Горизонтально сверлильный станок модели
5.1. Основные типы сверлильных станков
Сверлильные станки предназначены для сверления сквозных и глухих отверстий в сплошном материале, рассверливания имеющихся отверстий на больший диаметр, зенкерования, развертывания, цекования, зенкования, нарезания внутренней и наружной резьбы и др.
Существуют следующие типы сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого
размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для сверления глубоких отверстий.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий. Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшее расстояние от торца шпинделя до стола и до фундаментной плиты и др.
Шлифовальные станки
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до десятых долей микрометра и придания обрабатываемой поверхности высокой чистоты.
Эти станки применяют в основном для окончательной (финишной) чистовой обработки деталей, путем снятия с их поверхности слоев металла с точностью, доходящей иногда до десятых долей микрометра и придания обрабатываемой поверхности высокой чистоты.
Читать также: Станки для гибки листового металла
На шлифовальные станки поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требуемого класса точности, размеров детали и предшествующей обработки.
Успехи последних лет в области усовершенствования шлифовальных кругов и станков, а также совершенствование заготовительных операций (прокатывания, штампования, точного литья и т. п.), позволяют во многих случаях использовать вместо токарных, фрезерных и других станков для получистовых операций, высокопроизводительные шлифовальные станки для предварительного и окончательного шлифования.
На шлифовальных станках выполняют:
обдирку, разрезку и отрезку заготовок
точную обработку плоскостей, поверхностей вращения, зубьев колес, винтовых и фасонных поверхностей и т. п.
п.
5.2. Устройство вертикально- и радиально-сверлильных станков
Наибольшее распространение в промышленности получили вертикально-сверлильные станки.
На рис. 22 показан внешний вид станка 2Н135-1.
На станине 4 вертикально-сверлильного станка размещены его основные части. Станина имеет вертикальные направляющие, по которым перемещается «плавающий» повортно-передвижной стол 2 и сверлильная бабка 6, несущая шпиндель 5 и электродвигатель. Управление коробками скоростей и подач осуществляется рукоятками, а ручная подача – штурвалом. Глубина обработки контролируется по лимбу. Электрооборудование у данного станка вынесено в отдельный шкаф. Фундаментная плита 1 служит опорой станка.
Продольное перемещение стола и поперечное перемещение салазок происходят по направляющим качения. Зажим стола осуществляется посредством рукоятки. На продольном столе смонтирован поворотный стол. На станках, у которых нет «плавающего» стола для совмещения центров инструмента и обрабатывающего отверстия, перемещают заготовку вручную.
Рис. 22.
Внешний вид станка 2Н135-1
Наличие на станке 2Н135-1 «плавающего» стола позволяет вести многокоординатную обработку деталей по кондуктору, по разметке или по предварительно настроенным кулачкам без ее перезакрепления. При обработке по кулачкам поиск координат обрабатываемых отверстий осуществляется по схеме расположения отверстий с помощью механизма поиска координат. Кулачки настраиваются по шаблону или по разметочной детали. На станке можно сверлить отверстия с наибольшим диаметром 35 мм. Вылет шпинделя станка 300 мм, угол поворота стола 360 о .
Радиально-сверлильные станки предназначены для выполнения тех же операций, что и вертикально-сверлильные, но изготовления деталей больших размеров, как, например, корпусные детали.
Рис. 23.
Внешний вид радиально-сверлильного
станка модели 2554
На рис. 23 приведен внешний вид радиально-сверлильного станка модели 2554. На фундаментной плите 1 установлена неподвижная колонна 2, на которую надета поворотная гильза 4. Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой на 360 о . Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350…1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм.
Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой на 360 о . Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350…1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм.
Читать также: Угловая пилорама своими руками механизм переворачивания мотора
Сверлильная головка конструктивно выполнена, как и на вертикально-сверлильном станке, но имеет больше частот вращения и число подач, что позволяет применять более рациональные режимы резания. Сосредоточение органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима траверсы на колонне, наличие системы предохранительных устройств, исключающих поломку станка при перегрузке, позволяет максимально сократить вспомогательное время и обеспечить высокую производительность.
Горизонтально-сверлильные станки – это устройства, основное предназначение которых, заключается в создании отверстий в таких материалах, как пластик, металл, дерево, цветные металлы, стекло, эбонит.
Вертикально-сверлильный
Эти модели сверлильных станков являются наиболее популярными. У них рабочий блок располагается вертикально, что дает возможность обрабатывать заготовки с большими габаритами. Но наряду с этим вертикально-сверлильное оборудование может иметь ограничения по глубине формирования отверстий.
Преимущества эксплуатации оборудования данного типа заключаются в простоте конструкции и небольших габаритах. Этот факт обусловлен совмещением блока сверления с электродвигателем. Передача крутящего момента происходит за счет ременной передачи, находящейся в верхней части оборудования.
Возможные конструктивные особенности вертикально сверлильных станков:
- рабочий стол может быть фиксированный или иметь функцию изменения своего положения в вертикальной плоскости, а также обладать механизма наклона;
- тип управления — ручной, автоматический или полуавтоматический.
 У недорогих моделей выполняется позиционирование сверла на поверхности заготовки. Для повышения точности формирования отверстий рекомендуется использовать станки с автоматическим механизмом подачи или с блоком ЧПУ;
У недорогих моделей выполняется позиционирование сверла на поверхности заготовки. Для повышения точности формирования отверстий рекомендуется использовать станки с автоматическим механизмом подачи или с блоком ЧПУ; - наличие устройств для контроля глубины сверления.
- эти факторы необходимо учитывать при выборе оптимальной модели оборудования. Также немаловажную роль играет его стоимость.
 У недорогих моделей выполняется позиционирование сверла на поверхности заготовки. Для повышения точности формирования отверстий рекомендуется использовать станки с автоматическим механизмом подачи или с блоком ЧПУ;
У недорогих моделей выполняется позиционирование сверла на поверхности заготовки. Для повышения точности формирования отверстий рекомендуется использовать станки с автоматическим механизмом подачи или с блоком ЧПУ;При самостоятельном изготовлении вертикально-сверлильного станка необходимо правильно подобрать патрон. Основными характеристиками этого компонента является максимальный и минимальный диаметр сверла, а также допустимое значение нагрузки.
Читать также: Какие электросчетчики лучше для квартиры
Общие сведения
Кроме того, что этот тип агрегата позволяет создавать отверстия разного размера и типа, он также позволяет выполнять простейшие фрезеровочные функции и может осуществлять зенкование. Данный прибор является одним из наиболее востребованных, так как без него не сможет обойтись ни крупное промышленное предприятие, ни домашняя мастерская. Тут стоит также добавить, что горизонтально-сверлильные станки – это не единственный тип этих машин. Существует также несколько разновидностей этого рода приспособлений.
Тут стоит также добавить, что горизонтально-сверлильные станки – это не единственный тип этих машин. Существует также несколько разновидностей этого рода приспособлений.
