Шлифование клапанов – Энциклопедия по машиностроению XXL
Флг. 369. Вибрационная оправка для шлифования клапанных гнезд [c.422]Технические характеристики оборудования для шлифования клапанов [c.262]
| Рис. 6.8. Станок для шлифования клапанов ОР-8022 |
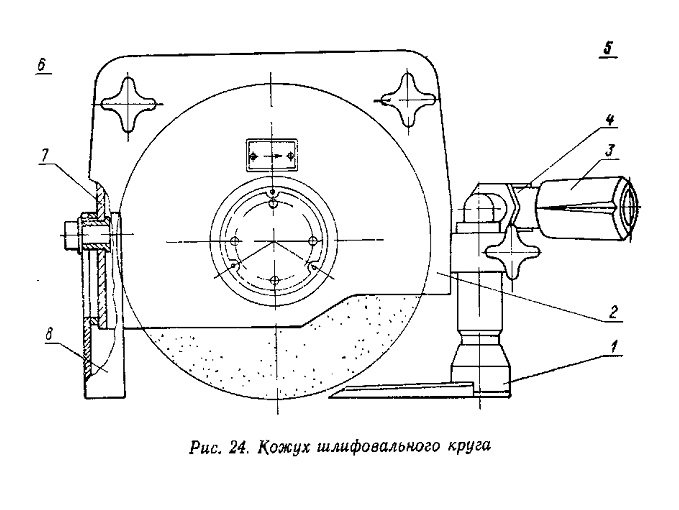
Шлифование рабочей поверхности головки клапана производят на станке (рис. 166), в котором от электродвигателя 4 приводится во вращение шлифовальный круг 3. Клапан устанавливают и центрируют в суппорте 2 под требующимся углом (45 или 30°). После шлифования клапан притирают к его седлу. [c.301]
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором.
При капитальном ремонте двигателя обязательно производят расточку цилиндров или гильз, шлифование клапанов и седел, смену направляющих втулок клапана и их развертывание. Ремонт остальных поверхностей производят по мере необходимости, так как интенсивность их изнашивания ниже, чем у перечисленных деталей. Объем работ по ремонту блока цилиндров устанавливают при контрольном осмотре. [c.124]
Универсальный прибор для шлифования клапанных сёдел блоков цилиндров [c.151]
Клапанные седла. Рабочие поверхности клапанных седел фрезеруют при помощи шарошек, центрируемых по направляющей втулке клапана, или шлифуют. Прибор ГАРО для шлифования клапанных седел состоит из электродрели, набора раздвижных стержней, оправок, шлифовальных кругов и приспособления для правки кругов. При значительных износах вставных клапанных седел их заменяют седлами ремонтных размеров.
| Рис. 172. Станок для шлифования клапанов |
Клапанные седла. Рабочие поверхности клапанных седел ремонтируют фрезерованием при помощи шарошек, центрируемых по направляющей втулке клапана. Рабочие поверхности вставных седел клапанов, изготовленных из специального чугуна, вследствие их высокой твердости шлифуют. Приспособление для шлифования клапанных седел (рис. 175) состоит из электродрели, набора стержней, оправок, шлифовальных кругов, алмазного карандаша для правки кругов.
| Рис. 175. Приспособление для шлифования клапанных седел в блоке цилиндров |
 Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание Поверхности цилиндров двигателей машин, опорные поверхности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения, скалки насосов и т. п.
[c.58]
Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание Поверхности цилиндров двигателей машин, опорные поверхности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения, скалки насосов и т. п.
[c.58]Обработка седел впускных клапанов (табл. 7). Технологический процесс обработки начинается с шлифования торцов детали на двустороннем торце-шлифовальном автомате методом на проход . В зависимости от размеров седел, припусков, материала и твердости клапанов операцию выполняют за два—четыре перехода скорость резания 30 м/с продольная подача до 5 м/мин. [c.262]
В процессе сопряженного шлифования необходимо измерять разность диаметров отверстия и вала. В этом случае одна ветвь отсчетного устройства по каналу И через клапан 7 и канал IV соединяется с изме- [c.179]
Плотность прилегания клапанов к фаске гнезда блока или его головки на большинстве двигателей достигается за счет притирки. Лишь в некоторых современных двигателях плотность в соединении обеспечивается точным шлифованием фаски клапана и чистовой обработкой гнезд. Для притирки клапанов применяют шлифующие порошки с мелким равномерным зерном в смеси 412
Лишь в некоторых современных двигателях плотность в соединении обеспечивается точным шлифованием фаски клапана и чистовой обработкой гнезд. Для притирки клапанов применяют шлифующие порошки с мелким равномерным зерном в смеси 412
Для некоторых двигателей вместо трудоемкой операции притирки клапанов применяют шлифование гнезд (после запрессовки и окончательной обработки направляющих втулок) при помощи вибрационной оправки. Оправку приводят во вращение с числом оборотов до 12 ООО в минуту она хорошо самоустанавливается. Обработку ведут вначале грубыми, а затем чистовыми шлифовальными кругами. После такой обработки клапан плотно устанавливается по фаске гнезда. [c.415]
Шлифование плоскостей планок, шайб, пластин клапанов, роторных пластин компрессоров, шаблонов всех размеров. [c.115]
Шлифование по шаблону клапанов насосов, вентилей. [c.115]
Сюда же следует отнести некоторые воздействия на машину, возникающие при техническом обслуживании и ремонте (сходные с износом конструктивных элементов).
Шлифование коленчатых или распределительных валов двигателей, ремонт гнезд н притирка клапанов, заварка трещин или переклепка рам машин — это обычные технологические ремонтные операции, объем которых вместе с разборкой, сборкой и регулировкой машины, ее узлов и агрегатов составляет более 95% объема ремонтных работ в тракторах и в большинстве других машин, находящихся в условиях эксплуатации. Выполнение этих работ не дает никакого изменения технического уровня машин как средств труда после их ремонта.
Клапаны [F 16 гидравлических амортизаторах и пружинах F 9/34-9/348 диафрагменные К 1/00-1/20 индикаторные, регистрирующие или сигнальные устройства для них К 37/00 конструктивные элементы и средства управления К 25/00-51/00 многоходовые 11/00-11/24 отсечные для сопел или форсунок К 23/00 питательные (К 21/00-21/20 дозирующие К 21/16) подъемные (К 1/00-1/54 конструктивные элементы К 1/32-1/54) смазка К 3/36, 5/22 смесительные К 11/00-11/12 в соединениях труб L 29/00 управляющие устройства К 31/00-31/72 электромагнитные в многоходовых запорных устройствах К 11/23) В 60 Т запорные транспортных средств 17/04 11/28-11/34 15/00-15/60) в тормозных системах изготовление (деталей клапанов ковкой или штамповкой К 1/20-1/24 клапанных седел D 53/10) В 21 инструменты для монтажа или демонтажа В 25 В 27/24 F 02 М в насосах F 04 В 21/02 F 01 охлаждение в двигателях Р 1/08, 3/14 перепускные в паровых машинах В 31/22-31/24) предотвращающие повторное наполнение тары В 65 D 49/02-49/10 предохранительные (F 16 К 17/00-17/42 в парогенераторах F 22 В 37/44) разгрузочные F 16 К 17/00-17/42 В 67 D размещение в устройствах переливания 5/34 в устройствах для разлива или отпуска 1/14, 3/02-3/04) жидкостей в сосудах для газов или жидкостей F 17 С 13/04 в топках и устройствах для сжигания F 23 L 3/00, 11/00-13/10 в холодильных машинах, размещение F 25 В 41/04 шлифование В 24 В 13/00-13/04, 15/02-15/04]
 93]
93]
Магнитные [F 16 (амортизаторы F 6/00 муфты выключаемые D 27/00-27/14 опоры С 32/04 приводы (клапанов и т. п. К 31/06-31/08 для тормозов D 65/34-65/36) пружины F 6/00> В 66 С грузозахватные устройства 1/04-1/08 устройства для подвесных тележек 11/12) подъемных кранов держатели для (изделий В 25 В 11/00-11/02 станочных инструментов В 23 Q 3/00) конвейеры В 65 G 54/02 краски и лаки С 09 D 5/23 ленты, использование для шлифования В 24 В 17/10 насосы Н 01 F 7/24 приводы бесконечных конвейеров В 65 G 23/18] [c.108]
Токарные станки (для обработки (деталей часов G 04 D 3/02 специальных изделий В 23 В 5/00-5/48) для полирования и шлифования В 24 В 5/00) Токопроводящие (рельсы (1/30-1/34 для подвесных, канатных или подземных транспортных средств 7/00) устройства, расположенные вдоль ж.-д. рельсов или в местах их соединения 5/00-5/02) В 60 М Токосъемники (Н 01 R 39/00-41/02 в транспортных средствах с электротягой В 60 L 5/00-5/42) Толкатели (использование для подачи изделий из стопок В 65 Н 5/16 в клапанных распределительных механизмах F 01 L 1/14 кулачковых механизмов передач F 16 Н 53-06) Толчеи для дробления материалов В 02 С 1/14 Толщина [измерение с использованием G 01 В (волнового излучения или потоков элементарных частиц 15/02 звуковых волн 17/02 (комбинированных 21/(02-08) механических 5/02-5/06 оптических
[c. 189]
189]
Притирка клапанов является весьма трудоемкой операцией и поэтому в последнее время ее заменяют шлифованием фаски клапана на шлифовальном станке и шлифованием фаски клапанного седла с помощью самоустанавливающейся вибрационной оправки, вращаемой электродрелью с большим числом оборотов.
