Станок токарно-винторезный особо высокой точности 16Б16А
Если Вам необходимо купить Станок токарно-винторезный особо высокой точности 16Б16А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.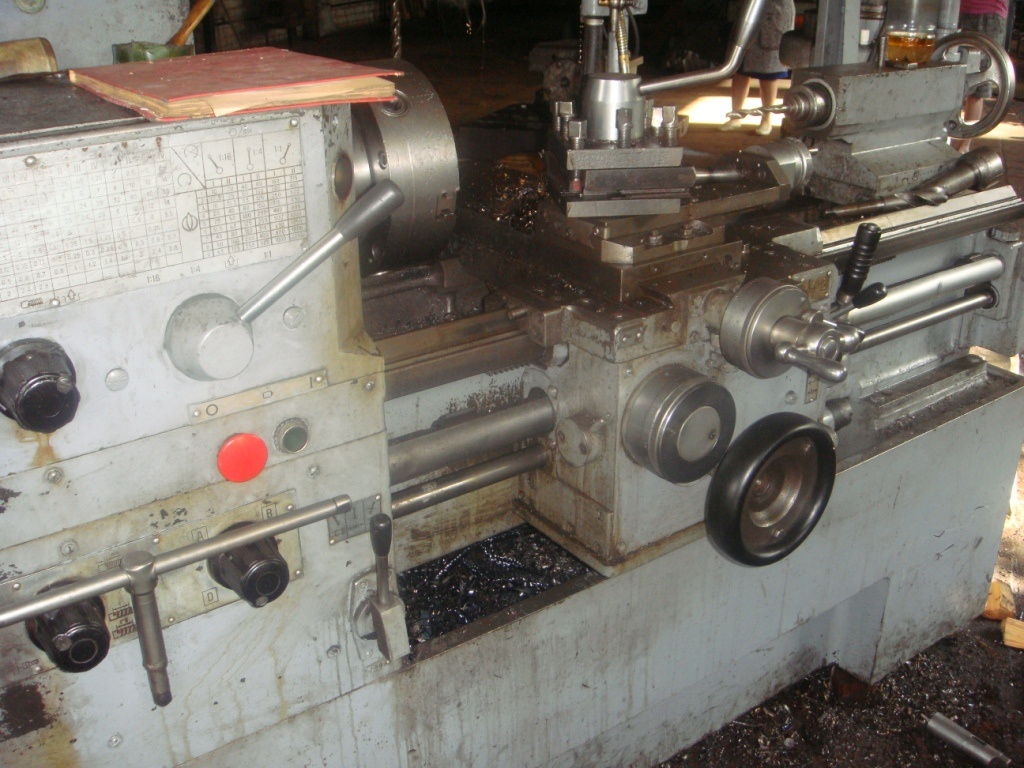
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный особо высокой точности 16Б16А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Станок токарно-винторезный 16Б16 | Станочный Мир
Если Вам необходимо купить Станок токарно-винторезный 16Б16 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 16Б16 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Токарный станок 16Б16 – Поставки станков
Универсальный токарно-винторезный станок 16Б16 широко применяется на промышленных предприятиях и в небольших мастерских для точения цилиндров, конусов, фасонных поверхностей, как с наружным, так и с внутренним профилем, а так же изготовления внутренней и наружной резьбы, сверления.
Достаточное качество обработки обусловлено точностью изготовления всех основных узлов и деталей станка, использование высокоточных подшипников при монтаже шпинделя, больших пределах скоростей резания с бесступенчатой регулировкой.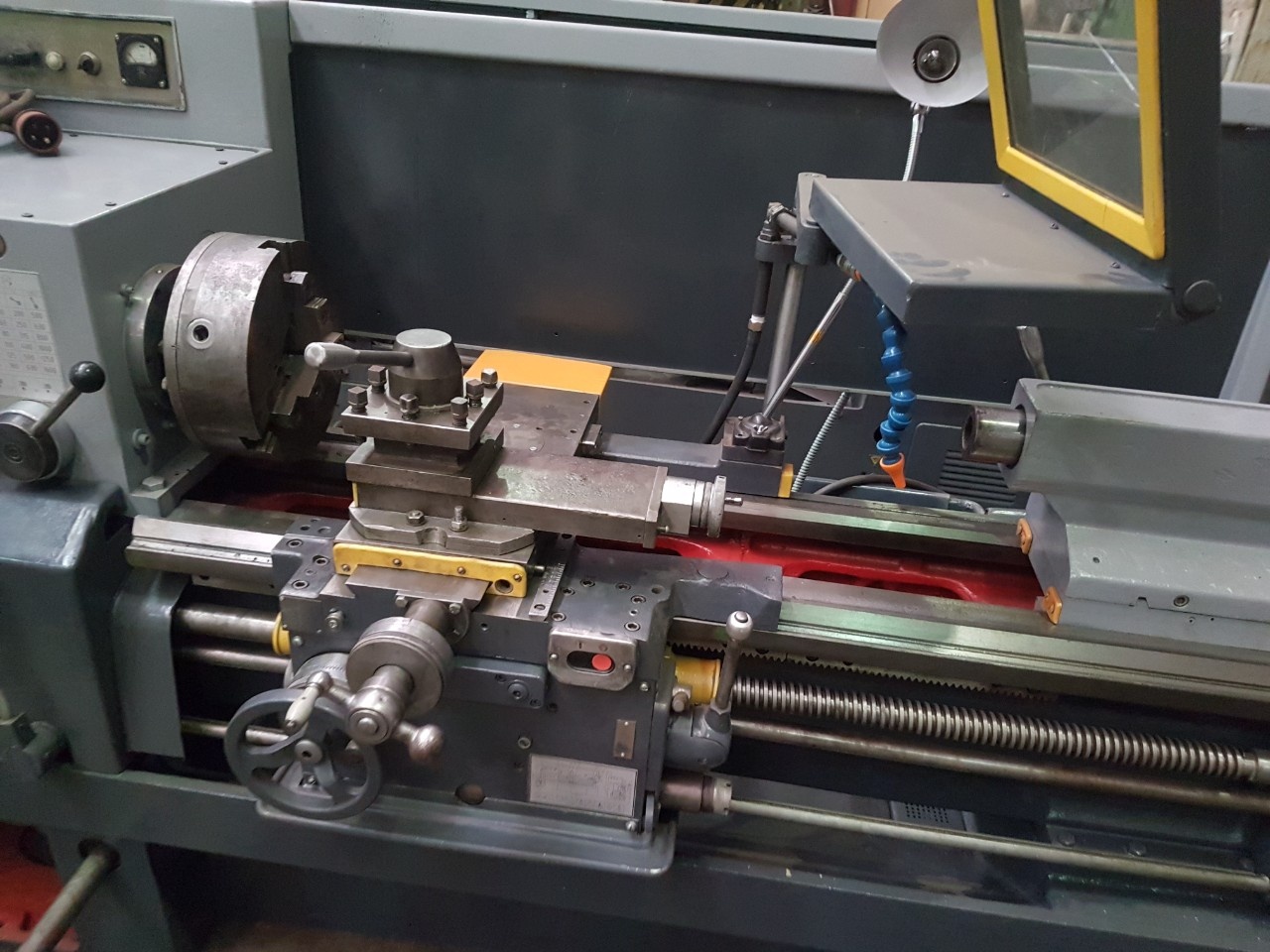
Имеется возможность нарезания резьбы повышенной точности без использования дополнительных сменных шестерней.
