1А62. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство, Альбом
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Технические характеристики
Все полностью технические характеристики размещаются в паспорте, идущем в комплекте с изделием. В целях общего ознакомления с основными возможностями нашего образца представляем краткий обзор параметров.
- Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
- Предельные веса обрабатываемых заготовок: наибольший вес устанавливаемой в патроне детали — 300 кг, на центрах — 1,3 тонны.
- Станок выпускался в трёх габаритных модификациях: межцентровые расстояния 710, 1000 и 1400 мм.
 Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм. - Наибольший рекомендуемый диаметр заготовки, проходящей через внутришпиндельное отверстие — 45 мм (само отверстие 47 мм).
- Размер посадочного конуса в шпинделе — Морзе № 6, а в пиноли задней бабки — Морзе № 5.
- Максимальное расстояние, на которое можно выдвинуть пиноль задней бабки — 200 мм.
- Высота державки резцов, устанавливаемых в резцедержателе — 25 мм.
- Габаритные размеры станка с межцентровым расстоянием 1000 мм: по длине — 2812 мм, по ширине — 1166 мм и в высоту — 1324 мм.
- Вес станка 1К62 с тем же расстоянием между центрами — 2140 кг.
- Нарезание метрических резьб с шагом в пределах от 1 до 192 мм.
- Нарезание дюймовых резьб с шагом резьбы от 2 до 24 ниток на 1 дюйм.
- Выполнение модульных резьб с шагом в пределах от 0,5 до 40 модулей.
- Выполнение питчевых резьб с шагом в пределах от 1 до 96 питчей.
- Пределы числа оборотов шпинделя — от 12,5 до 2000 об/мин.
- Пределы продольных подач суппорта — от 0,07 до 4,16 мм/об., поперечных — от 0,035 до 2,08 мм/об.
 Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
1К62 по паспорту и техническим характеристикам оснащён четырьмя электродвигателями:
- двигателем главного привода мощностью 10 кВт;
- мотором быстрых перемещений мощностью 0,8 кВт;
- двигателем гидростанции с мощностью 1,1 кВт;
- мотором насоса охлаждения с 0,125 кВт мощности.
Некоторые модели оборудования для металлообработки сконструированы с питанием силовой цепи от 220 В. Но это не правило, а исключение, касающееся небольших «домашних» образцов. Рассматриваемый нами агрегат и в базовой комплектации, и в модификациях требует питания 380 В.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
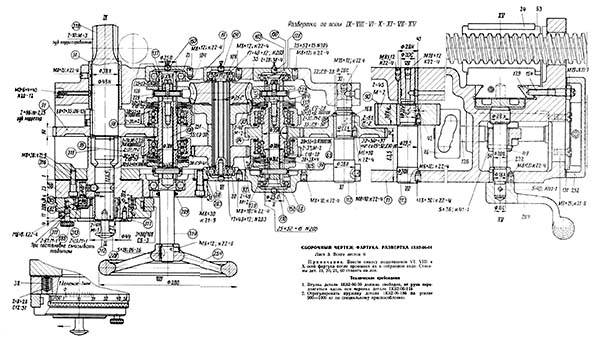
Коробка подач
Конструкция и основной механизм модуля подач отвечает за создание определенных видов резьбы, манипуляция осуществляется при помощи ходового винта с фиксированным шагом в 12 мм. При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
- Метрическую с минимальным шагом 0,5 мм, а максимальное ограничение шага – 12 мм.
- Дюймовую резьбу: шаг начинается с 2 ниток, ограничивается 24.
- Модульную от 0,5 до 3 модуля.
- Питчевая 1–96.

При использовании механизма, предназначенного для увеличения текущего шага, мастера могут нарезать резьбу с превышающим шагом в 32 раза. Агрегат является универсальным, но у каждой детали есть свой предел эксплуатации. Перед работой на аппарате специалисты обязаны пройти лекции по технике безопасности и изучить паспортные особенности станка.
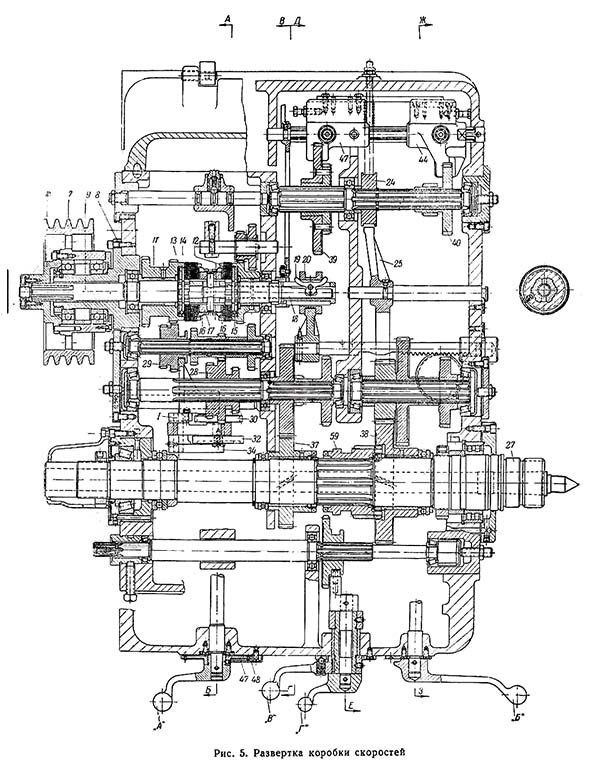
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Cтанок 1А62. Токарно-винторезный
Универсальный токарный станок 1А62 предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
От выпускающегося ранее станка 1Д62М этот станок отличается следующими изменениями:
- Наибольшая скорость вращения шпинделя увеличена до 1200 об/мин. Шпинделю сообщается 21 скорость в прямом направлении вращения и 12 скоростей – в обратном.
- Мощность электродвигателя главного привода увеличена до 7,0 кВт
- Передача плоским ремнем заменена клиноременной
- Число оборотов шпинделя устанавливается тремя рукоятками
- Усилена фрикционная муфта
- Передняя шейка шпинделя установлена в специальном регулируемом двухрядном роликовом подшипнике
- На переднем конце шпинделя имеется канавка для предохранителей, предотвращающих самопроизвольное спадание патрона при остановке станка
- Направление подачи суппорта при нарезании резьб изменяется с помощью механизма реверса.
- Конструкция коробки подач допускает прямое включение ходового винта для нарезания точных резьб
- Чтобы предохранить от загрязнения механизм коробки подач и улучшить его смазку, паз для управления ступенчатым конусом закрыт
- На фартуке станка установлен лимб продольной подачи
- Задняя бабка значительно усилена
- Конструкция резцедержателя допускает поворот его одной рукой на любой угол
- Конструкция неподвижного упора сделана более надежной
- На задней ножке станка установлен электронасос для подачи охлаждающей жидкости из резервуара, расположенного внутри этой ножки

Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
 Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.Токарно-винторезный 1А62Г, 1М63 Б/У – Биржа оборудования ProСтанки
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Токарный 1М63 рмц1,5м, 1977г.в., с люнетом, комплектный, рабочий
Станки модели 1м63 предназначены для разнообразных получистовых и чистовых токарных работ в центрах или патроне, а также для нарезания метрической, модульной и питчевых резьб.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Класс точности Н по ГОСТ 8—77
Наибольший диаметр обрабатываемого изделия, мм:
над станиной – 630
над суппортом – 350
Наибольшая длина обрабатываемого изделия, мм – 1400
Конец шпинделя по ГОСТ 12593—72 .![]() .. 8М
.. 8М
Центр в шпинделе передней бабки – Морзе 6
Высота резца, установленного в резцедержателе, мм – 32
Количество скоростей шпинделя – 22
Пределы частоты вращения шпинделя, об/мин: 10—1250
Количество подач – 32
Пределы подач, мм/об:
I ряд продольных: 0,06—1,00
поперечных: 0,024—0,37
резцовых салазок: 0,019—0,31
II ряд продольных: 0,084—1,4
поперечных: 0,034—0,518
резцовых салазок: 0,027—0,434
Наибольшая масса обрабатываемой детали в центpах, кг – 2000
Наибольшее усилие резания Рх, допускаемое механизмом подачи при подачах, кгс
продольной – 680
поперечной – 370
Пределы шагов нарезаемых резьб
метрических, мм: 1—224
модульных, модуль: 0,25—56
дюймовых, число ниток на дюйм: 28—0,25
питчевых, питч диаметральный: 112—0,5
Габарит станка (длина Х ширина Х высота), мм
Масса станка (с электрооборудованием), кг
РМЦ 1400 – 4300 кг
Создано 09. 07.2014 Изменено 31.07.2015
07.2014 Изменено 31.07.2015
Токарный станок бу Токарный по металлу БУ Бу токарно-винторезные Станки по металлу 1к62 Металлообрабатывающие станки
Похожие объявления
станки токарно-винторезные, запчасти 1М63, 16К20, 16Е16КП, 1К625, 1К62 и др
Состояние: Б/У
Никополь (Украина)
токарно-винторезные станки 1М63, 16К20, 16Д25, 1К62Д, 1К62, 1М63Н-1, ФТ-11, 16В05А,2Н793,SV18RA,1Д95
Состояние: Б/У
ООО «НовокузнецкСтанкоСервис»
Новокузнецк (Россия)
Интересные статьи партнеров
Как правильно выбрать смазочно-охлаждающую жидкость?
