За баночку в 20 гр. Как на фото (2008 г.) На английском языке канифоль называется «rosin».
Каким припоем паять? Чем ПОС-61 отличается от ПОС-30?Электронику лучше всего паять припоем ПОС-61. (или ближайшими импортными аналогами, например с 63% Sn) ПОС означает Припой Оловянно-Свинцовый. Цифра 61 – 61% олова. Соответственно припой ПОС 30 содержит только 30% олова. Существует множество разных припоев, см. табл: Небольшое пояснение. Солидус – температура, ниже которой сплав полностью твердый. Ликвидус – температура, выше которой сплав полностью жидкий. Следовательно при температуре между температурами ликвидус и солидус сплав будет представлять собой «кашу». Эвтектическим для системы Sn – Pb будет сплав с 61,9% олова, поэтому припой ПОС-61 самую низкую температуру ликвидус. Припой ПОС61 также обладает самой высокой прочностью среди припоев ПОС. Предел прочности при растяжении 6,7 – 7,5 кГ/мм2. Существуют еще всяческие экзотические сплавы, вроде сплава Вуда (температура плавления 65,5 градусов Целься), сплава Розе (температура плавления 90 градусов Цельсия) и т.д. Используются они в специфических областях и купить их можно только в специализированных магазинах. Припой ПОС-61 можно купить практически в любом хозмаге. В магазинах радиодеталей можно встретить так называемые «бессвинцовые» припои. Для обучения пайке брать их не стоит, так как их характеристики (смачиваемость) хуже оловянно-свинцовых. Создание бессвинцовых припоев вызвано давлением экологов. Припои, детали, сделанные по бессвинцовой технологии обычно имеют надпись RoHS на упаковке.
В каком виде продается припой?Припой может продаваться в виде отрезков проволоки разных диаметров, прутков, гранул. Наиболее удобным является форма проволоки. На фото снизу – пруток припоя. Слева – проволока диаметром 3 мм с центральным каналом из канифоли. Справа катушка импортного припоя “radiel–fondam” диаметром 0,8 мм с центральным каналом с безканифольным флюсом. Рекомендуемые производители припоев: Radiel-fondam, Felder, AIM. Качественный припой в виде проволоки на катушке должен иметь ровную поверхность и блестеть.
А что такое паяльная паста?Паяльная паста – это смесь флюса и маленьких гранул припоя. Паяльная паста наносится через маску на плату. Сверху устанавливаются компоненты, и плата отправляется в печь, где паяльная паста расплавляется и припой из ее состава припаивает компонент к контактной площадке.
Вспомогательный инструмент.В необходимый минимум входят – бокорезы, канцелярский нож, пинцет. Маленькие бокорезы и плоскогубцы – производства фирмы «Энкор» (г. Воронеж) серии «точная механика». Стоят порядка 75 р. На сайте производителя указана цена 55 р. (2008 г.) Полная серия инструмента «точная механика»: Также было бы неплохо иметь тиски:
Цена китайских тисков – около 230р. (2010 г.) Существует приспособление «третья рука», которое позволяет освободить одну руку (например в третью руку зажать провод, в то время как левой держать проволочку припоя, а в правой руке паяльник.)
Стоит тоже порядка 200 р. (2008 г.) Обязательно иметь подставку для паяльника. Подставка может быть как самодельная, так и промышленного производства. Обязательное условие – негорючий материал подставки. (Для дерева можно сделать исключение – паяльником его поджечь крайне трудно, поэтому основу подставки можно сделать из дерева. Но контактирующие с паяльником части – только металлические). Самодельная подставка для паяльника: При демонтаже (особенно при работе не обгорающими жалами) бывает необходимо удалить припой. Удаляют припой оловоотсосом или оплеткой. Оловоотсос представляет себя что то вроде шприца с пружиной. Сначала он взводится – поршень толкается внутрь и защелкивается. Затем носик подносят к расплавленному припою, который необходимо удалить, и нажимают на кнопку спуска. Поршень под воздействием пружины поднимается, интенсивно затягивая воздух с припоем внутрь. При следующем взводе шток выдавит через носик собранный припой. На всякий случай передняя часть оловоотсоса съемная. Цена оловоотсоса около 150р. Для более чистого сбора припоя используют оплетку. Оплетка представляет из себя множество тонких переплетенных медных проволочек, покрытых флюсом. Оплётку придавливают паяльником к месту, откуда нужно удалить припой. Припой под действием капиллярных сил всасывается в оплетку. Использованную часть оплетки отрезают и выбрасывают. Цена оплетки – порядка 30 р. за упаковку 1,5м как на фото: Для изоляции используют изоленту (только не тканевую!), ПВХ трубочки («кембрик») или термоусадку. Термоусадка гораздо удобнее в использовании, чем кембрик, т.к. после осаждения она плотно облегает контакт и никуда не съедет. На фото кусочек термоусадки. Правую часть разогрели и она «села». Разогревать термоусадку можно чем угодно. Я осаждаю термоусадку в синей части пламени зажигалки.
Резюме:Для обучения пайке купить: 1. Паяльник на 25–40 вт. с медным жалом 2. Припой ПОС61 диаметром 2–3мм с сердцевиной из канифоли 3. Баночку твердой канифоли 4. Маленькие бокорезы 5. Пинцет и/или плоскогубцы с длинными тонкими губками.
Рабочее место и техника безопасности.Рабочий стол должен быть чист, никакого захламления. Все посторонние предметы должны быть убраны (если стол завален всяким мусором, то обязательно в процессе пайки что-нибудь заденешь жалом или уронишь шнуром). Так как пайка ведется высокой температурой то никаких легкоплавких или горючих материалов не должно быть в районе пайки. Шнур паяльника не должен натягиваться или скручиваться. Так как при пайке (особенно активными флюсами) выделяется довольно много вредных веществ, то помещение должно хорошо проветриваться. Никаких продуктов питания в помещении при пайке быть не должно. Также запрещается принимать пищу/пить напитки в помещении, где ведется пайка. Во время пайки нельзя наклоняться над паяльником и вдыхать дым. Дымом от пайки кислотами запросто можно обжечь слизистые. Объект пайки держать лучше каким либо инструментом, т.к. можно обжечься и рефлекторно дернувшись что либо уронить. После пайки обязательно вымыть руки. На хранение паяльник убирать только холодным.
Процесс пайки. Новый паяльник с медным жалом.Если жало нового паяльника не заточено – то затачиваем его, придавая необходимую форму. Форма заточки – дело индивидуальное. Лично мне удобна форма как на фото вначале статьи, где три жала. После того как заточили жало – нам необходимо его облудить – покрыть слоем припоя, иначе припой к жалу приставать не будет. Для этого окунем жало паяльника в канифоль, затем расплавим небольшое количество припоя, и разотрем его по поверхности жала на деревяшке (можно использовать неокрашенную картонку). В итоге рабочая поверхность жала должна быть покрыта блестящим слоем серебристого металла.
Новый паяльник с необгораемым жалом.Никаких подготовительных операций не требуется. Единственное – при работе с паяльником грязь с жала счищают проводя по вискозной губке (она чем то напоминает поролон) смоченной в воде. Губка обычно идет в комплекте с подставкой. Если нет губки – можно использовать любой другой мягкий негорючий материал (вплоть до влажной бумажной салфетки). Теперь можно приступать непосредственно к пайке. Провода перед пайкой соединяют механически – скручивают. Встык паять нельзя – прочность соединения крайне низкая. Можно паять внахлест. Выводы радиоэлементов при пайке печатных плат загибают для фиксации элемента на плате. Если предполагается демонтаж элемента – то загибать выводы нельзя, фиксируют другими способами.
Облуживание проводов. (вариант для медного жала)Тренировку лучше всего проводить на многожильных медных проводах в полимерной оболочке. Канцелярским ножом аккуратно надрежем и снимем изоляцию. Надрезать изоляцию, ставя нож перпендикулярно к проводу не рекомендуется – можно надрезать сами жилы провода, что при изгибах вызовет поломку жилы. Изоляцию лучше надрезать под углом к проводу – так же как затачивают карандаш. Можно использовать специальные клещи для съемки изоляции. Самый лучший вариант – снятие изоляции горячим предметом (не жалом! Оно покроется остатками сгоревшей изоляции и им будет плохо паять), для чего есть специальные приспособления. Но нужно уметь снимать изоляцию ножом. После того как сняли изоляцию посмотреть на жилы провода. Если жилы тёмного цвета, не блестят – на них толстая пленка окислов (в основном бывает на очень старых проводах, хранившихся в неподобающих условиях) которую нужно снять механически, флюсу она будет не по зубам. Если жилы блестят медным или серебристым блеском – скручиваем их. Набираем на жало немного припоя и окунаем в канифоль. Канифоль при этом расплавится. Быстро, пока не выгорела канифоль на жале, проводим жалом по проводу. Если всё сделано правильно то припой растечется по скрученным жилам. Если припой не смачивает жилы то нужно их зачистить и/или предварительно покрыть жидким флюсом, например ЛТИ-120. Итак, фото: На фото: 1.- с провода снята изоляция. Жилы блестят. 2.-с провода снята изоляция – жилы темного цвета без блеска – требуется механически их зачистить от окислов. 3.- Жилы скручены, готовы к облуживанию. 4.- Хорошо облуженный провод. Припой затек во все пространство между жилами. 5.- Хорошая пайка. Провода соеденены внахлест. Поверхность соединения гладкая и блестящая. 6.- Брак – нет смачивания припоем. Причины: недостаточное количество флюса, слишком толстая пленка окислов на проводе. 7.- Плохая пайка – поверхность припоя матовая и в окислах. Причины: недостаток флюса, смещение деталей во время пайки. Вот пример отказ оборудования из-за плохой пайки: это фото – разъем китайского зарядника «евросеть». На заводе провода шнура неаккуратно припаяли, использовав мало флюса. Контакт был, поэтому зарядник работал. Но со временем под действием механических нагрузок резистор отвалился от ламели, потеряв контакт.
Облуживание проводов. (вариант для необгораемого жала)Зачищаем провод также как и в варианте для медного жала. Так как к необгораемому жалу припой не пристает то его необходимо подавать в момент пайки виде проволочки. Держа паяльник в правой руке, проводим жалом вдоль провода (тепло должно передаваться жилам, иначе припой их не смочит) одновременно подавая левой рукой проволочку припоя. Если необходимо – можно предварительно покрыть жилы жидким флюсом.
Демонтаж. Вариант для медного жала.Если провод или вывод не загнуты то достаточно разогреть припой и вытянуть провод. Если припоя слишком много и крепление не видно, то стряхнем с жала лишний припой (паяльниками с керамическими нагревателями стучать нельзя). И приложим к месту пайки. Часть припоя перетечет на жало. Далее аккуратно расшатываем соединение пока провод не отпаяется. Если расшатывание невозможно то придется использовать оловоотсос и оплетку. Разогреваем жалом припой, быстро накрываем место пайки носиком оловоотсоса и нажимаем на спуск (учитывайте отдачу оловоотсоса при работе с хрупкими вещами!) Так мы удалим большую часть припоя. Если необходимо еще удалить припой – то прикладываем к месту пайки оплетку и прижимаем жалом. Припой перетечет в оплетку. Важно учитывать, что печатные платы долго греть нельзя – начнет отслаиваться фольга дорожек, не говоря о перегреве отпаиваемого элемента.
Демонтаж. Вариант для необгораемого жала.Точно так же как и для медного, кроме возможности собрать лишний припой на жало.
ЗамечанияПосле пайки флюс необходимо отмывать, что бы не допустить коррозии. Вот пример отказа аппаратуры из-за не отмытого флюса: Динамик в радиоле работал более 20 лет прежде чем коррозия нарушила контакт. Активные (кислотные) флюсы отмывать всегда, канифоль – желательно.
Дело в том, что флюс «кушает» не только окислы на паяемой поверхности, но еще и материал жала. Также медь немного растворяется в припое, поэтому при длительной работе на медном жале образуются каверны, ямки и т.д. в результате чего оно теряет свою геометрическую форму. Из-за этого в процессе работы приходится регулярно затачивать медное жало. При работе с канифолью затачивать жало приходится раз в неделю – месяц, в зависимости от интенсивности пайки. При работе с припоем Radiel – fondam с бесканифольным флюсом пришлось затачивать жало чуть ли не каждый час. Для борьбы с этим явлением придумали «необгораемое» жало, также иногда называемое «вечным». Это медное жало покрытое тонким слоем никеля. Никель перекрывает собой доступ к меди, защищая ее. При пайке таким жалом припой подается проволочкой непосредственно в место пайки, а не таскается на жале. Также категорически запрещено прилагать механические усилия при пайке необгораемым жалом. Попытка “подковырнуть и отогнуть” жалом провод может привести к нарушению целостности покрытия, в результате чего жало быстро приходит в негодность из-за начинающегося процесса растворения меди под покрытием. Рекомендуется приобретать жала от известных фирм (Ersa, hakko), они имеют более толстое покрытие и прослужат гораздо дольше. Также не рекомендуется надолго оставлять необгораемое жало “голым” (не покрытым слоем припоя) и нагретым, это может вызвать окисление поверхности жала и ухудшить смачиваемость. Окисленные жала восстанавливают при помощи специального средства – активатора жал.
Всего Вам доброго и успеха в делах!
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
svarkaipayka.ru
Температура паяльника при пайке мягким припоем, применение термометра и активатора жала
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала – действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.
Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев – медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.
При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
svaring.com
ТОП-5 паяльников для пайки микросхем и радиодеталей
Пайка является неотъемлемой частью ремонта оборудования с микросхемами и его создания. Это достаточно сложный процесс, которые требует наличия специального оборудования, так как здесь ведется работа с достаточно мелкими деталями. Паяльник для микросхем заметно отличается от того, который нужен для спаивания проводов. Его размеры заметно меньше, чем крупные модели для обыкновенных операций, а также жало обладает тонкой заточкой. Могут встречаться варианты со специальными видами заточек, которые рассчитаны преимущественно на выпаивание.
Паяльник электрический для микросхем является необходимым инструментом мастера по ремонту и любителя радиотехники. Модели могут быть в различном ценовом сегменте с отличающимися характеристиками. В любом случае, это будет ручной инструмент, который позволит наносить тонкий слой припоя и нагревать детали для спаивания и выпаивания их из схемы. Многие разновидности являются узкопрофильными и предназначаются для одного вида работ.
Особенности паяльников для микросхем
Одной из главных особенностей таких моделей является форма жала. Именно наконечник является основным рабочим инструментом. В зависимости от его формы и прочих особенностей можно понять, как именно будет работать устройство и для каких целей оно предназначено. Форма не единственный параметр, выделяющий паяльник для электроники среди остальных. Размер становится еще одним фактором, выделяющим этот тип устройств на фоне остальных. Маленький паяльник для микросхем позволяет проводить основные операции для работы с ними, тогда как большие стандартные модели оказываются достаточно грубыми для такой работы. Это же сказывается на мощности изделия. Для каждого вида работ мощность должна быть соответствующей, чтобы ее хватало для расплавления контактов, но чтобы паяльник ничего не пережигал.
Виды паяльников для электроники
Основным различием, которое помогает разделить паяльники для электроники на разновидности, является вид нагревательного элемента, который в них используется. В последнее время технология производства позволяет выпускать множество разновидностей, которые отличаются друг от друга по характеристикам.
Нихромовые
Основным нагревательным элементом в таких паяльниках становится нихромовая проволока. Материал хорошо проводит электрические импульсы, что позволяет нагревать жало до нужной температуры достаточно быстро. Простые модели обладают спиралью, которая намотана на корпус не проводящий электричество. Чтобы проволока не теряла тепло, ее помещают в изоляторы. Подобные модели чаще всего применяются в бытовом непрофессиональном использовании.
Недостатки:
- Паяльник для радиодеталей с нихромовым нагревательным элементом долго нагревается;
- Спираль быстро перегорает и ее приходится менять.
Преимущества:
- Простота в использовании;
- Неприхотливость к внешним факторам;
- Высокая ударостойкость.
Керамические
Паяльник для пайки микросхем телефонов с керамическим нагревательным элементов использует специальные стержни, которые подсоединяются к контактам дающим напряжение. Благодаря воздействию напряжения керамика нагревается до нужной температуры.
Преимущества:
- Тонкий паяльник для микросхем из керамики обладает длительным сроком эксплуатации;
- Быстро нагревается до нужной температуры.
Недостатки
- Высокая подверженность механическим повреждениям;
- Жало заменить невозможно, если оно как-либо повредиться.
Индукционные
Точечный паяльник индукционного типа обладает всеми необходимыми качествами для спаивания микросхем. В нем присутствует ферромагнитное покрытие, которое обеспечивает образование магнитного поля на жале, а также есть катушка индуктора. Его особенностью является то, что когда достигается максимальная температура, то нагрев прекращается. Когда температура начинает понижаться, подача электричества возобновляется. Это обусловлено ферромагнитными свойствами покрытия.
Преимущества:
- Наличие автоматического подогрева;
- Экономия энергии;
- Неприхотливость в эксплуатации.
Недостатки
- Чтобы подобрать оптимальное значение температуры нагрева, приходится менять наконечники, так как этот параметр поддерживается согласно точке Кюри.
Импульсные
Главным отличием данной модели является наличие частотного образователя, который имеет встроенный высокочастотный трансформатор. Сначала частота повышается, но через некоторое время она понижается до рабочего значения. Жало здесь является частью электрической цепи. Оно подключено к токосъемникам вторичной обмотки. Это обеспечивает прохождение больших токов сквозь обмотку и дает максимально короткое время нагревания. Функция нагрева включается тогда, когда нажимается соответствующая кнопка на паяльнике. Если ее отпустить, то устройство остывает.
Преимущества:
- Хороший паяльник для микросхем нагревается практически мгновенно;
- Универсальность применения, как для крупных, так и для мелких деталей.
Недостатки:
- Импульсный паяльник для пайки микросхем не может использоваться для длительной работы.
Характеристики популярных моделей
Жало для паяльника для микросхем является не единственным, на что стоит обращать внимание. Здесь собраны основные характеристики наиболее популярных моделей, использующихся для работы с микросхемами.
Требования к паяльникам для радиодеталей
В среднем мощность паяльника должна быть около 10 Вт. Чем меньше будет данный параметр, тем больше шансов сохранить радиоэлементы в целости и сохранности. Не рекомендуется использовать очень мощные инструменты, поэтому одним из главных требованием является разумный подбор параметра относительно тех работ, для которых будет применяться устройство. Мощность паяльника для пайки микросхем может доходить и до 40 Вт, но профессионалы работают и с 4 Вт паяльником, если речь идет об особенно мелких деталях.
Жало должно быть крепким и хорошо очищаться. Как правило, это достаточно тонкие изделия, поэтому наличие крепкого материала является обязательным условием для долгосрочной работы. Здесь нередко используются материалы для жала, которые редко встречаются в больших паяльниках, что как раз и обусловлено данными требованиями.
Наличие дополнительных функций, кнопок отключения, расположенных на корпусе, специальных покрытий и прочих вещей определяется тем, для какой сферы предназначается паяльник. Все, что облегчит работы из вышеуказанных дополнений в определенной среде будет обязательным для конкретных моделях, где данная функция востребована.
Это касается преимущественно профессиональных устройств, так как бытовые будут значительно проще.»
Как выбрать хороший паяльник?
Рассматривая как выбрать паяльник для микросхем, стоит внимательно изучить следующие параметры устройства:
- Мощность. Чем ниже мощность изделия, тем проще будет работать, так как при высокой температуре есть риск перепалить схему. 10 Вт является оптимальным значением для работы.
- Напряжение. Зачастую напряжение в 220 В может испортить стандартную микросхему. В паяльниках встраивается блок питания, который понижает напряжение до 36В или даже 12В. Таким образом, лучшим выбором будут устройства с таким блоком питания.
- Толщина жала. Участки для пайки могут иметь размер в десятые доли миллиметра. Здесь подойдут конусообразные жала, толщина которых составляет 1 миллиметр и менее, что может зависеть от заточки.
- Терморегулятор. Для многих моделей наличие терморегулятора становится приятным дополнением. Очень важно во время работы сохранять постоянно одну и ту же температуру. Это дополнение помогает добиться нужного результата.
Производители
На современном рынке продукции можно встретить товары от следующих производителей:
- Rexant;
- Matrix;
- Sparta;
- Topex;
- Курс.
Заключение
Паяльники для пайки микросхем относятся к узкопрофильным устройствам, но этот профиль очень широко распространен. Специалисты по ремонту, любители электроники и люди, паяющие сами микросхемы, не могут обойтись без хорошего специализированного паяльника. Разнообразие продукции на рынке с различными параметрами только подтверждает востребованность данной сферы.
svarkaipayka.ru
что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
goodsvarka.ru
маленький паяльник для пайки температура и мощность
Электрические паяльники промышленного типа были активно задействованы в различных отраслях производства в начале 20 века. Это изобретение Эрнста Сакса было запатентовано 1921 году. Изделия использовались как ручные инструменты с большим потреблением электрической мощности на 300-500Вт, с массивным медным стержнем, который вставлялся в цилиндрический держатель с разогревающей спиралью. Преобладали конструкции молоткового типа или с продольным жалом, разогревающимся до 470 ̊С. Такими инструментами выполнялись самые различные работы: лужение изделий из цветных металлов. При использовании специальных насадок выжигались надписи, узоры и штампы на деревянных поверхностях, изделиях из кожи и пластика.
Внешний вид микропаяльников различных видов
Назначение и область применения микропаяльника
С развитием электронной промышленности появились малогабаритные полупроводниковые детали, микросхемы, монтируемые на печатных платах. Для удобства монтажа микросхем и других радиодеталей на печатную плату потребовался паяльник для пайки микросхем малой мощности и с тонким жалом. Кроме этого при проектировании такого паяльника преследовались следующие цели:
- Быстрое приведение его в рабочее состояние;
- Снижение потребляемой электроэнергии;
- Увеличение плотности соединения жала к нагревающему элементу;
- Чтобы не сломать выводы микросхем или других деталей, не повредить токопроводящие дорожки на плате, нужен маленький паяльник, жало должно быть тонким, достаточно прочным и сохранять свои качества при резких перепадах температур.
Паяльники для микросхем должны производить быструю пайку, так как многие микросхемы и другие полупроводниковые детали чувствительны к резким перепадам и высоким температурам, к воздействию статического электричества. В момент долговременного нагрева они могут безвозвратно изменить свои технические характеристики или вообще разрушиться.
При решении этих задач были использованы современные технологии для производства синтетических материалов, установленных в конструкции микропаяльников различных марок. Современные микропаяльники не работают в режиме постоянного разогрева, в комплекте с паяльной станцией они автоматически поддерживают необходимую температуру, что существенно экономит электроэнергию и продлевает ресурс работы.
Виды микропаяльников и особенности конструкций
Существует несколько технологических решений для разогрева жала паяльника, которые имеют существенные отличия по принципу действия и технологий изготовления.
Паяльник на алмазном полупроводниковом монокристалле
В некоторых моделях в качестве нагревающего элемента используются синтетически произведенные полупроводниковые монокристаллы (Алмаз), размер ребра которых не более 1 мм. Одной из токопроводящих линий в данном варианте является нагревающийся металлический стержень жала, поверхность которого плотно закреплена к одной из граней монокристалла. Вторая токопроводящая линия фиксируется к противоположной грани кристалла.
Конструкция нагревателя кристаллического микропаяльника
Токопроводящие жилы крепятся к кристаллу эфтектическим припоем, состоящим из сложной пропорции нескольких компонентов. Процесс пайки осуществляется в вакуумной камере при 1.33 х 10-2 Ра и температуре 950 ̊С. Эта технология позволяет достичь КПД нагревающего элемента до 98%, разогрев в пределах от 25 до 400 ̊С осуществляется в течение 0.05 сек.
Паяльники с графитовым порошком
Этот паяльник для микросхем в качестве нагревающего элемента имеет графитовый порошок, который заполняет герметично замкнутое пространство между стержнем жала по центру и внешним чугунным кожухом. Данная конструкция не имеет такого быстрого эффекта нагрева как предыдущая, поэтому не может обеспечить экономичный режим потребления электроэнергии.
Нихромовые микропаяльники
Эти модели имеют классический вариант конструкции – в термостойкую, диэлектрическую трубку с повышенной теплопроводностью вставляется стержень жала, на внешней стороне наматывается спираль из нихромовой проволоки. Для концентрации тепла проволока продевается через керамические изоляторы, это снижает потери тепла, обмотка закрывается металлическим кожухом.
Элементы нихромового нагревателя
Достоинства таких конструкций в недорогой цене, простоте и прочности конструкции, как недостаток можно отметить недолговечность – спираль быстро перегорает и долго нагревается. Поэтому такие паяльники не используются на производственных линиях, их рационально применять в бытовых условиях для проведения кратковременных работ, исходя из критериев цены и качества.
Керамические паяльники
Керамический нагревательный элемент паяльника имеет тонкую цилиндричекую форму стержня, содержит окись алюминия, что позволяет ему быстро разогреваться и выдерживать высокие температуры.
Конструкция керамического нагревателя
Стержень заворачивается в термостойкую ламинирующую пластину, на которой принтером пропечатывается вольфрамовая спираль. К концам спирали припаиваются проволочные вводы контактов. Все это вставляется в металлическую трубку с ручкой, выводы припаиваются к шнуру с разъемом питания, в некоторых моделях – к выходу платы со схемой управления режимов работы.
Элементы керамического нагревателя
На конец керамического стержня надеваются различные насадки для пайки микросхем или других элементов печатных плат.
Достоинством керамических моделей считается быстрый разогрев и регулировка температуры, к недостаткам можно отнести хрупкий стержень и использование насадок с диаметром отверстия под него.
Индукционный микропаяльник
Стержни жала этих микропаяльников покрываются ферромагнитными материалами, вставляются в катушку индуктора, которой создается магнитное поле, под воздействием этого поля в сердечнике наводится ток, разогревающий стержень.
Конструкция индукционного нагревателя
При установленной температуре разогрева ферромагнитный слой напыления утрачивает свойства, нагрев прекращается. При охлаждении – свойства ферромагнитного слоя восстанавливаются, индукционный ток снова нагревает стержень. Таким образом, поддерживается необходимая температура жала паяльника.
Достоинствами этого вида считаются быстрый нагрев и автоматическое поддержание стабильности установленной температуры. Как недостаток надо отметить, что для каждого интервала температуры надо ставить соответствующий наконечник с определенным слоем ферромагнитного покрытия. От этого зависит точка Кюри, при которой происходит отключение магнитного поля.