Общий вид радиально сверлильного станка 2М58
Фото радиально-сверлильного станка 2М58-1
Фото радиально-сверлильного станка 2М58-1
Фото радиально-сверлильного станка 2М58-1
Отличия станков
Существует несколько признаков, по которым данного рода агрегаты различаются между собой. Стоит добавить, что функции и сферу применения устройства, во многом определяет его изначальная конструкция.
- Первый признак, по которому отличаются все приборы, – это характер выполняемых работ. Они могут быть специальными или же универсальными.
- По своим конструкционным особенностям это могут быть как горизонтально-сверлильные станки, так и вертикально-сверлильные.
- Важной особенность любого из видов станка будет то, насколько мобилен его сверлильный узел. Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.
- Отличие между ними – не только в конструкции самого станка, но и в обустройстве стола, а также по наличию или отсутствию каких-либо дополнительных элементов.
- Очень важная особенность любой машины – это количество шпинделей. Чем больше количество этих составных элементов, тем качественнее будет получаться продукция, обрабатываемая на таком устройстве. ПО этой причине многошпиндельные агрегаты используются только на очень крупных предприятиях.
 Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.
Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.Еще важно отметить, что каждый горизонтально-сверлильный станок предназначается для определенного типа работ с определенной интенсивностью. Чем выше стоимость устройства, тем больше дополнительных комплектующих, а следовательно, и больше возможностей имеет машина.
Параметры устройства
Наилучшим вариантом описания технических характеристик устройства будет взять, к примеру, одну из наиболее распространенных моделей и описать ее показатели. Довольно популярным является станок с ручной подачей СвГД. Модель горизонтального сверлильного станка этой категории используется для обработки деталей с диаметром отверстия до 4,5 см. Максимальная длина сверлимого отверстия будет 120 мм. Количество оборотов сверла в минуту может достигать 2000.
Довольно популярным является станок с ручной подачей СвГД. Модель горизонтального сверлильного станка этой категории используется для обработки деталей с диаметром отверстия до 4,5 см. Максимальная длина сверлимого отверстия будет 120 мм. Количество оборотов сверла в минуту может достигать 2000.
Горизонтальный сверлильный станок по дереву, металлу и другим материалам модели СвГ-3 отличается такими характеристиками, как:
- максимальный диаметр – 2,5 см;
- наибольшая глубина сверления – 10 см;
- не более 20 см должна составлять длина пазов;
- сверло способно развить скорость вращения до 3000 оборотов в минуту.
Читать также: Как правильно отрегулировать краскопульт
Технические характеристики сверлильного станка 2М58-1
| Наименование параметра | 2М58-1 |
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 100 |
| Наибольший условный диаметр сверления в чугуне, мм | |
| Диапазон нарезаемой резьбы в стали 45, мм | |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 500. .3150 .3150 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 2650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 1500 |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 630 |
| Угол поворота рукава вокруг колонны, град | 360 |
| Размер поверхности плиты (ширина длина), мм | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | |
| Шпиндель | |
| Диаметр гильзы шпинделя, мм | |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 6 |
| Частота прямого вращения шпинделя, об/мин | 12; 12; 15; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250 |
| Количество скоростей шпинделя прямого вращения | 22 |
| Частота обратного вращения шпинделя, об/мин | |
| Количество скоростей шпинделя обратного вращения | |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,063; 0,08; 0,10; 0,125; 0,16; 0,20; 0,25; 0,315; 0,40; 0,50; 0,63; 0,80; 1,25; 1,60; 2,00; 2,5; 3,15 |
| Число ступеней рабочих подач | 18 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | |
| Перемещение шпинделя на одно деление лимба, мм | |
| Перемещение шпинделя на оборот лимба, мм | |
| Наибольший допустимый крутящий момент, кгс*см | 280 |
| Наибольшее усилие подачи, кгс | 5000 |
| Зажим вращения колонны | Гидр |
| Зажим рукава на колонне | Электр |
| Зажим сверлильной головки на рукаве | Гидр |
Электрооборудование. Привод Привод | |
| Количество электродвигателей на станке | |
| Электродвигатель привода главного движения, кВт | 13 |
| Электродвигатель привода перемещения рукава, кВт | 3,0 |
| Электродвигатель гидронасоса колонны, кВт | 0,75 |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 4850 х 1830 х 4885 |
| Масса станка, кг | 18000 |
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Бернштейн-Коган В. С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Богданов А.В. Расточное дело, 1960
Список литературы:
 С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция
Горизонтально-сверлильный фрезерный станок СвГ-3 состоит из таких составных элементов, как: основа, суппорт, электрический мотор. Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента – это сверлильный узел, линейка упорная и зажим.
Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента – это сверлильный узел, линейка упорная и зажим.
Тут стоит отметить, что существует большое разнообразие модификаций для таких станков. К примеру, существует модель СвПА. Особенностью этой категории устройства стало наличие таких дополнительных элементов, как гидронасос и механическая подача. Первый из этих элементов в данном приспособлении используется для того, чтобы создать условия, в которых возможно закрепить деталь максимально надежно на столе.
Особенности применения
Прежде чем приступить к работе на сверлильном станке горизонтального сверления, необходимо его очень тщательно настроить. Для того чтобы осуществить эту процедуру, можно использовать разметку, нанесенную на первую, использующуюся деталь. Впоследствии, когда каждый из этапов заканчивается, проводят дополнительные замеры диаметров отверстий, а также измеряют пазы.
Прежде чем приступать к работе с какой-либо деталью, необходимо убедиться в том, что она надежно закреплена на рабочей поверхности приспособления. Если во время работы произойдет малейшее смещение детали, то она тут же будет считаться бракованной.
Еще один момент, на который необходимо обратить особое внимание, – это выбор сверла и фрезы для будущей работы. Фреза вставляется в левый конец гнезда до самого дна, после этого рабочая поверхность станка перемещается из стороны в сторону. Этот процесс называют качественной фрезеровкой пазов. Важно добавить, что выборка гнезда сразу же после применения фрезы, может привести к тому, что полученная деталь, будет иметь неверные размеры.
Рекомендации при работе на станке
Существует еще несколько рекомендаций, которые относятся к работе с горизонтально-сверлильными станками по дереву:
- Вводить сверло в заготовку из дерева необходимо очень плавно, для того чтобы не повредить ее. Чтобы добиться такого эффекта, необходимо несколько снизить скорость вращения сверла, пока оно не будет введено в древесину.
- После того, как заготовка подверглась обработке при помощи спирального сверла, она будет требовать дополнительной операции. Это из-за того, что при работе спирального сверла будут образовываться ребра, которые можно удалить при помощи повторной обработки обычным расходным элементом.
- Удобной функцией является то, что система управления такого рода станками позволяет выполнить все операции всего одному оператору. Количество рычагов для управления не слишком велико, а их удобное расположение способствует тому, что с любой задачей способен справиться всего один рабочий.
