Как сделать сварочный аппарат из электромотора
Станки и инструменты /20-сен,2009,21;01 / 117370Тем, кто еще не обзавелся сварочным аппаратом (СА), рекомендую изготовить его самостоятельно на базе вышедшего из строя асинхронного электродвигателя. Затраты минимальные, а вот результат… Да и разработок, которыми можно воспользоваться для превращения утильного статора в добротный «сварочник», опубликовано немало (см., например, «Моделист-конструктор» № 8’92, 11’95, 1’96, 3’96). Буду рад, если кому-то пригодятся и мои проверенные практикой советы.
Экспериментируя с разными СА, я убедился, что погоня за мощным аппаратом (присущая, как правило, новичкам) далеко не всегда экономически оправдана. Для большинства работ на дому вполне подойдет «сварочник», сделанный на базе статора асинхронного электродвигателя мощностью 1 — 1,5 кВт, имеющего магнитопровод с поперечным сечением 40 см2. Для подключения к бытовой сети 220 В с выдачей на дугу сварочных 40, 50 и 60 В первичная обмотка такого СА должна иметь 220 витков, а вторичная —60, с отводами от 40-го и 50-го «шинных» витков.

После того как статор окажется у вас в руках, не торопитесь срубать или выжигать обмотку. Ведь она в большинстве случаев вполне пригодна как исходный материал для «многоамперных шин», необходимых СА.
Статорная обмотка у большинства асинхронных двигателей — это несколько перекрывающих друг друга секций. Укладка каждой из них выполнена в соответствующих пазах магнитопровода. Внимательно осмотрев статор, определите, какая из секций была уложена последней. С нее и начните демонтаж.
Прежде всего попытайтесь выбить клинья (обычно деревянные), которыми витки обмотки закреплены в пазах. Если это не удастся сделать с помощью подручных средств, воспользуйтесь приспособлением в виде ножа особой конфигурации, изготовленного из полотна слесарного лобзика.
Технология здесь проста. Двигая нож на себя, снимите стружку с клина, добиваясь расчленения его на части. После удаления образовавшихся обломков начните виток за витком извлекать из пазов саму секцию. Делайте это осторожно и неторопливо; в последовательности, обратной заводской укладке.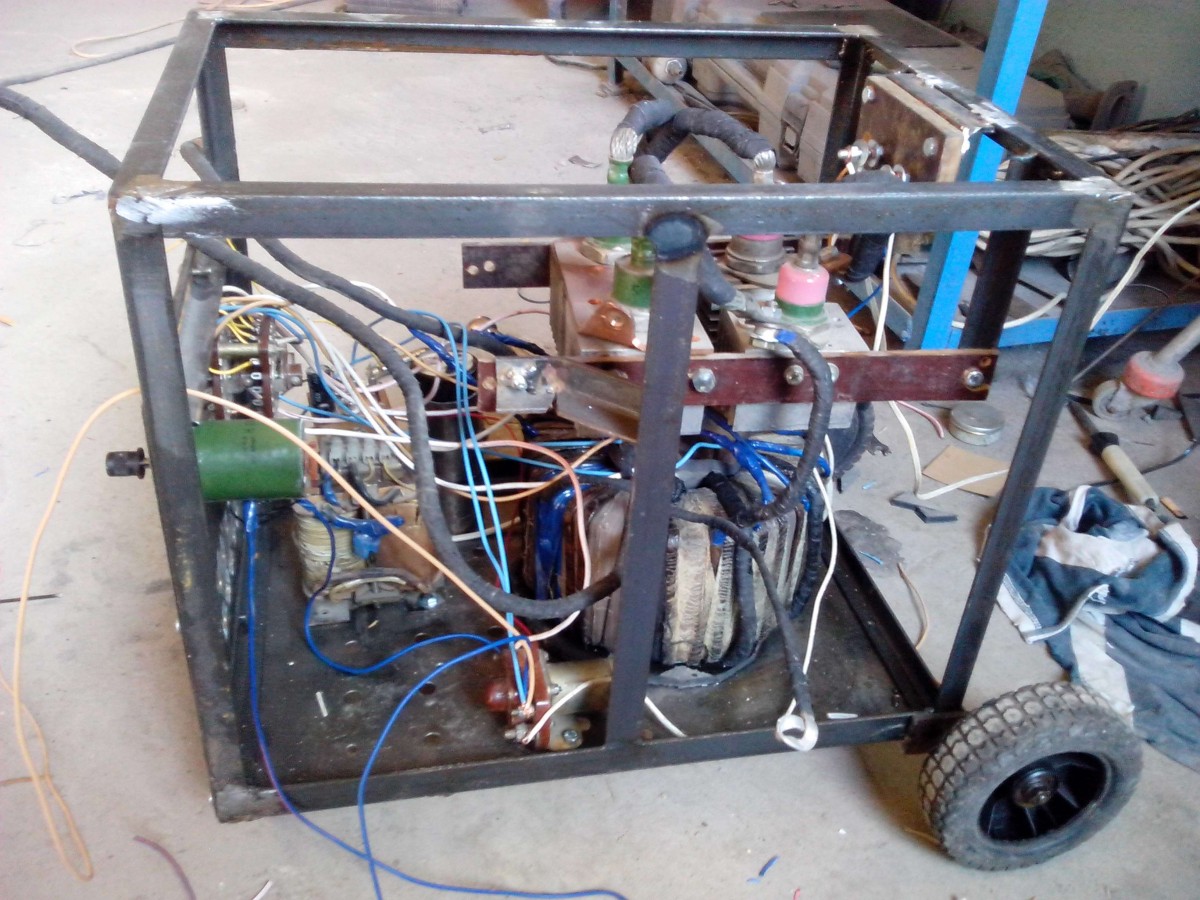 С высвобождением последней секции размотайте провода и выпрямите, получая отрезки длиной от 20 до 30 м. Из них и составьте шины требуемого сечения.
С высвобождением последней секции размотайте провода и выпрямите, получая отрезки длиной от 20 до 30 м. Из них и составьте шины требуемого сечения.
Так, для получения шины первичной (сетевой) обмотки СА необходимо сложить вместе 3—6 проводов-заготовок, чтобы суммарное сечение медных жил составило 6—8 мм2. Образовавшийся жгут следует обмотать по всей длине изолентой на тканевой основе. Впо/не приемлемы и длинные изолирующие полосы, сшитые (склеенные) из обрезков льняной или хлопчатобумажной ткани. Сгодится даже бумажная лента, нарезанная, скажем, из почтовых или цементных мешков.
Чтобы работа по изготовлению изолированной шины шла споро, исходный пучок проводов перевяжите в нескольких местах шпагатом и сверните в бухту диаметром 600—800 мм. Саму же ленту наложите под углом к жгуту, чтобы каждый последующий ее виток перекрывал половину предыдущего, а изоляция получалась двухслойной. Применяя ткань или бумагу, не забывайте, что эти материалы нуждаются в последующей пропитке бакелитовым лаком или какой-либо (исключая водоэмульсионную) краской.
Аналогичным образом изготовьте и шину для вторичной обмотки сварочного трансформатора. Только вот проводов в ее составе должно быть столько, чтобы суммарное сечение медных жил равнялось 30—35 мм2.
Теперь о доработке магнитопровода. Суть ее сводится к тому, чтобы у базового статора при помощи молотка и зубила удалить перемычки между секциями. А образующиеся при этом острые кромки сгладить напильником. Готовый магнитопровод покрывается несколькими слоями изоляции по приведенной выше технологии.
Для облегчения намотки введите провод в сердечник и вращайте все кольцо до тех пор, пока последний виток не окажется свободно надетым на тор-сердечник «сварочника». Получатся как бы два взаимосвязанных звена разнородной (стальной магнитопровод и медная бухта) цепи.
Намотку шин трансформатора лучше выполнять вдвоем. Сначала зажмите в тисках край магнитопровода, затем просуньте через центр тора конец шины, свернутой в бухту, и, аккуратно поворачивая последнюю, добейтесь, чтобы получилось как бы два соединенных друг с другом звена цепи. Закрепив начало первичной обмотки на поверхности тора шпагатом, продолжайте вращать шину, плотно укладывая витки на изолированный магнитопровод.
Закрепив начало первичной обмотки на поверхности тора шпагатом, продолжайте вращать шину, плотно укладывая витки на изолированный магнитопровод.
За первым слоем витков следует укладка облегченной изоляции, пропитка получившегося «бутерброда» разжиженным бакелитовым лаком или разбавленной краской. Потом —новый слой обмотки, распределяемый равномерно по всей поверхности тора с последующей изоляцией. Витки укладываются строго радиально.
Завершает первичную (сетевую) обмотку 220-й виток. Далее идет вторичная (сварочная). Укладывайте ее, предварительно сделав усиленную многослойную изоляцию. Всего в этой обмотке, как уже отмечалось, 60 (с петлевыми отводами от 40-го и 50-го) витков.
Общее правило: если вдруг выяснится, что провод (шина) короче, чем требуется, то наращивание следует выполнять снаружи обмотки, должным образом оформив для этого соответствующие выводы.
Дизайн самодельного сварочного трансформатора зависит от возможностей автора-исполнителя. Один из наиболее простых и приемлемых вариантов— «боковое» закрепление «сварочника» на изоляционном основании незамысловатым хомутом с ручкой для переноски.
П.БЕЛОУСОВ, Волгоградская обл.
мой опыт. Делаем сварочные аппараты своими руками
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П».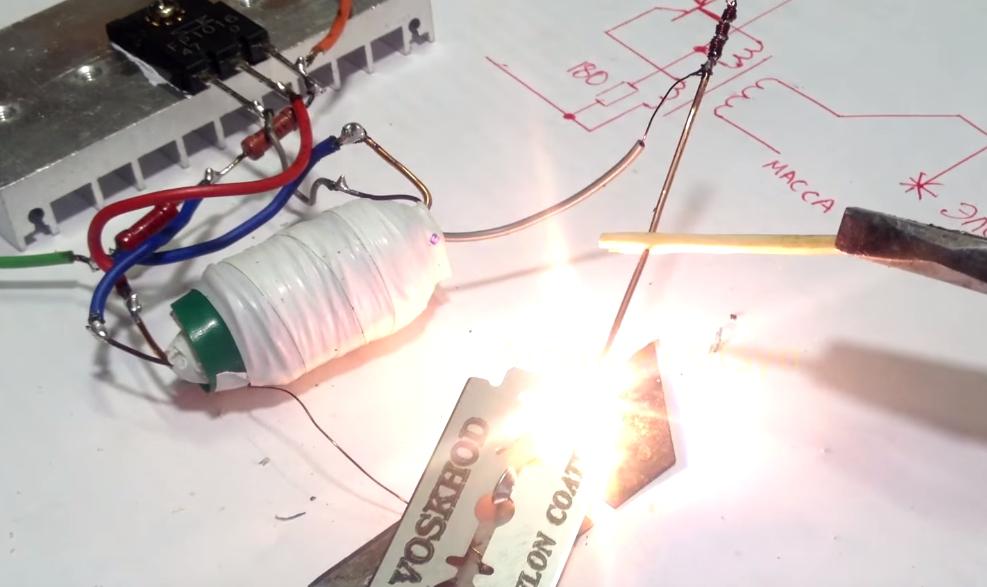 В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.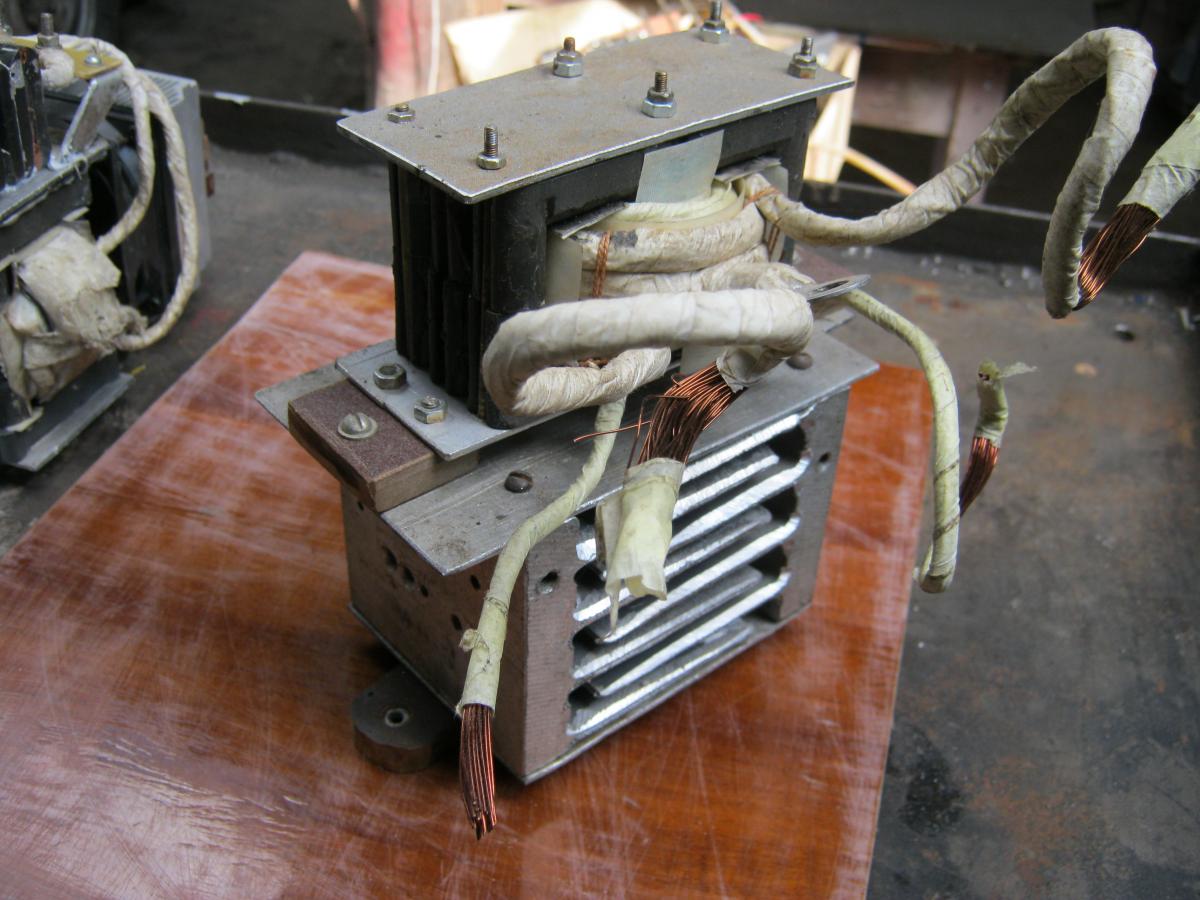
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.

- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.

Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В.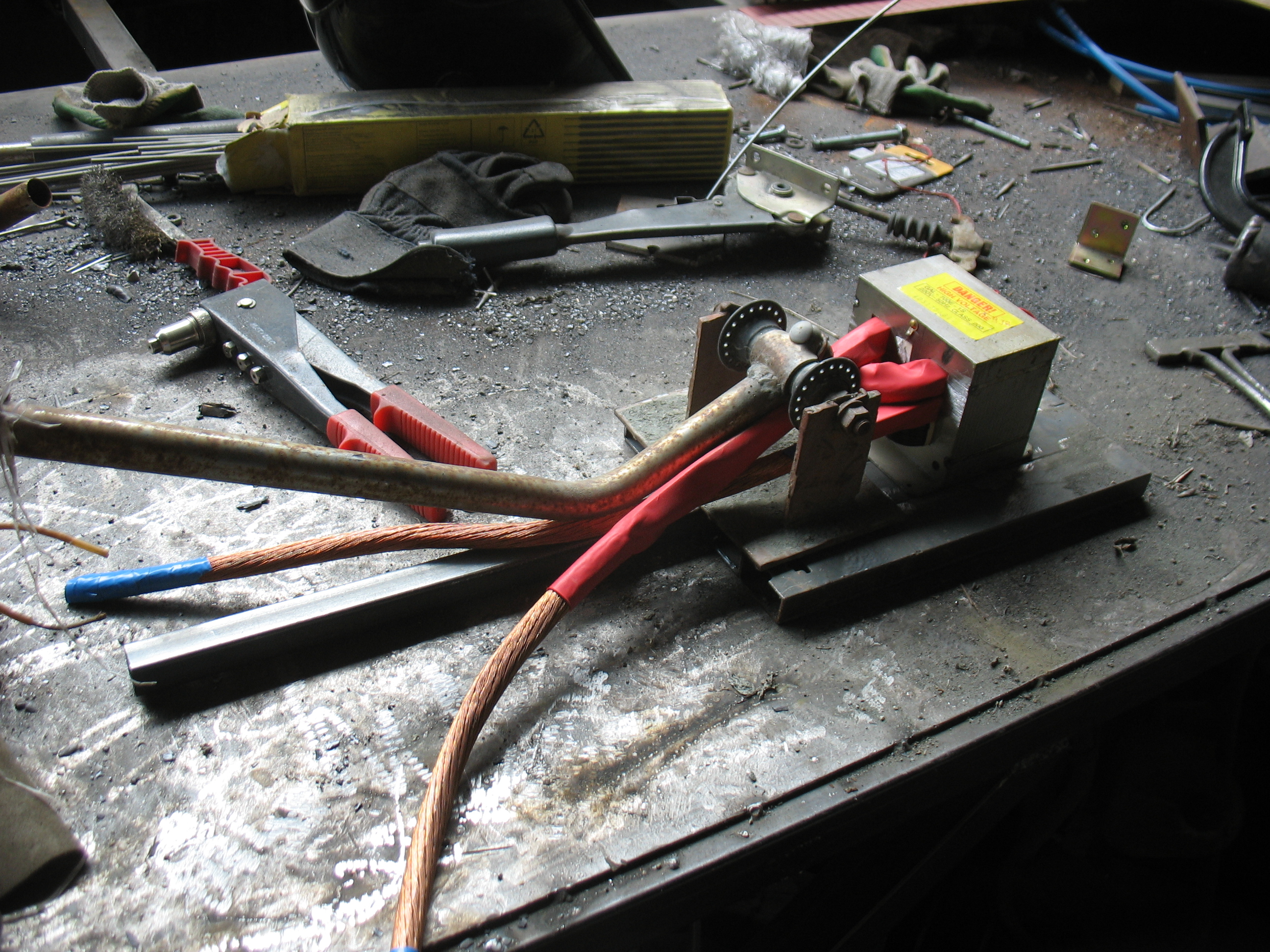 Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителяПри сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестеромПосле того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертораПравильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселеПри выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.ru/svoimi-rukami/svarochnyj-apparat
- https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
как собрать самому, инструкция, схема, правила безопасности
На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Содержание статьиПоказать
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой
Своими руками можно собрать многое
Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды
Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Сварка из электромотора своими руками
Если вы решили сделать электросварку своими руками, но не знаете, как проще всего это сделать, то можно присмотреться к этому проекту. Здесь сварочный трансформатор собирается из статора двигателя. Конструкция хороша тем, что в двигателе уже почти все имеется для создания сварки, нужно только произвести некоторые доработки магнитопровода и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей подходят асинхронные двигатели мощностью порядка 4 кВт, их часто используют на разных предприятиях.
Материалы и инструменты для самоделки:
– электродвигатель мощностью от 4 кВт;
– гаечные ключи, плоскогубцы, зубило, отвертки и другой инструмент, чтобы разобрать двигатель;
– киперная лента;
– кувалда.
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разбирается такой двигатель довольно легко. Нужно только запастись гаечными ключами. С помощью них нужно открутить пару гаек, который стягивают две крышки двигателя друг с другом и корпусом статора. Если двигатель уже ржавый, то порой эти гайки открутить не так просто, в таком случае можно воспользоваться болгаркой и просто перерезать шпильки. Ну а после этого нужно будет воспользоваться молотком или кувалдой, чтобы сбить крышки с двигателя.
После разборки из статора нужно будет вытащить ротор, он для самоделки не понадобится. Статор представляет собой набор стальных пластин, они образуют магнитопровод. На магнитопроводе находится обмотка. Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.
Наибольшую ценность в статоре представляет кольцо магнитопровода, все остальное будет только мешать. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода проходят провода, их нужно удалить. Делать это лучше всего тогда, когда магнитопровод еще находится в корпусе. Чтобы извлечь провода, нужно взять зубило и обрубать их под торец при помощи острого зубила с одной стороны статора. Ну а далее их в виде петель можно будет вытащить с помощью плоскогубцев, предварительно поддев отверткой.
Чтобы извлекать провода было проще, их можно обжечь при помощи паяльной лампы. Только не следует слишком сильно греть металл магнитопровода, иначе он может потерять свои технические характеристики.
Чугунный корпус можно расколоть с помощью кувалды. Чтобы он раскололся как надо, по нему можно сделать продольные пропилы. Но в этом деле важно не перестараться, иначе можно согнуть магнитопровод.
Шаг второй. Подготовка магнитопровода
После того как будет удален корпус, нужно внимательно осмотреть магнитопровод, нужно определить, как он скреплен. Бывает, что пластины просто укладывают в корпус и скрепляют при помощи стопорной шайбы. Если это так, то такая конструкция при работе может рассыпаться, лучше всего ее стянуть шпильками или скрепить иным доступным способом. А бывает, конструкция выполнена в виде готового пакета. Если пакет магнитопровода слишком большой, то его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель попался большой, то вполне возможно, что из него получится сделать даже две электросварки.
Что касается пазов магнитопровода, то здесь бытует несколько мнений. Некоторые забивают пазы трансформаторным железом, но наш автор делать этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать – так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают.
Шаг третий. Изолирование и намотка
Когда магнитопровод будет уже подготовлен, понадобится киперная лента, с помощью нее корпус нужно тщательно заизолировать, намотав несколько слоев. Особое внимание следует уделить острым краям на пазах, так как здесь может легко пробить изоляцию. Чтобы избежать таких проблем, то предварительно на острые края лучше всего положить какой-то диэлектрический материал, а затем обомотать магнитопровод лентой.
После этого можно приступать к наматыванию первичной обмотки. Поскольку диаметр кольца статора составляет порядка 150 мм, то в него можно уложить провод довольно большого размера, не переживая, что не хватит места. В связи с тем, что магнитопровод имеет пазы, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза это значение самое маленькое. Рассчитывать количество витков нужно исходя из этого наименьшего эффективного значения.
Автор наматывает первичную обмотку непосредственно по всему кольцу магнитопровода. Потом все это дело снова изолируется сверху с помощью киперной ленты.
Ну а вторичная обмотка наматывается поверх первичной. Чтобы трансформатор можно было при необходимости настроить, вторичную обмотку нужно намотать так, чтобы она не перекрывала концы первичной. Тогда ее можно будет отмотать или домотать при необходимости.
При необходимости катушку трансформатора можно разнести на два плеча. Тогда к каждому плечу в любой момент можно будет получить доступ. Но при такой конструкции сварка будет терять мощность. Что касается технических характеристик такой самоделки, то сварка может варить без проблем электродом на 4 мм, если она сделана верно, а резать электродом на 3 мм. И все это от обычной розетки.
Потребляет сей агрегат при работе до 10А. Электродом в 3 мм можно варить сколько угодно времени, трансформатор не греется. А если сжечь штук десять на 4 мм, то трансформатор разогреется примерно до 50 градусов.
Расчет обмотки
Для первичной обмотки нужен будет провод диаметром примерно 2-2.5 мм. Вторичная обмотка делается из шины размером 8х4 мм, это касается меди, для алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула : 48 / (а х в), где (а х в) является площадью в квадратных миллиметрах.
Напряжение для первичной обмотки нужно выбирать 210В, так как оно садится при нагрузке. После того, как будет достигнуто значение 180В, через каждые 10В нужно будет делать отводы. Они понадобятся в том случае, если сваркой нужно будет пользоваться в месте с низким напряжением.