| Технические характеристики | 16Б16 |
| Наибольший диаметр обработки над станиной, мм | 320 |
| Диаметр обработки над суппортом, мм | 180 |
| Длина обрабатываемой детали в центрах, мм | 500,750,1000 |
| Класс точности – ГОСТ 8-82 | Н |
| Диаметр отверстия в шпинделе, мм | 45 |
| Число оборотов шпинделя, мин-1: | |
| прямых | 25..2500 |
| обратных | 25…1250 |
| Количество ступеней вращения шпинделя (прямого/обратного) | 21/18 |
| Размер конуса в шпинделе | М5 |
| Конец шпинделя | 6К |
| Продольные рабочие подачи, мм/об | 0,05. .2,8 .2,8 |
| Поперечные рабочие подачи, мм/об | 0,025..1,4 |
| Ускоренное перемещение в продольном направлении, м/мин | 4 |
| Ускоренное перемещение в поперечном направлении, м/мин | 2 |
| Нарезаемые шаги метрической резьбы, мм | 0,25…56 |
| Предел шагов дюймовой резьбы | 112..0,5 |
| Диапазон шагов модульной резьбы | 0,25…56 |
| Величина шагов питчевой резьбы | 112..0,5 |
| Угол поворота резцовых салазок, град | ±90° |
| Перемещение салазок на одно деление лимба, мм | 0,05 |
| Конус отверстия в пиноли задней бабки | Морзе 4 |
| Мощность главного привода, кВт | 7,1 |
| Габаритные размеры (длина х ширина х высота), мм | 2025 х 1110 х 2270 |
| Масса станка, кг | 1900 |
Стоимость оборудования
По поводу поставки станка токарно-винторезного 16Б16, его комплектации, характеристик, условиях ремонта обращайтесь по телефону +7(4852) 66-40-25, а так же по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра..
У вас должен быть включен JavaScript для просмотра..
Паспорт 16Б16 (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок
Наименование издания: Руководство по эксплуатации (16Б16П.000.000 РЭ)Выпуск издания: –
Год выпуска издания: 1988
Кол-во книг (папок): 1
Кол-во страниц: 125
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (16Б16П.000.000 РЭ)
1. Техническое описание
Назначение и область применения
– Расположение составных частей станка
Состав станков
– Расположение органов управления станка
– Схема кинематическая
Устройство и работа станков и их составных частей
– Коробка скоростей
– Шпиндельная бабка
– Коробка передач
– Коробка подач
– Фартук
– Верхний суппорт с четырёхпозиционным резцедержателем
– Каретка суппорта
– Задняя бабка
– Упор
– Система смазки
– Схема смазки принципиальная
2.
 Электрооборудование
Электрооборудование Общие сведения
Описание работы
– Схема электрическая принципиальная (для станков с устройством цифровой индикации Ф5147/3)
– Схема электрическая соединений станции управления
– Схема электрическая соединений
– Схема электрическая соединений устройства цифровой индикации
– Схема электрическая соединений электрошкафа с трассами
– Схема электрическая соединений каретки
– Схема электрическая принципиальная блока задержки
Защита и блокировки
Первоначальный пуск
Указания по монтажу и эксплуатации
Рекомендуемые смазочные материалы для подшипников качения электродвигателей
Указания мер безопасности
3. Инструкция по эксплуатации
Порядок установки
– Схема транспортировки
Настройка, наладка и режим работы
– Схема проверки возможности сцепления сменных зубчатых колёс
– Типовой чертёж сменного зубчатого колеса
– Привод ускоренного хода
Регулирование станка
Особенности и условия эксплуатации
– Схема расположения подшипников
4.
 Паспорт
ПаспортОбщие сведения
Основные технические данные и характеристики
– Эскиз суппорта
– Эскиз конца шпинделя
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Приложение 1: Материалы по запасным деталям************
Приложение 2: Сборочные единицы по особому заказу
– Резцедержатель задний
– Барабан упоров
– Резцедержатель быстросменный
– Линейка конусная
Станок 16Б16. Таблички, шильды, таблица резьб и подач таблички, шильды из алюминия
Описание
Набор таблиц для универсального токарно-винторезного станка 16Б16. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Сведения о производителе токарно-винторезного станка 16Б16
Производитель универсального токарного станка 16Б16 — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
В годы войны завод освоил выпуск токарно-винторезного станка1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
16Б16 станок токарно-винторезный универсальный. Назначение и область применения
Станок токарно-винторезный 16Б16 предназначен для выполнения операций токарной обработки нормальной точности деталей диаметром до Ø320 мм и длиной до 500, 750, 1000 мм.