Критерии выбора паяльника
В первую очередь, надо определиться, как часто и какие работы будут производиться этим инструментом. Для пайки микросхем на печатных платах учитываются следующие технические параметры:
- Мощность рекомендуется небольшая – 5-11Вт, при малых мощностях пайка для радиодеталей безопаснее;
- Большое значение имеет форма жала – для выпаивания выводов предпочтительнее плоская форма, она имеет большую площадь и быстрее разогревает участки с оловом на токопроводящей дорожке печатной платы. Для припаивания микросхемы надо жало конусообразной формы, чтобы сосредоточить тепло вокруг одной ножки вывода. Поэтому рекомендуется покупать паяльники со сменными наконечниками;
Сменные наконечники для стержня
- Для чувствительных микросхем и других элементов к большим температурам и резкому их изменению используют паяльники, подключенные через преобразователь напряжения, регулировка осуществляется в пределах от 12 до 36 В.
Паяльная станция
Для этого используют паяльные станции, они могут обеспечивать регулировку напряжения, потребляемой мощности и температуры нагрева. В некоторых моделях кнопки управления и индикация температуры устанавливаются в ручке паяльника.
Окончательный вывод можно сделать такой: для производственных линий надо использовать паяльные станции с долговечными, быстро изменяющими температуру нагрева паяльниками. Идеально подходят модели на алмазном монокристалле или керамические. Высокая стоимость таких изделий окупается высокой производительностью. Для бытовых работ радиолюбителям рационально покупать керамический или нихромовый микропаяльник, цена их значительно меньше. Когда паяете много, если позволяют финансовые возможности, можно купить индукционный или керамический вариант.
Видео
elquanta.ru
Какой паяльник выбрать для пайки радиодеталей, проводов: ТОП-5 моделей
Каждый вид пайки несколько отличается от других разновидностей, что влияет на выбор инструмента, при помощи которого и будут производиться процедуры. Хороший паяльник для пайки труб может совсем не подойти для работы с радиодеталями. По этой причине нужно знать, как правильно выбрать паяльник для работы с микросхемами и прочими радиоэлементами. К характеристикам устройства выдвигаются особые требования, так как нарушение технологии может навредить самим деталям. В особенности это касается чувствительных элементов, которые можно испортить статическим напряжением, высокой температурой и прочими особенностями работы устройства.
Работа с радиодеталями предполагает, что нужно будет выполнять операции с достаточно мелкими элементами. Они намного быстрее плавятся и для их обработки требуется значительно меньше энергии. Выполнение процедур с такими тонкими элементами требует особой тщательности и подготовки. Это касается не только выбора правильного элемента, но и умения мастера. Здесь требуются точные движения и учет всех тонкостей обрабатываемых деталей. Хороший подходящий инструмент здесь становится лишь дополнением ко всем умениям специалиста. Но даже малоопытному человеку со специальным паяльником для этих целей будет легче справиться с работой при наличии подходящего инструмента.
Требования к паяльникам для пайки радиодеталей
Чтобы подобрать качественный паяльник для конкретных целей, требуется учитывать все особенности выбранного направления. Работа с микросхемами несколько отличается от пайки труб, проводов и различных контактов. Все это отображается на инструменте, который требуется для выполнения данной процедуры.
Рассматривая варианты, какой паяльник выбрать для пайки радиодеталей для начинающих, стоит обратить внимание на такие требования:
- Форма жала. При работе с деталями радиотехники и электроники нужно, чтобы у паяльника было коническое жало. Такая форма лучше всего подходит для работы с мелкими контактами. Благодаря данному подходу, мастеру намного легче выпаивать микросхемы и впаивать их на нужное место, что является основными операциями с использованием этого инструмента.
- Материал жала. Лучше всего подбирать керамические модели, так как они помогают защитить чувствительные изделия от статического напряжения. Медные разновидности также используются и являются вполне практичными, но с ними приходится работать более аккуратно. Керамические жала легче чистить и они быстрее подготавливаются к работе.
- Регулятор мощности. Рассматривая, какой паяльник лучше выбрать, стоит обратить внимание на современные модели с регулятором мощности. Это позволяет подобрать нужные характеристики инструмента для конкретного вида работы. Благодаря этому, можно одним паяльником выполнять множество видов процедур.
- Компактность размеров. Небольшими моделями намного проще управлять при работе с микросхемами. Толстые жала, даже если они имеют нужную форму, не позволят вести тонкую работу. Соответственно, небольшая легкая модель с тонким наконечником будет отличным вариантом выбора.
- Наличие дополнительных кнопок. Кнопки для повышения температуры пайки, которые встречаются на импульсных моделях, а также в других разновидностях. Они помогают экономить энергию при работе.
Конструкция паяльника для радиодеталей
Прежде чем решаться, какой паяльник выбрать для пайки проводов в радиоэлектронике, нужно разобраться с его конструкцией. К основным элементам инструмента относится:
- Жало;
- Стержень;
- Нагреватель;
- Держатель;
- Электрический шнур и вилка;
- Трансформатор;
- Частотный преобразователь;
- Регулятор мощности;
- Кнопка управления.
В зависимости от конкретной модели, количество элементов конструкции может меняться. При выборе следует обратить внимание на соответствие параметров каждого элемента заявленным требованиям.
Особенности выбор паяльника
Естественно, что самые качественные и удобные модели будут стоить значительно выше обыкновенных бытовых. Поэтому, важно определиться с целями применения. Определяясь, какой паяльник выбрать для пайки радиодеталей, стоит обратить внимание на тип нагревателя. По данному параметру устройства разделяются на:
- Газовые. Лучше всего подходят для пайки проводов в распределительных коробках. Они могут работать в автономном режиме без подключения к источнику электроэнергии. Помимо пайки инструмент можно использовать как фен для термоусадки. Главной проблемой работы с ними является выделение вредных газов в атмосферу, а также сложность работы с мелкими микросхемами.
- Электрические. Эти модели лучше приспособлены для пайки микросхем, а не только для проводов. Здесь могут встречаться недорогие простые спиральные модели, которые долго греются, но отлично подходят для новичков. Также есть керамические модели с быстрым нагревом, но они оказываются очень хрупкими и на практике часто ломаются. Импульсные дороже всех, но они специализированы для работы с микросхемами и быстро нагреваются.
Если рассматривать, как выбрать паяльник для пайки радиодеталей, то нужно ориентироваться по следующим параметрам:
- 100 Вт и выше – модели не стоит использовать для работы в данной сфере;
- 60-100 Вт – устройства могут использоваться для пайки проводов, но другие радиоэлементы ими нельзя спаять;
- 20-50 Вт – хорошо подходят для пайки радиоэлементов в домашних условиях, но если речь заходит о тонкой работе с мелкими деталями, то могут возникнуть трудности;
- 10 Вт и менее – такой вариант используется преимущественно при работе с микросхемами и для более толстых контактов не подходит.
Импульсные паяльники специализированы для работы в этой сфере и часто имеют оптимизированные под нее параметры, что существенно облегчает выбор, как для бытового, так и для профессионального использования.»
Топ 5 лучших моделей паяльников для радиодеталей
Разбираясь, какой паяльник выбрать для пайки микросхем, стоит обратить внимание на эти конкретные модели:
- Baku bk-456 – модель с мощностью до 40 Вт. Температура нагрева составляет до 450 градусов Цельсия. Имеется встроенный регулятор температуры.
- TLW 500W – мощный паяльник с нихромовым нагревательным элементом.
- AOYUE 3211 – модель с керамическим нагревателем. Максимальная мощность составляет до 80 Вт. Присутствует быстрый нагрев. Обладает дополнительной светодиодной подсветкой.
- ZD 416G – модель с быстрым нагревом. Максимальная мощность здесь составляет 25 Вт. Отлично подходит для работы с микросхемами.
- Intertool RT2001 – импульсная модель со встроенным трансформатором. Максимальная мощность достигает 100 Вт. Используется преимущественно для демонтажа элементов.
Производители
Среди популярных производителей можно отметить следующие бренды:
- Sthor;
- AOYUE;
- Intertool;
- Mega;
- Baku;
- Mastertool.
Заключение
Работа с радиоэлементами является достаточно специфической. Далеко не все простые модели паяльников могут подойти для этого, даже если мастер имеет соответствующий опыт работы. Пайка микросхем востребована, так что на рынке можно подобрать подходящие по цене и другим параметрам моделей. Но стоит помнить, что на качество работы влияет не только инструмент, но и опыт мастера.
svarkaipayka.ru
Какой паяльник нужен для пайки микросхем: технология пайки
В радиоэлектронике очень часто бывает, что возникает необходимость проведения мелких ремонтных и восстановительных работ, где перед мастером стоит задача, какой паяльник нужен для пайки микросхем. Главное отличие прибора от стандартного, это достаточно тонкое жало. При помощи уникальной и специфической конструкции паяльника, можно достаточно уверенно и качественно припаять тончайшие провода, не повредив при этом структурную основу микросхемы. Что нужно для пайки паяльником микросхемы, прежде всего, перед выбором прибора тщательно изучите технические конструкционные особенности строения паяльника. Прибор должен иметь тонкое жало, а также возможность регулировки температуры во время работы.
Особенности технических характеристик паяльника
Предлагаем вам ознакомиться с основными требованиями и критериями выбора паяльников для обеспечения профессиональной и ювелирной работы по пайке микросхем, а также с ювелирными и драгоценными предметами. Мы поможем вам узнать технологию пайки паяльника, а также ряд технических нюансов.
- В большей части и степени, конструкционное решение нагревательного элемента имеет второстепенное значение для мастера. Специалисту придётся выбирать прибор, исходя из общих критериев работы с микросхемами. Выбирая паяльники со спиралями, вы получите длительный период разогрева прибора и его медленное остывание впоследствии. Керамические паяльники обладают быстротой действия, но есть риск механических повреждений, что не очень хорошо для корпуса микросхемы. В данной ситуации, мастеру рекомендуется выбрать паяльник, имеющий спиралевидную основу. Таким образом, вы можете добиться точности проведения работы, не повредив при этом основу микросхемы.
- Параметры мощности. Теперь необходимо решить задачу, какой мощности нужен паяльник для пайки микросхем. Специалисты рекомендуют прибор малой мощности, не более 10 Вт. Помните, чем ниже будет этот показатель, тем качественнее и эффективнее будет работа в процессе пайки. Если вы опытный специалист, то вам подойдёт мощный паяльник, с параметром мощности 10 Вольт, для менее опытных мастеров, лучшим показателем станет мощность в 4 Вольта. Маломощный паяльник снизить риск повреждений и обеспечить необходимый минимум качества и надёжности соединения проводов на микросхеме. Паяльник с высокими критериями мощности может понадобиться вам только в том случае, если микросхема полностью вышла из строя, и необходимо провести отпаивание проводов. Для ремонта сильно повреждённых участков подойдёт жало, имеющее форму в виде лопатки, которое прогревает сразу несколько проводов. В целом, лучшим вариантом определения мощности прибора будет выбор инструмента, который имеет несколько режима терморегулировки.
- Если вы хотите знать, как правильно паять микросхемы паяльником, обратите внимание, на то, что мини прибор не должен иметь ток с высокими показателями, иначе есть риск некачественной пайки. Если мы будем использовать традиционную сеть в 220 Вольт, то есть шанс получить искажающие наводки, и тем самым микросхема будет сильно повреждена. Лучшим вариантом будет использование паяльников с напряжением 36 Вольт или 12 Вольт. Сегодня производители комплектуют приборы блоками, которые понижают напряжение, путём преобразования в сети.
- Конструкция жала. Это важный рабочий процесс проведения качественной работы пайки. Как работать паяльником, выбирая оптимальный режим жала, в данном случае подойдёт конструкция жала с диаметром не более 3 мм. Если возьмёте жало более чем 3 мм, то у вас не всегда получиться качественно, соединить провода, так как расстояние между контактами настолько мизерное, что даже и 3 мм будет много, поэтому придётся только опытным путём выбирать необходимый параметр жала при решении задачи как правильно паять паяльником платы. Большинство производителей предлагает в комплект паяльника, несколько видов жала, как правило, в набор включают 2 типа жала с разным диаметром.
- Параметр стойкости жала. Это важный момент рабочего процесса подготовки паяльника к работе. Конечно же, лучшим и правильным вариантом выбора будет термостойкий материал, но мастеру придётся сделать выбор между ценой и качеством. Обратитесь за помощью к специалистам и получите помощь в выборе необходимого прибора для осуществления работ с микросхемами.
Все выше перечисленные паяльники и требования предъявляются исключительно для осуществления пайки микросхем, которые имеют планарные выводы. То есть, имеющиеся ножки расположены по бокам от основного корпуса. Далее, для пайки BGA микросхем, необходимо учитывать, что контакты располагаются под корпусами основных конструкционных элементов, поэтому обычные паяльники не подойдут, и здесь необходимо использовать более сложное и дорогостоящее оборудование.
Паяльные станции – стоит ли выбирать оборудование для пайки микросхем?
Некоторые считают, что паяльные станции, это то, что нужно для пайки микросхем. В большей части такие мнения имеют почву для того, чтобы сказать, что качество пайки будет на достаточно высоком уровне исполнения. Паяльные станции оснащены всем необходимым, где и качество работы будет очень высоким, и оперативность выполнения пайки микросхем будет достаточно приемлемым. Есть одно но, это дороговизна оборудования. Если вы планируете осуществлять ремонт микросхем в домашних условиях, то вам достаточно купить простейший паяльник, который понадобиться от случая к случаю. Если вы планируете развивать бизнес по ремонту микросхем, и у вас есть постоянный цикл проведения восстановительных работ, в данном случае вам поможет мощная паяльная станция с современными характеристиками.
Дополнительное оборудование
Чтобы обеспечить высокое качество пайки сложнейших микросхем в радиоэлектронике, необходимо использовать не только специальные приборы, но и дополнительные устройства и аппараты. В качестве таковых используются:
- Технологический пинцет (продаётся в специальных магазинах), необходим для оттягивания и поддерживания контактов.
- Кусачки миниатюрные, необходимы для удаления изоляции и дефектных проводов.
- Надфиль или маленький напильник необходим для зачистки жала, то есть для очистки и лужения.
- Полая конструкция игры, с отпиленным острым концом (можно от шприца), для обеспечения нанесения на поверхность флюса.
- Шило техническое, с острым наконечником.
- Нож острый, можно использовать обычный канцелярский вариант.
Дополнительно нужно обеспечить удобство и комфортность использования рабочего места. Обязательно используем качественную систему освещения, где наличие мощной лампы будет обязательным критерием качества проведения работ. Не забываем проветривать комнату, а также соблюдаем необходимый минимум по требованиям электробезопасности, пожарной безопасности. На рынке имеются разнообразные варианты паяльников, начиная от самых дешёвых, производства КНР, и заканчивая надёжными и долговечными, которые произведены в странах Евросоюза. Вся продукция сертифицирована, прошла необходимый минимум контроля качества и рекомендована к применению в странах бывшего Союза.
Главная » Обшивка » Какая температура жала паяльной станции должна быть. Пайка паяльником в домашних условиях
Паяльная станция
Современный монтаж деталей радиоэлектронной аппаратуры динамично шагает в сторону компоновки и миниатюризации. Достаточно взглянуть на материнскую плату любого электронного устройства: планшета, ноутбука или смартфона. Слаботочные цепи компонуются радиодеталями малой мощности, которые своими размерами могут не превышать 1 мм. Развитие пайки в сторону применения процессоров с расположением контактов непосредственно под чипом, так называемый BGA монтаж, значительно затрудняет процесс ремонта и обслуживания радиоэлектронной аппаратуры. Дело усложняет принятый в Европе в 1998 году документ, запрещающий использовать составной частью припоя свинец – мягкий легкоплавкий металл. В результате температуры пайки выросли со 180 до 220С градусов, а ведь температура +240С градусов для полупроводника является критической, способствующей разрушению p-n переходов. Именно поэтому, сегодня в промышленности и быту при монтаже радиоэлектронных компонентов все больше обыкновенные паяльники заменяют специализированными паяльными станциями, о которых речь пойдет в данной статье.
Виды паяльных станций
Паяльная станция представляет собой вид радиомонтажного оборудования, расширяющего возможности пайки компонентов дополнительными функциями, либо одной из них, таких как: контроль температуры, пайка горячим воздухом с помощью фена локального подогрева, термопинцет, общий источник разогрева платы, наличие пневматического оловоотсоса или вакуумного пинцета, комплектация держателем, направляющим штативом, специализированной подставкой и т.д. Отличительной особенностью паяльной станции является возможность регулировки температуры жала паяльника, термофена или любого другого разогревающего источника для пайки радиоэлементов.
По способу взаимодействия с объектом паяльные станции бывают контактные, бесконтактные, комбинированные, инфракрасные. Нагрев основного элемента может быть постоянный или периодический. Рабочая температура на нагревательном элементе варьируется в основном от 150 до 450С градусов, однако, существуют некоторые модели, способные превышать заданные лимиты. Технологии пайки различных припоев разнятся. В этой связи существует 2 типа паяльных станций: для обычного припоя и для бессвинцовой пайки. Существуют паяльные станции, предназначенные для работы с пластиком и ПХВ – пленкой.
Контактные паяльные станции
Контактные паяльные станции являются простейшими в общей классификации. По сути, обыкновенный паяльник можно переделать в такую станцию, если оснастить его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400С градусов. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350 градусов – это вполне комфортный и оптимальный режим для процесса пайки. Термостабилизация в паяльных станциях организована применением ПИД регуляторов, основная задача которых заключается в анализе текущей температуры и изменении напряжения питания на нагревательном элементе. За счет применения термостабилизации и оптимальной температуры пайки жало паяльника не перегревается, значительно повышается качество работ за счет отсутствия холодной пайки, а радиоэлементы не подвергаются перегреву, уменьшается перегрев дорожек платы и их отслаивание. Реализация ПИД регуляторов в недорогих паяльных станциях организована обыкновенным микроконтроллером, либо на аналоговых компонентах, например, операционных усилителях. Такие регуляторы выполняют основную однозадачную функцию управления температурой. Профессиональное оборудование предполагает использование дорогих программируемых многоканальных ПИД регуляторов с возможностью контроля температуры в нескольких точках и заданием программы пайки полуавтоматических станций. Их мы рассмотрим ниже, когда будем говорить о принципах BGA пайки.
Нагревательный элемент контактной паяльной станции обычного типа выпускают мощностью до 50 – 60 Вт. Для бессвинцовой пайки с температурой плавки припоя несколько более высокой, нагревательный элемент выпускают на мощность от 75 до 160Вт. Бессвинцовые нагревательные элементы, как и паяльные станции, более универсальны и годятся для любых видов безопасных паяльных работ. Для работ с бессвинцовыми припоями необходимы специальные флюсы, о которых мы расскажем в следующих статьях.
Бесконтактные паяльные станции
Процесс демонтажа и монтажа миниатюрных SMD радиокомпонентов, а так же микросхем в корпусе BGA, с расположением контактных площадок под подложкой или под корпусом, невозможен без применения бесконтактной паяльной станции. Среди потребителей особую популярность получили термовоздушные станции. В ее работе лежит принцип пайки за счет обдува припоя горячим воздухом с температурой, достаточной для его плавки. Бесконтактная паяльная станция должна содержать в себе специальный компрессор или турбину. Они нагнетают воздушный поток, а спиральный нагревательный элемент производит разогрев воздуха до требуемой температуры. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Этот параметр особенно важен, когда необходимо подобрать поток воздуха, равнораспределяющий тепло вокруг компонента, не сдувая соседние элементы. Кроме того, использование воздуха решает проблему пайки элементов в труднодоступных местах. Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. Специфика пайки больших BGA чипов предполагает прогрев контактов микросхемы до температуры плавления припоя под ней. Как мы уже знаем, температура разрушения полупроводника +240C, а температура плавления бессвинцового припоя +220С. Но припой находится под чипом, поэтому необходим локальный прогрев места под BGA чипом. Для подобной работы демонтажа подобных микросхем и процедуры реболлинга (к примеру) используют специальную технологию последовательности пайки. С помощью нижнего подогрева всю плоскость платы в течение 3 – 5 минут нагревают до температуры приблизительно +180С со скоростью +1С в секунду. Этот процесс не позволит деформировать место пайки чипа и не скрутить плату «винтом». Не стоит волноваться о том, что могут «отпаяться» нижние элементы, так как их держит сила поверхностного натяжения. Оставшуюся температуру наращивают верхним инфракрасным нагревателем непосредственно над выпаиваемым (впаиваемым) чипом. Такой профиль позволяет сохранять контактные шары непосредственно на чипе, а не на плате, что особенно важно при его реболлинге. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Во-вторых, длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Паяльная станция изнутри
Рассмотрим внутренности одной из самых популярных паяльных станций сегодня Lukey 852D FUN. Окончание FUN означает, что нагнетатель горячего воздуха встроен непосредственно в ручку термофена. Это уменьшает диаметр провода, по которому идет только питание фена, в отличии от модели, где компрессор установлен в корпус. Данная конструкция придает гибкость кабелю, безопасность в работе с инструментом и удобство в эксплуатации. Кроме того в фен встроен размыкающий геркон, а в держатель магнит. Когда фен вставляется в держатель, геркон отключает питание нагревательной спирали. Вентилятор продолжает работать до охлаждения нити. Это позволяет продлить срок эксплуатации термофена. На передней панели вынесены индикаторы температуры фена и паяльника, а так же кнопки включения этих функций. Температура паяльника регулируется от 200 до 480С градусов, температура горячего воздуха от 100 до 480 С градусов. Регулятор AIR управляет мощностью потока воздуха, что бывает весьма полезным, когда необходимо работать с пайкой радиоэлементов на плате с большой плотностью деталей. Кроме того, фен комплектуется 3-я видами насадок с различным диаметром сопел. Термофен подключен безразъемным соединением, паяльник отключить можно, при этом прекращается подача напряжения на его разъем, о чем свидетельствует индикация «- — -». Ниже представлены схемы станции.
Как видим, в основе работы паяльной станции лежит 3 регулятора мощности на симисторах. Для фена и паяльника управление симисторами через оптроны MOC3043 приходит с операционных усилителей. На них же собран ПИД регулятор. По сути операционники усиливают сигнал текущей температуры, передаваемый термопарой. Мощность потока воздуха зависит от скорости работы встроенного в фен вентилятора (мотора), который так же управляется симисторным регулятором. Как видим, ничего сложного в станции нет, тем не менее, ее стоимость составляет около 90 у.е.
Что нужно для пайки ТОП 20
С проблемой выбора инструментов и аксессуаров для пайки приходится сталкиваться как начинающим, так и опытным мастерам. Можно посмотреть сотню видеообзоров от блогеров Ютуба, сидеть часами на форумах, или же читать отзывы о товарах на сайтах. А можно сэкономить свое драгоценное время и ознакомится с подборкой ТОП-20 самых необходимых товаров для пайки от интернет-магазина Мастерам.
Паяльное оборудование
Паяльник
Паяльник – это основной инструмент, без которого пайка в принципе невозможна.
Сегодня ассортимент паяльников поражает воображение, но среди этого разнообразия можно выделить основные виды:
- обычный паяльник;
- USB-паяльник;
- паяльник с регулировкой температуры;
- газовый паяльник.
Обычный паяльник – это хорошо известная всем классика. Основной критерий его выбора – мощность. Для пайки электронных компонентов достаточно обычного паяльника мощностью 25-40 Вт, для бытового использования лучше рассмотреть вариант мощностью 60 Вт. Если же вам нужно паять массивные элементы (толстые провода, листовой металл), тогда стоит задуматься о покупке паяльника мощностью 100 Вт и больше.
USB-паяльник – одна из новинок современного рынка. Его мощности в 8 Вт в большинстве случаев достаточно для всех мелких паяльных работ. Для примера рассмотрим модель Pro’sKit SI-168U.
Его главная “изюминка” в том, что он питается через обычный USB-порт. Поэтому его легко можно зарядить, например, от павербанка. Благодаря этому, USB-паяльник смело можно отнести к классу портативных – его можно брать с собой везде.
Газовый паяльник – еще один девайс из класса портативных паяльников.
В сравнении с USB-паяльником, он отличается гораздо большей мощностью, поэтому больше подходит для «грубой» пайки – пайки проводов, медных трубок, листового металла. Среди дополнительных преимуществ стоит отметить и то, что газовый паяльник можно также использовать как обычную газовую горелку. Благодаря высокому качеству и комплектации, в наши дни самой популярной моделью газового паяльника считается Goot GP-510SET.
Паяльник с регулировкой температуры – в сравнении с обычным паяльником, более универсальный инструмент. Благодаря мощности в 70 Вт и регулировке температуры, отлично подходит как для бессвинцовой пайки, так и для пайки обычным свинцовым припоем. Ассортимент паяльников с регулировкой температуры довольно широкий – от бюджетных моделей до профессиональных.
Среди профессиональных хотелось бы выделить японский паяльник GOOT PX-201. Он отличается высоким качеством и большим выбором сменных жал, что делает его хорошей альтернативой паяльной станции.
Паяльная станция
Паяльная станция – незаменимый инструмент для профессиональной пайки и ремонта электроники. В основном паяльные станции имеют гальваническую развязку, что обеспечивает дополнительную безопасность во время пайки. Также, в сравнении с обычным паяльником, паяльная станция позволяет более точно регулировать температуру нагрева жала. Паяльные станции условно можно разделить на 2 типа:
Обычные контактные паяльные станции состоят из блока управление и собственно самого паяльника. Львиная доля паяльных станций приходится на станции с паяльниками мощностью 50 Вт с жалами HAKKO 900М. В основном они подходят для большинства паяльных работ по электронике. Но для пайки бессвинцовым припоем они не годятся. Для этого лучше использовать паяльные станции с жалами HAKKO T12 и индукционные паяльные станции, которые отличаются большей мощностью (от 60 до 90 Вт) и быстрым нагревом жала.
Термовоздушные паяльные станции – универсальный ремонтный комплекс для электроники. Наподобие обычных паяльных станций, модели термовоздушных отличаются мощностью. Но благодаря наличию термофена, их функционал намного шире – от обычной пайки до пайки микросхем. Особенно хотелось бы выделить паяльные станции от производителя Accta, которые отличаются надежностью, точной регулировкой температуры и компактными размерами.
Преднагреватель плат
Чтобы обеспечить равномерное нагревание платы, во время выпаивания микросхем, используют преднагреватели плат. Если же для этого использовать только термофен, то можно столкнуться с проблемой перегревания микросхемы и соседних с ней элементов на плате. Также, при использовании термофена, есть большая вероятность того, что плата деформируется.
Преднагреватели бывают двух типов:
- термовоздушные;
- инфракрасные.
Инфракрасные преднагреватели лучше, поскольку обеспечивают равномерный и стабильный прогрев платы. Также существуют комбинированные варианты, например, AOYUE Int866. Благодаря наличию нижнего подогрева, паяльника и термофена, эту модель можно смело рассматривать как ремонтный комплекс для мелкой электроники.
