Токарный станок 1Д601: технические характеристики, обзор
Относящийся к настольному типу токарный станок 1Д601 выпускался заводом прецизионных станков города Кировокан (на данный момент Ванадзорский завод «Автогенмаш»). Устройство используется для выполнения токарной обработки болванок небольших размеров из таких материалов, как: пластик, металл и древесина. Обработка может производиться в центрах и патроне.
Главным достоинством установки является легкость и удобство, что позволяет использовать ее в условиях учебных мастерских и домашнего производства. Надежность элементов конструкции и кинематической схемы позволяют производить точную обработку на протяжении длительного эксплуатационного периода. Выделяется из ряда малогабаритного токарного оборудования своей долговечностью, простотой и надежностью эксплуатации.
- Узлы токарного станка 1Д601
- Технические характеристики
Узлы токарного станка 1Д601
Основа в рассматриваемой модели – отливка с треугольными направляющими. В ее левой части находятся два крепежных отверстия для монтажа переднего узла, и два отверстия снизу, посредством которых агрегат фиксируется на столешнице. Т-образная выемка предназначена для установки заднего узла в выбранном положении. Совпадение оси главного вала с осью пиноли обеспечивается треугольными направляющими.
В ее левой части находятся два крепежных отверстия для монтажа переднего узла, и два отверстия снизу, посредством которых агрегат фиксируется на столешнице. Т-образная выемка предназначена для установки заднего узла в выбранном положении. Совпадение оси главного вала с осью пиноли обеспечивается треугольными направляющими.
Передний узел устанавливается на направляющие посредством двух гаек и шпилек. Корпус узла закрыт герметичными крышками, что предотвращает утечку масла.
Главный вал установлен на опорах – спереди на двух упорных подшипниках и сзади на радиальном подшипнике. На конце вала установлен шкив, который передает элемент вращения валу от двигателя посредством плоского ремня. На передней части вала установлена планшайба, которая фиксируется тремя винтами. Главный вал переднего узла представляет собой пустотелую трубу, что позволяет обрабатывать болванки диаметром до 1 см.
Резцедержатель крепится к основанию агрегата гайками и болтами. Нижняя и верхняя каретки перемещаются механически посредством ходовых винтов и гаек по трапециевидным направляющим. На перпендикулярный и осевой ходовые винты нанесена резьба, позволяющая получить цену деления лимба в 0,05 мм на маленьком диаметре. Для установки резцовой головки на верхней каретке находятся Т-образные выемки.
На перпендикулярный и осевой ходовые винты нанесена резьба, позволяющая получить цену деления лимба в 0,05 мм на маленьком диаметре. Для установки резцовой головки на верхней каретке находятся Т-образные выемки.
При работе с коническими поверхностями поворотная часть резцедержателя устанавливается на необходимый угол. Для этого сухарики ослабляются поворотом эксцентриков, верхнее основание поворачивается так, чтобы риски основания совместились со шкалой нижней каретки, и сухарики опять затягиваются.
При фиксации на основании планка резцедержателя упирается в узкий прилив основы, а гайка затягивается. Планка переставляется посредством рукояти, которая ослабляет ее крепление, что обеспечивает обработку заготовок различных диаметров.
Задний узел предназначен для работы с болванками в центрах, высверливания отверстий и удержания заготовок большой длины. Пиноль передвигается при помощи винта от маховика, а ее конус выполнен под оправку и центр патрона. Пиноль передней части зажимается рукояткой, расположенной в разрезе.
Задний узел фиксируется на основе в требуемом положении сухариком и эксцентриком с рукоятью. Выталкивание сухарика в процессе перемещения заднего узла осуществляется за счет пружины, расположенной под ним.
Оборудование фиксируется на столешнице шайбами, шпильками и гайками. Работает устройство от однофазного двигателя, чья мощность составляет 180 Вт, а скорость вращения – 1400 об/мин. На валу двигателя установлен шкив.
Ремень натягивается за счет перемещения двигателя, которое осуществляется при ослаблении гаек, натягивании ремня и затягивании гаек. При перебрасывании ремня по ступеням шкивов становятся доступны три скорости главного вала.
Технические характеристики
- класс точности по ГОСТу – Н;
- диаметр болванки в максимальном значении: над основой – 12,5 см; над резцедержателем – 7,5 см;
- длина болванки в максимальном значении: в центрах – 18 см; без переустановки резцедержателя – 5,5 см;
- конус главного вала — Морзе КМ2;
- прямое вращение: количество ступеней – 3; скорость вращения – 700, 1400, 2800 об/мин;
- конус заднего узла – Морзе 1;
- передвижение пиноли в максимальном значении – 3,5 см;
- размеры – 680х20х22 см;
- вес – 30 кг.

Видео: маленький токарный станок по металлу 1Д601.
Republished by Blog Post Promoter
Токарный станок 1д601: технические характеристики, схемы, описание
Относящийся к настольному типу токарный станок 1Д601 выпускался заводом прецизионных станков города Кировокан (на данный момент Ванадзорский ). Устройство используется для выполнения токарной обработки болванок небольших размеров из таких материалов, как: пластик, металл и древесина. Обработка может производиться в центрах и патроне.