Что будет если окунуть сверло в краску и раскрутить
Пайка – определение, процесс, типы, плюсы и минусы
6 Типов отделки металла для областей с жесткими допусками
9 Лучших проектов для начинающих операторов на фрезерном станке с ЧПУ
Металлообработка как хобби, с чего начать? [Часть 2]
Безумный изобретатель и популяризатор DIY проектов — Даня Крастер
Отпуск – определение, процесс, преимущества и многое другое
Монтаж и пусконаладка молочной линии в Челябинской области
Вы недавно смотрели
Продам якорь тахогенератора РАТО78-14/0, 625 31, 5В, 1000об/мин к двигателям серии К7707-К7722 -3 шт. Комплект – якорь, щетки, щеткодержател Новый
Смоленск (Россия)
Комплект – якорь, щетки, щеткодержател Новый
Смоленск (Россия)
Продам 1) Резольвер EF4LD175 -5V-25rHz(чехия) для двигателей HG112 -2шт 3) ТП80-20-02 -50шт 4) ТМГ-30ПУ3, 20В, 4000 об/м, 57,5мВ мин, R=2,6 Новый Смоленск (Россия)
Продам электродвигатели серии ДВУ, 2ВЭМ210 -1шт 1) ДВУ 215LEТ1 УХЛ4, 35Н.м, 2000об/мин, 520В(тормозом) -3шт 2) ДВУ 215LТ1 УХЛ4, 35Н.м Новый Смоленск (Россия)
Все просмотренные объявления →
Транзакция: f7e529fb318e6473557d95538d10accbfa51609d8f51848486c893d31bf86a10 | Blockchain.com
Bitcoin
/USD20,829. 85
85
10.74
%
Ethereum
/USD1,546.63
Tether
/USD1.00
Binance Coin
/USD304.68
USD Coin
/USD1.00
0.0100
%
XRP
/USD0.40
BUSD
/USD1.00
Dogecoin20003/USD0.09
11.14
%
Cardano
/USD0. 35
35
Solana
/USD20.04
22.05
%
Polygon
/USD0.97
OKB
/USD32.16
Aptos
/USD7.39
16.18
%
Staked Ether
/USD1,459.55
10.26
%
Polkadot
/USD5.55
Optimism
/ 1,60 долл. США
15. 99
99
%
Avalanche
/USD16.35
Chainlink
/USD6.79
Uniswap Protocol Token
/USD6.52
Litecoin
/USD89.32
Bitcoin
/ USD20,829.85
10.74
%
Ethereum
/USD1,546.63
Tether
/USD1.00
Binance Coin
/USD304.68
USD Coin
/USD1. 00
00
0.0100
%
XRP
/USD0.40
BUSD
/USD1.00
Dogecoin
/USD0.09
11.14
%
Cardano
/USD0.35
Solana
/USD20.04
22.05
%
Polygon
/USD0.97
OKB
/USD32.16
Aptos
/USD7. 39
39
16.18
%
Staked Ether
/ 1459 долларов США.55
10.26
%
Polkadot
/USD5.55
Optimism
/USD1.60
15.99
%
Avalanche
/USD16.35
Chainlink
/USD6.79
Токен протокола UNISWAP
/USD6.52
Litecoin
/USD89. 32
32
Сумма
Плата
от
до
Advanced Defitable
.
The Guardian из Лондона, Большой Лондон, Англия, 25 июня 1980 г. · 19
The Guardian из Лондона, Большой Лондон, Англия, 25 июня 1980 г. · 19 Перейти к основному содержаниюПолучите доступ к этой странице с бесплатной пробной версией
- Публикация:
- Хранитель и
- Местонахождение:
- Лондон, Большой Лондон, Англия
- Дата выпуска:
- Среда, 25 июня 1980 г.
- Страница:
- 19
Начать бесплатную пробную версию
0 совпадений найдено
Найти на этой странице
Отменить
Показать Скрыть 19 текст статьи ( OCR ) ОБЩЕСТВЕННЫЕ НАЗНАЧЕНИЯ Среда, 25 июня 1980 г. 19 m isaringey ОБРАЗОВАТЕЛЬНАЯ СЛУЖБА Оценка наблюдения и краткосрочное пребывание Главный класс 9: 8718 – 9430 № G770. В Харинги была создана рабочая группа для пересмотра оценки, что выявило необходимость нового подхода к традиционной службе наблюдения и оценки. Поэтому мы закрыли Центр оценки жилого помещения в Поттерс-Бар и решили создать Службу дневной оценки «InBotough». Это будет включать в себя как дневную оценку, так и учреждения для краткосрочного пребывания на разделенных участках, цель которых будет заключаться в том, чтобы развивать наблюдение и оценку, где это возможно, на основе дневного ухода, а также предоставлять поддержку и консультации полевым и стационарным работникам и работникам из других учреждений. занимается с детьми и семьями. В настоящее время мы ищем руководителя, который возьмет на себя ответственность за внедрение и развитие этой службы, который должен будет продемонстрировать проверенные управленческие способности на высшем уровне, способность . вводить новшества и создавать сплоченное обучение и, конечно же, обладать профессиональной квалификацией в области социальной работы.
19 m isaringey ОБРАЗОВАТЕЛЬНАЯ СЛУЖБА Оценка наблюдения и краткосрочное пребывание Главный класс 9: 8718 – 9430 № G770. В Харинги была создана рабочая группа для пересмотра оценки, что выявило необходимость нового подхода к традиционной службе наблюдения и оценки. Поэтому мы закрыли Центр оценки жилого помещения в Поттерс-Бар и решили создать Службу дневной оценки «InBotough». Это будет включать в себя как дневную оценку, так и учреждения для краткосрочного пребывания на разделенных участках, цель которых будет заключаться в том, чтобы развивать наблюдение и оценку, где это возможно, на основе дневного ухода, а также предоставлять поддержку и консультации полевым и стационарным работникам и работникам из других учреждений. занимается с детьми и семьями. В настоящее время мы ищем руководителя, который возьмет на себя ответственность за внедрение и развитие этой службы, который должен будет продемонстрировать проверенные управленческие способности на высшем уровне, способность . вводить новшества и создавать сплоченное обучение и, конечно же, обладать профессиональной квалификацией в области социальной работы.

