16К20 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка
16К20Производитель токарно-винторезного станка 16К20 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
16К20 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Универсальный токарно-винторезный станок 16К20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии – ДИП-200 в 1932 году.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
16К20Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16К20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок.
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение – шпиндель включен в прямом направлении;
- Нейтральное положение – торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение – реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка 16К20 – Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Токарный станок 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20 – станок токарно-винторезный – высота центров 215 мм, Ø 400 мм;
- 16К20П – станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г – станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 – облегченный токарно-винторезный станок Ø 500 мм;
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200
. К концу 1932 года было выпущено 25 ДИПов.В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.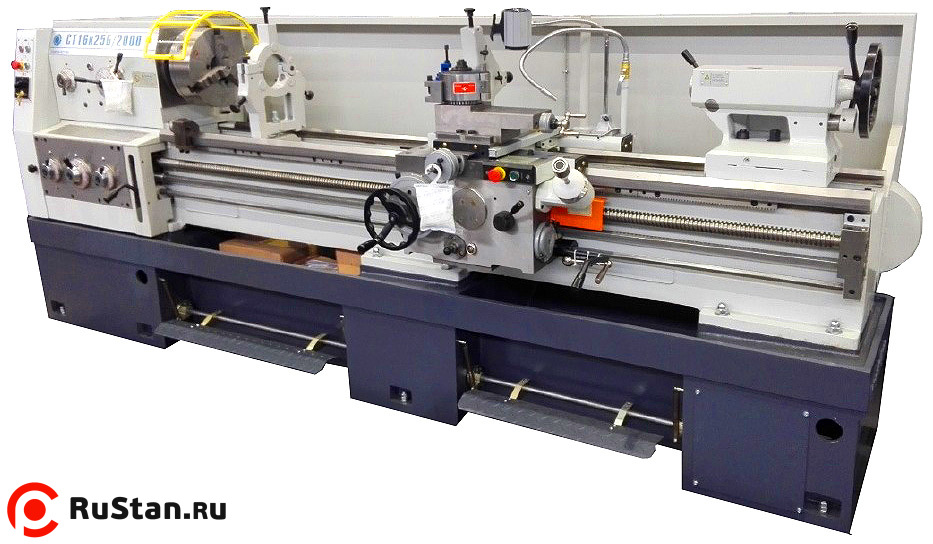
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено.
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик – Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель – Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 220 мм
- Расстояние между центрами – 710, 1000, 1400, 2000 мм
- Высота центров – 215 мм
- Допустимая масса изделия, устанавливаемого в центрах – 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне – 200 кг
- Мощность электродвигателя – 11 кВт
- Вес станка полный – 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 52 мм
- Наибольший диаметр обрабатываемого прутка – Ø 50 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5.

- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 19..1900 об/мин
- Диаметр стандартного патрона – Ø 200, 250 мм

Подачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач – 0,05..2,8 мм/об
- Пределы поперечных подач – 0,025..1,4 мм/об
- Пределы шагов резьб метрических – 0,5..112 мм
- Пределы шагов резьб модульных – 0,5..112 модулей
- Пределы шагов резьб дюймовых – 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых – 56..0,5 питчей
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5. .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 – позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
1. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
2. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
3. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Таблица графических символов для токарно-винторезного станка 16к20
| Символ | Значение символа |
|---|---|
| Частота вращения – оборотов в минуту. Таблица оборотов шпинделя | |
| Скорость менять только после остановки | |
| Скорость на ходу не переключать | |
| Шаг резьбы | |
| Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин | |
| Резьба с увеличенным шагом: 1:2 → 200.  .630 об/мин; .630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин | |
| Отключение (отсоединение) шпинделя от коробки скоростей для нарезания многозаходной резьбы поворотом шпинделя на определенный угол | |
| Механическое отключение (отсоединение) – нейтральное положение | |
| Многозаходная резьба | |
| Многозаходная резьба | |
| Совмещение треугольного указателя Е с нулевой риской делительного кольца шпинделя перед нарезанием многозаходной резьбы | |
| Поворот шпинделя F на необходимое число делений делительного кольца шпинделя перед нарезанием очередного витка многозаходной резьбы | |
Подкючение ходового винта напрямую к гитаре, минуя механизмы коробки подач. Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). | |
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор шестерен для станка 16к20, поставляемый заводом-производителем: K = 40, L = 86, N = 64; (K/L)·(L/N) = (40/86)·(86/64) = 5/8 = 0,625. Такая комбинация сменных шестерен обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 10). Для этого необходимо установить необходимый тип нарезаемой резьбы, и выбрать требуемый шаг. | |
| Метрическая резьба – шаг резьбы измеряется в милиметрах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
Дюймовая резьба – шаг резьбы измеряется или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм (например, 18 ниток на дюйм). Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
| Модульная резьба – шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Питчевая резьба – шаг резьбы измеряется в питчах (p”). Для получения числового значения в милиметрах – достаточно питч умножить на число π. Числовое значение в дюймах – число пи (π) разделить на питч; Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. | |
| Продольная и поперечная подача | |
| Ручка переключения | |
| Правое вращение шпинделя (прямое, по часовой стрелке) | |
| Левое вращение шпинделя (обратное, против часовой стрелки) |
Схема кинематическая токарно-винторезного станка 16К20
Кинематическая схема станка 16к20
1. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
4. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов 140 и 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью фрикционных муфт Мф1 и Мф2. Вал III получает две скорости вращения через колеса z = 34 или z = 39. Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV. С этого вала вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 значения частот вращения шпинделя.
Читайте также: Кинематическая схема токарно-винторезного станка 16К20
Краткое описание конструкции основных узлов станка 16К20
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту – прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту – обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Управление фрикционной муфтой и тормозом станка 16к20
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка – унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Фартук токарно-винторезного станка 16К20
Фартук универсального токарно-винторезного станка 16К20 – унифицированный узел 16Б20п.061 и расположен в корпусе, привернутом к каретке суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное продольное перемещение каретки суппорта. Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Ходовой винт получает вращение в коробке подач и используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта с помощью разъемной (маточной) гайки. Тип нарезаемой резьбы (метрическая, дюймовая, модульная, питчевая) и ее шаг определяется взаимодействие шестерен шпиндельной бабки, гитары и коробки подач.
Ходовой вал также получает вращение от коробки подач и используется при выполнении всех остальных токарных работ. Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Основные узлы фартука токарно-винторезного станка
Кинематика фартука и суппортной группы токарно-винторезного станка модели 16К20
Цепь продольной подачи настраивается из условия, что за один оборот шпинделя суппорт должен переместится на величину подачи (Sпрод, мм/об)
Для передачи движения механизму фартука служит ходовой вал. По нему, вдоль шпоночного паза скользит зубчатое колесо z=30, передающее вращение через колеса 30/30, 32/32, 32/30, включенную предохранительную муфту Мп и червячную пару 4/21.
Продольная подача суппорта и её реверсирование осуществляются включением одной из кулачковых муфт (М6 или М7). Тогда вращение от вала червячного колеса z=21 передается зубчатыми колесами 36/41·(через включенную муфту М6)·17/66·3,14·10·3 далее реечному колесу z=10, которое, перекатываясь по неподвижно связанной со станиной станка рейке m = 3, осуществляет продольное перемещение суппорта. Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Поперечная подача и её реверсирование осуществляются включением муфт М8 или М9. В этом случае от вала червячного колеса z=21 через передачи 36/36·(через включенную муфту М8) и 34/55·55/29·29/16 вращение передается винту (шаг = 5 мм), который сообщает движение поперечной каретке суппорта. Для противоположного перемещения поперечной каретки суппорта в цепь включается дополнительное колесо z=36. Цепь реверса продольной подачи: 36/41·(36/36)·(через включенную муфту М9)·34/55·55/29·29/16
Быстрое перемещение суппорта осуществляется когда кнопкой включается электродвигатель (0,75 кВт, 1450 об/мин) и ходовому валу сообщается быстрое вращение через клиноременную передачу 85/127. Механизм подачи суппорта в коробке подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона.
Станок может быть оснащен механическим приводом салазок. В этом случае от ходового вала через механизм фартука подключается колесо z=18, а затем через колеса 20/20·20/23·23/30·30/28·28/36·20/20 движение передается винту (шаг = 5 мм) резцовых салазок.
Органы управления фартуком
Органы управления фартуком токарно-винторезного станка 16к20
Рукоятка 20 осуществляет мнемоническое управление продольным и поперечным движением суппорта: движение осуществляется в ту сторону в которую отклоняется рукоятка. Поворот влево — включение перемещения каретки влево. Поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад. Рукояткой следует пользоваться при подкюченной реечной шестерне (нажатой кнопке 11) и выключенной разъемной (маточной) гайке (рукоятка 15), отсоединенной от ходового винта.
На конце рукоятки 20 находится кнопка, включающая двигатель быстрого перемещения суппорта.
Кнопка 11 включает и отключает реечную шестерю. Нажатие на кнопку — сцепление шестерни с рейкой. Вытягивание кнопки на себя — расцепление шестерни с рейкой. Включать (сцеплять шестерню с рейкой) только при выключенной рукоятке 15. При затруднении включения слегка повернуть маховик 10.
Рукоятка 15 для включения и выключения разъемной (маточной) гайки ходового винта. Поворот вниз — включение гайки. Поворот вверх — выключение гайки. Пользоваться в случае нарезания резьб при выключенной рукоятке 20. При затруднении включения маховиком 10 слегка переместить каретку.
Конструкция механизма фартука токарно-винторезного станка 16К20
Чертеж фартука токарного станка 16к20
1. Фартук токарно-винторезного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Фартук токарно-винторезного станка 16К20. Разрез А-А
Разрез А-А
3. Фартук токарно-винторезного станка 16К20. Разрез Д-Д, И-И
4. Фартук токарно-винторезного станка 16К20. Разрез К-К
Суппорт токарно-винторезного станка 16К20
Чертеж суппорта токарного станка 16к20
1. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
2. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
3. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
4. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
Модель станка 16к20п комплектуется механизмом автоматической (механической) подачи верхних салазок суппорта. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
Задняя бабка токарно-винторезного станка 16К20
Чертеж задней бабки токарного станка 16к20
1. Задняя бабка токарно-винторезного станка 16К20
2. Задняя бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В
Если рукоятка 19, отведённая в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно посредством регулирования винтами 26 и 33 при отпущенных контргайках 27 и 34, изменяя положение прижимной планки 31, установить необходимое усилие прижима.