Главным достоинством установки является легкость и удобство, что позволяет использовать ее в условиях учебных мастерских и домашнего производства. Надежность элементов конструкции и кинематической схемы позволяют производить точную обработку на протяжении длительного эксплуатационного периода. Выделяется из ряда малогабаритного токарного оборудования своей долговечностью, простотой и надежностью эксплуатации.
Сведения о производителе токарного настольного станка 1Д601
Производителем настольного токарного станка 1Д601 является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Кироваканским заводом прецизионных станков
- 1Д601
— станок токарный настольный Ø 125 - 1Е604
— станок токарно-винторезный повышенной точности Ø 200 - 16Б05П
— станок токарно-винторезный повышенной точности Ø 250 - 16Т02П
— станок токарный настольный повышенной точности Ø 125 - 16Т04а
— станок токарный особо высокой точности Ø 200 х 350 - 16У03П
— станок токарно-винторезный повышенной точности Ø 160 - 16У04П
— станок токарно-винторезный повышенной точности Ø 200 - 1600
— станок токарный настольный повышенной точности Ø 100 - 1603
— станок токарно-винторезный повышенной точности Ø 160 - С193н
— станок токарный настольный повышенной точности Ø 200 - С-193
— станок токарный настольный повышенной точности Ø 200 - С-155
,
СА-155
— станок сверлильный настольный Ø 3
Общая информация
Токарный станок 1Д601 создан на основе промышленных моделей малогабаритных станков повышенной и особо высокой точности 16Т02П и 16Т02А.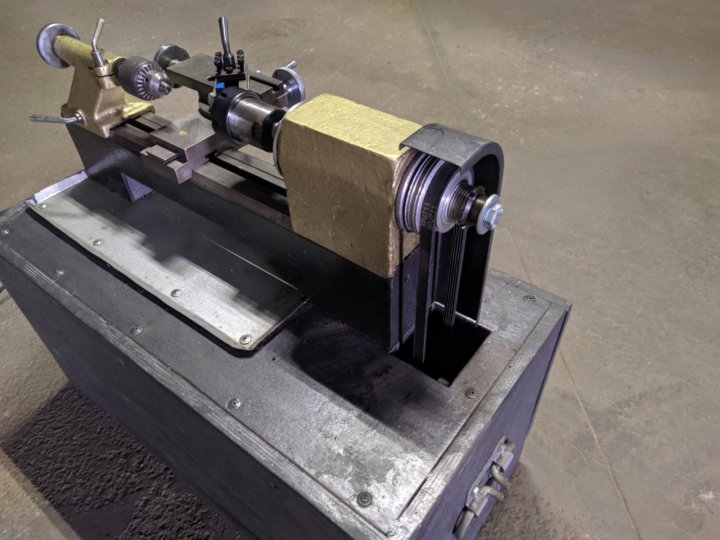 От своих старших собратьев он отличается понижением точности обработки и некоторыми техническими характеристиками:
От своих старших собратьев он отличается понижением точности обработки и некоторыми техническими характеристиками:
- точность подачи суппорта — 50 мкм вместо 10 мкм;
- максимальный длина заготовки в центрах — 180 мм вместо 250 мм;
- максимальный ход пиноли — 55 мм вместо 65 мм;
- диапазон скоростей шпинделя — 700÷2800 об/мин вместо 400÷4000 об/мин;
- количество ступеней на шкиве главного привода — 3 вместо 6;
- мощность электродвигателя — 180 Вт вместо 250 Вт.
Но, пожалуй, самое главное отличие 1Д601 от станков промышленного назначения — это довольно низкое качество большинства его узлов и агрегатов, а также плохое качество сборки. Самыми главными проблемами этих станков всегда были сверхнормативные люфты шпиндельного узла и сопряжения салазок суппорта с направляющими станины. Также много нареканий вызывает качество и монтаж подшипников шпинделя и зажимного патрона.
Тем не менее, этот токарный станок до сих пор остается одной из самых популярных настольных моделей, благодаря своим небольшим габаритам и весу, невысокой стоимости, а также легкости ремонта и модернизации с применением узлов и приспособлений от другого оборудования.
1Д601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применениятокарного станка 1Д601 — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Кировокан (сегодня г. Ванадзор).
Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 75 мм;
- Расстояние между центрами — 180 мм;
- Наибольшая длина обтачивания при одной установке суппорта — 55 мм;
- Питающая сеть — 220 В;
- Электродвигатель привода шпинделя — однофазный АВЕ-071-4; 0,180 кВт; 1400 об/мин;
- Вес станка — 30 кг.