 Власть (население 225 000 человек) охватывает разнообразную территорию городской застройки и открытую сельскую местность, часть которой находится в национальном парке Пик-Дистрикт. Основное пособие для пользователей автомобилей и услуги автокредита. Помощь в оплате переезда. Оплата утвержденных профессиональных гонораров. Бланки заявлений от Управляющего, Ратуша, Бамсли. Тел.: Имсли 203232, доб. 223. Дата закрытия 11 июля, 1980. СОВЕТ СТОЛИЧНОГО ОКРУГА БАРНСЛИ m n Tam&side Metropolitan Borough ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО СОЦИАЛЬНЫМ СЛУЖБАМ 11 505 – 12 324 в год. Заявки на эту должность принимаются от квалифицированных социальных работников. Основными обязанностями на этой должности являются руководство отделом полевой работы Департамента и, в отсутствие директора, Департаментом в целом. Кандидаты должны будут продемонстрировать талант к управлению высокого уровня и должны иметь положительный опыт в управлении полевыми работами на высшем уровне. С вопросами можно обращаться к директору Тому Фостеру.
Власть (население 225 000 человек) охватывает разнообразную территорию городской застройки и открытую сельскую местность, часть которой находится в национальном парке Пик-Дистрикт. Основное пособие для пользователей автомобилей и услуги автокредита. Помощь в оплате переезда. Оплата утвержденных профессиональных гонораров. Бланки заявлений от Управляющего, Ратуша, Бамсли. Тел.: Имсли 203232, доб. 223. Дата закрытия 11 июля, 1980. СОВЕТ СТОЛИЧНОГО ОКРУГА БАРНСЛИ m n Tam&side Metropolitan Borough ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО СОЦИАЛЬНЫМ СЛУЖБАМ 11 505 – 12 324 в год. Заявки на эту должность принимаются от квалифицированных социальных работников. Основными обязанностями на этой должности являются руководство отделом полевой работы Департамента и, в отсутствие директора, Департаментом в целом. Кандидаты должны будут продемонстрировать талант к управлению высокого уровня и должны иметь положительный опыт в управлении полевыми работами на высшем уровне. С вопросами можно обращаться к директору Тому Фостеру.
 Зарплата 13 по шкале ф 10,29От 3 до H 1.049, а также применяются обычные условия службы и пенсионные права местных органов власти. Pitas подают в письменной форме заявление и дополнительные сведения в секретариат Консультативного комитета по образованию и обучению сотрудников местных органов власти Scotteh, e Coals s Crescent, Эдинбург. Эх4 7АЛ. – BumflSHM DEVICE I СОЦИАЛЬНЫЙ ЦЕНТР – это fouhinu ‘in ) r-Mitneni vit dtid lebfjuicetul “ОБЩЕСТВЕННЫЙ РАБОТНИК nvvntfc n .tsmrctiiv ‘natir,i,’ti Acivn-h Social Gentle, расположенный в корпорации, которая имеет вид на развитие социальной dtid Community Woir.Aspect Ttip Terme в настоящее время поддерживается волонтерами Atiwci-Centrfi Ao’tei Поддержка Cienca – dvaiifiDle Sdiaiy AP3 dtcotdmy для получения квалификации60 i)i rtpniufltmn mi nnrt Uiithet rtPtaiK ontf” ‘ Ivnn Parkinson ot Pubi Grantham. BA.SC. 7 Strong I Grten. C 61 line, am Avanua, Butterihaw, Bradford BD6 2AP Tftl (02711 674812 oi 67S3S2. АДМИНИСТРАТИВНЫЙ СЕКРЕТАРЬ CHRISTIAN AID требуется для Азиатско-Тихоокеанского отдела ol Ovcrvis Aid tk’pi.
Зарплата 13 по шкале ф 10,29От 3 до H 1.049, а также применяются обычные условия службы и пенсионные права местных органов власти. Pitas подают в письменной форме заявление и дополнительные сведения в секретариат Консультативного комитета по образованию и обучению сотрудников местных органов власти Scotteh, e Coals s Crescent, Эдинбург. Эх4 7АЛ. – BumflSHM DEVICE I СОЦИАЛЬНЫЙ ЦЕНТР – это fouhinu ‘in ) r-Mitneni vit dtid lebfjuicetul “ОБЩЕСТВЕННЫЙ РАБОТНИК nvvntfc n .tsmrctiiv ‘natir,i,’ti Acivn-h Social Gentle, расположенный в корпорации, которая имеет вид на развитие социальной dtid Community Woir.Aspect Ttip Terme в настоящее время поддерживается волонтерами Atiwci-Centrfi Ao’tei Поддержка Cienca – dvaiifiDle Sdiaiy AP3 dtcotdmy для получения квалификации60 i)i rtpniufltmn mi nnrt Uiithet rtPtaiK ontf” ‘ Ivnn Parkinson ot Pubi Grantham. BA.SC. 7 Strong I Grten. C 61 line, am Avanua, Butterihaw, Bradford BD6 2AP Tftl (02711 674812 oi 67S3S2. АДМИНИСТРАТИВНЫЙ СЕКРЕТАРЬ CHRISTIAN AID требуется для Азиатско-Тихоокеанского отдела ol Ovcrvis Aid tk’pi. Увлекательная работа для кого-то в программе помощи странам третьего мира и dnclopmrni. включает в себя подготовку nt durumenu. lakinx минуту). Salan 14 000 годовых в год Innwntati.Pkw appl in OHM- Mjiidvei t hristun Aid I’O Box I London SWMkBH Lull 1 1 nunlinu mn relerr-eo ru yth Jtinr Frant Court Новое предприятие Adventurous Frant Court — это новый общественный дом с Обучение для 36 ‘девочек в возрасте 14 лет при поступлении. У него тщательно продуманная философия и хорошее соотношение детей персонала: девочки живут в четырех группах (3 из 10 и 1 из 6), каждая из которых предназначена для удовлетворения различных потребностей в развитии. Первая группа девушки только что были сдано, и теперь мы готовы приветствовать новый персонал по уходу, чтобы открыть наше второе отделение в сентябре 1980. Мы ищем мужчин и женщин с соответствующим опытом, знаниями и личными качествами, которые были бы рады возможности присоединиться к высококвалифицированной команде в развитии этого нового предприятия во Франте, в 3 милях к югу от Танбридж-Уэллс.
Увлекательная работа для кого-то в программе помощи странам третьего мира и dnclopmrni. включает в себя подготовку nt durumenu. lakinx минуту). Salan 14 000 годовых в год Innwntati.Pkw appl in OHM- Mjiidvei t hristun Aid I’O Box I London SWMkBH Lull 1 1 nunlinu mn relerr-eo ru yth Jtinr Frant Court Новое предприятие Adventurous Frant Court — это новый общественный дом с Обучение для 36 ‘девочек в возрасте 14 лет при поступлении. У него тщательно продуманная философия и хорошее соотношение детей персонала: девочки живут в четырех группах (3 из 10 и 1 из 6), каждая из которых предназначена для удовлетворения различных потребностей в развитии. Первая группа девушки только что были сдано, и теперь мы готовы приветствовать новый персонал по уходу, чтобы открыть наше второе отделение в сентябре 1980. Мы ищем мужчин и женщин с соответствующим опытом, знаниями и личными качествами, которые были бы рады возможности присоединиться к высококвалифицированной команде в развитии этого нового предприятия во Франте, в 3 милях к югу от Танбридж-Уэллс. Еще два отделения откроются в 1981 году, и мы были бы рады побеседовать с людьми, которые тщательно обдумывают свое будущее. Собеседования с отобранными кандидатами состоятся 21, 22, 23 июля. РУКОВОДИТЕЛИ ГРУПП (RCC07) Кандидаты должны иметь соответствующую квалификацию, значительный опыт работы с трудными подростками и руководства группой персонала. ЗАМЕСТИТЕЛИ РУКОВОДИТЕЛЕЙ ГРУПП (RCC0S) Кандидаты должны иметь соответствующую квалификацию, иметь опыт работы с трудными подростками и брать на себя определенные обязанности по персоналу. RCC04 Er RCC03 Кандидаты могут иметь различную подготовку и опыт, но все они смогут продемонстрировать свой потенциал, чтобы внести свой вклад в эту сложную и захватывающую задачу. Неофициальные вопросы можно направить Джеффу Скотту, заместителю директора (уход), Frant 212. ДИАПАЗОНЫ ЗАРПЛАТ: RCC07 – от 7077 до 7722 RCC05 – неквалифицированные: от 5784 до 6381 Квалифицированные: от 6174 до 6861 RCC04 – неквалифицированные: от 5268 до 5784 Квалифицированные: от 5607 до 6174 RCC03 — Неквалифицированные: с 4581 по 5130 Квалифицированные: с 4848 по 5427 Сотрудники на некоторых из этих должностей, особенно на более высоких должностях, могут быть резидентами, за что будет взиматься ежегодная плата в размере 524 в год.