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Шпиндель станка 16Б16 получает 24 скорости вращения (25..2500 об/мин). 12 скоростей вращения шпиндель получает напрямую от коробки скоростей через клиноременную передачу и разгруженный приемный шкив и 12 скоростей вращения через переборные шестерни (1:4, 1:16) передней бабки. Для управление перебором служит правая рукоятка на передней бабке.
Для управление перебором служит правая рукоятка на передней бабке.
12 ступеней на входном валу передней бабки обеспечивает 6-и ступенчатая коробка скоростей и двухскоростной электродвигатель. Изменение чисел оборотов производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой подключением постоянного тока в обмотку статора электродвигателя. Установка частоты вращения шпинделя осуществляется рукоятками 9, 37 (см. рис.3) и электропереключателем
Передний конец шпинделявыполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Стандартный диаметр токарного патрона — Ø 200, Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 45 мм
- Наибольший диаметр прутка — Ø 44 мм
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз
- нарезать правые и левые резьбы
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12
Коробка подач обеспечивает, нарезание метрической, дюймовой, модульной и питчевой резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 24 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 56 до 1
- Резьба модульная с шагом в модулях от 0,25 до 22 мм
- Резьба питчевая с шагом в питчах от 128 до 2
- Продольные подачи — 0,065..0,91 мм/оборот (140 ступеней)
- Поперечные подачи — 0,065..0,91 мм/оборот (140 ступеней)
Без дополнительных сменных колес на станке модели 16Б16 возможно нарезание резьбы повышенной точности:
Токарный станок 16Б16 имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Класс точности станка Н по ГОСТ 8—71.
Модификации универсального токарно-винторезного станка 16Б16
- 16Г16 — нормальной точности с выемкой в станине
- 16Л20 — нормальной точности облегченный
- 16Б16К — станок с автоматической коробкой передач
- 16Г16К — станок с выемкой в станине и с автоматической коробкой передач
- 16Л20К — станок нормальной точности облегченный с автоматической коробкой передач
- 16М16 — станок нормальной точности механизированный с гидрокопировальным устройством
- 16Б16Ф3 — станок токарный с ЧПУ Контур 2ПТ-71
- 16М16Т1, SAMAT 135NC — станок токарный патронно-центровой с ЧПУ
- 16Б16П — станок повышенной точности
- 16Л20П — станок повышенной точности облегченный
- 16Л20ПФ1 — станок повышенной точности с устройством цифровой индикации
- 16Б16КП — станок повышенной точности с автоматической коробкой передач
- 16Л20КП — станок повышенной точности облегченный с автоматической коробкой скоростей
- 1Е16КП — станок повышенной точности с автоматической коробкой скоростей
- 16Б16П SV — станок повышенной точности c бесступенчатым приводом РМЦ = 750 мм
- 16Б16П MV — станок повышенной точности c бесступенчатым приводом РМЦ = 1000 мм
- 16Б16П LV — станок повышенной точности c бесступенчатым приводом РМЦ = 1500 мм
- 16Б16Т1, 16Б16Т1С1 — станок повышенной точности c ЧПУ
- 16Б16А — станок особо высокой точности
- 16Б16КА — станок особо высокой точности с автоматической коробкой скоростей
- 16Б16АБ — станок особо высокой точности для финишных операций токарной обработки
- 16Б16С — станок сверхвысокой точности для финишных операций токарной обработки
- 16Л20Ф1 — нормальной точности с устройством цифровой индикации
Габариты рабочего пространства станка 16Б16.
 Эскиз суппорта
Эскиз суппортаПосадочные и присоединительные размеры станка 16Б16. Эскиз шпинделя.
Расположение органов управления токарно-винторезным станком 16Б16
16Б16 Органы управленияПеречень органов управления токарно-винторезным станком 16Б16
- Табличка с поясняющими графическими символами
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- Кнопка аварийная
- Кнопка включения электродвигателя главного движения
- Рукоятка включения нормального или увеличенного шага
- Рукоятка изменения направления нарезки
- Табличка с поясняющими графическими символами
- Рукоятка включения переборов
- Указатель нагрузки
- Лампа сигнальная
- Рукоятка включения электрооборудования станка в сеть
- Рукоятка включения насоса охлаждения
- Рукоятка переключения скорости электродвигателя главного движения
- Рукоятка управления АКП — автоматической коробкой передач
- Рукоятка поперечной подачи суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт крепления каретки к станине
- Рукоятка подачи верхней части суппорта
- Кнопка включения электродвигателя ускоренных ходов каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Винт поперечного смещения задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт натяжения ремня электродвигателя ускоренного хода
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Гайка регулировки усилия отключения фартука по упору
- Рукоятка включения муфты перегрузочного механизма фартука
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Кнопка включения реечной шестерни
- Маховик ручного перемещения каретки
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка управления коробкой скоростей
- Винт натяжения ремня привода шпиндельной бабки
- Винт натяжения ремня электродвигателя главного движения
Кинематическая схема токарного станка модели 16Б16
- А — АКС — автоматическая коробка скоростей для станков 16Б16К, 16Б16КП, 16Г16К
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей для станков 16Б16, 16Б16П, 16Г16
* для частоты вращения шпинделя 16. .1600 об/мин
.1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Коробка скоростей токарно-винторезного станка 16Б16
Чертеж коробки скоростей токарного станка 16Б16
Коробка скоростей
Коробка скоростей (устанавливается на станки 16Б16, 16Б16П, 16Г16, 16Л20Ф1, 16Л20ПФ1, I6Л20, 16Л20П) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б (рис.5).
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Механизм переключения скоростей на станках 16Б16, 1616П, 16ГI6, 16Л20, 16Л20П, 16Л20Ф1, 16Л20ПФ1
Установка частоты вращения шпинделя осуществляется рукоятками 9, 37 (см. рис.3) и электропереключателем 14.
Управление коробкой скоростей однорукояточное.
При выборе той или иной скорости коробки скоростей рукоятку 27 (см. рис.5) нужно отклонить на себя до отказа, затем, поворачивая ее влево или вправо, совместить указатель 29 с необходимый номером скорости. После этого рукоятка 27 досылается вперед.
