Обзор станка 16К20Ф3: характеристики, схемы, паспорт – Домашний уют
Токарно-винторезное оборудование 16К20Ф3, технические характеристики которого рассмотрим ниже, создано на базе агрегата 16К20, используется преимущественно в мелкосерийном производстве. Оба станка имеют унифицированную конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок, длиной до 1000 миллиметров. Числовое программное обеспечение дает дополнительные возможности и облегчает обслуживание агрегата.
Из чего состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Комплектующие элементы оборудования:
- Остов (станина).
- Рама.
- Каретка суппорта.
- Резцедержатель поворотного типа.

- Задняя и шпиндельная бабка.
- Автоматическая передающая коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь крепится в шпинделе, приводимым в действие посредством клиноременной передачи от электрического мотора.
- Скорость обработки корректируется при помощи автоматической коробки и узла шпинделя.
- Коробка-автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать требуемую скорость.
- Для увеличения или уменьшения оборотистости используются зубчатые колеса шпиндельной бабки. Они управляются вручную, регулируют до 12 позиций.
- Каретка установки приспособлена к продольному перемещению с применением электромагнитного привода.
- Поперечная сдвижка суппорта и резцедержателя производится через привод, зубчатое колесо и ходовой винт.
- Поворотный резцедержатель может монтироваться в шести положениях со сменой углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
- На резцедержателе позиционируется инструментальная головка, рассчитанная на использование не более шести резцов, обрабатывающих заготовку согласно заданной программе.

Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого рассмотрим далее, имеет маркировку. Ее расшифровка выглядит следующим образом:
- Индекс «1» – токарный.
- 6 – винторезный.
- К – производство.
- 20 – показатель высоты по центрам в сантиметрах.
- Ф3 – оборудование ЧПУ.
Оборудование этой категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТУ 8-82-П.
Станки с ЧПУ 16К20Ф3: технические характеристики
Параметры рассматриваемого оборудования:
- Габариты – 3,7/2,2/1,65 м.
- Масса – 400 кг.
- Количество скоростей –22.
- Диаметр отверстия – 53 мм.
- Центр пиноли – Морзе 5.
- Рабочий диапазон – от 12,5 до 2000 оборотов в минуту, в зависимости от выбранной скорости.
- Размер шага – 0,01-40 мм.
- Высота резца – 25 мм.
- Продольные/поперечные ходы – 5000/7500 мм/мин.
Технические характеристики токарно-винторезного станка 16К20Ф3 с ЧПУ NC-210.
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 500 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе | мм | 55 |
| Наибольший ход суппорта поперечный | мм | 210 |
| Наибольший ход суппорта продольный | мм | 905 |
| Максимальная рекомендуемая скорость рабочей продольной подачи | мм/мин | 2000 |
| Максимальная рекомендуемая скорость рабочей поперечной подачи | мм/мин | 1000 |
| Количество управляемых координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Точность позиционирования | мм | 0,01 |
| Повторяемость | мм | 0,003 |
| Диапазон частот вращения шпинделя | 1/об. | 20…2500 |
| Максимальная скорость быстрых продольных перемещений | м/мин | 15 |
| Максимальная скорость быстрых поперечных перемещений | м/мин | 7,5 |
| Количество позиций инструментальной головки | 6 | |
| Мощность привода главного движения | кВт | 11 |
| Суммарная потребляемая мощность | кВт | 21,4 |
| Габаритные размеры станка | мм | 3700х2260х1650 |
| Масса станка (без транспортера стружкоудаления) | кг | 4000 |
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.

В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Станок токарно-винторезный с ЧПУ 16к20ф3
Станок после капитального ремонта, паспортные нормы точности, гарантия 6 месяцев. Новая современная система ЧПУ NC-210 (БалтСистем) или другая ЧПУ по желанию заказчика.