Еще два отделения откроются в 1981 году, и мы были бы рады побеседовать с людьми, которые тщательно обдумывают свое будущее. Собеседования с отобранными кандидатами состоятся 21, 22, 23 июля. РУКОВОДИТЕЛИ ГРУПП (RCC07) Кандидаты должны иметь соответствующую квалификацию, значительный опыт работы с трудными подростками и руководства группой персонала. ЗАМЕСТИТЕЛИ РУКОВОДИТЕЛЕЙ ГРУПП (RCC0S) Кандидаты должны иметь соответствующую квалификацию, иметь опыт работы с трудными подростками и брать на себя определенные обязанности по персоналу. RCC04 Er RCC03 Кандидаты могут иметь различную подготовку и опыт, но все они смогут продемонстрировать свой потенциал, чтобы внести свой вклад в эту сложную и захватывающую задачу. Неофициальные вопросы можно направить Джеффу Скотту, заместителю директора (уход), Frant 212. ДИАПАЗОНЫ ЗАРПЛАТ: RCC07 – от 7077 до 7722 RCC05 – неквалифицированные: от 5784 до 6381 Квалифицированные: от 6174 до 6861 RCC04 – неквалифицированные: от 5268 до 5784 Квалифицированные: от 5607 до 6174 RCC03 — Неквалифицированные: с 4581 по 5130 Квалифицированные: с 4848 по 5427 Сотрудники на некоторых из этих должностей, особенно на более высоких должностях, могут быть резидентами, за что будет взиматься ежегодная плата в размере 524 в год. Бланки заявлений и дополнительная информация о Frant Court от директора социальных служб лондонского района Гринвич, 50 Woolwich New Road, London SE18 6HQ. (TeU (01) 854 8888 доб. 3073). Дата закрытия: 11 июля, 1980. Совет является работодателем, предоставляющим равные возможности. Будут рассмотрены все кандидаты, независимо от пола или страны происхождения. Старший социальный работник (прием) Заработная плата от 7 677 до 8 487 (зарплата ожидается) Плюс: пособие на автомобиль для основных пользователей и щедрые расходы на переезд в утвержденных случаях. После внутреннего повышения в нашем региональном офисе, обслуживающем Южный Лейтон и Лейтонстон, требуется руководитель группы. У вас будет как минимум двухлетний пост C.Q.S.W. иметь опыт и обладать способностью управлять хорошо зарекомендовавшей себя командой квалифицированных сотрудников, состоящей из: старшего социального работника, 2 социальных работников, координатора по присмотру за детьми, консультанта по делам инвалидов, помощника социального работника и клерка группы.
Бланки заявлений и дополнительная информация о Frant Court от директора социальных служб лондонского района Гринвич, 50 Woolwich New Road, London SE18 6HQ. (TeU (01) 854 8888 доб. 3073). Дата закрытия: 11 июля, 1980. Совет является работодателем, предоставляющим равные возможности. Будут рассмотрены все кандидаты, независимо от пола или страны происхождения. Старший социальный работник (прием) Заработная плата от 7 677 до 8 487 (зарплата ожидается) Плюс: пособие на автомобиль для основных пользователей и щедрые расходы на переезд в утвержденных случаях. После внутреннего повышения в нашем региональном офисе, обслуживающем Южный Лейтон и Лейтонстон, требуется руководитель группы. У вас будет как минимум двухлетний пост C.Q.S.W. иметь опыт и обладать способностью управлять хорошо зарекомендовавшей себя командой квалифицированных сотрудников, состоящей из: старшего социального работника, 2 социальных работников, координатора по присмотру за детьми, консультанта по делам инвалидов, помощника социального работника и клерка группы. Вы также будете членом нашей группы управления регионом. В частности, успешный кандидат разработает вместе с командой новые подходы к решению различных проблем, возникающих в районе смешанного старого жилья и новых поместий с высокой долей пожилых людей и семей с маленькими детьми. Неофициальные запросы приветствуются Hurry Coatsvonh. Региональный менеджер или Фрэнк Нонейдж. Старший социальный работник, тел. 01-555 0542. Бланки заявлений и дополнительная информация от: директора социальных служб, муниципальных учреждений, High Road, Leyton E10 5QJ. Тел. 01-5393650 доб. 140142. Дата закрытия 11 июля 1980 г. Waliham ForesLJ ДЕПАРТАМЕНТ ЗДРАВООХРАНЕНИЯ r СОЦИАЛЬНОГО ОБЕСПЕЧЕНИЯ Приглашаются кандидаты на должность: Социальный работник Больница Мосс Сайд 3, Мэгхалл, Ливерпуль РАБОТА Это предоставляет отличные возможности для участия, В сотрудничестве с медицинскими, психологическими и другой профессиональный персонал в процессе лечения и выписки. Особое внимание уделяется организации реабилитации и последующего ухода за пациентами во взаимодействии с отделами местных органов власти и.
Вы также будете членом нашей группы управления регионом. В частности, успешный кандидат разработает вместе с командой новые подходы к решению различных проблем, возникающих в районе смешанного старого жилья и новых поместий с высокой долей пожилых людей и семей с маленькими детьми. Неофициальные запросы приветствуются Hurry Coatsvonh. Региональный менеджер или Фрэнк Нонейдж. Старший социальный работник, тел. 01-555 0542. Бланки заявлений и дополнительная информация от: директора социальных служб, муниципальных учреждений, High Road, Leyton E10 5QJ. Тел. 01-5393650 доб. 140142. Дата закрытия 11 июля 1980 г. Waliham ForesLJ ДЕПАРТАМЕНТ ЗДРАВООХРАНЕНИЯ r СОЦИАЛЬНОГО ОБЕСПЕЧЕНИЯ Приглашаются кандидаты на должность: Социальный работник Больница Мосс Сайд 3, Мэгхалл, Ливерпуль РАБОТА Это предоставляет отличные возможности для участия, В сотрудничестве с медицинскими, психологическими и другой профессиональный персонал в процессе лечения и выписки. Особое внимание уделяется организации реабилитации и последующего ухода за пациентами во взаимодействии с отделами местных органов власти и. другие агентства социальной работы. Существует значительный простор для терапевтической работы в связи с личными и семейными проблемами пациентов. БОЛЬНИЦА Мосс-Сайд — это специализированная больница на 41 койку с одной койкой, находящаяся в непосредственном ведении Министерства здравоохранения и здравоохранения. Социальное обеспечение, обеспечивающее лечение в условиях безопасности для пациентов с психическими расстройствами, которые принудительно содержатся под стражей в соответствии с Законом о психическом здоровье. счет их опасен! насильственные или преступные наклонности. ДАТА CAM D1 Успешный кандидат должен иметь квалификацию в области социальной работы, утвержденную Советом по обучению в области социальной работы, и иметь не менее двух лет опыта после получения квалификации. Опыт работы в области психического здоровья или правонарушений будет преимуществом. ЗАРПЛАТА 6861 E7506 в год, плюс руководитель специальной больницы в размере E409. Эта должность является пенсионной в соответствии со схемой пенсионного обеспечения NHS.