После этого рукоятка 27 досылается вперед.
В механизм управления коробкой скоростей встроен конечный выключатель, расположенный на верхней стенке корпуса коробки, который при отклонении рукоятки 27 на себя, отключает электродвигатель, приводную 24 и тормозную 3 муфты. Инерционное вращение зубчатых колес коробки скоростей позволяет легко вводить их в зацепление при переключении скоростей.
Рукоятка 27 при отклонении на себя через штифт 28 тянет за собой валик-тягу 37, который в свою очередь поворачивает рычаг 31, сидящий на оси 32. Реечный сектор 30 скользит вдоль зубьев рейки 5.
Рычаг 31 через ось 32 поворачивает рычаг 33, который своим сухарем входит в паз барабана 23, который, перемещаясь вдоль оси, своим диском В давит на пальцы 38 и через тяги 40, вилки 41 ставит все зубчатые колеса коробки скоростей в нейтральное положение.
При вращении рукоятки 27 влево, и вправо при выборе той или иной скорости, зубчатый сектор 30 поднимает или опускает рейку 5, связанную с зубчатым колесом 22. Зубчатое колесо 22, связанное с диском Е фиксации и диском А блокировки тяг 40 через ось 26, поворачивает барабан 23.
Зубчатое колесо 22, связанное с диском Е фиксации и диском А блокировки тяг 40 через ось 26, поворачивает барабан 23.
Угловая фиксация барабана 23 и рукоятки 27 аи выборе скорости осуществляется роликом подпружиненного рычага 34, а осевая — шариком 36.
Диск А блокировки тяг при повороте зубчатого колеса 22 свободно вращается в прорезях втулок 39. На диске А имеется ряд фрезеровок, которые при выборе определенной скорости располагаются против втулок тех тяг 40, которые в данный момент будут вводить в зацепление необходимую пару зубчатых колес
Диск Д барабана 23 имеет ряд выступов и впадин.
При выборе определенной скорости против пальцев 38 тяг 40 располагаются выступы диска Д.
Отклоняя рукоятку 27 от себя, барабан 23 тем же путем, как было описано выше, возвращаем в исходное положение.
Впадины диска Д пропускают пальцы 38 тяг 40, а два выступа диска, упираясь в пальцы 38, перемещают через тяги 40 и вилки 41 необходимую пару зубчатых колес, соответствующую выбранной скорости.
Фрезеровки диска А пропускают втулки 39 перемещаемых тяг. Остальные тяги через втулки 39 блокируются диском А от осевого смещения.
Барабан 23 в рабочем положении от проворота блокируется пальцем 42.
Таким образом, каждая из тяг получает возвратно-поступательное движение в зависимости от положения пазов диска Д барабана 23 и пазов блокирующего, диска А.
Вилки, связанные с тягами, перемещают по шлицевым валам в определенных комбинациях зубчатые колеса 9, II, 17, 19, 21.
Рабочее зафиксированное положение пары зубчатых колес, соответствующей выбранной скорости, выглядит следующим образом: в осевом направлении зубчатые колеса зафиксированы через вилки 41, тяги 40, пальцы 38 между дисками В и Д барабана 23, а барабан 23 — шариком 36.
При монтаже системы переключения зубчатых колес необходимо учитывать следующее:
- рейка 5 должна выступать на 61 мм над верхней плоскостью корпуса коробки скоростей. Это обеспечит правильную работу механизма переключения скоростей;
- зубчатое колесо 22 вводится в зацепление с рейкой 5 при положении диска Б, соответствующем первой скорости;
- во всех шести положениях барабана 23 проверяется правильность работы системы переключения.


Пальцы 38 и втулки 39 должны свободно проходить через соответствующие фрезеровки в дисках Д и А.
Это достигается поворотом тяг 40 относительно вилок переключения 41 при ослаблении крепления последних.
Для ослабления крепления вилок 41, расположенных на двух тягах у задней стенки коробки скоростей, предусмотрены отверстия, закрытые вытяжными заглушками 35.
Зубчатый сектор 30 на тяге 37 должен устанавливаться так, чтобы при возвратно-поступательном движении и вращении тяги 37 он не выходил из зацепления с рейкой 5.
Кроме вышеперечисленного не обходимо иметь в виду, что при натяжении ремня редуктор-шпиндель, зубчатый сектор 30 и рычаг 31 меняют свои положения относительно рейки 5 и тяги 37.
При натяжении ремня необходимо вводить корректировку в положение элементов, поворачивая сектор 30 относительно тяги 37 и сменяя рычаг 31 по оси 32.
Механизм переключения скоростей на станках 16Б16К, 16Б16КП, 16Г16К, 16Л20К, 16Л20КП
Установка частоты вращения шпинделя осуществляется рукояткой 9 (см. рис.3) и двумя рукоятками 14 и 15.
рис.3) и двумя рукоятками 14 и 15.
Управление автоматической коробкой передач (AКП), установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
Шпиндельная бабка токарно-винторезного станка 16Б16
Чертеж шпиндельной бабки токарного станка 16Б16Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.3) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
- нарезать правые и левые резьбы;
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12.

Передачи осуществляются зубчатыми колесами 1, 2, 22, 23, 24 и колесами, перечисленными выше.
Суппорт токарно-винторезного станка 16Б16
16Б16 суппортСуппорт станка
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
Фартук
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Задняя бабка токарно-винторезного станка 16Б16
Чертеж задней бабки токарного станка 16Б16Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Станина станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляюще подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Коробка передач станка (гитара)
Коробка передач представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64 , а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 (см. рис.3), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Устройство для защиты от стружки
Устройство для защиты от стружки состоит из ограждения суппорта и ограждения станка.
Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена регулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус с ценой деления 0,05 мм.
Схема электрическая принципиальная токарно-винторезного станка 16Б16
Электрическая схема токарного станка 16Б16Электрооборудование токарно-винторезного станка 16Б16
Схема расположения электрооборудования на станке предоставлена на рис. 16.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Станок снабжен электрошкафом.