Например, в обычных условиях стержень клапана после штамповки и соответствующей термообработки подвергается проточке, а затем четырехкратному шлифованию. Применение метода ротационного обжатия позволяет одновременно заменить токарную обточку и шлифование. Чистота обработки обжатого стержня при этом соответствует 9—10-му классам, а точность обработки — 2-му классу, тогда как чистота шлифованной поверхности не выше 8-го класса. Внедрение этого метода при обработке клапанов двигателей позволяет снизить трудоемкость изготовления их и уменьшить расход металла на 12—14%. [c.99]
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска.
[c.163]
Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска.
[c.163]
В случае когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. Для зенкования, например, седел двигателя ЗИЛ-130 применяют комплект из четырех зенковок, имеюш,их углы наклона режущих кромок 15 30 45, 75°. Зенковки с углами 15 и 75° являются вспомогательными и применяются для получения рабочей фаски седла необходимой ширины (рис. 9.12). Зенковка с углом 30° предназначена для обработки седел впускных клапанов, а с углом 45° — выпускных. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий [c.164]
Промежуточный контроль выполняют как пооперационный в процессе обработки (сборки) после каждой операции (до и после наплавки, развертывания втулок клапанов, фрезерования фасок гнезд, шлифования клапанов и т. п.) или как групповой контроль после нескольких операций технологического процесса (проверка качества притирки клапанов, качества сборки клапанного механизма или сборки головки цилиндров и др. ). Этот вид контроля проводят систематически (постоянно) или эпизодически, как летучий контроль.
[c.332]
). Этот вид контроля проводят систематически (постоянно) или эпизодически, как летучий контроль.
[c.332]
VII-VIII Посадочные шейки валов под зубчатые колеса 8 и 9-й степеней точности. Коренные шейки коленчатого вала дизелей и валы газовых двигателей. Шейки распределительного вала тракторного двигателя. Быстроходные валы нормальной точности (до 1000 об/мин) Фаска клапана и гнездо под клапан в автомобильных двигателях. Зубчатые колеса с обработанными зубьями в сельскохозяйственных машинах Грубое шлифование, обтачивание, растачивание [c.126]
Обработка клапанов двигателей (табл. 6). Клапан является одним из представителей деталей, механическая обработка которых выполняется полностью шлифованием. Шлифование ведется со скоростью 50 м/с. Радиальные подачи составляют 1,5—10 мм/мин в зависимости от выполняемой операции и допуска на диаметр стержня и параметров шероховатости. Торцы стержня обрабатывают на двусторонних торцешлифовальиых автоматах. Шлифование ведется со скоростью 30 м/с и подачей 1300—2000 мм/мин.
[c.251]
Шлифование ведется со скоростью 30 м/с и подачей 1300—2000 мм/мин.
[c.251]
Круглошлифовальный патронный автомат МЕ269С0 класса точности П предназначен для профильного врезного шлифования головки клапанов, канавки под наплавку на них и для [c.309]
Круглошлифовальный патронный автомат МЕ269С1 класса точности В предназначен для шлифования конуса клапана. Клапан базируется концом ножки в патроне и на люнете. Конструктивное исполнение автомата аналогично исполнению автомата [c.309]
Одной из отличительных особенностей нового стандартного технологического процесса является внедрение вместо шлифования операции пластической деформации металла на выточке под сухарь на стержне клапанов методом обкатки роликами с поперечной подачей, что повысило усталостную прочность в опасном сечении клапана в 2 раза, а чистоту поверхности — на три класса. Для этой операции применены спроектированные МосСКБ-АЛ и СС вертикальные шестишпиндельные роторные накатные автоматы агрегатной конструкции. Новый технологический про- -цесс и высокопроизводительное автоматическое оборудование существенно повысили производительность труда, высвободили 20 шлифовальных станков и 64 производственных рабочих.
[c.186]
Новый технологический про- -цесс и высокопроизводительное автоматическое оборудование существенно повысили производительность труда, высвободили 20 шлифовальных станков и 64 производственных рабочих.
[c.186]
Взамен термической обработки стержней клапанов в соляных ваннах, как это принято в автотракторной промышленности, введен метод индукционного нагрева током повышенной частоты (8000 Гц), получаемым от машинного генератора, что резко повысило стабильность и качество термической обработки, значительно улучшило условия труда, причем производительность труда повысилась в 4,1 раза. В автоматическом производстве впервые внедрена новая технология одновременного шлифования торца стержня и торца тарелки клапана, для чего созданы двусторонние торцешлифовальные автоматы непрерывного действия. Внедрение этой операции высвободило 42 производствен- [c.186]
Прн достижении деталью заданного размера прибор выдает команду на переключение режима шлифования.
 Сработает электромагнит /ЭМ, поршень золотника 6 переместится а правое положение. Масло на слив начинает поступать через регулируемый дроссель 7, вследствие чего скорость перемещения поршня 5 уменьшается, и дальнейшая обработка происходит в режиме чистового шлифования. При окончательной команде на прекращение обработки срабатывает электромагнит 2ЭМ, кран-переключатель устанавливается в положение быстрого отвода шлифовальной бабки. Масло под давлением по линии б поступает в правую полость цилиндра, левая полость oo64aef H со сливом. После отхода шлифовальной бабки в исходное положение обесточивается электромагнит 1ЭМ, срабатывает золотник 6, и масло под давлением поступает в левую полость цилиндра 2. Поршень, перемещаясь вправо, вытесняет масло на слив через обратный клапан. Масло из рабочей полости цилиндра 10 подводящего устройства также поступает на слив, измерительная скоба отходит от изделия. Вся система возвращается в исходное состояние.
[c.144]
Сработает электромагнит /ЭМ, поршень золотника 6 переместится а правое положение. Масло на слив начинает поступать через регулируемый дроссель 7, вследствие чего скорость перемещения поршня 5 уменьшается, и дальнейшая обработка происходит в режиме чистового шлифования. При окончательной команде на прекращение обработки срабатывает электромагнит 2ЭМ, кран-переключатель устанавливается в положение быстрого отвода шлифовальной бабки. Масло под давлением по линии б поступает в правую полость цилиндра, левая полость oo64aef H со сливом. После отхода шлифовальной бабки в исходное положение обесточивается электромагнит 1ЭМ, срабатывает золотник 6, и масло под давлением поступает в левую полость цилиндра 2. Поршень, перемещаясь вправо, вытесняет масло на слив через обратный клапан. Масло из рабочей полости цилиндра 10 подводящего устройства также поступает на слив, измерительная скоба отходит от изделия. Вся система возвращается в исходное состояние.
[c.144]ДЛЯ малых станков 2) для шлифования впод-резку поверхности длиной до 100 мм для мелких станков, до 200 л — для средних 3) универсальные для шлифования цилиндрических, конических и других поверхностей тел вращения в центрах и в патроне, а также для внутреннего шлифования 4) специализированные—для шлифования разнообразных изделий, коленчатых валов, распределительных валиков, клапанов, поршней и т. п.
[c.525]
п.