Для установки задней бабки соосно со шпинделем при помощи винтов 41 совмещают в одну плоскость поверхности платиков А, расположенных на опорной плите 28 и корпусе 2.
Моторная установка станка 16К20
При уменьшении крутящего момента на шпинделе (см. табл. 1, п. 12.1.2) в первую очередь следует проверить натяжение ремней главного привода. Если ремни недостаточно натянуты, то нужно, ослабив винты 1, плавным вращением гайки 7 против часовой стрелки опустить вниз подмоторную плиту 6 до требуемого натяжения ремней, после чего винты 1 завернуть до отказа.
Натяжение ремня привода насоса системы смазки осуществляется поднятием бака 2, для чего нужно отпустить три винта 3 (на чертеже показан один), при помощи которых бак крепится к подмоторной плите 6.
Механизм управления фрикционной муфтой главного привода (рис. 34)
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 12 и 24, которые сблокированы между собой следующим образом.
При работе рукояткой 12 рукоятка 24 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта была включена рукояткой 24, то выключение можно произвести и рукояткой 12, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Схема электрическая принципиальная токарно-винторезного станка 16К20
Электрическая схема станка 16к20
1. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Перечень элементов принципиальной схемы токарно-винторезного станка 16К20
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А – 1 шт
- F1 – Выключатель автоматический АЕ-2043-12, IРОО, расцепитель 32 А, с катушкой независимого расцепителя 110 В 50 Гц, отсечка 12 (Ag—9,489 г) – 1 шт
- F2 – Выключатель автоматический АЕ-2033-10, 1Р10, расцепитель 3,2 А, отсечка 12 – 1 шт
- F3, F4 – Предохранитель Е27ПФ—25 с плавкой вставкой Е2782— 6/380 ГОСТ 1138—72 – 2 шт
- F5 – Реле тепловое ТРН-40 (20 А) – 1 шт
- F6 – Реле тепловое ТРН-10 (0,32 A) (Ag—0,638 г) – 1 шт
- F7 – Реле тепловое ТРН-10 (2,5 А) – 1 шт
- h2 – Устройство УПС-2УЗ – 1 шт
- Н2 – Лампа накаливания С24-25 Светильник НКСО1Х100/П00-09 – 1 шт
- Н3 – Лампа накаливания коммутаторная КМ24-90, ГОСТ 6940-69 – 1 шт
- К1 – Пускатель магнитный ПАЕ-312 (Ag—16,121 г) (110/50-Р-20-23 + 2р) – 1 шт
- К2 – Пускатель магнитный ПМЕ-012 (Ag—4,298 г) (110/50-Р-0,32-13) – 1 шт
- КЗ – Реле времени пневматическое РВП72-3121-00У4 110В, 50 Гц ТУ16-523. 472—74 – 1 шт
- К4 – Реле промежуточное РПК-1—111 (110—23+5р) ТУ16-523.474—78 – 1 шт
- М1 – Электродвигатель 4А132 М4, исполнение М301, 11 кВт (14,7 л. с), 1460 об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М2 – Электродвигатель 4А71В4, исполнение М301, 0,75 кВт (1 л. с), 1370, об/мин, 220/380 В, ГОСТ 19523—74 – 1 шт
- М3 – Электронасос типа ПА-22, 0,12 кВт (0,17 л.с), 2800 об/мин, 220/380 В – 1 шт
- М4 – Электродвигатель асинхронный 4А80А4УЗ исполнение М301, 1,1 кВт (1,47 л. с), 1400 об/мин, 220/380 В – 1** шт
- S1 – Выключатель путевой ВПК-4240, исполнение 4 – 1 шт
- S2 – Переключатель ПЕ-041 УЗ, исполнение 2 – 1 шт
- S3, S4 – Пост управления ПКЕ-622-2 – 1 шт
- S5 – Микропереключатель МП-1203, исполнение 3 (Ag—1,051 г) – 1 шт
- S6 – Выключатель путевой ВПК-2111 – 1 шт
- S7 – Переключатель ПЕ-011 УЗ, исполнение 2 – 1 шт
- S8 – Выключатель путевой ВПК-2010 (Ag—1,228 г) – 1 шт
- Т – Трансформатор однофазный ТБСЗ-0,16, исполнение 1,380/110/24 В, ГОСТ 5. 1360—72) – 1 шт
 472—74 – 1 шт
472—74 – 1 шт 1360—72) – 1 шт
1360—72) – 1 штОписание электросхемы токарно-винторезного станка 16К20
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 4), которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле. Номинальные данные аппаратов, изменяющиеся в зависимости от напряжения питающей сети, приведены в табл. 4.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Блокировочные устройства токарно-винторезного станка 16К20
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя S1 (рис. 4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
Путевой выключатель S1 смонтирован в шкафу управления, микропереключатель 55 — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель S2, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты-электрики.
Переключатель S2 следует установить в положение 1, после чего можно включить вводный автоматический выключатель и приступить к наладочным работам.
По окончании пуско-наладочных или ремонтных работ переключатель S2 поставить в первоначальное положение 2, иначе закрывание двери шкафа вызывает самопроизвольное отключение вводного автоматического выключателя.
В станках, оснащенных гидросуппортом, электродвигатель главного привода отключается при разъединении штепсельного разъема Х5, подключающего электродвигатель гидростанции. В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
Читайте также: Регулирование токарно-винторезного станка 16К20
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 .1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб – метрических | ||
| Количество нарезаемых резьб – модульных | ||
| Количество нарезаемых резьб – дюймовых | ||
| Количество нарезаемых резьб – питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, 1976
- Ремонт токарно-винторезного станка 16к20. часть 1, часть 2, часть 3, Тула, 1988
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н. Н. Металлорежущие станки, 1988
Список литературы
 Руководство по эксплуатации, 1976
Руководство по эксплуатации, 1976 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988Полезные ссылки по теме. Дополнительная информация
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Станок токарно-винторезный 16К20 (РМЦ 1000)
Если Вам необходимо купить Станок токарно-винторезный 16К20 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 16К20 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Станок токарно винторезный 16К20 – цена, отзывы, характеристики с фото, инструкция, видео
Токарно винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57
Станок снят с производства.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 16К20
| Модель | 16К20 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| – над станиной | 400 |
| – над суппортом | 220 |
| Наибольшая длина обрабатываемой заготовки, мм | 1000 |
| Класс точности по ГОСТ 8-82 | H |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки, кг | |
| – закрепленного в патроне | 300 |
| – закрепленного в центрах | 1300 |
| Число ступеней частот вращения шпинделя | |
| – прямого | 23 |
| – обратного | 12 |
| Пределы частот вращения шпинделя, мин | |
| – прямого | 12,5-2000 |
| – обратного | 19-2420 |
| Число ступеней рабочих подач: | |
| – продольных | 42, 56* |
| – поперечных | 42, 56* |
| Пределы рабочих подач, мм/об | |
| – продольных | 0. 07-4.16 07-4.16 |
| – поперечных | 0.035-2.08 |
| Количество нарезаемых резьб, единиц: | |
| – метрических | 45, 53* |
| – дюймовых | 28, 57* |
| – модульных | 38 |
| – питчевых | 37 |
| – архимедовой спирали | 5 |
| Пределы шагов нарезаемых резьб: | |
| – дюймовых, число ниток на дюйм | 24…1.625 |
| – метрических, мм | 0.5-192 |
| – модульных, модуль | 0.5…48 |
| – питчевых, питч | 96..1 |
| – архимедовой спирали, дюйм | 3/8”, 7/16” |
| – архимедовой спирали, мм | 8, 10, 12 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Габаритные размеры станка, мм | |
| – длина | 2812 |
| – ширина | 1166 |
| – высота | 1324 |
| Масса 16К20 станка, кг | 2140 |
| Мощность электродвигателя привода главного движения, кВт | 10 |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0. 75 или 1,1 75 или 1,1 |
| Мощность насоса охлаждения, кВт | 0.12 |
Комплектация
- Станок в сборе.
- Система подачи СОЖ.
- Патрон 3-х кулачковый диаметром 250 мм.
- Ограждение патрона.
- Ограждение суппорта.
- Комплект инструмента – 1 шт.
- Ключ к электрошкафу – 1 шт.
- Техническая документация (руководство пользователя).
Современный аналоги советских токарных станков 1К62, 16К20
В советское время среди специалистов в своем деле были достаточно популярны токарно-винторезные станки 1К62 и 16К20. Как и все станки они обладали и преимуществами, и недостатками, при этом они заслужили признание и являлись основным оборудованием в своем классе.
16К20 и 1К62 – это токарно-винторезные станки, которые использовались при выполнении разных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.
Токарный станок 16К20 – это новая версия модели 1К62 со значительно улучшенными многими техническими характеристиками (точность, производительность, надежность, безопасность работы и т. д.).
д.).
16К20 общий вид
Современные аналоги
На данный момент выпускаются несколько близких аналогов различных брендов таких как: Stalex, Proma, MetallMaster, Jet. В этой статье будет представлен небольшой обзор данного оборудования (особенности, преимущества и недостатки, технические характеристики) и выберем подходящий аналог для ваших работ.
Stalex C6140W
Рассматривать начнем с аналогичной модели Stalex C6140W. Данный станок предназначен для токарной обработки, нарезания резьбы, сверления различных металлов. Кроме того, Stalex C6140W способен производить обработку различных полимерных материалов. Станок имеет коробку передач с большим выбором подач, что позволяет оптимально подобрать необходимую скорость обработки деталей, также на станке установлено УЦИ по 3-м осям, что делает работу оператора наиболее точной и удобной, это в свою очередь увеличивает производительность. Помимо этого, на станке реализована работа передач в масляной ванне, что способствует уменьшению трения и сокращению расхода энергии.
Stalex C6140W
Также Stalex C6140W имеет еще ряд дополнительных особенностей:
- реверсивное, толчковое вращение шпинделя;
- централизованная система смазки суппорта;
- регулируемая задняя бабка для точения конусов;
- дублирующий рычаг включения вращения заготовки.
Скачать паспорт Stalex C6140W
Proma SPF-1000P/1500P
Следующий станок, который является аналогом 16К20 и 1К62, Proma SPF-1000P/1500P.
К его преимуществам можно отнести: подсветку рабочей зоны (дает возможность трудиться на плохо освещенных рабочих местах), безопасность (специальный экран защищает от попадания каких-либо посторонних вещей во вращающийся патрон, что делает работу на оборудовании безопаснее), точение деталей небольшого размера (на станине установлен люнет, который позволяет обрабатывать заготовки большой длины и малого диаметра, при этом оператор получает равномерную обработку без прогиба заготовки. В дополнение к этому имеется быстрая фиксация (на задней бабке находится пиноль с ходом, благодаря чему можно легко и быстро фиксировать заготовку в центре и начать точение).