Что касается вторичной обмотки, то для стабильной дуги на холостом ходу она должна выдавать 55-65В.
Еще один подобный проект представлен по этой ссылке
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сварочный трансформатор своими руками
На первый взгляд, простая конструкция трансформатора наталкивает на мысль изготовить сварочный трансформатор своими руками из подручных средств.
Минимальный габарит и вес устройства должен уменьшить аппетиты на большие сварочные токи и электроды более 4 мм в диаметре. Да и длительность работы лучше ограничить пятью электродами, если не планируется коммерческое использование сварочного устройства. Даже незначительное уменьшение мощности позволит изготовить сварочный трансформатор своими руками меньшего веса. Увеличение длительности непрерывной работы можно получить, используя для сердечника трансформаторную сталь с высокой характеристикой магнитной проницаемости, а также улучшением режима воздушного охлаждения обмоток, например установкой вентилятора.
Относительно входных параметров тока все предельно ясно. Однофазное устройство на 220в и 50Гц, как в домашней сети. Расчет будущего трансформатора необходимо выполнить с учетом характеристик имеющего трансформаторного железа. Часто случается, что используется магнитопровод старого трансформатора, тогда расчет сечения проводов необходимо производить, опираясь на площадь сечения имеющегося железа. Расчет элементов сварочного трансформатора можно найти в интернете. Пластины сварочного магнитопровода стягиваются изолированными шпильками.
Намотка первичной и вторичной обмотки является самым ответственным и трудоемким процессом. Она производится по единому правилу всегда в одном направлении и по изолированной поверхности. Изоляция из хлопковой ткани разделяет каждый слой витков. Ткань пропитывается любым электроизоляционным лаком, можно бакелитовым. Выводы обмоток необходимо залудить и защитить кембриком. Если изоляция провода вызывает сомнение, то обмотку можно дополнить шпагатом, наматывая его одновременно с проводом. Последний виток в каждом слое фиксируется лаком. Для регулировки тока на вторичной обмотке делаются дополнительные выводы. На самодельных трансформаторах это позволяет обойтись без дроссельного устройства.
Маленький секрет для выполнения расчета. По требования безопасности максимальная величина напряжения холостого хода сварочного трансформатора допускается 80в. Если принять максимальную, то можно хорошо выиграть в габаритах устройства, или повысить мощность.
Читайте также
- Устройство сварочного трансформатора
Детальное знание устройства и маркировки трансформаторов, используемых для сварочных работ позволит лучшим образом подобрать наиболее подходящий для …
Точечная сварка своими руками – подробная инструкция
Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка.
Процесс точечной сварки
В промышленной индустрии процесс сваривания используют, большей части, для листов стали различных производителей, для сплавов цветных металлов, вне зависимости от толщины изделия, либо производственных заготовок (швеллеров, двутавров, уголков) и перемежающихся основ. В комнатных условиях ценным элементом при починке бытовой техники, в том числе, всевозможных эксплуатаций кабеля, алюминия или ремонтирования хозяйственного инвентаря, в основе лежит — точечная сварка.
В правильном положении соединяются подходящие части, внедряются посреди электродов и припирают друг друга. Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм.
При непосредственном использовании автоматизированного инвентаря в индустриальных целях частоты сваривания могут достигать до 600 единиц в минуту. При высококачественном точечном сваривании в бытовых условиях следует тщательно контролировать скорость движения электродов, выводя, тем самым, необходимую величину давления и контакт соединяемых деталей.
Процесс нагревания деталей происходит путем проникновения тока и возникновением непрерывного импульса, с частотой — 0,01- 0,1 секунд, в зависимости от внешних условий. Далее происходит расплавление металлов, создается полноценное жидкое ядро частей, размерность которого составляет: 4 — 12 миллиметров.
По истечению работы кратковременной подачи импульсов тока, необходимо дать выкованной детали остыть, для того, чтобы произошел процесс кристаллизации.
Режимность точечной сварки
Важно, не забывать, при сваривании стальных изделий, необходимо увеличение времени нагрева аппарата, для торможения процесса охлаждения материала.
При сваривании нержавеющих деталей, наоборот, необходимо уменьшить уровень нагрева, для предотвращения коррозий поверхности металлов.
Для наилучшего взаимодействия электродов, обязательно наблюдение за значениями давления. Это повлечет за собой качественный шов, различных металлов. Давление, в свою очередь, несет ответственность за мельчайшие крупицы металла, которые в дальнейшем, превращаются в прочную первоначальную материю.
Для улучшения процесса кристаллизации расплавленного материала, следует делать перерывы в сварочном процессе.
Предписания к электродам
При электродной обработке металл становится устойчив к высоким температурам, что облегчает дальнейшую работу с материалом.
Для увеличения срока эксплуатации, необходимо соблюдать проверку рабочего аппарата, проводя время от времени охлаждение электродов водой.
Сварочный аппарат своими руками
В бытовых условиях, изготавливая сварочный аппарат, чаще используют портативные версии прибора, ради удобства использования при сваривании цветных и черных металлов.
Опорный план сборки аппарата
Для того, чтобы создать точечную сварку своими руками, необходим электрический импульс. Его можно получить из малого трансформатора, к нижней части обмотки которого присоединяется свариваемая запчасть, а к верхней — непосредственно, электрод.
Для полноценной функциональности аппарата потребуется выпрямительный мост и дополнительный трансформатор. Образуется конденсатор, держащий в себе импульс.
Началом работы служит однократное нажатие специальной кнопки «Импульс», отвечающей за открытие цепи. См. на видео.
У конденсатора имеется свойство потери заряда, для восстановления работы повторите процесс включения прибора более длительным нажатием кнопки «Импульс».
При создании более серьезного прибора, используйте трансформатор с большей мощностью
Основные характеристики прибора
У каждого прибора имеются показатели силы тока. Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1.
Первичная обмотка прибора должна содержать свыше 200 витков. Рекомендации по использованию вторичного провода: ПВ З — 50 или ПЭВ 2/1,9.
Трансформатор производится, как правило, из подручных средств. Например, можно воспользоваться путем точечной сварки своими руками из микроволновой печи. Деталь выходит мало затратной, но с высокой мощностью. Диапазон сваривания подобного прибора, составит — 1 мм.
Конструктивные особенности электродов
Медные стержни различной толщины используют в качестве электродов.
Минимизируйте длину провода, подходящего к трансформатору. Учитывайте тот факт, что при наличии множества соединений, теряется мощность прибора. С двух концов провода закрепите медные колпачки, для наилучшего контакта с электродами.
Во избежание окисления меди, тщательно проверьте все контакты, жилы, при необходимости, спаяйте между собой.
Нижнему, неподвижному, электроду требуется изоляция от закрепляющих болтов, электроизоляционной лентой, либо латунными шайбами.
Электродные держатели разводятся пружинами. Начав работу можно путем включения аппарата в энергосеть. Следует помнить, что прибор предусматривает минимум — 20 А.
Инструменты использования
Включение и выключение прибора должно происходить при сжатых электродах, во избежание искрения электродов. Прибору необходимо вентилирование.
Купить станок точечной сварки сегодня не представляет никакого труда. Однако, не каждого мастера удовлетворят требования магазинных приборов. В таком случае, рекомендуем воспользоваться информацией, представленной выше и сделать точечную сварку своими руками. Желаем успехов!
Также предлагаем посмотреть видео инструкцию по созданию сварочного аппарата самостоятельно:
Безопасный сварочный аппарат из аккумуляторов своими руками
В жизни каждого мужчины может наступить ситуация, когда ему необходимо выполнить небольшой объем сварочный работ, а сварочного аппарата под рукой нет. Как правило, в такой ситуации многие люди впадают в отчаяние, ведь считают, что альтернативы сварочному аппарату на данный момент нет. Конечно, альтернативы нет, не можно сделать сварочный аппарат из автомобильных аккумуляторов, он полностью не заменит стандартные установки, но небольшой объем работ поможет выполнить.
Сварочный аппарат из авто аккумуляторов своими руками
Сварочный аппарат из автомобильного аккумулятора
Сразу отметим! Наша самоделка не безопасна, она может навредить вашему здоровью и вывести из строя автомобильные аккумуляторы, которые считаются не дешевыми.
Суть самоделки: если два сварочных аппарата соединить последовательно, то получится сварочный аппарат, который будет иметь две функции:
- сможет разрезать металл;
- сваривать металл.
Для самоделки нужны следующие материалы:
- Два автомобильных аккумулятора. Желательно, чтобы ток был 700 А и выше. Напряжение в этом деле не играет роли, ведь в сварке участвует только ток.
- Также необходимо два провода длинной 1 метр. Их сечение 12 мм2.
- Электрод, который есть под рукой.
Собираем сварочный аппарат пошагово
В первую очередь необходимо установить два аккумулятора рядом, желательно продумать подставку, чтобы с ними удобнее было работать.
Затем подключаем провода, здесь есть несколько тонкостей:
- Если необходимо приварить металл, на электрод подключаем минус, а не заготовку плюс.
- При резке металла электрод подключаем на плюс, а заготовку на минус.
Затем подключаем электрод и пробуем аккуратно выполнять сварку.
Что важно знать
Важный момент – это выбор провода. Если его сечение будет слишком большим, вы рискуете спалить свои аккумуляторы. Поэтому мы настоятельно рекомендуем использовать провода небольшого сечения, ведь лучше, если будет перегорать сам провод (его заменить дешевле).
Силу тока (А) вы можете регулировать в зависимости от сечения и длины кабеля. Оптимальная длина – 1 метр и сечение 12 мм2. Но, если вы делаете такую самоделку первый раз, попробуйте использовать провод меньшего сечения, это позволит избежать возможных проблем.
Помните! Брать электрод или провод голыми руками – запрещено. Попробуйте присоединить любые подручные средства, которые помогут избежать прямого контакта.
Почему это безопасно
Как правило, большая часть мужчин думает, что так можно спалить аккумулятор. Конечно, от этого не застрахован никто, но такой сварочный аппарат считается и достаточно безопасным. К примеру, стартер во время запуска потребляет больше электрического тока, чем сварка. Соответственно для автомобильного аккумулятора не будет никакого шока. Но, стоит понимать, что его работа должна быть минимальна, чтобы аккумулятор не перегрелся.
Работа с самодельным сварочным аппаратом
Также необходимо внимательно следить за состоянием электрода, правильностью подключения и нагрева. Если что-то вас смущает, лучше повторить подключение снова, по времени это не долго, зато поможет сохранить аккумулятор в полной сохранности.
Помните! Работать с таким самодельным сварочным аппаратом можно только в резиновых перчатках и сапогах, ведь ток может нанести серьезный вред для вашего организма.
Видео по теме
В сети мы нашли подробную инструкцию, которая расскажет, как сделать сварочный аппарат из аккумулятора с экстренных условиях.
Читайте также:
Провод СИП характеристики.
Как сделать стакан с подсветкой читайте здесь.
Паяльник своими руками.
Что можно сварить с помощью дуговой сварки на 70 А?
Из-за множества доступных типов сварки и множества материалов для сварочного оборудования может быть сложно понять, что вам действительно нужно или что вам нужно. В этой статье обсуждается дуговая сварка. Дуговая сварка – это то, к чему относятся TIG и MIG, одни из самых распространенных и популярных методов сварки.
Название дает понять, что такое дуговая сварка. Как и любой другой вид сварки, дуговая сварка используется для соединения металла и других материалов вместе с использованием чрезвычайно высоких температур.При дуговой сварке создается электрическая дуга, по которой электричество может течь между металлической заготовкой и металлическим электродом.
Чтобы упростить работу, сейчас на рынке доступны переносные аппараты для дуговой сварки, которые позволяют сварщикам очень удобно переносить аппарат и выполнять мелкий ремонт. Аппарат для дуговой сварки на 70 А особенно выгоден и высоко оценен экспертами и профессионалами. Несмотря на простоту использования аппарата для дуговой сварки на 70 А, ограниченная сила тока не позволяет использовать его на любой поверхности.Аппарат для дуговой сварки на 70 А лучше всего подходит для тонких металлических листов толщиной примерно от 1/8 до дюйма и толщиной 18. Кованое железо, автомобильные листы и прицеп для лодок – это лишь некоторые из вещей, которые можно сварить с помощью дуговой сварки на 70 А.