- Если планируется работать с деталями довольно больших размеров, то есть возможность переформировать рабочий стол. В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.
2М58 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2М58 (год принятия к серийному производству 1975) заменил устаревшую модель станка этой же серии 2К58.![]()
Сверлильный станок 2М58 рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок 2М58 предназначен для обработки отверстий в крупных корпусных деталях и используется в единичном, мелкосерийном и среднесерийном производстве.
На станке 2М58 можно производить: сверление в сплошном материале, зенкерование, развертывание, нарезание резьб метчиками, растачивание отверстий, подрезку торцов.
При оснащении станка 2М58 приспособлениями и специальными инструментами его можно использовать в качестве вертикально-расточного для обработки отверстий в корпусных деталях.
Конструкция радиально-сверлильного станка 2М58
Основанием станка 2М58 является фундаментная плита, на которой крепится внутренняя неподвижная колонна. На последней вращается поворотная часть станка, состоящая из наружной гильзы и рукава с перемещающейся по его направляющим сверлильной головкой. Рукав перемещается по наружной гильзе при помощи механизма подъема.
Рукав перемещается по наружной гильзе при помощи механизма подъема.
Зажим рукава на колонне производится автоматически по окончании его подъема или опускания.
Зажим гильзы на колонне осуществляется гидравлическим механизмом.
Установленная на рукаве сверлильная головка является самостоятельным силовым агрегатом и может перемещаться вдоль рукава вручную или механически. Сверлильная головка вмещает коробку скоростей и подач, механизм подачи, сверлильный шпиндель.
Особенностью станка является наличие в нем преселективного гидравлического управления скоростями и подачами.
Корректированный уровень звуковой мощности LpA не превышает 102 дБА.
Класс точности станка — Н по ГОСТ 8—77.
Категория качества станка — 1.
Год принятия станка к серийному производству — 1975.
Проектная организация — Специальное конструктМоскваое бюро расточных станков, г. Иваново.
Радиально-сверлильные станки. Общие сведения.
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v — главное — вращательное движение
- s — движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
Что такое ЧПУ?
Многие модели горизонтально-сверлильных станков снабжаются таким устройством, как ЧПУ. Расшифровывается эта аббревиатура, как числовое программное обеспечение. Приспособления, снабженные такой модификацией, также способны выполнять такие операции, как растачивание, фрезеровка, сверление, зенкерование.
Тут важно отметить, что от класса числового программного обеспечения, будет зависеть и степень точности, с которой он будет выполнять поставленную задачу. Бортовой компьютер занимается расчетом имеющегося узла, и заданного, что помогает экономить время, а также более качественно координировать обработку деталей. Кроме того, что ЧПУ позволяет корректировать передвижение сверла в разных плоскостях, он еще и позволит выставлять угол наклона рабочего инструмента станка.
Читать также: Чем убрать остатки двухстороннего скотча
Горизонтальный сверлильный станок своими руками
Многие люди, которые занимаются какой-либо обработкой материала в домашних условиях, сталкивались с проблемой, которая заключалась в необходимости иметь сверлильный станок. Купить такую вещь довольно дорого, а вот сделать ее своими руками гораздо дешевле, хотя придется потрудиться.
Тут стоит отметить, что наиболее распространенным вариантом сборки является тот, в котором основной частью является дрель. Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
- рулевая рейка от легкового автомобиля;
- несколько стальных уголков и профилей;
- стальной лист для станины толщиной 2-3 мм;
- патрон для дрели;
- электрический мотор и шкивы с ремнем;
- хорошие подшипники и наличие сварочного аппарата и токарного станка.
Горизонтальный сверлильно-расточной станок
Данная категория станков относится к универсальным моделям. Особенность таких станков в том, что они имеют как минимум одну ось свободы. Основной рабочей поверхностью для такой универсальной модели является стол, на который крепят обрабатываемые детали или заготовки. По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
| Название станка | Ход ось X | Ход, ось Y | Ход, ось Z | Размер стола | Макс. Ø сверления |
| BO 90 CNC – Горизонтальный сверлильно-фрезерный центр с ЧПУ | 700 мм | 510 мм | 800 мм | 630×630 мм | 30 мм |
| BO 110 с ЧПУ – Горизонтальный сверлильный центр | 1200 мм | 900 мм | 550 мм | 1320х1010 мм | 50 мм |
| BO 130 с ЧПУ – Сверлильно-фрезерный обрабатывающий центр с ЧПУ | 1500 мм | 1140 мм | 1000 мм | 1000х1350 мм | 50 мм |
| BO F 110 – Горизонтальный фрезерно-расточный станок с ЧПУ | 1500 мм | 1500 мм | 1100 мм | 1250х1400 мм | 110 мм |
| Название станка | Ход ось X | Ход, ось Y | Ход, ось Z | Размер стола | Макс. Ø сверления Ø сверления |
| BO 110 – Горизонтальный фрезерно-расточной станок | 900 мм | 900 мм | 600 мм | 1100×960 мм | 50 мм |
| BO 130 – Горизонтальный сверлильно-фрезерный станок | 2000 мм | 1800 мм | 900 мм | 1600×1800 мм | 60 мм |
Одними из самых распространенных на сегодняшний день сверлильных станков являются станки с горизонтальным расположением шпинделя, на котором крепится рабочий инструмент. При помощи станков данного типа можно высверливать сквозные или глухие отверстия, обрабатывать уже существующие отверстия и так далее.
Наша компания готова предоставить своим клиентам высококачественные горизонтальные сверлильные станки марки «Knuth». Эта марка пользуется заслуженным уважением среди профессионалов. Многие известные предприятия используют именно горизонтальные сверлильные станки «Knuth». Мы продаем станки данного типа по цене завода-производителя и предоставляем годовую гарантию.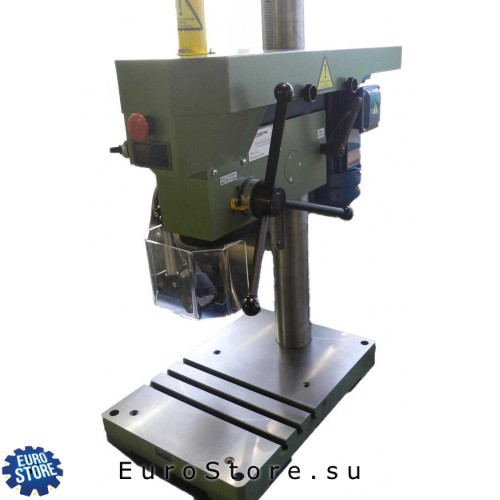
Сведения о производителе радиально-сверлильных станков 2М58
Производителем радиально-сверлильного станка 2М58 является Ивановский завод тяжелого станкостроения, основанный в 1953 году
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
- 2А636
— станок горизонтально-расточной Ø 125, - 2А636Ф1
— станок горизонтально-расточной с УЦИØ 125 - 2А637
— станок горизонтально-расточной Ø 160 - 2М58
— станок радиально-сверлильный Ø 100 - 2611Ф2
— станок горизонтально-расточной с ЧПУ Ø 80 - 2620В
— станок горизонтально-расточной Ø 90 - 2622В
— станок горизонтально-расточной Ø 110 - 2636
— станок горизонтально-расточной Ø 125, - ИР320ПМФ4
— станок многоцелевой фрезерный горизонтальный с ЧПУ 320 х 320 - ИР-500
— станок многоцелевой фрезерный горизонтальный 500 х 500 - ИР-800
— станок многоцелевой фрезерный горизонтальный 800 х 800 - ИС-500
— станок многоцелевой фрезерный горизонтальный 500 х 500 - ИС-800
— станок многоцелевой фрезерный горизонтальный 800 х 800
Сверлильный станок – станок для обработки отверстий со снятием стружки
Сверлильный станок – станок для обработки отверстий со снятием стружки. На сверлильных станках производят сверление, рассверливание, зенкерование, развёртывание, растачивание, нарезание резьбы. Различают следующие типы сверлильных станков по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные, многошпиндельные, агрегатные, специализированные и др.
