Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, [email protected]
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
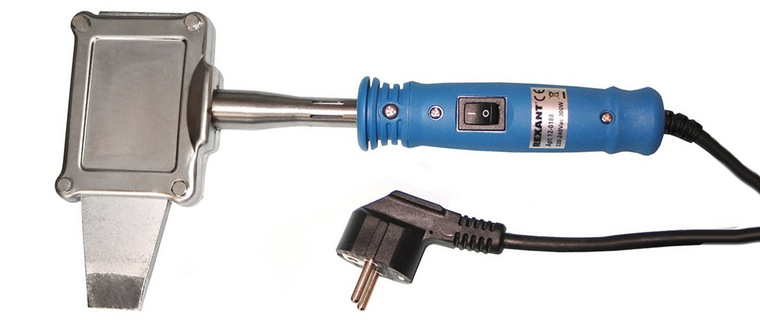
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
- Размером жала;
- Мощностью, потребляемой от электрической сети;
- Типом жала (прямое, изогнутое, круглое, овальное и т.
 д.) и его размером;
д.) и его размером; - Напряжением питания;
- Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
 д.) и его размером;
д.) и его размером;
Рис. 1 . Холодная пайка.
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов.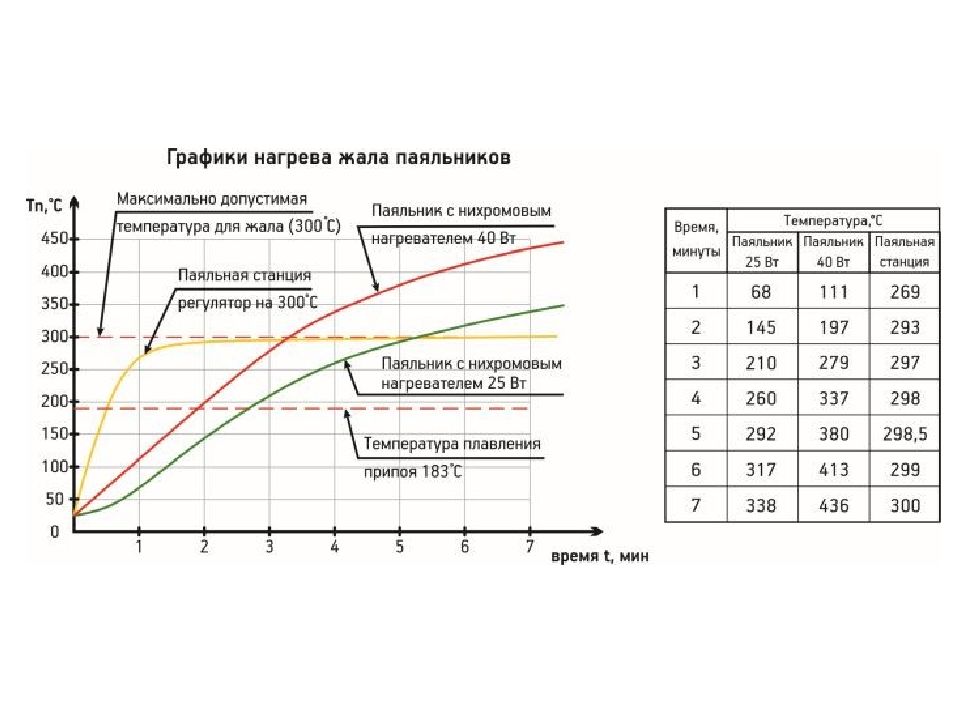
Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети.
Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно.
В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки.
Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
- Лучшая стабильность температуры жала паяльника;
- Более быстрый нагрев до заданной температуры;
- Улучшение динамики пайки;
- Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
- Применение мер против статического электричества;
- Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
– Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
– Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350
Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
Рис. 2. Устройство индукционного паяльника
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2).
Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов.