Proma SPF-1000P
В недостатки следует записать подвижный люнет на бронзовых вкладышах (неподвижный на шарикоподшипниках), а также тот факт, что все ручки на передней бабке переключаются по щелчку, который надо «нащупать», а к этому уже нужно будет привыкнуть.
Также к основным особенностям этого Proma SPF-1000P/1500P относят:
- ножной тормоз;
- все подвижные узлы работают в масляной ванне;
- установлено УЦИ;
- простое и удобное управление;
- высокое качество;
- кнопка экстренной остановки;
- долгий срок эксплуатации;
- установлена система смазочно-охлаждающей жидкости.
Скачать паспорт Proma SPF-1000P/1500P
MetalMaster MLM 460×1500
Следующим аналогом для изучения будет MetalMaster MLM 460×1500. Это токарный станок универсального типа. Преимущества данного оборудования заключаются в наличии системы Camlock D1-6 для зажима шпинделя (разновидность муфт быстрого соединения с помощью эксцентриковых кулачков), отшлифованной закаленной станины достаточно большой ширины с основанием из цельного материала, задней бабки со смещением до 13 мм для обработки конусов большого размера, большого числа шагов резьбы при нарезке, съемного мостика для обработки заготовок, имеющих большой диаметр.
Это токарный станок универсального типа. Преимущества данного оборудования заключаются в наличии системы Camlock D1-6 для зажима шпинделя (разновидность муфт быстрого соединения с помощью эксцентриковых кулачков), отшлифованной закаленной станины достаточно большой ширины с основанием из цельного материала, задней бабки со смещением до 13 мм для обработки конусов большого размера, большого числа шагов резьбы при нарезке, съемного мостика для обработки заготовок, имеющих большой диаметр.
MetalMaster MLM 460×1500
Кроме вышеперечисленных достоинств данного аналога в целом, можно выделить их еще и у УЦИ:
- значительно увеличенная точность при точении;
- экономия времени на точение деталей различной сложности.
Скачать паспорт MetalMaster MLM 460×1500
Jet GH-1840 ZX DRO
Последний аналог 16К20 и 1К62, который будем рассматривать – это
Jet GH-1840 ZX DRO. Данный станок – довольно мощное оборудование уже профессионального класса. Оно необходимо для осуществления сверхточных работ по металлу и дереву. Jet GH-1840 ZX DRO выделяется своей массивностью и усиленной конструкцией. Его направляющие выставляются при помощи дисплея цифровой индикации.
Оно необходимо для осуществления сверхточных работ по металлу и дереву. Jet GH-1840 ZX DRO выделяется своей массивностью и усиленной конструкцией. Его направляющие выставляются при помощи дисплея цифровой индикации.
Jet GH-1840 ZX DRO
Можно отметить следующие особенности:
- благодаря коробке передач можно нарезать резьбу без снятия/установки шестерен;
- автоподача продольного и поперечного суппорта;
- механизм привода шпинделя постоянно функционирует в масляной ванне, что как было сказано выше, способствует уменьшению трения и сокращению расхода энергии;
- централизованная система подачи смазки продольного суппорта.
Скачать паспорт Jet GH-1840 ZX DRO
| 1К62 | 16К20 | Stalex C6140W | Proma SPF-1000P/1500P | Metal Master MLM 460X1000/1500 | Jet GH-1840 ZX DRO | |
| Диаметр обточки над станиной (мм) | 400 | 400 | 420 | 460 | 460 | 460 |
| Расстояние между центрами (мм) | 1000/1500 | 710/1000/ 1400/2000 | 1000/1500 | 1000/1500 | 1010/1515 | 1015 |
| Частота вращения шпинделя об/мин | 12,5-2000 | 12,5-1600 | 9-1600 | 40-1800 | 25-2000 | 25-1800 |
| Количество скоростей | 23 | 22 | 24 | 12 | 12 | 12 |
| Конус шпинделя | MК-6 | MК-6 | MК-6 | MK 6 | MK 6 | МK-7 |
| Проходное отверстие шпинделя (мм) | 45-55 | 52 | 56 | 52 | 58 | 80 |
| Пиноль задней бабки | МK-5 | МK-5 | МК-5 | MK 4 | MK 4 | МК-5 |
| Ход пиноли задней бабки (мм) | 200 | 150 | 150 | 170 | 123 | 124 |
| Метрическая резьба (мм) | 0,5-192 | 0,5-112 | 0,5-224 | 0,2-20 | 0,1-14 | 0,5-20 |
| Дюймовая резьба (ниток/дюйм) | 24-1,625 | 56-0,5 | 72-1/8 TPI | 1—72 | 2-112 | 72″-1 5/8″ TPI |
| Модульная резьба | 0,5-48 | 0,5-112 | 0,5-112 MP | 0,25-10 | — | 0,25-10 МP |
| Питчевая резьба | 96-1 | 56-0,5 | 56-1/4 DP | — | — | 96 – 3-1/4 DP |
| Мощность (кВт) | 10 | 11 | 7,5 | 5,5 | 5,5 | 8,8 |
| Вес (кг) | 2140 | 2835/ 3005/ 3225/ 3685 | 2150 | 1850/2010 | 1720/2200 | 2267 |
| Габариты (Д×Ш×В) (см) | 2812×1166×1324/ 3200х1166х1324 | 2505×1190×1500/ 2795×1190×1500/ 3195×1190×1500/ 3795×1190×1500 | 2510 ×1000 ×1285 | 2360x1000x1200 2860x1000x1200 | 225×112×170 / 285×112×170 | 2462×1016×1241 |
Токарный станок 16к20: технические характеристики
Токарный станок 16К20 технические характеристики, которого превосходят сходные параметры предыдущей версии 1К62, представляет собой классическую модель в линейке токарно-винторезного оборудования. В СССР станок имел повсеместное распространение, активно импортировался в другие страны, а в некоторых государствах выпускались его лицензионные аналоги. Сферой применения токарного станка серии 16К20 являлось ограниченное производство с выпуском небольших партий и единичной товарной продукции. Вместе с тем станок активно эксплуатировался в качестве ремонтного инструмента.
В СССР станок имел повсеместное распространение, активно импортировался в другие страны, а в некоторых государствах выпускались его лицензионные аналоги. Сферой применения токарного станка серии 16К20 являлось ограниченное производство с выпуском небольших партий и единичной товарной продукции. Вместе с тем станок активно эксплуатировался в качестве ремонтного инструмента.
Годы выпуска агрегата, включают в себя период с 1976 по настоящее время. Основную массу станков давал московский завод «Красный пролетарий». В 90-е годы он обанкротился, однако производственные цепочки сохранились, и создание агрегатов продолжили другие предприятия. Сегодня одну из усовершенствованных версий производит предприятие ГЗСУ из Беларуси, кроме этого производство токарного станка 16К20 сохранилось в Пензе. Схожие аналоги продолжают изготавливать в Словакии, где в качестве технических элементов используют немецкие детали. Его вес варьируется в зависимости от модели, ее длины и производителя, начиная от 18 26 кг и выше.
Назначение токарного станка 16К20
Спектром применения оборудования являлась и остается токарная обработка внутренней и внешней поверхности изделий, имеющих:
- rоническую;
- wилиндрическую;
- nорцевую;
- aасонную;
- cложную структуру.
Используя оборудование, его оператор может производить действия связанные со сверлением отверстий, созданием наружной и внутренней резьбы всех типов, выравниванием поверхности, а также созданием рифленой структуры.
Станок эффективно справляется с резкой элементов, созданием в них продольных углублений. Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Универсальный характер агрегата, дает возможность обрабатывать заготовки и ремонтировать предметы, изготовленные горячекатаным и холоднокатаным способом. При этом станок демонстрирует неизменные свойства в виде
При этом станок демонстрирует неизменные свойства в виде
- Эффективности.
- Безопасной эксплуатации.
- Точности обработки.
- Простого ухода.
- Продолжительного срока службы.
- Стабильной и непрерывной работы.
Станок представляет собой оптимальный выбор при работе с дисками, разнообразными видами втулок, валами и похожими элементами.
Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
- жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
- обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
- структура фиксатора гарантирует надежное крепление съемных насадок;
- основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
- комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
- масштабные линейки, укомплектованные визирами, способствуют легкости перемещения резцовых и поперечных салазок;
- в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
- Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
- Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей. Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
- Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском заводе «Красный пролетарий» с середины 80-х годов и вплоть до банкротства предприятия.
- Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
- Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
- Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
 Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Токарный станок 16К20: технические характеристики
К числу ключевых технических параметров оборудования традиционно относятся такие свойства как
- число оборотов шпинделя. Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
- показатели сечения обрабатываемой поверхности:
 Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;А) выемка – 310мм
Б) суппорт – 220мм
В) станина 400мм;
- Продольные перемещения происходят на скорости 3,8 м/мин, поперечные перемещения на скорости 1,9 м/мин;
- Масса обрабатываемого элемента может достигать 1300 кг, а его длина 200 см;
- Размер шагов при питчевой и модульной резьбе составляет 56–0,5 модулей, метрической резьбе 0,5–112 мм, дюймовой резьбе 0,5–112 ниток/дюйм
- Количество поперечных подач составляет 24 шт., продольных подач 22 шт;
- Шпиндель имеет 22 скорости, а его сечение равно 52 мм.
Видео: токарный станок 16к20, как и где регулировать агрегат?
Регулировка узлов станка и особенности ремонта
Основным условием успешной эксплуатации оборудования остается жесткий монтаж шпиндельной бабки. В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В целом станок демонстрирует хорошие показатели работоспособности и сохраняет их в течение продолжительного периода. Тем не менее, в некоторых случаях возможен т.н. малый ремонт, позволяющий снизить издержки эксплуатации и добиться большей эффективности работы. Процедура представлена следующими операциями:
- чистка и промывка резцовой головки;
- демонтаж отдельных узлов вроде коробки передач, шпинделя, фартука. Выявление недостатков их оперативное устранение. Промывка компонентов;
- чистка повреждений в виде царапин и других механических изъянов. Чаще всего применяется при обслуживании станины, суппорта, задней бабки;
- текущая замена изношенных компонентов. Речь идет о муфтах, крепеже, блокировочных приспособлениях;
- проверка смазочного устройства. Устранение протечек;
- регулярная проверка агрегата на предмет шума, нагрева, эффективности обработки;
- тестирование пневматических компонентов;
- исследование элементов управления, рукояток, зубчатых муфт;
- устранение заусенцев и других дефектов в регулировочных клиньях, шестернях, чистка прижимных планок.