На сверлильных станках производят сверление, рассверливание, зенкерование, развёртывание, растачивание, нарезание резьбы. Различают следующие типы сверлильных станков по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные, многошпиндельные, агрегатные, специализированные и др.
Вертикально-сверлильный станок – наиболее распространённый тип в металлообработке; используется для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п. Инструмент сверло, зенковка, развёртка и др. закрепляют в вертикальном шпинделе, деталь — на столе станка. Совмещение осей обрабатываемого отверстия и инструмента производят перемещением детали. Для ориентации заготовки и автоматизации обработки применяют также программное управление. Для обработки отверстий диаметром до 12 мм (например, в приборостроении) используют настольные станки (обычно одношпиндельные). Тяжёлые и крупногабаритные детали, а также детали с отверстиями, расположенными по дуге окружности, обрабатывают на радиально-сверлильном станке.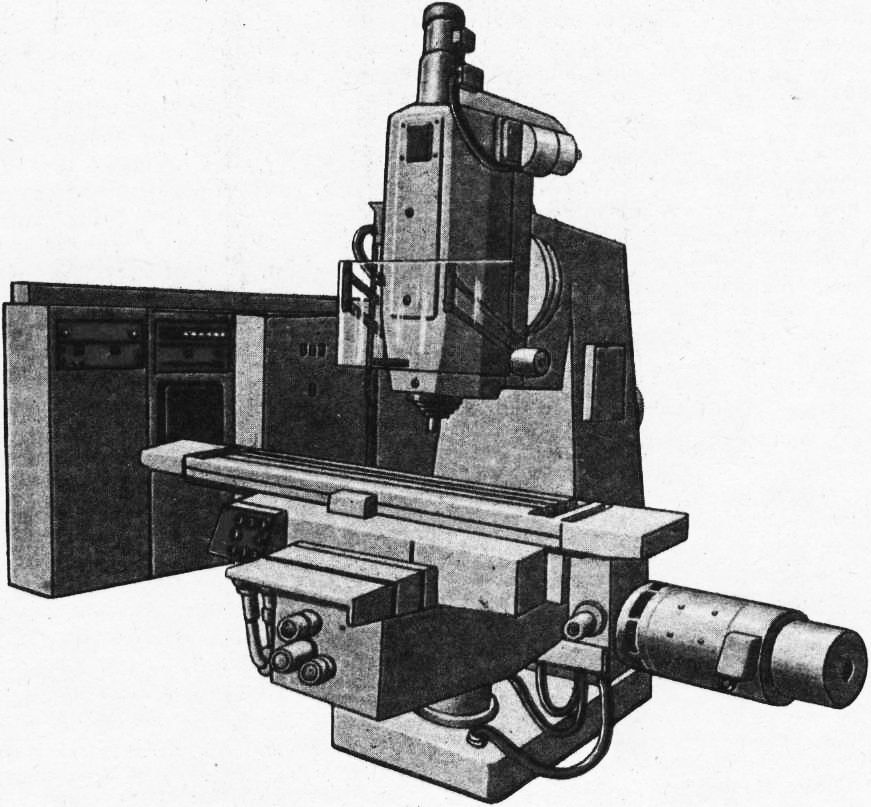
Ниже представлена компоновочная схема сверлильного станка.
Рис.1 Компоновочная схема радиально-сверлильного станка
Расточный станок – металлорежущий станок для сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки,а также координатно-расточные станки.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки,а также координатно-расточные станки.
Универсальный расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки: станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой; станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях; станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденции развития расточных станков — повышение жёсткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжёлых и уникальных станках).
Ниже представлена компоновочная схема расточного станка.
Рис.2 Компоновочная схема горизонтально-расточного станка
Координатно-расточной станок – металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов с особо точным расположением центров или поверхностей без применения специальных приспособлений для направления инструментов.
Для точного измерения размеров на координатно-расточных станках применяются устройства с жёсткими и регулируемыми концевыми мерами и индикаторными датчиками; ходовые винты с лимбами и нониусом, снабженные компенсаторами для устранения погрешностей; масштабные валики с оптическими измерительными приборами.
Различают станки двух видов: двухстоечные (портальные) со столом, имеющим одно перемещение, и одностоечные со столом, имеющим два перемещения. У одностоечных станков шпиндельная головка движется только вертикально, у двухстоечных — горизонтально по поперечине, которая может перемещаться в вертикальном направлении. На координатно-расточных станках изделия и режущий инструмент взаимно перемещаются в прямоугольных координатах (с точностью линейных перемещений до 2 мкм).
| Характеристика | 2С132Л |
|---|---|
| Диапазон сверления в стали, мм | 3-32 (50)** |
| Диапазон нарезаемой резьбы | М3-М33 |
| Размер рабочей поверхности подъёмного стола, мм | 500×630 |
| Размер рабочей поверхности плиты, мм | 630х630 |
| Количество Т-образных пазов стола | 3 |
| Количество Т-образных пазов плиты | 5 |
| Ширина направляющего паза стола и плиты | 18Н12 |
| Наибольшее расстояние от торца шпинделя до подъёмного стола, мм | 600 |
| Наибольшее расстояние от торца шпинделя до плиты, мм | 1030 |
| Расстояние от оси шпинделя до направляющих призматической колонны, мм | 300 |
| расстояние от оси шпинделя до круглой колонны, мм | 400 |
| Подъём стола, мм | 170 |
| Конус шпинделя | Moрзе 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | 12 (15)* |
| Пределы частот вращения шпинделя, об/мин | 31,5-1400 (2000, 4000)* |
| Количество механических подач пиноли шпинделя | 9 |
| Диапазон механических подач пиноли шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
Установочное перемещение сверлильной головки, мм. |
320 |
| Наибольшая масса заготовки на подъёмном столе, кг | 500 |
| Наибольшая высота заготовки на подъёмном столе, мм | 500 |
| Наибольшая масса заготовки на плите, кг | 1000 |
| Наибольшая высота заготовки на плите, мм | 930 |
| Масса, кг (с упаковкой) | 1700 |
| Масса, кг (без упаковкой) | 1300 |
| Габаритные размеры, мм (с упаковкой) | 1580x1100x2470 |
| Габаритные размеры, мм (без упаковкой) | 770x1250x2520 |
| * опция
** при минимальных подачах и оборотах |
|
Горизонтально-сверлильный станок с ЧПУ по металлу
SUNRISE CNC MACHINE CO.