Станок предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Токарный станок 16К20Ф3 сконструирован на базе токарно-винторезного станка 16К20, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована также конструкция.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СТС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
Обозначение токарного станка 16К20Ф3
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1 — токарный станок (номер группы по классификации ЭНИМС) 6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС) К – поколение станка или обозначение завода — производителя: А, К — Станкостроительный завод Красный Пролетарий Б — Средневолжский станкостроительный завод В — Астраханский станкостроительный завод ВТ — Витебский станкостроительный завод Д — Алма-Атинский станкостроительный завод им. 20-летия Октября Е, Л- Ереванское станкостроительное ПО 20 – высота центров над станиной (220 мм) Буквы в конце обозначения модели: Г – исполнение станка с выемкой в станине К – исполнение станка с гидрокопировальным устройством М – исполнение станка для серийного производства с гидрокопировальным устройством П – исполнение станка с повышенной точностью по ГОСТ 8-82 В – исполнение станка с высокой точностью по ГОСТ 8-82 Ф1 – исполнение станка с устройством цифровой индикации УЦИ Ф3 – исполнение станка с системой ЧПУ
Обозначение станков в исполнении для встраивания в ГПМ: станок токарный патронно-центровой с ЧПУ мод. 16К20Ф3СХХХ, где XXX —дополнительный индекс, первая цифра которого обозначает тип промышленного робота (ПР), входящего в состав ГПМ:
16К20Ф3СХХХ, где XXX —дополнительный индекс, первая цифра которого обозначает тип промышленного робота (ПР), входящего в состав ГПМ:
1 — Промышленный робот типа M10П.62.01 или РБ242, устанавливаемый па станке
2 — Промышленный робот типа М20П40.01, напольного типа
Обозначение в зависимости от оснащения УЧПУ станок токарный патронно-центровой с ЧПУ модели 16К20Ф3СХХ, где XX — принятый на заводе дополнительный индекс, например 15 — УЧПУ МС2101, 32-УЧПУ 2Р22, 39 — «Электроника НЦ-31» и т. д.
| Модель станка | Модель ЧПУ | Модель привода | Год начала производства |
| 16К20Ф3 | Контур 2ПТ-71, Н22-1М, ЭМ-907, Алкатель CC-221-02P | Приз | 1972 |
| 16K20T1 | Электроника НЦ-31 | Приз | 1972 |
| 16К20Ф3С1 | Контур 2ПТ-71 | Приз | |
| 16К20Ф3С2 | СС221-02Р Алкатель | Приз | |
| 16К20Ф3С32 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20РФ3С32 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20Ф3С132 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20Ф3С232 | 2Р22 | Размер 2М-5-21 | 1985 |
16К20Т1. 02 02 | НЦ-31 | Размер 2М-5-21 | 1987 |
| 16К20Ф3С4 | ЭМ-907 | Приз | |
| 16К20Ф3С5 | Н22-1М | Приз | |
| 16К20Ф3С6 | 1Н22-62 | ||
| 16К20Ф3С8 | 1Н22-61 | ||
| 16К20Ф3С15 | МС2101-01 | ||
| 16К20Ф3С18 | 2У22-62 | Кемтор, Кемрон НРБ | |
| 16К20Ф3С19 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон | 1983 |
| 16К20Ф3С119 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон | 1983 |
| 16К20Ф3С219 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон | 1983 |
| 16К20Ф3С39 | Электроника НЦ-31 | ||
| 16К20Ф3С239 | Электроника НЦ-31 |
Всегда в наличии головки автоматические многопозиционные УГ9326 к токарным станкам с ЧПУ.
