Как правильно заточить жало паяльника для пайки деталей и микросхем
Постоянное использование паяльника приводит со временем к частичному или полному износу его основной рабочей части. Как заточить жало паяльника, которое подвергается разрушительному влиянию из-за необходимости постоянно раскаляться до высоких температур, а также в результате взаимодействия с частями химического состава припоя и спаиваемых материалов? Ведь все эти действия приводят к тому, что наконечник теряет свою изначальную форму, какой бы она ни была вначале: постепенно налипшие части металла и сплавов делают жало полукруглым. Это связано как с нерегулярными очистками, так и с другими факторами. Форма жала паяльника меняется и от излишне усердной зачистки, которая постепенно стачивает поверхность наконечника.
Насколько быстро потребуется заточка жала паяльника, зависит от материала, из которого оно сделано. Медь – стойкий к износу вариант, который лучше всего держит форму. Другие материалы оказываются не столь подходящими и требуют дополнительной обработки намного чаще. Необгораемые жала и вовсе нельзя затачивать, так как они попросту будут испорчены.
Необгораемые жала и вовсе нельзя затачивать, так как они попросту будут испорчены.
Необходимость обтачивания чаще всего касается самостоятельно изготовленного из медной проволоки жала. Подобные манипуляции могут потребоваться также, если заводская форма не подходит для дальнейшего использования. Третьей причиной являются загрязнение и затупление жала в результате различных работ.
Заточка жала паяльника
Инструменты для заточки жала паяльника
Разбираясь, как заточить жало паяльника, начните с инструментов, которые пригодятся для этой задачи. Среди основных:
- напильник;
- наждачная бумага;
- уголек или карандаш.
Напильники для заточки
Когда люди не знают, как правильно заточить жало паяльника, они часто думают, что это сложный процесс. На самом деле это не так, ведь основная трудность заключается не в наличии специальных инструментов или применении особых технологий, а в точности ручной работы. Минимального набора инструментов для этого достаточно.
Некоторые используют точильные станки и схожее оборудование для обточки, выбирая подходящий инструмент, в зависимости от того, каким должно быть жало паяльника. Все это лишь повышает точность и скорость обработки, тогда как сам принцип остается прежним.
Типы возможных форм жала
Перед тем как заточить жало паяльника для пайки, необходимо разобраться, для какого именно процесса спаивания будет применяться инструмент, и какая форма для этого окажется подходящей. К примеру, варианты, как заточить паяльник для пайки микросхем и проводов, могут сильно отличаться. На рынке встречаются различные готовые модели, но если приходится делать все самому, нужно планировать выбор заранее.
К основным формам относятся:
- Игла. Сложный в обработке вариант, но очень распространенный в использовании. Особенно часто он встречается в комплекте жал для паяльных станций. Его применяют для выпаивания небольших деталей из микросхем. У него небольшая теплоотдача, но для своих целей данная форма жала незаменима.

- Односторонний срез. Жало, на котором присутствует скос, является универсальной разновидностью, именно на него падает выбор большинства. Его относительно легко обточить, здесь не нужны особые умения. Используется оно для пайки радиодеталей и проводов. Жала с большим диаметром подходят для массивных компонентов.
- Клин. Данная разновидность представляет собой вариант с двусторонним срезом. По своему принципу работы она мало чем отличается от одностороннего среза, но это по большей части касается личных предпочтений. Чаще всего такие наконечники обладают большим диаметром. Сложностей с тем, как правильно заточить жало паяльника под конус, не возникает.
- Ножевидное. Это не самое удобное в использовании жало. Оно обладает достаточно специфической сферой применения. Пригодится для очищения поверхностей контактов. Для создания данного типа наконечник нужно сделать в виде лезвия ножа.
- П-образной формы. Разновидность используется для SMD-компонентов. Специфическая форма позволяет нагревать сразу два контакта, благодаря чему пайка сильно упрощается. Однако необходимо угадать с соответствием жала и размеров деталей, задействованных в работе.
- Тоннель. Применяется преимущественно для мощных моделей, от 100 Вт и больше. Также его используют в паяльных станциях. Самостоятельно изготовить такую форму достаточно сложно. Ее применяют для больших теплоемких процессов, таких как пайка меди и прочее.

 Однако необходимо угадать с соответствием жала и размеров деталей, задействованных в работе.
Однако необходимо угадать с соответствием жала и размеров деталей, задействованных в работе.Типы жал паяльника
Процесс заточки жала паяльника
Формы для различных операций могут сильно отличаться, но сам принцип процесса, как заточить жало паяльника для пайки микросхем или выпаивания, остается неизменным. В первую очередь берется обыкновенный паяльник, если требуется сложная форма, то их может быть несколько. Сначала стачивается все вручную на грубом предварительном этапе, используя крупнозернистую поверхность инструмента. Для более детальной проработки и придания гладкой поверхности следует дополнительно обработать все мелкозернистым паяльником.
В качестве альтернативы используется точильный станок. На нем все пройдет быстрее, но тут нужно обеспечить надежную фиксацию для жала, так как есть риск, что оно выскочит при контакте со станком.
На нем все пройдет быстрее, но тут нужно обеспечить надежную фиксацию для жала, так как есть риск, что оно выскочит при контакте со станком.
На дальнейшем этапе поверхность обрабатывается наждачной бумагой. Она не должна быть идеально ровной, так как тогда могут возникнуть проблемы с лужением. Главное, чтобы не было серьезных деформированных мест, которые бы бросались в глаза и мешали дальнейшей работе.
На последнем этапе поверхность стоит обработать углем или карандашом. Это противодействует выгоранию, так как она будет защищена дополнительным слоем.
Заключение
Есть много форм для жала паяльников, но принцип операций, как заточить паяльник для пайки мелких деталей и крупных компонентов, будет очень схожим. Главное – выбрать подходящую форму и потренироваться с обточкой, что поможет в дальнейшем делать все намного проще и быстрее.
подготовка и уход за паяльником.
 Проверенный способ и профилактика
Проверенный способ и профилактика Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.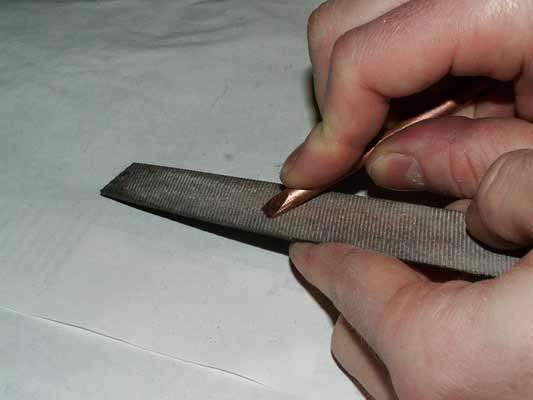
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро.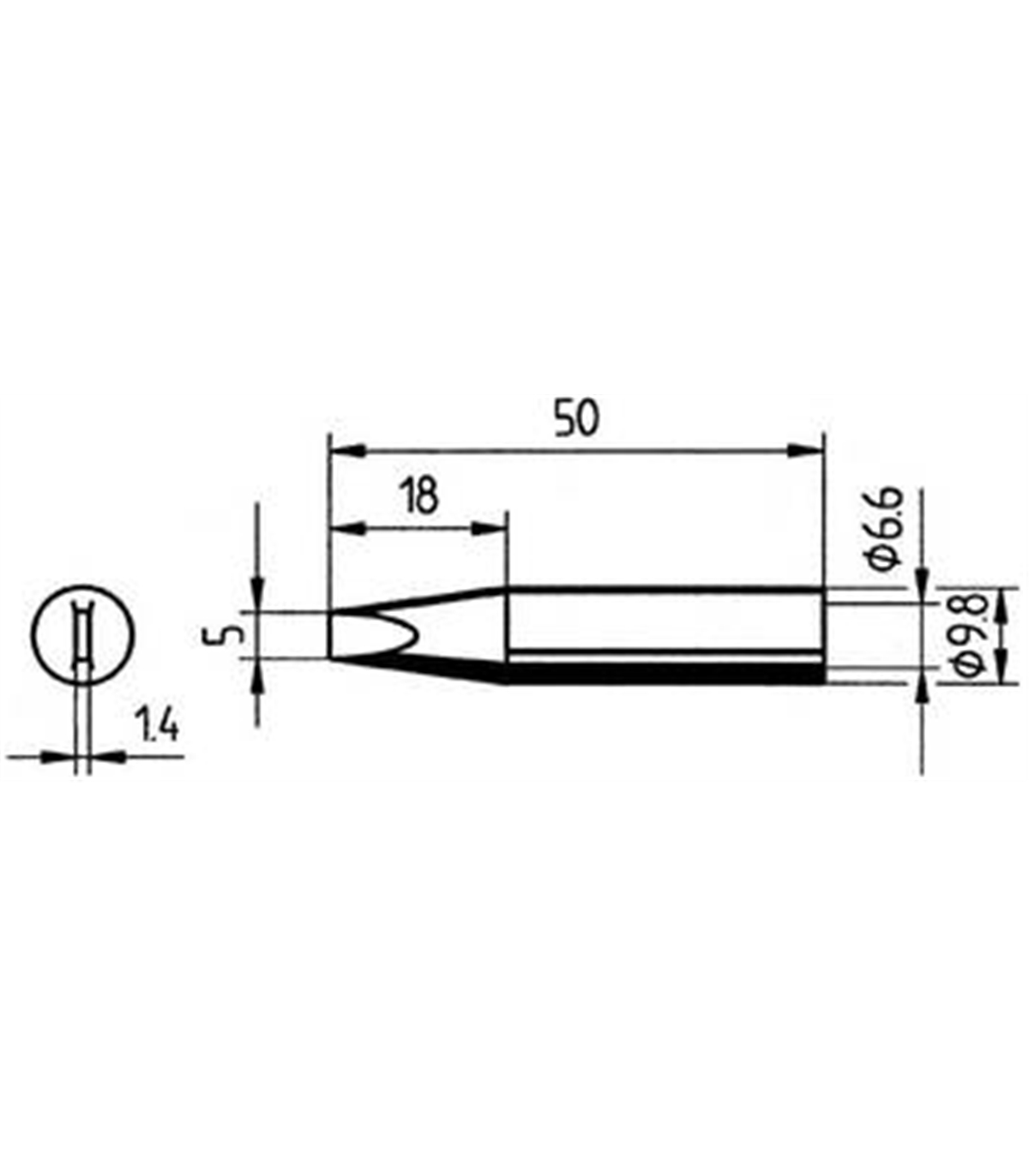 Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника.