другие агентства социальной работы. Существует значительный простор для терапевтической работы в связи с личными и семейными проблемами пациентов. БОЛЬНИЦА Мосс-Сайд — это специализированная больница на 41 койку с одной койкой, находящаяся в непосредственном ведении Министерства здравоохранения и здравоохранения. Социальное обеспечение, обеспечивающее лечение в условиях безопасности для пациентов с психическими расстройствами, которые принудительно содержатся под стражей в соответствии с Законом о психическом здоровье. счет их опасен! насильственные или преступные наклонности. ДАТА CAM D1 Успешный кандидат должен иметь квалификацию в области социальной работы, утвержденную Советом по обучению в области социальной работы, и иметь не менее двух лет опыта после получения квалификации. Опыт работы в области психического здоровья или правонарушений будет преимуществом. ЗАРПЛАТА 6861 E7506 в год, плюс руководитель специальной больницы в размере E409. Эта должность является пенсионной в соответствии со схемой пенсионного обеспечения NHS. При необходимости может быть арендовано жилье для женатых или одиноких людей. Бланки заявлений и описание работы можно получить у секретаря Консультативного комитета по назначениям больницы Мосс Сайд, Магхалл, Ливерпуль, L31 1BD. Кандидатам предлагается посетить больницу по предварительной записи. Крайний срок подачи заявок 11 июля 1880 г. СОВЕТ ПО СОЦИАЛЬНЫМ ИССЛЕДОВАНИЯМ Центр сорио-правовых исследований, Колледж Удлфсона, Оксфорд. Назначение на должность профессора в области социальных наук Приглашаются кандидаты на старшую должность в области социальных наук в этом Центре. Кандидаты должны быть заинтересованы в развитии исследований в области отношений между любыми социальными науками и правом и правовыми институтами, хотя интересы в области экономики могут быть предпочтительными. Назначение будет на уровне профессора университета и может включать назначение в качестве совместного директора с г-ном Д. Фт. Харрис. В любом случае лицо, назначенное на этот пост, будет пользоваться в Оксфордском университете обычными гарантиями пребывания в должности академического персонала до 65 лет, независимо от срока существования Центра.
При необходимости может быть арендовано жилье для женатых или одиноких людей. Бланки заявлений и описание работы можно получить у секретаря Консультативного комитета по назначениям больницы Мосс Сайд, Магхалл, Ливерпуль, L31 1BD. Кандидатам предлагается посетить больницу по предварительной записи. Крайний срок подачи заявок 11 июля 1880 г. СОВЕТ ПО СОЦИАЛЬНЫМ ИССЛЕДОВАНИЯМ Центр сорио-правовых исследований, Колледж Удлфсона, Оксфорд. Назначение на должность профессора в области социальных наук Приглашаются кандидаты на старшую должность в области социальных наук в этом Центре. Кандидаты должны быть заинтересованы в развитии исследований в области отношений между любыми социальными науками и правом и правовыми институтами, хотя интересы в области экономики могут быть предпочтительными. Назначение будет на уровне профессора университета и может включать назначение в качестве совместного директора с г-ном Д. Фт. Харрис. В любом случае лицо, назначенное на этот пост, будет пользоваться в Оксфордском университете обычными гарантиями пребывания в должности академического персонала до 65 лет, независимо от срока существования Центра. Существует ненакопительная пенсионная система. Назначенному лицу может быть предложена стипендия Колледжа Вольфсона. Более подробную информацию о должности можно получить у Секретаря Совета, доктора К. С. Смита, по адресу 1 Temple Avenue, London EC4Y 0BD. Заявки, в том числе «полное резюме», должны быть получены им до 30 сентября 1980. СПАСИТЕ ДЕТСКИЙ ФОНД ВЕРХНЯЯ ВОЛЬТА Свободно говорящему по-французски ПОЛЕВОМУ ДИРЕКТОРУ срочно требуется наладить связь между штаб-квартирой SCF в Угадугу и медицинским проектом в Сахельском регионе Верхней Вольты. Предыдущий зарубежный административный опыт, включая подачу отчетности и взаимодействие с должностными лицами министерства, приветствуется. Первоначальный 18-месячный контракт с возможностью продления. Заработная плата плюс питание и проживание. Щедрые отпускные. Возрастная группа 35 50 лет. Предпочтение отдается одиноким заявителям. Пожалуйста, подайте заявку в письменной форме: Сотрудник по работе с иностранными кадрами SAVE THE CHILDREN FUND’ 157 Clapham Road London SW9ОПТ.
Существует ненакопительная пенсионная система. Назначенному лицу может быть предложена стипендия Колледжа Вольфсона. Более подробную информацию о должности можно получить у Секретаря Совета, доктора К. С. Смита, по адресу 1 Temple Avenue, London EC4Y 0BD. Заявки, в том числе «полное резюме», должны быть получены им до 30 сентября 1980. СПАСИТЕ ДЕТСКИЙ ФОНД ВЕРХНЯЯ ВОЛЬТА Свободно говорящему по-французски ПОЛЕВОМУ ДИРЕКТОРУ срочно требуется наладить связь между штаб-квартирой SCF в Угадугу и медицинским проектом в Сахельском регионе Верхней Вольты. Предыдущий зарубежный административный опыт, включая подачу отчетности и взаимодействие с должностными лицами министерства, приветствуется. Первоначальный 18-месячный контракт с возможностью продления. Заработная плата плюс питание и проживание. Щедрые отпускные. Возрастная группа 35 50 лет. Предпочтение отдается одиноким заявителям. Пожалуйста, подайте заявку в письменной форме: Сотрудник по работе с иностранными кадрами SAVE THE CHILDREN FUND’ 157 Clapham Road London SW9ОПТ. ELEPHANT JOBS LTD РУКОВОДИТЕЛЬ ПО РАЗВИТИЮ Elephant Jobs Ltd – это крупнейшая в Лондоне пошаговая программа, перед которой стоит конкретная задача вернуть безработных молодых людей на экономическую арену. Мы частично спонсируемся правительством и частично независимы. Финансируется MSC, Urban Aid и нашими собственными доходами. Мы работаем по открытым тендерам с контрактами в строительстве, гончарном деле, ювелирном деле, полиграфии и театре, что позволяет нашим молодым людям перейти на постоянную работу в другие компании. Часто у этих молодых людей практически нет перспективы трудоустройства и возможности вести полезную, приносящую удовлетворение жизнь, кроме как благодаря нашему предприятию. С этой целью нам требуется РУКОВОДИТЕЛЬ ПО РАЗРАБОТКЕ, который будет выполнять двойную роль; (11 для повышения производительности и (2) сбора средств. Wo хотел бы услышать от мужчин или женщин, которые заинтересованы в чувствительном подходе к развитию и мотивации. Шкала заработной платы: 82,26 – 1 12,65 p.
ELEPHANT JOBS LTD РУКОВОДИТЕЛЬ ПО РАЗВИТИЮ Elephant Jobs Ltd – это крупнейшая в Лондоне пошаговая программа, перед которой стоит конкретная задача вернуть безработных молодых людей на экономическую арену. Мы частично спонсируемся правительством и частично независимы. Финансируется MSC, Urban Aid и нашими собственными доходами. Мы работаем по открытым тендерам с контрактами в строительстве, гончарном деле, ювелирном деле, полиграфии и театре, что позволяет нашим молодым людям перейти на постоянную работу в другие компании. Часто у этих молодых людей практически нет перспективы трудоустройства и возможности вести полезную, приносящую удовлетворение жизнь, кроме как благодаря нашему предприятию. С этой целью нам требуется РУКОВОДИТЕЛЬ ПО РАЗРАБОТКЕ, который будет выполнять двойную роль; (11 для повышения производительности и (2) сбора средств. Wo хотел бы услышать от мужчин или женщин, которые заинтересованы в чувствительном подходе к развитию и мотивации. Шкала заработной платы: 82,26 – 1 12,65 p. w. Для получения полной информации, позвоните или напишите: Джордж Раддок, управляющий директор Elephant Jobs Ltd., 3-7 Stanford Street, London SE1 9НТ. Телефон 01-928 1851. НАУКА И ТЕХНОЛОГИЯ НАЗНАЧЕНИЯ ПОЯВЛЯЮТСЯ КАЖДЫЙ ЧЕТВЕРГ В ГАРДИАН ССССС Город Солфорд АР ГЛАВНЫЙ ПОМОЩНИК УЛИЧНЫЙ ЛИОХТИГ ИНЖЕНЕР Реф. 343Г. P01 7 287 -8 097 в год Базируется в секции уличного освещения инженерного отдела Civic Center. Суинтон. Владелец поста будет нести ответственность за проектирование новых схем уличного освещения, обслуживание существующего уличного освещения, уличной мебели и знаков, светофоров и программирование работы в определенном районе города. Предпочтение отдается кандидатам, являющимся ассоциированными членами Ассоциации инженеров по общественному освещению. Выплачивается автомобильное пособие для основных пользователей. Более подробная информация будет предоставлена вместе с бланком заявления. Бланки заявлений можно получить у менеджера по персоналу Salford Civic Centre, Суинтон, Манчестер, M27 2BN, тел.