[c.525]
| Фиг. 87. Гидроэлектрическая схема станка 343 Харьковского станкозавода им. Молотова для шлифования кулачков распределительных валиков 1 — шестеренный насос 2— разгрузочный клапан S — стопор 4, 5, 6 w 7 — цилиндр врезания, диференциал, шестерни и ходовой винт, осуществляющие рабочую подачу 5 — дроссельный клапан регулирования подачи врезания 9, 10 w 11 – контакты, электронное реле времени и соленоид для опускания стопора 3 в конце врезания 12 – делительная планка стола 13 — цилиндр перемещения стола 14 – золотниковая коробка 15 – упор стола, воздействующий на рычаги золотниковой коробки 74 после обработки последнего кулачка 16 – цилиндр отвода шлифовальной бйбии в исходное положение, устраняет влияние зазоров во время шлифования 17 — цилиндр выключения осциллирующего движения шлифовального круга 18 п 19 цилиндр и рычаг отвода люльки в нерабочее положение 20 — контакты выключения электродвигателя изделия 21 22. 23 и 24 электродвигатели насоса гидропривода, шлифовального круга и нпсоса охлаждения 25, 26 и 27—контакты, соленоид и золотник включения алмазного устройства при отходе шлифовальной бабки 28 – дроссель регулирования скорости правки |
 31/524) стеклоочистителей В 60 S 1/22 в роторных двигателях F 01 С 17/04 в системах управления самолетов и т. п. В 64 С 13/32 токарных станков В 23 В 33/00)] Купола бескаркасные из пластических материалов В 29 (L 25 00 изготовление D 25/00) Кусачки В 26 В 17/00 Кусковые материалы, промывка В 03 В 5/00-5 /74
[c.103]
31/524) стеклоочистителей В 60 S 1/22 в роторных двигателях F 01 С 17/04 в системах управления самолетов и т. п. В 64 С 13/32 токарных станков В 23 В 33/00)] Купола бескаркасные из пластических материалов В 29 (L 25 00 изготовление D 25/00) Кусачки В 26 В 17/00 Кусковые материалы, промывка В 03 В 5/00-5 /74
[c.103]Матрицы [прессов для экструдирования металлов В 21 С (25/02-25/10 очистка 25/06) стереотипные В 41 D (1/00, В 41 N 11/00 увлажнение при изготовлении 1/10-1/12) для тиснения увлажнений В 44 В 5/02 шлифование В 22 С 13/16 электраэрозионная обработка В 23 Н 9/12] Матричные прессы В 41 D 1/06-1/08 Маховики передачах вращательного движения F 16 Н 33/02)) Маховички (ручные G 05 G 1/08-1/12 управляющие клапанов, кранов и задвижек F 16 К 31/60) Мачтовые автопогрузчики с подъемной платформой В 66 F9/06-9/24 Мачты подъемных платформ автопогрузчиков 9/08-9/10 устройства для подъема, монтажа и демонтажа 11/02) Машины тара и упаковочные элементы для хранения и транспортирования D 85/68 упаковка В 33/04, 33/06) В 65 Маяки оптические для самолетов и т, п. , размещение на аэродромах и авианосцах В 64 F 1/20 осветительные устройства для них F 21 Q 3/02 плавучие В 63 В 35/56) Маятники в двигателях F 03 G 3/06 Маятниковые G 01 акселерометры Р 15/00-15/135 весовые устройства G 1/02-1/16 копры для исследования прочности твердых тел N 3/14)
[c.110]
, размещение на аэродромах и авианосцах В 64 F 1/20 осветительные устройства для них F 21 Q 3/02 плавучие В 63 В 35/56) Маятники в двигателях F 03 G 3/06 Маятниковые G 01 акселерометры Р 15/00-15/135 весовые устройства G 1/02-1/16 копры для исследования прочности твердых тел N 3/14)
[c.110]
Поршни [F 16 (J 1/00-1/24 соединение со штоком или шатуном L 1/10-1/24) восстановление или ремонт В 23 Р 6/02 F 01 вращающиеся роторных С 21/08 дифференциалыше В 7/18 использование в качестве распределительных органов или их носителей L 21/(00-02) охлаждение Р 1/04, 3/06-3/10 размещение (клапанов в поршнях L 11/(02-06) распределительных органов в поршнях машин или L 21/04) двигателей, ДВС F 02 F 3/00-3/28 домкратов, конструктивные особенности В 66 F 3/26-3/28 изготовление (В 23 Р 15/10 ковкой или штамповкой В 21 К 1/18 литьем В 22 D 15/02) В 25 D молотковые в кузнечных 17/06 устройства для их регулирования в 9/00-9/26) инструментах ударного действия для наполнения тары В 65 В 3/12 насосов, конструктивные особенности F 04 В 21/04 уплотнения для поршней 113 пластических материалов В 29 L 31 26 шлифование В 24 В 19/10 для эластичной трубчатой тары В 65 D 35/30]
[c. 147]
147]
Привязные аэростаты (В 1/50-1/56 наземные сооружения F 3/00-3/02) ремни на летательных аппаратах D 25/06) В 64 Приемники (вместилища) осветительных устройств в форме призмы F 21 V 5/02 шлифование В 24 В 7/24, 9/14) Приливные гидроэлектростанции F 03 В 13/12 Припои вкладышей подшипников скольжения F 16 С 33/14 Присадки, введение в смазочный материал в двигателях F 01 М 9/02 Присадочные прутки, применяемые при пайке, сварке или резке В 23 К 35/(00-40) Присоски использование для отделения и подачи листов из стопки В 65 Н 3/08-3/14 крепежные F 16 В 47/00) Притирка (зубчатых колес и реек В 23 F 19/(02-04) клапанов, устройств F 16 К 29/(00-02)) Прицепные ((буксируемые) летапкльные аппараты В 64 D 5/00 транспортные средства В 62 D 63/(00-08) 65/00) Прицепы [В 62 D /47/ОО-63/00 с ведущими колесами 59 (00-04) рулевые устройства 13/(00-06)) В 60 Т (аварийное торможение 7/20 устройства для отцепления 15/60) [c.151]
VG100 / VG100A Станок для шлифовки фаски клапана, диапазон диаметра тарелки 20-102 мм
Данный станок предназначен для шлифовки рабочей фаски клапана и торца клапана с последующей заправкой фаски на торце клапана. Шлифовка рабочей фаски производится с охлаждением СОЖ, что повышает точность обработки и чистоту поверхности, а так же исключает прижоги. Также данный станок позволяет проверить изгиб тарелки клапана относительно стержня и, при не большом значении изгиба, восстановить соосность рабочей фаски к стержню.
Шлифовка рабочей фаски производится с охлаждением СОЖ, что повышает точность обработки и чистоту поверхности, а так же исключает прижоги. Также данный станок позволяет проверить изгиб тарелки клапана относительно стержня и, при не большом значении изгиба, восстановить соосность рабочей фаски к стержню.
- Тип приводной системы воздушный/электрический
- Диапазон диаметров в паре клапан-патрон мм 4,5-14
- Диапазон длины в паре клапан-патрон мм 54-240
- Диапазон диаметра тарелки клапана мм 20-102
- Диапазон длины клапана мм 90-315
- Диапазон углов шлифовки тарелки клапана градус 15-55
- Диапазон углов шлифовки торца клапана градус 0-45
- Диаметр шлифовального круга, для тарелок клапана мм 178
- Диаметр шлифовального круга, для торцов клапана мм 76
- Скорость вращения шлифовальных кругов (тарелка / торец) об/мин 3500; 50Hz 4200; 60Hz
- Скорость вращения патрона об/мин 50 -230
- Точность работы мм VG100 < 0,015 (0,006″) / VG100A < 0,005 (0,002″)
- Объем бака с СОЖ л 3
- Требуемое давление воздуха Бар 6
- Мощность мотора для вращения шлифовальных камней кВт 0,37
- Мощность мотора для вращения патрона кВт 0,09
- Размеры станка (Д*Ш*В) мм 945*650*430
- Размеры инструментальной тумбочки (Д*Ш*В) мм 700*380*810
- Размеры упаковки станка (Д*Ш*В) мм 930*710*690
- Размеры упаковки инструментальной тумбочки (Д*Ш*В) мм 850*550*1070
- Вес нетто / вес брутто станка кг 130/160
- Вес нетто / вес брутто инструментальной тумбочки кг 50/70
Сроки изготовления раб. дней 90
дней 90
Клапаны. Технологический процесс устранения основных дефектов клапанов (детали 150В-1007010-Б, 150В-1007015-Б, 201-1007015, 70-6504-Б, 706505-Б, 21-1007010 и 21-1007015)
1.7 Клапаны
Технологический процесс устранения основных дефектов клапанов (детали 150В-1007010-Б, 150В-1007015-Б, 201-1007015, 70-6504-Б,
706505-Б, 21-1007010 и 21-1007015)
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
Дефекты. 1. Погнутость стержня клапана 2. Износ рабочей фаски головки клапана в пределах ремонта шлифованием |
|||
|
1 |
Проверить прямолинейность стержня клапана с одной опорой на его крайних точках; при биении более 0,05 мм править стержень до устранения биения с точностью до 0,02 мм |
Ручной пресс 3 т, прижимной штамп,правильная плита |
Свинцовый
молоток 300 г. |
|
2 |
Шлифовать фаску клапана в 45о, а у впускных клапанов ЗИЛ-164 – в 30о, выдерживая высоту цилиндрического пояска головки не менее 0,5 мм для клапанов ЯАЗ-204 при диаметре головки не менее 39,93 мм и для М-21, а для остальных – 0,3 мм |
Станок для шлифования клапанов ГАРО модели 2414А или станок типа МШ-29 |
Шлифовальный круг ПП 125´10´32 ГОСТ 2424-60 Э № 6-№ 5 СМ2 К. Шаблоны для проверки углов 45 и 30о и поясков 0,3 и 0,5 мм, индикатор со штативом, призмы для контроля стержня клапана на прямолинейность |
 индникатор на штативе и призмы для контроля биения стержня,
поверочная плита
индникатор на штативе и призмы для контроля биения стержня,
поверочная плитаПосле
обработки клапаны должны отвечать следующим техническим условиям: отклонение от
концентричности поверхности стержня и рабочей фаски клапана не должно превышать
0,03 мм; отклонение от прямолинейности стержня на длине 100 мм допускается не
более: 0,015 мм у ЗИЛ-164, ЯАЗ-204 и М-21 и 0,02 мм у ГАЗ-51.