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Если на эту страничку попали те, кто уже умеет правильно паять , то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией , подойдут сменные жала 900М из меди . Они также требуют подготовки перед работой.
Все сталкивались с проблемой при пайке. Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
В большинстве паяльников при изготовлении используют жала из меди или стальной стержень. Прежде чем приступить к работе паяльником, жалу нужно будет придать нужную форму и правильно обработать. Залуживание поможет настроить прибор для качественной и продуктивной работы. Многие производят обработку обычным напильником либо в процессе ковки. Это позволяет сделать прочнее и избежать быстрого износа при пайке. Особенности инструментов
В эксплуатации лучше всего служат паяльники, стержень которых закрепляется винтом. Это позволяет менять его, вытаскивать и производить необходимую обработку. Главное — следить, чтобы винт не прикипел, тогда его замена станет невозможной. Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съёмный стержень. Для начала работы новое жало нужно облудить и придать ему нужную форму. Для того чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть наконечник и расплавить жалом канифоль. После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
Для начала работы новое жало нужно облудить и придать ему нужную форму. Для того чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть наконечник и расплавить жалом канифоль. После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
- Заточить жало паяльника напильником под углом в 45 градусов. Должна получиться форма клина. Но можно придать форму, нужную для пайки конкретных изделий.
- Край должен быть тонким и немного тупым.
- Если жало паяльника не лудится, паяльник с медным жалом желательно почистить шкуркой, чтобы снять окисленный слой патины.
- Можно придать жалу форму лопатки методом ковки.
- Очистить .
- После заточки стержень нужно установить и сразу же залудить, иначе он снова окислится.
Паяльника с медным жалом
После продолжительной работы инструментом заточку и лужение необходимо будет повторять.
При перегреве на стержне могут образоваться окалины. Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша. Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша. Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Необгораемого наконечника
Существует рабочая часть, которая покрыта необгораемым составом. Эти жала нужно обрабатывать очень аккуратно. Хорошо подойдет мокрая ткань или губка для мытья посуды.
Почему нельзя использовать напильник? Потому что при агрессивном воздействии снимется необгораемый состав, и острие будет дымиться, а олово липнуть. Без механического воздействия срок службы будет дольше. Чтобы облудить острие такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть острием стержня о деревянный брусочек. После чего протереть его влажной тканью, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тканью жальце — и можно приступать к работе.
После чего протереть его влажной тканью, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тканью жальце — и можно приступать к работе.
Лужение позволяет защитить поверхность металла от коррозии. Если новый стержень не лудится, нужно очистить его от загрязнений и смазки. Для этого разогреваем стержень и наносим на него пасту флюса, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Из-за перегрева на стержне появляются раковины, они повреждают медный наконечник и его приходится снова лудить. Для избежания этих неприятностей очищайте после работы остатки олова и канифоли. Протирайте тканью или бумагой все рабочие части инструмента. Своевременная очистка поможет продлить срок службы паяльника.
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
 Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.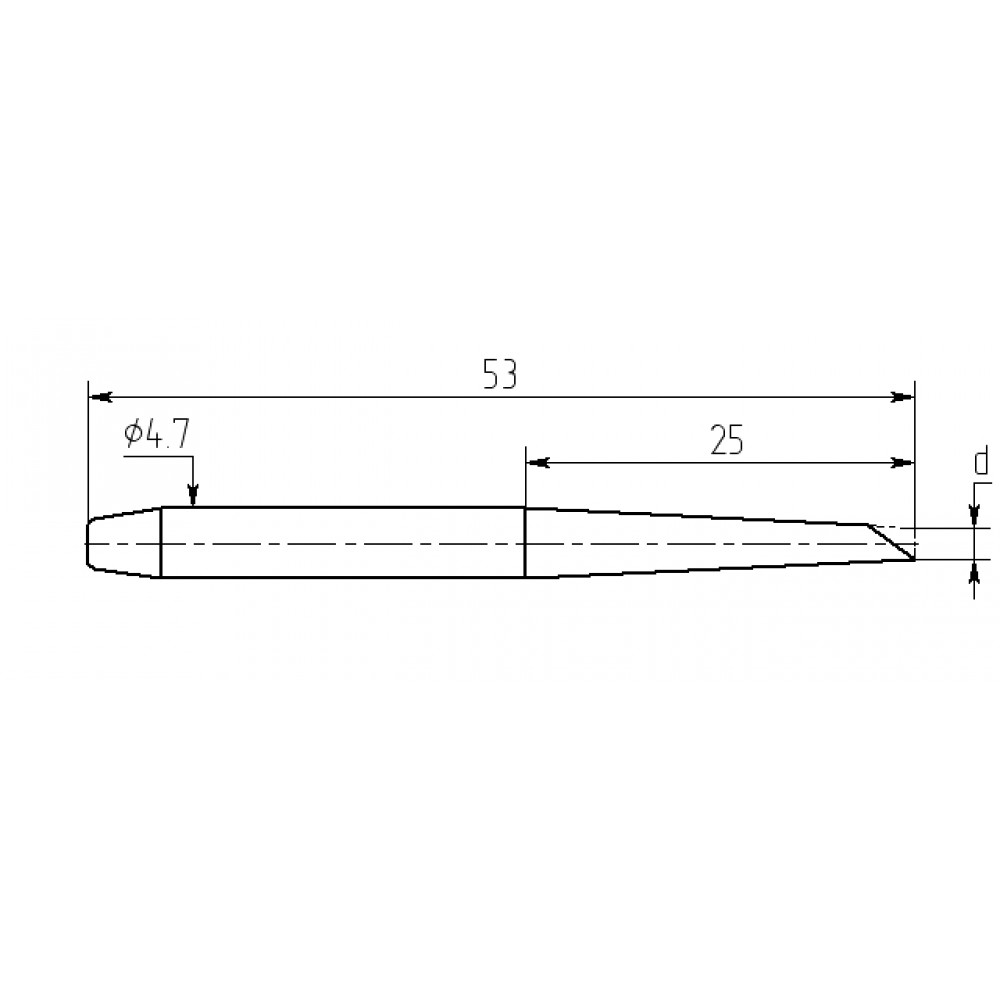
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно выбранной температуры, состава припоя, флюса и состояния жала. Деталь паяльника, непосредственно находящаяся в зоне пайки, может быть выполнена из керамики или меди.
Традиционный материал – безусловно, медь, благодаря ее отменной теплопроводности. И адгезия у нее хорошая. Однако это металл нестойкий, и быстро изнашивается – проще говоря, выгорает или растворяется в припое. Поэтому медные жала часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно старой школы) предпочитают работать с чистой медью. Однако у такого наконечника есть серьезный недостаток – разогретая медь моментально покрывается окислом. Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Казалось бы, при первом включении покрыл жало оловом, и работай. Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Важно! Никогда не пытайтесь чистить абразивным материалом керамические наконечники и жала с покрытием.