Современные аналоги
| Accuway UT-400 | Accuway UT-200L | Optimum L440 | 16ГС32 |
| Наименование параметра | 16К20Ф3С32 | 16К20Ф3С5 | 16К20Ф3С8 |
| Обозначение системы ЧПУ | 2Р22 | Н22-1М | 1Н22-61 |
| Основные параметры станка | |||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 400 | 400 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 220 | 220 |
| Диаметр отверстия в шпинделе, мм | 53 | 53 | 53 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления в стали, мм | 25 | 25 | 25 |
| Предельный диаметр сверления в чугуне, мм | 28 | 28 | 28 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | 22 | 22 |
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 12,5…2000 | 12,5…2000 |
| Количество автоматически переключаемых скоростей | 9 | 9 | 9 |
| Диапазон автоматического переключения | 16 | 16 | 16 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12. 5..200 Ряд II — 50..800 Ряд III — 125..2000 5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное / поперечное, мм | 900/250 | 900/250 | 900/250 |
| Максимальная скорость продольной подачи при нарезании резьбы, мм/мин | 2000 | 1200 | 2000 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | до 20 | 0,01..40 |
| Диапазон скоростей продольных подач, мм/мин | 3.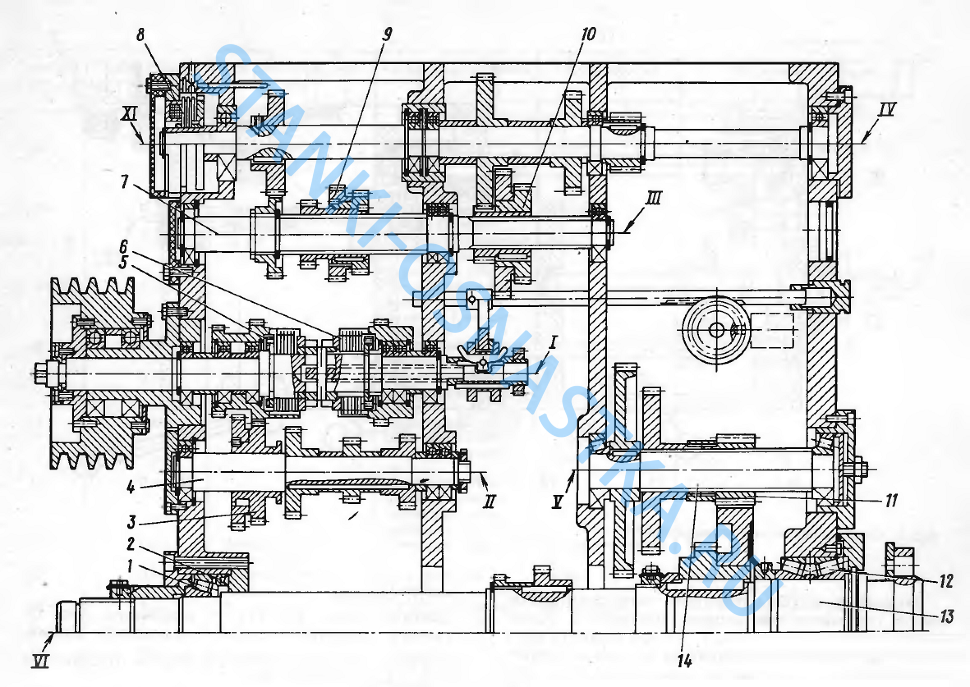 .2000 .2000 | 3..1200 | 1..2000 |
| Диапазон скоростей поперечных подач, мм/мин | 3..2000 | 1,5..600 | 1..2000 |
| Скорость быстрых продольных ходов, мм/мин | 7000 | 4800 | 7500 |
| Скорость быстрых поперечных ходов, мм/мин | 4000 | 2400 | 5000 |
| Дискретность продольного перемещения | 0,002 | 0,01 | 0,01 |
| Дискретность поперечного перемещения | 0,002 | 0,005 | 0,005 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | Н22-1М | 1Н22-61 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,001 | 0,001 | 0,001 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,001 | 0,05 | 0,05 |
| Тип датчика нулевого положения | КВД3-24 | КВД3-24 | |
| Тип датчика обратной связи | РОД-620 | ВТ | |
| Тип резьбонарезного датчика | РОД-620 | ИГР | ИГР |
| Электродвигатель главного привода | А02-52-4СП43, М301 4А132М443, М301 | А02-52-4СП43, М301 4А132М443, М301 | А02-52-4СП43, М301 4А132М443, М301 |
| Мощность двигателя главного привода, кВт | 11 | 11 | 11 |
| Суммарная мощность электродвигателей, кВт | 20 | 20 | 20 |
| Суммарная мощность станка, кВт | 22 | 22 | 22 |
| Габариты и масса станка | |||
| Масса станка с ЧПУ, кг | 5000 | 5000 | 5000 |
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.

Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
Схема электрическая токарно-винторезного станка 16К20Ф3 с ЧПУ NC-210
Ниже приводится эскизы двух страниц схемы электрической принципиальной токарно-винторезного станка 16К20Ф3 с устройством ЧПУ NC-210, главным приводом Mitsubishi FR-A740 и приводами подач осей X и Z — HA-040 и HA-075 соотвественно.