Вспомогательное оборудование
Подставка для паяльника
Правильно подобранная подставка для паяльника – залог комфортной пайки, которая доставит удовольствие, и не испортит нервы. В целом, выбирая подставку, нужно учитывать габариты паяльника и его вес. Тем не менее, можно найти достаточно много универсальных вариантов, таких как, например, Pro’sKit 1PK-362D. Такая модель подойдет практически для всех паяльников. У этой подставки хорошее сочетание габаритов и веса, а также доступна плавная регулировка угла наклона.
Держатель для плат (3 рука)
Еще один важный инструмент для пайки мелких деталей – держатель для плат, или же третья рука. С помощью шарнирных фиксаторов можно зафиксировать предмет пайки практически в любом положении и под любым углом. Кроме шарнирных фиксаторов, держатели для плат часто дополнительно комплектуются увеличительной линзой или подставкой для паяльника. Но бывают также варианты “все в одном”, как, например, Pro’sKit SN-396.
Монтажный силиконовый коврик
Монтажный силиконовый коврик просто незаменим для пайки, демонтажа и ремонта электронных устройств. Он изготовлен из термоустойчивого силикона, поэтому можно не бояться прожечь его паяльником. Благодаря антискользящей поверхности монтажного коврика, на нем легко можно ремонтировать платы электронных девайсов. А специальные ячейки для мелких элементов и инструментов обеспечат порядок на рабочем месте. В ассортименте нашего интернет-магазина представлены классические монтажные коврики и коврики 2 в 1, в комплект которых входит еще один дополнительный монтажный коврик.
Оловоотсос
Название этого устройства говорит само за себя. Оловоотсос имеет практическое применение в случае выпаивания многовыводных микросхем в DIP-корпусах. Можно было бы убрать остатки припоя лентой для выпаивания, но для этого её понадобится очень много, а это экономически невыгодно. Также можно было бы воспользоваться термофеном паяльной станции. Но это довольно рискованно, так как есть большая вероятность перегреть микросхему.
Конструкция оловоотсоса довольно простая, а на цену влияет только материал, из которого он изготовлен. Полностью пластиковые, такие как Pro’sKit DP-366D, соответственно, дешевле, а с алюминиевыми корпусами, например, Pro’sKit 908-366A – дороже.
Рабочая платформа
В отличие от держателя плат типа “3 рука”, рабочая платформа позволяет более надежно зафиксировать плату во время ремонта и пайки. К её преимуществам также можно отнести антистатическое покрытие, которое просто бесценно в случае работы с платами. В нашем ассортименте можно найти разные модели рабочих платформ. Простая, но в то же время практичная в использование, AOYUE 326 имеет два режима фиксации платы.
Более сложные и дорогие модели, такие как AOYUE 328 и AOYUE 488, имеют дополнительные держатели для ручного инструмента и встроенный дымопоглотитель.
А модель Kaisi F-204 дополнительно оснащена штативом для фиксации термофена, просто незаменимым при реболинге микросхем.
Расходные материалы для пайки
Паяльные жала
Условно все паяльные жала можно поделить на 3 группы:
- обычные паяльные жала;
- паяльные жала серии HАKKO 900M;
- паяльные жала серии HAKKO T12.
Еще один набирающий популярность тип жал – это паяльные жала для индукционных паяльных станций.
Практически все паяльные жала, производимые в наши дни, имеют антипригарное покрытие. А количество производителей паяльных жал впечатляет не меньше, чем их ассортимент. Тем не менее, по уровню стандартов, лучшим из лучших остается японский производитель HAKKO. Также стоит отметить производителя Aoyue. Aoyue изготовляет качественные жала серии Aoyue T, которые можно использовать как достойную замену HАKKO 900M.
Оригинальные жала стандарта HАKKO T12В, а также жала серии Aoyue T можно найти в ассортименте нашего интернет-магазина.
Флюсы
Для того, чтобы пайка была качественной и надежной, вам не обойтись без хорошего флюса.
Флюс используется для снятия окислов и жирных пленок с поверхностей металлов перед пайкой. К особенностям хорошего флюса относят:
- низкую температуру плавления;
- малый удельный вес;
- хорошее растекание и смачивание поверхности металла.
Всем известный флюс – канифоль – сегодня в чистом виде практически не используют. Но как бы это банально ни звучало, канифоль всё еще остается основным компонентом большинства флюсов.
Все флюсы можно разделить на 3 типа:
- нейтральные;
- среднеактивные;
- высокоактивные.
Для большинства типов пайки будет достаточно нейтральных и среднеактивных флюсов, таких как SP-10, SG-15, SP-15 та SP-18+. Они универсальные в применении и не требуют смывания.
Припой
В отличие от флюса, с выборов припоя все немного проще. В зависимости от состава, они делятся на 2 типа:
Бессвинцовые припои отличаются тем, что создают механически более крепкое соединение. Также они считаются более экологически чистыми для окружающей среды и соответствуют нормам директивы RoHS. Впрочем, и у них есть недостатки:
- в сравнении со свинцовыми припоями, они дороже;
- требуют использования более дорогих флюсов;
- характеризуются более низкими показателями смачивания и растекания.
Из-за этого, бессвинцовые припои сегодня используют в основном на уровне промышленного производства. Для обычной пайки проводов и ремонта электроники, как и раньше, используют свинцовые припои. В зависимости от количества олова в составе, выделяют достаточно много вариантов свинцовых припоев (ПОС-18, ПОС-30, ПОС-40 и другие). Но наиболее распространенным остается припой ПОС-61 (припой оловянно-свинцовый с 61% долей олова) и его аналоги.
BGA-паста для пайки
BGA-паста – это смесь пастообразного припоя и флюса. Она имеет практическое применение в тех случаях, когда использование обычного припоя невозможно. Например, в случае реболинга небольших микросхем на платах мобильных телефонов. Также BGA-пастой очень удобно и быстро паять провода. Среди основных преимуществ BGA-пасты стоит выделить низкую точку плавления, благодаря которой с ней можно работать даже термофеном паяльной станции. Ассортимент BGA-паст сегодня довольно широкий, но среди проверенных стоит выделить BGA-пасты производителей BAKU и Mechanic.
Стружка для жал (губка)
Для того, чтобы паяльное жало прослужило вам долго, за ним необходимо ухаживать. Во время пайки его нужно очищать от окислов и остатков припоя. Сделать это можно с помощью специальных целлюлозных губок или стружки для очистки. Целлюлозные губки дешевые и практичные. Но при контакте с мокрой губой, жала паяльников теряют набранную температуру. Чтобы этого избежать, для очистки жал можно использовать стружку из латуни. Она более долговечна и обеспечивает качественную очистку. Одним из лучших производителей хороших и качественных инструментов для очистки жал считают фирму Goot.
Лента-оплетка
Во время проведения ремонтных работ на платах всегда возникает необходимость удаления остатков припоя. С этой задачей отлично справляется лента-оплетка – плетеный медный провод, пропитанный слабоактивным флюсом. С ее помощью можно легко удалить остатки припоя с ювелирной точностью. Одновременно значительно уменьшается риск перегрева самой платы и впаянных на ней компонентов. Во время выбора ленты-оплетки, стоит обращать внимание на ширину. Чаще всего используется ленты шириной 1,5-2 мм. И снова можно выделить производителя Goot – ленты-оплетки этого производителя считают лучшими.
Ручной инструмент
Стриппер для снятия изоляции
Зачистка проводов от изоляции – неотъемлемая часть процесса пайки. Для этого, как правило, используют всё, что под руку попадется: собственные зубы, канцелярский или обычный нож, кусачки. Но, чтобы зачистить провод качественно, не повредив жилы, нужен стриппер. Бывают разные модели стрипперов, но лучший среди них – Pro’sKit 8PK-371D. Эта модель автоматически подстраивается под диаметр сечения провода. Также им можно обжать и обрезать провода. Стриппер – это, безусловно, незаменимый инструмент в арсенале каждого мастера.
Набор вспомогательных инструментов для пайки
Во время паяльных работ часто возникает необходимость подправить что-то непосредственно в зоне пайки. Голыми руками это не сделать, пинцет тоже не всегда подходит. В таком случае, на помощь придут специализированные наборы вспомогательных инструментов, такие как, например, Pro’sKit 1PK-3616. Этот набор содержит разного типа гайки, скребки, держатели и зажимы, созданные для упрощения процесса пайки – начиная от очистки плат от остатков флюса и заканчивая снятием микросхем и чипов.
Набор пинцетов
Работать только одним обычным прямым пинцетом не всегда удобно. Для пайки и работы с мелкими деталями иногда нужен пинцет с загнутым носиком или же пинцет обратного действия. Поэтому набор разных пинцетов всегда должен быть в арсенале каждого мастера по ремонту электроники. Хороший вариант набора – Pro’sKit 808-389, купить который можно в нашем онлайн-магазине.
Также в нашем ассортименте доступны антистатические пинцеты из углеродной стали. Они имеют практическое применение во время работы с электроникой, чувствительной к статическому напряжению.
А для монтажа и демонтажа микросхем больше подойдут вакуумные пинцеты.
Измерительное оборудование
USB-микроскоп
В процессе ремонта современной электроники вам обязательно придется столкнуться с пайком мелких деталей, которые сложно рассмотреть невооруженным глазом. В таком случае удобно использовать USB-микроскопы.
Их кратности увеличения и качества изображения будет достаточно для пайки. Более того, в сравнении с обычными оптическими микроскопами, они намного доступнее по цене. Для примера рассмотрим модель Supereyes B008. Модели этой ценовой категории выделяются такими преимуществами:
- плавная регулировка кратности;
- встроенная подсветка;
- возможность записи фото и видео.
Также в комплект микроскопа входит удобный штатив. Подробнее ознакомится с принципом использования такого микроскопа для паяльных работ можно в видеообзоре ниже.
Блок питания
Лабораторные блоки питания имеют практическое применение в ремонте и диагностике электронных устройств. С их помощью можно обеспечить питание материнской платы, например, мобильного телефона, без использования аккумулятора. А благодаря регулировке тока и напряжения, спектр их использования в ремонте разного рода девайсов очень широкий. Большинство ремонтных и паяльных работ можно выполнить с помощью лабораторного блока питания напряжением до 30 Вт и током до 5 А, например, UNI-T UTP3315TFL.
Мультиметр
Без мультиметра в ремонте и пайке электроники просто как без рук. Он поможет быстро проверить напряжение контрольных точек материнской платы или определить место разрыва цепи. Функционалом такого типа характеризуются даже самые доступные модели мультиметров. Если же вам необходимо универсальное устройство, при выборе мультиметра, обратите внимание на наличие таких функций:
- измерение емкости;
- измерение сопротивления;
- измерение индуктивности;
- тестирование диодов;
- проверка транзисторов.
В ассортименте нашего онлайн-магазина представлен широкий выбор мультиметров. Впрочем, непосредственно для мастеров по ремонту электроники хотелось бы выделить две модели: UNI-T UTM 158D (UT58D) и UNI-T UTM 170A (UT70A).
Надеемся, эта статья поможет вам в выборе и покупке паяльного оборудования и аксессуаров. Ассортимент товаров для пайки нашего интернет-магазина достаточно большой и не ограничивается лишь 20 позициями. Поэтому если у вас возникнут дополнительные вопросы – обращайтесь в наш отдел технической поддержки! Мы всегда будем рады вам помочь!
Команда Masteram
Копирование материалов с сайта masteram.com.ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.
Самые необходимые инструменты для ремонта телефонов. Оборудование для ремонта сотовых телефонов. Клей для крепления тачскринов
Ремонтируем сотовый телефон
В большинстве случаев поломки сотовых телефонов довольно легко снимаются и сводятся к замене дисплея, динамика, всевозможных кабелей и элементов корпуса. В подавляющем большинстве случаев сложная пайка каких-либо элементов не требуется. Процесс ремонта ограничивается заменой дисплея или ленточного кабеля, который подключен к печатной плате сотового телефона через разъем.Также довольно часто требуется очистить печатную плату сотового телефона от коррозии и окислов. При этом не требуется трудоемкая пайка микросхем и других элементов.
Но бывают поломки, при которых необходимо заменить какую-то микросхему или припаять какой-то элемент на печатной плате сотового телефона (держатель SIM-карты, разъем аккумулятора, разъем питания и т. Д.).
Для успешного ремонта сотовых телефонов, естественно, требуется специальный инструмент.Кроме того, также необходимы расходные материалы, которые должны быть под рукой в процессе ремонта.
При оборудовании одного рабочего места для сервисного ремонта сотовых телефонов потребуется несколько устройств. Перечислим их. Мы не будем рассматривать устройства, необходимые для программного ремонта сотовых телефонов.
Для профессионального ремонта сотового телефона, конечно же, нужна паяльная станция. Все радиоэлементы на плате сотового телефона устанавливаются на поверхность, а сами радиоэлементы очень малы по размеру.При пайке таких крошечных (SMD) элементов следует контролировать температуру пайки и следить за тем, чтобы не перегреть электронные компоненты. Температура пайки электронных компонентов не должна превышать 240 0 -260 0 C. При превышении критической температуры высока вероятность повреждения электронного компонента.
Паяльная станция имеет все необходимые функции для работы с малогабаритными деталями. Это регулирование температуры жала паяльника в диапазоне 200 0 – 480 0 С, цифровая индикация температуры жала, возможность использовать всевозможные жала для любых работ.Также стоит отметить, что обычный электрический паяльник не имеет гальванической развязки от сети, что увеличивает вероятность повреждения чувствительных электронных элементов на плате мобильного телефона. Поэтому обычный электрический паяльник не подходит для ремонта сотовых телефонов.
Станция для пайки горячим воздухом.
Существует два подхода к пайке элементов поверхностного монтажа (SMD, BGA). Первый – это пайка струей горячего воздуха, второй – инфракрасная пайка.Несмотря на то, что пайка инфракрасным (ИК) излучением имеет много преимуществ по сравнению с пайкой горячим воздухом, паяльные станции горячим воздухом более широко доступны на рынке. Вероятно, это связано с тем, что они имеют более простую конструкцию и в несколько раз дешевле инфракрасных паяльных станций. Также следует отметить, что инфракрасные паяльные станции больше подходят для ремонта материнских плат ноутбуков и компьютеров больших размеров.
В материнских платах компьютеров и ноутбуков используются микросхемы, имеющие большие линейные размеры, чем микросхемы на плате сотовых телефонов, а при демонтаже необходим еще и больший нагрев микросхем.Инфракрасные паяльные станции обладают такими качествами, как равномерный нагрев.
В отличие от инфракрасных паяльных станций, паяльные станции горячим воздухом нагревают подлежащий пайке элемент менее равномерно. Кроме того, при работе с термовоздушной паяльной станцией необходимо следить за скоростью потока горячего воздуха. Если выставить слишком большую скорость воздушного потока, то при пайке легко «сдуть» соседние элементы и нагрев элемента будет неравномерным из-за наличия завихрений горячего воздуха.Если уменьшить расход воздуха, то нагрев паяемой детали будет происходить медленнее из-за того, что неподвижный воздух является теплоизолятором.
Несмотря на отрицательные качества пайки горячим воздухом, паяльные станции горячим воздухом активно используются при ремонте сотовых телефонов. Небольшие размеры печатных плат сотовых телефонов и электронных компонентов на них позволяют достаточно качественно производить монтаж и демонтаж микросхем и малогабаритных элементов.Конечно, в процессе ремонта стоит правильно выставить скорость подачи горячего воздуха через насадку фена и температуру нагрева воздуха.
Зачем нужен прибор для нижнего подогрева досок ? Как ни странно, но при ремонте портативной электроники – ноутбуков, мобильных телефонов КПК – очень необходимое устройство. Вот в чем дело.
При необходимости демонтажа какой-либо детали с печатной платы устройства необходимо нагреть элемент до температуры оплавления припоя.Поскольку SMT-элементы и микросхемы BGA очень широко используются в портативной электронике, при пайке горячим воздухом необходимо сначала прогреть корпус микросхемы, а уже потом сами контакты. Естественно, передача тепла происходит от нагретой микросхемы к печатной плате. Это приводит к тому, что нужно долго нагревать паяемый элемент, что может привести к его перегреву.
Помимо перегрева электронных компонентов, существует также возможность повреждения печатной платы.При неравномерном нагреве он начинает коробиться, происходит деформация, расслоение. Если печатная плата внезапно нагреется до температуры более 280 ° C, она разбухнет. В дальнейшем устранить эту деформацию печатной платы не удастся. Для плавного и равномерного нагрева печатной платы используется нижний нагревательный элемент.
При замене таких элементов, как, например, держатель SIM-карты, очень удобен нижний нагрев платы.Перед пайкой неисправной защелки печатная плата нагревается с помощью нижнего нагревателя плат до температуры 120 0 – 140 0 С. При этом припой в месте пайки контактов нагревается и для окончательного оплавления требуется кратковременная пайка горячим воздухом с использованием термофена. Если паять фиксатор только термовоздушной паяльной станцией, длительное воздействие горячего воздуха приведет к деформации пластмассовой основы фиксатора SIM-карты. Понятно, что при замене джойстиков нижний нагревательный элемент тоже облегчит работу и позволит ее лучше выполнять.
При восстановлении сотовых телефонов вам обязательно понадобится блок питания … Его можно использовать для зарядки разряженного аккумулятора мобильного телефона или для питания отремонтированного устройства. В некоторых случаях при ремонте необходимо контролировать ток, потребляемый сотовым телефоном. Поэтому желательно, чтобы в блоке питания был встроенный амперметр. Предпочтение следует отдавать приборам с стрелочным амперметром, так как амперметры с цифровой индикацией более инертны.
Для удобства можно использовать нормальный исправный аккумулятор от любого сотового телефона. К его выводам припаяны проводники с зажимами типа «крокодил» (их всего три). Такой универсальный аккумулятор можно использовать для ремонта любого сотового телефона. Главное уметь правильно подключать зажимы к разъему питания ремонтируемого сотового телефона и время от времени заряжать такую универсальную аккумуляторную батарею.
Во многих случаях универсального аккумулятора достаточно для диагностики неисправности сотового телефона и проверки его исправности.В этом случае стационарный источник питания может вообще не потребоваться.
Ультразвуковая ванна (УСВ).
Ни для кого не секрет, что одна из самых частых причин неисправностей мобильного телефона – это воздействие воды. Поскольку сотовый телефон постоянно включен и имеет автономное питание, на металлических поверхностях и контактах печатной платы появляются следы электрохимической коррозии, даже если она на короткое время попадет в воду. Сложность восстановления работы телефонов – «утопленников» в том, что печатная плата мобильного телефона многослойная, а многие микросхемы смонтированы на плате методом BGA, что затрудняет очистку контактов, расположенных под микросхемой. кейс.Ручная очистка печатной платы специальными чистящими спреями или спиртом не всегда приводит к успеху, да и сотовый телефон не всегда восстанавливает свою работоспособность.
Для более глубокой очистки от коррозии и восстановления телефонных плат – «утопленные» ванны ультразвуковые (РАН). Чистящее средство заливается в ультразвуковую ванну. Под действием ультразвуковых волн в жидкости появляются микропузырьки, которые схлопываются и беспорядочно перемещаются, эффективно очищая все элементы, поврежденные коррозией.Ультразвук ускоряет химические и физические процессы, а использование специальной чистящей жидкости способствует качественной очистке. С помощью ультразвуковой ванны, казалось бы, безнадежный сотовый телефон можно вернуть в работу.
Мультиметр.
Мультиметр в мастерской – это уже классика. У любого мастера, ремонтирующего электронику, в мастерской всегда есть многофункциональный тестер, с помощью которого можно измерить напряжение, ток, сопротивление, а также провести «обрыв» контактов.А если в мультиметре есть еще и термопара, то он может измерять температуру печатной платы или электронного компонента во время ремонтных работ.
Это лишь приблизительный ответ на вопрос, какое оборудование нужно иметь в мастерской для ремонта сотовых телефонов. Многие из перечисленных устройств понадобятся не сразу, а по мере профессионального роста и развития своего бизнеса. Также стоит отметить, что устройства, необходимые для программного ремонта, здесь не рассматриваются.
Не забывайте, что в процессе ремонта оборудования необходимы расходные материалы: флюс, паяльная паста, очиститель и т. Д.
Сегодня большим спросом пользуется услуга по ремонту смартфонов и планшетов. Даже в небольших городах и деревнях есть четыре-пять мастерских по ремонту мобильной техники, и многим новичкам кажется, что они не смогут прорваться. На самом деле это совсем не так.
Если у вас есть желание попробовать свои силы в этом деле, то вы можете начать с малого, а именно обзавестись минимальным набором инструментов для ремонта смартфонов и планшетов.И тогда возникает вопрос, что купить в первую очередь? Поговорим об этом.
Из устройств и материалов, которые чаще всего требуются при ремонте смартфонов и планшетов, я бы выделил следующие:
Список оказался небольшим, так как я постарался указать только то, что наиболее часто используется на практике за последние несколько лет.
По мере роста, при необходимости, вы можете купить другое, более дорогое оборудование: микроскоп, лабораторный блок питания, инфракрасную паяльную станцию, нижний нагреватель плат, ультразвуковую ванну, ламинатор, автоклав и т. Д. .
Цифровой мультиметр.
Это означает, что требуется больше времени для прогрева разъема microUSB, а, следовательно, и печатной платы. Из-за этого он может коробиться, может набухать, расслаиваться. Еще больше усложняет ситуацию то, что поблизости есть миниатюрные компоненты SMD, такие как резисторы и конденсаторы, а иногда и оптический датчик или светодиод SMD. Чрезмерный нагрев может расплавить эти компоненты и выйти из строя.
Для понижения температуры плавления используется сплав Rose.Перед разборкой разъема все его контакты и паяные участки «разбавляются» каплей сплава Роуза с помощью обычного паяльника. Благодаря этому припой в точках пайки начинает плавиться при более низкой температуре, а значит, мы можем быстро его нагреть феном и разобрать. При этом соседние элементы и печатная плата не успевают сильно нагреться.
Также сплав Роуза выручит, например, при установке на плату нового цифрового микрофона.Дело в том, что цифровой микрофон – довольно чувствительный компонент и страшно боится перегрева. Следовательно, вы можете припаять его к плате, используя сплав Rose.
Этот сплав дорогой, но хорошая новость в том, что он служит долго. Если вы решите сэкономить и купить его на Алиэкспресс, вы быстро разочаруетесь, так как там его нет в продаже.
Для защиты соседних элементов от оплавления и скольжения при пайке феном их можно закрыть термостойкой лентой (она же полиимид или каптон).
Используется для защиты пластиковых элементов от оплавления и фиксации SMD-компонентов при пайке феном или ИК-станцией. Его часто используют в самих смартфонах и планшетах для изоляции и фиксации конструктивных элементов.
Медная оплетка.
Для удаления излишков припоя требуется медная оплетка. Без него иногда очень сложно удалить его лишнее или припаять перемычки между контактами разъема microUSB.
Медную тесьмуможно купить на AliExpress, там она обойдется вам дешевле, а выбор больше, чем в розничных или сетевых магазинах запчастей.
Клей для крепления сенсорных экранов.
Для установки или «приклеивания» сенсорных экранов можно использовать разные клеи (B7000, E8000, T-7000). В своей практике я использую клей Б-7000. Он быстро сохнет и его легко «размягчить» легким нагревом, если вдруг что-то пошло не так и тачскрин нужно переклеить.
Плоскогубцы или бокорезы для работы с электроникой и точной механикой.
Бокорезами разбирать неисправные разъемы microUSB очень удобно.Лучшим выбором станут качественные бокорезы от известных брендов. Довольно давно использую фрезы Pro “sKit 1PK-717. Они неплохие и недорогие, подходят для работы с электроникой. К сожалению, все, что тверже меди, для них« не по зубам ». “становится настоящим наказанием.
Спустя какое-то время я решил купить более качественный инструмент. Выбор пал на бокорезы KRAFTOOL KARBMAX 22018-5-13 со вставками из карбида вольфрама. На тот момент их стоимость составляла 1600 рублей.
Это дорогие и профессиональные немецкие бокорезы, предназначенные как раз для работы с электроникой и точной механикой. По словам продавцов, их очень часто покупают те, кто занимается ремонтом смартфонов.
Доброго времени суток, дорогие друзья. Сегодня специально для вас еще один обзор.
Немного предыстории. Мы живем в век технологий, и у каждого из нас есть мобильный телефон, смартфон, iPhone и так далее.
И, конечно же, технология есть технология, и время от времени она выходит из строя.И, конечно же, в этом случае необходимо обратиться в специализированный квалифицированный сервисный центр. Но, если поломка несущественная, и вы уверены, что сами сможете исправить ситуацию, то этот набор вам необходим, так как вероятность того, что вы испортите телефон, пытаясь его разобрать подручными средствами, очень высока.
Набор инструментов для ремонта телефона. Стоимость продукта невелика, но польза от него может быть очень большой. Товар был заказан на сайте AliExpress, продавец быстро отправил посылку, ровно через месяц этот набор прибыл в Екатеринбург, быстрее ни одна посылка не пришла, так что это норма.У продавца отличный рейтинг и хорошие отзывы, отзывов много. Описание на сайте полностью соответствует действительности. Товар был упакован просто в пакет, без пузырчатой пленки, и это, наверное, единственный недостаток. Но мне повезло, и ни один из инструментов не был поврежден, все осталось целым и невредимым.
Теперь непосредственно о самом наборе.
В комплект входят следующие инструменты. Присоска с кольцом для снятия дисплея.
Две пластиковые отмычки разного размера, или по-другому их называют «открывалки».Инструмент используется для открытия корпуса телефона, не повреждая крышку или сам телефон.
Два пластиковых шпателя с загнутыми краями разной формы. Инструмент служит способом «разбить» телефон и так далее, чтобы что-то поддеть или что-то удержать.
Металлический зажим для извлечения лотка для SIM-карты.
И, конечно же, маленькие отвертки. Три звездообразные отвертки разных размеров, обычная отвертка и крестовая отвертка.С виду шуруповерты хорошо смотрятся, рабочая часть выполнена из инструментальной стали, ручки пластиковые. Отвертки довольно прочные, ни одна отвертка не деформировалась во время работы.
Помимо грязной упаковки с адресом, набор находился в небольшом пакете, заклеенном наклейкой со штрих-кодом, т.е. упаковки как таковой не имеет.
В целом покупкой доволен, если брать во внимание цену данного товара. Полезный набор. Конечно, не для профессионального использования, а для домашних целей, для профессиональной деятельности не хватает еще инструментов, типа пинцета и т. Д., но те, кому это нужно, могут купить их дополнительно.
И на сегодня все. Удачи, любви и добра. До скорого.