w. Для получения полной информации, позвоните или напишите: Джордж Раддок, управляющий директор Elephant Jobs Ltd., 3-7 Stanford Street, London SE1 9НТ. Телефон 01-928 1851. НАУКА И ТЕХНОЛОГИЯ НАЗНАЧЕНИЯ ПОЯВЛЯЮТСЯ КАЖДЫЙ ЧЕТВЕРГ В ГАРДИАН ССССС Город Солфорд АР ГЛАВНЫЙ ПОМОЩНИК УЛИЧНЫЙ ЛИОХТИГ ИНЖЕНЕР Реф. 343Г. P01 7 287 -8 097 в год Базируется в секции уличного освещения инженерного отдела Civic Center. Суинтон. Владелец поста будет нести ответственность за проектирование новых схем уличного освещения, обслуживание существующего уличного освещения, уличной мебели и знаков, светофоров и программирование работы в определенном районе города. Предпочтение отдается кандидатам, являющимся ассоциированными членами Ассоциации инженеров по общественному освещению. Выплачивается автомобильное пособие для основных пользователей. Более подробная информация будет предоставлена вместе с бланком заявления. Бланки заявлений можно получить у менеджера по персоналу Salford Civic Centre, Суинтон, Манчестер, M27 2BN, тел. 061-793 3158. Дата закрытия 11 июля. Координатор общественных домов P02A Зарплата от 9630 до 10 593 включительно Человек с видением (Новые разработки в области ухода за детьми в интернатах и потребность в подходе fresti требуют, чтобы на эту должность был назначен человек с управленческим опытом и видением, чтобы оценить услугу, рассмотреть новые концепции и планы на будущее. Этот пост также несет с собой особую ответственность за наш общественный дом с образованием. Если «у вас есть необходимые качества и вы хотите получить дополнительную информацию, пожалуйста, свяжитесь с г-ном Кеном Олдосом (помощник директора) по тел. 01-903 1400 доб. 503 или 313 для записи на прием. Доступны щедрые расходы на переезд. Формы заявлений и должностные инструкции от Контроллера персонала и персонала. Службы управления, комната 708 Брент Хаус, Хай Роуд, Уэмбли, Миддлсекс, возврат 11 июля 1980 г. Телефон 01 903 0371 (круглосуточная служба Ansafone). Ссылка Необходимо указать номер S282JD. Лондонский район BRENT CITY OF SHEFFIELD SCHOOL СОЦИАЛЬНЫЙ РАБОТНИК Уровень 23 – 5268 – 7077 (Начальная зарплата зависит от опыта и оценки) В результате расширения сотрудничества между этим Департаментом и Местным управлением образования нам теперь требуется человек выполнять в рамках Отдела социальной работы 1 службы социальной работы школы Ноллолк большой общеобразовательный комплекс с охватом территории, которая включает бедные жилые кварталы в центральной части города.
061-793 3158. Дата закрытия 11 июля. Координатор общественных домов P02A Зарплата от 9630 до 10 593 включительно Человек с видением (Новые разработки в области ухода за детьми в интернатах и потребность в подходе fresti требуют, чтобы на эту должность был назначен человек с управленческим опытом и видением, чтобы оценить услугу, рассмотреть новые концепции и планы на будущее. Этот пост также несет с собой особую ответственность за наш общественный дом с образованием. Если «у вас есть необходимые качества и вы хотите получить дополнительную информацию, пожалуйста, свяжитесь с г-ном Кеном Олдосом (помощник директора) по тел. 01-903 1400 доб. 503 или 313 для записи на прием. Доступны щедрые расходы на переезд. Формы заявлений и должностные инструкции от Контроллера персонала и персонала. Службы управления, комната 708 Брент Хаус, Хай Роуд, Уэмбли, Миддлсекс, возврат 11 июля 1980 г. Телефон 01 903 0371 (круглосуточная служба Ansafone). Ссылка Необходимо указать номер S282JD. Лондонский район BRENT CITY OF SHEFFIELD SCHOOL СОЦИАЛЬНЫЙ РАБОТНИК Уровень 23 – 5268 – 7077 (Начальная зарплата зависит от опыта и оценки) В результате расширения сотрудничества между этим Департаментом и Местным управлением образования нам теперь требуется человек выполнять в рамках Отдела социальной работы 1 службы социальной работы школы Ноллолк большой общеобразовательный комплекс с охватом территории, которая включает бедные жилые кварталы в центральной части города. Кандидаты должны быть профессиональными социальными работниками с опытом работы не менее двух лет после получения квалификации, возможно, учителями, социальными работниками при школах или работниками общего профиля, которые заинтересованы в развитии своего опыта в этом экспериментальном проекте. . Неофициальные запросы будут приветствоваться г-ном А. Барклаем, исполняющим обязанности уполномоченного, тел. 0742-734864. Бланк заявления, дополнительные сведения и описание на брелоке, где это уместно, можно получить у сотрудника по найму rha, Отдела семейных и общественных служб, Red von House, Union Street, Sheffield SI 2JQ. Тел. 7349323. Дата закрытия 9-е жюри. j 1 London Borough of Camden Департамент главного исполнительного директора ПОЛИТИЧЕСКИЙ АНАЛИТИК 8 448 -9 300 в год вкл. . Для проведения исследований, анализа политики и проектов стратегического планирования; присутствовать на заседаниях комитетов и рабочих групп Совета и совместно с другими департаментами предоставлять информацию, касающуюся разработки политики.
Кандидаты должны быть профессиональными социальными работниками с опытом работы не менее двух лет после получения квалификации, возможно, учителями, социальными работниками при школах или работниками общего профиля, которые заинтересованы в развитии своего опыта в этом экспериментальном проекте. . Неофициальные запросы будут приветствоваться г-ном А. Барклаем, исполняющим обязанности уполномоченного, тел. 0742-734864. Бланк заявления, дополнительные сведения и описание на брелоке, где это уместно, можно получить у сотрудника по найму rha, Отдела семейных и общественных служб, Red von House, Union Street, Sheffield SI 2JQ. Тел. 7349323. Дата закрытия 9-е жюри. j 1 London Borough of Camden Департамент главного исполнительного директора ПОЛИТИЧЕСКИЙ АНАЛИТИК 8 448 -9 300 в год вкл. . Для проведения исследований, анализа политики и проектов стратегического планирования; присутствовать на заседаниях комитетов и рабочих групп Совета и совместно с другими департаментами предоставлять информацию, касающуюся разработки политики. Ожидается, что он представит отчет о последствиях национальных и местных планов и предложений; рекомендовать ответ Совета; развивать и поддерживать связи с внешними органами и расследовать любые другие вопросы по мере необходимости. Будет поддерживать связь с районным управлением здравоохранения, и ожидается, что он будет знать текущие проблемы в Национальной службе здравоохранения и социальных службах. Предыдущий опыт исследования проектов, полученный в практическом, а не в академическом контексте, с проверенными аналитическими способностями. Считает и умеет четко общаться и писать отчеты. Справочный номер 1A62G. СТАРШИЙ СОТРУДНИК ПО ОБСЛУЖИВАНИЮ 8 013 9,300 в год вкл. В отделе кадровых услуг для оказания специализированной социальной поддержки и консультирования сотрудников. Контролировать и помогать в трудоустройстве инвалидов, консультировать и поддерживать связь с должностными лицами в департаментах, которые выполняют функции социального обеспечения, и предоставлять источник информации о передовом опыте консультирования по вопросам социального обеспечения.