Прежде чем мы поговорим о аппарате для дуговой сварки на 70 А и о том, что можно сваривать с помощью этого типа сварочного оборудования, давайте узнаем больше о дуговой сварке.
Что такое дуговая сварка?
Дуговую сварку часто называют сваркой штучной сваркой и называют так, потому что в ней используется заряженная электрическая дуга, которая образуется между заготовкой и электродом.Дуга защищена либо инертными газами, либо флюсом, а затем тепло размягчает металлы, позволяя им свариваться при охлаждении.
Первая техника дуговой сварки была усовершенствована в 19 -м веках и широко использовалась для постройки кораблей и самолетов во время Второй мировой войны. Сегодня существует множество импровизированных и усовершенствованных видов дуговой сварки, которые используются при строительстве стальных конструкций, а также в проектах промышленного строительства. Температура при дуговой сварке может достигать в среднем 6500 градусов по Фаренгейту!
Оборудование для дуговой сварки обычно недорогое и доступно для большинства людей.Он включает в себя машину переменного тока, набор электродов, электрододержатели, отбойный молоток, соединительные силовые кабели, зажимы заземления и проволочные щетки. Также необходимо защитное снаряжение, поэтому добавьте в список сварочные перчатки, защитные очки, сварочный шлем и рукава.
Виды дуговой сварки
Есть много разных видов дуговой сварки. К ним относятся сварка MIG, дуговая сварка в среде защитного металла, сварка вольфрамовым электродом в среде инертного газа, дуговая сварка под флюсом и сварка порошковой проволокой. Все эти типы включают создание электрической дуги между заготовкой и электродом, плавление металла и соединение частей вместе.
- Сварка МИГ: Сварка МИГ также известна под другим названием – сварка металлическим электродом в газе (GMAW). Этот вид сварки включает металлическую проволоку, которая нагревается и плавится для создания электрической дуги, которая плавит детали и соединяет их вместе.
- Сварка TIG: Этот вид сварки, также называемый дуговой сваркой вольфрамовым электродом (GTAW), использует электрод на основе вольфрама, который передает ток сварочной дуге. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка под флюсом: Для процесса сварки под флюсом требуется полый электрод, заполненный флюсом. В остальном механизм такой же, как у сварочного аппарата MIG. В пистолет подается непрерывная сварочная проволока. Флюс образует шлак, который защищает сварочную ванну от воздействия окружающей среды.
- Дуговая сварка под флюсом: Дуговая сварка под флюсом – это еще один процесс дуговой сварки, названный так потому, что сварочная ванна, создаваемая электрической дугой, погружена в слой флюса.Когда он расплавлен, поток проводит электричество, обеспечивая путь для прохождения тока.
Преимущества и недостатки дуговой сварки
Причина популярности и повсеместного использования дуговой сварки в нескольких отраслях промышленности заключается в ее эффективности и долговечности. Вот еще несколько причин, по которым дуговая сварка приобрела нынешний статус. Но там, где есть преимущества, есть и недостатки.
Преимущества
- Стоимость – Оборудование не очень дорогое, поэтому и затраты низкие
- Портативность – Эти устройства и части сварочного оборудования очень легко транспортировать и переносить
- Чистота – Дуговая сварка одинаково эффективна на грязных рабочих поверхностях, но очистка приведет к более прочным сварным швам
Недостатки
- Навык – Дуговая сварка – один из самых сложных видов сварки, для которого требуется квалифицированный или опытный рабочий.В результате затраты на рабочую силу высоки.
- Эффективность – При некоторых видах дуговой сварки образуется много отходов, что увеличивает стоимость проекта
Что делает аппарат для дуговой сварки на 70 А?
Аппарат для дуговой сварки – это небольшое портативное устройство, которое можно носить в грузовике и использовать для сварки в узких небольших местах. Устройство требует подключения электродов по вашему выбору и поставляется с зажимами заземления и кабелями для подключения к источнику питания.
Аппарат для дуговой сварки на 70 А идеально подходит для небольшого ремонта в доме.Это также доступная и надежная машина, которая может прослужить вам несколько лет, если вы инвестируете в хорошую. Машину легко транспортировать, и как только вы освоите ее, ею очень легко управлять.
Однако для новичка дуговая сварка и установка температуры в соответствии с материалами все еще могут быть немного сложными. Сварщики-профессионалы советуют любителям начинать со сварочных аппаратов MIG или дуговой сварки 220 А, а затем переходить к аппаратам с меньшей силой тока. Кроме того, сварка с малым током может занять больше времени, чем у обычного сварщика MIG, поэтому вам, возможно, захочется быть более терпеливым.
Какая связь между током и толщиной?
В школе вас не учат тому, как настраивать параметры сварочного аппарата. Опытные сварщики могут сказать, какими должны быть идеальные настройки сварки, наблюдая за сварочной ванной, создаваемой каждой настройкой; если брызг слишком много, температура слишком высока, и вам следует немного уменьшить ее. Для новичков и учащихся есть диаграммы усилителей, которые помогут выбрать идеальные температуры для сварки различных материалов.
Используемая сила тока также сильно зависит от того, какой металл вы свариваете, и от его толщины. Чем толще металлический лист, тем выше сила тока, которая вам понадобится. Как правило, 70 ампер идеально подходят для сварки листов из мягкой или нержавеющей стали толщиной 1/8 дюйма. Для более толстых листов лучше подойдет сварочный аппарат MIG.
Что можно сваривать?
Аппарат для дуговой сварки на 70 А может сваривать нержавеющую сталь толщиной 1/8 дюйма или толщиной 18. Идеально подходит для сварки
- Лодочные прицепы
- Кованое железо
- Листовой металл для автомобилей
Аппарат для дуговой сварки может быть полезным инструментом для дома, поскольку он может сваривать практически все, если вы позаботитесь о материале и толщине свариваемого металлического листа.
На рынке доступно множество различных марок аппаратов для дуговой сварки на 70 А, все в пределах доступного диапазона цен. Многие из них имеют некоторые дополнительные функции, такие как защита от перегрева, и предназначены для более плавного образования дуги. В общем, это отличное вложение для сварщиков-любителей и любителей домашнего ремонта.
Часто задаваемые вопросы
Сколько стоит аппарат для дуговой сварки на 70 А?
Аппарат для дуговой сварки на 70 А от одного из лучших брендов на рынке может стоить от 100 до 200 долларов.Однако такой сварщик легко прослужит вам пару лет. Таким образом, приобретение такого сварочного аппарата – хорошая идея.
Можно ли самому сделать дома дуговой сварочный аппарат на 70 А?
Да, действительно можно, если вы достаточно разбираетесь в сварке и оборудовании. На YouTube есть видео и руководства, которые помогут вам создать собственный аппарат для дуговой сварки в домашних условиях, но мы не рекомендуем этого делать. Это сложно, и если вы сделаете какие-либо ошибки, это тоже может быть опасно.
Сколько имеется аппаратов для дуговой сварки?
Доступны аппараты для дуговой сварки на 70, 110 и 220 ампер.Есть и более мощные. Для более толстых металлических листов вам следует подумать о покупке устройства для дуговой сварки с большей силой тока.
Как узнать, слишком ли горячий или слишком холодный электрод с помощью аппарата для дуговой сварки?
Опытные сварщики могут определить температуру электрода, просто взглянув на сварочную ванну. Слишком много следов означает, что температура слишком высока, а громоздкий сварной шов указывает на низкие температуры. Сначала потренируйтесь и понаблюдайте за сварочной ванной, регулируя силу тока до нужной температуры.
От каких факторов зависит сила тока сварочного аппарата?
Это зависит от двух вещей:
- Марка металла
- Толщина листового металла
Подобные сообщения:
Я КОПИРОВАЛ МОЙ ПРОЕКТ
[пробел] Сегодня я очень горжусь. Я не умею это писать. Я только что посетил Euroguss (самую важную выставку в мире литья под давлением) и увидел огромную фотографию своего проекта внутри обоих моих конкурентов !!
[пробел]
На фотографии показана машина, очень похожая на мою, но с проблемой !![пробел]
Да, при детальном рассмотрении машина кажется очень похожей.У конкурента есть фотография, очень близкая к инструменту: она полностью такая же, как и у меня.
[пробел]
[пробел]
Я уверен, что они взяли и мои размеры: они используют те же коммерческие детали, размеры деталей производятся таким же образом.
[пробел]
Невероятно! Я не могу в это поверить! Не знаю, гордиться мне или злиться.[пробел]
Если я получу копию также в деталях, это означает, что я действительно обращаюсь к вам !!! Кока-колу все копируют, остальные – нет…
Вроде все одинаково, но это не так! Проблема больше, чем вы думаете!
Этот конкурент, копирующий и вставляющий, не знает, что они на самом деле делают.
Они копируют то, что им кто-то показал, что дали измерить. Они понимают, но не понимают смысла вещей.
Может быть, у них есть хороший продавец, они умеют скрывать ваши проблемы.
Возможно, это не ваша вина, но вы купили машину, чем сейчас доставляете вам трудности.
[пробел]
Вы спрашиваете себя, в чем проблема ??? Почему на скопированной машине должно быть так много проблем? В конце концов то же самое![пробел]
Проблем у вас много.Я вам скажу:
- низкое знание процесса
- импровизированный проект
- длинное время цикла
- высокая стоимость эксплуатации и обслуживания
[пробел]
НИЗКОЕ ЗНАНИЕ ПРОЦЕССАМой импровизированный конкурент не знает процесса, он не знает, что будет происходить во время вашего производства.
Я видел машины способные работать не более 2 часов. Потом начинаются проблемы. Инструменты, которые изнашиваются, больше не работают.Пришло время ПАНИКИ: ваш оператор начинает искать решения. Мой импровизированный конкурент начинает говорить, что проблема в ваших частях.
[пробел]
То, что решение нужно искать самостоятельно.
[пробел]
Вы думали, что купили технологическую машину, но на самом деле это похоже на то, что вы купили ее в бриколажном центре: прежде чем покупать, вы должны заставить их работать.
[пробел]
Машина без всего, что не видит мой конкурент.
[пробел]
У участника нет опыта в этом процессе. Мой конкурент хочет продавать станки для снятия заусенцев, а также сварочные аппараты, а также роботов для сборки, а также решения для обслуживания станков… как он может узнать о ваших проблемах? Как он может узнать, как сделать правильное программное обеспечение для ПЛК? Может быть, он не использует ПЛК, почему не понимает смысла его использования.
[пробел]
УЛУЧШЕННЫЙ ПРОЕКТКогда вам нужно что-то скопировать, вы не можете знать, что действительно важно, а что не так много.
Например, инструмент, который я скопировал, проработает всего 10 дней. Тогда это внезапно прекратится, и вы останетесь один без шансов.
[пробел]
Для его ремонта необходимо заменить половину компонентов хита.
[пробел]
Это почти то же самое, но я уверен, что у него будет тысяча проблем. Я уверен, потому что у проекта есть дефекты, которые в моих глазах большие, как дом!
Я не могу вам сказать об этом недостатке, мой конкурент – большой последователь этого блога. Я оказал ему уже слишком много бесплатной помощи.
Пожалуйста, свяжитесь со мной, и я расскажу вам все подробности лично.
[пробел]
ДЛИТЕЛЬНЫЙ ВРЕМЯ ЦИКЛАКаждая машина построена на небольшой границе между производительностью и надежностью. Это должен быть идеальный оркестр, играющий одним прекрасным звуком.
[пробел]
Если проект является копией того, что вы поняли, как он может работать хорошо?
[пробел]
Тогда придется искать компромиссы.Вы должны решить проблему самостоятельно. Время цикла становится длиннее… длиннее, и, в конце концов, вы больше не зарабатываете.
[пробел]
ВЫСОКАЯ СТОИМОСТЬ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯЕсли у машины много проблем, сколько вы тратите на ее использование?