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• (55W – для универсального применения )
• INDUSTA HF5100 (100W – для профессионального использования)
• INDUSTA HF5150 (150W – для профессионального использования)
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3).
Температура легко устанавливается с помощью потенциометра.
Встроенный датчик температуры и керамический нагревательный элемент обеспечивают стабильную температуру, быстрое восстановление тепла и предотвращают перегрев деталей, подлежащих пайке. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
Рис. 3. Аналоговая паяльная станция Stannol Industa 550
Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции
Industa HF-5100 / HF-5150 – паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева.
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо – современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
максимальная и оптимальная для пайки оловом,
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться.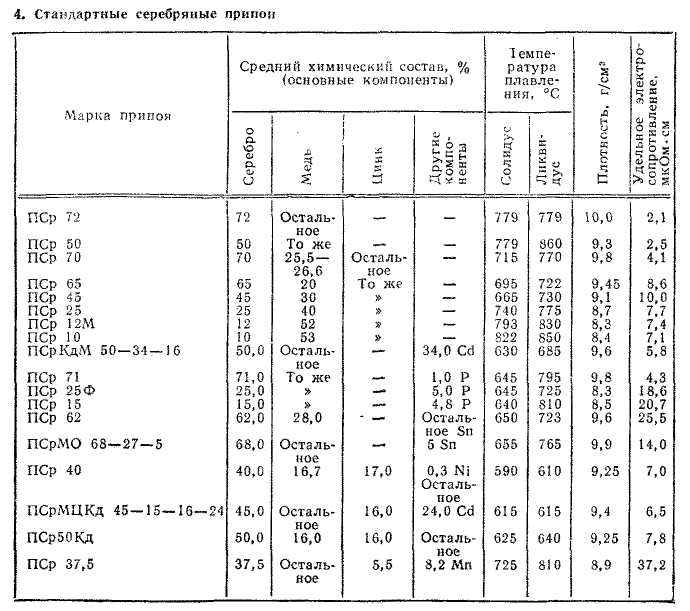 Оптимальными считаются значения от 250 до 300 градусов.
Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Припой ПСР используется во время пайки многими мастерамиПоказатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
| Разновидность припоя | Нагрев (градусы Цельсия) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗИ | 100 |
| ПОЗИ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Олово — припой, пользующийся популярностью среди любителей пайкиСтоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
| Название металла | Плавление (градусы Цельсия) |
| Олово | 232 |
| Вольфрам | 3400 |
| Германий | 930 |
| Дуралюмин | 650 |
| Железо | 1540 |
| Золото | 1065 |
| Иридий | 2400 |
| Калий | 65 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры.
 На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.Способы получения нужной температуры
Регулятор мощности позволяет настраивать температуруОчевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Многие паяльные станции оснащаются регуляторами мощностиНекоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным.
 Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температурыЧаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор.
 При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
Как определить, что чипы перегреваются при пайке
Во-первых, вы вряд ли разрушите свои детали, даже если будете держать утюг на контактах в течение длительного времени (более 5 секунд). Компоненты рассчитаны на то, чтобы выдерживать значительное количество тепла и время (иногда минуты) при массовом производстве. Тем не менее, наконечник утюга обычно горячее, чем температура, используемая в фабричном производстве, поэтому существует риск повреждения детали, если вы слишком долго держите на ней утюг. В некоторых спецификациях указаны ограничения на время пайки, но они обычно нацелены на температуры массового производства, а не на ручной паяльник.
В некоторых спецификациях указаны ограничения на время пайки, но они обычно нацелены на температуры массового производства, а не на ручной паяльник.
Я, как и многие здесь, ни разу не поджарил деталь от перегрева. Но если вы работаете с особенно чувствительной частью, есть несколько методов, которые вы можете использовать для снижения риска теплового повреждения (известно, что некоторые КМОП или полевые МОП-транзисторы легче повреждаются… Технология КМОП используется в некоторых цифровых логических схемах). ИС, например).