Скачать бесплатно схему электрическую принципиальную токарно винторезного станка 16К20Ф3 (22 листа) в отличном качестве можно по ссылке расположенной ниже. В данном станке используется электропривод главного движения Mitsubishi FR-A740 и электропривода подач HA-040 и Ha-075, поэтому здесь же даны ссылки на документацию по этим электроприводам.
Схема электрическая токарно-винторезного станка 16К20Ф3 с ЧПУ NC-210. (HA-075 и HA-040. Mitsubishi FR-A740).
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.
Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Основные технические характеристики
Кинематическая схема
Эксплуатационные параметры и паспорт этого станка полностью соответствуют аналогу без ЧПУ. Поэтому анализ конструкции следует начать со свойств механической части – основных характеристик и шпинделя.
Общая масса станка составляет 5000 кг вместе с блоком ЧПУ. В зависимости от серии станка возможно несколько вариантов комплектации блоков электронного управления — 2Р22, Н22-1М или 2Н22-61. При этом основные паспортные технические параметры остаются неизменными:
В зависимости от серии станка возможно несколько вариантов комплектации блоков электронного управления — 2Р22, Н22-1М или 2Н22-61. При этом основные паспортные технические параметры остаются неизменными:
- шпиндель. У него диаметр отверстия составляет 5,3 см;
- число рабочих скоростей составляет 12;
- пределы оборотов варьируются от 12,5 до 2000 об/мин;
- автоматических скоростей – 9;
- диапазон переключений – 12;
- конец по ГОСТ 12593-72 соответствует номеру «6К».
Следующим узлом для анализа возможностей станка 16К20Ф3 являются технические характеристики подачи. Они определяют степень точности положения резца и как следствие — качество обработки.
Параметры суппорта:
- смещение (продольное/поперечное). Составляет 90/25 см;
- скорость подачи, необходимой для максимально быстрого нарезания резьбы – 2000 мм/мин;
- пределы шагов для резьбы – от 0,1 до 39,999;
- оптимальная высота резца – 2,5 см;
- число позиций для державки, установленной в резцедержатель – 6.

Также необходимо знать основные параметры различных типов ЧПУ станка 16К20Ф3, указанные в паспорте. Они отличаются незначительно, но это может быть важно для выполнения конкретного вида операции.
Характеристики блока управления:
- количество координат, по которым выполняется обработка деталей – 2;
- дискретность смещения по осям X и Y составляет 0,001 мм;
- наличие датчика нулевого уровня. Он присутствует во всех типах, кроме 2Р22;
- датчик обратной связи. Отсутствует в модели Н22-1М;
- номинальная мощность электродвигателя главного привода – 11 кВт;
- суммарная мощность оборудования составляет 22 кВт.
Для обеспечения безопасности в конструкции предусмотрен механизм принудительной остановки при открытии дверей управляющих блоков. При проведении ремонтных или пуско-наладочных работ переключатель БУ2 должен быть поставлен в положение «дверь открыта». Это подробно описано в паспорте токарного оборудования.
Для предотвращения самопроизвольного включения в схеме станка 16К20Ф3 есть нулевая защита.
 При снижении напряжения до 80% от номинальной она автоматически отключает оборудование.
При снижении напряжения до 80% от номинальной она автоматически отключает оборудование.Токарно-винторезный станок 16К20Ф3 с устройством ЧПУ NC-210 оснащем главным приводом Mitsubishi FR-740 и двумя приводами подач HA-075 и НА-040 по оси Z и X соотвественно. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство. Особенности конструкции:
| |
 Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций. В начальный момент движения этой кулачковой муфты вал 4 подается влево, при этом подвижная полумуфта 6 плоскозубчатой муфты отходит от неподвижной полумуфты 3 и резцедержатель начинает поворот в нужную позицию, которая определяется при нажиме кулачка 10 на соответствующий конечный выключатель 9. Затем происходит реверс двигателя и полумуфта 7 вращается в другую сторону, при этом полумуфта 6 с инструментальной головкой удерживается от поворота фиксатором. Кулачки полумуфты 7 упираются в кулачки полумуфты 8, пружина 5 сжимается и полумуфта 6 фиксируется на зубьях полумуфты 3. Конечный выключатель зажима подает команду, электродвигатель поворота отключается, и начинается рабочий цикл обработки.