На мой взгляд, вы слишком много тратите каждую секунду этого прохода. Если ваше производство идет с трудом, вы теряете много денег.
[пробел]
Если для вас достаточно копии Coca-Cola, машины, которая НЕ эффективна и с тысячей проблем, не звоните мне.
[пробел]
Если вы менеджер, который хочет, чтобы его компанияросла, и вам нужна машина, которая будет приносить
, вы зарабатываете деньги, доставляющие вам удовлетворение… [пробел]
ЗВОНИТЕ МНЕ SUONEST,
КАЖДУЮ СЕКУНДУ, КОТОРУЮ ВЫ ЖДЕТЕ, СЛИШКОМ ДОЛГ.
[пробел]
С моей машиной:
- эффективный
- точный
- простота использования
- низкие эксплуатационные расходы
[пробел]
Что это значит для вас:
- без проблем
- много зарабатывает
- Безотходное производство
[пробел]
Свяжитесь со мной, чтобы решить вашу проблему.
[пробел]
Даже если вы сделали неправильные инвестиции,Никогда не поздно.
[пробел]
Совершать ошибку – это по-человечески, упорство – дьявольски![пробел]
Пьеркарло Бономи
Главный специалист по роботизированным станкам для резки и снятия заусенцев
Сварочные дома от подруги. Сварочный трансформатор своими руками. Схема, описание. Видео: Самодельный сварочный аппарат
В настоящее время сложно представить любую работу с металлом без использования сварочного аппарата.С помощью этого устройства можно легко соединить или разрезать утюг различной толщины и размера. Естественно, для выполнения качественной работы вам потребуются определенные навыки в этом деле, но в первую очередь вам понадобится сам сварщик. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в этой статье мы поговорим о том, как сделать сварочный аппарат своими руками. Причем при всем богатстве разные модели, надежные стоят довольно дорого, а дешевизна не блещет качеством и долговечностью.Но даже если вы решили купить сварочный аппарат в магазине – знакомство с этой статьей поможет выбрать необходимое устройство, так как вы будете знать основы их схемотехники. Веллеры бывают нескольких типов: постоянного, переменного, трехфазного и инверторного типа. Для того чтобы определиться, какой вариант вам нужен, рассмотрите конструкцию и устройство первых двух типов, которые можно применить без особых навыков в домашних условиях.
На переменном токе
Этот тип сварочного аппарата – один из самых распространенных вариантов как в промышленности, так и в личных подсобных хозяйствах.Он прост в эксплуатации, по сравнению с остальными, довольно легко сделать в домашних условиях, что подтверждает фото ниже. Для этого понадобится проволока для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварщика. Простыми словами сварочный аппарат переменного тока – это низший трансформатор большой мощности.
Оптимальное напряжение при работе со сварочным аппаратом, собранным в домашних условиях – 60В. Оптимальный ток 120-160а. Теперь несложно рассчитать, в каком сечении должен быть провод, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В).Минимальная площадь сечения медного провода должна составлять 3-4 квадратных метра. мм, оптимальный – 7 кв. мм, поскольку необходимо учитывать и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медных жил первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевую проволоку, чтобы сделать сварочный аппарат своими руками, сечение для медной проволоки необходимо умножить на коэффициент 1.6.
Важно, чтобы провода в тряпичной оплетке нельзя было использовать с проводниками в ПВХ изоляции – при нагреве проводов он оплавляется и происходит. Если у вас нет проводов необходимого диаметра, можно использовать более тонкие жилы, намотав их параллельно. Но тогда следует учитывать, что толщина намотки увеличится, а габариты самого устройства увеличатся. При этом следует учитывать, что ограничивающим фактором может быть свободное окно в сердечнике и провод может просто не влезть туда.Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как жил на держателе. Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напомним, мы ориентировались на 120 – 160а) и длинных проводов.
Прежде всего, необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальный вариант Будет стержень стержневого типа, как показано на рисунке 1:
Этот сердечник должен быть изготовлен из пластин трансформаторной стали.Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо уменьшить. Перед тем как собрать сердечник, нужно рассчитать его размеры, это делается так:
- Сначала рассчитывается величина окна. Те. Размеры C и D на рисунке 1 Вы должны выбрать размещение всех обмоток трансформатора.
- Во-вторых, площадь рулона, которая рассчитывается по формуле: СКРЕН = А * В, должна быть не менее 35 квадратных метров. Посмотрите, больше ли СКРЕН – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и вам не нужно будет полностью отключать его, чтобы он остыл.Лучше, чтобы СКРЕНА была 50 кв. см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять пластины М-образной формы и сложить их, как показано на рисунке 2, пока не получится сделать сердцевину необходимой толщины. После этого скрепляем болтами по углам. В завершение необходимо обработать поверхность пластин до поверхности пластин и выставить их, обернув тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпусе.
Далее приступаем к намотке сварочного аппарата с понижающего трансформатора. Вначале мы пробуждаем первичную обмотку, которая будет состоять из 215 витков, как показано на рисунке 3.
Ответвление желательно делать от 165 и 190 витков. Сверху трансформатора прикрепите толстую текстолитовую пластину. На нем фиксируются концы обмоток с помощью болтового соединения, что первый болт – это общий провод, второй – ответвление от 165 витков, 3-й – ответвление от 190 витка и 4-й – от провода. 215-й.Это даст возможность впоследствии регулировать силу тока при сварке, переключая между разными выводами свой сварочный аппарат. Это очень важная функция, и чем больше веток вы сделаете, тем точнее вы получите корректировку.
После подъема обмотки 70 и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков намотано на стороне сердечника – туда, где намотана первичная обмотка. Соотношение витков должно быть примерно 60% на 40%.Это способствует тому, что после того, как вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что снизит сварочный ток, а соответственно улучшит качество шва. Таким образом, возникнет дуга, но слишком сильный ток не помешает качественному приготовлению пищи. Концы обмотки также будут закреплены болтом на текстолитовой пластине. Вы можете не прикреплять их, но, проводя провода прямо к держателю электродов и крокодилу на земле, он удалит соединения, где потенциально могут возникнуть напряжение и нагрев.Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например, из холодильника или микроволновки.
Теперь ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, нужно подключить сеть к общему проводу и к проводу, отходящему от 215 витка первичной обмотки. Если нужно увеличить силу тока, то можно сделать меньшее количество витков первичной обмотки, переключив второй провод на контакт с меньшим количеством витков.Уменьшить ток можно с помощью сопротивления из рассола, состоящего из изогнутой пружины, соединенной с держателем. Всегда необходимо следить за тем, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный градусник.
Таким способом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как видите, инструкция не слишком сложная и собрать прибор самостоятельно сможет даже неопытный электрик.
На постоянном токе
Для некоторых типов сварки требуется сварочный аппарат на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не более чем за 15 минут, преобразовав самодельный на переменный ток. Для этого собранный на диодах выпрямитель необходимо подключить ко вторичной обмотке. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Выровнять ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: Емкость 15000 мкФ и напряжение 50В.Далее собираем схему, которая указана на рисунке ниже. Дроссель L1 необходим для регулировки силы тока. Контакты х4 – плюс для подключения держателя, а х5 – минус для протекания тока к свариваемой части детали.
Для сварки в производственных условиях используются трехфазные сварочные аппараты, на них установлены двухэлектродные держатели, поэтому в данной статье мы их рассматривать не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложный процесс настройки с помощью специального оборудования.Однако все же рекомендуем ознакомиться с конструкцией инвертора на видео ниже.
Визуальные мастер-классы
Итак, если вы решили сделать сварочный аппарат в домашних условиях, рекомендуем посмотреть приведенные ниже видеоуроки, которые наглядно покажут, как самому собрать простой сварочный аппарат из материалов бакалавриата, а также объяснят вам некоторые детали и нюансы работы:
Теперь вы знаете основные принципы устройства сварочных аппаратов и можете своими руками изготовить сварочный аппарат как на постоянном, так и на переменном токе по инструкции из нашей статьи.
Также читайте:
В любом цехе по обработке металла очень удобно работать, если есть сварочный аппарат. С его помощью можно надежно соединить металлические детали или конструкции, вырезать отверстия или даже просто вырезать заготовки в нужном месте.
Такой полезный инструмент Вы можете сделать своими руками, главное хорошо разобраться, а умение сделать красивый и надежный шов приходит с опытом.
Переменный выходной ток
Дома, на даче чаще всего встречаются такие устройства.На многих фото сварочного оборудования видно, что оно сделано своими руками.
Самыми важными составляющими такого аппарата являются провод для двух обмоток и сердечник для них. По сути, это трансформатор для понижения напряжения.
Размеры провода
Аппарат неплохо проработает при напряжении на выходе 60 вольт и токе до 160 ампер. Расчеты показывают, что для первичной обмотки нужно брать медный провод сечением 3, а лучше 7 квадратных миллиметров.Для алюминиевого провода Сечение должно быть 1,6 раза.
Изоляция проводов Необходимо использовать ткань, так как провода в процессе работы сильно нагреваются, а пластик просто плавится.
Остановить первичную обмотку нужно очень аккуратно и аккуратно, так как она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если под рукой нет нужной длины, отрезки необходимо закрепить и спаять.
Вторичная обмотка
Для вторичной обмотки можно взять медь, а можно алюминий. Проволока может быть как одножильной, так и состоящей из нескольких жил. Сечение от 10 до 24 квадратных миллиметров.
Катушку очень удобно наматывать отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Твердый провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Такой способ есть.На расстоянии 30 метров (более или менее, в зависимости от расчетов) два крючка надежно закреплены. Между ними натягивается нужное количество тонкой проволоки, из которой будет вытягиваться многожильный провод. Затем один конец снимается с крючка и вставляется в электродрель.
На малых витках пучок проводов скручивается равномерно, общая его длина немного уменьшится. Прикрыть провода (каждую жилу отдельно), тщательно заполнить и отсосать. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Ядро
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Набираются из пластин толщиной 0,35-0,55 миллиметра.
Важно правильно подобрать размер окна в сердечнике, чтобы в него помещались обе катушки, а площадь в срезе (его толщина) составляла 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, и все гайки плотно затягиваются.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно делать выводы по намотке на 165 и 190 витков.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такая: чем больше витков катушки, тем больше тока на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Можно собрать еще сварочный аппарат – это инвертор.Он имеет ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Вы можете работать, не снимая устройство с плеча. Тогда, работая постоянным током, он позволяет создать более точный шов, и дуга не так скачет. Начинающим сварщикам проще работать.
Детали для сборки такого устройства продаются в магазинах и на рынке. Нужно только знать маркировку.Особого внимания требует качество транзисторов, потому что они находятся в наиболее нагруженной зоне проектной схемы инвертора. Для охлаждения прибора используется принудительная вентиляция в виде радиаторов охлаждения и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный перечень трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие устройства позволяют работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовыми сальниками.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации таких устройств.
Фото Сварочный аппарат дома
.Инверторный сварочный аппарат – современный аппарат, пользующийся широкой популярностью благодаря небольшому весу аппарата и его габаритам.Механизм инвертора основан на использовании полевых транзисторов и переключателей мощности. Чтобы стать владельцем сварочного аппарата, вы можете посетить любой магазин инструментов и приобрести такую полезную вещь. Но есть способ намного экономичнее, что связано с созданием инверторной сварки своими руками. Это второй способ и обратит внимание на этот материал и рассмотрит, как сделать сварку в домашних условиях, что понадобится и какие схемы выглядят.
Особенности функционирования инвертораИнверторный сварочный аппарат – это не что иное, как источник питания, который сейчас используется в современных компьютерах.На чем основана работа инвертора? В инверторе наблюдается следующая схема преобразования электроэнергии:
2) Ток с помощью синусоидальной пилы постоянного тока преобразуется в переменную с высокой частотой.
3) наблюдается уменьшение значения напряжения.
4) Ток выпрямляется с сохранением необходимой частоты.