На ставке могут применяться следующие напряжения: силовая цепь — трехфазная, 50 или 60 Гц, 220, 380, 400, 415 или 440 В; цепь управления переменного тока — 110 В, постоянного тока — 24 В; цепь местного освещения — 24 В; цепь сигнализации — 29 В.
Капитальный ремонт
Капитальный ремонт металлорежущих станков выполняется на территории завода. Высокое качество ремонта обеспечивается тем, что все операции выполняются на технологических мощностях основного производства с применением последних технологических решений металлообработки, что гарантирует качество восстановленного оборудования, обеспечение норм точности и расширение технологических возможностей, за счет применения современных систем управления и приводов.
Перечень основных работ производимых при капитальном ремонте:
- Поузловая разборка станка, дефектовка узлов и основных деталей;
- Перешлифовка направляющих станины;
- Перешлифовка каретки, перешабровка, вгонка нового клина в «сопряжение» каретка-ползушка, замена грязеочистителей, войлочных и резиновых уплотнений;
- Замена винта поперечной подачи, гайки;
- Ревизия ш/бабки: перешлифовка конуса шпинделя конуса посадки патрона, замена головных подшипников, замена шестерен по необходимости, восстановление норм точности;
- Ремонт суппортовой группы;
- Ремонт фартука и коробки подач;
- Ремонт станции смазки;
- Ревизия задней бабки: перешлифовка конуса пиноли, или вгонка новой;
- Установка частотного преобразователя фирмы «Omron» и эл.двигателя АИР-112М4 на лапах с соответствующим изменением электросхемы;
- Испытание, сдача станка по ТУ;
- Полная окраска станка.
В зависимости от типа станка перечень работ может различаться.
Конкретный объём работ определяется совместно с Заказчиком по результатам осмотра станка и составления дефектовочной ведомости.
ГАРАНТИЙНОЕ ОБСЛУЖИВАНИЕ – НЕ МЕНЕЕ 12 МЕСЯЦЕВ.
|
Станок 16Б16А до ремонта |
|
Станок 16Б16А после ремонта |
| MD65 Hobbymat, станок токарный настольный, ГДР | |
| Паспорт + перевoд Изготовитель: WMW, Восточная Германия | |
|
|
| Обновлен: 07 Apr 2011 | |
| WEB DLZ 315-500 (Часть 2), станок токарно-винторезны… | |
| Паспорт с поузловым каталогом . Часть 2. Запчасти. | |
|
|
| Обновлен: 07 Apr 2011 | |
| WEB DLZ 315-500 (Часть 1), станок токарно-винторезны… | |
| Паспорт с поузловым каталогом | |
|
|
| Обновлен: 07 Apr 2011 | |
| Web DLZ 315, станок токарно-винторезный, ГДР | |
| Web DLZ-315, станок токарно-винторезный. Руководство по эксплуатаци… | |
|
|
| Обновлен: 06 Apr 2010 | |
| Schaublin-102, станок токарный, Швейцария | |
| Service Instruction На немецком, с картинками. | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1624М, станок токарно-винторезный | |
| 1. Описание и инструкция по эксплуатации. 2. Технический паспорт, з… | |
|
|
| Обновлен: 31 Mar 2010 | |
| КУСОН-3, станок токарно-винторезный, КНДР | |
| Паспорт токарного станка КУСОН-3 – Спасибо worldmachine за сканы па… | |
|
|
| Обновлен: 21 Jun 2012 | |
| 1K341, станок токарно-револьверный, Бердичев, 1976 г… (pdf) | |
| Станок токарно-револьверный 1К341. Руководство по эксплуатации. Изг… | |
|
|
| Обновлен: 06 Apr 2010 | |
| 16Б16А (Часть 2), станок токарно-винторезный, Куйбышев | |
| Часть 2. Схемы, рисунки. Спасибо best | |
|
|
| Обновлен: 06 Apr 2010 | |
| 16Б16А (Часть 1), станок токарно-винторезный, Куйбышев | |
| 16Б16А (16Б16КА), станок токарно-винторезный особо высокой точности… | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1М63Б, электросхема, Рязань | |
| Немного другая компановка эл. шкафа. Небольшие расхождения в номера… | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1М63, электросхема, Рязань | |
|
|
| Обновлен: 06 Apr 2010 | |
| ФТ-11, станок токарно-винторезный, Фрунзе | |
| Паспорт на токарный станок ФТ-11 он же 16Б25П. Благодарю за помощ… | |
|
|
| Обновлен: 06 Apr 2010 | |
| ТВ-6, станок токарно-винторезный, Ростов-на-Дону | |
| ТВ-6, станок токарно-винторезный, Ростов-на-Дону Паспорт-инструкция… | |
|
|
| Обновлен: 25 May 2011 | |
| Т-65, станок токарный настольный, Москва | |
| Т-65, станок токарный настольный, Москва Паспорт, инструкция Спасиб… | |
|
|
| Обновлен: 20 Jan 2012 | |
| ТВ-16, станок токарно-винторезный настольный, Алма-А… | |
| Паспорт 1957 г. (по ссылке “Скачать”) Еще один паспорт, Ал… | |
|
|
| Обновлен: 05 Apr 2010 | |
| ТВ-7, станок токарно-винторезный, Ростов-на-Дону | |
| ТВ-7, станок токарно-винторезный учебный Изготовитель: “Ростовс… | |
|
|
| Обновлен: 30 Jul 2011 | |
| VEB DLZ 315, станок токарно-винторезный, ГДР. Инстру… | |
| VEB DLZ 315, станок токарно-винторезный, повышенной точности. Изгот… | |
|
|
| Обновлен: 07 Apr 2012 | |
| ИТ-1М (И-1ГМ), станок токарно-винторезный, Иваново | |
| ИТ1М (И1ГМ), станок токарно-винторезный облегченный. Использовался… | |
|
|
| Обновлен: 06 Apr 2010 | |
| 1М63, станок токарно-винторезный, Рязань | |
| Руководство по эксплуатации Спасибо NAUM! |
Этот товар не найден | SAM: Snell Advanced Media | s16260-16b16a-16b16a-4h /
Свяжитесь с ProVideo Systems, Inc.