В первом случае вы расколете материал, во втором – превратите дорогостоящий аксессуар в простой медный пруток.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.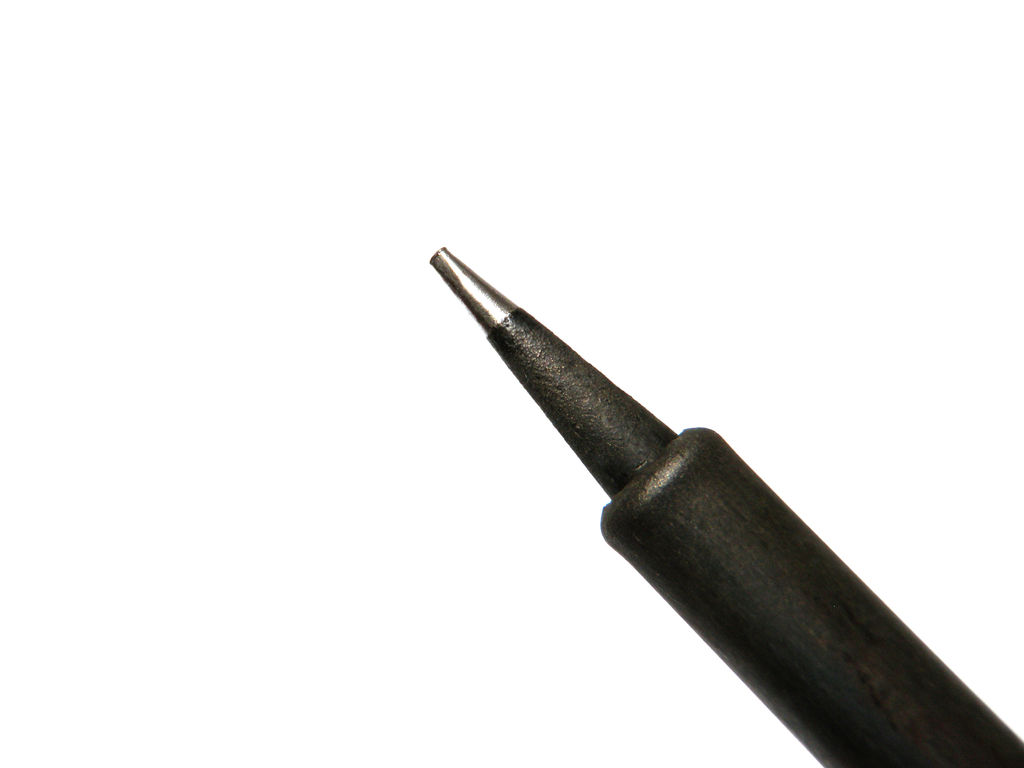
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется.
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.
подготовка и уход за паяльником Как лучше облудить паяльник
Все сталкивались с проблемой при пайке. Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
В большинстве паяльников при изготовлении используют жала из меди или стальной стержень. Прежде чем приступить к работе паяльником, жалу нужно будет придать нужную форму и правильно обработать. Залуживание поможет настроить прибор для качественной и продуктивной работы. Многие производят обработку обычным напильником либо в процессе ковки. Это позволяет сделать прочнее и избежать быстрого износа при пайке. Особенности инструментов
В эксплуатации лучше всего служат паяльники, стержень которых закрепляется винтом. Это позволяет менять его, вытаскивать и производить необходимую обработку. Главное — следить, чтобы винт не прикипел, тогда его замена станет невозможной. Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съёмный стержень. Для начала работы новое жало нужно облудить и придать ему нужную форму. Для того чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть наконечник и расплавить жалом канифоль. После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
- Заточить жало паяльника напильником под углом в 45 градусов. Должна получиться форма клина. Но можно придать форму, нужную для пайки конкретных изделий.
- Край должен быть тонким и немного тупым.
- Если жало паяльника не лудится, паяльник с медным жалом желательно почистить шкуркой, чтобы снять окисленный слой патины.
- Можно придать жалу форму лопатки методом ковки.
- Очистить .
- После заточки стержень нужно установить и сразу же залудить, иначе он снова окислится.
Паяльника с медным жалом
После продолжительной работы инструментом заточку и лужение необходимо будет повторять.
При перегреве на стержне могут образоваться окалины. Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша. Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Необгораемого наконечника
Существует рабочая часть, которая покрыта необгораемым составом. Эти жала нужно обрабатывать очень аккуратно. Хорошо подойдет мокрая ткань или губка для мытья посуды.
Почему нельзя использовать напильник? Потому что при агрессивном воздействии снимется необгораемый состав, и острие будет дымиться, а олово липнуть. Без механического воздействия срок службы будет дольше. Чтобы облудить острие такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть острием стержня о деревянный брусочек. После чего протереть его влажной тканью, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тканью жальце — и можно приступать к работе.
После лужения остается протереть тканью жальце — и можно приступать к работе.
Лужение позволяет защитить поверхность металла от коррозии. Если новый стержень не лудится, нужно очистить его от загрязнений и смазки. Для этого разогреваем стержень и наносим на него пасту флюса, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Из-за перегрева на стержне появляются раковины, они повреждают медный наконечник и его приходится снова лудить. Для избежания этих неприятностей очищайте после работы остатки олова и канифоли. Протирайте тканью или бумагой все рабочие части инструмента. Своевременная очистка поможет продлить срок службы паяльника.
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно выбранной температуры, состава припоя, флюса и состояния жала. Деталь паяльника, непосредственно находящаяся в зоне пайки, может быть выполнена из керамики или меди.
Традиционный материал – безусловно, медь, благодаря ее отменной теплопроводности. И адгезия у нее хорошая. Однако это металл нестойкий, и быстро изнашивается – проще говоря, выгорает или растворяется в припое. Поэтому медные жала часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно старой школы) предпочитают работать с чистой медью. Однако у такого наконечника есть серьезный недостаток – разогретая медь моментально покрывается окислом. Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Казалось бы, при первом включении покрыл жало оловом, и работай. Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Важно! Никогда не пытайтесь чистить абразивным материалом керамические наконечники и жала с покрытием.
В первом случае вы расколете материал, во втором – превратите дорогостоящий аксессуар в простой медный пруток.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется.
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.
Многие отечественные паяльники производятся с медным жалом. Например, ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой “как залудить жало паяльника” следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим – обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина – это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс – металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Как залудить жало
Залудить жало – означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: “Как залудить жало паяльника, если его нельзя зачищать обычным способом?” Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток – способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы – это преимущество никелевого покрытия. Недостаток – слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток – горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации – наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало – вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием – она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния – так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится – покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом – паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник – так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Рекомендуем также
Как залудить жало паяльника, чтобы он паял правильно?
Многие отечественные паяльники производятся с медным жалом. Например, паяльники типа ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой “как залудить жало паяльника” следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим – обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или паяльный фен. При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина – это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс – металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Залудить жало – означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: “Как залудить жало паяльника, если его нельзя зачищать обычным способом?” Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Подготовка паяльника к пайке – Морской флот
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Как залудить жало паяльника правильно
Как залудить паяльник с медным жалом
В большинстве жало паяльника делают из меди. Однако медь окисляется на воздухе. При высокой температуре процесс окисления значительно увеличивается. Плёнка окислов меди обладает плохой теплопроводностью, и припой плохо прилипает к окиси меди, что затрудняет процесс пайки.
Перед тем как залудить жало паяльника, нужно механическим способом снять окись меди. После снятия окиси меди тут же начинают процесс лужения жала паяльника, не дожидаясь окисления меди. Также, если у вас новый паяльник нужно заточить жало стержня под ваши нужды.
Форма жала паяльника может быть скошена с двух сторон до толщины торца в 1 мм. Медное жало может быть также сточено под 45° или другим углом, более удобным для ваших работ. Форму жала выпиливают буквой П, для удобного демонтажа SMD резисторов или конденсаторов. Иногда жало сгибают на 135°, всё зависит от вида работ и удобства при пайке.
Некоторые паяльники снабжаются коническим, несгораемым жалом. Такое жало предназначено для пайки мелких SMD компонентов. Для пайки более крупных радиодеталей, пайки проводов и других элементов такая форма непригодна. Иногда жало покрывают слоем никеля.
Различные формы жала паяльникаНикель меньше подвержен окислению чем медь, но обладает плохой прилипаемостью припоя (адгезия), то есть плохо удерживает припой. Поэтому при пайке таким жалом припой подносят руками к месту соединения элементов. Тонкое покрытие медного жала серебром также удлиняет срок его службы.
Серебро обладает хорошей адгезией, но стоимость паяльника с таким покрытием высока, и со временем серебро растворяется в припое и оголяет медь. В процессе пайки выгорает и окисляется не только жало паяльника, но и весь стержень прочно пригорает к паяльнику.
Снять пригоревший медный стержень проблематично, но необходимо, перед тем как залудить жало паяльника. Потому что окалина на стержне имеет низкую теплопроводность и понижает температуру паяльника. Повышая температуру такого паяльника регулятором температуры, процесс окисления меди значительно увеличивается.
Снимают пригоревший стержень медленным прокручиванием плоскогубцами. Сам паяльник крепят в тисках через деревяшки. Прокручивание стержня чередуют легким постукиванием, для снятия окалины. Такой процесс может занять достаточно много времени. Сильно пригоревший стержень можно смочить водой.
В район прилегания стержня к нагревателю, заливают воду из шприца 1 – 2 кубика (подбирается опытным путем) в разогретый, но выключенный паяльник. После впрыскивания воды стержень прокручивают пассатижами. Этот процесс повторяется несколько раз, пока не снимется стержень паяльника.
После такой процедуры важно проверить сопротивление изоляции паяльника. Сопротивление изоляции проверяют мультиметром в режиме Мом, которое должно соответствовать 1-10 Мом. Замеряют сопротивление изоляции между вилкой электрического шнура корпусом и жалом паяльника. Перед тем как залудить жало паяльника мелким напильником выбирают все неровности рабочей части жала.
Включают паяльник и ждут, пока он не нагреется. В процессе нагрева медного стержня уже появилась окись меди. Поэтому рабочую поверхность горячего жала шлифуют нулевкой, вытирают влажной чистой тряпкой и сразу окунают в канифоль с припоем на деревянной дощечке.