Например, станок для сверления пластин, штамповочный станок для пластин, станок для ленточной ленточной резки UIH, линия для нанесения маркировки на угловую штамповку, производственная линия для маркировки углового сверления, сверлильный станок для стального штамповки, гибка, скашивание, снятие фаски, фрезерование, сварочные аппараты, плазменная резка и другое оптико-электромеханическое оборудование для интеграции.
В основном используется для обработки угловой стали, металлической пластины, Н-образной балки, стальные канала, коробки стали, круглой стали, фланцевой пластиной и т.д. , в башне электростанции, башни передачи, телекоммуникационной башни, стальной Struture, центральный кондиционер, AUTOMOBIL, бытовой техники, нефтехимическая, строительная, мостовая, котельная и химическая промышленность.
Также мы построили дочернюю компанию Sunrise CNC Technology, которая для проектирования и производства гравировальных и режущих фрезерных станков с ЧПУ, токарных станков по дереву, станков для лазерной резки, станков с ЧПУ, станков для лазерной резки волокон, станков для плазменной резки и т. Д., Почти из металла и неметаллических материалов можно было резать и гравировка хорошо.
В основном используется в деревянной мебели, рекламе, камнеобрабатывающей промышленности и т. Д.
Опытная и динамичная команда профессионалов, которые являются экспертами в обработке точных работ с помощью научных процессов.
Отличные профессиональные таланты объединяют мощную и креативную команду дизайна, исследований и разработок, которая создала нам прочную техническую мощь и конкурентоспособность.
Благодаря 10-летнему опыту, сейчас Sunrise CNC является ведущим производителем в Китае, причем не только за высокое качество, но и сервис и честность.
Производство продуктов, ориентированных на потребителя, всегда было нашей главной задачей. Мы верим, что качество – это душа предприятия навсегда.
Мы верим, что качество – это душа предприятия навсегда.
Поэтому мы никогда не идем на компромисс с качеством нашей продукции. Мы применяем передовые, научные, современные идеи и системы управления для реализации супервизорного контроля во всех аспектах производства, инспекции, продажи, обслуживания и т. Д., Которые помогают контролировать качество, повышать эффективность работы и гарантировать стабильность и точность продукции. Таким образом, предприятие может достичь быстрого и устойчивого развития.
Sunrise – это фокус на качество и имидж компании. Мы завоевываем рынок с хорошим качеством и сервисом. Компания уже много лет проходит сертификацию Международной системы менеджмента качества ISO9001: 2008 и с легкостью получила звание «Высокие и новые технологические предприятия». И имеет более десяти собственных прав интеллектуальной собственности и патентных технологий. Мы имеем право на импорт и экспорт. Наша продукция экспортируется в Россию, Южную Азию, Юго-Восточную Азию, Ближний Восток, Южную Америку, Африку, Австралию, Европу и т. Д.
Д.
Качественный бренд, честность завоевывают рынок, гармония объединяет таланты и инновации способствуют развитию. Наша способность постоянно предлагать инновационные, высококачественные продукты, которые превосходят конкурентов и превосходят их, – вот почему мы являемся одной из самых успешных компаний, предлагающих самые передовые и производительные решения в области машиностроения с ЧПУ.
Больше информации, пожалуйста, свяжитесь с нами, не стесняйтесь!
Горизонтально-расточной станок | MachineMfg
Горизонтально-расточной станок – это наиболее широко используемый расточный станок.
В основном предназначен для обработки отверстий с точностью до IT7.
Помимо расширения отверстий, которые были отлиты или обработаны на обрабатываемой детали, горизонтально-расточный станок может также фрезеровать плоскости, сверлить, обрабатывать внешние окружности торцевых поверхностей и фланцев и нарезать резьбу.
В основном используется в мелкосерийных и ремонтных мастерских штучных изделий.
Погрешность округлости обработанного отверстия не более 5 мкм, шероховатость поверхности Ra от 0,63 до 1,25 мкм.
Основным параметром горизонтально-расточного станка является диаметр главного вала.
Состав и составСверлильный станок с горизонтальным расположением шпинделя и вертикальным перемещением передней бабки по передней стойке рельса.
При использовании горизонтально-расточного станка инструмент устанавливается на шпиндель, мачту или плоский диск.Требуемые скорость и подача могут быть получены через шпиндельную коробку и могут перемещаться вверх и вниз по направляющей передней стойки.
Заготовка устанавливается на верстак, и рабочий стол может перемещаться в продольном и горизонтальном направлениях с помощью скользящего сиденья и верхнего скользящего сиденья, а также может вращаться вокруг круглой направляющей скользящего сиденья на желаемый угол для адаптации к различным условиям. условия обработки.
Если мачта длинная, заднюю бабку на задней стойке можно использовать для поддержки одного конца для увеличения жесткости.
Для обработки больших отверстий в заготовке или длинном ящике некоторые горизонтально-расточные станки увеличивают поперечный ход стола примерно в два раза. Ширина основной направляющей станины увеличена, а вспомогательная направляющая используется для увеличения жесткости скользящего сиденья.
ХарактеристикиВнешний вид красивый, а общая планировка продумана до мелочей.
Станина, колонна и скользящее сиденье представляют собой прямоугольные направляющие с хорошей устойчивостью.
Направляющая шина закаливается в холодном состоянии и обладает высокой износостойкостью.
Цифровой дисплей синхронизации, интуитивно понятный и точный, может повысить эффективность работы и снизить затраты.
Горизонтально-расточной станокна Grizzly.com
Для многих проектов точное расположение просверленных отверстий может испортить работу.

Вы можете попытать счастья с догадками и приспособлениями, но вам будет легче отдыхать с помощью горизонтально-расточного станка G4185, который каждый раз обеспечивает высокоточные результаты.
G4185 имеет стол шириной 15-3 / 4 дюйма и глубиной 9-3 / 4 дюйма с пазами для углового калибра в форме ласточкина хвоста.
Ваша заготовка не соскользнет со сверла, потому что мощный пневматический зажим оказывает усилие более 600 фунтов!
Plus, эта универсальная рабочая лошадка позволяет использовать многобитовые расточные головки, чтобы сделать ваш рабочий процесс еще более эффективным.
2-х шпиндельный G5952 и 3-х шпиндельный G5953 – это текущие варианты расточной головки, доступные в Grizzly.