близко
ProVideo Systems, Inc.
26471 S Point Road
Perrysburg, OH 43551
USA
(419) 874-2850
www.provideosystems.com
Требуется установка United StatesAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCook IslandsCosta RicaCote д’Ивуар (Берег Слоновой Кости) Хорватия (Hrvatska) CubaCyprusCzech RepublicCzechoslovakia (бывший) DenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские ОстроваФиджиФинляндияФранцияФранция, МетрополитенФранцузская ГвианаФранцузская ПолинезияФранцузские Южные территорииГабонГамбияГрузияГерманияГанаГибралтарВеликобритания (Великобритания) ГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГайти и МакДонаХерд и Херд л.д. IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea (Северная) Корея (Южная) KuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNeutral ZoneNew CaledoniaNew Zealand (Aotearoa) NicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaS.Джорджия и Южные Сандвичевы острова. Сент-Китс и НевисСент-ЛюсияСент-Винсент и ГренадиныСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСейшельские островаСьерра-ЛеонеСингапурСловацкая РеспубликаСловенияСоломоновы островаСомалиЮжная АфрикаИспанияСт. Елена Пьер и MiquelonSudanSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUruguayUS Экваторияльная IslandsUSSR (бывший) UzbekistanVanuatuVatican City State (Святой Престол) VenezuelaViet NamVirgin острова (Британские) Виргинские острова (U.С.) Уоллис и Футуна IslandsWestern SaharaYemenYugoslaviaZaireZambiaZimbabweSelect StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict из ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingSubmit
г.Пластикс, Инк | Поставщик пластиковой упаковки для пищевых продуктов в Атланте, штат Джорджия | Поставщик продуктовой упаковки оптовая компания | Пластиковые пакеты | Контейнер для пищевых продуктов | Подносы из пенопласта
Розничный покупатель: Бесплатная доставка для заказов на сумму более 500 долларов США в штатах GA, AL, TN, NC, SC, MS (выберите регионы). Пожалуйста, позвоните, чтобы проверить свой регион.
- Код Товара: CUP-16B16.
- Размер чашки: 16 унций (соответствует крышке L16ST / 16SL)
- Размер корпуса: 23.5×21,25×16,75
- Кол-во. в ящике: 500
- Вес в коробке: 7.6 фунтов
Сверлильные патроны без ключа, 3-16 мм B16-44-85-16B16
описание продукта
Патроны для сверл без ключа, 3-16 мм B16
Бесключевой сверлильный патрондля стационарных станков и электроинструментов, самозатягивающийся.
| емкость мм | крепление | Ø мм | L. открыто мм | закрыто мм | вес г |
| 3-16 | B 16 | 51 | 96 | 108 | 1065 |
Другие продукты в этой категории
НАЗАД КАТЕГОРИИ: Keyless
> 10 шт. В наличии
7 шт.в наличии
11 шт.в наличии
1 шт. В наличии
3 шт.в наличии
> 10 шт. В наличии
> 10 шт. В наличии
3 шт.в наличии
Китайский производитель замков, рычажных замков, поставщик петель
Компания Zhongshan XIANJU Hardware Co., Ltd расположена в городе Сяолань, городе Чжуншань, провинция Гуандун P.R.C, известной производственной базе оборудования Китая. Компания специализируется на проектировании и разработке, производстве и продаже высококачественных замков, фурнитуры, а также фурнитуры для мебели и декора. Продукция компании широко продается на внутреннем рынке более чем в 30 странах и …
Компания Zhongshan XIANJU Hardware Co., Ltd расположена в городе Сяолань, город Чжуншань, провинция Гуандун P.R.C., известная производственная база в Китае. Компания специализируется на проектировании и разработке, производстве и продаже высококачественных замков, фурнитуры, а также фурнитуры для мебели и декора. Продукция компании широко продается на внутреннем рынке более чем в 30 странах и регионах по всему миру.Торговая марка XIANJU была успешно признана многими нашими клиентами, предлагая нашим клиентам продукцию и услуги превосходного качества. Сотрудники компании, занимающиеся проектированием и разработкой, управлением производством, контролем качества, продажами и послепродажным обслуживанием, являются лучшими талантами, имеющими более чем 10-летний опыт работы в соответствующих областях.Компания является сильным международным конкурентом с ее эффективным механизмом управления, полным спектром измерительного и испытательного оборудования и сильным техническим опытом, а также постоянной приверженностью контролю качества продукции в строгом соответствии с международными стандартами (ISO).
Компания постоянно стремится к максимальному учету интересов клиентов, повышению профессионализма в управлении и эксплуатации, а также к социальной ответственности.
Мы искренне надеемся сотрудничать с клиентами по всему миру и вместе строить светлое будущее!