Ожидается, что он представит отчет о последствиях национальных и местных планов и предложений; рекомендовать ответ Совета; развивать и поддерживать связи с внешними органами и расследовать любые другие вопросы по мере необходимости. Будет поддерживать связь с районным управлением здравоохранения, и ожидается, что он будет знать текущие проблемы в Национальной службе здравоохранения и социальных службах. Предыдущий опыт исследования проектов, полученный в практическом, а не в академическом контексте, с проверенными аналитическими способностями. Считает и умеет четко общаться и писать отчеты. Справочный номер 1A62G. СТАРШИЙ СОТРУДНИК ПО ОБСЛУЖИВАНИЮ 8 013 9,300 в год вкл. В отделе кадровых услуг для оказания специализированной социальной поддержки и консультирования сотрудников. Контролировать и помогать в трудоустройстве инвалидов, консультировать и поддерживать связь с должностными лицами в департаментах, которые выполняют функции социального обеспечения, и предоставлять источник информации о передовом опыте консультирования по вопросам социального обеспечения. Должен иметь опыт и, желательно, квалификацию, например, Институт социального обеспечения или аналогичный орган. Желателен опыт работы в сфере трудоустройства инвалидов в органах местного самоуправления. Справочный номер 1B60G. Форма заявки и описание работы от и должны быть возвращены в Департамент кадровой службы. Комната фКТ ратуши. Юстон Роуд. NWt 2RV или по телефону 01-278 4444. Доб. 2034 с указанием соответствующего номера ссылки. Дата закрытия 9Июль 1980 года. Соискатели отбираются на работу с равными возможностями на основании их неприемлемости в отношении пола, расы и семейного положения. Совет также рассматривает заявки от инвалидов с необходимыми атрибутами. WORLD UNIVERSITY SERVICE (Великобритания) — это агентство по развитию, занимающееся защитой идей и действий в исследованиях и преподавании и работающее в основном со студентами-беженцами из стран третьего мира. Имеются вакансии на следующие две должности: РУКОВОДИТЕЛЬ ПРОЕКТА Требуется третий человек для управления нашими программами стипендий для восточноафриканских беженцев.
Должен иметь опыт и, желательно, квалификацию, например, Институт социального обеспечения или аналогичный орган. Желателен опыт работы в сфере трудоустройства инвалидов в органах местного самоуправления. Справочный номер 1B60G. Форма заявки и описание работы от и должны быть возвращены в Департамент кадровой службы. Комната фКТ ратуши. Юстон Роуд. NWt 2RV или по телефону 01-278 4444. Доб. 2034 с указанием соответствующего номера ссылки. Дата закрытия 9Июль 1980 года. Соискатели отбираются на работу с равными возможностями на основании их неприемлемости в отношении пола, расы и семейного положения. Совет также рассматривает заявки от инвалидов с необходимыми атрибутами. WORLD UNIVERSITY SERVICE (Великобритания) — это агентство по развитию, занимающееся защитой идей и действий в исследованиях и преподавании и работающее в основном со студентами-беженцами из стран третьего мира. Имеются вакансии на следующие две должности: РУКОВОДИТЕЛЬ ПРОЕКТА Требуется третий человек для управления нашими программами стипендий для восточноафриканских беженцев. Работа включает в себя контакт со студентами на курсах и помощь в завершении учебы. Предыдущий опыт работы аналогичного характера будет преимуществом. СЕКРЕТАРЬ FSELD Присоединиться к двум другим сотрудникам, ответственным за полевые работы в высших учебных заведениях. Это потребует значительных поездок по Великобритании и связи со студенческими союзами, группами WUS и другими соответствующими организациями. Кандидаты должны будут иметь детальное понимание вопросов развития и способность использовать эти знания в активной работе кампании. Оклад по обеим должностям по шкале 5,292 к E6.288.’ Дата закрытия для заполненных заявок 11 июля 1980 г. Для получения дополнительной информации пишите: Кэти МакГиннесс, Всемирная университетская служба (Великобритания), 2021 Compton Terrace, London IM1 2UN. МУЗЕЙ НАУКИ, ЛОНДОН SW7 3 КУРАТОРЫ КЛАСС G МУЖЧИНЫ ЖЕНЩИНЫ Обязанности музея различаются, но, как правило, включают техническую обработку, уход, демонстрацию экспонатов, ведение документации департамента, прием посетителей и ответы на запросы.
Работа включает в себя контакт со студентами на курсах и помощь в завершении учебы. Предыдущий опыт работы аналогичного характера будет преимуществом. СЕКРЕТАРЬ FSELD Присоединиться к двум другим сотрудникам, ответственным за полевые работы в высших учебных заведениях. Это потребует значительных поездок по Великобритании и связи со студенческими союзами, группами WUS и другими соответствующими организациями. Кандидаты должны будут иметь детальное понимание вопросов развития и способность использовать эти знания в активной работе кампании. Оклад по обеим должностям по шкале 5,292 к E6.288.’ Дата закрытия для заполненных заявок 11 июля 1980 г. Для получения дополнительной информации пишите: Кэти МакГиннесс, Всемирная университетская служба (Великобритания), 2021 Compton Terrace, London IM1 2UN. МУЗЕЙ НАУКИ, ЛОНДОН SW7 3 КУРАТОРЫ КЛАСС G МУЖЧИНЫ ЖЕНЩИНЫ Обязанности музея различаются, но, как правило, включают техническую обработку, уход, демонстрацию экспонатов, ведение документации департамента, прием посетителей и ответы на запросы. Кандидаты, как правило, должны иметь общий сертификат об образовании уровня «O» или шотландский сертификат об образовании «O» Grade Pass по крайней мере по четырем предметам, включая английский или английский язык, а также либо математику, либо соответствующий предмет естественных наук, либо эквивалентную квалификацию. I’O’ Уровни взяты из Лета 1975 и выше должен быть не ниже класса C). Начальная зарплата в зависимости от возраста от C3282 в возрасте 16 лет до T4603 в размере 1 фунта стерлингов или выше, увеличиваясь до 5556 в год, включая лондонскую надбавку за взвешивание. Успешные кандидаты в возрасте 21 года и старше обычно поступают в возрасте 21 балла, но для кандидатов может быть разрешена более высокая начальная зарплата. до 22 лет и старше, если считается, что с момента достижения 21 года был получен опыт особой ценности Ненакопительная пенсионная схема, перспективы карьерного роста. Для формы заявки (будет возвращена hv 16th Jnlv 19801 по железной дороге, по телефону или в письменном виде в музей науки Staff Section, Exhibition Road, London SW7 2DD, Tei.