Расточные головки приобретаются отдельно.
На G4185 предоставляется 1-летняя гарантия на детали и уверенность в том, что устройство не имеет заводских дефектов.
Руководство G4185 было написано нашим отделом документации в США и содержит полезную информацию.
Полное и легко читаемое руководство упрощает сборку и обслуживание вашего расточного станка.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для машины доступны в Интернете и отправляются со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Двигатель: 2 л.с., 220 В, однофазный, 12 А
- Ход шпинделя: 3 дюйма
- Скорость шпинделя: 3450 об / мин
- Максимальное количество ходов в минуту: 12 при 90 фунт / кв. Дюйм
- Максимальная ширина заготовки: 7-1 / 2 дюйма
- Тип сверла: RH резьба
- Диаметр сверла: 9/16 “
- Требования к воздуху: 0,5 куб. Фут / мин при 90 фунт / кв. Дюйм
- Ход стола, вертикальный: 3-1 / 2 ”
- Размер стола: ширина 15-3 / 4 дюйма, глубина 9-3 / 4 дюйма
- Общий размер: 15 дюймов Ш x 37-1 / 4 дюйма x 47-1 / 2 дюйма В
- Приблизительный вес в упаковке: 346 фунтов.

ХАРАКТЕРИСТИКИ
- Отшлифованный чугунный стол
- Угловой калибр и пазы с ласточкиным хвостом
- Пневматический зажим и ход шпинделя
- Подходит для расточных коронок с правой резьбой
- Стенд готовый стальной
- Подходы для стола с ласточкиным хвостом
- Удобное ножное педальное управление
▷ Продажа подержанных горизонтально-расточных станков
На Trademachines.com вы можете найти 49 предложений подержанных горизонтально-расточных станков на продажу или на аукционах по всему миру.Посмотрите на себя ниже и свяжитесь с продавцами напрямую!Горизонтально-расточной станок – это специальный тип станка для черновой и точной резьбы металлических и деревянных деталей. Многие отрасли промышленности используют эти машины на каком-то этапе производственного процесса.
Горизонтально-расточной станок в работеЧто такое горизонтальная фреза?
Этот станок, также известный как горизонтально-расточной станок, используется для сверления отверстий в металлических или деревянных деталях с помощью вращающейся шпиндельной головки. Несмотря на свое название, проданный горизонтально-расточной станок часто может выполнять более сложные задачи по резьбе.С помощью горизонтально-расточного станка с ЧПУ, например, производители могут вырезать сложные детали, такие как турбокомпрессоры.
Несмотря на свое название, проданный горизонтально-расточной станок часто может выполнять более сложные задачи по резьбе.С помощью горизонтально-расточного станка с ЧПУ, например, производители могут вырезать сложные детали, такие как турбокомпрессоры.
Установка расточного станка
Горизонтальная фреза обычно имеет вертикальную колонну, в которой находится рабочий шпиндель, который направлен параллельно земле и обрабатываемой детали. Эта деталь находится на столе, который может вращаться и перемещаться по различным осям, в зависимости от типа , бывшего в употреблении горизонтально-расточного станка, выставленного на продажу. Меньшие разновидности часто используются для обработки древесины на горизонтально-расточных станках.
Горизонтально-расточной станок для сверления металлаДиапазон опций
Любой горизонтально-расточной станок для продажи будет одного из трех типов: напольный , строгальный или настольный . Настольные фрезы часто используются для обработки небольших деревянных или металлических деталей, но они также являются наиболее универсальными. Горизонтально-расточные станки, используемые на строгальных станках, имеют больший рабочий диапазон по оси x и используются для более широких областей применения. Горизонтально-расточные станки для пола имеют большее пространство для работы.Многие разновидности сверлильных станков представляют собой горизонтально-расточные станки с ЧПУ, работающие в автоматическом режиме.
Настольные фрезы часто используются для обработки небольших деревянных или металлических деталей, но они также являются наиболее универсальными. Горизонтально-расточные станки, используемые на строгальных станках, имеют больший рабочий диапазон по оси x и используются для более широких областей применения. Горизонтально-расточные станки для пола имеют большее пространство для работы.Многие разновидности сверлильных станков представляют собой горизонтально-расточные станки с ЧПУ, работающие в автоматическом режиме.
Отрасли, использующие горизонтально-расточное оборудование
Во многих отраслях промышленности используются горизонтально-расточные станки для обработки деталей для различных процессов, включая нефтегазовую промышленность. Такие детали, как устья, коллекторы и фланцы, можно изготавливать на горизонтально-расточном станке, часто с использованием U-образного сверла.
Кто производит Hoironzontal расточные фрезы?
Среди производителей многих типов горизонтально-расточных станков на продажу компания FERMAT, которая разрабатывает, производит и поставляет ряд моделей в Чешской Республике. Другие марки бывших в употреблении горизонтально-расточных станков на продажу предоставлены такими компаниями, как Gilbert, Lucas, Wotan и Kearney & Trecker.
Другие марки бывших в употреблении горизонтально-расточных станков на продажу предоставлены такими компаниями, как Gilbert, Lucas, Wotan и Kearney & Trecker.
Бурильная труба и бурильная штанга для наклонно-направленного бурения
TuffRod – отраслевой авторитет в области буровых штанг для ГНБ – это то, что мы делаем! Наш опыт производства бурильных труб восходит к самому началу горизонтально-направленного бурения в начале 90-х годов.Наши высококачественные горизонтально-направленные буровые штанги подходят для самых сложных проектов.Мы обслуживаем все основные малые и средние установки для наклонно-направленного бурения – от прокладки туннелей под проезжей частью до бурения в сильно перегруженных и экологически уязвимых районах.
Бурильные трубы TuffRod поддерживаются самыми уважаемыми специалистами отрасли!
Высококачественная бурильная труба В TuffRod мы тщательно контролируем все этапы производственного процесса, от выбора сырья до самых строгих процессов контроля качества любого производителя в отрасли, наши стержни изготавливаются для максимальной прочности.

- Сырье
- Поковка с высадкой внутренней и внешней
- Узкоспециализированный процесс термообработки
- Прецизионно обработанные штыревые и муфтовые соединения
От покупки подходящих буровых штанг до продвижения передовых методов для продления срока службы вашего сверла и распространенных методов производства буровых штанг, TuffRod здесь, чтобы убедиться, что у вас есть не только правильная штанга для вашего проекта ГНБ, но и информация, которая поможет получить максимальную отдачу. из ваших инвестиций.
из ваших инвестиций.
Буровые трубы, совместимые с Vermeer®
Vermeer® предлагает широкий диапазон размеров и мощности для всей линейки буровых установок, а TuffRod производит бурильные трубы, совместимые с Vermeer, чтобы работа продолжалась. Наши бурильные трубы для горизонтально-направленного бурения Vermeer соответствуют требованиям отраслевого стандарта S135.