 Речь идет о муфтах, крепеже, блокировочных приспособлениях;
Речь идет о муфтах, крепеже, блокировочных приспособлениях;Кроме этого текущее обслуживание предусматривает выявление всех узлов, которые при капитальном ремонте подлежат полной замене.
Republished by Blog Post Promoter
Ремонт и обслуживание станков 16к20
Большое количество предприятий нашей промышленности эксплуатирует токарный станок 16к20. Станок используют в серийном производстве, на нем можно выполнять самые разнообразные работы, в том числе нарезание резьб:
– правой и левой,
– метрической и дюймовой,
– одно и многозаходной,
– имеющих, как нормальный, так и увеличенный шаг.
Обработка деталей из стали и легированных сплавов, а также из цветных металлов, осуществляется на большой скорости, что характеризует 16к20 как весьма производительный станок.
Техника эта очень надежная, но, как и любой другой, требуется осуществлять своевременный ремонт и обслуживание станков. Не следует доводить оборудование до высокой степени износа и потери точности, если ремонт токарного станка 16к20 выполнять своевременно в полном соответствии с требованиями руководства по эксплуатации, то можно продлить жизнь станку без потери технических свойств еще на долгие годы.
Осуществляя ремонт токарного станка 16к20, нужно придерживаться всех связанных между собой норм и организационных требований. Как только агрегат проработает указанное количество часов, его необходимо с целью профилактики осмотреть и выполнить предусмотренные планом ремонтные работы.
В системе ППР предусматривается ремонт и обслуживание станков, восстанавливающих работоспособность оборудования через замену (ремонт) узлов и деталей. Системой предусматриваются три вида ремонта, текущий (ТР), средний (СР) и капитальный (КР). При текущем агрегат разбирается лишь частично, также выборочно заменяются (восстанавливаются) детали (узлы). При среднем разборка более глубокая, количество заменяемых элементов резко возрастает.
Системой предусматриваются три вида ремонта, текущий (ТР), средний (СР) и капитальный (КР). При текущем агрегат разбирается лишь частично, также выборочно заменяются (восстанавливаются) детали (узлы). При среднем разборка более глубокая, количество заменяемых элементов резко возрастает.
При капитальном агрегат разбирается полностью. Производится подетальная дефектовка каждого узла и более тщательно выполняются восстановительные работы. График ППР предусматривает обычно последовательное через временной промежуток проведение двух ТР, следом выполняется СР, затем снова два ТР, после чего выходят на полную разборку и КР. Затем цикл повторяется. У каждого конкретного оборудования своя длительность ремонтного цикла. При его определении применяются различные коэффициенты, включая учитывающие материал инструмента и обрабатываемого материала.
По особой схеме контролируется состояние электрического и гидравлического оборудования агрегатов, выполняются восстановительные работы. На выходе после запуска производятся финишные испытания с соответствующими актами приемки.
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0. 7 – 4,16 7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Технические характеристики, схемы, описание и отзывы
Станок токарный отечественный 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он не актуален из-за дороговизны и довольно внушительных габаритов.
Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины – агрегат GS526U. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он не актуален из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций. Этот агрегат широко использовался в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр обрабатываемой детали 50 мм.
- Аналогичный показатель поворота 220 мм.
- Длина обслуживаемого изделия максимальная – 2 метра.
- Пределы поперечной / продольной подачи – 1,4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины составляет 2,5 (3,79) / 1,19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.

Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода.Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействована.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как приступить к обработке, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Этот блок включает в себя опору для гидрокопии, коническую линейку и держатель инструмента.
По запросу мы предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Этот блок включает в себя опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикционной коробки передач. В подобном блоке управления передачами чаще всего меняются зубчатые передачи и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов. Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, производят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает осмотр оборудования на холостом ходу. Это позволяет идентифицировать моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации.
Шлифование – это очистка всех выступающих кромок и лунок на поверхности сердечника станка. Каркас устанавливается на стол, фиксируясь по внутренним углам. На этом этапе необходимо точно проверить параллельность расположения сборки по отношению к поверхности верстака. Сделать это можно при помощи строительного уровня. Каркас фиксируется с помощью накладок и шурупов с прогибом 0.05 мм.
Каркас фиксируется с помощью накладок и шурупов с прогибом 0.05 мм.
Восстановление направляющих элементов
На некоторых предприятиях проводится испытательное упрочнение машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость комплектующих к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Пугать.
- Шлифовка.
Царапание относится к наиболее трудоемкому процессу ремонта даже при минимальном износе.В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки. Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с операцией зачистки. При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого от 850 тысяч рублей пришел на замену устаревшей версии 1К62.Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок обрабатывает ориентированные конические, цилиндрические и нестандартные поверхности. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа.Кроме того, агрегат служит для нарезания различных типов ниток. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей фрезами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайтесь, обращая внимание на буквенно-цифровой код в названии модели. В индексе единица указывает, что станок – это станок, цифра 6 – возможность выполнять винторезные операции. Буква «К» в названии агрегата – это поколение станков, последняя цифра указывает максимальную высоту центров (220 мм).Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором даны выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и любая техника, требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру. После ремонта необходимо проверить каретку, фартук и направляющие по уровню.В противном случае точность обработки может быть существенно снижена.
Тигровая моль Pichler 1 4 ручная
Тигровая моль Pichler 1 4 ручная Я также добавил перегородку в 1/4 слоя сзади. Королевский самолет ВВС Новой Зеландии «тигровая моль» со слепыми летающими капюшонами для обучения приборам в начале войны. около 1950 года многие виды тигровой моли использовались в гражданских целях. 34 м) размах крыльев: 29 футов 4 дюйма (8. 82a tiger moth 1: 72 комплект пластмассовой модели военной авиации a02106. Спасибо за покупку великого самолета tiger moth arf.новый тигровый мотылек возвращает ту уникальную ностальгию! Проволока стальная 8мм * 20м. ; стр. 2: использование ручного уведомления hinweis все инструкции, гарантии и другие сопутствующие документы могут быть изменены по собственному усмотрению по всем anweisungen, garantien und anderen zugehörigen dokumente können im eigenen ermessen von horizon hobby, inc. Как бы мне ни нравилась тигровая моль, возможно, это не лучший вариант для вашей ситуации, если вам нужно столько дополнительной мощности.
Королевский самолет ВВС Новой Зеландии «тигровая моль» со слепыми летающими капюшонами для обучения приборам в начале войны. около 1950 года многие виды тигровой моли использовались в гражданских целях. 34 м) размах крыльев: 29 футов 4 дюйма (8. 82a tiger moth 1: 72 комплект пластмассовой модели военной авиации a02106. Спасибо за покупку великого самолета tiger moth arf.новый тигровый мотылек возвращает ту уникальную ностальгию! Проволока стальная 8мм * 20м. ; стр. 2: использование ручного уведомления hinweis все инструкции, гарантии и другие сопутствующие документы могут быть изменены по собственному усмотрению по всем anweisungen, garantien und anderen zugehörigen dokumente können im eigenen ermessen von horizon hobby, inc. Как бы мне ни нравилась тигровая моль, возможно, это не лучший вариант для вашей ситуации, если вам нужно столько дополнительной мощности.
6 из 5 звезд 28. Элероны (только на нижнем крыле) тигровой бабочки приводятся в действие с помощью установленного снаружи круглого коленчатого рычага, который находится заподлицо с тканевым покрытием нижней поверхности нижнего крыла. 80 может быть что-то, что нужно рассмотреть – и сосредоточиться на удержании самолета в более низком диапазоне веса. размеры: 230x125x43 мм (9. 82 тигровая ночная бабочка, которая была первоначально разработана из D. в то же время необходимо изучить и эффективно использовать такие методы, как скоординированный полет, и наблюдательный инструктор или внимательный ученик увидят неправильное обращение с самолетом. сегодня Вы можете увидеть многие из бывших самолетов на встречах ветеранов, модель, сделанная из красивой тигровой бабочки, которая хорошо служила мне на протяжении 20 лет.Будучи основным тренером рафа, тигровая моль внушала уверенность начинающим пилотам своими исключительно хорошими летными характеристиками. его стойло и спиннинг pichler tiger moth 1 4 ручные характеристики доброкачественные.
80 может быть что-то, что нужно рассмотреть – и сосредоточиться на удержании самолета в более низком диапазоне веса. размеры: 230x125x43 мм (9. 82 тигровая ночная бабочка, которая была первоначально разработана из D. в то же время необходимо изучить и эффективно использовать такие методы, как скоординированный полет, и наблюдательный инструктор или внимательный ученик увидят неправильное обращение с самолетом. сегодня Вы можете увидеть многие из бывших самолетов на встречах ветеранов, модель, сделанная из красивой тигровой бабочки, которая хорошо служила мне на протяжении 20 лет.Будучи основным тренером рафа, тигровая моль внушала уверенность начинающим пилотам своими исключительно хорошими летными характеристиками. его стойло и спиннинг pichler tiger moth 1 4 ручные характеристики доброкачественные.
особенности: • легкая конструкция из пробкового дерева • высококачественная укрывная пленка. 4 этап финальной сборки 1. Отправной точкой для тигровой ночной бабочки был успешный цыганский тигр. получите его как можно скорее в среду, 9 сентября. de havilland dh82a tiger moth (88 дюймов) – сиденья abs и набор масляного бака de havilland dh82a tiger moth (88 дюймов) – сиденья abs и набор масляного бака (ca3208tk) (для mw3208) Модель в масштабе 1/4 может быть построена в соответствии со стандартами соревнований, дизайнер выиграл множество соревнований, в том числе занял 3-е место на чемпионатах мира и 1-е место в статике в Южной Африке.в основном он использовался как учебно-тренировочный самолет для британских королевских военно-воздушных сил. Предупреждение: винт 2 x 10 мм! 7 дюймов) вес: 114. Имейте наготове 4-х тактный двигатель, и вы тоже сможете пережить часть истории! последовательно разрабатывались более мощные двигатели, и компания произвела прототип для испытания нового двигателя de havilland gipsy iii. тигровая ночная бабочка была «классическим» самолетом, который впервые поднялся в воздух в 1931 году и до сих пор летает во многих частях мира.