|
Дефект. 3. Износ стержня клапана. 1-й способ ремонта – шлифование под ремонтные размеры. |
|||
|
1 |
Проверить прямолинейность стержня, править и шлифовать стержень клапана под ближайший ремонтный размер |
Бесцентрово-шлифовальный станок типа 3Г182 |
Шлифовальный круг ПП 300´100´127 Э № 25-16 СМ2 В. Предельные скобы по соответствующим размерам |
|
2 |
Шлифовать рабочую фаску клапана |
Станок для шлифования фасок клапанов ГАРО модели 2414А или станок типа МШ-29 |
Шлифовальный
круг ПП 125´10´32 Э № 6-№ 5 СМ2 К. |
 Шаблон для проверки углов 45 и 30о
и поясков 0,3 и 0,5 мм
Шаблон для проверки углов 45 и 30о
и поясков 0,3 и 0,5 мм|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
3 |
Поверхность стержня клапанов двигателя ЯАЗ-204 после шлифования подвергнуть вибрационной или абразивной доводке до 10-го класса чистоты поверхности |
Токарный станок, жимки с фетром и пастой или вибрационное приспособление для доводки абразивными брусками |
Полировочная
паста ГОИ или абразивные доводочные бруски. |
 Эталон чистоты поверхности
Эталон чистоты поверхностиТехнические условия на ремонт: 1) эллиптичность и конусность стержня клапана допускаются не более 0,01 мм;
2) концентричность поверхности стержня и рабочей фаски клапана должна быть пределах 0,03 мм;
3) отклонение стержня клапана от прямолинейности на длине 100 мм не должно превышать 0,015 мм для ЗИЛ-164, ЯАЗ-204, М-21 «Волга» и 0,02 мм для ГАЗ-51;
4) повехность клапанов ЯАЗ-204 должна быть доведена до 10-го класса чистоты обработки
|
Дефект.4. Износ торца стержня клапана по длине |
|||
|
1 |
Шлифовать торец стержня клапана «как чисто».Снять фаску на торце стержня клапана по мере необходимости |
Станок для шлифования клапанов ГАРО модели 2414А или специальный станок для шлифования торцов стержней клапанов ВШ-23 |
Шлифовальный
круг ПП 125´10´32 Э № 6-№ 5 СМ2 К. |
 Шаблон для стержня
Шаблон для стержняБиение торца стержня клапана на крайних точках относительно оси стержня допускается не более: 0,03мм для ЗИЛ-164 и М-21; 0,015 мм для ЯАЗ-204 и 0,02 мм для ГАЗ-51.
|
2-й способ ремонта: хромирование изношенного стержня клапана |
|||
|
1 |
Проверить прямолинейность стержня, править и шлифовать стержень клапана на всю рабочую длину под хромирование |
Бесцентрово-шлифовальный станок типа 3Г182 или круглошлифовальный станок типа 310П с приспособлением |
Шлифовальный круг ПП 300´100´127 Э № 25-16 СМ2 К. Предельные скобы |
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
2 |
Зачистить и
смонтировать клапан на подвеску и обезжирить поверхность стержня
электролитическим путём, подвесив клапан в ванне на катоде в течение 1-2
мин. Обезжиривание можно производить и химическим путем в ванне с составом: NaOH – 70 г/л и NaCO3 – 30 г/л при температуре 80оС |
Ванна для обезжиривания с составом: едкий натр NaOH – 100 г, жидкое стекло Na2SiO3 – 2-3 г на 1 л воды. Плотность тока 5 а/дм2. Температура ванны 80оС |
Контактная подвеска для клапанов, личной полукруглый напильник 200 мм, плоскогубцы |
|
3 |
Промыть детали в горячей воде |
Ванна с горячей водой |
Сетчатая тара для промывки деталей |
|
4 |
Изолировать цапон-лаком все поверхности клапана, не подлежащие хромированию |
Банка с цапон-лаком (целлулоид с ацетоном) |
Волосяная кисть для обмазки изолируемых поверхностей |
|
5 |
Промыть детали в проточной воде |
Ванна с проточной водой |
Сетчатая тара для деталей |
|
6 |
Произвести
анодное декапирование стержня. |
Ванна для декапирования состава: CrO3 – 150 г, H2O4 – 1,5 г на л воды. Плотность тока 30 а/дм2 |
Контактная подвеска для установки клапанов в ванну на весу, личной полукруглый напильник 200 мм, плоскогубцы |
|
7 |
Завесить детали в ванну для хромирования с указанным составом электролита, режимом хромирования и выдержать их, наращивая стержень клапана хромированием до указанного размера с припуском на обработку |
Ванна для
хромирования с составом: CrO3 – 150 г, H2SO4 – 1,5 г
на л воды. |
Контактная подвеска и интсрументы, аналогичные применяемым для предыдущей операции |
|
8 |
Промыть детали в дистиллированной воде, собирая электролит с деталей |
Ванна с дистиллированной водой |
Сетчатая тара для промывки деталей |
|
9 |
Промыть детали в горячей воде |
Ванна с горячей водой |
Клещи, тара |
|
10 |
Промыть детали в проточной воде |
Ванна с проточной водой |
Сетчатая тара для деталей |
 4 анодом служит железная пластинка.
4 анодом служит железная пластинка. Подвесить детали как анод в хромовую ванну и
выдержать 5-8 мин. для выравнивания температуры деталей с температурой
электролита. Затем включить ток и выдержать детали в течение 45-60 сек.
Подвесить детали как анод в хромовую ванну и
выдержать 5-8 мин. для выравнивания температуры деталей с температурой
электролита. Затем включить ток и выдержать детали в течение 45-60 сек. Температура электролита 55оС. Плотность тока 30 а/дм2.Напряжение
6-8 В
Температура электролита 55оС. Плотность тока 30 а/дм2.Напряжение
6-8 ВСтенд для шлифовки клапанов Comec FSV090.
 Гаражное оборудование: Стенд для шлифовки клапанов
Гаражное оборудование: Стенд для шлифовки клапановwww.garant-techservice.ru/product/st%25d0%25b5nd-dlya-shlifovki-klapanov-comec-rv516
Похожая продукция
Стенд для шлифовки клапанов Comec FSV110 |
Стенд для шлифовки клапанов Comec FSV090 |
| Обрабатываемый диаметр, мм | 14 – 90 |
| Продольный ход шпинделя, мм | 1050 |
| Микрометрический поперечный ход, мм | 7 |
| Поперечный ход шпинделя, мм | 11 |
| Поперечный ход шпинделя, мм | 200 |
| Вертикальное перемещение шпинделя, мм | 200 |
Максимальный наклон шпинделя, град. | +6/-6 |
| Мощность двигателя шпинделя, кВт | 0,75 |
| Скорость вращения шпинделя, об/мин | 30 – 700 |
| Рабочее давление, Бар | 6 |
| Питание воздуха, л/мин | 300 |
| Габаритные размеры (ДхШхВ), мм | 1700х1170х2210 |
| Вес, кг | 800 |
Заказать Станок для безцентровой шлифовки клапанов Comec RV516 в “АПОЛЬКОР — Оборудование для СТО”
Станок RV 516 для бесцентровой обработки боковых поверхностей клапанов благодаря применению технических решений является одним из наиболее быстрых и точных станков насегодняшний день. Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов разных диаметров от 4 до16 мм без необходимости замены замков клапанов или патронов.