- Предел прочности при растяжении 145000 фунтов на квадратный дюйм. Прочность на разрыв бурильных труб Vermeer® – это максимальное напряжение, которое материал выдержит перед разрушением.
- Предел текучести 135000 фунтов на квадратный дюйм. Предел текучести бурильных труб Vermeer® – это напряжение, соответствующее заданной остаточной (пластической) деформации, которая является точкой, при которой материал поддается и не отжимается.
Бурильная труба совместимая с Ditch Witch®
Бурильные трубы, совместимые с Ditch Witch® Буры производятся для любого типа рабочей площадки и установки.
Изготовленные в соответствии со спецификациями отраслевого стандарта S135, наши бурильные трубы проходят строгий процесс контроля качества, чтобы гарантировать, что наши штанги изготовлены для максимальной прочности.
- Предел прочности при растяжении 145000 фунтов на квадратный дюйм. Направленные сверла Ditch Witch® Прочность на растяжение – это максимальное напряжение, которое материал выдержит перед разрушением.
- Предел текучести 135000 фунтов на квадратный дюйм. Предел текучести сверла Ditch Witch® – это напряжение, соответствующее заданной остаточной (пластической) деформации, которая представляет собой точку, при которой материал поддается и не отжимается.
Бурильная труба, диапазон 2
TuffRod предлагает полную линейку бурильных труб нового или премиум-класса серии 2 для всех марок и моделей сверл Maxi Drills. Наши бурильные трубы серии 2 соответствуют спецификациям отраслевого стандарта S135.TT Technology, Toro® и универсальные буровые штанги для ГНБ
TT Technology, Toro® и универсальные буровые штанги для ГНБ. TuffRod предлагает буровые штанги для всех марок и моделей направленного бурения. Независимо от сверла / независимо от того, какая у вас буровая установка, у TuffRod есть труба, соответствующая вашим потребностям.
TuffRod предлагает буровые штанги для всех марок и моделей направленного бурения. Независимо от сверла / независимо от того, какая у вас буровая установка, у TuffRod есть труба, соответствующая вашим потребностям. - Предел прочности при растяжении 145000 фунтов на квадратный дюйм. Прочность на растяжение TT Technologies – это максимальное напряжение, которое материал выдержит перед разрушением.
- Предел текучести 135000 фунтов на квадратный дюйм. Предел текучести TT Technologies – это напряжение, соответствующее заданной остаточной (пластической) деформации, которая является точкой, при которой материал поддается и не отжимается.
- Цельная внутренняя и внешняя (IEU) кованая бурильная труба
Наши цельные кованые или цельные кованые бурильные трубы IEU изготавливаются исключительно из одного куска материала. Труба имеет одинаковый химический состав для резьбовых соединений и средней трубы без зоны сварки между ними.
Труба имеет одинаковый химический состав для резьбовых соединений и средней трубы без зоны сварки между ними.
- Инерционная бурильная труба
Бурильная труба, сваренная методом инерционной сварки, состоит из трех отдельных частей, которые включают среднюю трубу и два резьбовых соединения или замков.Промежуточный сварочный процесс – это метод сварки в твердом состоянии, при котором металл куют вместе, не вызывая плавления. Поскольку во время инерционной сварки не образуется расплав, не происходит повторного литья металла или увеличения зерна после завершения сварки.
Высококачественные буровые штанги и трубы, квалифицированное обслуживание В TuffRod основное внимание уделяется производству буровых штанг высокого качества с лучшим качеством и ценой. Наши уважаемые специалисты всегда готовы предоставить вам бурильные трубы, которые вам нужны, чтобы соответствовать вашему оборудованию с правильными характеристиками.Никаких простоев, только подходящая труба для выполнения вашего проекта горизонтально-направленного бурения в соответствии с графиком.
Наша высококачественная продукция предназначена для выполнения самых сложных проектов бурения. Обслуживая все основные малые и средние установки для наклонно-направленного бурения, TuffRod здесь, чтобы убедиться, что у вас есть подходящая штанга для вашего проекта ГНБ.
Чтобы узнать больше о наших бурильных трубах для ГНБ, свяжитесь с нами через контактную форму или позвоните (844) 586-9354 прямо сейчас!
Вернуться к началу Свяжитесь с нами
| Важность | Знания |
|---|---|
| Механика – Знание машин и инструментов, включая их конструкцию, использование, ремонт и техническое обслуживание. | |
| Математика – знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений. | |
| Производство и обработка – знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров. | |
| Дизайн – Знание методов проектирования, инструментов и принципов, используемых при производстве точных технических планов, чертежей, чертежей и моделей. | |
| Обслуживание клиентов и персональное обслуживание – Знание принципов и процессов предоставления услуг клиентам и персональным услугам. Это включает в себя оценку потребностей клиентов, соблюдение стандартов качества услуг и оценку удовлетворенности клиентов. | |
| Английский язык – знание структуры и содержания английского языка, включая значение и написание слов, правила композиции и грамматику. | |
| Engineering and Technology – Знание о практическом применении инженерных наук и технологий. Это включает применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг. | |
| Компьютеры и электроника – знание печатных плат, процессоров, микросхем, электронного оборудования, компьютерного оборудования и программного обеспечения, включая приложения и программирование. | |
| Администрирование и менеджмент – Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, техникой лидерства, методами производства и координацией людей и ресурсов. | |
| Образование и обучение – Знание принципов и методов разработки учебных программ и тренингов, преподавания и обучения для отдельных лиц и групп, а также измерения результатов обучения. |
| усилие отвода | От 6 до (60 кН) | 13’200 фунтов (6,6 тонны США) |
| сила тяги | От 6 до (60 кН) | 13’200 фунтов (6.6 тонн США) |
| мощность привода | 42 кВт (57 л.с.) | 42 кВт (57 л.с.) |
| крутящий момент, 1-я скорость | 1600 Нм | 1200 футовфунты |
| крутящий момент, 2-я скорость | – | – |
| Скорость вращения буровой штанги, 1-я скорость | 150 об / мин | 150 об / мин |
| Скорость вращения буровой штанги, 2-я скорость | – | – |
| объем бурового раствора | 52 л / мин | 13 галлонов в минуту |
| максимальное давление бурового раствора | 70 бар | 1000 фунтов на кв. Дюйм |
| Уровень шума на расстоянии 7 м | – | – |
| Уровень шума на ухо оператора | – | – |
| Диаметр пилотного отверстия | Ø 60-100 мм | Ø 2.4–4 дюйма |
| максимальный диаметр обратного потока * | Ø 300 мм | Ø 12 “ |
| максимальная длина сверления * | 120 м | 400 футов |
| штанги буровые, длина | 1.5 м | 5 футов |
| штанги буровые, диаметр | Ø 45 мм | Ø 1.77 “ |
| минимальный радиус поворота ** | 25 м | 80 футов |
| Размеры люльки для приямка ДхШхВ | 2.30 x 0,60 x 1,15 м | 7,6 x 2,0 x 3,8 фута |
| вес люльки приямка | ок. 430 кг | 950 фунтов |
Горизонтально-направленное бурение – обзор
25.9 Подходы к снижению риска для трубопроводов
После выявления геотехнических опасностей и результирующей уязвимости данной конструкции при разработке мер по снижению часто рассматривается комбинация структурного переоборудования и / или геотехнического восстановления (улучшения грунта). В целом, существует четыре варианта улучшения характеристик данного трубопровода против выявленной геотехнической опасности: (а) избежать опасности путем перемещения; (б) изолировать трубопровод от опасности; (c) компенсировать опасность за счет усиления трубопровода или повышения гибкости; и (d) уменьшить опасность за счет улучшения грунта.Хотя предотвращение опасности путем перемещения является наиболее эффективным подходом, этот вариант часто не является привлекательным из-за непомерно высоких затрат, связанных с приобретением полосы отвода трубопровода для переналадки.