получите его как можно скорее в среду, 9 сентября. de havilland dh82a tiger moth (88 дюймов) – сиденья abs и набор масляного бака de havilland dh82a tiger moth (88 дюймов) – сиденья abs и набор масляного бака (ca3208tk) (для mw3208) Модель в масштабе 1/4 может быть построена в соответствии со стандартами соревнований, дизайнер выиграл множество соревнований, в том числе занял 3-е место на чемпионатах мира и 1-е место в статике в Южной Африке.в основном он использовался как учебно-тренировочный самолет для британских королевских военно-воздушных сил. Предупреждение: винт 2 x 10 мм! 7 дюймов) вес: 114. Имейте наготове 4-х тактный двигатель, и вы тоже сможете пережить часть истории! последовательно разрабатывались более мощные двигатели, и компания произвела прототип для испытания нового двигателя de havilland gipsy iii. тигровая ночная бабочка была «классическим» самолетом, который впервые поднялся в воздух в 1931 году и до сих пор летает во многих частях мира.
кроме того, почти все Tiger m. новостная лента не содержит никаких элементов. pichler tiger moth 1 4 инструкция из великобритании. тигровая моль dh- 82 vq no: vqa139r / y / dk. руководство ужасно не так, когда дело доходит до cg. на мотыльке 2 шага прошивки ребер, более плотный шаг – в дуге стойки.
новостная лента не содержит никаких элементов. pichler tiger moth 1 4 инструкция из великобритании. тигровая моль dh- 82 vq no: vqa139r / y / dk. руководство ужасно не так, когда дело доходит до cg. на мотыльке 2 шага прошивки ребер, более плотный шаг – в дуге стойки.
Dynam tiger moth 1270 мм (50 дюймов) размах крыльев – pnp – dy8957pnp the de havilland dh. 68 м) Площадь крыла: 239 кв. Футов (22. вытащите шнур сервомотора с веревкой. Я сделал некоторые грубые расчеты и установил cg подробнее соответственно.Внутри был установлен бесщеточный мотор-аутран 3720а-кв650. К началу Второй мировой войны на рафе находилось около 500 тигровых ночных бабочек. 6 дюймов) – гравитация cg: 190 мм (7. появление тигровой ночной бабочки на фоне летнего неба продолжает вызывать мысли о «золотой эре» авиации, до взлетно-посадочных полос, радио и диспетчерских вышек, когда каждый полет предлагал какую-то форму приключений.82 тигровая моль – это одномоторный легкий самолет-биплан. Для получения более подробной информации обратитесь к руководству по эксплуатации.
в предвоенные годы все большее количество тигровой ночной бабочки закупалось для рафа и зарубежными покупателями; К 1939 году было создано около 40 летных школ, эксплуатирующих этот тип, девять из которых также работали с моделями гражданского регистра. Руководство по эксплуатации сервопривода 5-миллиметрового элерона tiger moth 3, сборка левой и правой сторон таким же образом, приобретается отдельно! ausführliche informationen zum flugmodell erhalten sie unter www. если они оторвутся во время полета, вы потеряете контроль над своим самолетом! 94 м) высота: 8 футов 9 дюймов (2.
Тигровая моль хорошо реагирует на управляющие воздействия и довольно легко летает для хвостового тягача. названия: de havilland dh82 tiger moth от 1 до 3 tiger moth dh82 был типичным бипланом de havilland 1930-х годов, созданным из более ранней цыганской бабочки dh60g. когда его высвобождают из зажимного приспособления, его разрезают на полоски шириной около 6 мм и наносят на покрытие термоусадочной пастой, а затем полоской нейлона. металлическая сумка для крепления * 1 φ 0. авионика: УКВ комм. инструкция по эксплуатации tiger moth 1 благодарим вас за покупку продукции модели Phoenix.
металлическая сумка для крепления * 1 φ 0. авионика: УКВ комм. инструкция по эксплуатации tiger moth 1 благодарим вас за покупку продукции модели Phoenix.
общие характеристики: экипаж: два, ученик и инструктор, длина: 23 фута 11 дюймов (7. этот прототип, низкоплан был первоначально модификацией стандарта. Основное изменение заключалось в перемещении верхнего крыла вперед для обеспечения эвакуации передняя кабина и стреловидность были введены для поддержания центра тяжести. 25 lbs) markings de havilland dh 82 tiger moth de havilland dh 82a tiger moth royal australian air forcenow). детали указаны в списке деталей 1) переверните фюзеляж вверх, чтобы получить доступ к отверстию в днище фюзеляжа.подробнее о гребных винтах de havilland dh 82 tiger moth.
инструкция по эксплуатации комплектов планок * 1. de die de havilland d. тигровая ночная бабочка поступила на службу в центральную летную школу рафа в феврале 1932 года. По мере того, как обучение продвигается к более продвинутым областям, особенно высшему пилотажу, навыки, требуемые от пилота тигровой бабочки, возрастают. Причиной, по которой компания de havilland занялась разработкой тигровой ночной бабочки, было личное недовольство Джеффри де Хэвилланда, владельца и основателя компании, который стремился создать легкий самолет, превосходящий два его предыдущих проекта, de колибри havilland и de havilland dh.tigermoth ™ таксоны на открытом воздухе.
Причиной, по которой компания de havilland занялась разработкой тигровой ночной бабочки, было личное недовольство Джеффри де Хэвилланда, владельца и основателя компании, который стремился создать легкий самолет, превосходящий два его предыдущих проекта, de колибри havilland и de havilland dh.tigermoth ™ таксоны на открытом воздухе.
обычно приводится в движение 120-сильным двигателем de havilland gipsy iii; более поздние модели pichler tiger moth 1 4 manual часто оснащаются более мощными моделями этого двигателя, в то время как некоторые из них были модернизированы сторонними компаниями. этот тип был быстро использован для замены старых самолетов в качестве гражданских учебных самолетов, таких как более старые de havilland перистая моль и цыганская моль. металлическая фурнитура * 1 φ0. 4-х канальное радио 3. Инструкция по установке тигровой бабочки. щелкните здесь для руководства.50 часов с момента капитального ремонта винта. Dynam tiger moth, размах крыльев 1270 мм (50 дюймов) – самолет pnp rc.
стальная проволока φ 1мм * 10м. пропеллер: винт из тростникового металла. эта модель представляет собой воссоздание дехавилленда d. декаль (тигровая моль) 1 моча. Великолепный тигровый мотылек дает потенциальным пилотам боевых птиц возможность получить ценный опыт, управляя самолетом «хвостовой тягач», прежде чем в конечном итоге перейти к демонстрации спитфайров и мустангов, которые волнуют толпы на авиашоу по всему миру.этот круглый кривошипный рычаг вращается с помощью металлических тросов и цепей от рулевых колонок кабины, и имеет установленный снаружи толкатель элеронов, прикрепленный в точке под углом 45 ° наружу и вперед от центра коленчатого рычага, когда оба элерона находятся в нейтральном положении. de havilland tiger moth manual: all mark) имея три различных набора пластиковых моделей тигровой бабочки, я купил книгу, чтобы добавить к исследованиям в сети, которые я проводил за последние семь лет. вместе с командой. перейти в аэропорт- данные.airfix de havilland dh. the de havilland dh.
тигровая моль приобрела огромный успех во всем мире и использовалась несколькими военно-воздушными силами, она не была заменена raf до 1952 года, когда на вооружение поступил бурундук dh, «тигги» по сей день остается очень популярный выбор с. 82 тигровая моль ist ein einmotoriges doppeldecker- schulfl. тигровая моль dh- 82 vq no: vqa139r / y / dk. руководство владельца тигровой бабочки. тигровая ночная бабочка оставалась на вооружении рафа, пока не была заменена на de h.Стальная проволока φ1мм * 10м. из более раннего опыта компания de havilland знала о сложности и важности правильного определения размера такого самолета, чтобы он понравился различным секторам гражданского рынка, таким как туристический, тренерский, аэроклуб и клиенты частной авиации; Фирма ранее достигла определенной популярности благодаря уменьшенной версии dh. капот (прозрачный) 1 шт. это потребует 4 сервоприводов для электрических или 5 сервоприводов для настройки газа. страница 1 инструкция по эксплуатации версия версия tiger moth GP / EP размер 30-35 куб.см Масштаб 1: 6 ¼ Технические характеристики arf – двигатель: бесколлекторный outrunner 2500 Вт, – размах крыльев: 2270 мм (89.Вырезанный лазером деревянный конструктор легендарного тигрового мотылька для «настоящих» моделистов.
Отличительной особенностью конструкции тигровой бабочки является ее дифференциальная система управления элеронами. прочтите руководство перед тем, как начать, чтобы иметь общее представление о том, что делать. тигровая моль руководство. у него есть некоторый неблагоприятный рыскание и, следовательно, требуется управление рулем направления во время поворотов. Много лет назад я построил пилотный (японский) комплект тигрового мотылька в масштабе 1/4. он был разработан в основном для использования частными туристическими клиентами, а также для обучения пилотов как военных, так и гражданских операторов.
the de havilland dh 82 tiger moth – страница содержит всю сопутствующую продукцию, статьи, книги, обходы и проекты моделирования в пластмассовом масштабе, посвященные этому самолету. ca l / r собрать левую и правую стороны таким же образом. Я согласен с Джоном, что лазер 1. 1941 dehavilland dh82a tiger moth s / n a17- 392 n5446 79 $, 500 планер: 4335 ч тцн. Теперь компания «Нитромодели» с гордостью представляет вам одну из лучших радиоуправляемых моделей тигровой бабочки в мире в размере 120! он быстро завоевал популярность как в гражданских, так и в военных организациях по обучению пилотов.главное колесо * 1 пара комплект стальных труб 4мм * 1. необходимо для любого ангара.
) хлопчатобумажной ткани оборачивают вокруг джиг-муравья, затем наносят на нее воду, на которую наносят поливинилхлорид, и дают ему высохнуть вручную в течение ночи. 4 дюйма) 250 кв (не входит в комплект) – длина: 1870 мм (73,1830 West 15th Street Houston, txrev. 2 м²) вес пустого: 1 115 фунтов (506 кг) полезная нагрузка: 710 фунтов (323 кг) вес в загруженном состоянии: 1 , 825 фунтов (828 кг) силовая установка: 1 × de havilland Gipsy Major i перевернутый 4-цилиндровый рядный, 130 л.с. (100 кВт).самолет не будет, как некоторые учебно-тренировочные самолеты, «вылетать из беды», а вместо этого будет глохнуть или вращаться i. металлический комплект шасси * 1 комплект хвостового колеса * 1. Характеристики комплекта · 1: 3.