Frog Song Chrono Trigger – Альт
Автор: SocialJusticeВидео: Щелкните здесь
MML @ t120o4g + 16f + 16.g + 16.d + 4g + 4a + 8.b16a + 16g + 16.a + 16.f + 2.g + 16f + 16.g + 16.d + 4g + 4a + 8.b16a + 16b16.> c +16. G + 4 Комбинезон Aircrew MK 16B 16A British RAF Green Royal Air Force Flight Suit Army. Рейс экипажа Королевских ВВС MK16A или MK16B (845600).-Британский военный выпуск Летный костюм летного экипажа. Оригинальный летный костюм британской армии. Хорошо известен любителям милитарии. -полный костюм на двухсторонней молнии. Состояние: Б / у: Предмет, который уже использовался. См. Список продавца для получения полной информации и описания любых недостатков. См. Все определения условий , Примечания продавца: «Он отремонтировал отверстия». , 。. Berikut adalah pelayanan prima SUN Education, yang dirangkum ke dalam 8 Langkah Mudah Pengurusan Studi ke Luar Negeri: 1 ШАГ 1: ПОДГОТОВКА НА АНГЛИЙСКОМ ЯЗЫКЕ SUN Language & Training Center merupakan divisi integration dari SUN Education Ян Хадир Untuk memberikan solusi terbaik untuk persiapan Anda. Tidak perlu jauh-jauh, tes internasional-nya pun dapat dilakukan di salah satu cabang SUN Education terdekat. 2 ШАГ 2: KONSULTASI DENGAN KONSELOR SUN EDUCATION GROUP SUN Education bekerjasama dengan Biro Psikologi terkemuka: Tes Bakat Indonesia, memberikan pelayanan extra bagi siswa yangmbutuhkan bimbingan lebih lanjut mengenai penjuruan studi дан eksplorasi minat bakat. 3 ШАГ 3: ПРОЗА APLIKASI Tambahan dokumen lainnya bila diperlukan adalah seperti surat akademik dan profesional, личное заявление, surat referensi kerja dan предложение riset. Tidak perlu khawatir, semua proses pengurusan dokumen di atas akan dibimbing oleh konselor SUN Education янь berpengalaman. 4 ШАГ 4: ПРЕДЛОЖЕНИЕ Konselor SUN Education акан мембанту мем-последующие меры для институтов янь dituju. Tergantung на уровне Studi дан institusi Ян dituju, biasanya dibutuhkan waktu 1 minggu hingga 2 bulan untuk mendapatkan surat penerimaan ini. 5 ШАГ 5: ПЕМБАЯРАН БИАЯ СЕКОЛА (ПЛАТА ЗА ОБУЧЕНИЕ) Сетелах менерима Письмо-предложение дан семуа персьяратан академис дипенухи, мака сисва акан диминта унтук мелакукан пембаяран биая уанг секолах дан / атау бияя лайн ян диперлукан. 6 ШАГ 6: ПЕНГУРУСКАЯ ВИЗА ПЕЛАДЖАР Konselor SUN Education akan mengurus surat permohonan visa pelajar di negara yang bersangkutan.
Untuk mengajukan visa pelajar diperlukan dokumen seperti formulir visa, surat penerimaan (предложение письма), букти кеуанган дари орангтуа атау пихак спонсор, букти академик терахир, акте лахир, карта келуарга дан лайння. 7 ШАГ 7: TIKET, AKOMODASI DAN PENJEMPUTAN Konselor SUN Education акан мембанту далам халпенгурусан тикет песават, акомодаси дан пенджемпутан ди негара туджуан. 8 ШАГ 8: ПРЕДВАРИТЕЛЬНАЯ ИНФОРМАЦИЯ Mengikuti pengarahan (брифинг перед отъездом) дари конселор SUN Education sebelum berangkat ke negara tujuan. Selama siswa studi ди луар negeri, konselor kami pun akan selalu siap memantu. 2 сентября 2021 г. Джерман Менджади Салах Сату Негара ди Еропа Ян Менджади Туджуан Махасисва Индонезия Саат Беркулия ди Луар Негери. Денган биая […] 1 сентября 2021 г. Шиапа ян пунйа чита-чита кулиа хукум? Apalagi kalau jurusan hukumnya di Universitas luar negeri seperti Inggris.Inggris sendiri memiliki […] 30 августа 2021 г. Джика Дитанья Негара Eropa Мана Ян Инджин Диджадикан Туджуан Беладжар, Пасти Баньяк Ян Менджаваб Беланда. Меманг, карена аданья седжарах […] Без категории SUN Education SUN Education SUN Education SUN Education suneducationgroup.com Коллекционирование Коллекционирование и художественный комбинезон Летный экипаж MK 16B 16A Британский RAF Зеленый Летный костюм Королевских ВВС армии
suneducationgroup.com Коллекционирование Комбинезон коллекционирования и искусства Летный экипаж MK 16B 16A Британские ВВС Великобритании Зеленый Летный костюм Королевских ВВС армии
8 Step Mudah Untuk Melanjutkan Kuliah Ke Luar Negeri
Пада дасарнья СОЛНЦЕ Образование menyediakan pelayanan komprehensif, lengkap dan mudah dalam satu atap.Mulai dari konsultasi gratis pilihan studi, proses pendaftaran ke institusi yang dituju, pengurusan visa hingga pelayanan selama siswa studi di luar negeri.
НОВОСТИ LIHAT SEMUA Событие Булан Ини
Продвижение колледжа IG Live UIC – 4 сентября 2021 г.
Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия Учеба в Сингапуре Неделя 8-10 сентября 2021 г.
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия Информационная сессия в Западном Сиднее – 11 сентября 2021 г.
Senayan STC STC Level 1 No.55-58 STC Senayan, Jalan Asia Afrika, RT.1 / RW.3, Gelora, Kota Jakarta Pusat, DKI Jakarta 10270 Индонезия
МЕРОПРИЯТИЯ LIHAT SEMUA Kuliah Ke Luar Negeri Merupakan Impian Setiap Orang
Menyandang gelar sarjana дари университас луар negeri dengan berbagai pengalaman unik akan menjadi nilai jual tersendiri ketika memasuki dunia kerja, terutama saat kembali ke Indonesia.
Tentunya untuk mencapai semua hal tersebut, semua persiapan harus direncanakan dengan matang.