Товар можно увидеть визуально на видео
Каждый, кто сталкивался с ремонтом электроники, понимает, насколько сложен этот процесс. Для этого требуются не только определенные навыки, опыт, аккуратность, усидчивость и ловкость, но и оборудование, которое невозможно найти в ящике на балконе или в гараже.Конечно, наборы инструментов для редкой мелкой работы с бытовыми приборами в домашних условиях существенно отличаются от тех, что используются в профессиональных мастерских для точного манипулирования небольшими платами, кабелями, микроскопическими разъемами и т. Д. Поэтому мы предлагаем нашим клиентам несколько комплектов оборудования и расходных материалов. среди которых каждый может выбрать набор под свой бюджет и конкретные потребности.
Минимальный набор инструментов для ремонта электроники
В нашем ящике есть все необходимое для ремонта телефонов … В нем вы найдете следующие устройства:
- магнитный мат;
- набор отверток с пинцетом и присоской;
- пластиковая отмычка.
Каждый из этих инструментов необходим при замене корпуса или модуля дисплея на Apple или любом другом смартфоне. Магнитный коврик не даст вам потерять винтики и кабели, плоский отрывок и пинцет помогут аккуратно отсоединить мелкие детали устройства, для откручивания болтов, удерживающих защитные панели и разъемы, потребуются стандартные отвертки, а также уникальный пятиконечник Pentalobe. отвертка с лезвием – для винта нижнего корпуса последних моделей iPhone.
Комплект “Средний”
Наша подходит как для тех, кто хочет выполнить сложную работу своими силами, так и для профессионалов, которым необходим минимальный набор инструментов, который позволит отремонтировать электронные устройства на заказ. Если вы уже знаете , какое оборудование вам нужно для ремонта телефонов , планшетов и компьютеров, то обязательно оцените этот сборник.
Прежде всего, стоит рассказать о термовоздушной паяльной станции Lukey 702, входящей в комплект Medium. Это многофункциональное устройство, которое можно использовать для пайки горячим воздухом микросхем BGA, которые сегодня встречаются практически во всех электронных гаджетах, от смартфонов до ноутбуков.Эта модель состоит из основного блока с регуляторами температуры и фена со встроенной в ручку турбиной, которая нагнетает этот воздух. Эта станция от одного из ведущих брендов паяльного оборудования очень проста в эксплуатации и обслуживании, доступна по цене и оптимизирована для работы.
В комплект, помимо станции горячего воздуха, входит ультразвуковая ванна для эффективной очистки мелких деталей и инструментов, универсальный блок питания, мультиметр для контроля напряжения, тока и сопротивления в сети, ультрафиолетовая лампа, прибор для подсветки рабочее место, несколько наборов отверток и других приспособлений для открывания корпусов, формы для дисплеев смартфонов Apple, клеевые растворы и двусторонний скотч.
Стандартный набор инструментов
Вы можете найти все все необходимое для ремонта сотовых телефонов и оснащение профессиональной мастерской среднего уровня. В его состав также входит компактная, эргономичная и очень удобная станция горячего воздуха Lukey 702, с помощью которой можно решать множество важных задач, не занимаясь настройкой устройства и установкой сложных рабочих параметров. Кроме того, в комплект входит оптический микроскоп, значительно облегчающий точную работу с мельчайшими деталями устройств, и станок для разборки сенсорных модулей.Последнее устройство незаменимо при демонтаже разбитых дисплеев, когда разделение осколков стекла невозможно осуществить другими доступными средствами. Все остальные традиционные инструменты для ремонта электроники в этом наборе также присутствуют: надежные отвертки, надфили, кусачки, провода, пинцет, ножи, а также скотч и герметики для склейки позволят работать с любыми гаджетами.
Установить «Максимум»
– это наиболее полный комплект оборудования, который идеально подходит для полного оснащения большого современного сервиса.Его основной составляющей можно считать профессиональное устройство, предназначенное для демонтажа и установки всевозможных компонентов накладных печатных плат, не только стандартных электронных устройств, но и другого сложного оборудования: промышленных ПК, серверов, коммуникаторов, телевизоров, игровых приставок. и др. Пайка с его помощью осуществляется посредством инфракрасного нагрева поверхностей, что обеспечивает возможность быстрого локального нагрева определенных зон до заданной температуры. Эта модель обладает огромным функционалом, который определяется наличием программного обеспечения и большим объемом памяти.
Помимо ИК-станции, в комплект «Максимум» входит нагреватель печатной платы, устройство горячего воздуха Lukey 702, набор трафаретов для ремонта игровых консолей и все другие инструменты, имеющиеся в предыдущих наборах. и смартфоны, выбрать комплект оборудования или узнать , какие инструменты для ремонта ноутбуков или ПК нужны именно вам, вы можете в нашем интернет-магазине.
Даже начинающий мастер не сможет справиться с решением простейших задач, если у него не будет определенного «под рукой».Особенно, если специалист намерен заниматься восстановлением электронных гаджетов, средств связи. Сразу скажем, сотовые телефоны нельзя восстановить «на коленях»; определенные материальные затраты придется нести на обустройство рабочего места. Мы не будем заниматься перечислением ультрасовременных устройств, а представим в рамках статьи лишь набор самого необходимого профессионалу.
Инструмент ручной
Начнем с самого простого – с классических инструментов.В списке представлены основные виды, без которых вам действительно не обойтись:
1. Надо будет приобрести. Кроме того, вам потребуются плоские и крестообразные варианты нескольких «ходовых» размеров. Не забудьте заказать звездообразные отвертки. Что касается габаритов, то он должен соответствовать нормам от Т5 до Т7. Также неплохо приобрести комплект со сменными насадками. В этом случае проблем с разборкой корпуса и других компонентов устройства точно не возникнет.
2.Собирая набор инструментов для ремонта, не забывайте о такой важной вещи, как скальпель. Именно с его помощью можно очень легко очистить дорожки, провода. Постарайтесь не экономить на аксессуаре – на бюджетном экземпляре быстро появятся неровности.
3. Вам обязательно понадобится пинцет. Найдите стандартный образец и один изогнутый, которые позволят вам добраться до труднодоступных предметов.
4. Карандаш-ластик, выполненный в виде классического карандаша, обязательно пригодится. Его можно использовать для легкой очистки окисленных контактных покрытий.Вам потребуется немного времени, чтобы привести в порядок свои сильно запущенные контакты.
5. Не удивляйтесь, но специалисты часто используют зубные щетки, чтобы справиться с незначительными окислами при работе с «встраиваемыми» моделями смартфонов. Высокая эффективность может быть достигнута в сочетании со специальной жидкостью, которую специалисты по обслуживанию называют смывкой.
6. Рабочий процесс значительно облегчается за счет держателя, в котором доска надежно закреплена. Человеку легче выполнять тонкую работу, когда закреплен небольшой хрупкий элемент.
Источники питания
Нередко посетители приносят в сервисные центры сломанные гаджеты в полностью разряженном состоянии. Обязательно держите под рукой зарядное устройство, способное зарядить любую батарею. В этом случае при тестировании работоспособности электроники сложностей не возникнет.
Позаботьтесь о своем заказе. Часто в процессе тестирования возникает острая необходимость запитать телефон от блока питания, чтобы отследить соответствующие рабочие параметры.Такой элемент также очень важен при полной неработоспособности аккумулятора смартфона или его отсутствии. Выбирайте изделие со следующими параметрами: для выходного напряжения от 0 до 15 Вольт, по току не менее 1 Ампер. Необходимо заказывать образцы, оснащенные индикаторами, потому что только в этом случае можно будет точно зафиксировать определенные рабочие параметры. Как советуют профессиональные работники специализированных центров, следует отдавать предпочтение устройствам со стрелочной индикацией, ее намного легче прочитать при тестировании.
Паяльное оборудование
Придется потратить значительные средства на паяльный аппарат, дополнительные инструменты из этой серии и сопутствующие аксессуары. Итак, вот небольшой список рабочих инструментов из этой серии:
1. Будьте морально готовы к тому, что стандарт вас не спасет. Вам нужно будет выбрать специальную паяльную станцию. Только с его помощью можно добиться потрясающе точных результатов в случае необходимости пайки микросхем или замены фильтров.Современные термовоздушные модели значительно облегчают работу мастера, за счет высокой степени надежности сервис предоставит долгосрочные гарантии при выполнении сложных задач.
2. Специалисты советуют покупать трафареты BGA, параллельно нужно запастись пастой BGA. Как показывает практика, именно эти элементы потребуются при проведении особо тонких работ. Что касается выбора марки макарон, здесь ориентируйтесь на свои предпочтения. Кому-то удобно работать с густой пастой, многие мастера отдают предпочтение более жидкой модификации.
3. Как видите, для ремонта телефонов вам понадобятся не только инструменты, вы должны предусмотреть покупку десятков «мелочей». Скорее всего, вам понадобится гель для флюса, не требующий очистки. Вещество закипает при очень высокой температуре, поэтому незаменимо для монтажа микросхем в такие элементы, как корпуса BGA. Почему продукт называется без очистки? Дело в том, что он отличается полным отсутствием химической активности после завершения пайки. Соответственно, больше нет риска повреждения компонентов в результате коррозии.Кроме того, предусмотрена дополнительная защита от влаги.
4. Удобным дополнением станет специальная оплетка, значительно облегчающая снятие припоя. Процесс удаления излишков значительно упрощается, занимает меньше времени.
5. Не как основное, а как вспомогательное устройство понадобится обычный электрический паяльник с характеристиками 40Вт. Это необходимо при работе с крупными дискретными компонентами, которые имеют значительную теплоотдачу. Такой аксессуар незаменим при подготовке точек приземления для разъемов зарядки и других подобных элементов.
Увеличительные устройства
Еще одна дорогая покупка – микроскоп. Без него не обойтись даже человеку с прекрасным зрением. С его помощью просматриваются доски и другие мелкие детали. С его помощью выполняется особо деликатная, ответственная работа, требующая максимальной нагрузки на глаза. Кроме того, обратите внимание на несколько петель разной вместимости. Они станут прекрасным дополнением к стационарному устройству. Иногда удобнее рассматривать какую-то деталь в руках.
Измерительные инструменты
Совсем непросто, а иногда и невозможно определить сложную поломку на основе одного опыта. Для достижения этой цели вам понадобится специальное оборудование для ремонта телефона, которое служит для проверки работоспособности связи. В рамках раздела представлены устройства, которые помогут быстро выявить неисправность:
1. Первым по важности является мультиметр. Это один из основных примеров выявления технических проблем.Что касается модельного ряда, то здесь особых рекомендаций нет. Главное, на что нужно обращать внимание в процессе поиска товара, – это точность показаний. Об этом можно судить, прочитав отзывы реальных пользователей.
2. Восстановить утонувший смартфон без ультразвуковой ванны проблематично. Никакая тонкая скрупулезная уборка специальными средствами не спасет положение! Возможно, вы восстановите устройство связи, но работать оно будет недолго.Гарантия должна даваться только в том случае, если у вас есть специальная ванна. Благодаря вибрациям ультразвука можно добиться феноменальных результатов в, казалось бы, безвыходных ситуациях. Практика знает немало случаев, когда подобным образом удавалось восстановить безнадежных «утонувших» за долгие годы. Секрет эффективности довольно прост – так разрушается действие оксидов и проявление сульфатионов. Добиться безупречного качества очистки доски несложно, для этого нужно соблюдать стандартные рекомендации производителя.
3. Значительную поддержку в решении сложных проблем окажет осциллограф. Он способен измерять, а затем отображать различные типы сигналов, показывая рабочие амплитуды. В этом случае особых рекомендаций тоже нет. Главный совет – старайтесь выбирать образец с достаточно точными показаниями.
4. Самым главным инструментом для ремонта мобильных телефонов сегодня является обычный компьютер, любой ноутбук. Не гонитесь за высокопроизводительной модной моделью. Лучше потратите эти средства на диагностические продукты.Позаботьтесь об установке соответствующего программного обеспечения, чтобы облегчить работу при прошивке телефонов. Предвидеть все ситуации невозможно, поэтому для загрузки программ и данных вам обязательно понадобится доступ в Интернет.
5. Потребуется определенный набор программистов, их сейчас очень много. Есть универсальные продукты, рассчитанные на несколько марок коммуникаций. Существуют узконаправленные образцы, предназначенные для работы с одним производителем. Однозначных рекомендаций по выбору нет.Необходимо учитывать предпочтения потенциальных клиентов в том районе, где расположена услуга, прислушиваться к мнению более опытных коллег.
Выбирая понравившуюся технику, никогда не торопитесь. Всегда сравнивайте его с другими копиями другого бренда. Сравните стоимость, производительность, точность, удобство использования. Не поленитесь ознакомиться с отзывами потребителей, которые уже сформировали собственное мнение о возможностях того или иного устройства.Тогда риск ошибки в процессе выбора значительно снизится.
просмотры
Какой паяльник лучше импульсный или обычный. Выбираем лучший паяльник для пайки бытовых радиодеталей. Расчет и ремонт нагревательной обмотки паяльника
Ответ на вопрос, какой паяльник лучше выбрать, во многом зависит от специфики выполняемых работ. Разнообразие технических характеристик инструмента достаточно велико, несмотря на то, что в комплектации не предусмотрены сложные детали и приспособления.
При выборе паяльника обращайте внимание на его мощность, чем она меньше, тем дольше прослужит паяльник.
Паяльники электрические и газовые
Газовые паяльники – необходимый инструмент для работы при отсутствии питания. Они должны быть заполнены пропаном, бутаном или изобутаном. Основным элементом такого паяльника является горелка, способная быстро обеспечить необходимую рабочую температуру. Компактные размеры, небольшой вес и возможность использования в «полевых условиях» – вполне понятные причины выбора такой модели.Но некоторые считают такое решение не лучшим, особенно в случае внутренних работ. Применение газовой горелки предполагает скопление в воздухе вредных для организма веществ, так как газ редко выгорает полностью. Кроме того, в этом случае для работы используется открытый огонь.
Если вам необходимо работать при отсутствии доступа к электросети, вы можете выбрать паяльник, работающий от автономного источника питания (никель-кадмиевый аккумулятор). Без подзарядки такой инструмент может проработать 2 часа.
Паяльники электрические
Свойства, которые отвечают требованиям и объясняют конкретный выбор, чаще всего – это надежность, безопасность и универсальные возможности устройств. Основными видами паяльников можно назвать стержневой и импульсный инструмент.
Импульсные паяльники используются в большинстве случаев для работы с микросхемами. Такие устройства очень быстро нагреваются и удобны в работе благодаря эргономичному дизайну. Но их цена в несколько раз превышает стоимость более распространенных видов инструментов.
Стержни соответствуют всем требованиям практичности и надежности. Они более универсальны. Но время, необходимое для их разогрева, иногда бывает значительным.
Электропаяльники лучше выбирать с учетом всех особенностей этого инструмента:
- мощность;
- габаритов;
- рабочее напряжение;
- тип используемых нагревательных элементов;
- форма и материал наконечника;
- дополнительных критериев.
Если паяльник не предназначен для выполнения какой-либо конкретной работы, а должен быть, как говорится, «для дома», то проблему выбора можно решить двумя способами.Либо приобретается универсальный инструмент средней мощности, либо можно иметь два паяльника (для мелких и крупных предметов).
В зависимости от поставленных на этом основании инструментов условно можно выделить следующие:
- 3-10 Вт – используется для работы с мелкими деталями (микросхемами).
- 20-40 Вт – наиболее используемая мощность для работы, можно считать универсальной.
- 60-100 Вт – применяется, если требуется разводка толстых проводов.
- 100-250 Вт – требуется для крупных металлических предметов.
Паяльники, требующие большой мощности, многофункциональны и очень надежны. Но использовать их в домашних условиях практически нецелесообразно.
Что касается размеров и формы паяльника, то от этих критериев зависит удобство работы. Чем меньше размеры паяльника, тем он удобнее. Но при этом, чем короче его ручка, тем ближе раскаленный наконечник. Поэтому выбираем лучший вариант среднего размера для качественной работы.
Жало должно быть правильно закреплено в паяльнике, иметь ровную прямую форму.Удобство и качественный результат работы во многом зависят от формы насадки. Это может быть шпатель, конус, игла или другие варианты. Самым удобным будет инструмент, оснащенный набором жало разного размера и формы.
В качестве материала для изготовления предпочтительнее вариант из плотной кованой меди.
Лужение жала паяльника.
В этом случае жало будет стойким, а значит, удобным и прочным.Если предполагается длительная работа, то понятна необходимость выбора детали из материала, устойчивого к длительному воздействию высоких температур. Их не нужно будет часто менять.
Необходимые конструктивные особенности:
- Функция регулировки длины лезвия.
- Функция замены наконечника.
Ручка паяльника изготавливается из различных материалов … Древесина считается самой теплоизоляционной. Ручки из эбонита слишком тяжелые.Пластиковые намного легче, но при эксплуатации сильно нагреваются.
В некоторых случаях в корпусе предусмотрены отверстия, через которые выходит горячий воздух. Также модели оснащены так называемым фартуком, который не удлиняет ручку, но площадь его поверхности становится больше, а это позволяет рассеивать тепло и избегать дискомфорта во время работы.
Рабочее напряжение
Наибольшее распространение получили модели паяльников с рабочим напряжением 6, 12, 36 и 220 вольт.Единого мнения относительно оптимального выбора в данном случае нет. Кажется логичным, что удобен инструмент, использующий сетевое напряжение 220 В. Его без проблем можно подключить к бытовой розетке. С точки зрения безопасности подойдет вариант на 36 В. Но в этом случае потребуется применение понижающего трансформатора.
Кстати, ТЭН может быть спиральным или керамическим. Первый вариант встречается чаще. Он надежен и стоит значительно дешевле.
Керамический обогреватель требует осторожного обращения: не рекомендуется ронять его, любая деформация приведет к поломке.Попадание жидкости тоже может вызвать проблему: эта часть инструмента просто треснет, не выдерживая перепада температур. Преимущество обогревателя этого типа в том, что он требует меньше времени на прогрев.
Если паяльником приходится работать достаточно часто, то имеет смысл приобрести паяльную станцию. Это дает возможность регулировать необходимую температуру нагрева, помогает поддерживать ее постоянное значение. Такой прибор снабжен подставкой и губкой для чистки, которая в любом случае понадобится для работы.
Паяльник для работы с микросхемами
Нельзя начинать работу с паяльником, не прочитав инструкцию.
Требования к моделям устройств для пайки микросхем следующие:
- Максимальная мощность прибора не должна превышать 25 Вт.
- Комплект с очень тонким жалом (диаметр не более 2,5-3 мм).
- Паяльник должен иметь функцию контроля температуры во избежание повреждения микросхемы.
- Не рекомендуется использовать серебряный припой. Лучше покупать припой с небольшим содержанием олова.
Если с микросхемами приходится часто работать, то очень важно использовать заземление. Это поможет избежать статического электричества. Даже самая маленькая искра наносит непоправимый вред всей уже проделанной работе.
Паяльник для работы с трубами
Выбирая такой паяльник, нужно обращать внимание на комплектацию устройства: он должен быть укомплектован множеством насадок.Эти приспособления могут быть изготовлены из металлизированного или обычного тефлона. Но предпочтительнее первый вариант.
Выбор необходимой мощности:
- Профессиональные устройства имеют мощность 1-2 кВт. Но если паяльник приобретен для работы в домашних условиях (ремонта, улучшения), то такой инструмент может оказаться лишним.
- Для малогабаритных работ можно использовать модели мощностью 680 Вт. Они отлично подходят для ремонта и установки труб диаметром 16-65 мм.
- Для пайки пластиковых труб диаметром 65-90 мм необходим паяльник мощностью 850 Вт.
- В том случае, если диаметр трубы больше 100 мм, мастеру может понадобиться модель мощностью более 1 кВт.
К выбору подставки для всех инструментов нужно отнестись со всей ответственностью, так как это поможет избежать травм и соответствовать нормам пожарной безопасности.
Достаточно распространенный инструмент, который используется в быту и промышленности – это электрический паяльник. Требуется провести самые разные работы, которые используются при ремонте электрооборудования и пайке проводов.Для того, чтобы выбрать наиболее подходящий вариант исполнения рассматриваемого устройства, необходимо разбираться в особенностях его конструкции и основных параметрах.
Надежность в эксплуатации и длительный срок службы обусловлены простотой рассматриваемой конструкции. Электрическая схема представлена комбинацией следующих элементов:
- Источник питания, которым часто является бытовая электросеть. Также в продаже можно найти портативные версии со встроенным блоком питания.
- Вилка с проводом потребуется, если конструкция запитана от бытовой сети.
- Нагревательная рабочая часть паяльника представляет собой проволочную спираль. Он преобразует электричество в тепловую энергию, за счет чего обрабатываемые элементы при пайке нагреваются.
Принцип работы электрической схемы довольно прост. Нагревательная часть паяльника представляет собой спираль из нихромовой проволоки, при протекании по ней тока обмотка нагревается.Теплоотдача жала паяльника проходит через специальный токопроводящий элемент.
Современные варианты реализации паяльника могут незначительно отличаться. Однако их основные элементы практически идентичны. Устройство паяльника можно охарактеризовать так:
- Основным конструктивным элементом считается нагревательный стержень, на котором расположена обмотка трансформатора.
- Для сохранения тепла и повышения эффективности стержень вставлен в специальную изолирующую трубку.При его изготовлении используется термостойкое стекловолокно.
- В зависимости от мощности можно использовать несколько слоев изоляционного материала.
Стержень вставлен в специальную изолирующую оболочку, а для безопасного использования устройство имеет диэлектрическую рукоятку. Как правило, ручка изготавливается из жаропрочного пластика или дерева, использование металла не допускается.
При изготовлении наконечника часто используется красная медь, так как она обеспечивает быструю передачу тепла от источника к актуатору конструкции.Кроме того, рабочий элемент должен выдерживать высокие температуры, которых достаточно для нагрева обрабатываемого металла.
Распределение припоя по поверхности осуществляется кончиком инструмента. Именно поэтому он выполнен в форме клина. Его длина может существенно отличаться, все зависит от области применения устройства и его назначения.
Напряжение питания паяльника
Рассматривая типы паяльников, следует также обратить внимание на то, какое напряжение питания рекомендуется.Как правило, большинство бытовых моделей, которые можно использовать для пайки микросхем, могут работать от стандартной сети 220 вольт. Это связано с использованием трансформатора. Напряжение 220 В может быть слишком высоким для некоторых устройств. Например, следует использовать импульсные источники питания.
Отличительными особенностями источников питания импульсных паяльников являются следующие моменты:
- Вторичная обмотка выполняет роль нагревательного элемента.
- Особенности конструкции обеспечивают быстрый нагрев наконечника.
- Низкий показатель потребительской мощности.
- Некоторые модели позволяют регулировать индикатор питания в узком диапазоне.
Схемы импульсного паяльника могут существенно различаться, что во многом связано с тем, какая компания занимается выпуском продукта. Примером могут служить многочисленные китайские модели, отличающиеся низкой надежностью.
Мощность нагрева паяльника
Мощность паяльника также может варьироваться в довольно широких пределах. Этот показатель считается одним из важнейших, его учитывают при выборе более подходящей модели.От этого показателя также зависит температура нагрева и некоторые другие характеристики. К основным рекомендациям по выбору можно отнести следующие пункты:
- Устройство с показателем мощности не более 25 Вт подходит для работы с небольшими микросхемами. Этого достаточно для пайки мелких предметов. При этом следует учитывать, что слишком высокая номинальная мощность может привести к тому, что микросхема может расплавиться в процессе работы.
- Для пайки толстых проводов используются устройства мощностью 40 Вт.Температуры, которую можно получить с таким индикатором, вполне хватит для решения элементарных задач.
Как правило, с увеличением рассматриваемого показателя стоимость продукта также значительно увеличивается. Это связано с конструктивными проблемами, возникающими при производстве устройства.
Паяльник перемотка
При ремонте купленного инструмента или создании его самостоятельно приходится наматывать провод. Перед непосредственным выполнением работ довольно важно правильно провести соответствующие расчеты, так как наиболее подходящий провод выбирается в зависимости от сопротивления, мощности и напряжения источника питания.Необходимые показатели можно рассчитать с помощью различных специальных таблиц.
После расчета требуемых параметров для них выбирается наиболее подходящий провод. Для этого также может использоваться специальная таблица, в которой определяется соотношение основных параметров. Состав нихрома представлен комбинацией хрома и никеля, благодаря чему изготовленный элемент способен выдерживать температуру до 1000 градусов Цельсия.
Процесс намотки обеспечивает плотную упаковку витков.Следует учитывать, что при нагревании до высоких температур рассматриваемый материал покрывается оксидом.
Изоляционным материалом может быть асбест, стекловолокно или слюда. Среди эксплуатационных качеств асбеста можно отметить то, что его можно пропитать водой, принимая пластичную форму, распределять его по поверхности достаточно просто. При его использовании следует учитывать, что влажный асбест способен проводить электричество. Поэтому включать паяльник следует только после полного высыхания изоляционного материала.
В заключение отметим, что довольно простое устройство паяльника позволяет сделать его самому.
Самодельный вариант по многим параметрам не будет уступать покупному, если делать устройство по общепринятым рекомендациям.
Современное электронное оборудование очень быстро совершенствуется. Степень интеграции современных микросхем такова, что миллионы транзисторов умещаются в одном корпусе, но сами корпуса становятся все меньше и меньше.Дискретные детали – транзисторы, конденсаторы, резисторы тоже малогабаритные, безвыводные. Все это монтируется на платах с помощью поверхностного SMD-монтажа. Детали расположены настолько плотно, что припаять что-либо обычным сорокаваттным электрическим паяльником ЭПСН просто невозможно.
Правда, некоторые знатоки паяльника утверждают, что паять можно все что угодно даже топором. Может и так, но, как говорится, не всем дано. Поэтому лучше все-таки использовать паяльник, так как сейчас существует очень широкий выбор паяльных инструментов.И нужно проявлять творческий подход при покупке этого средства, а не брать все, что бросается в глаза.
Прежде всего необходимо определиться, для какой работы покупается электрический паяльник. Если вы собираетесь паять массивные детали, например автомобильные радиаторы, медные трубы, жестяные конструкции – в общем, все, что имеет большой радиатор, потребует паяльника с молотком очень большой мощности. Такой паяльник часто называют «топором». Мощность таких паяльников достигает нескольких сотен ватт.Мощный паяльник типа «топор» показан на рисунке 1.
Рисунок 1. Молотковый паяльник мощностью 200 Вт
Конечно, назначение такого паяльника весьма специфическое, не всегда и не всегда он может понадобиться. Для использования в домашних условиях больше подойдет паяльник мощностью 25 … 60Вт. Время от времени они могут выполнять практически все паяльные ремонтные работы. бытовой техники и даже паять печатные платы свинцовыми компонентами. Внешний вид такого паяльника показан на рисунке 2.