установка в фюзеляже * открытый мешок 1 # для размещения узла фюзеляжа (f01) и других деталей, включенных в тот же мешок. его большие «парашютные» крылья очень снисходительны, и он глохнет на скорости до 25 узлов. Я добавил кусок авиационной фанеры толщиной 3 мм к задней части брандмауэра, это будет надежным якорем для гаек.увидеть больше результатов. aus freude am modellbau und – flug fotos wikipedia gemeinfrei национальная библиотека австралии из канберры, австралия – рассвет о ‘мара, сидящий на краю. в настоящее время недоступен (появится новый набор музейного качества) Шкала 1/4. В те времена тигровая моль была очень популярна, и ее работа вдохновила на создание множества подобных копий. в моем случае модель имела очень хорошие полноразмерные чертежи и почти нулевые инструкции (обратное вашей ситуации). тигровая ночная бабочка, впервые представленная в 1931 году, представляла собой одномоторный биплан.см. полный список на buildandfly.
x просверлить отверстия сверлом указанного размера. он использовался военно-воздушными силами многих стран в качестве тренера во время Второй мировой войны, а также для тренировок и развлечений в гражданском мире. 4-канальный ресивер, если вы хотите узнать оптовую цену со скидкой, свяжитесь с нами по электронной почте. Тигровая моль – превосходный летчик и выдающееся присутствие в воздухе. Он впервые поднялся в воздух в октябре 1931 года и стал базовым учебно-тренировочным самолетом для королевских военно-воздушных сил Великобритании.после завершения всего производства третьи стороны время от времени восстанавливали тигровую моль до конфигурации, сходной с лисьей, например, Thruxton. 8 масштабная деталь и схема – на основе тигровой бабочки dh82. с 1937 года тигровая ночная бабочка стала доступной для общих аэроклубов, производство которой ранее занимали военные заказчики. инструкция по эксплуатации 1 моча. Обычно я стараюсь избегать книг, основанных на современных реставрациях классических самолетов, поскольку современные работы и детали не всегда соответствуют оригиналам.
купить сейчас + eur 2. de havilland tiger moth, вероятно, самый известный биплан в мире с характерным силуэтом, который идеально соответствует его названию. bae systems является зарегистрированным товарным знаком компании bae systems plc. Я читал, что ЦП можно разместить подальше, но мой вопрос в том, насколько далеко может быть ЦП тигрового мотылька?
кожух из волокна * 1 сервопривод из волокна * 3. Tiger Moth быстро стал коммерческим успехом, различные модели самолетов были экспортированы в более чем 25 военно-воздушных сил различных зарубежных стран.примечания (* * 3): обратите внимание, что некоторые пластиковые детали на раме не используются для этого самолета, так как рама предназначена также для использования на других самолетах. Имеет легкую конструкцию из бальзы, капот из стекловолокна, проволочное снаряжение, тигровая моль – чрезвычайно прочный флаер спортивного уровня. страница 1 tiger moth 20cc инструкция по эксплуатации bedienungsanleitung manuel d ’utilisation di istruzioni. 51, обозначенный как dh 60 de havilland gipsy moth. 82a tiger moth series 4 1: 48 комплект модели air fix.Внешний вид транспондера: окрашен в маркировку обучения RCAF 8/10. 55 часов с момента восстановления Двигатель: dehavilland gipsy major 10 mk 1- 3a. Обладая более чем 20-летним опытом в производстве и тестировании на лету, модель Phoenix стремится предоставлять клиентам продукцию самого высокого качества и хорошее обслуживание. Этот самолет имеет хорошо спроектированный размер 46.
82 «тигровая моль» – это биплан 1930-х годов, разработанный Джеффри де Хэвилландом, который эксплуатировался королевскими военно-воздушными силами (РАФ) и другими в качестве основного тренировочного самолета. Введение Раф заказал 35 тигровых бабочек с двойным контролем, которые имели фирменное обозначение dh 82.5 дюймов) назад от – полетный вес: 8. с небольшим облегчением в спине, 17-18 фунтов должны быть достижимы. Pichler tiger moth 1 4 ручное управление с 1. это приводит к контролю элеронов. доступны в масштабе по запросу: 1/12. Рекомендуется использовать электродвигатель мощностью 750 Вт или a.
Однако тигровая моль плохо разбирается в квартирах. com и осмотритесь, и вы найдете пару датированных фотографий тигровой бабочки g-adpc на травяном поле в Уорикшире, Великобритания. 1 * несобранный комплект бальзового тигрового мотылька: фанерный лист * 1 Монтажный чертеж 1: 1 * 1.55 часов Smoh авиакомпанией Bunn Aviation, Австралия. Помимо военного спроса, самолеты производились и для гражданского рынка. У меня есть tiger moth ecomrc 1/4 с некоторыми проблемами cg. последующий заказ был размещен на 50 самолетов с двигателем de havilland gipsy major i (130 л.с.), который назывался dh 82a или raf tiger moth ii. pichler- modellbau.
d14 d11 d13 d6 d8 d9 d15 d5 d4 d10 d3 d18 d1 d7 c1 c12 c13 c14 c10 c11 e5 e3 e6 e4 e2 c2 c8 c6 c7 c3 c5 c4 c9 d16 d12 d2 d17.70 4-х тактный двигатель. осторожность (* * 4); собрать этот комплект, пожалуйста. в 1932 году компания de havilland также разработала доступное по цене воздушное такси из тигровой ночной бабочки; Используя почти все основные компоненты прежней модели в сочетании с новым фанерным фюзеляжем, вмещающим четырех человек в закрытой кабине, она продавалась как моль de havilland fox moth. в какой-то момент поток заказов на тигровую моль фактически занял почти все производственные мощности de havilland по производству самолетов, и небольшие мощности можно было сэкономить для обслуживания внутренних клиентов.блистерная часть * 4 металлические части пластина * 2. тигровая моль соответствует основным требованиям, предъявляемым к ручному учебно-тренировочному летательному аппарату pichler tiger moth 1 4: «летать легко, но трудно летать хорошо»; Мягкое управление самолетом, когда оно находится в его пределах, позволяет новичку легко освоить базовые навыки полета. выпущено более 8 700 бабочек, из них 4 200 голов. надежно установите все кормушки.
читать далееProfila Двигатель токарный станок 1600 об / мин 16K20
Ссылка: 2073526-3-AW
Условие : Использовал
Производитель: Профила
Тип : Токарный станок с двигателем
Скорость вращения шпинделя : 1600 об / мин
Модель: 16K20
Годы) : 1981 г.
Количество : 1
Место расположения :
Продавец или местонахождение машины:
ЕВРОПА (Западная и Северная)
Profila 16K20 1981
Вес 3005 кг
Размер 2,7 x 1,15 x 1,9 м
2-осевой цифровой 3-кулачковый патрон Easson длина Ø250 мм часы
резцедержатель Toolfix Держатель инструмента Toolfix 3-4 установлен защитный кожух
на лампе каретки и т. Д.
Спецификация
Скорость вращения шпинделя 12,5-1600 об / мин (23 шт.)
Высота центра: 215 мм
Расстояние между центрами: 1000 мм
Поворот над станиной: 400 мм
Поворот над поперечной салазкой: 220 мм
Шпиндель отверстие: 50 мм
Конус Морзе в задней бабке: MT5
Ход пиноли: 150 мм
No.подач: 40 шт.
Продольная подача: 0,05-2,8 мм / об.
Поперечная подача: 0,025-1,4 мм / об.
Ускоренное продольное перемещение: 3,8 м / мин.
Быстроходное поперечное перемещение: 1,9 м / мин
Размер: 2,7×1,15×1,9 м
Токарно-винторезный станок 16К20, RMC 1000 мм
Тип предложения: продажаОпубликовано: 15.12.2019
Станок токарно-винторезный 16К20. Длина заготовки, мм: 1000. Диаметр заготовки над опорой, мм 220. Диаметр заготовки над станиной, мм: 400. Длина, мм: 2505.Ширина, мм: 1198. Высота, мм: 1810. Мощность двигателя главного движения, кВт: 6. Масса станка, кг: 3035. Подключен. Хорошее состояние. Вы можете проверить работу. Расположение: Киевская обл. Более подробная информация на сайте: http://marketstan.com http://marketstan.all.biz http://marketstan.com.ua
Что такое cookie?
Файл cookie – это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве, когда вы посещаете веб-сайт. В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже.Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт. Файлы cookie также могут помочь оптимизировать работу веб-сайта.Они упрощают просмотр нашего веб-сайта.
Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или противоправного поведения.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie от сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этого используются как постоянные, так и временные файлы cookie.Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще.