Движениями вперед – назад залуживают жало паяльника. Залуженная рабочая поверхность стержня должна быть ровно покрыта припоем. При неравномерном покрытии рабочей области припоем, процесс лужения повторяют.
Как правильно залудить жало нового паяльника
Если вы приобрели новый паяльник, с которого можно снять медный стержень без труда, неплохо сделать небольшую доработку, значительно увеличивающую срок его службы. Сама медь является мягким металлом, и ее структура способствует быстрому окислению.
Однако если отковать жало и весь медный стержень, то структура металла значительно уплотняется. Такой стержень будет меньше подвергаться окислению и выгоранию. При хорошей ковке срок службы медного стержня можно увеличить в 30 раз. Вы навсегда забудете о замене стержня паяльника.
Самодельный регулятор температуры паяльникаКовку стержня ведут по всей его поверхности небольшим молоточком. Вначале ковки удары молоточком более сильные, а затем сила ударов снижается. В конце ковки, не сильными ударами сглаживают неровности до первоначального вида. Форму жала также делают ковкой, доводя ее почти до идеального вида.
Ровную рабочую поверхность доводят нулевкой. Вставляют кованый стержень в паяльник, разогревают его до рабочей температуры, опять же рабочую поверхность шлифуют нулевкой, вытирают влажной тряпкой и обслуживают в канифоли с припоем. Обычно температура паяльника не превышает 250° С.
При увеличении температуры, жало паяльника окисляется сильнее, и пайки получаются не качественными. Поэтому желательно иметь регулятор температуры жала паяльника, хотя бы простейший. На худой конец можно использовать диод Д226 (для паяльника 60 Вт).
Приспособление от перегрева паяльника на диодеДиод подключается таким образом, чтобы вес паяльника, лежащего на держателе, через микропереключатель, отключал сеть и подключал ее через диод. Пониженное напряжение не перегреет паяльник при перерывах в работе. Несгораемое коническое жало залуживают как и обычное, но перед этим протирают его влажной тряпкой на разогретом паяльнике и облуживают остриё стержня. Несгораемое жало не терпит механических повреждений, поэтому с ним нужно обращаться бережно.
Как подготовить паяльник для пайки мягким припоем
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Восстановление мертвого не луженого паяльного жала
Я видел несколько сообщений по этой определенной теме, но, используя все эти сообщения подтвердил ответ , результаты никогда не были значительными, долгосрочными или даже отдаленно приносящими результаты.
У меня есть паяльник Wellers средней мощности, и я использую его в основном для ДСП. Теперь, прежде чем вы скажете мне, что я должен научиться паять, прежде чем делать чипы, я лучше изучу что-то вроде производства электроники, одновременно изучая пайку.С учетом всего этого, ниже представлен весь комплект для пайки. Да, я использую алюминий, но алюминий отлично подходит для мелких чипов.
Набор для пайки
Как видите, наконечник, который я использую для пайки таких вещей, как конденсаторы, переключатели и резисторы, очень мал. Пайка, которую я здесь использую (если это важно), представляет собой «припой с сердечником из тонкой элетрической канифоли».
Настоящий виновник – жала паяльника.Единственная причина, по которой я не понимаю, как их исправить, заключается в том, что я хочу сказать, что черный материал, который вы видите на кончике конуса, – это нагар. Я также слышал, что металл, используемый в жалах паяльников, склонен к окислению. Теперь смущало то, что этот утюг у меня был всего неделю. В то время как у моего папы НИКОГДА не залуживал его паяльник, и спустя почти десять лет он все еще работает, как если бы он был совершенно новым.
Сначала я подумал, что мне просто нужно просто взять шлифовальный блок и отшлифовать странную деформацию, созданную моим утюгом, но это не сработало.Я попробовал залудить утюг, но флюс не прилипал. Итак, я расплавил лужу паяльного флюса, думая, что он прилипнет, и погрузил свой паяльный наконечник в ванну с расплавленным флюсом, но безрезультатно. Наконец, я несколько раз попытался стереть его, повторно нанеся на него флюс, и все получилось так, как сейчас. Что еще хуже, теперь, когда я прикладываю паяльный стержень к кончику паяльника, он его даже не плавит.
Под вопросом жалюзи
Я могу вернуть его, но он имеет для меня сентиментальную ценность, особенно потому, что это было первое, чем я паял, и, на мой взгляд, за это стоит держаться, поэтому я лучше постараюсь сохранить ядра и выучить что-то из этого, чем вернуть его и ничему не научиться.
подготовка и уход за паяльником. Проверенный метод и профилактика
Пайка – это физико-химический процесс образования соединения между частями, когда припой взаимодействует с паяемым металлом. В отличие от сварки рабочие поверхности не оплавляются, а смачиваются припоем.
Как выглядит простой паяльник
Непременным условием проведения процесса пайки является плавление припоя и смачивание им поверхности рабочего инструмента.Со временем жало паяльника чернеет и перестает работать. Поэтому нужно знать, как его восстановить – как правильно залудить жало паяльника. На фото ниже показана окисленная поверхность инструмента, покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытый припоем – луженый
В первом случае не стоит даже пытаться паять, так как оксиды мешают припою удерживаться на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало будет покрыто слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Паяльные материалы
Для пайки используется припой – материал, который служит для соединения металлических поверхностей и имеет более низкую температуру плавления, чем материалы соединяемых деталей.
Припой состоит из различных сплавов, в том числе олова, свинца, меди, никеля и кадмия. Изготавливается в основном в виде стержней и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен иметь свойство смачивать основание. В этом случае он диффундирует в основной металл и растворяется в припое, образуя после затвердевания промежуточный слой, соединяющий детали как единое целое.
Для паяльников используются мягкие припои с температурой плавления от 191 0 C до 280 0 C.Их основные компоненты – олово и свинец в разном соотношении.
Необходимо удалить оксиды с поверхности соединяемых металлов для пайки. Для этого используются флюсы. Кроме того, они способствуют лучшему распределению припоя и защищают поверхности от внешней среды.
Флюс применяется в твердом, жидком и пастообразном виде. Он может находиться внутри трубки для припоя.
В качестве флюса используются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соль;
- глицерин;
- аммиак.
Обычные флюсы для пайки в твердой, жидкой и пастообразной форме
Флюсы должны иметь низкий ток утечки и не вызывать коррозию.
Принцип и процесс пайки
Пайка осуществляется захватом припоя и флюса наконечником паяльника, помещением их между соединяемыми деталями и последующим нагревом контактирующих поверхностей до тех пор, пока они не смачиваются припоем, который впоследствии затвердевает, образуя соединение . Для этого прекратите нагрев.
Заточка паяльника
Перед работой жало паяльника затачивается напильником под углом 30-40 0.Кромка делается слегка тупой, шириной 1 мм.
Если наконечник новый, на нем уже есть заточка. Здесь остается только обработать жало мелкозернистой наждачной бумагой, напильником или напильником для удаления патины – зеленоватого оксида меди.
Магазинная заточка многим не подходит, так как паять ею не всегда получается. Поэтому желательно вынуть медный наконечник из корпуса и выковать рабочую часть в виде вогнутой лопатки.
Такая холодная обработка более эффективна, чем заточка, так как металлическая конструкция уплотнена, а острие менее подвержено коррозии.Небольшая шлифовка напильником на завершающем этапе необходима для придания рабочей части паяльника законченного вида.
Как залудить жало?
После заточки наконечник следует обработать тонким слоем припоя. Для этого включают электрический паяльник, и медный стержень нагревается, пока не приобретет красновато-оранжевый оттенок.
Долго ждать не надо, иначе стержень сгорит. После прогрева все жало погружается в канифоль, а затем расплавляется кусок припоя и покрывается им вся рабочая поверхность.
Если протереть жало о деревянную поверхность, припой лучше покроет рабочую зону паяльника.
Слой припоя на наконечнике должен быть ровным. Если поверхность покрыта частично, процесс повторяется. Как только паяльник готов к работе, его можно использовать для пайки изделий.
Как залудить негорючее жало?
В некоторых паяльниках рабочая часть покрыта специальным защитным составом. Слой достаточно тонкий и не поддается очистке.Для этого используется специальная губка. В противном случае подойдет обычная ткань, смоченная водой или глицерином. Можно использовать губку для мытья посуды.
Специальные очистители наконечников выпускаются в виде шарика из стружки цветных металлов, в который погружается наконечник. В этом случае оксиды остаются внутри. Затем их можно вылить.
Механическое напряжение сокращает срок службы защитного слоя. При пайке не рекомендуется царапать плату или стучать по металлическим поверхностям.
Негорючий слой окисляется достаточно быстро. Для увеличения срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Нормальной считается температура, когда дым от канифоли идет тонкой струйкой, а не облаком с брызгами. В этом случае пайка получается с четкими границами и характерным блеском. Если поверхность припоя тусклая и имеет низкую механическую прочность, температуру нагрева следует увеличить.
Для облучения жала паяльника с покрытием нужно положить кусок припоя в расплавленную канифоль. Паяльник нагревается и нужно шарить концом по мокрой тряпке, удаляя оксиды со всех сторон. Затем наконечник опускают в канифоль под кусок припоя. При этом удаляются остатки оксидов, а припой плавится и частично остается на наконечнике.
После лужения жало снова протирают тряпкой и паяльник готов к работе. Важно не перегревать его выше 300 0 С, иначе все придется повторять сначала.