Рисунок 2. Паяльник EPSN
Конструкция такого паяльника неразборная, о чем написано даже в прилагаемой к нему инструкции. Про этот паяльник можно сказать, что его нагреватель достаточно прочный, он очень редко перегорает, даже если вы очень интенсивно пользуетесь паяльником. Часто случается, что медный жало прогорает и вваривается внутрь нагревателя настолько прочно, что достать его просто невозможно, и в этом случае приходится приобретать новый паяльник.
Чтобы этого не произошло, рекомендуется периодически снимать жало с паяльника и очищать его от продуктов окисления. При этом черный порошок высыпается из самого паяльника. Все это хорошо, когда читаешь, но в большинстве случаев просто забывается, а полностью исправный паяльник просто выбрасывается.
Перед использованием нового паяльника кончик жала необходимо облучить. Для этого паяльник нужно сначала прогреть, после чего в горячем виде удалить оксиды небольшим напильником, быстро окунуть очищенный конец в канифоль, а затем в припой.В результате на рабочей поверхности жала остается капля припоя. Если этого не сделать, наконечник станет черным, и расплавить припой просто не удастся.
В процессе эксплуатации медный наконечник постепенно растворяется в припое, на нем появляются полости и оксиды. С таким жалом становится невозможно работать, и его снова приходится исправлять напильником и обслуживать. И так до тех пор, пока от жала не останется небольшой кусочек. Это жало надо поменять.
Несколько меньше жало выгорит, если перед использованием его забить молотком до нужной формы: на поверхности медного жала образуется упрочнение, более твердый слой металла.Именно этот упрочненный слой более устойчив к выцветанию.
Самодельные конструкции электрических паяльников
Иногда бывает, что паяльник даже мощностью всего 25Вт оказывается слишком большим, чтобы припаять небольшую деталь. В этом случае может помочь медная проволока, намотанная вокруг наконечника, как показано на Рисунке 3.
Рисунок 3. Уменьшение размера наконечника путем намотки медной проволоки
Такое импровизированное жало нужно сначала облучить, как описано выше.Конечно, такая конструкция недолговечна, но ее вполне хватит на несколько рационов.
В свое время радиолюбители предложили множество конструкций миниатюрных электрических паяльников. Многие из них были даже очень хорошими, но, к сожалению, для их изготовления потребовались токарные и слесарные работы. Сделать в домашних условиях такой паяльник просто невозможно.
Но наши люди, проявив творческий подход, из подручных средств изобретают миниатюрные паяльники. Два таких дизайна были опубликованы в журнале «Радио» No.1 2011. Первый из них показан на рисунке 4. Он был основан на дровяной печи, которую многие использовали в детстве.
Рисунок 4. Паяльник от дровяной горелки
Конструкция паяльника понятна из рисунка. Достаточно плотно намотать на спираль горелки медный провод диаметром полтора миллиметра и, конечно же, облучить все-таки паяльником! Полученное импровизированное жало очень похоже на конструкцию, показанную на предыдущем рисунке.Паяльник автора О. Иванов из города Владимира.
Неоспоримым достоинством такой конструкции является то, что температура горелки регулируется, а значит, есть возможность регулировать температуру нагрева получившегося паяльника.
Рисунок 5. Самодельный паяльник А. Филиппова
В качестве паяльного жала используется медная проволока диаметром 1,6 мм и длиной около 60 мм, на которую намотана «спираль» из медной проволоки ПЭВ-2 диаметром 0.16 мм. Обмотку делают виток к витку, отступив от наконечника на 8..10 мм, длина намотки около 35 мм. Перед первым включением эмаль, покрывающая провод, играет роль межвитковой изоляции.
После сгорания катушки оксид, образующийся на проводах, играет роль изоляции, чего вполне достаточно при низком питающем напряжении. Задний конец паяльного стержня загибается кольцом и одним винтом прикрепляется к рукоятке из эбонита. Напряжение питания подается гибким проводом сечением не менее 0.75 мм2.
Паяльник должен иметь гальваническую развязку от сети. При напряжении питания около 5В ток потребления находится в пределах 2 … 2,5А, что обеспечивает достаточный нагрев медной «спирали». При этих параметрах мощность паяльника P = U * I = 5 * 2,5 = 12,5Вт.
Учитывая, что ток перегорания медного провода диаметром 0,16 мм составляет 6А, конструкция достаточно прочная. Автор утверждает, что пользуется таким паяльником несколько лет, хотя сначала конструкция задумывалась как одноразовая.
Самодельные электрические паяльники уходят в историю, поскольку китайская промышленность освоила очень широкий спектр паяльного оборудования. Вы можете купить любой паяльник для любых целей. Паяльники, в первую очередь, отличаются конструкцией нагревателя.
Обогреватели керамические и нихромовые
При покупке электрического паяльника учитывайте тип нагревателя.
Нихромовый нагреватель – это спираль, намотанная на керамической основе, во внутреннее отверстие которой вставлен паяльный стержень.Некоторые из более совершенных нагревателей предназначены для стабилизации температуры нагрева. Конструкция нихромового нагревателя представлена на рисунке 6.
Рисунок 6. Нихромовый нагреватель
Здесь также показан негорючий паяльный стержень. Сама она, конечно же, из меди, а снаружи покрыта слоем никеля. Такие стержни ни в коем случае нельзя чистить напильником с целью облучения, хотя многие пользователи жалуются, что такие стержни плохо луженые, не держат припой на себе.
Современные паяльники в основном производятся с керамическими нагревателями. Технология производства таких обогревателей достаточно сложна и освоена несколькими известными компаниями. В первую очередь, это уже упомянутые компании Weller, Hakko, Ersa и некоторые другие.
Керамический обогреватель очень прочный. Если обычный нихромовый нагреватель при пайке в промышленных масштабах (несколько тысяч паек в смену в день) приходит в негодность примерно через полгода, то керамические нагреватели, конечно, служат годами, при условии бережного обращения.
Главное достоинство керамических нагревателей – высокая скорость нагрева: паяльник переходит в рабочий режим всего за 30 секунд. В принципе, не особо важно, как быстро прогреется паяльник при первом включении. Эта скорость важна для работы термостата, ведь чем быстрее нагревается жало, тем стабильнее температура пайки.
На рисунке 7 показан нагреватель паяльника Ersa TechTool, предназначенный для использования в паяльных станциях.
Рисунок 7. Керамический обогреватель Ersa
Легко видеть, что зона нагрева керамического нагревателя расположена на конце полого жала, поэтому в основном нагревается его часть, которая находится ближе к точке пайки. Термопара также находится очень близко к точке пайки. Такое расположение термопары обеспечивает быструю реакцию электронного блока даже на незначительные изменения температуры в точке пайки. Здесь играет роль высокая скорость нагрева керамического нагревателя.
Замена жала осуществляется пластиковой гайкой с насечкой, которая остается холодной даже при нагреве паяльника до 400 градусов. Это позволяет заменить жало всего за 30 секунд, не дожидаясь, пока паяльник остынет. Вот такая высокотехнологичная вещь, керамический обогреватель.
Паяльник TechTool – удовольствие дорогое. Даже его предложение в интернет-магазинах «по низким ценам» выливается на сумму 7750 рублей (без электронного блока управления). Там, где не соблазнительны низкие цены, этот паяльник можно купить за 8 257 штук.00 руб. Но радиолюбителей такие цены не пугают, ведь это цены на профессиональные паяльники, рассчитанные на непрерывную работу в течение всей смены.
Для любительских целей можно выбрать менее дорогие модели от Ersa, например, паяльник с терморегулятором PTC 70, внешний вид которого показан на рисунке 8. Даже не в самом дешевом магазине Chip and Dip его просят. за 3710 рублей, что за хороший инструмент не так уж и дорого.
Рисунок 8.Паяльник с регулятором температуры PTC 70
Для не очень частого использования в любительских целях тоже вполне подойдет паяльник китайского производства: пусть чуть хуже, но цена радует.
Сменные лезвия надеваются на керамический нагреватель и удерживаются пружинным зажимом. В ручке паяльника спрятан аналоговый стабилизатор температуры, датчиком которого является сам ТЭН, так как его сопротивление изменяется с температурой нагрева.
Кстати, аналогичные термостабилизаторы предлагаются в радиолюбительских конструкциях для обычных паяльников типа ЭПСН. Колесико установки температуры расположено на ручке паяльника, как показано на Рисунке 9.
Рисунок 9. Ручка настройки температуры паяльника PTC 70
Напряжение питания паяльника 220В, мощность нагревателя 75Вт. При таких параметрах керамического нагревателя температура жала будет поддерживаться очень стабильно, паяльник не будет прилипать к плате, ведь чем мощнее нагреватель, тем быстрее нагревается жало.
Таким паяльником можно паять тонкие печатные дорожки разводки и достаточно большие детали, не опасаясь перегрева или охлаждения паяльника. Для паяльника есть целый набор жало, подходящих для разных паяльных работ.
Некоторые производители скрывают тончайшую нихромовую катушку внутри керамического цилиндра и называют этот нагреватель керамическим. Может это такая коммерческая уловка, но ТЭН все равно нихрена. В настоящем керамическом обогревателе нагревается сама керамика.
Паяльники с таким нагревателем часто также делают с термостабилизатором в ручке, но выпускаются и без него. Некоторые модели имеют встроенную термопару, их можно использовать только с внешним электронным блоком. Эти комплекты называются паяльными станциями.
Схема довольно простой паяльной станции опубликована в журнале «Радио» 2008 №5 А.ПАТРИНА, г. Кирсанов, Тамбовская область. В авторской версии используется паяльник Sl-30 от паяльной станции Solomon SL-30.Напряжение питания паяльника 24В при мощности нагревателя 48Вт. Но подойдет любой другой паяльник с аналогичными параметрами.
Схема достаточно простая и ее легко повторить. Сигнал термопары, встроенной в паяльник, усиливается и подается на. Как только напряжение термопары достигает заданного уровня, нагреватель выключается. Цифровой индикатор используется для индикации установленной температуры, хотя в принципе можно обойтись и без него. Прелесть такой конструкции в том, что вам не нужно программировать микроконтроллер, которого просто нет в схеме.
В статье подробно описаны схемы, даны рекомендации по настройке, даны чертежи печатных плат … Все это поможет быстро и легко собрать такую паяльную станцию. Внешний вид авторской версии самодельной паяльной станции показан на рисунке 10.
Рисунок 10. Внешний вид самодельной паяльной станции
Жало паяльника
Современные паяльники оснащены целым набором сменных наконечников, подходящих на все случаи жизни.Один из этих наборов показан на рисунке 11. Внешний вид паяльника SR971 показан на рисунке 12.
При продаже паяльник поставляется только с одним коническим наконечником, поэтому остальные наконечники приобретаются дополнительно. Мощность керамического ТЭНа 25Вт при напряжении питания 220В. Жало паяльника заземлено, что позволяет паять чувствительные к статическому электричеству предметы. Сменный наконечник прост в установке, что позволяет выполнять различные паяльные работы.Для этого достаточно открутить гайку с накаткой, поменять наконечник и снова закрутить гайку.
Форма ручки паяльника достаточно эргономичная, вес паяльника небольшой, работать с таким инструментом достаточно комфортно. Единственное, что несколько затмевает все достоинства, – это отсутствие встроенного регулятора мощности.
Рисунок 11. Набор сменных жало для паяльника SR971 с керамическим нагревателем
Рисунок 12.Паяльник от SOLOMON SR971
При работе с SMD-компонентами совсем не лишним будут вилки и мини-наконечники: первая из них предназначена для пайки таких мелочей, как резисторы и конденсаторы, а вторая позволяет паять многополюсные детали в плоские корпуса, не опасаясь попадания припоя между выводами.
На рисунках 13 и 14 показаны фрагменты таблицы насадок Weller, с помощью которой вы можете выбрать и заказать нужную насадку. Кроме того, Weller защищает свои наконечники с помощью лазерной гравировки, поскольку существует достаточно компаний, которые подделывают оригинальные наконечники.
Использование таких поддельных китайских жало часто делает непригодным для использования паяльное оборудование, а паяльники Веллера очень дороги. Даже те, кто занимается пайкой на профессиональном уровне, не всегда решаются купить такое оборудование.
Рис. 13. Наконечник вилки
Очень удобно: подносишь такое жало к резистору, греются сразу оба конца, и остается только снять деталь с платы.
Для таких операций в арсенале паяльного оборудования есть специальный инструмент – термопинцет.Можно сразу нагреть деталь и снять с доски. По сути, это два паяльника, объединенные в общей конструкции … Такой инструмент очень дорогой, но, как показывает практика, без него можно обойтись.
Рис. 14. Наконечник Mini-wave
На рабочей поверхности наконечника имеется небольшое сферическое углубление (показано пунктирной линией), в котором собирается расплавленный припой. Затем проводится жало по выводам планарной микросхемы, естественно установленной на плате, и на выводы и дорожки платы стекает подача припоя.
Очень удобно, не надо каждый вывод микросхемы ковырять отдельно, все получается как бы само собой. Эта технология увеличивает производительность ручной пайки минимум в десять раз, а также улучшает качество.
Казалось бы, такое жало элементарно можно сделать из обычной меди: все, что имеет значение, – это просверлить в нужном месте небольшую и не очень глубокую дырочку. Но именно такие небольшие размеры приведут к тому, что такое жало быстро пригорит, от крохотной дырочки не останется и следа.Но если есть необходимость спаять одну-две микросхемы, то такое жало вполне подойдет.
Фирменная «минивэва» (как вариант «микроволновка») сделана с негорючим хромовым покрытием, а кончик жала луженым химическим методом. Смачиваемость такого жала отличная, что, пожалуй, является важнейшим условием качественной пайки.
Технология монтажа – демонтажа микросхем в плоских корпусах достаточно подробно описана в статье В.Баринов «Монтаж и демонтаж микросхем в малогабаритных корпусах с плоскими выводами». Статья опубликована в журнале «Радио» №1 за 2010 г., с. 25.
Индукционные паяльники
Во всех описанных выше паяльниках используются нагреватели разных типов, тепло от которых передается на жало паяльника, и для стабилизации температуры требуется электронная схема. Совершенно иначе устроены индукционные паяльники, в которых само жало нагревается токами высокой частоты и служит нагревательным элементом.И никакого керамического или нихромового обогревателя не требуется. Принципиальная схема индукционного паяльника показана на рисунке 15.
Рисунок 15. Устройство индукционного паяльника
.Паяльный стержень изготовлен из меди, а задняя часть покрыта сплавом ферромагнитного железа и никеля. На этой части наконечника находится катушка индуктивности, на которую подается напряжение 470 кГц. Высокочастотные колебания вызывают поверхностные токи в сердечнике, которые нагревают железоникелевое покрытие, обладающее магнитными свойствами и достаточно большим по сравнению с медью электрическим сопротивлением… Сочетание этих свойств приводит к нагреву ферромагнитного покрытия.
Тепло от нагретого слоя нагревает весь сердечник, уходит внутрь, охлаждая ферромагнитный слой, потому что внутри сердечника находится медь! Покрытие нагревают до тех пор, пока температура всего ядра не достигнет точки Кюри. Это температура, при которой ферромагнитное покрытие теряет свои магнитные свойства. Проще говоря, обычный железный гвоздь при соответствующей температуре перестанет притягиваться обычным постоянным магнитом.
При потере магнитных свойств поверхностный эффект перестает действовать, и токи высокой частоты уходят в медный сердечник, где не вызывают никакого нагрева. Поскольку медь не реагирует на магнитные поля, поглощение энергии из магнитного поля прекращается, а также прекращается нагрев сердечника, поскольку температура острия достигает точки Кюри.
Во время процесса пайки наконечник отдает накопленное тепло, чтобы расплавить припой и нагреть детали, подлежащие пайке.Температура острия опускается ниже точки Кюри, магнитные свойства покрытия восстанавливаются, и начинается нагрев. При этом, чем массивнее паяемые детали, тем быстрее остывает сердечник, чем дальше от точки Кюри, тем выше влияние поверхностных токов.
Другими словами, мощность нагрева, его скорость адаптируются к условиям пайки: чем интенсивнее отводится тепло, накопленное наконечником, тем интенсивнее он нагревается.Недаром эта технология отопления называется Smart Heat, что можно перевести как «умное тепло». Разработка индукционного паяльника, как и самой технологии Smart Heat, принадлежит американской компании Metcal.
Прелесть этой технологии в том, что для поддержания температуры не требуется сложных электронных схем, не секрет, что самые современные паяльные станции управляются микроконтроллерами и имеют достаточно сложные схемы … А здесь все происходит за счет жала паяльника сам! Достаточно просто запитать его высокочастотным напряжением.
И тут может возникнуть вопрос: припои могут быть разные, у каждого своя температура плавления. Как изменить температуру нагрева жала для конкретного типа припоя?
Оказывается, все просто. Паяльник оснащен несколькими наконечниками картриджей, температура каждого из которых зависит от химического состава ферромагнитного покрытия. Достаточно просто взять другой картридж и с помощью разъема вставить его в ручку паяльника.
В основном используются картриджи серий 500, 600 и 700. Эти числа указывают температуру нагрева по шкале Фаренгейта. В каждой серии есть набор наконечников разной формы, подходящих для любых паяльных работ. Но с точкой Кюри паяльники не только индукционные.
Пятнадцать лет назад уже производились паяльники с механическим регулятором температуры. Их нагреватель – самый распространенный нихром, но на заднем конце паяльного стержня есть небольшая ферромагнитная таблетка, к которой притягивается магнит, контролирующий работу микровыключателя.Как только жало нагревается до рабочей температуры, до точки Кюри, внутри паяльника слышен щелчок, и нагреватель отключается. При небольшом понижении температуры контакт снова щелкает, жало начинает нагреваться.
Для изменения температуры нагрева в комплект паяльника входит несколько наконечников с разной температурой точки Кюри.
Паяльники других конструкций
Рассказ о паяльниках будет несколько неполным, если не упомянуть другие, можно сказать, экзотические виды.В первую очередь, это автономные паяльники, не требующие электрического подключения. Некоторые из них по-прежнему потребляют электричество от батарейки или даже батарей, встроенных в перо.
Паяльники прочие – газовые, работают как обычная газовая горелка, только нагревают жало. Если убрать жало, получится просто газовая горелка.
По своим «паяльным» свойствам газовые паяльники едва ли могут сравниться с не лучшими электрическими паяльниками. Об этом говорят все, кто хоть раз пользовался этим чудом техники.
Единственное преимущество газовых и любых других автономных паяльников – независимость от электропроводки: припаять можно что-нибудь даже в открытом поле. Но, слава богу, такие упражнения нужно делать нечасто. Поэтому лучше использовать электрический паяльник.
Электрический паяльник – это ручной инструмент, который скрепляет металлические компоненты вместе с помощью припоя. Припой – это металл или его сплав, температура плавления которых ниже, чем у соединяемых материалов. При пайке используются сплавы на основе олова, свинца, меди, никеля и т. Д.Припой в жидком состоянии заполняет все зазоры паяемых деталей.
Набор дополнительных наконечников в керамический паяльник увеличивает его функциональность.
Для безопасной работы человека и в зависимости от напряжения в электросети используются паяльники с разной силой тока и мощностью.
Читайте также:
Современные сварочные технологии –
Устройство и принцип работы паяльника типа ЭПСН
Схема элементов паяльника.
Основными элементами электрического паяльника являются:
- ядро;
Обогреватель- ;
- жало;
Держатель- ;
- электрический шнур с вилкой.
Красный медный стержень нагревается имиромовой катушкой до температуры плавления припоя. Из-за высокой теплопроводности меди именно пруток сделан из медного материала. Нагревательный элемент передает тепло кончику прибора.
Штанга паяльника – рабочая часть инструмента с клиновидным концом.Это называется жало паяльника.
Стержень, вставленный в металлическую трубку, предварительно обернут изоляционным материалом. Это может быть стекловолокно или слюда. На изолятор наматывается нихромовая нить, которая служит нагревательным элементом.
Вернуться к содержаниюОсновные разновидности паяльного аппарата
Конструктивная схема паяльника.
Помимо широко применяемого в быту электрического паяльника со спиральным нагревателем (ЭПСН), существует ряд других типов паяльных инструментов.
Паяльникиразличаются способом отвода тепла и пайки, типом потребляемой энергии и другими показателями.
Вот некоторые из них:
- Индукционный паяльник. Нагрев такого инструмента осуществляется с помощью катушки индуктивности. Ферромагнитный наконечник имеет магнитное поле, создаваемое катушкой. Благодаря этому нагревается сердечник. Припаивает такой прибор к определенному значению температуры. Когда покрытие теряет свои магнитные свойства, нагрев прекращается.
- Использование керамических стержней имеет ряд существенных преимуществ: быстрый нагрев, повышенный срок службы инструмента и оптимальная настройка выбранных режимов пайки (температуры и мощности).
- Паяльники с импульсной подачей напряжения на стержень широко используются радиолюбителями. По форме такой паяльник напоминает пистолет. Суть в том, что при нажатии и удерживании спускового крючка нагревается наконечник. По окончании работы спусковой крючок отпускается и паяльное устройство охлаждается.
- Исключительно автономное паяльное устройство – это устройство, в котором в качестве нагревателя используется газ. Такие газовые паяльники можно использовать в любых условиях. Достаточно иметь доступ к источнику газа.
- Еще один вид автономных устройств – это паяльники аккумуляторные. Принцип работы основан на низком энергопотреблении (до 15 Вт). Такие паяльные устройства используются для простых и малогабаритных паяльных работ.
Паяльник – довольно простое, удобное и эффективное устройство … Применяется для соединения пластиковых и металлических деталей. Его часто используют при пайке проводов, установке труб, лужении или выжигании. Незаменим при соединении мелких деталей. Продукт широко используется не только в быту, но и во многих отраслях промышленности.Это производители, которые работают с электронными и электрическими цепями, пластиковыми трубами и рядом других изделий. Для каждого вида деятельности используются устройства с определенными характеристиками. Их подбирают с учетом типа пайки, используемого припоя и соединяемых материалов.
Просмотры
Паяльники можно классифицировать по способу нагрева.
НихромЭти устройства изготовлены из нихромовой проволоки.Именно на него подается напряжение для последующей изоляции. необходимое количество тепла. Ток может быть переменным или постоянным. В простейших видах нихромовых изделий на диэлектрическое тело наматывается проволочная спираль. В него установлена насадка. Змеевик из нихрома часто покрывают изоляционным материалом, чтобы уменьшить потери тепла.
К достоинствам такого устройства можно отнести невысокую цену, неприхотливость и устойчивость к механическим воздействиям. Однако у этого устройства есть недостатки: длительный нагрев, возможность перегорания змеевика, что значительно сокращает срок службы изделия.Однако эти модели используются для небольших работ.
КерамикаЭти устройства изготавливаются с использованием керамических стержней. При подаче тока на контакты стержня он нагревается.
К достоинствам такого устройства можно отнести длительный срок службы, отсутствие риска выгорания при интенсивном использовании, достаточно быстрый нагрев. Тем не менее, такие модели требуют использования только родных жал, а сами стержни, изготовленные из керамики, не переносят ударов.
ИндукцияИндукционная катушка является нагревателем наконечника.К достоинствам такого устройства можно отнести автоматическое поддержание необходимой температуры пайки, отсутствие датчиков температуры, сложные микросхемы управления. При этом такие устройства могут поддерживать только заданную температуру, в результате чего для разных случаев понадобятся совершенно разные насадки.
PulseЭти устройства выполнены с использованием высокочастотного трансформатора, а также преобразователя частоты.
К достоинствам таких устройств можно отнести очень быстрый нагрев и простоту использования.Однако есть и недостатки: такие устройства не подходят для длительной работы.
Конструктивно аналогичные устройства могут быть:
- Штанга … Это традиционные типы устройств. Изделия выполнены в виде лозы. Рукоять имеет рабочую часть с жалом. Такие изделия хороши для работы с мелкими деталями.
- Пистолет … Такие изделия широко используются при работе с электрическими проводами.
- Паяльные станции … Это самые сложные изделия, состоящие из рабочего элемента и блока управления. По своим характеристикам они могут быть;
– инфракрасный – работает посредством инфракрасного обогрева;
– горячий воздух – нагрев осуществляется нагревом воздушных масс;
– цифровой – нагрев осуществляется понижением напряжения трансформатора. Эти устройства идеально подходят для точных работ, например, для ремонта электрических плат.
Также эти устройства делятся на следующие группы:
- С непрерывным нагревом.
- С периодическим нагревом.
- Абразив.
- Ультразвуковой.
Медный стержень нагревается с помощью нагревателя из нихромовой спирали. Также это может быть особая керамика, проводящая ток. При использовании в изделии нихромового нагревателя мощность определяется сечением провода.Стержень – важная часть изделия, потому что именно этот конец контактирует с расплавляемым материалом. Поэтому его часто называют укусом.
Стержень установлен в металлической трубке. Обмотка из изоляционного материала используется для изоляции нагревательного элемента. В качестве него можно использовать слюду или стекловолокно. Сверху наматывается нихромовая нить. В держателе устройства просверливается канал, через который пропускается электрический шнур. Именно через него подается ток для питания изделия.Держатель изготовлен из термостойкого пластика или дерева.
Принцип работыПаяльник имеет довольно простой принцип работы. При включении прибора в электрическую сеть ток направляется по спирали из нихрома. Из-за значительной стойкости нихромового элемента большое количество тепла. Он переносится на медный стержень. Стержень обычно нагревают до температур в пределах 300-350 градусов Цельсия. Наконечник устройства (медный стержень) плавит припой, а также нагревает паяемые детали.
Другие типы устройств имеют аналогичный принцип работы:
- В импульсных паяльниках преобразователь изначально повышает частоту напряжения (18-40 кГц). После этого высокочастотный трансформатор понижает напряжение до рабочего напряжения для паяльника. Наконечник подключается к вторичной обмотке трансформатора, что позволяет пропускать через него самые высокие токи и обеспечивает мгновенный нагрев. Указанный нагрев осуществляется только в момент нажатия кнопки пуска, в остальное время остывает;
- Индукционные устройства выполнены с катушкой индуктивности.Изделие оснащено наконечником и ферромагнитным покрытием. Именно с его помощью формируется магнитное поле, обеспечивающее нагрев сердечника. При достижении необходимой температуры нагрев прекращается. В случае понижения температуры снова запускается нагрев. Это связано с ферромагнитными свойствами этого устройства.
Паяльник широко используется:
- Устройства малой мощности (до 40 Вт) используются для пайки электронных компонентов припоями на основе олова и свинца.
- Паяльные устройства незаменимы для электромехаников и электриков.
- Паяльники электрические повышенной мощности (от 100 Вт) предназначены для пайки и лужения крупных деталей.
- Для работы с мелкими деталями в производствах, связанных с выпуском и ремонтом микросхем, чаще всего используются станции и импульсные устройства.