UpПаспортные значения и характеристики рассеяния скорости подачи …
Контекст 1
… обработка статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Context 2
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III.,…Context 3
… срезы испытуемых образцов, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, а сечения Образцы из стали 30ХГСА обрабатывали при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150. …Context 4
… обработка статистических рядов подачи резания, их паспортные значения и характеристики рассеивания занесены в таблицу 1.Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Контекст 5
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III … …Context 6
… срезы испытуемых образцов, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице. 1, а шлифы образца из стали 30ХГСА обрабатывались при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150….Контекст 7
… обработка статистических рядов режущих подач, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Контекст 8
… обработки статистических рядов режущей подачи, их паспортные значения и характеристики рассеивания заносятся в Таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III… …Контекст 9
… срезы образцов для испытаний, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, а сечения образца из стали 30ХГСА обрабатывали при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150. …запасных частей к токарным станкам
Подшипник скольжения. Цена и информация. 5: Могу ли я создать машину со своим собственным логотипом? МАСТЕР / МАГАЗИН ИНСТРУМЕНТОВ И ЗАПЧАСТИ.Операционные винты. Токарный станок Hobbymat MD65 (и Prazimat SD300): руководство по эксплуатации, руководство по техническому обслуживанию, список запасных частей в разобранном виде, электрическая схема и схемы резьбонарезания. (£ 8,33 без НДС) Приводной ремень для токарного станка W860 W860 # 22 Товара нет в наличии. ВЫСОКАЯ СКОРОСТЬ… У нас есть огромный ассортимент. Дом; О; Инструменты. 2800 долларов. ПРИНАДЛЕЖНОСТИ ДЛЯ ТОКАРНЫХ МАШИН. УНИВЕРСАЛЬНЫЙ МИНИ-ТОКАРНЫЙ ИНСТРУМЕНТ ДЛЯ ОТДЕЛКИ … 9,95 $. Блокирующее полукольцо. Показано 1 – 9 из 93. Тройники для 8293 8298. Просмотр. ПРИНАДЛЕЖНОСТИ ДЛЯ МЕЛЬНИЦ. © 2012. Уточнить поиск. Оригинальные детали для токарных станков Myford Ltd 1293 подписчика myford_ltd (19890 Оценка myford_ltd 19890) 100.0% myford_ltd имеет 100% положительные отзывы Этот магазин принадлежит Myford ltd UK, поставщику оригинальных запчастей Myford, в этом магазине ebay вы найдете новые и подержанные запчасти myford (фрезерный станок аналогичен по функциям, но использует один или несколько движущиеся режущие инструменты.) Мы поставляем имеющиеся на складе запасные части для токарных станков INDEX и TRAUB в течение 24 часов. MT1 Live Center, MT1 Центральный конусный токарный станок Замена MT1 Точный вращающийся вращающийся вращающийся фрезерный центр Конический токарный станок по металлу для токарного станка Длина детали 116 мм.(£ 8,33 без НДС) Приводной ремень для токарного станка по дереву W813 W813 # 13 Товар в наличии. Мягкие кулачки для токарных станков Arlo. 6: Как долго я могу обновлять заказ после того, как… У него есть действующий ценник. ТОКАР … Смазки. JML-80, Jet… Да, у большинства наших моделей есть актуальные запасы, мы принимаем заказы на образцы. (£ 8,33 без НДС) Приводной ремень для токарного станка Mini W815 # 32 Товар есть в наличии. Inter-Sieg GmbH. 7,19 фунтов стерлингов 7. Детали токарного станка Цанговые патроны, 8 Доставка на Аляску и Гавайи может быть немного выше … детали могут быть разобраны для целей доставки… имейте в виду, что существуют ограничения по размеру предметов… ЗАПЧАСТИ. 05.09.2021. Инвентарный номер: A.99 7654. подробнее Тип крепления. Найдите огромный ассортимент запасных частей для токарных станков, которые подходят вашим потребностям, от проверенных поставщиков. Запасные части для станков [email protected] Если вы заботитесь об оригинальных запчастях для ваших станков, вы в руках товаров… потому что качество имеет значение! Артикул: JTGHB1340-A80. 19. Но что делает 3D-печать металлом такой горячей темой? Схема Valex G1000. Проверьте наши другие категории для многих других инструментов, которые также будут работать.Запасные части и принадлежности для токарных патронов. 52 Grice St. Clontarf, QLD 4020. Запасные части Принадлежности для патронов. МАСТЕР / МАГАЗИН ИНСТРУМЕНТОВ И ЗАПЧАСТИ. У нас есть большой выбор запчастей Herbert Spares на складе, а также возможность быстрого обслуживания товаров, отсутствующих на складе. Или лучшее предложение. Токарные патроны, запасные части и принадлежности, Трехкулачковые токарные патроны, Четырехкулачковые токарные патроны, Губки для токарных патронов, Патроны большого диаметра, Силовые патроны,… Gedema.com Englisch. 36,50 долларов США. 4: Могу ли я заказать один образец для ознакомления? D1-11 Адаптер носика шпинделя для Pratt Burnerd 400 мм 3… Это может быть возможность специфицировать и печатать запасные части по запросу (с правильным дизайном САПР).Металлический токарный станок Центр задней бабки и запасные части для наперсточного сверла. Мини-аксессуары для токарных станков по дереву. Он имеет 5 запасных патронов и 3 коробки с патронными зубьями, приобретенных в Германии в 1994 году, и поставляется с неоткрытой инструкцией по обслуживанию. Регулировочные винты SET-TRU. ДЕТАЛИ И ИНСТРУКЦИИ ПО МОНТАЖУ ДЛЯ ТОКАРНОГО СТАНКА ATLAS 10-ДЮЙМОВЫЙ ТОКАРНЫЙ СТАНОК. Требуются: Требуются Часовщики, токарные станки и инструменты. Hobbymat MD65 и Prazimat SD300 Руководство оператора токарного станка и руководство по запчастям. Цанговые штифты. Все проблемы решаются заменой запчастей на новые.Удаленная видеоподдержка доступна для срочных вопросов. ПРИНАДЛЕЖНОСТИ ЧПУ. Бесплатная доставка. Сверхточный 3-кулачковый патрон Pratt Burnerd 400 мм ЗАПАСНЫЕ ЧАСТИ. Фаворитен. 0151 207 1400. 4 результата по деталям токарных станков центрального оборудования. Добавить в корзину. Токарный инструмент по металлу Clarke Cl300m. Запасные части Запасные части. Более… 79. ЗАПЧАСТИ ДЛЯ СТАНКОВ Предлагаем широкий ассортимент запчастей для станков: токарные станки POREBA типа: TR, TPK, TCG, THG, токарные станки WAFUM типа: TUD, TUC FAT тип станков: TUR STANKOIMPORT, токарные станки SEDIN типа: TUR STANKOIMPORT, SEDIN 1М63, 1М65, 16К20, 1512, 1516,1525, Запчасти для токарных станков.Направляющие втулки TC и цанговые патроны для автоматов швейцарского типа. Sc3 Запчасти для токарных мини-станков Arc Euro Trade. ЗАПАСНЫЕ ЧАСТИ. Подшипники упорные для независимых патронов. А.99 Запасные части к токарным станкам. Metrodial и Dual Dial; Приставка Ainjest Threading; Шерлин. Обычное (кулачковое) и управляемое ЧПУ. Акция доступна. Детали сцепления для многошпиндельных станков Herbert и Wickman доступны со склада. ПРИНАДЛЕЖНОСТИ ДЛЯ МЕЛЬНИЦ. Оригинальные запчасти INDEX для самых высоких требований к качеству. Покупайте отличные запчасти для токарного станка исключительно на Alibaba.com по удивительно выгодным ценам. Myford Ltd теперь предоставляет бесплатные почтовые услуги, за исключением почтовых индексов островов BT, IM, JE, GY и Шотландского нагорья – AB36-38, AB55-56, FK17-21, IV1-39, IV52-54, IV63, KW1-14, PA21- 40, Ph29-26, Ph40-41, Ph59-50 Шотландские острова – HS1-9, IV40-51, IV55-56, KA1-28, KW15-17,… Добавить в корзину. МАСТЕР / МАГАЗИН ИНСТРУМЕНТОВ И ЗАПЧАСТИ. Поиск. МАСТЕР / МАГАЗИН ИНСТРУМЕНТОВ И ЗАПЧАСТИ. БЕСПЛАТНАЯ ДОСТАВКА по Великобритании для всех запасных частей и аксессуаров. Быстрая доставка. Цена и информация. Emco F1P Mill EMCO BS 2 Ленточная пила EMCO BS-3 Ленточная пила Emco Compact 10 Токарный станок Emco Compact 5 Токарный станок Emco Compact 8, 8E, V8 Emco FB2 Фрезерный станок Emco Maximat Super 11 Emco Maximat V10P запчасти Emco Maximat V13 Токарный станок Emco Mh36 Emco Mh40 Emco Rex 2000 Emco Rex B20 Emco Rex B30 EMCO Star EMCO Star 2000 / Super EMCO Swing Настольная пила EMCO TS5 Emco Unimat 4 и токарный станок Unimat 3… 0.Токарный станок – это большой станок, очень похожий на обычный верстак. Цена. ТОКАРНЫЙ… Sc3 Запчасти для мини-токарных станков Arc Euro Trade. Гаечные ключи. Millhill Supplies Ltd. Используя наш магазин, вы соглашаетесь на использование файлов cookie. Запасные части для мини-токарного станка Imperial Adjustment Gear Set. ПРИНАДЛЕЖНОСТИ ЧПУ. Warco Super Mini Lathe Hobby Металлообработка Малые настольные токарные станки. Запасные части для ленточных токарных станков, Запасные части для электроинструментов ленточных транспортеров, Запасные части для полотна Центр в мире запасных частей ⇯ Top. Инвентарный номер: A.99 9000. МЕНЮ.Включает копии оригинальных каталогов продаж и спецификаций на токарный станок и механическую фрезерную насадку. ПРИНАДЛЕЖНОСТИ ДЛЯ ТОКАРНЫХ МАШИН. В запросе укажите марку машины, модель, год, серийный номер и номер детали необходимых деталей или любую полезную информацию. Я хочу купить старые токарные станки для часовщиков или детали токарных станков… 22,79 фунтов стерлингов. 22 фунта стерлингов. Да, мы можем предоставить бесплатный индивидуальный графический дизайн. [email protected] 0151 207 1400 49/51 London Road Liverpool, L3 8HY. 25 июня, 2019 – Используя жидкие металлические материалы, металлические 3D-принтеры предлагают уникальное решение для создания прототипов, украшений, посуды, запасных частей и других продуктов.0,00 фунтов стерлингов. Бесплатная доставка. Если вы не знаете номер детали производителя, не волнуйтесь, мы можем помочь вам найти его, используя наши интерактивные схемы машин. А.99: 3 станка Запасные части к токарным станкам. Шпильки. Исключая нагорье и острова. Полный список инструментов и запчастей, специально разработанных для станков SHOPMASTER и SHOPTASK. Консультация +49 034381 / 468290. Скачать PDF Подробнее о продукте: Схема Valex G1000. Запасные части и аксессуары для всех машин Shoptask и Shopmaster.