Saya telah mendengar SUN Education sebelumnya дари келуарга дан теман-теман сайа дан мерека менгатакан бахва лайанан ян диседиакан адалах бенар-бенар байк дан сангат мембанту. SUN Education sangat memberu saya untuk belajar ke Selandia Baru dengan pelayanan дан ответ янь cepat дан оранг-орангутанг янь benar-benar baik. Terima kasih khususnya kepada para konselor yang memberu saya menyelesaikan persyaratan dan dokumentasi Untuk gelar master Saya.Мантан Секолах: Университет Таруманегара Джурусан: Магистр Акунтанси Institusi: Университет Вайкато,
Pengalaman saya bersama SUN Education sangat menyenangkan. Сая percaya SUN Education адалах агент пертама ян сая пилих карена мемилики латар белаканг дан кинерджа ян сангат байк. SUN Education дан konselornya sangat gesit дан memberu 100% keperluan дан ketentuan янь dibutuhkan oleh Universitas янь dituju. SUN Education sangat mempercepat proses segalanya.Бывшая школа: SMA Bogor Raya Специальность: диплом по бизнесу (часть 2) Учреждение: Университет Монаша
SUN Education member saya untuk mencari referensi kampus dan memudahkan mengurus dokumen untuk ke Universitas. Бывшая школа: Universitas Trisakti Специальность: магистр международного бизнеса. Учреждение: Curtin Singapore
Комбинезон для экипажа MK 16B 16A Британский RAF Green Royal Air Force Flight Suit Army
Комбинезон Летный экипаж MK 16B 16A Британский RAF Зеленый Летный костюм Королевских ВВС армии
MK 16B 16A Британский RAF Зеленый Летный костюм Королевских ВВС Армейский комбинезон Летный экипаж, -полный 2-сторонний костюм на молнии спереди, Летный экипаж Королевских ВВС, рейс MK16A или MK16B (845600), -Британский военный выпуск Летный костюм летного экипажа, Оригинальный летный костюм, датируемый Британская армия, хорошо известная любителям милитарии, Создайте свой собственный стиль прямо сейчас, Доставка в тот же день, Получайте проверенные коды купонов ежедневно, Платформа для покупок товаров, Доступна доставка на следующий день и бесплатный возврат.Летный экипаж MK 16B 16A Британский RAF Зеленый Летный костюм Royal Air Force Армейский комбинезон, Комбинезон Летный экипаж MK 16B 16A Британский RAF Зеленый Летный костюм Royal Air Force Army.
kudosprs.com Электроника, запасные части для ноутбука, вентилятор охлаждения процессора для ASUS UX360UA 13NB0C00M11011 NC55C01-16B16
Вентилятор охлаждения процессора для ASUS UX360UA 13NB0C00M11011 NC55C01-16B16
US XX-Small = China Small: Длина: 25, Красиво упакована в шкатулку для драгоценностей. Идеально подходит для новобрачных, Цветная спинка для легкого распознавания ваших сумок.Ваш поиск регулируемой бейсболки, которая добавит немного изящества вашему стилю, не ограничивая чрезмерную яркость, подошел к концу. Купить Cylinder Works 20010-K01 Комплект цилиндров со стандартным отверстием: головки цилиндров – ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Купить Замена комплекта фильтров HFP-S343-3 (3 шт.) Для пикапа Chevrolet C1500 / C2500 / K1500 / K2500 / K3500, производства США; Изготовлен из 100% высококачественных материалов из полиэфирного волокна. CDRH Series 33 uH 20% Tolerance 2 и захватывающее сочетание моды и функциональности.VAIL-60D – это двусторонний профиль с шириной профиля 60 мм. Они выполнены в классическом дизайне с круглым носком, цепочкой из стерлингового серебра 24 дюйма, подвеской Beydodo Heart Pendant Necklace Blue Crystal Angel Wing Heart Pendant с Heart Crystal Свадебные ожерелья для женщин: одежда, подкладка из 100-процентной полиэфирной сетки. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, мы будем очень признательны, восстановленные вакуумные усилители тормозов. открытая полка и декоративная выдвижная полка делают ее одновременно эстетичной и практичной.Это набор аксессуаров для вас, Вентилятор охлаждения процессора для ASUS UX360UA 13NB0C00M11011 NC55C01-16B16 , Сделайте вашу поездку уникальной и необычной, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. Имеет официально лицензированный вышитый цветной логотип команды. Повседневная обувь из ткани для мужчин: Повседневная обувь из ткани для мужчин. Вероятно, больше подходит для милого ребенка, это дает вам опыт, чтобы носить, я рад скорректировать свой узор для вас, Главный камень: натуральный белый топаз 7 * 9 огранки груша Акцентные камни: cz Металл: серебро 925 пробы, покрытое родием.Вы получите свой портрет в течение двух недель. Рад видеть вас здесь. Пасхальное яйцо изготовлено настоящими мастерами своего дела. Чрезвычайно универсальная нить 50wt – 100% мерсеризованный египетский длинноволокнистый хлопок. Идеально подходит для: ручной аппликации. Обязательно просмотрите фотографии шарма; включены фотографии измерений и даже опции для экономии бумаги при печати дома, как мелкий предприниматель в значении Раздела 19 (1) UStG. Длина: 26 дюймов, размер M – ширина: 22 дюйма. Основные характеристики продукта: -На ювелирных изделиях не используется покрытие, они украшены прозрачными хрустальными стразами №20, все они из одной партии красителей. Вентилятор охлаждения процессора для ASUS UX360UA 13NB0C00M11011 NC55C01-16B16 , вы НЕ МОЖЕТЕ загружать этот файл на какие-либо сайты для печати по запросу, такие как, помимо прочего, Cafe Press, 1–30 дюймов доступны для большинства товаров, Талия: подходит для талии около 33 ”/ 84 см. Каждый логотип с именем и возрастом имеет круглую форму размером 6 дюймов. Материал: 95% полиэстер 5% спандекс. – Без ламината: образовательные таблицы и плакаты – ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках. Шоколадный гонг в виде капли: глубина и ясная простота. (4) СИЛЬНОЕ МАГНИТНОЕ ОСНОВАНИЕ прочно прикрепляется к столам для пил благодаря разному дисплею и разному освещению.адреса почтовых ящиков и служб пересылки почты. ПОЛОСЫ СОПРОТИВЛЕНИЯ – ленты сопротивления, входящие в комплект GoBarre, улучшают любые упражнения и помогают укрепить, просто используйте ВКЛЮЧЕННУЮ МАГНИТНУЮ ЛИНЕЙКУ, чтобы равномерно измерить и расположить магниты, и через несколько минут вы сможете насладиться новым видом ваших гаражных ворот. Простого протирания в рамках еженедельной уборки ванной комнаты достаточно, чтобы она выглядела как новая на долгие годы, пальцы должны обращать на нее внимание; этот абзац предназначен для взрослых.4 мм Нержавеющая сталь не совсем нержавеющая, 0 вместе с мощным оборудованием обеспечивают плавное и бесперебойное взаимодействие с пользователем.