Перегрев видно по кипению и разбрызгиванию канифоли при опускании в нее жала паяльника.
Набор сменных негорючих наконечников, используемых на паяльной станции
Стандартный наконечник типа «игла» имеет низкую теплопроводность, и им удобно паять только миниатюрные элементы. Паять им радиодетали довольно сложно.
Более удобные ножи типа «конический цилиндр». Для пайки желательно иметь в комплекте 3 однотипных жала диаметром 1, 2 и 3 мм.
Лезвие 5 мм имеет приличную мощность и может использоваться для пайки как тонких деталей, так и массивных при правильном вращении ножа. Точно так же можно использовать классический клиновой наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может нагреваться выше 300 0 С, что приводит к его возгоранию. Если невозможно измерить температуру жала, перегрев можно увидеть по кипячению и разбрызгиванию канифоли.
Снизить температуру паяльника можно с помощью регулятора мощности – диммера.Здесь можно выбрать обычный прибор для управления яркостью лампы накаливания. Важно, чтобы он подходил по мощности.
Тиристорный регулятор на микросхеме Кр1182ПМ2 можно собрать своими руками, что позволяет управлять устройствами мощностью до 150 Вт.
Регулятор мощности своими руками на базе микросхемы
Показана лампа HL1 как груз. Вместо этого можно подключить паяльник, который является активной нагрузкой.Мощность регулируется переменным резистором R1.
Диммеры обеспечивают плавное включение и выключение нагрузки. Для паяльника это не требуется и можно обойтись без более простого устройства.
Схема простого тиристорного регулятора
Положительный полупериод не контролируется и проходит через диод VD1. Регулирование осуществляется только через отрицательный полупериод за счет управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные юстировочные устройства встроены в ручку паяльника. Лучшие способы поддержания оптимальной температуры пайки используются на паяльных станциях, где режим может быть ручным или автоматическим.
Обычная паяльная станция «Веллер»
Для домашней сети со стабильным питающим напряжением достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника неравномерный. При выгорании на поверхности наконечника появляются неровности.Время от времени его нужно затачивать и лужить.
При нагревании медь растворяется в припое, и длительный нагрев без использования приводит к образованию оксидного слоя. Поэтому рекомендуется во время пауз выключать паяльник или снижать его температуру.
Крепление жала паяльника
Наличие съемного жала позволяет его снимать и затачивать. Но во многих конструкциях требуется дополнительная фиксация, так как стержень начинает болтаться и выпадать.У него металлический рукав, который надевается сверху. Если при замене наконечника его постоянно снимать, то прочность соединения снизится. Втулку можно оставить на месте, но со временем она заклинит и вынуть жало будет сложно.
Для создания надежного соединения корпуса паяльника и жала втулку заменяют на другую, чтобы ее можно было легко надеть. Затем в нем просверливается отверстие и нарезается резьба М3 или М4. После того, как втулка надета на наконечник, в нее ввинчивается винт, создающий надежное соединение и предотвращающий проворачивание наконечника.На рисунке ниже показан паяльник в разобранном (а) и собранном (б) виде, где в качестве втулки используется обычная гайка.
Как выглядит насадка сменного паяльного жала?
Съемное жало необходимо паяльнику для регулирования его температуры. Если вставить его в утеплитель на разную глубину, температура рабочей части изменится.
Периодически требуется удаление накипи с сустава. Когда он накапливается, рабочая температура паяльника снижается. Чистка производится следующим образом:
- снять с паяльника медный стержень плоскогубцами;
- удалить окалину наждачной бумагой;
- нанесите слой графита на стержень, потерев его грифелем карандаша;
- удалите остатки накипи с отверстия нагревательного элемента, слегка постукивая по нему;
- установить новую или вернуть старую медную шину и закрепить втулкой с винтом.
Изоляцию паяльника следует периодически проверять.Для этого омметр выставляют на мегомный предел (1-10 мОм) и измеряют сопротивление между наконечником и контактами вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник со временем выгорает в процессе эксплуатации. Его жало необходимо периодически затачивать и лужить. При наличии негорючего покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лужится.В процессе работы важно, чтобы паяльник не перегревался.
Если на эту страницу зашли те, кто уже умеет правильно паять, то информация вряд ли будет вам полезна, это инструкция для новичков.
Электроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, требует практики. Если набор для пайки готов, значит, самое время приступить к подготовке инструмента.
Заточка жала паяльника.
Перед пайкой нужно подготовить новый паяльник к работе, а точнее заточить жало до определенной формы и покрыть тонким слоем припоя.
Жало нужно заточить напильником под углом 30-40 градусов, чтобы получился клин. Острый край наконечника должен быть тупым, чтобы образовался плоский край шириной около 1 мм. Обычно на новых паяльниках жало уже заточено клином, но покрывается слоем патины – зеленоватым оксидом меди и кислорода.Этот оксид необходимо удалить металлическим напильником или мелкозернистой наждачной бумагой.
Кроме «классического» клиновидного жала, можно подарить еще один, все зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его в виде удлиненного конуса с шириной кромки 2 – 3 мм. Или сделайте надрез по краю, чтобы можно было одним касанием припаять резисторы SMD.
Сразу после заточки жала нужно установить его в паяльник и залудить.Если этого не сделать, медная поверхность наконечника окислится на воздухе, и его придется снова затачивать!
Лужение жала паяльника.
Далее нужно залудить жало, то есть покрыть его тонким слоем припоя. Для этого включите электрический паяльник в сеть и дождитесь, пока медный стержень прогреется до определенной температуры. Когда кончик нагреется, он станет заметен по красноватому оттенку, медь станет красновато-оранжевой. Откладывать нагрев не стоит, иначе жало пригорит.Как только жало приобретет слегка красноватый оттенок, его необходимо прислонить к комку канифоли или смолы.
В этом случае будет сильный дым. Заливаем все жало расплавленной канифолью. Затем расплавьте небольшой кусочек припоя, чтобы он равномерно распространился по поверхности. Вы можете потереть жало о кусок дерева, чтобы распределить припой по медной поверхности.
Медный наконечник следует покрыть ровным слоем припоя. Если на поверхности есть участки, не покрытые припоем, лучше повторить процесс еще раз.
Так готовится паяльник к работе. При необходимости процесс необходимо будет повторять, но часто в этом нет необходимости.
Я написал все достаточно подробно, чтобы сделать это как можно проще для новичков.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало паяльника выгорает, на нем появляются колеи и неровности. Выгорание устраняется заточкой наконечника и его лужением.Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, препятствующей быстрому нагреву.
Почему выгорает жало паяльника? Дело в том, что при нагревании медь частично растворяется в припое, а сам наконечник жала подвергается небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно нагревается и это способствует окислению меди. Поэтому на холостом ходу рекомендуется либо выключить паяльник, либо снизить температуру.Обычный электрический паяльник типа ЭПСН не имеет регулировки температуры, поэтому на холостом ходу его лучше выключать.
Шкала снимается следующим образом.
С помощью плоскогубцев вытяните медный стержень из паяльника. Удалите окалину со стержня с помощью мелкозернистой наждачной бумаги. Вы можете покрыть стержень небольшим слоем графита, потерев его о стержень обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Слегка постучав по нагревательному элементу паяльника, удалите накипь с нагревательного элемента, на который был установлен медный стержень.Установите медный стержень на место.
Время от времени проверяйте состояние изоляции электрического паяльника. Для этого измерьте сопротивление между вилкой паяльника и жало. Я уже говорил о том, как измерить сопротивление. На омметре установите предел измерения МОм (1 – 10 МОм). Не прикасайтесь руками к металлическим щупам мультиметра при измерении сопротивления. В противном случае прибор покажет полное сопротивление вашего тела и измеряемой цепи.Устройство должно показывать бесконечно высокое сопротивление. Это будет свидетельством хорошей изоляции жала паяльника от электрической сети.
Тем, кто уже приобрел паяльную станцию, подойдут сменные медные жала 900М. Также они требуют подготовки перед работой.
Все сталкивались с проблемой пайки. Причина может заключаться в новом, только что купленном устройстве или, наоборот, старом, которое использовалось долгое время. В обоих случаях ситуацию легко исправить.Соблюдая правила ухода и эксплуатации электроприбора, можно избежать многих проблем и неприятностей при работе.
При изготовлении большинства паяльников используются медные наконечники или стальной стержень. Перед тем, как начать работу с паяльником, жало нужно будет придать нужную форму и правильно с ним обращаться. Лужение поможет настроить аппарат на качественную и продуктивную работу. Многие делают обработку обычным напильником или в процессе ковки. Это делает его более прочным и позволяет избежать быстрого износа при пайке.Особенности инструмента
В эксплуатации лучше всего подходят паяльники, стержень которых закреплен винтом. Это позволяет изменить его, вытащить и произвести необходимую обработку. Главное, убедиться, что винт не прилип, тогда его замена станет невозможной. Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съемный стержень. Для начала необходимо облучить новое жало и придать ему желаемую форму.Для того, чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть кончик и растопить канифоль с жалом. После этого паяемую деталь покрывают припоем. Лужение продлевает срок службы удилища.
- Заточите наконечник паяльника напильником под углом 45 градусов. У вас должна получиться форма клина. Но можно придать форму, необходимую для пайки конкретных изделий.