- Паяльные устройства также используются в различных отраслях промышленности, мастерских и в быту при выполнении паяльных операций.Чаще всего их используют для соединения электрических проводов, трубопроводов и так далее.
- Паяльник нужно выбирать с учетом того, какие детали нужно паять. В большинстве случаев эти изделия используются для удлинения проводов, пайки антенных разъемов или простых схем и так далее. Для этих работ подойдет изделие мощностью 25-40 Вт. Такие устройства отличаются невысокой ценой. Однако их использование ограничено.Для профессионального применения следует выбирать специализированные паяльники с большой мощностью и функцией регулирования температуры пайки.
- Для работы с массивными деталями, например, пайкой радиаторов, следует выбирать устройства мощностью 100-200 Вт. Для демонтажа резисторов рекомендуется использовать керамические устройства мощностью 3-10 Вт с никелевым наконечником.
- При выборе также необходимо обращать внимание на форму и материал наконечника.Размеры устройства также будут иметь большое значение. Самым простым и универсальным считается устройство с прямым термостойким наконечником. Жало рекомендуется выбирать из медного материала, так как его легче чистить.
- Лучше выбирать прибор для дома со спиральным обогревателем. Варианты с керамическим обогревателем более капризны. К тому же они стоят на порядок дороже.
- Для частой работы с микросхемами следует использовать устройства мощностью до 20 Вт.Они должны идти с тонкими жалами. Рекомендуется внимательнее присмотреться к изделиям с функцией контроля температуры.
Как не пользоваться паяльником
- Если вы дали кому-то ссуду, а этот человек ее не возвращает, то паяльник, конечно, может помочь. Однако лучше обойтись без него. В противном случае могут возникнуть проблемы с законом.
- Не погружайте устройство в воду. Это чревато не только поражением электрическим током, но и выходом из строя изделия.Наконечник может треснуть или обмотка может перегореть. В результате вам нужно будет отправиться в магазин за новой покупкой.
- Не игнорируйте прилагаемый паяльник. Существует высокий риск возгорания.
Инфракрасная паяльная станция своими руками из прожектора. Строительство инфракрасной паяльной станции в домашних условиях. Сборка и пробный запуск
Ремонт ноутбуков и видеокарт, реболлинг (разборка и установка микросхемы с восстановлением шариков припоя), как правило, не обходится без инфракрасной паяльной станции.Сервисные центры либо не берутся за такие работы, либо берут за такой ремонт довольно большие деньги. Между тем, такие поломки случаются довольно часто.
ИК-станция заводского изготовления – устройство довольно дорогое, поэтому экономичнее изготовить самостоятельно. Инфракрасную паяльную станцию можно изготовить за один, максимум два дня, предварительно заказав через Интернет и получив комплектующие к ней по почте.
Немного теории
При нормальных температурах пик электромагнитного излучения приходится на инфракрасную область.Горящие предметы излучают как более интенсивное, так и более энергичное (более короткое) инфракрасное излучение. Когда становится очень жарко, они начинают светиться красным. Чем горячее они становятся, тем больше оранжевого и желтого, а затем синего.
Многие органические молекулы интенсивно поглощают инфракрасное излучение, вызывая нагрев объекта. Тепло – это кинетическая энергия поступательного движения атомов и молекул. Свет, излучаемый атомом, имеет длину волны. В результате нагретое тело также излучает свет, и чем больше нагревается тело, тем короче волна излучаемого света.
Для информации. Согласно закону смещения Вина, бывает, что тепловое излучение объектов, близких к комнатной температуре, находится в инфракрасной области. Сюда входят лампочки и даже люди.
Таким образом, инфракрасное излучение не является теплом и (напрямую) не выделяет тепло. Он выделяется теплом объекта в определенном температурном диапазоне.
Визуальные оттенки света определяются длиной волны и ее направленностью, начиная с инфракрасного, затем красного, оранжевого, желтого….фиолетовый и оканчивается длиной волны ультрафиолетового излучения. И обратно тоже. Облучение тела светом вызывает увеличение движения его молекул, любой свет, но инфракрасный, как самая длинная длина волны, наиболее эффективен.
Инфракрасная паяльная станция своими руками – это инфракрасный обогреватель, который отдает тепло в окружающую среду посредством инфракрасного излучения.
Инфракрасная паяльная станция своими руками
Подогрев дна
Обогреватель можно сделать как из старого советского чемодана из алюминия, так и из системного блока компьютера.Но чемоданчик лучше подойдет, так как его рабочее положение – горизонтальное. В крайнем случае, вы можете поискать аналогичный чехол на ближайшей барахолке.
Необходимо болгаркой для керамических ТЭНов вырезать отверстие в корпусе. Из алюминиевого выреза сделайте подложку для обогревателей с ножками, используя обычные болты и гайки. Вся конструкция будет держаться за основу.
Нижний нагреватель состоит из четырех керамических нагревателей, приобретенных на AliExpress. Цена на них приемлемая, продавец обеспечивает быструю доставку.
Каждый обогреватель (размеры: длина – 24 см, ширина – 6 см) имеет мощность 600 Вт. Четыре нагревателя составляют нагревательную панель размером 24×24 см2. Этого достаточно, чтобы нагреть материнскую плату компьютера, не говоря уже о материнской плате ноутбука, которая даже меньше. В такой нагрев уместились даже большие топовые видеокарты. Для сравнения, стандартная китайская заводская станция имеет такое отопление площадью 150х150 см2, при этом стоит недешево.
Снизу нижнего нагревателя каждый нагреватель подключается к клеммной колодке, желательно еще советского производства.Последняя изготовлена из специального материала, который не плавится при высоких температурах. Последовательно-параллельное подключение нагревателей:
- первый и третий соединены последовательно;
- второй и четвертый также являются последовательными;
- первый и третий со вторым и четвертым – параллельно.
Данная схема используется для того, чтобы немного разгрузить проводку. При параллельном подключении всех нагревателей общая нагрузка составит 2850 Вт:
- нижний нагрев – 600х4 = 2400 Вт;
- ТЭН верхний при максимальной нагрузке – 450 Вт.
Если в комнате еще работает электротехника (несколько лампочек, компьютер, паяльник, чайник), то выключатель на 16 ампер выйдет из строя.
Сопротивление последовательной нагрузки рассчитывается по специальной формуле. В итоге нижний подогрев представляет собой нагрузку 1210 Вт. Несложно подсчитать, что вся ИК-станция потребляет 1660 Вт. Для такой техники это немного. К тому времени плата нагревается нижним нагревом до 100 0 около 10 минут.
Сверху, когда работа будет завершена, металлическую решетку от холодильника можно поставить на корпус с ТЭНом. Но лучше использовать стеклокерамику по размеру корпуса, а для ремонта платы сделать удобный термостат.
Верхний обогрев
Верхний обогрев можно сделать от советского фотоувеличителя УПА-60. Модель подходит для самодельной паяльной станции. К увеличителю идеально подходит керамический обогреватель размером 80х8 см.В этом случае вы можете регулировать высоту обогревателя и двигателя в любом направлении. Удобно прикрепить штатив к самому столу, а при необходимости сдвинуть нижний нагреватель. Нагреватели достаточно большие, чтобы прогреть большие микросхемы и процессорные разъемы.
Все б / у запчасти можно купить онлайн через доску объявлений, керамический нагреватель – на AliExpress.
Блок управления
Готовую пластиковую коробку можно приобрести в специальном магазине для самодельной электроники, а можно сделать корпус из штатного компьютерного блока питания. Панель управления содержит:
- переключатели для нижнего и верхнего нагрева;
- диммер 2кВт.
Следует отметить, что внутренних проводов в корпусе довольно много, поэтому коробку следует выбирать немаленькую.
Отверстия для вывода элементов управления на лицевую панель вырезаются лобзиком со специальной пилкой по металлу. Обычно это не вызывает затруднений, если у вас есть практика с таким инструментом.
ПИД-регулятор REX-C100 также можно заказать на AliExpress.Продавец поставляет твердотельное реле и термопару в комплекте. То есть контроллер считывает, какой температуры достигает керамический нагреватель. Пока температура не достигнет желаемого значения, твердотельное реле находится в разомкнутом состоянии и пропускает электрический ток на керамический нагреватель.
Когда устройство достигает необходимой температуры, срабатывает твердотельное реле, которое отключает подачу питания на керамический нагреватель. Диммер управляется вручную. Обычно его устанавливают на максимум, чтобы верх нагрелся быстрее.
Тестер
Это устройство необходимо для работы для считывания информации о температуре, которая находится рядом с микросхемой. К нему подключается обычная термопара, конец которой ставится возле микросхемы. Тестер покажет температуру прямо рядом с микросхемой.
Важно! Проволока термопары обматывается термостойкой лентой, так как оболочка проводов горит при высоких температурах.
В результате наспех собранная самодельная ИК паяльная станция будет примерно в десять раз дешевле готового изделия.Устройство можно модифицировать и постепенно улучшать.
Работа на практике
Работа устройства будет описана на примере ремонта материнской платы от ноутбука. Одна из неисправностей платы – это поломка видеочипа. Достаточно его прогреть термофеном, и изображение появляется на экране. Скорее всего, в этом случае кристалл сброшен с печатной платы. Замена микросхемы стоит довольно дорого. Но если его прогреть, то срок эксплуатации ноутбука на этом можно продлить.На примере такого банального обогрева можно использовать самодельную инфракрасную паяльную станцию.
Для начала подготавливают плату к нагреву, снимают детали:
- пленки, потому что они начинают плавиться при высоких температурах;
- CPU;
- памяти.
Смазку лучше удалить пинцетом после предварительного нагрева термофеном. При этом фен выставлен на температуру 1800, средний расход воздуха.
Важно! Вся окружающая область вокруг микросхемы должна быть покрыта фольгой, чтобы не нагревать элементы платы. На всякий случай также следует закрыть пластиковые слоты памяти.
Для информации. Использование флюсов облегчает процесс пайки и предотвращает окисление металла паяемых элементов.
Плата в таком виде устанавливается на нижнюю решетку нагрева паяльной станции. Рядом с микросхемой размещается термопара.Еще одна термопара находится возле нагревателей, ее задача – считывать температуру их нагрева. Включите нижний обогрев на блоке управления. Рабочие параметры отображаются на тестере и ПИД-регуляторе.
Когда низ нагреется, нужно подождать, пока температура вокруг микросхемы не станет не менее 1000, в зависимости от материала припоя. Если припой бессвинцовый, то желательно нагреть до 1100.
Расстояние между микросхемой и верхним нагревателем должно быть около 5 см.Центр микросхемы должен быть точно под центром верхнего нагревателя, потому что максимальная температура идет от центра в сторону. Верхний нагреватель включается, когда температура около микросхемы поднимается до 1100. Низ обычно прогревается 10 минут, затем включается верх, который должен нагреться до 2300. На ПИД-регуляторе верхнее значение показывает ток температура, нижний показывает температуру, которую необходимо достичь.
При достижении желаемой температуры включается верхний нагреватель, которым управляет диммер.Когда температура приближается к 2300, мощность диммера необходимо уменьшить. Это сделано для того, чтобы нагрев не был слишком быстрым. Рекомендуется постоять на 2300 минуту, а затем выключить прибор. Температура снизится.
Инфракрасная паяльная станция представляет собой самое современное устройство для пайки сложных элементов. Инфракрасное излучение за счет концентрации пучка излучения инфракрасного спектра позволяет избежать механических повреждений и перегрева компонентов.
Паяльная станция (я назвал ее IR101, первое, что пришло в голову) предназначена для пайки микросхем BGA, сложных микросхем (с большим количеством выводов и большой площади интеграции), а также в труднодоступных местах. местами с использованием свинца и бессвинцового припоя (диапазон температур пайки от 170 до 400 градусов С). Станция имеет как ручной, так и автоматический режимы пайки. В каждом режиме можно вносить коррективы перед пайкой и во время выполнения.
Из чего состоит.
Станция состоит из платформы с подвижной стойкой, двух нагревателей (верхнего и нижнего), блока управления, датчика температуры и регулируемой системы крепления плат.
Верхний керамический нагреватель мощностью 450 Вт заключен в дюралюминиевый корпус. Корпус с верхним нагревателем вентилируется охладителем, который также удаляет вредные пары флюса из точки пайки. Положение верхнего нагревателя изменяется по высоте колесиком, расположенным на подвижной треноге.
Нижний нагреватель галогенный, мощностью 150Вт, помещен в стальной корпус и защищен алюминиевой сеткой.
Датчик температуры закреплен на профиле из зажима платы, состоит из термопары и цифрового блока расчета температуры.
Блок управления состоит из платы управления, блока питания электронной части устройства, твердотельного реле (для управления верхним нагревателем), электромагнитного реле (для управления нижним нагревателем), светодиодов (для индикации работа ТЭНов), предохранитель (15А), дисплей и кнопки управления.
Паяльная станция IR101 – самодельная, конструкция основана на старом фотоусилителе. Из увеличителя убрано все лишнее, верхняя крышка из пластика и алюминиевая пластина для крепления верхнего нагревателя. Установлен кулер на 12В. Нижний нагреватель состоит из галогенной лампы-прожектора и корпуса от компьютерного блока питания. Стекло прожектора снято, а вместо него установлена металлическая сетка. Верхний нагреватель керамический, используется в современных паяльных станциях.Система держателей печатных плат изготовлена из алюминиевых профилей и стержней, собранных с помощью заклепок и винтов.
Фиксация подвижных частей осуществляется винтами, вынутыми из лупы. Сверху на полоски наклеиваются полоски термостойкого силикона. Зажимы сделаны из крокодилов, покрыты силиконовыми трубками. Блок управления питается от микроконтроллера Atmega 328P. Термопара состоит из термопары типа K и контроллера MAX6675 для преобразования данных с термопары в цифровое значение.
Как это работает.
Станция имеет два режима работы: автоматический (точнее, полуавтоматический) и ручной. Автоматический режим используется в большинстве случаев при пайке микросхем BGA или планарных микросхем. Руководство часто требуется для выполнения специальных задач (например, нужно прогреть плату или определенное место на плате бессвинцовым припоем, для пайки элементов с помощью паяльника или термофена).
Главное меню
Автоматический режим .
Использует предварительно настроенный профиль (можно записать 4 профиля), в котором установлены следующие параметры:
t1 (69-230 градусов С) – температура нагрева днища (температура нагрева платы перед пайкой). Необходимо уменьшить перепад температур на поверхности доски, тем самым исключив деформацию плиты, при локальном нагреве верхним нагревателем. Примечание: максимальное значение может быть установлено до 230 г. Однако устройство способно быстро и легко разогреть доску до 130г, более высокая будет долго нагреваться и может повредить доску в результате длительного нагрева.
T1 (1-20 мин) – время достижения температуры t1. Сколько времени потребуется, чтобы нижний нагреватель достиг желаемой температуры. Если выставить больше, доска будет нагреваться плавно, что предпочтительнее. Слишком долгое время нежелательно для некоторых частей платы (например, электролитических конденсаторов).
t2 (170-400 градусов С) – температура верхнего нагрева (температура точки пайки). Температура выбирается исходя из температуры плавления припоя, используемого на плате.Чаще его подбирают практически, используя данные о режимах пайки той или иной платы, или опытным путем.
T2 (1-20 мин) – время достижения температуры t2. Сколько времени нужно, чтобы верхний нагреватель нагрел точку пайки? Более длительное время более благоприятно для пайки, потому что все контактные площадки нагреваются плавно и равномерно. Слишком долгое время может привести к ухудшению качества паяной детали, а также деталей, расположенных поблизости.
T3 (1-20 мин) – время охлаждения.За какое время плата остынет до 50 гр. С. Это необходимо для лучшей пайки (исключая холодный спай), предохраняет плату от деформации.
Параметры задаются в пункте «режим» (первый пункт главного меню). Кнопками «» Требуемое значение установлено. Кнопка Enter переходит к следующему значению. После установки всех параметров программа предлагает сохранить настройки в один из 4-х профилей. При нажатии кнопки «Назад» данные сохраняются. не сохраняется, и программа возвращается в главное меню.
Автоматический режим можно запустить, выбрав пункт «Пуск» в главном меню.
Затем появится окно выбора профиля.
После выбора профиля нажимаем «Enter», программа запускает режим пайки, который включает 4 операции:
1) плавно нагревает плату снизу до нужной температуры,
2) плавно прогревает точку пайки сверху до температуры пайки (нижний нагреватель продолжает работать),
3) переходит в режим пайки, при котором необходимая температура поддерживается в течение необходимого времени, чтобы успеть завершить операцию монтажа или демонтажа детали,
4) плавно охлаждает плату, используя только нижний нагреватель для поддержания температуры.
В автоматическом режиме на дисплее отображается текущая операция, время с момента начала работы, фактическая температура. Два световых индикатора под дисплеем показывают, какой обогреватель работает в данный момент. Переход к следующей операции сопровождается звуковым оповещением (если эта настройка включена в пункте «Настройки»).
Каждую операцию можно пропустить и перейти к следующей, не дожидаясь ее завершения, нажав кнопку «Enter» в течение 2 секунд.При нажатии на кнопку «Назад» на 2 секунды паяльная станция перестает работать и переходит в главное меню.
Ручной режим.
Использует параметры, которые можно изменять в реальном времени и содержит две операции (разогрев платы и разогрев точки пайки). Перейти к нему можно из главного меню «Ручной» режим. После перехода на дисплей будет выведена текущая операция (нижний нагрев).
Кнопками «» можно установить нужную температуру.Нажатие кнопки «Ввод» переведет программу к следующей операции (верхний нагрев), нижний нагрев останется включенным, а нажатие кнопки «Назад» завершит пайку и выйдет в главное меню.
Во второй операции нажатие «Enter» или «Back» завершит пайку и выйдет в главное меню.
Настройки паяльной станции.
Для перехода в настройки выберите пункт «Настройки» в главном меню.
Откроется меню настроек.Навигация по точкам осуществляется кнопками «». Измените значения с помощью кнопки «Enter». Кнопка «Назад» сохраняет настройки и выходит в главное меню.
Теперь подробнее о настройках:
«Гист» – устанавливает гиперезис. Отклонение от заданной температуры в градусах Цельсия.
«Звук» – включает / выключает звуковые уведомления.
«Датчики» – задает количество датчиков (это устройство может принимать значения с двух датчиков, установленных вверху и внизу платы).
«Пайка» – время пайки в автоматическом режиме (время поддержания постоянной температуры t2).
Заключение.
Вот и все по работе устройства. Все регулируемые значения позволяют ему работать как большинство современных профессиональных рабочих станций. Самое главное отличие в том, что управление осуществляется без помощи компьютера. Я посчитал это предпочтительным, так как станцию можно разместить где угодно и не зависеть от других устройств.Второй момент заключается в том, что на большинстве станций устанавливается не время повышения температуры, а скорость ее повышения. Абсолютно то же самое, но мне удобнее использовать время выхода на рабочую температуру (понятнее за 5 минут уйти на 200 градусов, чем устанавливать скорость набора 0,666 град / сек). В профессиональных станциях также используется керамический нижний нагреватель. Конечно, он лучше галогенного, но и дороже в 15 раз. И одна из основных целей создания устройства – сделать недорогое устройство, выполняющее все необходимые задачи.Также на дорогих станциях есть камеры, лазерные линейки, дополнительное освещение и т.д.
О том, как пользоваться этой станцией, и об опыте работы с ней читайте в статье.
Самодельная станция с полностью керамическим нижним нагревателем.
Если кому-то интересна эта станция, могу продать недорого. По вопросам продаж и производства напишите на почту ([email protected]) или оставьте комментарий.
Долго думал сделать своими руками паяльную станцию и отремонтировать на ней свои старые видеокарты, приставки и ноутбуки. Для обогрева можно использовать старую галогеновую грелку, ножку от старой настольной лампы можно использовать для удержания и перемещения верхнего нагревателя, доски будут лежать на алюминиевых поручнях, спираль от душа будет удерживать термопары, а Плата Arduino будет следить за температурой.
Для начала разберемся, что такое паяльная станция.Современные микросхемы на интегральных схемах (CPU, GPU и т. Д.) Не имеют ножек, но имеют массив шариков (BGA, Ball grid array). Для того, чтобы паять / распаивать такую микросхему, необходимо иметь устройство, которое нагревает всю ИС до температуры 220 градусов и при этом не плавит плату, а также не подвергает ИС термическому удару. Вот почему нам нужен терморегулятор. Стоят такие устройства в пределах 400-1200 долларов. Этот проект стоит около 130 долларов. Вы можете прочитать о BGA и паяльных станциях в Википедии, и мы начнем работать!
Материалы:
- Галогенный обогреватель с четырьмя лампами ~ 1800 Вт (как нижний обогреватель)
- 450 Вт керамический ИК (верхний нагреватель)
- Алюминиевые планки для штор
- Спиральный душевой кабель
- Прочная толстая проволока
- Ножка настольной лампы
- Плата Arduino ATmega2560
- 2 платы SSR 25-DA2x Adafruit MAX31855K (или сделай сам, как я)
- 2 термопары типа К
- Блок питания постоянного тока 220 на 5в, 0.5А
- Letter модуль LCD 2004
- пищалка 5в
Шаг 1: Нижний нагреватель: отражатель, лампы, корпус
Показать еще 3 изображения
Найдите галогенный обогреватель, откройте его и выньте рефлектор и 4 лампы. Будьте осторожны, не разбейте лампы. Здесь вы можете проявить фантазию и создать свой футляр, в который будут помещены лампы и отражатель. Например, вы можете взять старый корпус ПК и поместить внутрь него лампы, отражатель и провода.Я использовал металлические листы толщиной 1 мм и сделал корпуса для нижнего и верхнего нагревателей, а также корпус для контроллера Arduino. Как я уже сказал, вы можете проявить изобретательность и придумать что-то свое для этого случая.
Нагреватель, который я использовал, имел мощность 1800 Вт (4 лампы по 450 Вт параллельно). Используйте провода от нагревателя и подключите лампы параллельно. Вы можете подключить вилку переменного тока, как я, или подключить кабель непосредственно от нижнего нагревателя к контроллеру.
Шаг 2: Нижний нагреватель: система удержания платы
Показать еще 4 изображения
После создания нижнего корпуса нагревателя измерьте большую длину его окна и вырежьте два куска алюминиевой рейки одинаковой длины.Вам также нужно будет вырезать еще 6 частей, каждая половина размера меньшей стороны окна обогревателя. Просверлите отверстия на двух концах больших кусков реек, а также на одном конце каждого из 6 меньших кусков реек и в самой длинной части окна. Перед тем, как прикрутить детали к корпусу, нужно создать механизм крепления с помощью гаек, как тот, что я делал на фотографиях. Это сделано для того, чтобы меньшие планки могли скользить по большим планкам.
После того, как вы ввинтите гайки в направляющие и скрутите все вместе, используйте отвертку, чтобы переместить и закрепить винты, чтобы система крепления соответствовала размеру и форме вашей платы.
Шаг 3: Нижний нагреватель: держатели термопар
Чтобы изготовить держатели для термопар, измерьте диагональ нижнего окна обогревателя и отрежьте два куска спирального кабеля для душа одинаковой длины. Открутите жесткую проволоку и отрежьте две части, каждая на 6 см длиннее спирального кабеля для душа. Пропустите жесткий провод и термопару через спиральный кабель и согните оба конца провода, как я делал на рисунках. Оставьте один конец длиннее другого, чтобы затянуть с помощью одного из винтов направляющей.
Шаг 4: Верхний нагреватель: керамическая пластина
В качестве верхнего нагревателя я использовал керамический инфракрасный обогреватель мощностью 450 Вт. Вы можете найти их на Aliexpress. Уловка состоит в том, чтобы создать для обогревателя хороший корпус с правильным потоком воздуха. Далее приступаем к держателю ТЭНа.
Шаг 5: Верхний нагреватель: держатель
Найдите старую настольную лампу с ножкой и разберите ее. Чтобы правильно разрезать лампу, все должно быть рассчитано точно, так как верхний инфракрасный обогреватель должен доходить до всех углов нижнего обогревателя.Итак, сначала прикрепите верхний корпус нагревателя, обрежьте ось X, сделайте правильные вычисления и, наконец, сделайте Z-разрез.
Шаг 6: ПИД-регулятор Arduino
Показать еще 3 изображения
Подберите подходящие материалы и создайте прочный и надежный футляр для Arduino и других аксессуаров.
Вы можете просто отрезать и снова прикрепить провода, соединяющие контроллер (верхний / нижний источник питания, контроллер мощности, термопары), с помощью паяльника или достать несколько разъемов и сделать это аккуратно.Я не знал точно, сколько тепла будет излучать SSR, поэтому добавил в корпус вентилятор. Независимо от того, устанавливаете вы вентилятор или нет, вам обязательно нужно нанести термопасту на SSR. Код прост и говорит вам, как соединить кнопки, SSR, экран и термопары, так что все легко соединить вместе. Как работать с устройством: автонастройка для значений P, I и D отсутствует, поэтому эти значения нужно будет вводить вручную в зависимости от ваших настроек. Есть 4 профиля, каждый из которых может устанавливать количество шагов, значения Ramp (C / s), dwel (время ожидания между шагами), нижний порог нагревателя, целевую температуру для каждого шага и значения P, I, D. Для верхнего и нижнего нагревателей… Если, например, вы установите 3 ступени, 80, 180 и 230 градусов с нижним порогом нагрева 180, то ваша доска будет прогреваться снизу только до 180 градусов, далее температура снизу будет держится на 180 градусов, а верхний нагреватель будет нагреваться до 230 градусов. Код все еще нуждается в большом количестве улучшений, но оттуда вы можете понять, как все должно работать. В этом руководстве нет подробного описания, так как в нем много самодельных элементов, и каждая сборка будет отличаться от других.Надеюсь, что вы вдохновитесь этой инструкцией и сделаете на ней свою ИК паяльную станцию.
В наши дни все электронные устройства содержат в своей конструкции сложную начинку из множества компонентов. Время от времени возникает необходимость в ремонте таких устройств.
Ремонт обычно заключается в замене дефектных деталей на новые. И если раньше можно было просто сделать это с помощью паяльника, то с появлением компонентов в корпусах BGA даже применение пайки горячим воздухом оказывается не всегда успешным.
Специалисты используют инфракрасный паяльник или паяльник, излучающий инфракрасные волны.
Проблема с компонентами BGA заключается в необходимости одновременного нагрева и плавления большого количества шариков припоя.
При нагревании некоторое количество тепла передается на печатную плату из-за теплопроводности материалов. Тепла, выделяемого паяльной станцией, становится недостаточно.
Увеличение времени нагрева или повышение температуры не лучшим образом сказывается на микросхеме.Он может перегреться и выйти из строя.