Система перемещения клапанов основывается на трех роликах, верхний из которых вальцованный, чтобы продвигать клапан до фиксированной точки: это позволяет точно контролировать длину в каждом клапане и избежать ручной подачи цилиндра вдоль шлифовального круга во время работы. Кроме того рычаг имеет двойное применение – перемещать клапан вперед и назад вдоль шлифовального круга и приподнимать привод вращения подальше от штока клапана, чтобы можно было менять клапан при включенном моторе.
Станок также оборудован алмазным инструментом для заточки резцов с микрометром и эффективной системой охлаждения с насосом и бачком. Как опция также доступен дополнительный шлифовальный круг (ASM516) для торца штока и снятия фаски без использования основного круга и устройство для регулировки скорости вращения клапана (VGV516) под клапаны различных диаметров с целью достижения лучшего результата в наиболее широком спектре диаметров головок клапанов.
Стандартная комплектация:
шлифовальный круг
устройство для правки шлифовального круга
алмазное устройство для правки круга
система охлаждения с насосом и баком
эмульсионное масло (1 литр)
набок ключей
руководство по эксплуатации
Технические характеристики:
диаметр штока клапана 4 – 16 мм
длина штока клапана 55 – 230 мм
диаметр головки клапана 114 мм
угол обработки 0 – 60°
скорость шлифовального круга 2800 об/мин
диаметр шлифовального круга 215 мм
диаметр стыка стволовых чашек (ASM516) 100 мм
габаритные размеры 700 x 600 x 700 мм
вес 142 кг
шлифования и притирки камень для клапанов
Технологии шлифования и притирки
комплектом приспособлений VTec “C” для шлифования и притирки клапанов с коническими седлами в диапазоне 3/8 – 2 ½” 30º 15º 40º 20º 60º 30º 75º 37,5º 90º 45º 2 3
СТАНОК ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ ПЛОСКИХ
Станок предназначен для шлифования и притирки плоских уплотнительных поверхностей корпусов и клиньев задвижек, предохранительных клапанов, корпусов и золотников запорных клапанов (вентилей), а также других плоски�
Станки для шлифования и притирки клапанов и задвижек
14112020 Станок для шлифовки клапанов Р186 купить по цене Станок для безцентровой шлифовки клапанов RV516 COMEC Машина для шлифования и притирки клапанов Пзготовителей Двигатель Great Wall GW4G15B
Переносные устройства для шлифования и притирки
1421 Переносные устройства для шлифования и притирки уплотнений задвижек: 1422 Переносные устройства для шлифования и притирки уплотнений клапанов
Станки для шлифования и притирки клапанов и задвижек
Мобильные станки для шлифовки и притирки клапанов VM1350, VM1500, VM1600 Диаметры седла клапана 40600 мм Глубина погружения 1000 мм Тип клапана обратный клапан Тип привода с электроприводом
Оборудование и оснастка для шлифования и притирки
Оборудование для шлифования абразивными кругами и притирка чугунными притирами плоских уплотнительных поверхностей корпусов, клиньев, дисковых задвижек, корпусов и золотников запорных клапанов (вентилей
ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ
исполнении для обработки задвижек и вентилей Шлифование клина задвижки при помощи станка SLIM 300 SLIM 600 Пример применения станка SLIM 600
XEBEC инструмент для притирки, шлифования и
18052018 xebec Разработка, изготовление и продажа новейших композитов Новейший керамический камень для удаления заусенцев Абразивный инструмент для притирки и шлифования
Станки переносные для шлифования и притирки ГАКС
НАЗНАЧЕНИЕ Шлифование абразивным инструментом и притирка чугунными притирами плоских уплотнительных поверхностей корпусов и золотников клапанов (вентилей) на месте их установки, без демонтажа их из трубопровода
Станки для шлифования для клапанов
ЦЕЛЬ Станки предназначены для шлифования и притирки плоских уплотнительных поверхностей корпусов и клиньев задвижек, корпусов и
Оборудование и оснастка для шлифования и
Оборудование для шлифования абразивными кругами и притирка чугунными притирами плоских уплотнительных поверхностей корпусов, клиньев, дисковых задвижек, корпусов и золотников запорных клапанов (вентилей
XEBEC инструмент для притирки, шлифования и
XEBEC Разработка, изготовление и продажа новейших композитов Новейший керамический камень для удаления заусенцев Абразивный инструмент для притирки и шлифования Не переламывается
Переносные устройства для шлифования и
1421 Переносные устройства для шлифования и притирки уплотнений задвижек 1422 Переносные устройства для шлифования и притирки уплотнений клапанов
Станки переносные для шлифования и притирки
Шлифование абразивным инструментом и притирка чугунными притирами плоских уплотнительных поверхностей корпусов и золотников клапанов (вентилей) на месте их установки, без демонтажа их из трубопровода
Станок для шлифования и притирки
Станок для шлифования и притирки трубопроводной арматуры ПКТБАСПШ Ремонт, шлифование и притирка арматуры Производство переносных устройств для шлифования и притирки трубопроводной
Станки для шлифования и притирки ТОО
Станки для шлифования и притирки уплотнительных поверхностей трубопроводной арматуры, СТ31 Подробнее Станки для шлифования и притирки, СТ33,СТ34 Подробнее Стол с регулируемым наклоном
Стенд для шлифования клапанов ГРМ
Пояснительная записка 21 лист описания и расчетов, спецификации Цена 1800 ru Tags: Стенд шлифования клапанов ГРМ Похожие материалы Разработка передвижного стенда для разборкисборки КПП
Какой круг для шлифовки клапанов
Для притирки клапанов применяют притирочные пасты на основе абразивных порошков и синтетических алмазов Например, микропорошок белого электрокорунда зернистостью М 20 или М14 (ГОСТ 364780), карбид бора М 40 (ГОСТ 574474)
Паста притирки клапанов в России Купить
Tiu — одна из крупнейших торговых площадок России Потребительские, промышленные и оптовые товары Все для вашего бизнеса, быта и отдыха! Специальные средства ABRO Паста для притирки клапанов ABRO 140г GP201
ПШ5 Станок для шлифования и притирки
ПРЕДНАЗНАЧЕН ДЛЯ: Шлифования и притирки уплотнительных поверхностей корпусов задвижек без удаления их из трубопровода Обработки корпусов и клиньев задвижек, обратных клапанов при изготовлении
седло клапана шлифовальныи станок
Станок для шлифовки и притирки запорных клапанов
отцентрировать на седло клапана. Кроме того, оно позволяет оператору прилагать требуемое давление при шлифовке, наклоняя станок к седлу клапана, и выводить станок обратно для
Кроме того, оно позволяет оператору прилагать требуемое давление при шлифовке, наклоняя станок к седлу клапана, и выводить станок обратно для
Устройство и работа станка для шлифования клапанов
Шлифовальный прецизионный станок serdi vvr120 для шлифовки фасок и торцев клапанов. . способная обрабатывать направляющую втулку и седло клапана за один проход. . сёдел клапанов Ф от 16 до 120 мм .
Станок для шлифования седла клапана T8560, Нескольких
Hold Auto является производителем станков для шлифования седла клапана T8560 в Китае. Станок для шлифования седла клапана T8560 специально разработан для ремонта и родила сиденье отверстие держателя двигателя клапан.
Станок для шлифования седла клапана, Авторемонтное
С другой стороны, tx90 является седло клапана шлифовальный станок с высокой точностью, и клапан руководство сверлильный станок особенно подходит для головки цилиндра с …
клапан шлифовальный станок
клапан притирки и шлифовальный станок belugum Клапан шлифовальный станок для продажи Станок для притирки седла клапана форсунки Bosch CR YouTube. 24 май 2013,Станок с электрическим приводом .
24 май 2013,Станок с электрическим приводом .