В начальный момент движения этой кулачковой муфты вал 4 подается влево, при этом подвижная полумуфта 6 плоскозубчатой муфты отходит от неподвижной полумуфты 3 и резцедержатель начинает поворот в нужную позицию, которая определяется при нажиме кулачка 10 на соответствующий конечный выключатель 9. Затем происходит реверс двигателя и полумуфта 7 вращается в другую сторону, при этом полумуфта 6 с инструментальной головкой удерживается от поворота фиксатором. Кулачки полумуфты 7 упираются в кулачки полумуфты 8, пружина 5 сжимается и полумуфта 6 фиксируется на зубьях полумуфты 3. Конечный выключатель зажима подает команду, электродвигатель поворота отключается, и начинается рабочий цикл обработки.
 Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.

| Основные технические данные | |
| Расстояние от базовой плоскости до оси автоматической головки, мм | 121 |
| Количесто позиций | 8 |
| Диаметр отверстия в диске под резцедержатели по ГОСТ 24900-81, мм | 40H7 |
| Максимальный допустимый опрокидывающий момент от усилия резания, кНм | 2,8 |
| Стабильность индексации головки, мкм | |
| по оси X | 3 |
| по оси Z | 11 |
| в вертикальной плоскости | 3 |
| Масса, кг, не более | 130 |
| Габаритные размеры (без режущих и вспомогательных инструментов), мм, не более: | |
| длина | 480 |
| ширина | 505 |
| высота | 335 |
| Основные технические данные электрооборудования | |
| Род тока питающей сети | переменный, трехфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Напряжение цепи управления, В | 24 |
| Тип электродвигателя привода головки | АИР63В4М301 |
| Мощность электродвигателя, кВт | 0,37 |
| Частота вращения электродвигателя привода, мин-1 | 1500 |
| Тип магнитоуправляемых контактов в датчиках положения | КЭМ-1 |
| Головка автоматическая восьмипозиционная имет одностороннее направление поворота инструментального диска | против часовой стрелки |
| Максимальный дисбаланс | 2 кг м |
| Максимальная масса режущих и вспомогательных инструментов не должна превышать | 45 кг |
Мы занимаемся комплексным обеспечением предприятий России оборудованием к металлообрабатывающим станкам 16К20, 16А20, 1М63, 16М30и за 12 лет работы зарекомендовали себя надежными поставщиками оборудования для самых различных категорий заказчиков. Среди наших заказчиков более трех десятков предприятий, которые приобрели по десять и более револьверных головок УГ-136 к станкам 16К20, 16А20,1М63, 16М30 и с успехом развивают свой бизнес на рынке металлообработки. Ведь наши специалисты предоставляют клиентам квалифицированные технические консультации и рекомендации по внедрению восьмипозиционной револьверной головки УГ-136 и наши заказчики становятся нашими друзьями. Тот факт, что наше предприятие производит оборудование по собственным разработкам, позволяет нам чутко реагировать на изменение спроса, учитывать потребности конкретного заказчика, проводить безусловное гарантийное обслуживание в режиме «скорой помощи» и постгарантийное сопровождение. Благополучно прошла испытание(17лет) на заводах ОАО «КАМАЗ» Автомобильный завод» г.Набережные Челны, ООО «Ижпрэст» г.Ижевск, ООО «Челныпромагрегат»г.Набережные Челны, ОАО «КАМАЗинструментспецмаш» г.Набережные Челны , ООО «НПО РОСТАР»г.Набережные Челны, ОАО «Благовещенский Арматурный Лениногорский механический Пермский Научно-Исследовательский Технический Институт» (ПНИТИ) г. Пермь, ООО «Волгоградский завод спецмашиностроения» г.Волгоград, ОАО «КАМАЗинструментспецмаш» г.Набережные Челны, ЗАО «Редукционно-охладительные установки» г.Барнаул, ООО «Станкотехцентр» г.