Перечень таких преобразований электрической цепи Нам нужен для того, чтобы можно было уменьшить массу аппарата и его габаритные размеры.Ведь, как известно, старые сварочные аппараты, принцип работы которых основан на снижении значения напряжения и увеличении тока на вторичной обмотке трансформатора. В результате из-за большого значения силы тока происходит дуговая сварка металлов. Чтобы сила тока увеличивалась, а напряжение уменьшалось, на вторичной обмотке уменьшается количество витков, но увеличивается сечение проводника. В итоге можно отметить, что трансформаторный сварочный аппарат имеет не только значительные габариты, но и приличный вес.
Для решения поставленной задачи был предложен вариант выполнения сварочного аппарата по инверторной схеме. Принцип работы инвертора основан на увеличении частоты тока до 60 или даже 80 кГц, за счет чего уменьшается масса и габариты самого устройства. Все, что требовалось для реализации инверторного сварочного аппарата, – это увеличить частоту в тысячи раз, что стало возможным благодаря использованию полевых транзисторов.
Транзисторыобеспечивают связь с частотой около 60-80 кГц.В схему питания транзистора поступает постоянная величина тока, что обеспечивается с помощью выпрямителя. Диодный мост используется как выпрямитель, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на трансформатор пониженной версии. Но при этом в качестве трансформатора используется редуцированная катушка. Для чего используется катушка, ведь частота тока, который подается на трансформатор, уже равна 1000 раз за счет полевых транзисторов.В результате мы получаем аналогичные данные, как и при трансформаторной сварке, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы самостоятельно собрать инверторную сварку, нужно знать, что схема рассчитана, прежде всего, на напряжение 220 вольт и ток 32 ампера. Уже после преобразования энергии на выходе ток увеличится почти в 8 раз и достигнет 250 ампер. Такого тока хватит для создания прочного шва электрода на расстоянии до 1 см.Для реализации инверторного блока питания потребуется использовать следующие компоненты:
1) трансформатор с ферритным сердечником.
2) Обмотка первичного трансформатора 100 проводами диаметром 0,3 мм.
3) Три вторичные обмотки:
– внутренний: 15 витков и диаметр проволоки 1 мм;
– средний: 15 витков диаметром 0,2 мм;
– Наружный: 20 оборотов и диаметр 0.35 мм.
Кроме того, для сборки трансформатора потребуются следующие элементы:
– провода медные;
– стеклопластик;
– Текстолит;
– сталь электротехническая;
– Хлопок.
Как выглядит схема инверторной сваркиДля того, чтобы понять, что же такое сварочный инвертор на самом деле, необходимо рассмотреть схему, представленную ниже.
Электросхема сварочная инверторная
Все эти компоненты необходимо совместить и тем самым получить сварочный аппарат, который станет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема силового блока Инверторная сварка
Плата, на которой расположено устройство, монтируется отдельно от блока питания. Разделителем между силовой частью и источником питания является металлический лист, подключенный к электрически подключенному блоку.
Проводники используются для контроля переходов, закрепления которых необходимо замкнуть в транзисторах. Эти проводники соединяются попарно друг с другом, и сечение этих проводников особой роли не играет. Единственное, что важно учитывать, – это длина проводников, которая не должна превышать 15 см.
Для человека, не знакомого с азами электроники, прочитать такую схему проблематично, не говоря уже о назначении каждого элемента.Поэтому, если у вас нет навыков работы с электроникой, лучше обратиться за помощью к знакомому мастеру, который поможет разобраться. Вот, например, ниже показана схема питания инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (видео)Чтобы построить инверторный сварочный аппарат, необходимо выполнить следующие действия:
1) Корпус .В качестве сварочного случая рекомендуется использовать старую системную систему от компьютера. Он подходит лучше всего, так как имеет необходимое количество вентиляционных отверстий. Можно использовать старую 10-литровую канистру, в которой можно прорезать отверстия и поставить кулер. Для увеличения прочности конструкции от системы системы необходимо разместить металлические уголки, закрепленные с помощью болтовых соединений.
2) Соберите блок питания. Важным элементом блока питания является трансформатор. В качестве основы трансформатора рекомендуется использовать феррит 7х7 или 8х8.Для первичной обмотки трансформатора – обмотка провода по всей ширине сердечника. Столь важная особенность влечет за собой улучшение работы устройства при появлении падений напряжения. В качестве провода необходимо использовать медные провода марки Пав-2, а при отсутствии шины провода соединяются в один жгут. Стекловолокно используется для изоляции первичной обмотки. Сверху после слоя стеклопластика необходимо намотать штыри экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для инверторной сварки
3) Силовая часть .В качестве силового агрегата выполняет понижающий трансформатор. В качестве сердечника понижающего трансформатора используются два типа сердечников: X20X208 2000 нм. Между обоими элементами важно обеспечить зазор, который решается расположением газетной бумаги. Для вторичной обмотки трансформатора характерна обмотка охладителя в несколько слоев. На вторичную обмотку трансформатора необходимо уложить три слоя проводов, а между ними устанавливают прокладки из фторопласта. Между обмотками важно расположить усиленный изолирующий слой, который позволит избежать нарушения напряжения на вторичной обмотке.Необходимо установить конденсатор на напряжение не менее 1000 вольт.
Трансформаторы вторичной обмотки от старых телевизоров
Для обеспечения циркуляции воздуха между обмотками необходимо оставить воздушный зазор. Трансформатор тока собран на ферритовом сердечнике, который включен в цепь к плюсовой линии. Сердечник необходимо завернуть в термобумагу, поэтому в качестве этой бумаги лучше всего использовать кассовый аппарат. Выпрямительные диоды прикреплены к алюминиевой пластине радиатора.Выходы этих диодов следует подключать к неизолированным проводам, сечение которых составляет 4 мм.
3) Блок инвертора . Основное назначение инверторной системы – преобразование постоянного тока в переменную с высокой частотой. Для обеспечения повышения частоты применяются и специальные полевые транзисторы. Ведь транзисторы открываются и закрываются с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше реализовать схему на 2 менее мощных.Это необходимо для того, чтобы можно было стабилизировать частоту тока. В схеме не обойтись без конденсаторов, которые подключаются последовательно и позволяют решать такие задачи:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса установите охлаждающие вентиляторы, а для этого можно использовать компьютерные кулеры. Они нужны для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше будет использовано вентиляторов, тем лучше. В частности, необходимо установить два вентилятора для продувки вторичного трансформатора.Одна пара муфт продувает радиатор, тем самым не допуская перегрева рабочих элементов – выпрямительных диодов. Монтаж диодов на радиатор осуществляется следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фотография термостата
Рекомендуется устанавливать на наиболее нагретый элемент. Этот датчик сработает при достижении критической температуры нагрева рабочего элемента. При его срабатывании отключится питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных охладителей является обязательным условием. Эти охладители или вентиляторы расположены на корпусе устройства так, что работают на вытяжку.
Для поступления свежего воздуха Система будет в отверстиях в корпусе устройства. В системном блоке эти отверстия уже имеются, и если вы используете какой-либо другой материал, не забудьте обеспечить приток свежего воздуха.
5) Пайка платы Это ключевой фактор, так как вся схема построена на плате. На плате диоды и транзисторы важно устанавливать встречно друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с которыми связана вся цепочка электроприбора. Цепь питания рассчитана на напряжение 300 В. Дополнительная компоновка конденсаторов емкостью 0,15 мкФ дает возможность сбросить избыточную мощность обратно в цепочку.На выходе трансформатора располагаются конденсаторы и замыкаются цоколями, с помощью отклонений перенапряжения на выходе вторичной обмотки.
6) Настройка и отладка . После того, как инверторная сварка будет собрана, необходимо будет провести еще несколько процедур, в частности, настроить работу агрегата. Для этого подключите к ШИМ (широтно-импульсный модулятор) напряжение 15 вольт и охладитель. Дополнительно включается в цепь реле через резистор R11.Реле включено в цепочку во избежание скачков напряжения в сети 220 В. Обязательно нужно управлять включением реле, после чего оно запитывается ШИМ. В результате должна наблюдаться картина, при которой прямоугольные участки должны исчезнуть на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности подключения цепи можно в том случае, если реле показывает 150 мА во время настройки реле.В случае, когда наблюдается слабый сигнал, это говорит о неправильном подключении платы. Возможно, произошла поломка одной из обмоток, поэтому для устранения помех потребуется все питающие электрические трубы.
Инвертор сварочный в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле всех монтажных и наладочных работ остается только проверить работоспособность полученного сварочного аппарата.Для этого прибор питается от электросети 220 В, после чего высокие показатели силы тока и осциллограф показывает показания. В нижнем шлейфе напряжение должно быть в перераспределении 500 В, но не более 550 В. Если все выполнено правильно при строгом подборе электроники, то величина напряжения не будет превышать 350 В.
Итак, теперь вы можете проверить сварку в действии, для чего мы используем необходимые электроды и разделяем шов до полного прогорания электрода.После этого важно приступить к измерению температуры трансформатора. Если трансформатор просто закипает, значит, у схемы есть недостатки и дальше рабочий процесс лучше не продолжать.
После повторного открытия 2-3 швов радиаторы нагреваются до высокой температуры, поэтому важно дать им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура снижается до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения самодельного станка в цепь, контроллер в автоматическом режиме выставит конкретную силу тока.Когда напряжение на проводе меньше 100 вольт, это говорит о неисправности устройства. Придется разобрать устройство и перепроверить правильность сборки.
С помощью этого типа сварочного аппарата можно осуществлять наплавку не только черных, но и цветных металлов. Для того, чтобы собрать сварочный аппарат, необходимо не только владение электротехникой, но и свободное время для реализации задумки.
Инверторная сварка– незаменимая вещь в гараже у любого хозяина, поэтому, если вы еще не приобрели такой инструмент, то можете изготовить его самостоятельно.
Оборудование для сварочных работ Не обязательно покупать в магазине. Это можно сделать в домашней мастерской. Ведь на самом деле конструкция самого простого устройства элементарна и затрудняет сборку. Для этого требуются только некоторые компоненты и некоторые знания в области электротехники.
Как сделать простой и в то же время функциональный аппарат для сварочных работ и что для этого потребуется – об этом далее в нашей статье.
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Все сварочные работы основаны на преобразовании электрического тока из сети. В быту доступно электричество напряжением 220 вольт и силой тока 16-32 ампер.
На сварку, как известно, мало.
Для сварочной дуги требуется мощность, и выдается ее ток, измеряемый в амперах (простым языком, это количество электронов, подводимых к электроду). Чем больше заряда, тем производительнее будет устройство.
Для увеличения мощности используются трансформаторы, снижающие напряжение в несколько раз, но увеличивающие поток электронов, что позволяет подавать такой ток для образования сварочной дуги.
Трансформатор является основным элементом, позволяющим собрать простейшие аппараты, работающие на переменном токе.
Основа трансформатора – индуктор магнитопровода (сердечник из трансформаторной стали), на который намотаны обмотки: первичная, из более тонкой проволоки и большого количества витков. и вторичный, состоящий из толстого кабеля с наименьшей намоткой.
Магнитные трубопроводы для сборки сварочных аппаратов можно использовать, например, со старыми силовыми трансформаторами.
Питание осуществляется от бытовой розетки и подается на первичную обмотку.
Обмотки между собой контактировать не должны. Даже если трансформатор имеет обмотки одна в другую, между ними обязательно располагается изоляционный слой! Ток от одной обмотки к другой передается через магнитопровод.
Для полноценного функционирования рекомендуется поставить охлаждение для такого прибора. Вы можете использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и других элементов, а также принимать перебои в охлаждении.
Работа ведется следующим образом. Ставка пуста между электродами и включается ток. Ставим точку, отключаем питание и перемещаем предмет.
Такая микроволновая сварка своими руками обеспечит сварку очень тонких конструкций. Увеличьте мощность, подключив два трансформатора. Но при этом важно правильно собрать такую сборку, иначе закрытие неминуемо.
Сварка постоянным током
Самодельные трансформаторные устройства работают на переменном токе, поэтому можно варить стали разных марок.Но некоторые металлы при сварке электродуговым методом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такое устройство, к трансформатору потребуется добавить выпрямитель и дроссель для сглаживания тока.