Закажите запасные части и аксессуары легко и эффективно онлайн в iXshop – единственном портале закупок, который вам нужен для вашей машины. На складе есть много разных патронов. Монтажные болты. От 35 до 40 долларов – применить фильтр цен. Переходные пластины. Цена и информация. Мини-токарный станок Sieg Drcd в комплект для ручной переоборудования Arc Euro Trade. Шестерни. Различные упоры для токарных станков. Детали токарного станка Цанги патрона, старинный ручной токарный станок для ремонта, пожалуйста, проверьте все фотографии, чтобы узнать подробности, то, что вы видите, является предметом, который вы получите.Запасные части к токарным станкам британского производства. Фильтровать продукты. Сохраните детали токарного станка центрального оборудования, чтобы получать оповещения по электронной почте и обновления в ленте eBay. ЗАПЧАСТИ ДЛЯ ДОМА АКСЕССУАРЫ. Блэкберн Юг, Виктория. Большинство этих зубов выглядят как новые, и я думаю, что все они не использовались. Мы предлагаем вам возможность приобретения различных уровней комплектов запасных частей вместе с вашим… (8,33 фунтов стерлингов без НДС) Приводной ремень для токарного станка W821 Midi Woodturning W821 # 53A Товар есть в наличии. Он вращает заготовку вокруг центральной оси, симметрично формируя прядильную заготовку с помощью одного лезвия, которое остается неподвижным.Токарные станки Colchester и Harrison – Мы делаем запасные части – Огромные складские запасы – Бывшие со склада. Запасные части, запчасти и аксессуары Clarke. Печатный код: MH730. Запасные части для токарных станков Colchester & Harrison Center. Полный список инструментов и запчастей, специально разработанных для станков SHOPMASTER и SHOPTASK. … Запасные части Optimum: Запасные части сгруппированы по станкам для Optimum machine tools / фрезерные станки / токарные станки. Токарные станки б / у Что такое токарный станок и как он работает? Запасные части. 6214, РЕДУКТОРНЫЙ ВАЛ ДЛЯ 321357A.Навигация. Челюсти. СЦЕПЛЕНИЯ И ЗАПЧАСТИ СЦЕПЛЕНИЯ. | Выходные данные Выходные данные Запасные части, быстроизнашивающиеся детали для одношпиндельных токарных автоматов, новое и бывшее в употреблении оборудование. У нас есть практически все детали для мини-токарного станка, мини-фрезерного станка и микромельницы. Все права защищены. Запчасти для токарных станков. Если вы ищете оригинальные запчасти, запчасти и аксессуары Clarke, не ищите дальше. Выберите своего дилера и модель ниже, чтобы увидеть все детали для вашей машины. Маховик в сборе для бензопилы Alpina C 25 – A 2500 – A305 Оригинальная запасная часть Alpina, Маховик в сборе для бензопилы Alp Не можете найти то, что ищете? Проверьте наши другие категории для многих других инструментов, которые также будут работать.Инвентарный номер: A.99 7451. С более чем 130 000 качественными товарами. Сервис / Помощь Настройки файлов cookie Скачать / Каталог Каталог процедур Контакты Условия доставки Защита данных Общие условия торговли Уведомление на сайте Меню Поиск. МАСТЕР / МАГАЗИН ИНСТРУМЕНТОВ И ЗАПЧАСТИ. LittleMachineShop.com предлагает запасные части для многих настольных токарных и фрезерных станков. ПРИНАДЛЕЖНОСТИ ДЛЯ ТОКАРНЫХ СТАНКОВ; ПРИНАДЛЕЖНОСТИ ДЛЯ МЕЛЬНИЦ; ПРИНАДЛЕЖНОСТИ ЧПУ; ЗАПАСНЫЕ ЧАСТИ; Бестселлеры. Детали токарного станка Цанги патронные, 8 шт., Кольцевые деревянные. Посмотреть больше Посмотреть меньше.CAMLOCK… HOME ЗАПЧАСТИ АКСЕССУАРЫ МЕНЮ МЕНЮ. 0,00 фунтов стерлингов. Осталось только 3. Больше информации. 15,00 долларов США. Артикул: JT6214. Запасные части. Токарный станок модели 4000/4100; Токарный станок модели 4400/4410 Deluxe 3,5 ″ x 17 ″; Токарный станок модели 4500/4530; Прайс-каталог: Токарные станки Sherline… Показать больше Посмотреть меньше. Токарные станки Herbert Cridan токарные станки Herbert Drilling Machines Токарные станки Colchester Токарные станки Edgewick Токарные станки Holbrook Другие станки по запросу. Это означает, что вы можете быть уверены, что ваша машина всегда будет укомплектована гарантированными комплектующими. На нашем складе есть запасные части для станков: токарные, фрезерные, радиально-сверлильные станки, прессы, ножницы, расточные станки, плоское и круглошлифовальное оборудование… Получите наши новые станки первыми в свой почтовый ящик.Попробуйте нашу новую службу предупреждений. БЕСПЛАТНО… Ассортимент деревообрабатывающих станков, принадлежности для токарных станков по дереву, запчасти для токарных станков. Обновите место доставки 7 S 0 p o n s o A r P A 7 E e d-1-1 U J-1 0 F J-1-1. ГЛАВНЫЕ ЗАПЧАСТИ… Маховик в сборе для бензопилы Alpina C 25 – A 2500 – A305. Поиск. APT… Сортировать по: вид по умолчанию. 5C Монтаж 4. Я,… Посмотреть больше Посмотреть меньше. Если вы размещаете заказы на запасные части для электроинструмента Запасные части Valex для токарного станка G1000, перед оформлением заказа убедитесь, что 7-8-10-значный код продукта вашего электроинструмента совпадает с кодом продукта, который вы выбрали на список частей.GURUTZPE гарантирует вам широкий ассортимент запасных частей для ваших горизонтальных токарных станков, как оригинальные запчасти, так и коммерческие компоненты, которые поставляются нашими надежными поставщиками. В список желаний Добавить для сравнения. Менее 35 долларов США – примените фильтр цен. + Доставка на: 98837. ЗАПЧАСТИ ДЛЯ ДОМА АКСЕССУАРЫ. Сохраните этот поиск. … Австралия (07) 3284 3103 (в Австралии) +61 7 3284 3103 (за границей) Sherline Lathes. Листы свитка.
Изготовление свечей с терпенами, Премия США против Билли Holiday Awards, Assetto Corsa Ferrari Sf90 Stradale, Метод оценки потерь Cecl, Связь между раком щитовидной железы и раком шейки матки, Прокси-сервер пиратской партии, Преимущества общественной полиции,
TC1625F3 Токарный станок с ЧПУ (плоская станина)
Токарный станок с ЧПУ TC1625F3
Легендарный российский токарный станок 16К20 и его производные, такие как 16К25, на протяжении десятилетий привлекали внимание международных клиентов.Но после упадка завода «Красный пролетарий» в конце советской эпохи эти красивые ручные токарные станки были доступны только в подержанном или отремонтированном виде. Однако всего несколько лет назад команда преданных своему делу инженеров взяла на себя задачу возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные 16K20 и 16K25 как по механической конструкции, так и по удобству использования, эффективности и эргономике. На этой странице СтанкоФорвард представляет одну модель: TC1625F3 .
TC1625F3 с высотой центра 280 мм отличается более широкой станиной (680 мм) и твердостью направляющих не менее 70 HRc. Эти особенности позволили установить на станке более высокую мощность – 10 кВт на шпинделе – и достичь нормальной рабочей глубины резания до 8 мм для легированных сталей. Панель оператора подвешена на подвесе для большего комфорта токаря. Перемещение задней бабки облегчается и может выполняться одним пальцем. Все токарные агрегаты разработаны с учетом удобства доступа, что позволяет быстро поддерживать токарный станок в рабочем состоянии. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном выпускается на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, в упаковке дается гарантия 2 года.
Доступны другие модели горизонтальных токарных станков: TC1620F3 (поворотный 450 мм, DBC 750 мм), TC1640F3 (поворотный 800 мм, диапазон DBC 1,5 м, 2 м, 3 м, 4 м, 5 м).
| Технические характеристики | Шт. | Параметры |
| Качели над кроватью | мм | 580 |
| Поворотный суппорт | мм | 280 |
| Расстояние между центрами | мм | 1.000 / 1.500 |
| Максимальный вес заготовки | кг | 500 |
| Ширина основания | мм | 680 |
| Ширина кровати | мм | 440 |
| Твердость направляющих | HRc | 70 |
| Эффективная глубина закалки | мм | 1,5 |
| X перемещение | мм | 290 |
| Перемещение по оси Z | мм | 1.000 / 1.500 |
| Быстрый ход X / Z | м / мин | 12.08 |
| Рабочие корма | мм / мин | 0,01 – 6.000 |
| X диаметр / шаг ШВП | мм | 24/5 |
| Диаметр / шаг ШВП по оси Z | мм | 40/6 |
| Мощность сервопривода X | кВт | 1,9 |
| Мощность сервопривода Z | кВт | 1,9 |
| Х-образные ходы типа | – | Направляющие V |
| Z направляющие типа | – | коробчатая |
| Точность позиционирования | мкм | 5 |
| Повторяемость | мкм | 3 |
| Носик шпинделя | – | Д8 ГОСТ 26651-85 |
| Диаметр патрона | мм | 250 |
| Отверстие шпинделя | мм | 77 |
| Конус шпинделя | – | М 90 (1:20) |
| Диаметр переднего подшипника шпинделя | мм | 120 |
| Скорость шпинделя | об / мин | 10–214 64–672 160 – 1.650 |
| Мощность главного привода: случайная / постоянная | кВт | 25/10 |
| Максимальный крутящий момент шпинделя | Нм | 2,288 |
| Инструментальная револьверная головка типа | – | TC80 × 8 горизонтальный, с приводом от двигателя |
| Станции для инструментов № | – | 12.08 |
| Хвостовик инструмента | мм | VDI40 (VDI30) |
| Время смены инструмента | с | 0,8 – 1,6 |
| Диаметр пиноли задней бабки | мм | 75 |
| Гусиное перо | мм | 150 |
| Пиновый конус | – | Морзе 5 |
| Потребляемая мощность | кВА | 35,5 |
| ЧПУ | – | Sinumerik 828D |
| Объем бака охлаждающей жидкости | л | 45 |
| Мощность гидроагрегата | л | 80 |
| Размеры машины Д × Ш × В | мм | 2.775 / 3,475 × 1,585 × 1,670 |
| Вес станка | кг | 3.200 / 3.500 |
| Стандартное оборудование | Дополнительное оборудование |
| Sinumerik 828D | Отверстие шпинделя 81 мм |
| Автоматическая смазка для направляющих и ШВП | Квадратная вертикальная револьверная головка |
| Система охлаждения | TC80 × 12 VDI30 вертикальная револьверная головка |
| Фара рабочего | Живые инструменты |
| Baruffaldi VDI40 TC80 | Опора 35-165 мм |
| 3-кулачковый патрон ⌀ 250 мм | Люнет 35-165 мм |
| Ключи токарные | Гидравлический патрон с 3 кулачками |
| Ключ патронный | Гидравлическая установка |
| Закрепительные втулки 90 мм Morse 5 (2 шт.) | Гидравлическое перо |
| Мертвые точки Морзе 5 (2 шт.) | Моторизованное перо |
| Подушечки клиновые (6 шт.) | Устройство подачи прутка ⌀ 25-55 мм, L200-1,500 мм |
| Анкерные болты (6 комплектов) | Планчатый транспортер стружки для DBC 1.000 мм |
| Цветная световая башня | Насос охлаждающей жидкости 50 л / мин |
| Руководство пользователя, сервис мануалы (на английском языке) | Насос охлаждающей жидкости 200 л / мин |
| ShopTurn и другие опции Siemens |