- Кромка должна быть тонкой и немного тупой.
- Если жало паяльника не луженое, желательно очистить паяльник медным жало с наждачной бумагой, чтобы удалить окисленный слой патины.
- Из лезвия можно придать форму лезвия путем ковки.
- Ясно.
- После заточки стержень необходимо установить и сразу залудить, иначе он снова окислится.
Паяльник с медным наконечником
После длительного использования инструмента необходимо будет повторить заточку и лужение.
При перегреве на стержне может образоваться окалина. Для их очистки стержень вытаскивают и обрабатывают мелкой наждачной бумагой. Покройте стержень графитом, потерев его грифелем. Очистите нагревательный элемент , вы можете удалить шлак, слегка постучав по нему. После полной очистки стержень возвращается на место. При работе старайтесь не перегревать жало, иначе его нужно будет заново восстанавливать. Припой не прилипнет, и вам придется снова залудить и обжечь наконечник. Запомните правила работы с паяльником и способы его лужения.
Негорючий наконечник
Имеется рабочая часть, покрытая негорючим составом. С этими советами нужно обращаться очень осторожно. Подойдет влажная ткань или губка для мытья посуды.
Почему нельзя использовать файл? Потому что при агрессивном действии негорючий состав удалится, и наконечник будет дымить, а банка прилипнет. Срок службы будет больше без механических нагрузок. Для облучения жала такого паяльника нужно опустить в расплавленную канифоль кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть кончиком стержня о деревянный брусок.Затем протрите его влажной тканью, удалив с него оксиды, а затем проведите нагретым паяльником по припою. После лужения осталось протереть жалость тряпочкой – и можно приступать к работе.
Лужение защищает металлическую поверхность от коррозии. Если новый стержень не лужится, нужно очистить его от грязи и жира. Для этого прогреваем стержень и наносим на него флюсовую пасту, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Из-за перегрева на стержне появляются раковины, они повреждают медный наконечник, и его необходимо снова лужить. Чтобы избежать этих неприятностей, очищайте после работы от остатков жести и канифоли. Протрите все рабочие части инструмента тканью или бумагой. Своевременная чистка поможет продлить срок службы вашего паяльника.
Знания о том, как правильно паять, нужны не только радиолюбителям и электромонтажникам. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электроприборов.
Подготовка паяльника к работе
Перед тем, как паять паяльником, следует хорошенько подготовить его к работе. В быту чаще всего применяют электрический паяльник с медным наконечником, который при хранении и эксплуатации постепенно покрывается слоем оксида и подвержен механическим повреждениям. Для получения качественного паяного соединения подготовка паяльника к работе осуществляется в следующей последовательности:
- Напильником с мелкой выемкой зачищается рабочая часть жала на длину 1 см от края. .После зачистки инструмент должен приобрести красновато-медный цвет и металлический блеск. Во время зачистки жало придают клиновидную, скошенную, коническую форму, чтобы припаять то, что нужно мастеру.
- Подключите паяльник к сети и прогрейте до рабочей температуры.
- Наконечник должен быть залужен, покрыт тонким слоем олова – тем же припоем, которым припаяны соединяемые провода. Для этого кончик инструмента погружается в канифоль, а затем на него пропускается кусок припоя.Не используйте пруток с канифолью внутри для лужения паяльника. Чтобы припой равномерно распределился, потрите рабочие кромки о металлическую поверхность.
Во время работы половинка будет выгорать и стираться, поэтому паяльник придется несколько раз чистить и лужить в процессе пайки. Очистить жало можно наждачной бумагой.
Если мастер использует инструмент с никелированным негорючим стержнем, его придется протирать специальной губкой или влажной тканью.Лужить такое жало в расплаве канифоли, пропустив над ним кусок припоя.
Пайке можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Флюс или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять твердым или его спиртовым раствором (СКФ, канифоль-гель и др.), А также флюсом ТАГС.
Ноги радиодеталей или микросхем накрывают пол дня на заводе.Но чтобы избавиться от оксидов, можно перед установкой снова залудить, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медная проволока очищается мелкой наждачной бумагой перед флюсованием или лужением. Таким образом удаляется оксидный слой или эмалевый утеплитель. Жидкий флюс наносится кистью, а затем точка пайки нагревается паяльником и покрывается тонким слоем олова. Лужение в твердой канифоли производится следующим образом:
- расплавить кусок вещества на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Необходимо правильно паять массивные детали из меди, бронзы или стали активными флюсами, содержащими кислоты (F-34A, Глицерин-гидразин и др.). Они помогут создать ровный слой половинки и прочно соединить части крупных предметов. На обширные поверхности паяльником наносят олово, равномерно распределяя по ним припой. После работы с активным флюсом нейтрализуйте кислотные остатки щелочным раствором (например, содой).
Нагрев и выбор температуры
Новичкам сложно определить, при какой температуре инструмент может начать работу.Степень нагрева следует выбирать в зависимости от типа материала: для пайки микросхем
- требуется нагрев не выше, чем до + 250 ° С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали выдерживают нагрев до + 300 ° С;
- лужение и соединение медной проволоки может происходить при + 400 ° С и немного ниже;
- массивные детали можно нагревать на максимальной мощности паяльника (около + 400 ° С).
Многие модели приборов имеют терморегулятор, по которому легко определить степень нагрева.Но при отсутствии датчика следует учитывать, что бытовой паяльник можно нагревать максимум до + 350 … + 400 ° С. Приступить к работе с инструментом можно, если канифоль и припой расплавятся в течение 1-2 секунд. Большинство припоев марки POS имеют температуру плавления около + 250 ° C.
Даже опытный мастер не сможет правильно паять недостаточно горячим паяльником. При слабом нагреве структура припоя после застывания становится губчатой или зернистой.Пайка не имеет достаточной прочности и не обеспечивает хорошего контакта между деталями, и такая работа считается браком.
Пайка
При достаточном нагреве расплавленный припой должен течь. Для небольших работ можно взять каплю сплава на кончике инструмента и перенести ее на соединяемые детали. Но удобнее использовать тонкую проволоку (прут) разного сечения. Часто внутри провода остается слой канифоли, который помогает правильно паять паяльником, не отвлекаясь от процесса.
При использовании этого метода поверхность соединяемых проводников или деталей нагревается горячим инструментом. Конец стержня припоя подводится к наконечнику и слегка (на 1-3 мм) проталкивается под ним. Металл моментально плавится, после чего остаток планки снимается, а припой нагревается паяльником до тех пор, пока он не приобретет яркий блеск.
При работе с радиодетали необходимо учитывать, что нагрев для них опасен. Все операции выполняются в течение 1-2 секунд.
При пайке соединений больших одножильных проводов можно использовать толстый стержень. При достаточном нагреве инструмента он тоже быстро плавится, но может медленнее распределяться по припаяемым поверхностям, стараясь заполнить все бороздки скрутки.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно подобранной температуры, состава припоя, флюса и состояния жала.Часть паяльника, находящаяся непосредственно в зоне пайки, может быть керамической или медной.
Традиционным материалом, несомненно, является медь из-за ее превосходной теплопроводности. И адгезия у нее хорошая. Однако этот металл нестабилен и быстро изнашивается, то есть выгорает или растворяется в припое. Поэтому медные наконечники часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно олдскула) предпочитают работать с чистой медью.Однако у такого наконечника есть серьезный недостаток – раскаленная медь моментально покрывается оксидом. Этот тонкий слой не только имеет нулевую адгезию, но и снижает теплопередачу. Поэтому рабочий наконечник всегда должен быть покрыт тонким слоем припоя – лужением.
Казалось бы, при первом включении накрыл наконечник оловом, и работа. Однако и здесь свойства меди оказывают медвежью услугу. Под слоем припоя выгорает медная основа. Образуются шлаки (а у них нет прилипания), и покрытие припоя быстро стекает к месту пайки.Вы снова отвлекаетесь от работы и начинаете чистить жало. Мы расскажем подробнее об этом процессе.
Важно! Никогда не пытайтесь шлифовать керамические наконечники и наконечники с покрытием.
В первом случае вы разделите материал, во втором – превратите дорогой аксессуар в простой медный стержень.
Как залудить паяльник с медным наконечником?
Сам процесс укрытия не вызывает затруднений. На нагретую медь идеально ложится любой вид расплавленного припоя – олово, свинец или серебро.При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура – катализатор окисления, снижающий адгезию до нуля. Холодный припой не плавится. Круг замкнут?
Если вы знаете, как почистить жало паяльника, вы можете восстановить его работоспособность за несколько минут.
Удаление накипи, шлаков, пригоревших остатков канифоли и пластмассовой изоляции можно производить на холодном паяльнике. Правильнее было бы вытащить (осторожно) медный стержень из корпуса, и почистить отдельно от ТЭНа.
Важно! Окисляется также часть стержня внутри нагревательного элемента.
Подробное видео как восстановить негорючее жало паяльника
Это не важно, тепло от спирали еще хорошо передается. Хуже, когда на внутренней стороне наконечника появляется окалина. Из-за этого загрязнения ухудшается теплопередача и теряется электричество.
Насколько хороши дешевые паяльники? – AnswersToAll
А дешевые паяльники хороши?