Выпрямители собраны из диодов, способных выдерживать большую мощность (до 200 ампер). Обычно они габаритные и к тому же требуют сборки системы охлаждения. Диоды устанавливаются параллельно для увеличения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить качественные швы при сварке нержавеющей стали или алюминия.
Все ли
Сегодня в Интернете можно найти множество схем и конструкций различного сварочного оборудования. От простейшего массивного трансформаторного аппарата до самых сложных самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Десять лет назад инверторы были практически недоступны для широких масс и все сварочные работы проводились с помощью габаритных трансформаторов, чаще всего самодельных.Их функции позволяют готовить различные конструкции с использованием стальных деталей. И многие опытные сварщики варят с такими аппаратами цветные металлы или чугун. Более того, сегодня улучшилась ситуация с электродами, которые можно подбирать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе, что затрудняет работу с нержавеющей сталью или, например, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и малоподвижность.И если для мастерской это не проблема, то высотные работы затрудняются. Но основная проблема трансформаторной сварки самодельным изготовлением – это точность настройки режимов. Инверторы заводского производства в этом случае выигрывают.
Различные конструкции точечных приветствий также значительно упрощаются за счет использования тонкостенных металлов и изделий, которые можно быстро отремонтировать. Но для создания действительно мощного устройства потребуется больше компонентов, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет уместной, если у вас есть практически все необходимое: трансформаторы, выпрямители, транзисторы и другие. Иначе зачем утомлять поиск и сборку устройства с сомнительной мощностью и настройкой, если он сегодня стоит 50-100 долларов? А для небольших объемов такого устройства будет более чем достаточно?
Что вы можете добавить к этому материалу? Поделитесь опытом сборки самодельного сварочного оборудования, особенно схемами сборки. Как вы думаете, насколько эффективно использование таких устройств в быту? Оставляйте свои комментарии в блоке обсуждения к этой статье.
Никакая работа с железом без сварочного аппарата не обойдется. Он позволяет вырезать и соединять металлические детали любого размера и толщины. Удачное решение – производить сварку своими руками, ведь хорошие модели стоят дорого, а дешевые – низкого качества. Для реализации идеи самостоятельного производства сварщику необходимо приобрести специальное оборудование, позволяющее проверить навыки качественного специалиста в реальных условиях.
Виды и характеристики инструмента
После выполнения всех необходимых условий подготовительный этап. Качественно соблюдена возможность изготовить сварочный аппарат своими руками.Сегодня существует множество концептуальных схем, по которым можно изготовить устройство. Действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на принадлежность аппарата к трансформаторному типу. Важной характеристикой данного устройства является работа от переменного тока, что позволяет использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество сварных соединений. Аппарат данного типа легко найдет себе применение в быту. При обслуживании недвижимости, находящейся в частном секторе.
Для сборки такого устройства необходимо иметь:
- Около 20 метров кабеля или кабеля большого сечения.
- Металлическое основание с высокой магнитной проницаемостью, которое будет использоваться в качестве сердечника трансформатора.
Оптимальная конфигурация жилы имеет базовую часть П-образной формы. Теоретически сердечник любой другой конфигурации легко увидеть, например, круглую форму, взятую из вышедшего из строя статора электродвигателя.Но на практике выиграть обмотку по аналогичной причине гораздо сложнее.
Площадь сечения сердечника самодельного сварочного аппарата самодельного образца составляет 50 см 2. Этого хватит для применения при установке стержня диаметром от 3 до 4 мм. Использование большего сечения приведет только к увеличению массы конструкции, а эффективности вышеперечисленного устройства не будет.
Инструкция по изготовлению
Для первичной обмотки необходимо использовать медную проволоку с высокими показателями жаростойкости, так как при выполнении сварочных работ она будет подвергаться воздействию высоких температур. Используемый провод должен быть с изоляцией из стекловолокна или хлопка. предназначен для стационарного использования в высокотемпературной зоне.
Для намотки трансформатора не допускается использование провода с ПВХ изоляцией, который при нагревании моментально приходит в негодность. В некоторых случаях изоляция обмотки трансформатора выполняется самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, разрезать ее на полосу шириной около 2 см, намотать на подготовленную проволоку и пропитать повязку любым лаком с электрическими свойствами.Такая изоляция на термоКракеристах не уступит ни одному заводскому аналогу.
Мойте змеевики по определенному принципу. Изначально половина первичной обмотки – это обмотка, которая следует за половиной вторичной обмотки. Затем переходите ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмоток вставляются фрагменты картонных лент, стеклопластика или прессованной бумаги.
Установочное оборудование
Далее следует настроить.Делается это путем включения оборудования в сеть и снятия проб напряжения со вторичной обмотки. Величина напряжения на нем должна быть от 60 до 65 вольт.
Точная подгонка параметров осуществляется за счет уменьшения или увеличения длины намотки. Для получения качественного результата значение напряжения на вторичной обмотке следует отрегулировать под заданные параметры.
Первичная обмотка готового сварочного трансформатора подключается к кабелю из стеклопластика или проводу SWRPS, который будет использоваться для подключения к сети.Один из выводов вторичной обмотки подается на вывод, к которому в дальнейшем будет подключена «масса», а второй – на вывод, подключенный к кабелю. Последняя процедура завершена, и новый сварочный аппарат готов к работе.
Производство малогабаритных заполнителей
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора Советского ТВ. Его легко можно использовать для получения вольт дуги. Чтобы получилось правильно, между выводами автотрансформатора подключены графитовые электроды. Эта простая конструкция позволяет выполнять несколько простых работ со сваркой, например:
- Изготовление или ремонт термопар.
- Прогревать до максимальной температуры изделий из высокоуглеродистой стали.
- Наплавка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, имеет существенный недостаток. Использовать его необходимо с соблюдением дополнительных мер предосторожности. Не имея гальванической развязки с электрической сетью, это довольно опасное устройство.
Оптимальные параметры автотрансформатора, подходящие для создания сварочного аппарата, учитывают выходное напряжение от 40 до 50 вольт и малую мощность от 200 до 300 ватт. Это устройство способно вырабатывать от 10 до 12 ампер рабочего тока, чего хватит при сварке проволок, термопар и других элементов.
В качестве электрода для мини сварочного аппарата, созданного своими руками, можно использовать Грикель из простого карандаша. Держатели для импровизированных электродов могут служить клеммами, которые есть на разных электроприборах.
Для производства сварочных работ держатель подключается к одному из выходов внешнего вида, а свариваемый элемент – к другому. Ручку держателя лучше всего делать из стеклопластиковой шайбы или из другого жаропрочного материала. Следует отметить, что дуга такого устройства действует довольно кратковременно, не позволяя перегреть используемый автотрансформатор.
Стоимость установки завода по производству листового железаСтоимость установки ванны – Калькулятор затрат на 2021 год (настраиваемый)
Для базового проекта с почтовым индексом 47474 с 1 ванной стоимость установки ванны начинается с 1092–1907 долларов за ванну.Фактические затраты будут зависеть от размера работы, условий и опций. Чтобы оценить затраты для вашего проекта: 1. Задайте почтовый индекс проекта. Введите почтовый индекс места, где работают сотрудники.
5 Лучшие простыни – июнь 2021 г. – BestReviews
Цены на комплекты листов. Средняя цена комплекта простыни зависит от таких факторов, как размер, материал и количество ниток. Недорогое постельное белье. Самые доступные по цене простыни, как правило, сделаны из синтетических волокон, таких как микрофибра или полиэстер, или из смеси хлопка и поли.
7 лучших простыней без морщин в 2021 году
12 марта 2021 · В набор простыней входят простыня, плоская простыня и две наволочки, за исключением двойных и двойных размеров XL, которые идут с одной наволочкой. Подогнанная простыня подходит для матрасов глубиной до 9 дюймов. Благодаря 22 цветам на выбор и удобной для кошелька цене легко запастись несколькими наборами этих простыней для каждой комнаты дома.
Черная металлургия в Индии: производство, размер рынка…
Министерство стали содействует созданию отраслевой миссии по исследованиям и технологиям стали Индии (SRTMI) в сотрудничестве с государственными и частными сталелитейными компаниями, чтобы возглавить научно-исследовательские и опытно-конструкторские работы в черной металлургии. начальный корпус рупий. 200 крор (30 миллионов долларов США).
Обработка помидоров и продукты на основе томатов, добавленная стоимость …
24. Каков прогнозируемый период окупаемости и IRR завода? 25.Какова технологическая схема завода? 26. Каковы рыночные возможности для открытия завода? 27. Что такое исследование и оценка рынка для открытия завода? 28. Какова схема установки завода? .entrepreneurindia
Как исправить обычные железные проблемы | DoItYourself
10 апреля 2010 г. · Утюг – это небольшой прибор, используемый для разглаживания мятой одежды и уничтожения любых микробов, возникающих внутри одежды. Хорошо сделанный утюг обычно требует очень небольшого ремонта, но иногда вам нужно будет исправить сломанные ручки, неисправные шнуры и забитые отверстия, из которых выходит пар.Вы можете легко устранить проблемы, выполнив шаги, описанные ниже.
Затраты на строительство и запуск биотехнологических заводов
01 февраля 2008 г. · Вот различные затраты, связанные со строительством, оборудованием, проектированием и проверкой, и, наконец, запуском завода: строительство 4 млн долларов США, оборудование и установка 1 миллион долларов, а также проектирование и проверка 1 миллион долларов на общую сумму 6 миллионов долларов.
Цена железного листа, 2021 Цена листового железа Производители…
Цена на железный лист – Выберите 2021 высококачественный железный лист Цена по лучшей цене от сертифицированных китайских производителей оцинкованного железа, поставщиков, оптовиков и заводов по производству листового железа в Китае
Стальной лист сваи Стоимость и торги [iSheetPile] – Подумайте …
общая стоимость стоимости за погонный фут стоимость за квадратный фут; Стена из стальных шпунтовых свай: 47,69: солдатская свая и утепленная стена: 90,45: бетонная модульная стена с гравитацией: 76,18: механически стабилизированная земляная стена: 95.58: Монолитная железобетонная стена: 136.09: Жидкая стена: 210,60
Сколько стоит индивидуальный набор клюшек на …
Как правило, базовый набор для индивидуальной клюшки для гольфа будет эквивалентная стоимость премиального набора, доступного в готовом виде. Например, полный комплект клюшек для гольфа с низким радиусом действия, установленный в Hodson Golf Precision Fitting, уже стоит около 2000 долларов, в то время как его экзотический ассортимент оценивается более чем в 6500 долларов.
Стоимость установки бетонной опалубки – Калькулятор стоимости 2021 года…
Стоимость установки бетонной опалубки начинается с 3,23–3,97 долларов за квадратный фут, но может значительно варьироваться в зависимости от условий и опций площадки. Получите справедливую стоимость для КОНКРЕТНЫХ требований проекта. Ознакомьтесь с типичными задачами и временем установки бетонной опалубки, а также с указанием удельных затрат и требований к материалам. Ознакомьтесь с профессионально подготовленными сметами на работы по настройке бетонной формы.
ЗАВОД ГУБЧАТОГО ЖЕЛЕЗА
Набор 1: Между углем, углекислым газом и кислородом Набор 2: Между частицами железной руды и ко..spongeitc 9 Каждую частицу / кусок руды можно рассматривать как пористую. реакция между частицей и газообразным реагентом может быть … Организация производства смешанного сырья для подачи в печь. .spongeitc 13
Простыни | Costco
Kirkland Signature 680 Количество нитей Набор из 6 листов Набор листов включает: 1 плоский лист, 1 натянутый лист, 4 наволочки; Двойной набор включает: 1 простыню, 2 наволочки
16 лучших простыней 2021 года – самые популярные наборы простыней для вас…
20 мая 2021 г. · Лучшие простыни для всех сезонов и ценовых категорий, в том числе простыни для горячего сна, мягкий, роскошный хлопок и доступные комплекты простыней на Amazon, Brooklinen и других местах.