Кандидаты, как правило, должны иметь общий сертификат об образовании уровня «O» или шотландский сертификат об образовании «O» Grade Pass по крайней мере по четырем предметам, включая английский или английский язык, а также либо математику, либо соответствующий предмет естественных наук, либо эквивалентную квалификацию. I’O’ Уровни взяты из Лета 1975 и выше должен быть не ниже класса C). Начальная зарплата в зависимости от возраста от C3282 в возрасте 16 лет до T4603 в размере 1 фунта стерлингов или выше, увеличиваясь до 5556 в год, включая лондонскую надбавку за взвешивание. Успешные кандидаты в возрасте 21 года и старше обычно поступают в возрасте 21 балла, но для кандидатов может быть разрешена более высокая начальная зарплата. до 22 лет и старше, если считается, что с момента достижения 21 года был получен опыт особой ценности Ненакопительная пенсионная схема, перспективы карьерного роста. Для формы заявки (будет возвращена hv 16th Jnlv 19801 по железной дороге, по телефону или в письменном виде в музей науки Staff Section, Exhibition Road, London SW7 2DD, Tei. : 01-589 3456, доб. 594. РЕГИОНАЛЬНОЕ УПРАВЛЕНИЕ ЗДРАВООХРАНЕНИЯ ЮГО-ЗАПАДНОЙ ТЕМЫ КОНСУЛЬТАНТ-ПСИХИАТР, ПОСТАВЛЯЮЩИЙ НЕПОЛНУЮ РАБОТУ, с особым интересом к ПОДРОСТКОВОЙ ПСИХИАТРИИ, СУДЕБНОЙ ПСИХИАТРИИ ИЛИ ПСИХОТЕРАПИИ (шесть условно полдня в неделю) Медицинский округ Юго-Западного округа Суррей, район Суррей, с обязанностями в Терапевтическом сообществе PEPER HAROW. Godalming Surrey, который срочно требует участия в переходе к смешанному сообществу. Успешный кандидат должен будет жить на разумном расстоянии по дороге от PEPER HAROW. Бланки заявлений и дополнительные сведения можно получить у Регионального сотрудника отдела кадров SII Регионального управления здравоохранения Юго-Западной Темзы. 4-0 Истборн Террас. Лондон W2 3QR. Тел.- 01 262 8011, доб. 288 Формы на bs возвращаются 19Июль 1980 г. RENFREW Sub-Region ОТДЕЛ СОЦИАЛЬНОЙ РАБОТЫ ОБЩЕСТВЕННЫЙ РАБОТНИК F.L.A.G. Центр информации и действий, 1304 FergusKe Park Avenue, Пейсли Шкала окладов, ок. Оценка – 5427 7077 Кандидаты должны иметь диплом в области молодежи и молодежи.
: 01-589 3456, доб. 594. РЕГИОНАЛЬНОЕ УПРАВЛЕНИЕ ЗДРАВООХРАНЕНИЯ ЮГО-ЗАПАДНОЙ ТЕМЫ КОНСУЛЬТАНТ-ПСИХИАТР, ПОСТАВЛЯЮЩИЙ НЕПОЛНУЮ РАБОТУ, с особым интересом к ПОДРОСТКОВОЙ ПСИХИАТРИИ, СУДЕБНОЙ ПСИХИАТРИИ ИЛИ ПСИХОТЕРАПИИ (шесть условно полдня в неделю) Медицинский округ Юго-Западного округа Суррей, район Суррей, с обязанностями в Терапевтическом сообществе PEPER HAROW. Godalming Surrey, который срочно требует участия в переходе к смешанному сообществу. Успешный кандидат должен будет жить на разумном расстоянии по дороге от PEPER HAROW. Бланки заявлений и дополнительные сведения можно получить у Регионального сотрудника отдела кадров SII Регионального управления здравоохранения Юго-Западной Темзы. 4-0 Истборн Террас. Лондон W2 3QR. Тел.- 01 262 8011, доб. 288 Формы на bs возвращаются 19Июль 1980 г. RENFREW Sub-Region ОТДЕЛ СОЦИАЛЬНОЙ РАБОТЫ ОБЩЕСТВЕННЫЙ РАБОТНИК F.L.A.G. Центр информации и действий, 1304 FergusKe Park Avenue, Пейсли Шкала окладов, ок. Оценка – 5427 7077 Кандидаты должны иметь диплом в области молодежи и молодежи. Общественная работа, квалификация C.Q.S.W или ее эквивалент, а также опыт работы Sonne в организациях арендаторов или внутри них имеют важное значение. В обязанности будет входить работа с общественными группами, поддержка и содействие развитию общественных групп в районе парка Фергусли в Пейсли, а также помощь сообществу в выявлении и выражении потребностей района. Бланки заявлений можно получить у заместителя директора отдела кадров, регионального сотрудника, Коттон-стрит, Пейсли, которому были заполнены формы со ссылкой на Ref. R.415, должен быть возвращен 9Июль 1880 г. Р. М. О. МакКаллох, директор службы кадров, СПАСИТЕ ДЕТЕЙ, БУДУТ В ПАПУА, НОВАЯ ГВИНЕЯ ТРЕБУЕТСЯ: работник, ориентированный на здоровье. широкое понимание социальных и демократических вопросов Способность работать в одиночку и в составе группы, которая подходит к задачам улучшения состояния здоровья населения Хайленда в Папуа-Новой Гвинее из нескольких областей, вызывающих озабоченность. Питание занимает центральное место во всех этих областях.
Общественная работа, квалификация C.Q.S.W или ее эквивалент, а также опыт работы Sonne в организациях арендаторов или внутри них имеют важное значение. В обязанности будет входить работа с общественными группами, поддержка и содействие развитию общественных групп в районе парка Фергусли в Пейсли, а также помощь сообществу в выявлении и выражении потребностей района. Бланки заявлений можно получить у заместителя директора отдела кадров, регионального сотрудника, Коттон-стрит, Пейсли, которому были заполнены формы со ссылкой на Ref. R.415, должен быть возвращен 9Июль 1880 г. Р. М. О. МакКаллох, директор службы кадров, СПАСИТЕ ДЕТЕЙ, БУДУТ В ПАПУА, НОВАЯ ГВИНЕЯ ТРЕБУЕТСЯ: работник, ориентированный на здоровье. широкое понимание социальных и демократических вопросов Способность работать в одиночку и в составе группы, которая подходит к задачам улучшения состояния здоровья населения Хайленда в Папуа-Новой Гвинее из нескольких областей, вызывающих озабоченность. Питание занимает центральное место во всех этих областях. сельское хозяйство по отношению к достаточности продуктов питания и человеческих потребностей и преимущество Ожидается, что кандидаты на вышеуказанную должность будут готовы провести 3 вея в службе. Первоначальный 18-месячный контракт с возможностью продления Заработная плата плюс питание и проживание Щедрый отпуск и пособия Aqe group? 5 40 лет Предпочтение отдается одному кандидату. dren Fund 157 Clapham Road London SW9OPT (секретарь комитета AP25 Заработная плата E4380-E6771 в год (включительно) Ясное мышление, прилежный, амбициозный, трудолюбивый – это качества, которые требуются при заполнении вакансии помощника по административным вопросам, который будет действовать в качестве секретаря комитета в некоторых комитетах Совета. Кандидаты, вероятно, будут недавно выпускники или те, у кого есть секретная или журналистская квалификация.Начальный класс и заработная плата будут зависеть от квалификации и/или опыта.Формы заявлений можно получить в отделе кадров, комната A202, Town Had Annexe, Ealing WS 2BY.
сельское хозяйство по отношению к достаточности продуктов питания и человеческих потребностей и преимущество Ожидается, что кандидаты на вышеуказанную должность будут готовы провести 3 вея в службе. Первоначальный 18-месячный контракт с возможностью продления Заработная плата плюс питание и проживание Щедрый отпуск и пособия Aqe group? 5 40 лет Предпочтение отдается одному кандидату. dren Fund 157 Clapham Road London SW9OPT (секретарь комитета AP25 Заработная плата E4380-E6771 в год (включительно) Ясное мышление, прилежный, амбициозный, трудолюбивый – это качества, которые требуются при заполнении вакансии помощника по административным вопросам, который будет действовать в качестве секретаря комитета в некоторых комитетах Совета. Кандидаты, вероятно, будут недавно выпускники или те, у кого есть секретная или журналистская квалификация.Начальный класс и заработная плата будут зависеть от квалификации и/или опыта.Формы заявлений можно получить в отделе кадров, комната A202, Town Had Annexe, Ealing WS 2BY.