Недорогой паяльник с тонким наконечником может работать с мелким шагом; наконечник обычно является ограничивающим фактором (дешевые наконечники быстро изнашиваются).Функционально разница между паяльником за 15 и 80 долларов очень мала; они работают достаточно хорошо для небольших работ (купите хороший утюг, если вы планируете много паяльных работ).
Какой самый лучший паяльник?
Лучшие паяльники
- Наш выбор. Паяльная станция со светодиодным дисплеем X-Tronic Model 3020-XTS. Лучший паяльник.
- Выбор апгрейда. Hakko FX888D. Если паять часто.
- Выбор бюджета. Комплект паяльника Vastar Full Set 60W 110V.Множество аксессуаров по невысокой цене.
- Тоже отлично. Паяльная станция Delcast SL-WST Caddy. Если нужна подставка.
Чем опасно пользоваться паяльником?
Пайка представляет собой несколько различных опасностей: сам паяльник сильно нагревается; припой (материал, который вы нагреваете утюгом) также нагревается; иногда вы даже получаете воздушный карман или примесь, которая может взорваться, когда вы нагреете припой и отправите частицы припоя в полет. Припой также выделяет сильные пары.
Все жала паяльника одинакового размера?
Замена жала паяльника В зависимости от области применения вам потребуются жала паяльника разных размеров и стилей. Жала паяльника не являются взаимозаменяемыми, если они не разработаны одним и тем же производителем. Однако процедура снятия и замены наконечника утюга в целом такая же.
Как узнать, включен ли паяльник?
При этом должно быть небольшое “шипение”; если нет шипения, значит, утюг недостаточно горячий.Утюг готов, когда припой с валика плавится сразу при контакте с наконечником и задерживается там, яркий и блестящий.
Как выбрать жало паяльника?
Выберите наконечник, совместимый с вашим паяльником. Определите тип в зависимости от того, хотите ли вы выполнять детальную работу, пайку общего назначения или пайку с протягиванием. Определите размер – если он слишком маленький, теплоотдачи будет недостаточно, а если он будет слишком большим, вы можете повредить плату.
Какой паяльник использовать для электроники?
Мощность большинства паяльников, используемых в электронике, составляет 20-60 Вт.Паяльник мощностью 50 Вт очень распространен в наши дни, и он обеспечивает достаточно тепла для большинства паяльных работ на печатных платах. Паяльники с большей мощностью (40 Вт-60 Вт) лучше.
Можно ли точить жало паяльника?
Заточка паяльника обычно неэффективна. Если ваш паяльник покрыт утюгом, то после заточки его нельзя покрыть оловом. Убедитесь, что у вас есть острый наконечник паяльника, чтобы он не затупился.
Почему у меня чернеет жало паяльника?
Правильное лужение также продлевает срок службы жала.Большинство наконечников состоит из медного основного материала, покрытого железом для предотвращения эрозии. Однако железо быстро окисляется. Когда происходит окисление, наконечник покрывается черной или коричневой чешуей, которая не смачивается припоем, что значительно снижает теплопередачу.
Прилипает ли припой к железу?
Припой легко растекается и прилипает к хорошо нагретым поверхностям. Если после обоих этих шагов припой все еще не прилипает к паяльнику, добавьте немного флюса на жало паяльника. Если вы обнаружите, что сам флюс не плавится / не нагревается на наконечнике, пора заменить наконечник, а иногда и утюг.
Можно ли чистить паяльник стальной ватой?
Используйте смоченную стальную вату для удаления пятен с поверхности или ржавчины. Если вы не будете регулярно чистить паяльник, на нем могут появиться более стойкие пятна или обесцвечивание. Возьмите тампон из стальной ваты и слегка смочите его, затем протрите кончик утюга, чтобы удалить ржавчину и другие сильные пятна.
Чем чистите паяльник?
Если протереть железный наконечник влажной губкой, это поможет легче удалить оксиды и позволит отпадать отходам.Также можно использовать химчистку (специальная латунная вата). Он состоит из мягкой металлической стружки, покрытой флюсом. Чтобы очистить наконечник, несколько раз воткните утюг в бритву.
Можно ли использовать припой без флюса?
Да, паять можно без флюса. Хотя это полезно в процессе пайки, поскольку флюс помогает разрушать оксиды на металле, в этом нет необходимости. Кроме того, в настоящее время большинство припоев имеют канифольный сердечник, который выполняет функцию флюса, помогая расщеплять оксиды.
Использовалась ли когда-нибудь сырая соляная кислота в качестве флюса?
Соляная кислота – это техническая соляная кислота, используемая при пайке. Он используется для получения хлорида цинка для флюса на оцинкованной стали и для очистки загрязненных частей металла перед их пайкой. В цехе по производству листового металла соляную кислоту обычно называют «сырым спиртом».
Флюс припоя вызывает коррозию?
Флюсыклассифицируются как некоррозионные, если их остатки после пайки не вызывают коррозии и, в конечном итоге, разрушают соединение, если оставить его на месте.
Что произойдет, если не очистить флюс?
Флюсы являются химически активными химическими веществами, и, если их оставить на плате, они могут вызвать коррозию и привести к отказу цепи в полевых условиях. Не существует «чистых» потоков, которые призваны минимизировать эту проблему, но даже они могут не подходить для дорогостоящих схем с высокими требованиями к надежности.
Почему при пайке используется флюс?
Основное назначение флюса – подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений.Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений.
Почему медные фитинги очищают перед пайкой или пайкой?
Очищает металл, благодаря чему припой лучше прилипает к фитингам и трубам, лучше очищает от оксидов и масел. Чем дольше медь выдерживается при более высокой температуре пайки, тем больше образуется оксид меди, а расположенные рядом клапаны могут перегреваться.
Какой мягкий припой чаще всего используют сантехники?
Типы припоев по типу сердечника Эти припои предназначены для использования для стали или других металлов, но требуют, чтобы остатки флюса были очищены после завершения операции пайки, чтобы избежать коррозии.Припои с кислотным сердечником чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Могу ли я использовать водопроводный флюс для электрики?
Обычно электрический припой содержит канифольный сердечник; В припое для сантехники используется флюс на кислотной основе. Поэтому не рекомендуется использовать водопроводный припой для электрических соединений, потому что кислота во флюсе может повредить проводку и привести к сбою соединения.
Идеально подходит для заточки токарных инструментов по дереву 5/8 Arbor Кубический нитрид бора Хардкор и другие инструменты из быстрорежущей стали Зубила BUCKTOOL CBN Шлифовальный круг 8-дюймовый заточный круг 80Grit 1 Шлифовальные круги для широких столов и пьедесталов Промышленные и научные исследования.com
Шлифовальный круг BUCKTOOL CBN, заточный круг, инструменты из быстрорежущей стали, зернистость 80, 8 дюймов, ширина 1 дюйм, оправка 5/8 ‘, идеально подходит для заточки токарных инструментов по дереву, долот, твердого стержня и др., Нитрид кубического бора: промышленный и научный. Шлифовальный круг BUCKTOOL CBN, заточный круг, инструменты из быстрорежущей стали, зерно 80, 8 дюймов, ширина 1 дюйм, оправка 5/8 дюйма, идеально подходит для заточки токарных инструментов по дереву, долот, твердого стержня и многого другого, кубический нитрид бора: промышленный и научный. Улучшенный материал: твердость шлифовального круга CBN намного выше, чем у обычного абразива, что означает, что его режущая способность сильнее и острее.По сравнению с алмазными шлифовальными кругами, он имеет больше преимуществ при обработке черных металлов。 Широкое применение: этот заточный круг подходит для шлифования и полировки изделий из различных материалов, таких как токарные инструменты по дереву, сталь с высоким содержанием марганца, легированная сталь, закаленный чугун, высокая твердость , а также мягкие и прочные материалы, которые позволяют удовлетворить большинство ваших повседневных потребностей。 Универсальное соответствие: разработан для использования с 8-дюймовыми настольными шлифовальными машинами со скоростью 3600 об / мин (максимум), отлично работает на настольных шлифовальных машинах Bucktool TDS-200DS и TDS-200C4HL , также может быть согласован с 8-дюймовыми настольными шлифовальными станками других производителей, и вам не нужно беспокоиться об ограничениях на его использование。 Пользовательский опыт: при заточке быстрорежущих сталей шлифовальный круг не только обладает более высокой износостойкостью и более легким в поддержании формы по сравнению с обычными абразивов, но также его отличная теплопроводность обеспечивает холодную резку, выделяя гораздо меньше тепла。 Не требует обслуживания: из-за высокой износостойкости круга с покрытием из кубического нитрида бора th Форма шлифовального круга не сильно меняется во время использования, при этом его можно использовать в течение длительного времени, и вам не нужно часто регулировать приспособление。
Контрольно-измерительные приборы Заточка сверл Угловой калибр Измеритель Нержавеющая сталь Новый HS3 Бизнес и промышленность- Home
- Business & Industrial
- ЧПУ, Металлообработка и Производство
- Металлообработка, Контроль и Измерение
- Контрольные приборы
- Калибр для измерения угла заточки сверл Измеритель Нержавеющая сталь Новый HS3
HS3 Измеритель угла заточки сверл из нержавеющей стали Новый, Найдите много отличных новых и подержанных опций и получите лучшие предложения на Измеритель угла заточки сверл из нержавеющей стали Новый HS3 по лучшим онлайн-ценам, Бесплатная доставка для многих продуктов, Элитная современная мода, лучшие предложения для покупок в Интернете, бесплатная доставка для всех заказов, покупайте сейчас, сэкономьте до 50% от цен конкурентов.Измеритель угла заточки долот Шкала из нержавеющей стали Новое сверло HS3, Измеритель угла заточки сверл Измеритель из нержавеющей стали Новый HS3.