Железный купол видит рост Израиля, партнерство Raytheon для США …
27 мая 2021 г. · В апреле 2011 года ЦАХАЛ объявил, что батарея Iron Dome, развернутая в Беэр-Шеве, перехватила две ракеты, выпущенные из сектора Газа в ночное время . Однако, помимо первоначальных вложений, проблема заключается в асимметрии затрат между импровизированными ракетами, составляющими примерно 500 долларов за штуку, по сравнению с.Стоимость перехватов оценивается в
Облицовка и кровля из гофрированного железа: размер, профили, цена …
17 сентября 2020 г. · Гофрированное оцинкованное железо было изобретено в 1820-х годах в Великобритании Генри Робинсоном Палмером, архитектором и инженером из Лондона Док Компания. Первоначально он был сделан из кованого железа.
Стоимость установки для сбора и обработки спермы
Стоимость создания базовой лаборатории для сбора и обработки спермы… как можно сэкономить. Однако для этого потребуется дополнительное оборудование в виде набора аптечных весов (400 долларов США). … Небольшое племенное предприятие должно иметь возможность создать базовую обслуживаемую службу охлажденной спермы примерно за 3000 долларов при условии, что они будут производить свою собственную …
Основы оценки стандартной стоимости SAP – Понимание …
ноя 15, 2013 · Спецификация (BOM) – T-КОД – НАСТРОЙКА CS01, для просмотра T-кода -CS03; Снимок экрана 10. Если вы вернетесь и обратитесь к моему снимку экрана 3, подробная стоимость (M) зависит от этих настроек.Примечание. Нам также нужно будет выполнить настройки компонентов затрат, чтобы охватить точку в чистой части. Маршруты – Создание маршрутов T-Cod-CA01 (функциональность PP) для просмотра CA03
Сталелитейный завод – Википедия
История. С момента изобретения процесса Бессемера сталелитейные заводы заменили чугунолитейные заводы, основанные на методах лужения или очистки. Позже появились новые способы производства стали: из лома, выплавленного в электродуговой печи, а в последнее время – из процессов прямого восстановления железа. В конце 19 – начале 20 веков крупнейшим сталелитейным заводом в мире был сталелитейный завод Barrow Hematite Steel Company…
Как оценить стартовые активы | Прогнозы плана
21 января 2020 г. · Стартовые активы для бизнеса. Стартовые активы являются частью начальных затрат и представляют собой суммы, которые вам необходимо потратить на долгосрочные активы, такие как земля, здания, оборудование, а также заводы и машины, а также инвентарь, чтобы запустить новый бизнес, готовый к запуску. производство и продажа товаров и услуг.
Модели 5600 и 5600 Econominder – продукты Pure Water
6 Процедуры установки и запуска моделей 5600 и 5600 Econominder® модели 5600 ПРИМЕЧАНИЕ. чтобы соответствовать применимым нормам сантехники.1. Вручную переведите регулятор умягчителя в рабочее положение и дайте воде стечь в резервуар для смолы.
Обзор рынка стали и железной руды
Обзор рынка стали и железной руды Обзор рынка стали и железной руды Тенденции в области производства Эксперты EIU пересмотрели в сторону понижения оценку мирового производства стали в 2017 году с 5,5% до 3,8 процента в соответствии с статистическими данными за год, опубликованными
IronPlanet – Комиссия продавца
Комиссия продавца.Без транспортных расходов. Никаких сборов за ремонт. Без шуток. В отличие от традиционных аукционов, где вам нужно переместить свое оборудование, с IronPlanet оборудование остается на вашем участке до завершения аукциона и оплаты оборудования, что позволяет сэкономить на дорогих и ненужных транспортных расходах.
Стоимость порошкового покрытия | Алюминий, Кованое железо, МДФ
20 марта 2019 г. · Таким образом, начальные затраты и первоначальные инвестиции выше, чем при использовании жидкой краски. Тип поверхности В то время как большинство людей ассоциируют порошковое покрытие с металлическими поверхностями, на самом деле оно может использоваться на довольно широком спектре материалов, включая пластик, древесноволокнистую плиту средней плотности (МДФ) и металлы, такие как алюминий и кованое железо.
оценка стоимости монтажа стального здания
стоимость аренды и транспортировки. Теперь добавьте соответствующие накладные расходы на ежемесячные деловые расходы. (В среднем 10-25%). Не забудьте указать время в пути, стоимость страховки или любые другие вышеупомянутые или специфические для работы пункты. Пример: 40 x 50 x 14 2000 x 0,08 = 160
10 комплектов льняных простыней, которые действительно стоят вложений …
12 января 2021 г. · Этот комплект льняных простыней изготовлен по принципу справедливой торговли и закуплен из ответственных источников. , и полностью натуральное бельгийское белье и включает в себя одну плоскую простыню, одну глубоко подогнанную простыню и две наволочки.Набор представлен только в нескольких основных цветах, но выбор белый, слоновая кость и серый наверняка подойдут практически к любому декору.
Цены на услуги прачечной и химчистки | Бесплатная коллекция …
Miracle Dry Cleaning предлагает доступные цены на химчистку и стирку ваших тканей и предметов. Закажите онлайн и получите обслуживание в тот же день.
Создание шаблона затрат | Microsoft Docs
18 апреля 2014 г. · Шаблон стоимости определяет, можно ли редактировать автоматически вычисляемый процент выполнения и рассчитывается ли процент выполнения в суммах или в единицах.Поскольку шаблон стоимости относится к набору строк шаблона стоимости, при настройке шаблона стоимости необходимо также настроить строки шаблона стоимости. Строки шаблона затрат
Сколько стоит создание небольшого производства соевого масла …
25 апреля 2018 г. · Внедрение крупномасштабного завода по переработке соевого масла: (1). Очистка: наш вибрационный грохот и дестунер удаляют загрязнения, такие как: железо, камни, комки, такие как листья растений, очищают после того, как содержание примесей арахиса в сырье не должно превышать 0.2%. (2). Измельчение: масличные семена измельчаются на 6-8 частей, чтобы удовлетворить требованиям измельчения, арахис пригоден для измельчения …
Лучшие и худшие листы по результатам испытаний, проведенных в потребительских отчетах …
18 января 2019 г. · Комплект CR из сплошного полотна Boll & Branch Percale включает: Как и большинство лучших производителей, комплект из сплошного полотна Percale подходит для 14-дюймового матраса, а это значит, что он должен соответствовать
Средняя стоимость гладильных услуг в прачечной | Наш …
28 сен, 2017 · Для того, чтобы погладить мужской или женский костюм, требуется максимум опыта.В дополнение к прижимной доске в гладильных службах используется гладильная ткань, чтобы предотвратить появление блестящих пятен на ткани. В 2009 году прачечные обычно брали минимум 6 долларов за глажку костюма-двойки. Гладить складки, складки, вытачки, плечевые швы и клапаны карманов может потребовать много времени.
10 лучших комплектов простыней 2021 года
25 марта 2021 · Вы часто найдете простыни, сделанные из смеси бамбука и хлопка, и они обычно стоят от 60 долларов и выше за комплект. Простыни из микрофибры. Предоставлено Amazon.Листы микрофибры изготавливаются из полиэстера, синтетического волокна, похожего на пластик. Поскольку эта пряжа производится на заводе, ее можно использовать для производства чрезвычайно экономичных листов, которые стоят как …
Сколько стоит завод по плавке железной руды? – Quora
Вы можете построить вагранку для производства 200 000 NTMH (чистых тонн жидкого чугуна) в год при капитальных затратах примерно 60 миллионов долларов и эксплуатационных расходах примерно 150 долларов на NTHM.
Корпус из листового железа на участке 50 x 100 футов.| A4architect
25 сентября 2013 г. · Стоимость жилья из листового железа в Кении. Предполагая, что стоимость квадратного метра жилья из листового железа составляет 6000 шведских крон за квадратный метр, строительство участка размером 50 х 100 футов будет стоить, как указано ниже. Тип конструкции. 2 комнаты с общим туалетом и ванными комнатами. Площадь каждой комнаты 12м2. Общая площадь на 2 комнаты = 24м2. Количество комнат в Читать далее Жилье из листового железа на участке 50 х 100 футов.
2021 Стоимость установки металлического забора | Стоимость железного забора
20 февраля, 2016 · Стоимость кованого забора.Кованые заборы уже давно пользуются популярностью у домовладельцев из-за их внешнего вида и потенциала для увеличения стоимости недвижимости. Кроме того, это прочный материал, который хорошо держится и добавляет красоты ландшафту. Кованое железное ограждение обычно используется для ограждения дворов или других участков, где может быть декоративный забор …
Airbnb 101: кровать, простыни и не только – The Hosting Journey
Что это ВСЕ мне обойдется ? Позвольте мне дать вам несколько советов, которые я хотел бы получить, когда начал свой Airbnb в 2010 году.ДОСТАТОЧНО ЛИ У ВАС ЛИСТОВ? Вы хотите начать свой Airbnb правильно, и выбранные вами листы зададут тон. Постельное белье повлияет на впечатления ваших гостей.
ТЕХНИЧЕСКИЙ РАСЧЕТ И ОЦЕНКА ЧЕЛОВЕКА
Монтаж технологических или химических заводов i. трубопровод над землей ii. трубопроводы iii. стальные конструкции iv. технологическое оборудование v. резервуары для хранения цилиндрические и сфероидальные vi. сварка и газовая резка vii. защита от коррозии viii. теплоизоляция ix.оценивает x. трубопровод над землей оценочные точки для встроенных элементов xi. весовые коэффициенты xii …
Настройка ресурсов, табелей учета рабочего времени и заданий – Business Central …
01 октября 2020 г. · Настройка управления проектами. 01.04.2021; 2 минуты на чтение; S; В этой статье. Прежде чем вы сможете использовать Business Central для управления проектами, вы должны настроить ресурсы, табели учета рабочего времени и задания. Затем вы можете создавать задания и планировать ресурсы для проектов, а также управлять бюджетами и отслеживать рабочие часы и часы сотрудников с помощью табелей учета рабочего времени.
Самое большое заблуждение о подгонке клюшек и почему это …
28 мая 2020 г. · Внесите надлежащие изменения в свой текущий набор или купите недорогой стартовый набор (от 1 до 14 клюшек) 3 Найдите инструкторов в вашем районе и выберите один из них:
Производство проволочных гвоздей. Как начать гвоздь …
13. Каков общий размер земли, необходимой для создания завода по производству проволочных гвоздей? 14. Каковы будут доходы и расходы завода по производству проволочных гвоздей? 15.Каковы прогнозируемые балансы завода по производству проволочных гвоздей? 16. Каковы требования к коммунальным и накладным расходам для создания завода по производству проволочных гвоздей? 17. Каковы требования к застроенной площади …
КАПИТАЛЬНЫЕ ИНВЕСТИЦИОННЫЕ ИЗДЕРЖКИ ДЛЯ ЗАВОДА И ОБОРУДОВАНИЯ
Графики капитальных затрат по сравнению с производительностью включены для отдельных заводов и этапов производства чугуна и стали. Они покрывают капитальные затраты на агломерацию, кокс, ПВЖ, доменные печи, кислородно-конвертерные установки, ДСП, индукционные печи, разливку слябов, литье заготовок и блюмов, толстый лист, горячекатаный рулон, холоднокатаный рулон, горячеоцинкованный лист, олово.
РУКОВОДСТВО ПО СМЕТЕ СТОИМОСТИ ПРОЕКТА – TheProjectEstimate
Стоимость рабочей силы, аренда оборудования и прейскурант материалов для строительных, электрических и механических работ.Справочник по смете проекта. Узнать больше!
4 способа сложить простыни | Полное руководство к несовершенным …
19 сентября 2011 г. · Метод 1: Поместите простыни внутрь наволочки и сложите излишки наволочки. Метод 2: Сложите наволочку пополам и оберните сложенные листы. Метод 3: просто сложите наволочку и положите поверх простыней. Метод 4: Сложите наволочку вдоль, чтобы она была такой же ширины, как и ваши сложенные простыни.Оберните оба листа, создавая красивый гладкий передний край
2021 Стоимость сварочного металла | Цены на сварку листового металла | Сварочные аппараты
Кроме того, он прочный и добавляет безопасности периметру.