Таганрог, ООО ПК «Челныпромагрегат» г.Набережные Челны, ООО «Автотехпласт» г.Набережные Челны, ЗАО «НМЗ Энергия»г.Великий Новгород, ОАО «ВМП «АВИТЕК» г.Киров, ООО «УралМеталлОбработка» г.Пермь, ООО «ПНГ-Нефтепромсервис» г.Губкинский, ООО «КОМ» г.Набережные Челны, ООО «Камский моторный завод» г.Набережные Челны, ОАО «АК Туламашзавод» г.Тула, ЗАО «ЭЛЕКТОН» г.Москва, ООО «КАММАШ» г.Набережные Челны, ОАО «Ижевский завод нефтяного машиностроения» г.Ижевск, ООО «Чайковский завод нефтяного оборудования» г.Чайковск, ООО «АлАнД» г.Ижевск, ООО ПК «КамаФлекс» г.Набережные Челны, ООО «Шумихинское Машиностроительное предприятие» г.Курск, ООО «БАМЗ»г.Барнаул, ООО «Уралтехногрупп» г.Пермь, ООО Югточмаш» г.Ростов, ООО «Солдрим — Иж» г.Ижевск, ОАО «АК»Корвет» г.Курган, ОАО «Казанский оптико-механический завод» (КОМЗ) г. Казань, ООО «Сибмаш» г.Курган, ООО «Яргазарматура» г.Чайковск, ООО «Станкосервис» г.Курган
Среди наших заказчиков более трех десятков предприятий, которые приобрели по десять и более револьверных головок УГ-136 к станкам 16К20, 16А20,1М63, 16М30 и с успехом развивают свой бизнес на рынке металлообработки. Ведь наши специалисты предоставляют клиентам квалифицированные технические консультации и рекомендации по внедрению восьмипозиционной револьверной головки УГ-136 и наши заказчики становятся нашими друзьями. Тот факт, что наше предприятие производит оборудование по собственным разработкам, позволяет нам чутко реагировать на изменение спроса, учитывать потребности конкретного заказчика, проводить безусловное гарантийное обслуживание в режиме «скорой помощи» и постгарантийное сопровождение. Благополучно прошла испытание(17лет) на заводах ОАО «КАМАЗ» Автомобильный завод» г.Набережные Челны, ООО «Ижпрэст» г.Ижевск, ООО «Челныпромагрегат»г.Набережные Челны, ОАО «КАМАЗинструментспецмаш» г.Набережные Челны , ООО «НПО РОСТАР»г.Набережные Челны, ОАО «Благовещенский Арматурный Лениногорский механический Пермский Научно-Исследовательский Технический Институт» (ПНИТИ) г. Пермь, ООО «Волгоградский завод спецмашиностроения» г.Волгоград, ОАО «КАМАЗинструментспецмаш» г.Набережные Челны, ЗАО «Редукционно-охладительные установки» г.Барнаул, ООО «Станкотехцентр» г.Таганрог, ООО ПК «Челныпромагрегат» г.Набережные Челны, ООО «Автотехпласт» г.Набережные Челны, ЗАО «НМЗ Энергия»г.Великий Новгород, ОАО «ВМП «АВИТЕК» г.Киров, ООО «УралМеталлОбработка» г.Пермь, ООО «ПНГ-Нефтепромсервис» г.Губкинский, ООО «КОМ» г.Набережные Челны, ООО «Камский моторный завод» г.Набережные Челны, ОАО «АК Туламашзавод» г.Тула, ЗАО «ЭЛЕКТОН» г.Москва, ООО «КАММАШ» г.Набережные Челны, ОАО «Ижевский завод нефтяного машиностроения» г.Ижевск, ООО «Чайковский завод нефтяного оборудования» г.Чайковск, ООО «АлАнД» г.Ижевск, ООО ПК «КамаФлекс» г.Набережные Челны, ООО «Шумихинское Машиностроительное предприятие» г.Курск, ООО «БАМЗ»г.Барнаул, ООО «Уралтехногрупп» г.Пермь, ООО Югточмаш» г.Ростов, ООО «Солдрим — Иж» г.Ижевск, ОАО «АК»Корвет» г.Курган, ОАО «Казанский оптико-механический завод» (КОМЗ) г. Казань, ООО «Сибмаш» г.Курган, ООО «Яргазарматура» г.Чайковск, ООО «Станкосервис» г.Курган
г. НАБЕРЕЖНЫЕ ЧЕЛНЫ
МОДЕРНИЗАЦИЯ
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.
Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
Особенности конструкции и функционала
Внешний вид
Этот станок предназначен для различных типов токарной обработки заготовок. Ограничения по диаметру составляют 40 см при наружном обтачивании. При внутреннем точении длина заготовки не должна превышать 100 см.