Возможность отказа трубопровода может быть уменьшена за счет уменьшения воздействия на трубопровод сейсмической опасности. Помимо изменения маршрута трубопровода, чтобы избежать опасности, есть два метода уменьшения воздействия на трубопровод. Для размещения трубопровода ниже зоны смещения грунта можно использовать методы горизонтально-направленного бурения.Этот метод чаще всего используется для предотвращения опасности бокового распространения при переходах через реки. В редких случаях можно использовать воздушные переходы, чтобы избежать опасностей ограниченного размера. Изоляция трубопровода от геотехнической опасности также считается благоприятной в определенных ситуациях. Использование изоляционных водопропускных труб или наземных опор обеспечивает эффективные средства изоляции трубопроводов от опасностей, связанных с движением грунта. Идея здесь состоит в том, чтобы обеспечить механизм, позволяющий грунту «скользить мимо» или «скользить ниже» трубопровода с использованием системы скользящей опоры.Надземная изоляционная конструкция, специально разработанная для защиты пересечения Трансаляскинского трубопровода через разлом Денали, успешно сработала во время землетрясения в результате разлома Денали M7.9 в 2002 году, что подтверждает пригодность мер по изоляции от геотехнических опасностей. Кроме того, сдерживание грунта, воздействующее на трубопроводы, можно уменьшить путем тщательного выбора геометрии траншеи трубопровода и материала засыпки, покрытия трубопровода с низким коэффициентом трения и обертывания трубопровода двумя слоями геотекстильной ткани или размещения части трубопровода на поверхности земли.
Возможность отказа трубопровода также может быть уменьшена за счет увеличения толщины стенки трубопровода и прочности материала, а также изменения выравнивания трубопровода для обеспечения более выгодного угла между направлением смещения грунта и осью трубопровода. Последний вариант обычно возможен только при проектировании новых трубопроводов из-за крайних трудностей в получении новой полосы отвода для существующих трубопроводов.
Улучшение грунта становится одной из широко применяемых мер по снижению воздействия опасностей смещения грунта, связанных с землетрясениями.В работах по смягчению воздействий философия проектирования часто вращается вокруг реализации мер по улучшению грунта для ограничения деформаций в данном трубопроводе до приемлемых уровней (например, проектирование для минимизации потери целостности давления в трубопроводах). Наблюдения после крупных землетрясений показали, что участки с улучшенным грунтом хорошо себя проявили во время землетрясений (Mitchell et al ., 1995).
Когда улучшение грунта считается желаемым вариантом, выбор наиболее подходящего варианта восстановления определяется многими факторами, включая, помимо прочего: состояние почвы, ограничения по площади, вопросы, связанные с защитой существующих конструкций во время улучшения грунта. , эксплуатационные ограничения, экологические нормативные требования и наличие земли.Исторически сложилось так, что улучшение грунта использовалось как средство улучшения несущей способности грунта после строительства и оседания грунта в условиях статической нагрузки, и за последние несколько десятилетий были разработаны различные методы улучшения грунта. В дополнение к сопротивлению статическим нагрузкам, некоторые меры по улучшению грунта были эффективно использованы для модернизации объектов, которые расположены внутри или имеют фундаменты, поддерживаемые на разжижаемых грунтах. Эти меры включают динамическое глубокое уплотнение, виброзамену с использованием каменных колонн, уплотнение свай, взрывное уплотнение и уплотнение цементным раствором.
Метод виброзамещения с использованием каменных колонн является наиболее предпочтительным методом улучшения грунта на песчаных почвах. Этот метод можно эффективно использовать для уплотнения почвы на глубине примерно 25 м ниже существующего уровня земли (см. Рис. 25.4). Метод привлекателен из-за потенциальной доступности дренажа через каменные колонны для рассеивания избыточного давления поровой воды в дополнение к эффекту уплотнения. Затирка уплотняющим раствором – полезный инструмент не только в мелкозернистых почвах, но и при улучшении участков с физическими ограничениями, такими как низкий запас высоты.Глубокое динамическое уплотнение является эффективным средством улучшения характеристик осадки и сопротивления разжижению случайных насыпей и аллювиальных грунтов, которые находятся в состоянии рыхлой относительной плотности и через которые зонд трудно проникнуть. Проверка на месте с использованием измерений сопротивления проникновению подтверждает, что этот метод может использоваться на максимальной глубине примерно 10–12 м ниже существующего уровня земли. Ниже этой глубины достигнутое улучшение сопротивления проникновению значительно уменьшается.
25,4. Уплотнение грунта с помощью виброзамены на берегу реки в Ванкувере, Британская Колумбия, Канада, для снижения риска бокового смещения грунта, вызванного разжижением.
(Wijewickreme et al ., 2005)Требуются подробные исследования на конкретном участке для количественной оценки потенциала повреждения трубопровода и определения того, существуют ли практические альтернативы для снижения риска. Разработка рекомендаций для конкретной площадки требует тщательного рассмотрения многих факторов, включая геологию площадки, условия окружающей среды, характеристики реакции трубопровода и требования к производительности системы.Конфигурации улучшения грунта, используемые на практике, явно зависят от геотехнических рисков, которые должны быть снижены, и эти конфигурации по существу относятся к одной из следующих двух категорий: (i) уплотненный барьер (и) в земле, расположенный перпендикулярно направлению грунта. движение для уменьшения бокового растекания, вызванного разжижением; и (ii) уплотнение обширных следов под основанием и / или вокруг него для повышения несущей способности и уменьшения воздействия бокового растекания.
Проверочные испытания для контроля качества являются ключевым компонентом при проведении работ по благоустройству. Оценка типа обработанного грунта, метода улучшения грунта и ограничений площадки требуется при выборе параметров и инструментов тестирования для оценки соответствия улучшения грунта заданным критериям. Кроме того, эффекты от параметров, которые влияют на поведение грунта (например, старение и рассеяние порового давления), могут иметь значительное влияние на результаты проверочных испытаний, и их следует тщательно оценивать при определении приемлемости данного улучшения грунта.