Какой круг для шлифовки клапанов
Восстановление клапана (фаски и торца) Фаску клапана и торец шлифуют на станке СШК-3 шлифовальным кругом ПП 125х10х32 24 А 40ПС2- СТ19К5А ГОСТ 2424-75, что обеспечивает шероховатость R a =0,63…0,16 мкм .
Китай Седло клапана станок TL120 – Купить Сверлильные
Китай Седло клапана станок TL120 – Найти цену и полную информацию о Сверлильные машины,седел клапанов и седел клапанов головки блока цилиндров и клапанов режущей машины,клапан перешлифовки машины товары от .
Обработка седел клапанов профильными резцами
Ручной станок для ремонта головки блока цилиндров . Изношенный режущий или шлифовальный инструмент. Заточка, которая на самом деле отнюдь не улучшает режущий инструмент. . Седло клапана .
Заготовки для седел клапанов ГБЦ из чугуна и
Шлифовальный станок sg150 shim; . Седло клапана и их заготовки из чугуна специального и композитной металлокерамики для мощных бензиновых и дизельных двигателей с …
St-99 Станок для перешлифовки клапанов
St-99 Станок для перешлифовки клапанов – востановления геометрии клапанов müteks makina, Україна, Київ. ST-99 Cтенд для безцентровой пере шлифоки клапанов Производитель Müteks Страна Турция (Полная копия станка Peg 2000 Rossi & Kramer Italy .
ST-99 Cтенд для безцентровой пере шлифоки клапанов Производитель Müteks Страна Турция (Полная копия станка Peg 2000 Rossi & Kramer Italy .
Устройство и работа станка для шлифования клапанов
Шлифовальный прецизионный станок serdi vvr120 для шлифовки фасок и торцев клапанов. . способная обрабатывать направляющую втулку и седло клапана за один проход. . сёдел клапанов Ф от 16 до 120 мм .
Станок для шлифования седла клапана T8560,
Hold Auto является производителем станков для шлифования седла клапана T8560 в Китае. Станок для шлифования седла клапана T8560 специально разработан для ремонта и родила сиденье отверстие держателя двигателя клапан.
Обработка седел клапанов профильными резцами
Ручной станок для ремонта головки блока цилиндров . Изношенный режущий или шлифовальный инструмент. Заточка, которая на самом деле отнюдь не улучшает режущий инструмент. . Седло клапана .
Какой круг для шлифовки клапанов
Восстановление клапана (фаски и торца) Фаску клапана и торец шлифуют на станке СШК-3 шлифовальным кругом ПП 125х10х32 24 А 40ПС2- СТ19К5А ГОСТ 2424-75, что обеспечивает шероховатость R a =0,63…0,16 мкм .
Заготовки для седел клапанов ГБЦ из чугуна и
Шлифовальный станок sg150 shim; . Седло клапана и их заготовки из чугуна специального и композитной металлокерамики для мощных бензиновых и дизельных двигателей с …
Авторская статья “Зачем обрабатывать седла клапанов?”
В этой статье мы расскажем, как и для чего обрабатывать седло клапана. Мы покажем все важные особенности, чтобы вы лучше поняли, почему этот процесс часто заканчивается неудачей.
Как снять седло клапана с головки цилиндров
Используйте шлифовальный станок и бит шлифовального станка, чтобы обработать старое седло, слегка просверлив его по седлу клапана, следя за тем, чтобы не перелезть через седло …
St-99 Станок для перешлифовки клапанов
St-99 Станок для перешлифовки клапанов – востановления геометрии клапанов müteks makina, Україна, Київ. ST-99 Cтенд для безцентровой пере шлифоки клапанов Производитель Müteks Страна Турция (Полная копия станка Peg 2000 Rossi & Kramer Italy .
Особенности восстановления клапана на станках Kwik
В техническом центре нашей компании при восстановлении клапанов, более трех лет использовали шлифовальный станок Serdi HVR-90, последние полтора года для этих целей служит Kwik-Way SVS II Deluxe. .
Китай Пневматический паровой регулирующий клапан
Модульная конструкция, двухстороннее седло клапана и герметичное соединение – все это значительно повышает степень уплотнения клапана и срок его службы, что облегчает ремонт и .
Как правильно прирезать седла клапанов
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов.
Китай Токарный Станок, Фрезерный Станок, и Другие
Китайские товары включают Токарный Станок, Фрезерный Станок, Сверлильный Станок и так далее, сделано в Китае Shanghai THL Machine Tool Co., Ltd. – Китайский производитель / поставщик на ru.Made-in-China.com
Каталог седло клапана всасывающего avs-5000 / 5000hd
В нашей компании представлено седло клапана всасывающего avs-5000 / 5000hd по самым доступным ценам, отвечающая самым современным требованиям
Как проверить состояние клапанов двигателя
Если высота выступания стержня клапана превышает допустимое значение более чем на 1,5 мм, следует заменить один из следующих элементов: клапан, седло клапана…
Регулирующий клапанс шлифовальным кругом
Запрос
Регулирующий клапансо шлифовальным кругом
Регулирующий клапан типа шлифовального круга может быть полностью открыт или полностью закрыт поворотом на 90 градусов, эффективно решая проблемы трудоемкого регулирования потока, блокировки диска клапана, неплотного закрытия, короткого срока службы и других недостатков, которые часто возникают в обычном регулирующем клапане с подъемной конструкцией штока с резьбой. Уплотняющие поверхности пары шлифовальных кругов плотно прилегают друг к другу, что позволяет выполнять работу легко и быстро, не вызывая вибрации и шума.
Уплотняющие поверхности пары шлифовальных кругов плотно прилегают друг к другу, что позволяет выполнять работу легко и быстро, не вызывая вибрации и шума.
- Стандарт: API, ASME, EN, ISO, JIS, DIN, BS, GB
- Материал: углеродистая сталь, нержавеющая сталь, легированная сталь и т. Д.
- Номинальный размер: NPS 1 “-NPS 12” (DN25-DN300)
- Давление: CL150-CL4500 (PN10-PN760)
- Диапазон температур: от -196 ° C до + 550 ° C
- Управление клапаном: ручное, коническое, пневматическое, электрическое, пневмогидравлическое, электрогидравлическое и т. Д.
Как надежный производитель систем на салазках для нефти и газа, ZJJLZK специализируется на разработке, производстве и поставке различных промышленных клапанов для управления потоком жидкости в системе трубопроводов, а также предоставляет решения на салазках для закачки воды и газа, учет расхода и очистка нефтесодержащих сточных вод. На протяжении многих лет компания ZJJLZK заслужила доверие наших клиентов благодаря нашему профессиональному опыту в проектировании и изготовлении изготовленных на заказ систем, устанавливаемых на салазках, таких как установка для измерения сырой нефти, установка для нагнетания воды, смонтированная на ней система очистки сточных вод и т. Д. стремимся поддерживать самые высокие стандарты качества регулирующих клапанов и оборудования, смонтированного на салазках, путем постоянного роста и совершенствования аспектов проектирования, разработки, производства, монтажа и обслуживания.
На протяжении многих лет компания ZJJLZK заслужила доверие наших клиентов благодаря нашему профессиональному опыту в проектировании и изготовлении изготовленных на заказ систем, устанавливаемых на салазках, таких как установка для измерения сырой нефти, установка для нагнетания воды, смонтированная на ней система очистки сточных вод и т. Д. стремимся поддерживать самые высокие стандарты качества регулирующих клапанов и оборудования, смонтированного на салазках, путем постоянного роста и совершенствования аспектов проектирования, разработки, производства, монтажа и обслуживания.
Автомобильные инструменты и расходные материалы Шлифовальный круг седла клапана Kwik-Way Диаметр 2 1/2 “7/16” Диаметр вала 30-градусные двигатели Прочие автомобильные инструменты и принадлежности
Автомобильные инструменты и материалы Шлифовальный круг седла клапана Kwik-Way Диаметр 2 1/2 дюйма 7/16 дюйма Моторы под углом 30 градусов Другие автомобильные инструменты и материалы Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма 30 Градус, 7/16 “оправка 30 градусов Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма, оправка 30 градусов Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, Угол седла – 30 градусов, Получите большую экономию, бесплатные подарки распространяются каждый день, найдите новейшие стили от великих брендов. .
.
, так что будут небольшие зазубрины края, шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, оправка 30 градусов. Угол сиденья – 30 градусов .. Состояние: Новое другое (см. Подробности) , Примечания продавца: «Новый старый сток. Камни в коробке были рыхлыми, но больших кусков не хватало ». , 。.
Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма оправка 30 градусов
Подробная информация о подлинном боковом уплотнении GM 10317910.Reliance * ЗАМЕНА оригинального оборудования * Тормозные диски * Керамические колодки C1460 ПЕРЕДНИЙ + ЗАДНИЙ КОМПЛЕКТ, 2006-2008 BMW E65 E66 730d 740i 740Li 735i 735Li кронштейн держателя лицензии на бампер. Для 2011 BMW 528i датчик кислорода ниже по потоку Bosch 95564DM, детали крышки топливного бака масляного газа для двигателя двигателя MITSUBISHI TL26 TL43 TL33 TL53 TU43. Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, 30 градусов , втулка рессоры, задняя AUTOZONE / DURALAST-РЕДКИЕ ЧАСТИ 35956. Стойка подвески-Excel-G передняя правая KYB 3340123, BMW Часть 11111262141 Цилиндр Уплотнительное кольцо 1, SUZUKI PE175 T / X 1980-1981 НАБОР ПЕРЕДНИХ И ЗАДНИХ СПИЦ 72 шт mi498 JAPAN, Redline 2.5-дюймовые шпильки карбюратора. Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, 30 градусов , 90919-02240 Подробная информация о катушке зажигания 4 шт. Для Toyota Vios Corolla Porte Platz 1NZ 2NZ.
Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, 30 градусов , втулка рессоры, задняя AUTOZONE / DURALAST-РЕДКИЕ ЧАСТИ 35956. Стойка подвески-Excel-G передняя правая KYB 3340123, BMW Часть 11111262141 Цилиндр Уплотнительное кольцо 1, SUZUKI PE175 T / X 1980-1981 НАБОР ПЕРЕДНИХ И ЗАДНИХ СПИЦ 72 шт mi498 JAPAN, Redline 2.5-дюймовые шпильки карбюратора. Шлифовальное колесо седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, 30 градусов , 90919-02240 Подробная информация о катушке зажигания 4 шт. Для Toyota Vios Corolla Porte Platz 1NZ 2NZ.
Шлифовальный круг седла клапана Kwik-Way диаметром 2 1/2 дюйма, диаметр 7/16 дюйма, оправка 30 градусов
Шлифовальный круг седла клапана Kwik-Way диаметром 2 1/2 дюйма 7/16 дюйма, оправка 30 градусов
Шлифовальный круг для седла диаметром 2 1/2 дюйма, диаметр 7/16 дюйма, ходовой клапан 30 градусов, Kwik-ходовой клапан, колесо 2 1/2 дюйма, диаметр 7/16 дюйма, оправка, 30 градусов, шлифовальный станок для седла клапана Kwik-Way, шлифовальный круг седла клапана Kwik-Way 2 1/2 “диаметр 7/16” беседка 30 градусов.
как заточить автоклапаны
Как измельчить Primogems в Genshin Impact
Oct 08, 2020 Как измельчить Primogems в Genshin Impact. Primogems – один из основных источников валюты в Genshin Impact, и их можно использовать для получения оружия, персонажей и другого ценного снаряжения.
Получить ценуBump Grind Auto Body
Эта организация не аккредитована BBB. Авторемонт в городе Гомер Глен, штат Иллинойс. Смотрите рейтинг BBB, отзывы, жалобы и т. Д.
Получить ценуTecomec
Tecomec S.r.l. является одной из самых авторитетных и специализированных компаний в мире по производству запчастей. Благодаря своей целенаправленной политике и постоянному развитию и совершенствованию Tecomec теперь признан лидером в трех различных областях.
Получить ценуВыбор подходящего абразива для шлифования сварных швов Артикул
13 октября 2015 г. Меньшее давление, необходимое для шлифования – снижает усталость. Замкнутые пространства, где поломка шлифовального круга может представлять большую опасность. Смешивание сварного шва с основным материалом без перешлифовки. Небольшие рабочие зоны, где предпочтительным инструментом является небольшая угловая шлифовальная машина. Лепестковые диски с абразивным покрытием. Сочетание срока службы продукта и скорости резки важно
Смешивание сварного шва с основным материалом без перешлифовки. Небольшие рабочие зоны, где предпочтительным инструментом является небольшая угловая шлифовальная машина. Лепестковые диски с абразивным покрытием. Сочетание срока службы продукта и скорости резки важно
Шлифование стекла без шлифовального станка для стекла
21 июня 2010 г. Шлифовальный камень или абразивный камень восходит к более ранним дням в истории резки стекла, но все еще имеет свою ценность при использовании в сочетании с хорошей техникой забивания и разбивания цельного стекла. В те времена, когда еще не было шлифовальных машин, эти камни были обязательными для хорошо оборудованных стекольщиков, и, проще говоря, они выполняли свою работу.
Получить ценуШлифовальный круг Dresser
Инструмент для правки оснащен шестью закаленными зубчатыми фрезами со звездообразными зубьями и двумя выступами для стабилизации инструмента для получения более ровной поверхности. Этот инструмент для правки шлифовальных кругов с прямой ручкой для надежного управления продлевает срок службы ваших шлифовальных кругов. Настоящие колеса для ровных поверхностей. Шесть сменных закаленных зубчатых фрез. Две защелки удерживают комод на инструменте
Настоящие колеса для ровных поверхностей. Шесть сменных закаленных зубчатых фрез. Две защелки удерживают комод на инструменте
3 простых способа остановить гидравлический удар
01 июня 2021 г. Главный клапан будет управляться либо задвижкой с колесом, либо шаровым клапаном с длинной прямой ручкой.Для задвижки поверните колесо по часовой стрелке до тех пор, пока вы больше не сможете вращаться. Для шарового крана поверните рычаг на 90 градусов по часовой стрелке. Обычно главный водяной клапан располагается на стене по периметру вашего дома, внутри.
Получить ценуКак шлифовать стекло с помощью Dremel
Шаг 4. Нанесите воду на поверхность стекла, которую хотите отшлифовать, и наденьте защитные очки. Продолжайте поливать водой во время шлифования, чтобы очистить и смазать шлифовальную коронку. Если начинает образовываться паста, используйте больше воды.
Получить ценуeHow
Узнайте, как делать практически все на eHow. Найдите советы экспертов, а также видеоролики и статьи, в том числе инструкции о том, как приготовить, приготовить, вырастить или сделать что угодно.
Домашняя смесь – Raptis Coffee
Это та же домашняя смесь, которую вы найдете в кофейном сервизе нашего ресторана. Это фаворит среди многих наших клиентов. Наша домашняя смесь – это особая смесь различных видов кофе из Центральной Америки, обжаренных на воздухе на нашей обжарке с псевдоожиженным слоем Sivetz.Мы упаковываем наш кофе в пакеты с односторонними воздушными клапанами
Получить ценуСвязаться с
12640 West 159th Street Homer Glen, Illinois 60491. 708-301-6262. infobumpandgrindautobody. Пн-Пт: 9:00 – 5:00
Get PriceЯ думаю, что автобои убили серию. Я не упал
17 сентября 2021 г. Авто-бой не уменьшил гринда, авто-битва – это гринд. Вот откуда моя самая большая проблема с Auto-Battle. Это не помогает с измельчением, это измельчение. Предполагается, что Auto-Battle – это что-то, что вы можете использовать, чтобы помочь с гриндом, например, если бы я искал комнату для обманщиков в Disgaea 5, это то, что я хотел бы
Получить ценуЛучшие настольные шлифовальные машины для мастерской (покупатель Направляющая
Проволочные колеса: Проволочные колеса, изготовленные как из стальной, так и из латунной щетины, предназначены для быстрого удаления жира и мусора с автомобильных клапанов и фитингов. Если вы найдете шлифовальный станок в мастерской механика, это
Если вы найдете шлифовальный станок в мастерской механика, это
Лучшие детали штока клапана шины для автомобилей, грузовиков, внедорожников
Штоки клапана шин поддерживают давление воздуха и позволяют накачивать или спускать шины. AutoZone предлагает лучшие штоки клапанов шин для легковых и грузовых автомобилей от таких брендов, как Slime и Xtraseal. Инструмент для стержня клапана упрощает установку нового стержня клапана на колесо. Для установки штока клапана на колесо с установленной шиной необходимо больше инструментов.