Решение напрашивается само – нужно предварительно прогреть плату снизу, не воздействуя теплом на микросхему. Его можно прогреть как струей воздуха, так и спокойным инфракрасным излучением.
В результате, когда температура материала платы повышается, теплоотвод от штырей контактов уменьшается, и для расплавления шариков припоя требуется более низкая температура и меньшее время воздействия.
При инфракрасной пайке используются специальные устройства для нагрева днища – термостолы.Так работает инфракрасная паяльная станция.
Инфракрасная пайка имеет много преимуществ перед пайкой горячим воздухом. Если при пайке горячим воздухом можно контролировать только скорость истечения воздуха из сопла и температуру нагревательного элемента, а отток воздуха полностью невозможно контролировать, то при инфракрасной пайке температура припоя составляет контролируется на протяжении всего цикла работы.
Использование инфракрасной паяльной станции позволяет более точно воздействовать на определенный участок платы, что затруднительно при пайке горячим воздухом.
А при ремонтных работах стоит задача как раз заменить один или несколько компонентов схемы, вообще не затронув другие.
Модель ИК-650 ПРО
Одна из самых распространенных инфракрасных паяльных станций профессионального уровня – IK-650 PRO. В России это устройство стало одним из первых, способных успешно ремонтировать оборудование со схемами BGA.
Пайка сделана настолько хорошо, что есть твердое мнение об абсолютной надежности устройств, платы которых монтировались с помощью данной инфракрасной паяльной станции.
Программа позволяет очень точно поддерживать температурный профиль, что важно для создания прочных и надежных контактов. Ведь для качественной пайки необходимо не только создать температуру, достаточную для расплавления припоя, но и плавно ее повышать, а затем постепенно понижать, не допуская резкого остывания контакта.
Только тогда в капле припоя, соединяющей контакт микросхемы с монтажной площадкой, будет создана прочная кристаллическая решетка.
Инфракрасная станция имеет модульную конструкцию и позволяет собирать множество возможных конфигураций для производства предварительных и вспомогательных работ:
- можно использовать различные типы термостатов;
- подключение электронного микроскопа;
- автоматическое регулирование температуры нагрева и охлаждения;
- есть дополнительные модули для восстановления выводов BGA (это называется реболлингом).
В комплект паяльной станции входит также вакуумный пинцет, с помощью которого удобно размещать мелкие детали на плате.
Стоимость инфракрасной паяльной станции ИК-650 ПРО на данный момент составляет более 150 000 рублей. Это профессиональное оборудование и, конечно же, практически недоступное для любительского использования.
Детали для самодельной техники
Имеющиеся в продаже инфракрасные паяльные станции отечественного и зарубежного производства очень широко представлены в продаже, но их цены начинаются от 20 000 рублей. И при минимальной цене это будет не самый качественный инструмент.
Если вам нужно работать с BGA-корпусами в тесноте, домашняя инфракрасная паяльная станция может стать выходом.
Его можно собрать из имеющихся в продаже деталей инфракрасных станций, а также из подручных материалов и старых отслуживших свой срок устройств.
Термостат паяльной станции можно сделать из лампы или нагревателя с галогенными лампами, которые нагреют плату до необходимой температуры. Верхний нагреватель придется покупать из запчастей, покупая их новым или б / у.
Штатив для верхнего нагревательного блока можно сделать из подставки от старой настольной лампы.
Для термостата нужно запастись галогенными лампами и рефлекторными отражателями. Они размещены в корпусе, который можно сделать самостоятельно из алюминиевого профиля и листового металла.
Помимо ламп, в корпусе необходимо предусмотреть место для крепления термопары, которая будет «подавать» информацию о температуре ламп в модуль управления.
Температура должна поддерживаться точно, чтобы плиты не растрескались от чрезмерного нагрева и резких перепадов температуры.
Сборка
Инфракрасную головку мощностью около 400-450 Вт необходимо закрепить на штативе с помощью креплений, элементы которых легко приобрести в розничной сети; Для контроля температуры верхнего нагревательного элемента необходимо использовать вторую термопару.
Устанавливается вместе с ТЭНом. Кабель можно проложить в гибком металлическом шланге. Штатив паяльной станции необходимо закрепить таким образом, чтобы ИК-головка могла свободно перемещаться по всей поверхности.
На корпусе термостата необходимо предусмотреть кронштейны для крепления платы. Он должен располагаться на несколько сантиметров выше галогенных ламп. Для кронштейнов можно использовать подходящие алюминиевые профили.
Контроллер инфракрасной паяльной станции помещен в корпус, который вы можете сделать самостоятельно из листового металла, желательно из оцинкованной стали.
При необходимости в корпус можно встроить те же охлаждающие вентиляторы, что и в корпус компьютера.
После сборки самой конструкции будет отлажена вся схема инфракрасной паяльной станции. Это делается эмпирически, многократно прогоняя схему и делая измерения. Процесс непростой, но после настройки даст свои результаты – паяльная станция будет работать исправно.
Паяльник бесконтактный
Если нет острой необходимости в использовании инфракрасной паяльной станции, то для пайки с успехом можно использовать инфракрасный паяльник.Внешне он похож на обычный с той разницей, что вместо жала в нем есть ТЭН.
Применение и устройство
Инфракрасный паяльник используется в среде, где контакт с выводами компонентов недопустим. Также его удобно использовать для пайки радиодеталей, так как на жиле обычного паяльника часто образуется нагар, а соединения некачественные. Отложения нагара необходимо счищать, и эти действия иногда занимают довольно много времени.
В домашней мастерской из автомобильного прикуривателя можно сделать простой самодельный инфракрасный паяльник. Нагревательный элемент этого устройства идеально подходит для изготовления инструментов.
Поскольку для нормальной работы прикуривателя необходим постоянный ток 12 вольт, соответствующий бортовой электросети автомобиля, необходим электрический преобразователь, чтобы можно было пользоваться бытовой сетью переменного тока. Для этих целей с успехом можно использовать блок питания для компьютерных корпусов.
Производство
Для сборки инфракрасного паяльника необходимо вынуть нагревательный элемент из корпуса прикуривателя. Далее к его контактам необходимо подключить питающие провода. К центральному контакту, соответствующему «плюсу» автомобильной сети, можно подключить любой изолированный медный провод.
Одножильный медный провод сечением не менее 2,5 квадратных метров должен быть подключен к «рубашке» элемента, контактирующего с массой в автомобиле.мм. К этому проводу можно припаять еще один гибкий медный провод.
Соединение необходимо изолировать на расстоянии около 2-3 см от нагревательного элемента, надев на соединение термоусаживаемую трубку. Не используйте изоленту из ПВХ, так как она может расплавиться.
Для корпуса инфракрасного паяльного инструмента необходимо использовать любой огнеупорный стержень. Можно даже использовать неисправный паяльник, прикрепив нагревательный элемент прикуривателя к жало.
Для этого используются стальные стяжные хомуты.В этом случае необходимо следить за тем, чтобы два питающих провода не соприкасались друг с другом оголенными участками. Устройство подключается к блоку питания гибким кабелем или шнуром питания достаточной длины.
Очевидно, что использование такого паяльника возможно только при пайке неактуальных соединений, так как контролировать характеристики в процессе работы крайне сложно.
Технические характеристики AOYUE 710
- Напряжение 220-240В
- Частота 50 Гц
- Мощность 600 Вт
- Диапазон температур:
- инфракрасная лампа – 100-450ºC
- подогреватель – 100-500ºC
- Нагревательный элемент:
- Мощность:
- инфракрасная пушка – 200 Вт
- подогреватель – 650 Вт
- стойка – 12 В
- Размеры станции: 220 × 70 × 250 мм
- Размеры подставки: 140 × 55 × 180 мм
- Масса 10 кг
AOYUE 710 в сборе
- Главный модуль AOYUE 710
- Инфракрасный пистолет (1 шт.)
- Холодильная стойка (1 шт.)
- Кабель питания (2 шт.)
- Руководство (1 шт.)
Инфракрасная паяльная станция 3-в-1
AOYUE 720
Паяльная станция AOYUE 720 – комплексное решение для восстановления карт мобильных телефонов, компьютеров, телекоммуникационного оборудования с BGA, microBGA, QFP, PLSS, SOIC и другими компонентами. AOYUE 720 используется для качественной сборки и разборки BGA, uBGA, SMD, SMT соединений без перегрева.
AOYUE 720 – Многофункциональная система 3-в-1, включающая инфракрасную галогенную лампу, инфракрасный подогреватель и контактный паяльник.
Эта паяльная станция сочетает в себе совершенство профессиональной ремонтной системы с простотой ручного инструмента.
- Возможность пайки без приложения свинец .
- Инфракрасная пайка … Преимущества:
- формирование нагрева за счет концентрации инфракрасного излучения вместо традиционного конвекционного нагрева потоком горячего воздуха
- эффективное решение основной проблемы при работе с термофеном – возможность смещения компонентов в процессе работы роботов
- равномерность локального инфракрасного нагрева, что важно при работе с BGA
- Предотвращение случайного срыва компонентов с печатной платы
- Не нужно покупать различные сменные насадки для фена под конкретную микросхему
- умение работать со сложными компонентами.
- Антистатическое исполнение станция позволяет работать с компонентами, чувствительными к статическому электричеству.
- Эргономичный дизайн позволяет легко управлять оборудованием с помощью цифровой панели, что делает работу более безопасной, а результаты более точными.
- Встроенный экран и паяльные очки защищают от вредных световых лучей.
- Надежная фиксация доски на рабочем столе позволяет избежать провисания и искривления.
- Регулировка высоты держателя позволяет точно установить и зафиксировать диаметр и положение пятна нагрева. Это особенно важно при восстановлении больших BGA.
- Смещение окружающих компонентов исключено, за счет локализации точки нагрева и отсутствия механического воздействия воздушного потока.
- Совместное использование подогревателя и паяльной станции обеспечивает соответствие режима пайки тепловому профилю конкретной микросхемы и предотвращает ее перегрев.
- Локальный инфракрасный обогреватель направляется и удерживается пользователем в течение всего времени пайки.
- Станция управляется микропроцессором .
- Программируемое время пайки, по истечении которого процесс автоматически прекращается. Цифровая индикация времени пайки.
- Цифровая и программируемая индикация температуры пайки, подогревателя и инфракрасного пистолета. Был установлен температурный диапазон для установки и контроля температуры.
- Кнопка «Сброс» позволяет сбросить установленные параметры и вернуться к предыдущим настройкам.
- Контроль температуры в точке пайки с помощью датчика.
- Бесконтактный инфракрасный контроль температуры при пайке или разборке.
- Возможность регулировки температуры подогревателя для равномерного нагрева платы большего размера во избежание тепловых деформаций.
- Датчик температуры в телескопической трубе: легко устанавливается и служит в качестве обратной связи для ПИД-регулятора температуры (пропорционально-интегрально-производного).
Технические характеристики AOYUE 720
- Напряжение 220-240В
- Частота 50 Гц
- Мощность 600 Вт
- Диапазон температур:
- паяльник – 200-480ºC
- инфракрасная лампа – 0-480ºC
- подогреватель – 100-500ºC
- Нагревательный элемент:
- паяльник керамический
- инфракрасный пистолет – инфракрасная галогенная лампа
- предпусковой подогреватель – кварцевый инфракрасный
- Мощность:
- паяльник – 70Вт
- инфракрасная лампа – 165 Вт
- предпусковой подогреватель – 400Вт
- Потребляемая мощность:
- паяльник – 24 В
- инфракрасная лампа – 15 В
- предпусковой подогреватель – 220
- Площадь нагрева 140 × 140 мм
- Площадь ремонтного стола 260 × 190 мм
- Размеры: 390 × 270 × 92 мм
AOYUE 720 полный комплект
- Главный модуль AOYUE 720
- Металлический держатель для ИК-пистолета (1 шт.)
- ИК-пистолет (1 шт.)
- ИК-лампа (1 шт.)
- Холодильная стойка (1 шт.)
- Ножной переключатель (1 шт.)
- Держатель печатной платы (1 шт.)
- Паяльник и держатель паяльника
- Очки сварочные (1 шт.)
- Паяльное жало LF2B, LFK
- Ключ шестигранный (1 шт.)
- Пинцет вакуумный механический 939 (1 шт.)
- Пинцет для микросхем (1 шт.)
- Флюс для пайки (1 шт.)
- Кабель питания (1 шт.)
- Руководство (1 шт.)
Инфракрасные паяльные станции ACHI
ACHI IR 6000 и IR PRO-SC В России несколько компаний представлены инфракрасными паяльными станциями китайского завода ACHI, это модели IR 6000 и IR PRO-SC.
Инфракрасные паяльные станции разработаны с учетом современных требований к процессу поверхностного монтажа BGA-компонентов.
Эти ремонтные станции в первую очередь предназначены для монтажа и демонтажа ИС (интегральных схем), микросхем, микрочипов, выполненных в корпусе типа BGA, с накладных печатных плат ноутбуков, компьютеров, серверов, промышленных компьютеров, игровых приставок, мониторов. .Инфракрасная станция
ACHI – оптимальное соотношение цены, качества и функциональности на российском рынке.
Основные и основные преимущества станций ремонта ACHI:
Станция может использоваться для поверхностного монтажа, демонтажа различных типов компонентов: BGA, FCBGA, MLF, LFBGA, CGA, CCGA, PBGA, CSP, QFN, PGA ,? BGA.
… Ремонтная станция проста в эксплуатации, хорошо подходит как для профессионалов, так и для новичков.
… Пресеты (профили) управляющей программы для бессвинцовой и бессвинцовой пайки микросхем BGA.
… Память на 10 тепловых профилей, каждый профиль состоит из шестнадцати сегментов.
… ИК-станция поставляется со всем необходимым для работы программным обеспечением, которое позволяет контролировать и контролировать процесс ремонта и сохранять большое количество тепловых профилей прямо на мониторе компьютера и сохранять большое количество тепловых профилей. Высокоточные чувствительные термодатчики точно контролируют температуру в рабочих зонах в режиме реального времени.
… Благодаря компактной конструкции эту станцию можно разместить в небольшой мастерской.
… Специальные держатели и направляющие позволяют легко крепить печатные платы разных размеров.
… Максимальная рабочая температура до 400 ° С – допускает бессвинцовую пайку микросхем BGA.
Паяльная станция
ACHI IR 6000
Паяльная станция
ACHI IR PRO-SC
Термовоздушная станция
QUICK855PG
Преимущества паяльной станции QUICK855PG
1.На демонтаж микросхемы нужно всего 10 секунд.
2. Есть блокировка кнопок от случайного нажатия.
3. Высокая скорость и хорошее качество демонтажа.
4. память на 10 термопрофилей.
5. Пинцет вакуумный.
6. Большой ЖК-дисплей для удобного контроля значений и параметров температуры, расхода воздуха, продолжительности нагрева.
8. Цифровая калибровка температуры.
9. Электромагнитное реле и регулировочная педаль.
10. Точность датчика температуры обеспечивает поддержание температуры с отклонением ± 2 ° С.
11. Низкое энергопотребление, автоматический сон.
12. Продолжительность работы в диапазоне 1 – 999 сек.
Термовоздушная паяльная станция QUICK855T
1. Керамический нагревательный элемент. Высокая скорость и качество пайки.
2. Контроль температуры с помощью термопары типа К. Температурный датчик. ЖК дисплей.
3. Используется вместе с моделью QUICK855PG для компонентов SMD и BGA.
4. Ручка проста и удобна в использовании.
5. Компоненты устанавливаются на седло предварительного нагрева.
6. Два переключателя для регулировки мощности и температуры. Индикация температуры при плавлении.
7. Встроенный термометр для контроля температуры нагрева компонентов.
8. Наличие внешнего вентилятора для охлаждения.
QUICK855PG Технические характеристики:
Технические характеристики
QUICK855PG
QUICK855T
Инфракрасная паяльная станция
BGA QUICK IR2005
Это универсальное решение паяльной паяльной станции QUICK IR2005 очень компактно и очень точно для инфракрасной пайки, монтажа и демонтажа, а также пайки и демонтажа контактов с использованием паяльной станции с индукционным нагревом.Станция представляет собой комплексное решение как для производственных нужд, так и для ремонта современной электроники и устройств с высокой плотностью сборки элементов на печатной плате (компьютеры, мобильные телефоны, периферия).
Станция, как и многие другие, имеет 10 тепловых профилей, любой из которых при необходимости можно перепрограммировать, тем самым экономя время на сборку и разборку различных типов компонентов.
Станция имеет систему управления апертурой верхнего ИК-излучателя, что позволяет точно задавать площадь основного нагрева, т.е.е. проводить нагрев только необходимого компонента или группы компонентов, при этом остальные компоненты не подвергаются интенсивному нагреву, это предотвращает их возможную деградацию. Станция подходит для высокотемпературной пайки (например, бессвинцовой пайки), а также для работы с платами с высокой теплоемкостью.
Основные функции:
Программируемая система контроля параметров пайки, память на 10 режимов, пароль
… Два инфракрасных излучателя: нижний (135 × 250 мм) и верхний (60 × 60 мм) с регулируемой диафрагмой по осям X и Y 20 ~ 60 мм
… ИК-излучатели большой мощности: верхняя 120Вт? 6 = 720Вт, нижний 400Вт? 2 = 800 Вт
… Нагрев на длинах волн 2-8 мкм
… Максимальный размер печатной платы для монтажа: 300 мм x 300 мм
… Управляемые микропроцессором и сверхнизкоинерционные нагреватели обеспечивают максимальную термическую стабильность
… Инфракрасный датчик температуры : 0 … 300 ° C
… Светодиодная лазерная указка для освещения точки в центре рабочей зоны
… Встроенный модуль для пайки и демонтажа контактов с микропроцессорным управлением и паяльником с индукционным нагревом, мощность 60Вт
… Универсальный держатель рамки для миниатюрных плат и плат сложного профиля, в комплекте
… Программное обеспечение IRSoft в комплекте
… Верхний и нижний охлаждающие вентиляторы в комплекте
… Прецизионное устройство для микросхем PL2005 (опция)
… Камера RPC2005 для визуальный осмотр припоя с разрешением 480 строк, PAL и регулируемой светодиодной подсветкой (опция)
БЫСТРЫЙ BGA2015
Преимущества
1. В состав комплекса входит инфракрасная паяльная станция IR2015 для BGA.
2. Система позиционирования и установки микросхем PL2015
Двухцветные оптические линзы. Наличие проставки между шариком припоя и платой.
3. Камера визуализации RPC2015
Камера для визуальной калибровки и контроля пайки позволяет наблюдать за процессом под разными углами.
4. Программа IRsoft
Запись, контроль и анализ всего рабочего процесса осуществляется с выводом диаграмм на компьютер.
Технические характеристики
Инфракрасная паяльная станция
| Модель | IR2015 |
| общая мощность | 2800 Вт (макс.) |
| Пониженная мощность ИК-излучателя | 500 Вт * 4 = 2000 Вт |
| 400 Вт * 4 = 1600 Вт (светодиодная подсветка) | |
| Верхняя мощность ИК-излучателя | 180 Вт * 4 = 720 Вт (светодиодная подсветка; нагрев на длине волны 2-8 мкм) |
| Размеры верхнего ИК-излучателя | 60 * 60 мм |
| Нижние размеры ИК-излучателя | 267 * 280 мм |
| Верхняя апертура ИК-излучателя | 20-60 мм (регулировка по осям X, Y) |
| Вакуумный насос | 12 В / 300 мА, 0.05 МПа (макс.) |
| Верхний вентилятор охлаждения | 12 В / 300 мА, 15CFM |
| Лазерная светодиодная указка | 3 В / 30 мА |
| Двигатель | 24 В постоянного тока / 100 мА |
| Рамка держателя с эластичным креплением для досок | 93 мм |
| Макс. размер печатной платы | 420 мм * 500 мм |
| ЖК-дисплей | 65,7 * 23,5 мм 16 * 2 символа |
| Подключение к ПК | Через интерфейс RS-232C |
| Инфракрасный датчик температуры | 0-300 ℃ (диапазон измерения) |
| Термопара типа К | Опция |
Система позиционирования и размещения PL
Камера визуализации RPC
Основные компоненты системы
Инфракрасная паяльная система
Инфракрасный датчик используется для настройки и контроля процесса пайки.Есть инфракрасный датчик температуры, жидкокристаллический дисплей для отображения температуры.
Верхний ИК-излучатель
Верхний ИК-излучатель мощностью 720 Вт нагревается на длинах волн 2-8 мкм, что предотвращает перегрев электронных компонентов. Никаких вложений не требуется.
Нижний ИК-излучатель
Нижний ИК-излучатель мощностью 1600 Вт выполняет инфракрасную пайку компонентов в 4 ряда. Большой размер нижнего радиатора защищает плату от неравномерного нагрева и деформации.
Светодиодная система подсветки
Верхняя светодиодная подсветка с красным светом. Нижняя светодиодная подсветка с белым светом. Светодиодный лазерный указатель для освещения точки в центре зоны.
Система позиционирования печатной платы
Позиционирование по осям X, Y, Z.
Позиционер с вращением на 360 °.
Рамка – держатель печатной платы
Доступен универсальный держатель с эластичным креплением для досок.
Нижние держатели для захвата доступны для досок различных форм и размеров.
Немного истории о компании Ersa.
История немецкой компании Ersa началась в 1921 году, когда Ernst Sachs получил патент на электрический молотковый паяльник, ныне известный как паяльник «топорик». Паяльник на 200 Вт и менее мощные оловянные паяльники небольшой компании Ersa быстро начали распространяться по Европе и в основном использовались на промышленных предприятиях. После Второй мировой войны и участия в международной выставке в Ганновере в 1949 году производство начало расти.В 1961 году Ersa предложила первые автоматические паяльные машины на немецком рынке, а в 1968 году предложила собственную разработку автоматической паяльной машины для оловянно-свинцовых припоев. К 1971 году началась разработка механического регулирования температуры жала электрических паяльников.
В 1973 году Ersa вместе с другими компаниями организовала выставку «Productronica» в Мюнхене. Сейчас это крупнейшая в мире выставка электроники и электронной промышленности.
В 1974 году паяльные станции с электронным управлением стали пользоваться спросом на рынке, в 1986 году Ersa начала создавать машины для пайки оплавлением, а в 1987 году Ersa представила первую паяльную станцию с микропроцессорным управлением. В дальнейшем это позволило объединить станции в единый блок и управлять им автоматически с компьютера.
В 1993 году Ersa стала частью промышленной группы Kurtz. В 1997 году была представлена инфракрасная паяльная станция IR 500 Rework Station.Затем она была заменена более новой паяльной станцией IR 650. С 1999 года компания предлагает систему визуальной диагностики для пайки и неразрушающего контроля – ERSASCOPE, завоевавшую различные призы на выставках электроники. Разработка селективных паяльных машин продолжается. Машина MULTIFLOW была добавлена к машине VERSAFLOW (разработана в 1995 г.).
В 2004 году был представлен инструмент Chip Tool для поверхностного монтажа микрокомпонентов (SMD). Chip Tool позволяет паять и распаивать SMD-компоненты стандартных размеров 0201 и 0401!
Продолжается разработка оборудования для бессвинцовой пайки.Автоматическая линия VERSAFLOW Ultimate объединяет 2 машины для селективной пайки и инфракрасную машину для бессвинцовой пайки.
РЕМОНТНЫЕ ЦЕНТРЫ
ERSA PL / IR 550AС ТОЧНЫМ ВИДЕОПОЗИЦИОНИРОВАНИЕМ BGA
Одним из основных и фундаментальных преимуществ этой паяльно-паяльной станции ERSA IR500A является возможность модернизации, то есть расширения функциональных возможностей.
Развивается и меняется технология модификации корпусов современных микросхем, сегодня microBGA с шагом менее 1.27 мм – это далеко не экзотика.
Соответственно, чем меньше шаг выводов микросхемы, тем сложнее обеспечить тонировку и точность монтажа микросхемы. Ручная установка (с помощью меток или рамки) установка более легких BGA с пластиковым корпусом, которые имеют свойство самопозиционироваться при пайке, исключена для микросхем с таким малым расстоянием между выводами, как и для тяжелых керамических микросхем BGA. Именно в таких ситуациях видеопозиционер станции PL550A незаменим.
Суть процедуры позиционирования видео заключается в следующем. Микросхема располагается на том месте, где в конечном итоге должна быть установлена, затем поднимается механизмом с вакуумной присоской над платой. Головка камеры вставляется в зазор между платой и микросхемой, и с помощью зеркально-оптической системы на мониторе одновременно видны изображение контактной площадки платы и штырьков микросхемы BGA. . Размещение микросхемы на участке пайки осуществляется с помощью сервоприводов, что позволяет добиться идеального совмещения изображений выводов с контактной площадкой.Далее микросхема автоматически опускается на место установки на плате. Следующим этапом является сама пайка. Кстати, новая версия автоматического установщика PL550AU имеет важное отличие: это конструкция держателя карты, которая предварительно адаптирована для установки дополнительного модуля системы видеонаблюдения RPC.
Ремонтная станция PL550AU может успешно использоваться в любом комплекте оборудования, предназначенном для работы с BGA / мелким шагом (QFP). Но особенно удобно использовать его в паре с ремонтно-паяльной станцией ERSA IR550A, это удобно тем, что плату, на которой уже точно расположены компоненты, можно легко и плавно перемещать (с помощью специальной рамки-держателя, перемещающейся на подшипниках). ), тем самым исключая возможность смещения установленных компонентов при транспортировке платы в рабочую зону (горячую зону).
Цена на данный блок видеопозиционирования PL550AU лучшая на всем мировом рынке по сравнению с продукцией топового уровня, функциональные возможности этого ремонтного центра в связке с IR550A просто не имеют аналогов в этом ценовом диапазоне.
Обзор составлен на основе статей из сети Интернет. Собрано, обработано и опубликовано на сайте
Инфракрасный паяльник для микросхем своими руками. ИК паяльная станция своими руками
Купить паяльную станцию ИК-650 ПРО в рассрочку / по частям
ИК-650 ПРО – это не мечта, а реальность.Осознавая программу доступности качественной паяльной техники, TERMOPRO постарался разделить покупку станции для ремонта BGA на несколько небольших и вполне выполнимых шагов.
Номер опции 1
Покупайте ИК-650 в рассрочку – платите 50%, а остаток заработает ваша новая инфракрасная паяльная станция, а мы немного подождем.
Условия простые:
- Желание и умение честно и в срок выполнять свои обязательства по договору поставки.
- Организационно-правовая форма предприятия – ИП или ООО.
- Регистрация бизнеса не менее шести месяцев.
- Подтвержденное наличие пункта обслуживания или другого помещения.
- Нет задолженности по налогам, судебных штрафов и решений о банкротстве или ликвидации.
- Предоплата 50%, остальное в рассрочку на 6 месяцев равными долями без%.