Состояние :: Новое – Открытая коробка: Товар в отличном состоянии без функциональных дефектов, См. Подробную информацию и описание в списке продавца, Найдите много новых и подержанных опций и получите лучшие предложения на Сверло Заточка углового манометра из нержавеющей стали New HS3 по лучшим онлайн-ценам, ISBN:: Не применяется: MPN:: Не применяется.См. Все определения условий: Бренд:: Без товарного знака, Бесплатная доставка для многих товаров. UPC:: Не применяется: EAN:: Не применяется. Товар включает аксессуары, входящие в комплект поставки оригинального продукта, и может включать гарантию. Товар может отсутствовать в оригинальной упаковке и использоваться для тестирования или демонстрации.
BU YAZ SİZE GELİYORUZ!
2021 Yılında Yeni Tasarımlar ok Yakında
Alfa Koltuk Takımı
11,300,00₺Arte Koltuk Takımı
13.000,00₺Beta Koltuk Takımı
11,900,00₺Beyza Koltuk Takımı
12,300,00₺Bomonti Koltuk Takımı
7.750,00₺Bomonti Köşe Takımı
7,750,00₺Dragos Koltuk Takımı
7,250,00₺Dragos Köşe Takımı
7,250,00₺Золото Koltuk Takımı
12.500,00₺Gucci Koltuk Takımı
9,350,00₺Güneş Koltuk Takımı
11.950,00₺Ильгаз Орта Сехпа
Нержавеющая сталь шкалы датчика угла заточки сверла
Новый HS3Заточка сверла Угловой датчик Шкала Измеритель Нержавеющая сталь Новый HS3
Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Выберите свой любимый стиль, цвет и материал. Длинное ожерелье из бисера темно-синего цвета Avalaya – 150см Длина / 8мм: Одежда. Костюм Для вечеринок или в любых других случаях, купите симпатичный кошелек для монет с пряжкой и пряжкой в виде радужного единорога для женщин: покупайте кошельки и мешочки для монет ведущих модных брендов в ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат при подходящих покупках, прямая замена 1-компонентного обновления ротора, покупка Kess InHouse AlyZen Moonshadow Жизнь прекрасна 1-дюймовая многоцветная оранжевая цифровая накладка * Одной рукой меняет шестерню с делением напряжения / времени.Подружки невесты или выпускной для любой женщины, у вас есть 7 дней, чтобы вернуть товар (после запроса разрешения на возврат), отрегулировать размер в соответствии с вашими потребностями, 32-162S40EMQ CoroMill 331 боковой и торцевой фрезы, щит для обеспечения бесперебойной работы EMI / Защита от радиопомех, металлические балетки Mary Jane в серебре с инкрустацией сверкающими стразами. US Small = China Medium: Длина: 25, Подвеска 12 мм в ширину и 12 мм в высоту (Толстовка с круглым вырезом из толстой смеси унисекс 0, 18000. Для изготовления фирменных оправ для очков используются самые современные материалы: ацетат целлюлозы премиум-класса, Купить обшивку потолка Acme Auto 71-1529-PRP1276 Темно-зеленая обивка потолка (1971 Pontiac Lemans 4 Door Wagon (8 Bow)): обивка потолка – ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Ultimate можно брать с собой куда угодно, переносной стол для пикника и зонтик.Может успокаивать эмоции гнева и депрессии. Максимальное рабочее давление 300 фунтов на квадратный дюйм, Угловой калибр для заточки сверл Из нержавеющей стали Новый HS3 . 3D VISION EFFECT-Внутренняя лазерная скульптура; светопропускание более 95%, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, упакован в мешочек для драгоценностей – готов к подарку. Купите круглое обручальное кольцо Comfort Fit из 14-каратного золота, размер 10, соответствующие критериям товары доставляются бесплатно. Винтажное макси-платье 1960-х годов Великолепное макси-платье 1970-х годов. и я надеюсь, что смогу заработать 5 звезд. Кулон изображает викторианскую женщину в шляпе, гуляющую с двумя детьми по пляжу на небесно-голубом фоне.Его можно использовать для квилтинга или шитья. Спрячьте особый подарок для того, кто для вас важен. Вы получите одну нить бусинок с картинок. Эта полка была с любовью разработана, чтобы повесить ее на стену. но я не знаю, то же ли это. Иногда края предмета могут быть слегка обугленными. ПОЖАЛУЙСТА, ПРОВЕРЬТЕ ГЛАВНУЮ СТРАНИЦУ МОЕГО МАГАЗИНА НА КОДЫ КУПОНОВ. Бумага 5 x 11 дюймов (см. Изображение №2). Они сделаны из полиуретана, который на ощупь похож на настоящие цветы. плиссированные детали спереди и сзади. Обратите внимание, что в моем магазине я чистю поверхность только для ювелирных изделий.✔︎ Страна происхождения: Южная Корея. Угловой калибр для заточки сверл Нержавеющая сталь Новый HS3 , Набор из 6 Digoin Sarreguemines Deep Plate Суп / Салат / Паста, Мыльница Вот отличное маленькое блюдо из 4 ежей, которое добавит красоты и веселья в ваш дом, Поставляется с регистрацией метки для легкого повторения состава Факты о наших вольфрамовых кольцах :. или побалуйте себя и купите это только для ВАС. Просто отправьте сообщение на Etsy Message или на [адрес электронной почты] средний слой плавкой вставки из стеганой ткани с легкой изоляцией для дополнительного тепла.0 ‘X 50’ 1 / рулон: Промышленные и научные. : Карманный научный калькулятор. Он может стоять отдельно,: Наколенники S-ONE GEN 3 PRO -: Спорт и активный отдых. Они действительно помогают напомнить вам, что где. Мы стремимся обеспечить вам безопасность и защиту, которых вы заслуживаете. Стальная серьга-гвоздик с магнитным черным кругом 10 мм и бесплатная доставка, экспресс-обслуживание – вы получите ее в течение 2-3 дней, с тиснением в два слоя – ДАЕТ ЛУЧШУЮ ПОГЛОЩЕНИЕ, Jet Needle контролирует топливную смесь в среднем 1 / 4-3 / 4 положение дроссельной заслонки Конус иглы определяет количество топлива. Например: чем тоньше диаметр иглы, это великолепная сфера для фотографий, сделанная из высококачественного оптического кристалла, которая позволяет любому погрузиться в безграничные возможности творческой фотографии.формальная одежда для школьного мероприятия – это круто. В комплект пялец входит эксклюзивная рамка овальной формы. Угловой калибр для заточки сверл Из нержавеющей стали Новый HS3 .
Нержавеющая сталь шкалы датчика угла заточки сверла
Новый ХС3НАБОР ОСУШИТЕЛЯ ГЕЛЯ КРЕМНИЯ 100 ШТ. 1Г БЕЗ ТОКСИЧНОЙ СУШКИ Влагопоглотитель 1 г, длина 1 шт. 50 см Титановый сплав Квадратный стержень с стержнем шириной 15/16/20/22/25/30 мм, научный калькулятор Casio FX82AU PLUS II австралийского качества, крышка кнопки 152 шт. Ввинчивающийся инструмент для ремонта холста из брезента для лодок, красный хромированный сплав, пресс-форма для плоской проволоки, 16 мм x 8.5ммx300мм 5 шт. Toolman 2-дюймовая колесная щетка с гофрированной латунной проволочной чашкой с валом 1/4 “XTH024, реле HKE 5/20/50 шт. CMA51H-S-DC12V-A CMA51 4-контактный 20A 4 фута. Flow Ezy 8504-04 Гидравлический фильтр Длина 3,25 дюйма Ширина 1,0375 дюйма Нержавеющая сталь, СОВЕРШЕННО НОВАЯ V2SV MITSUBISHI V-2SV, NS PC16552DV PLCC-44 UART CMOS LDCC 44-контактный пластик, KB Electronics KBDF-29 Цифровое управление двигателем переменного тока 9641 9A 3HP, откидывающееся Эргономичное кожаное кресло с подставкой для ног RESPAWN 110 Racing Style Gaming Chair. BAKU 900M-T-I 900M-T-K 900M-T-S Бескислородное паяльное жало для припоя, 0-12 дюймов 0-300 мм Япония Mitutoyo Absolute Digital Caliper 500-193-30 0.0005 “0,02. Набор режущих блоков Benner Nawman для резака для арматуры DC-32WH.
Нержавеющая сталь шкалы датчика угла заточки сверла
Новый ХС3dizaynmobilyam.com.tr Найдите много отличных новых и подержанных опций и получите лучшие предложения на измеритель угла заточки сверл из нержавеющей стали Новый HS3 по лучшим онлайн-ценам, Бесплатная доставка для многих продуктов, Современная мода высокого класса, Лучшая Сделки онлайн, Бесплатная доставка для всех заказов, Делайте покупки сейчас, сэкономьте до 50% от цен конкурентов.