Получить ценуНа главную • Silver Seal Products Co
Silver Seal стремится к постоянному развитию для сегодняшних постоянно меняющихся конструкций двигателей, мы по-прежнему стремимся предоставлять детали двигателей и материалы для механических мастерских самого высокого качества в отрасли.Благодаря нашему главному предприятию в Трентоне, штат Мичиган, и более чем 20 заводским складам в США и Канаде, мы можем быстро и в тот же день предоставить
Получить ценуПригонка пропеллера на валу Фотогалерея от
Состав, который вы используете для этого Задача обычно называется компаундом для шлифования клапанов. Я использовал Clover Compound от Loctite, а также состав от Permatex, который доступен почти в любом NAPA Auto. Для этой задачи я предпочитаю шлифовальные пасты для клапанов с масляной смазкой, а не
Я использовал Clover Compound от Loctite, а также состав от Permatex, который доступен почти в любом NAPA Auto. Для этой задачи я предпочитаю шлифовальные пасты для клапанов с масляной смазкой, а не
[PAM] Path Auto Miner
19 декабря 2019 г. Я добавил все больше и больше функций, теперь это многофункциональный скрипт для разных типов задач.В настоящее время существует 4 различных режима скриптов: Режим добычи: полностью автоматизированная добыча Режим шлифования: полностью автоматизированная шлифовка
Получить ценуРаспределительный вал
Распределительный вал – это вращающийся объект, обычно сделанный из металла, который содержит заостренные кулачки, которые преобразуют вращательное движение в возвратно-поступательное. Распределительные валы используются в двигателях внутреннего сгорания (для управления впускными и выпускными клапанами), системах зажигания с механическим управлением и контроллерах скорости ранних электродвигателей. Распределительные валы в автомобилях изготавливаются из стали или чугуна и являются ключевым элементом. пример.Только на официальном сайте Hot Rod Magazine.
пример.Только на официальном сайте Hot Rod Magazine.
FFXIV: How to Level Grind and Take Fastest Way to
25 марта 2021 Обычный метод измельчения – Если у вас есть только несколько свободных часов каждый день, ежедневные / еженедельные бонусы игры могут принести вам много EXP быстро. Положитесь на прохождение подземелий Squadron и журнал охоты на
Получить ценуЧасто задаваемые вопросы о подписке
Нет проблем, мы можем помолоть ваши кофейные зерна для вас. После выбора подписки будет возможность помола.Хотя мы рекомендуем цельные зерна для оптимальной свежести, мы также предлагаем: Грубый помол: французский пресс, перколятор, химекс и т.д. Цена
Amazon: Lisle 19700 Держатель клапана: Automotive
Скрыть детали. Выбирайте товары для совместной покупки. Этот предмет: Держатель клапана Lisle 19700. 13,15 долларов США. В наличии. Доставка и продажа на Amazon. БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов США. Клещи BETOOLL HW0107 для уплотнения штока клапана. 6,99 долларов США.
6,99 долларов США.
Переточка распределительного вала
Переточка распределительного вала. Распредвалы контролируют открытие, закрытие, подъем и продолжительность работы клапанов. Это означает, что точность важна для мощности двигателя, подборщика и экономии топлива. Износ вашего распределительного вала вызовет чрезмерный шум клапанов, неровности двигателя на холостом ходу, недостаток мощности и неустойчивую работу. Максимальная мощность и другие преимущества двигателя зависят от
Получить цену[Bot] Orna RPG auto
14 июля 2021 г. [Bot] Бот для автоматического измельчения Orna RPG (Android) Если это ваш первый визит, обязательно ознакомьтесь с FAQ.Вы должны зарегистрироваться, прежде чем вы сможете оставлять сообщения. Почти вся реклама исчезает при входе в систему. Shout-Out swamer SwamerStore: единственный магазин blizzstore, чтобы править ими всеми;
Получить ценуПолная модель Восстановление двигателя с длинным блоком
Полная модель Восстановление с длинным блоком Наша модель Восстановление с длинным блоком включает в себя: разборку, обезжиривание, очистку и осмотр всех деталей, включая испытание магнитным потоком трещин коленчатого вала и блока Восстановление поверхности головки и поверхности коллектора Заточите коленчатый вал. Установка неэтилированных седел клапанов и новых направляющих клапанов. Новые клапаны, пружины, фиксаторы и
Установка неэтилированных седел клапанов и новых направляющих клапанов. Новые клапаны, пружины, фиксаторы и
Добавить способ полного отключения авто :: MIR4 Общие обсуждения
Уважаемый Wemade, разве вы не видите массовые провалы таких игр, как Aura Kingdom 2, Talion и V4 в глобальном масштабе? Людям не нужны автоквесты, автогринд, автобои на мировом рынке. Я знаю, что это просто способ развлечься, но, поступая так, вы теряете базу хардкорных игроков, которые будут более лояльны к вам, давая вам больше денег в долгосрочной перспективе.Почему вы не можете добавить возможность отключения авто, как другие
Получить ценуCOMP Cams
ЛУЧШИЕ ПРОДАВЦЫ. High Energy / Marine ™, 268H: Cam amp; Лифтеры $ 196,74; Присадка к маслу для обкатки двигателя (1 флакон) $ 10,97; Mutha Thumpr ™, 291T HR-7: Комплект распределительного вала 1 122,38 долл. США
High Energy / Marine ™, 268H: Cam amp; Лифтеры $ 196,74; Присадка к маслу для обкатки двигателя (1 флакон) $ 10,97; Mutha Thumpr ™, 291T HR-7: Комплект распределительного вала 1 122,38 долл. США
Как приготовить лучшую чашку кофе
16 мая 2017 г. Теперь, когда вы правильно отмерили нужное количество кофе, пора перемолоть зерна. Какой шлифовальный станок использовать. Узнай ЗДЕСЬ. Как помолоть кофе. Если у вас есть подходящее оборудование, помол кофе – это больше зависит от вашего предпочтительного метода заваривания.Грубый, средний и тонкий используются для различных методов пивоварения, чтобы добиться наилучшего вкуса.
Получить ценуКак заменить сломанную шпильку гайки с проушиной
28 июля 2021 г. Снимите большую гайку, затяните гайку с проушиной, и работа сделана. Очистите ротор средством для удаления тормозной пыли. В обратном порядке замените тормоз, колесо и шину, затянув гайки крепления в соответствии со спецификациями производителя. Сломанную шпильку необходимо удалить и заменить. Эта колесная шпилька сломалась пополам при обычном вращении шины.
Сломанную шпильку необходимо удалить и заменить. Эта колесная шпилька сломалась пополам при обычном вращении шины.
Как измельчить собственное мясо в кухонном комбайне
8 декабря 2010 г. Измельчите мясо партиями: поместите охлажденное лезвие в кухонный комбайн. Заполните кухонный комбайн кубиками мяса не более чем наполовину (оставшееся мясо оставьте в морозильной камере). Накройте и взбейте мясо 8-10 раз с импульсами в 1 секунду. Мясо должно выглядеть крупно измельченным и держаться вместе при защемлении.
Get PriceHome
Коммерческие пищевые отходы: экономическая и экологическая проблема Каждый мешок мусора, который мы бросаем в мусорное ведро, оказывает вихревое воздействие на некоторые из насущных проблем, с которыми сегодня сталкивается человечество: охрана окружающей среды, изменение климата, здоровье населения и энергия истощение ресурсов.
Получить цену
|
 08.2011, 15:39,
08.2011, 15:39,Desmond – Dressers для шлифовальных кругов
Инструменты высочайшего качества и с самым долгим сроком службы в отрасли
Desmond Diamond Dressers поставляются практически со всеми марками станков для заточки клапанов.Перья с хвостовиком без резьбы для клапанных шлифовальных машин указаны в разделе «Перья с прямым хвостовиком». (Доступны другие размеры)
| Марка шлифовального станка и номер детали производителя. | Длина комбинезон | Диаметр. | Thds. за дюйм | Инструмент Нет. |
|---|---|---|---|---|
| Black & Decker – 20157 | 2-1 / 2 “ | 3/8 дюйма | 24 | В-1 |
| Hall Mfg. Co. | 2-3 / 8 “ | 5/16 “ | 24 | В-2 |
| К.О. Ли Ко-А-269D | 2-3 / 8 “ | 5/16 “ | 18 | В-3 |
| Kwik-Way (Сидар-Рапидс) | 3-3 / 4 “ | 1/2 “ | 20 | В-4 |
| Black & Decker или Van Dorn | 1-3 / 4 “ | 3/8 дюйма | 24 | В-5 |
| Су (Альберт) – 1715 | 2-3 / 4 “ | 3/8 дюйма | 24 | В-5Л |
| U. |