Перед принятием решения просим еще раз правильно оценить свои возможности.Помните простое правило возврата – вам должна быть гарантирована как минимум 10 перепаяков BGA в месяц плюс доход от других видов сервисных работ.
Номер опции 2
IK-650 PRO – модульное оборудование – начните с покупки термостата NP 34-24 PRO с регулятором TP 2-10 KD PRO, и сразу получите огромное преимущество: вам будет доступен равномерный нагрев плат без деформации, и BGA температура теперь будет под вашим контролем. Начните зарабатывать и вы быстро приобретете остальные блоки.
Программа “ТЕРМОПРО-ЦЕНТР”
Инфракрасная паяльная станция TERMOPRO IK-650 PRO работает очень хорошо. Во многом это связано с многофункциональным программным приложением «ТЕРМОПРО-ЦЕНТР». Основное отличие IK-650 PRO от других инфракрасных паяльных станций – это невероятные возможности пайки в не сказочных условиях.
ТЕРМОПРО-ЦЕНТР обеспечивает автоматическое термопрофилирование пайки BGA с температурной обратной связью на печатной плате.Алгоритмы пайки BGA с несколькими степенями защиты построены таким образом, что ничего не перегревается даже при ошибке оператора.
Приложение «Термопро-Центр» решает проблему поддержания высокой надежности и простоты использования, а также гарантирует повторяемость процесса пайки с максимальной точностью при оптимальной гибкости технологического оборудования.
Программный комплекс «ТермоПро-Центр» содержит ответ практически на любую технологическую ситуацию, максимально возможное количество «аппаратных» функций реализовано с помощью инструментов ThermoPro.
Программа, вооруженная оборудованием, без преувеличения – мощный не только производственный, но и исследовательский инструмент. Входящие в него инструменты могут использоваться как для реализации термодинамического процесса пайки, так и для его фиксации, визуализации, анализа и адаптации к условиям окружающей среды.
Инфракрасная паяльная станция IK-650 PRO дает двойное преимущество для мелкосерийного и моноблочного монтажа плат. Вы получаете не только возможность пайки BGA и других сложных микросхем, но и отличный инструмент для групповой пайки SMD-компонентов на печатных платах с использованием термопрофиля.Качество пайки обеспечивается на уровне камерно-конвейерных печей оплавления и даже в режиме обратной связи по температуре платы. (вы можете паять сразу с небольшой настройкой или без нее, конечно, с небольшой практикой).
Скачать приложение «Термопро-Центр» и другую полезную информацию
Комплект поставки инфракрасной паяльной станции ИК-650 ПРО
| НАИМЕНОВАНИЕ МОДУЛЯ | НАЗНАЧЕНИЕ МОДУЛЯ | ||
| ТЕРМОПРО – ЦЕНТР | многофункциональная программа для управления ИК-станцией ИК-650 ПРО | ||
| 1,2 | ИКВ-65 ПРО | верхний нагреватель ИК-станции на подвижной стойке | |
| 3 | лазер | лазерная указка для наведения на центр перед пайкой BGA | |
| 4 | диафрагма | сменные диафрагмы верхнего нагревателя ИК-станции ограничивают зону нагрева печатной платы (отверстия 30х30, 40х40, 50х50, 60х60 мм). | |
| 5 | ИК 1-10 CD PRO | Термостат контролирует температуру верхнего нагревателя ИК-станции и контролирует температуру печатной платы | |
| 6 | ПДШ-300 | зажим шарнирный для установки датчика температуры на печатной плате | |
| 7 | ТД-1000 (3 шт.) | Внешний датчик температуры для контроля температуры печатной платы при пайке BGA | |
| 8 | НП 34-24 ПРО | двухзонный широкоформатный термостат для равномерного нагрева печатных плат… ИК-станция ИК-650 ПРО может быть укомплектована другими терморегуляторами серии НП и ИКТ, в зависимости от задачи | |
| 9 | ТП 2-10 АБ ПРО | двухканальный термостат, регулирующий температуру зон термостата NP 34-24 PRO (термостат можно заменить на TP 2-10 KD PRO, со встроенным каналом измерения температуры платы) | |
| 10 | ФСМ-15, ФСК-15 (10 шт.) |
Вы можете выбрать индивидуальную комплектацию ИК-станции, дооснастив ее:
видеокамера,
установщик видео,
термостат другого типоразмера,
3-х канальный измеритель температуры,
каркас держателя карты
Схема подключения инфракрасной паяльной станции ИК-650 ПРО
Другие системы обогрева для IR Station
Инфракрасная паяльная станция может быть укомплектована различными нагревателями плат для ваших задач.
Инфракрасная станция в комплекте с подогревом днища – отличное оборудование для ремонта телевизоров, ноутбуков, компьютеров, конечно, широко используется как оборудование для ремонта электроники, так и современное оборудование для ремонта автомобильных блоков. , Станки с ЧПУ.
Дополнительные устройства и аксессуары для IR Station
Устройство расширяет возможности инфракрасной паяльной станции ИК-650 ПРО по контролю температуры платы.ТЕРМОСКОП сертифицирован как измерительный прибор военного назначения. (производство ТЕРМОПРО) | |
BGA-трафареты Комплект BGA reball – необходимое дополнение к инфракрасной паяльной станции. В комплекте оправка и 130 трафаретов BGA (пр-во Китай) | |
| | Держатель для трафаретов прямого нагрева BGA. Крепит трафареты от 8 x 8 мм до 50 x 50 мм.Зажимной ключ в комплекте. |
Держатель удобен для пайки BGA на малые и средние платы (производство TERMOPRO) | |
ИК-концентраторы 3D ПК-40, ПК-50, ПК-60 Инфракрасная паяльная станцияможет иметь еще лучшие рабочие характеристики, если вы используете трехмерные концентраторы вместо плоских диафрагм.(производство ТЕРМОПРО, продукт запатентован)
| |
Дополнительные диафрагмы 45 ° к верхнему нагревателю ИК-станции (производитель TERMOPRO) | |
При работе с инфракрасной паяльной станцией часто необходимо аккуратно нанести флюс или паяльную пасту.Цифровые программируемые паяльные пасты и дозаторы жидкости серии ND-35 предназначены для точного дозирования небольших порций флюса, паяльной пасты, пасты теплопередачи или герметиков. Доступен с вакуумным пинцетом (производство ТЕРМОПРО). | |
USB-микроскоп eScope DP-M15-200 При работе с инфракрасной паяльной станцией требуется визуальный осмотр зоны пайки BGA. Цифровой USB-микроскоп eScope DP-M15-200 с матрицей 5MP, увеличением до 200x, светодиодной подсветкой и встроенным поляризационным фильтром упрощает наблюдение.Металлическая подставка в комплекте. Поляризационный фильтр удаляет блики, отражения и позволяет получать более резкие и резкие изображения при наблюдении за сложными объектами, такими как BGA, в момент оплавления. (производство Китай, возможна поставка других моделей) | |
Магнитные держатели печатных плат быстро устанавливаются на любые термостаты серии НП и обеспечивают удобную и быструю фиксацию печатных плат над поверхностью нагрева. | |
АСК и ТЕРМОПРО желают Вам здоровья! Если нет технической возможности выносить за пределы пайки вредных продуктов, рекомендуем воспользоваться локальным дымососом, например, в Москве, обучающие курсы по работе на инфракрасной паяльной станции при ремонте ноутбуков, игровых приставок, сотовых телефонов.
| ||||||||||||||||||||||||||||
При реболлинге и пайке микросхем BGA рекомендуется использовать инфракрасные паяльные станции. Для них характерно избирательное тепловое воздействие: сначала нагреваются металлические элементы микросхемы, а уже потом неметаллические. Этот процесс напрямую связан с длиной волны (примерно 2-8 мкм) и позволяет избежать механического повреждения компонентов, поскольку концентрация инфракрасного излучения в нужной точке обеспечивает равномерный нагрев и исключает перегрев.Современная ИК паяльная станция, купить которую сегодня несложно, поможет справиться даже с самым сложным корпусом пайки печатных плат.
Если Вам необходимо качественное, надежное и современное решение для пайки BGA – рекомендуем обратить внимание на инфракрасные паяльные станции, представленные в нашем интернет-магазине. Наши инфракрасные паяльные станции с идеальным соотношением цены и качества пользуются большой популярностью и представляют собой экономичное решение «под ключ» для бережного ремонта как для профессионалов, так и для любителей.
В интернет-магазине «Суперис» собраны как бюджетные варианты торговых марок YIHUA и Ly, так и более дорогие паяльно-ремонтные комплексы, такие как паяльные станции ACHI IR6500 и Dinghua DH-A01R.
Вы можете купить ИК паяльную станцию оптом и в розницу для своего предприятия, лаборатории и личных нужд! Вы можете оплатить заказ при получении, и мы бесплатно доставим вам ИК паяльную станцию в любой город России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Воронеж, Владивосток, Хабаровск, Краснодар, Брянск, Ростов-на- Дон, Нижний Новгород, Челябинск, Казань, Красноярск, Омск, Самара, Волгоград, Барнаул и другие города!
Паяльник хорош.Подходит для DIP-деталей, хорошо для тех, для которых просверливаются отверстия в досках. Нет сомнений в том, что паяльник отлично подходит для SMD-компонентов, но для этого нужно иметь черный пояс в этой дисциплине. Но как раз в год паять, а потом паять многоножковую smd микросхему без специальных навыков и оборудования? Что ж, читайте дальше …
Многоногие smd микросхемы меня всегда пугали, в плане установки, а не внешнего вида, в корпусах QFP и разных SO-шках, про BGA даже заикаться не буду.Однажды у меня был неудачный опыт, и я включил в дизайн контроллер в пакете SO. В процессе отладки что-то пошло не так и пришлось перепаять. Первую разборку платы и контроллера условно выдержали, но после второй плата и контроллер отправились в помойку … В итоге я поместил микросхему в дип корпус и мои мучения закончились. Это все для чего, путешествуя как-то в Интернете, я случайно попал на форум. Easyelectronics.ru, откуда меня перенаправили на radiokot.ru. Посетив радиокот, мне пришла в голову идея сделать прикульник (® от radiokot.ru). Источником инфракрасного излучения будет именно прикуриватель в качестве паяльника.
Порывшись в закромах, нашел трансформатор от источника бесперебойного питания, который он мне однажды подарил. Этот трансформатор работал в режиме преобразования 12 – 220 В, а значит, он будет работать в обратном направлении.
Есть источник питания! И это полдела.Осталось найти зажигалку, и ее нашли на местном рынке за символическую цену. Подойдет любой прикуриватель, хоть от Мерседеса, хоть от Жигулей. Кстати, этого очень важного устройства у запорожцев не было. Я решил подключить эмиттер к трансформатору через ШИМ-регулятор, как потом выяснилось не зря. Я выбрал схему на основе распространенной микросхемы NE555. По опыту других пользователей, она менее капризна.
Микросхема NE555 в соответствии с даташитом питается от постоянного напряжения в диапазоне 4.5 – 16В. Также можно рассмотреть чуть более капризную схему на UC384x. они довольно часто встречаются в источниках питания импульсных блоков, компьютер – не исключение.
Печатную плату решил не делать, слишком большая честь для трех проводов. Собрал на макете.
Пришлось придумать выпрямитель. Диодный мост собран на диодах Шоттки, вырванных из сгоревшего блока питания компьютера. На всякий случай все сидит на радиаторе, мы не китайцы, не против.Перегоревшие компьютерные блоки питания – просто отличная вещь, источник корпусов и всяческих деталей с радиаторами!
Подключив диодный мост к трансформатору и замерив напряжение холостого хода, мне стало немного грустно. Нет, напряжения хватило, даже слишком много, 20 В на холостом ходу. Слишком много для моего ШИМ-регулятора. Я бы знал, что сделал плату на UC3842, она начинает работать от 16В и выше. Но мне было грустно и все нормально, добавил КРЕН8А (КР142ЕН8А, аналог L7808….) к блоку питания, а еще на него навешивали охлаждающий вентилятор.
Как всегда, минимум есть, а хочется максимум. Я наверное сделаю нижний подогрев. Обойдемся бюцетнинко. Нижнее отопление будет основано на галогенном светильнике, станция не предназначена для постоянного использования. Для галогенной лампы нужен регулятор мощности, иначе сожжет все на свете, это проверено. Подумал заказать тиристорный регулятор в Китае, но время. Купить в городе – значит переплатить.По случаю зашел в местный промтоварный магазин, там много всякой ерунды. И заметил на прилавке димер освещения. На фоне всех остальных электромонтажных изделий он отличался невзрачным внешним видом и ценой. Заявленная мощность 600 Вт меня порадовала. Купил всего за 35 грн.
Посмотрим, что у него внутри. Простая конструкция, собранная на двух параллельно включенных тиристорах ВТ136. Превосходное резервирование и запас мощности.Но почему с такими деталями и всего 600 Вт?
И теперь вы понимаете, почему. Вот я смотрю и думаю … Потенциал у нашей страны огромен, но руки …
Пришлось помыть плату, все перепаять, усилить силовые тракты и поменять радиатор. На фото ниже под оранжевым тумблером виден новый димерный радиатор.
Пару фоток того, как он был помещен в корпус от блока питания компьютера.Конечно, радиаторов много, они несколько избыточны.
Лицевая панель изготовлена из куска поликарбоната (оргстекла). Белую защитную пленку не снимал, создается ощущение, что оргстекло белое, а не прозрачное. И потроха не полупрозрачные.
А на этом фото верхняя крышка уже установлена. И здесь впервые появляется сам виновник торжества – сам мундштук.
Прикуриватель прикручивается к перегоревшему паяльнику. Все внутренности паяльника разобраны.
Крепление нагревательного элемента к основанию осуществляется с помощью отожженной стальной проволоки, намотанной по спирали для улучшения теплоотвода. Он светится, будь здоров и оплавляет изоляцию провода, поэтому навинтить медный провод по прямой даже не стоит.
Подогрев. Здесь особых конструктивных особенностей нет.Нижний обогрев – галогенный точечный светильник. Стабильность прожектора обеспечивают три ножки на резиновом основании. Как известно, конструкция на трех ножках никогда не раскачивается, это проверено геометрией – через три точки можно построить только одну плоскость. Сверху стекло покрыто медной фольгой с остатками печатной платы, когда-то оторванной от старой платы. Установлена лампа мощностью 150 Вт.
Теперь паяльная станция готова.
Немного поиграв, могу сделать несколько выводов.Сам мундштук можно использовать для пайки микросхем без нагрева дна, но это займет немного больше времени. Демонтировать небольшие смд-шки (резисторы, конденсаторы) можно, используя только нижний подогрев, в том случае, если сама плата вам больше не нужна. Дело в том, что термостабилизации нет и со временем плата начинает перегреваться, демонтаж большого количества элементов может занять длительное время. Во время экспериментов при разборке на нижнем нагреве перегрел плату, и она вздулась.При этом вздутие живота сопровождалось хорошим хлопком, что называется, от удивления чуть не «рассердил». Для разовой работы лучше не представить.
А для того, чтобы показать, что все еще работает, предлагаю посмотреть следующие фото.
Жертвой была выбрана старая материнская плата. На нем выбирается микросхема, вокруг которой расположено большое количество мелких компонентов, что затрудняет работу привычным инструментом. На следующем фото чип запломбирован.
Я хочу провести черту под вышесказанным.Мундштук имеет право быть. Он, конечно, не претендует на роль «профессионального» инструмента, но со своими задачами справляется. И с сегодняшней архитектурой печатных плат это необходимо любителю.
Внимание! Эта статья носит ознакомительный характер и не рекомендуется для сборки! Так же скачиваем обновленные версии прошивки для станции первой версии.
При ремонте материнских плат, связанном с заменой компонентов BGA, без инфракрасной паяльной станции не обойтись! Китайские станции не блещут качеством, а качественные ИК паяльные станции стоят недешево.Выход из положения – собрать паяльную станцию самостоятельно. Стоимость комплектующих для сборки станции не превышает 10 тысяч рублей. Несмотря на дешевизну, самодельная ИК-станция надежно зарекомендовала себя при ремонте материнских плат. Контроллер обеспечивает точное соблюдение теплового профиля, что является важным фактором при замене компонентов BGA.
Описание конструкции
Станция состоит из регулятора, нижнего подогрева, верхнего нагревателя.
Контроллер двухканальный. К первому каналу можно подключить термопару или платиновый термистор. Ко второму каналу подключается только термопара. 2 канала имеют автоматическое и ручное управление. Автоматический режим работы обеспечивает поддержание температуры 10-255 градусов по обратной связи с термопары или платинового термистора (в первом канале). В ручном режиме мощность в каждом канале можно регулировать в диапазоне 0-99%. Память контроллера содержит 14 термопрофилей для пайки BGA.7 для припоя на основе свинца и 7 для припоя без свинца. Температурные профили перечислены ниже. При желании вы можете их изменить (исходник в архиве).
Для бессвинцового припоя максимальная температура теплового профиля: – 8 термопрофиля – 225C о, 9 – 230C о, 10 – 235C о, 11 – 240C о, 12 – 245C о, 13 – 250C о, 14 – 255C о
Если верхний нагреватель не успевает прогреться в соответствии с тепловым профилем, контроллер делает паузу и ждет, пока не будет достигнута желаемая температура.Это сделано для того, чтобы адаптировать контроллер к слабым нагревателям, которые долго нагреваются и не успевают за тепловым профилем.
Контроллер также можно использовать в качестве регулятора температуры, например, во время сушки или запекания паяльной маски (в печи, где находится термопара) или в других случаях, когда требуется точный контроль температуры.
Принципиальная схема контроллера
Ниже представлены фотографии контроллера.Я использовал блок питания от ноутбука, который преобразовал на напряжение 12 вольт. В качестве гнезда для термопар я использовал гнездо usb с кусочками PCB, которое припаяно к лицевой панели, см. Фото. Охлаждение активное, использовал тепловую трубку от охлаждения ноутбука. Припаял феном к термотрубке медную пластину, на которой будут устанавливаться охлаждающие элементы. Можно использовать охлаждение процессора от системного блока, но тогда габариты устройства увеличатся.
Нижний нагреватель представляет собой трехламповый галогенный нагреватель общей мощностью 1,2 кВт. Основание с отражателем и защитной сеткой демонтируется с обогревателя. Корпус для обогрева днища я сделал из гнутого листового металла (гальванизированный гребень), который вырезал ножницами по металлу. Также в конструкцию добавлен алюминиевый порог (стык), для удобства установки на него алюминиевого швеллера. Материнская плата устанавливается на канал через стойки.Нижний нагреватель можно подключить к контроллеру. Сделал по-другому, чтобы не заморачиваться со второй термопарой – в нижний нагрев вмонтировал диммер на 600 Вт, только на симистор установил радиатор побольше. С регулировкой 1,2 кВт он отлично справляется. Я вспомнил примерное положение диммера, при котором стабильно поддерживается необходимая температура на плате. Для небольших плат (например, видеокарт) можно использовать прищепки, прикрученные к DIN-рейке.Пример на фото.
К сожалению, изготовить качественный верхний утеплитель из подручных средств невозможно. Я экспериментировал с галогенными лампами, кварцевыми трубками со спиралями, я также экспериментировал с инфракрасной лампой. Но лучше всего керамический обогреватель серии ELSTEIN SHTS (с позолотой). Такие обогреватели используются в дорогих инфракрасных станциях. Я использовал ELSTEIN SHTS / 100 800W и ELSTEIN SHTS / 4 300W. Обогреватели очень хорошо греются, практически не светятся.ИК-спектр очень подходит для замены компонентов BGA. Не рекомендую обогреватели из Китая, хотя они похожи на ELSTEIN.
Пятно обогревателя ELSTEIN SHTS / 100 800W. Размер утеплителя 96х96 мм. Расстояние между нагревателем и доской 5см.
Круг Эл1 диаметром 4 см (перепад температур 5 градусов от центра до края круга).
Круг Эл2 диаметром 5 см (перепад температур 10 градусов от центра до края круга).
Круг Эл3 диаметром 6 см (разница температур 15 градусов от центра до края круга).
Пятно обогревателя ELSTEIN SHTS / 4 300W. Размер утеплителя 60х60 мм. Расстояние между нагревателем и доской 5см.
Круг Эл1 диаметром 2,5 см (разница температур 5 градусов от центра до края круга). Подходит для большинства фишек.
Круг Эл2 диаметром 3 см (перепад температур 10 градусов от центра до края круга).
Круг Эл3 диаметром 4,5 см (разница температур 15 градусов от центра до края круга).
Как видите, оба нагревателя подходят для замены компонентов BGA. Но ELSTEIN SHTS / 100 800W имеет преимущество перед вторым обогревателем. Это гораздо более крупное однородное тепловое пятно. Круг диаметром 4 см, в котором перепад температур не более 5С о. Практически такой же, как у Thermopro с 3D-отражателем (который имеет однородное квадратное пятно тепла размером 4×4 см с перепадом температуры не более 5C o)
Ниже представлены фотографии конструкции верхнего нагревателя и каркаса, который был изготовлен из того, что было в строительном магазине.Конструкция получилась удачной, регулируется по высоте и длине, ТЭН вращается вокруг своей оси, его легко установить поверх любой части доски.
Термопара прикреплена к штативу. Его легко навести на любую часть доски. Строительство на фото. Гибкий металлический чехол, который я использовал от USB-фонарика из магазина, где все по одной цене. Я вставил термопару в металлическую гильзу без внешней изоляции с помощью провода.
Настройка контроллера
Для регулировки канала верхней термопары R3 установите его в среднее положение. Ставим термопару контроллера и термопару эталонного термометра на нагреваемую поверхность (например, галогеновую лампу, где обе термопары соединены между собой и на них нанесена термопаста), и калибруем показания максимальной температуры 250 градусов с резистором R6. Затем дайте лампе остыть до комнатной температуры и откалибруйте нижнее значение температуры с помощью резистора R3.Эту процедуру необходимо повторить несколько раз, пока нижнее и максимальное значения температуры не совпадут с реальными показателями. Повторяем ту же процедуру с каналом нижней термопары, используя резисторы R11 и R14 соответственно. Первый канал калибруется аналогично при использовании платинового термистора с резисторами R21 и R27 соответственно. Если вы не планируете использовать платиновый термистор, то ОУ U2 можно исключить из схемы со всей обвязкой, а 11-й вывод микроконтроллера можно подключить к + 5В.
Управление контроллером и изменение параметров, а также процесс снятия и установки микросхемы показан на видео. Устанавливаю верхний нагреватель на высоте 5-6 см от поверхности доски. Если в момент выполнения теплового профиля температура отклоняется от заданного значения более чем на 3 градуса, мы понижаем мощность верхнего нагревателя. Биение на несколько градусов на конце термопрофиля (после выключения верхнего нагревателя) не страшно. Это сказывается на инерционности керамики.Поэтому выбираю необходимый термопрофиль на 5 градусов меньше, чем мне нужно. На этом нижнем нагреве температура над зоной нагревателя и в теневой зоне немного отличается (разница примерно 10-15 градусов). Поэтому желательно установить плату на нижний нагреватель так, чтобы микросхема находилась выше зоны нагревателя (но это не критично). Перед удалением чипа с помощью щупа необходимо убедиться (осторожно нажимая на каждый угол чипа), что шарики под чипом всплыли.При установке используем только качественный флюс, иначе неправильный выбор флюса может все испортить. Также при установке микросхемы BGA рекомендуется накрыть кристалл прямоугольником из алюминиевой фольги с размером стороны примерно ½ от стороны BGA, чтобы снизить температуру в центре, которая всегда выше температуры возле термопары (см. фото тепловых пятен инфракрасных обогревателей ELSTEIN выше).
Внешний вентилятор не активируется программно, хотя это указано на схеме.В будущем планируется внести изменения в исходный код и использовать внешний вентилятор.
Ниже вы можете скачать архив с печатной платой в формате LAY, исходный код, прошивку
Список радиоэлементов
| Обозначение | Тип | Номинал | Кол. Акций | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| E1 | Кодировщик | EC11 | 1 | С кнопкой | В блокнот | |
| U1, U2 | Операционный усилитель | LM358 | 2 | В блокнот | ||
| U3 | Линейный регулятор | LM7805 | 1 | Установлен на радиатор | В блокнот | |
| U4 | MK PIC 8-битный | PIC16F876 | 1 | PIC16F876A | В блокнот | |
| U5, U6 | Оптопара | PC817 | 2 | В блокнот | ||
| LCD1 | ЖК-дисплей | Wh3004A-YYH-CT | 1 | 20×4 на базе KS0066 (HD44780) с англо-русским словарем | В блокнот | |
| 1 квартал, 2 квартал | МОП-транзистор | TK20A60U | 2 | 2SK3568 | В блокнот | |
| 3 квартал, 4 квартал, 5 квартал | МОП-транзистор | IRLML0030 | 3 | Или любой N-канальный полевой МОП-транзистор | В блокнот | |
| Z1 | Кварц | 16 МГц | 1 | В блокнот | ||
| VD1 | Выпрямительный диод | LL4148 | 1 | В блокнот | ||
| VD2, VD3 | Диодный мост | KBU1010 | 2 | В блокнот | ||
| VD4, VD5 | Стабилитрон | 24 В | 2 | В блокнот | ||
| R1 | Платиновый термистор | PT100 | 1 | В блокнот | ||
| R2, R10 | Резистор | 470 Ом | 2 | В блокнот | ||
| R3, R11 | Подстроечный резистор | 1 МОм | 2 | В блокнот | ||
| R4, R12 | Резистор | 1 МОм | 2 | В блокнот | ||
| R5, R13, R26 | Резистор | 1.5 кОм | 3 | В блокнот | ||
| R6, R14, R27 | Подстроечный резистор | 100 кОм | 3 | Многооборотный | В блокнот | |
| R7, R15 | Резистор | 130 кОм | 2 | В блокнот | ||
| R8, R16, R29 | Резистор | 20 кОм | 3 | В блокнот | ||
| R9, R28 | Резистор | 100 Ом | 2 | В блокнот | ||
| R17, R30 | Резистор | 10 кОм | 2 | В блокнот | ||
| R18, R19 | Резистор | 4.7 кОм | 2 | с допуском 1% или выше | В блокнот | |
| R20 | Резистор | 51 Ом | 1 | В блокнот | ||
| R21 | Подстроечный резистор | 100 Ом | 1 | Многооборотный | В блокнот | |
| R22, R23, R24, R24 | Резистор | 220 кОм | 4 | Допуск 1% или выше | В блокнот | |
| R31 | Подстроечный резистор | 10 кОм | 1 | Многооборотный | В блокнот | |
| R32 | Резистор | 16 Ом | 1 | Мощность 2 Вт | В блокнот | |
| R33, R34, R36, R37 | Резистор | 47 кОм | 4 | Мощность 1Вт | В блокнот | |
| R35, R38 | Резистор | 5. |