- Припаяйте чередующиеся контакты или дайте чипу время остыть между контактами
- Прикрепите теплоотвод между чипом и местом пайки, чтобы отводить тепло до того, как оно повредит деталь. Обратите внимание, что это может затруднить пайку, поскольку фактическое соединение будет сложнее нагреть.
- Используйте сокеты (как вы уже делаете).
- Используйте более низкую температуру (убедитесь, что жало находится в хорошем состоянии, а на наконечнике уже есть капля припоя, помогающая отводить тепло — «лужение» наконечника).

В общем, если вы потратите на косяк не более 2-3 секунд, то, вероятно, все будет в порядке. А для больших проводов, разъемов или заземляющих плоскостей вам, возможно, придется потратить гораздо больше времени на соединение, чтобы припой полностью впитался и соединился со всеми поверхностями. Для соединений с большим количеством металла старайтесь, чтобы время пайки не превышало 5-10 с.
Что касается температуры, если у вас есть утюг с регулируемой температурой, держитесь ниже 650°F для свинцового припоя и 750°F для бессвинцового. Иногда я устанавливаю температуру на 800°F для крупных компонентов или плоскостей заземления. Лучше сварить стык за 5-10 секунд при более высокой температуре, чем удерживать тепло гораздо дольше при более низкой температуре. Длительное время пайки дает теплу время для распространения на компоненты, где он может повредить их.
Как узнать, есть ли повреждения? Если компонент меняет цвет, это плохой знак. Если доска коричневеет или обугливается, это тоже плохо. К сожалению, реальность такова, что вы можете причинить скрытое повреждение компоненту, нагревая его слишком долго и слишком сильно. Например, чип может изначально работать, но рано выйти из строя, или некоторые его характеристики могут немного отличаться от их первоначальной конструкции.
К сожалению, реальность такова, что вы можете причинить скрытое повреждение компоненту, нагревая его слишком долго и слишком сильно. Например, чип может изначально работать, но рано выйти из строя, или некоторые его характеристики могут немного отличаться от их первоначальной конструкции.
На заметку: почему наконечник утюга горячее, чем температура, используемая в массовом производстве (и температура, указанная в спецификациях)? Во время массового производства вся плата обычно нагревается, поэтому печатная плата, микросхема и соединение имеют одинаковую температуру. Когда вы припаиваете вручную, печатная плата и микросхема намного холоднее, чем соединение, и постоянно отводят тепло от соединения. Ваше железо должно быть намного выше, чем температура плавления припоя, чтобы конкурировать с этими радиаторами.
pcb – Что такое температура пайки 100-контактного чипа STM32F303 IC?
спросил
Изменено 3 года, 2 месяца назад
Просмотрено 677 раз
\$\начало группы\$
Я хочу припаять 100-контактную микросхему STM32F303 на печатной плате. Какая рекомендуемая температура пайки? В даташите не нашел.
Какая рекомендуемая температура пайки? В даташите не нашел.
- печатная плата
- интегральная схема
- пайка
\$\конечная группа\$
2
\$\начало группы\$
Температура пайки (или тепловой профиль) в основном зависит от используемого припоя. В техническом описании чипа (и других компонентов) обычно указывается максимальная температура и максимальное время пайки.
Может варьироваться в зависимости от компонентов, таких как светодиоды, кристаллы и т. д…
Мой опыт работы с микроконтроллерами показывает, что встроенный кристалл срабатывает первым, если он перегревается.
- Бессвинцовый припой (который обычно используется в электронике) выдерживает температуру около 240-250°C
- Свинцовый припой плавится при температуре около 200°C.
Для НИОКР и переделки/ремонта я обычно использую специальный низкотемпературный припой с висмутом, который имеет температуру плавления около 130-160°C, это позволяет более «расслабиться» при выполнении работы и меньше беспокоиться о сгорании чипа.