Главным преимуществом является возможность установки различных типов ЧПУ – замкнутые, разомкнутые и СТС. Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Дополнительно наличие автоматического управления позволяет выполнять следующие операции на токарном станке 16К20Ф3, указанные в паспорте:
- автоматический контроль за значением подачи;
- изменение количества оборотов вращения шпинделя;
- возможность формирования резьбы согласно составленной программе.
К этим качествам стоит добавить высокую точность выполняемых работ и хорошие эксплуатационные характеристики. Согласно классификации ГОСТ 8-82 станок 16К20Ф3 имеет показатель точности «П». Для адаптации к конкретному типу выполняемых операций токарное оборудование этого типа может комплектоваться дополнительными модулями и расширенным диапазоном настроек.
В качестве дополнительных компонентов станки могут поставляться с транспортером стружкоудаленеия или без него. Для этого необходимо специальное основание, параметры которого указаны в паспорте.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.
Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
16К20Т1 Расположение органов управления токарным станком
Расположение органов управления токарным станком 16К20Т1
16К20Т1 Перечень органов управления токарным станком
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Ручной генератор перемещения суппорта
- Гнездо для рукоятки поперечного перемещения суппорта
- Рукоятка зажима пиноли задней бабки
- Пульт управления и индикации системы ОСУ
- Рукоятка зажима задней бабки на станине
- Кнопка «Аварийный останов»
- Ось ручного перемещения каретки
- Кнопка «Схода с аварийного кулачка»
- Переключатель «Блокировка пульта управления»
- Переключатель охлаждения
- Педаль перемещения пиноли (сдвоенная)
- Переключатель «Пуск», «Стоп» шпинделя и подачи
- Лампочка
- Педаль управления патроном
- Рукоятка переключения скоростей шпинделя
PassPort 3 Машина для тиснения, фальцовки и высечки золотой фольгой
Описание продукта
Слои, которые были сшиты и ламинированы на машинах PassPort 1 и 2R, разделяются на отдельные листы, сгибаются и вырезаются по размеру в высекальной машине. станции с помощью машины PassPort 3.
Обложки для паспорта могут быть с золотым тиснением. Все типы паспортов и электронных паспортов могут быть изготовлены путем объединения PassPort 3 с нашими машинами PassPort 1, 2R и 4.
Скачать брошюру
Части
Техническое обслуживание
Обновления
Мы хотели бы выразить нашу благодарность и признательность за вашу помощь и поддержку в проекте филиппинского электронного паспорта. Благодаря вашему неоценимому вкладу запуск получил положительные отзывы наших сограждан. – Генри П. Курег, президент United Graphic Expression Corporation, Филиппины
Характеристики продукта
Паспортный станок для тиснения, фальцовки и высечки золотой фольгой
Соответствие стандартам
Подходит для (электронных) машиносчитываемых проездных документов (eМСПД) в соответствии со стандартами ISO и ICAO.
Производительность и технология
Дизайн и модульность
- Жесткая конструкция для увеличения ожидаемого срока службы (>30 лет)
- Модульная компоновка для размещения различных типов паспортов и будущих обновлений
| Слои | Буклеты | |
|---|---|---|
| Циклов/мин | макс. 25 слоев | макс. 50 брошюр |
| Толщина слоя | макс. 3 мм | макс. 6 mm |
| Sewn side | 224 mm – 330 mm | 105 mm – 210 mm |
| Unsewn side | 65 mm – 120 mm | 140 mm – 246 mm |
| | | |
PassPort 3 Basic Equipment
- Feeding of sewn and laminated layers
- Separating cut into single ups
- Creasing station with optional heating
- Folding
- Spine pressing station with optional heating
- Высечка
- Доставка
Дополнительные опции
- Золотое тиснение с обточкой паспорта
- Контроль качества тиснения золотом с помощью камеры с автоматическим отбраковыванием
- Проверка чипа с полностью автоматизированным отбраковыванием дефектных чипов без остановки производства
- Регистрация используемых UID чипов и другие функции отслеживания
- Вертикальная подача книг, подача журналов
Модульная система изготовления паспортов BW Papersystems предлагает индивидуальные решения, в том числе электронные паспорта RFID, хранящие биометрические данные, высокопроизводительное челночное шитье и новые технологии ламинирования обложек и чипов.