Передняя бабка и шпиндель токарного станка 1д601
- Конец шпинделя резьбовой — М27х3 мм
- Стандартный диаметр токарного трехкулачкового патрона — Ø 80 мм
- Диаметр сквозного отверстия в шпинделе — Ø 10,2 мм;
- Наибольший диаметр обрабатываемого прутка — Ø 10 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 2;
- Обороты шпинделя — 700, 1400, 2800 об/мин;
- Передняя опора шпинделя — радиальные шарикоподшипники № 46205 2 шт;
- Задняя опора шпинделя — радиальный шарикоподшипник № 205 1 шт;
- Смазка подшипников — густая смазка ЦИАТИМ-201 ГОСТ 6257;
- Торможение шпинделя — нет;
Характеристики устройства
По своим технологическим возможностям 1Д601 ничем не отличается от промышленных универсальных токарных станков. Он способен выполнять практически все основные токарные операции, в том числе:
Он способен выполнять практически все основные токарные операции, в том числе:
- цилиндрическую и коническую обточку и расточку;
- обработку торцев;
- нарезание резьбы;
- сверление, развертку, зенкерование и резьбонарезание метчиком.
Предельные размеры при обточке деталей типа вал составляют: по длине — 180 мм, по диаметру — до 75 мм, а диаметр деталей типа диск — до 125 мм (над станиной). 1Д601 имеет класс точности Н и на нем можно обрабатывать заготовки из различных металлов, их сплавов, дерева и пластика. Технические особенности станка (нежесткость конструкции, небольшой вес и настольная установка) не позволяют вести точную обработку металлов (особенно сталей) на больших глубинах и скоростях резания.
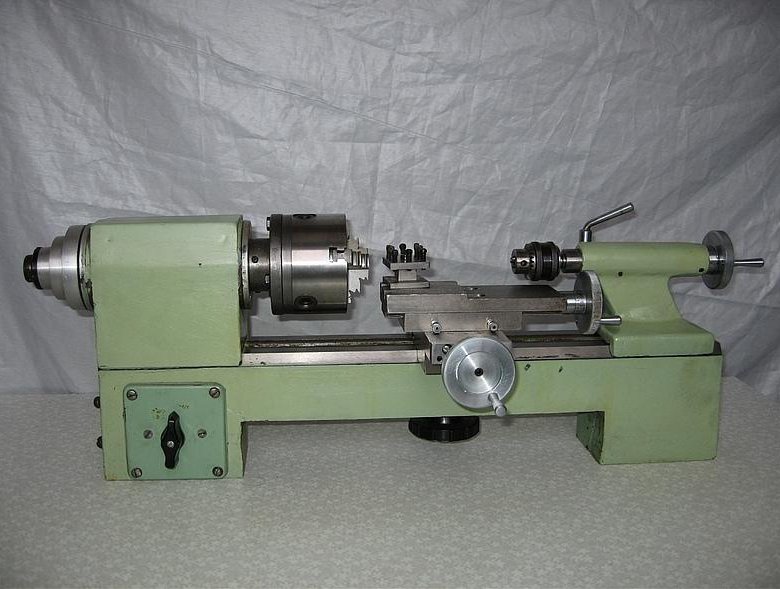
1Д601 Общий вид токарного станка
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
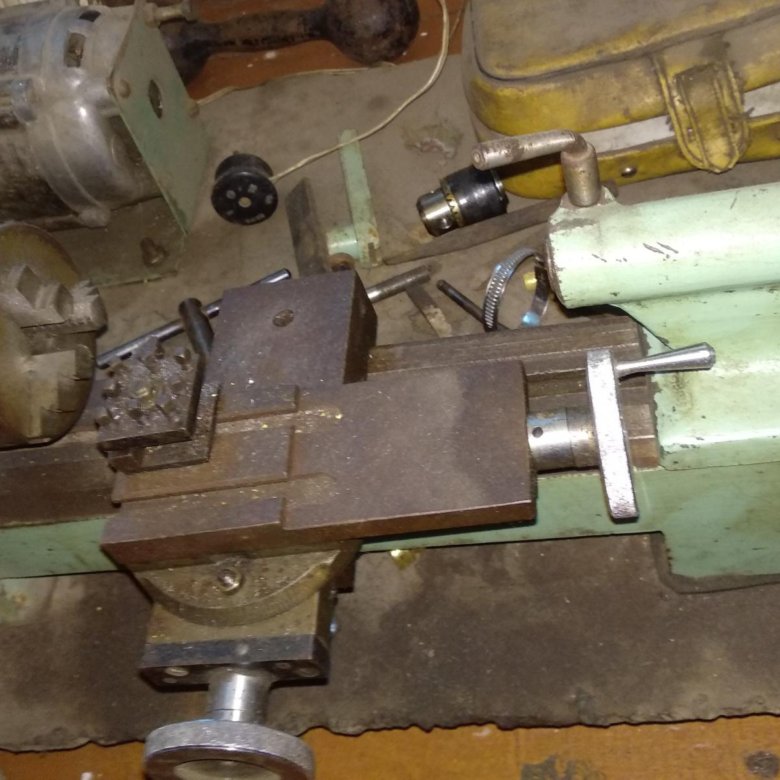
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Инструкция по применению агрегата, паспорт
Перед работой необходимо ознакомиться с инструкцией по эксплуатации. Обязательно проверить, заземлен ли станок. Затем можно осуществлять первоначальный пуск, первоначально смазав станок. Шпиндель следует запустить и дать ему отработать на холостом ходу в течение 3–4 минут.
Обязательно проверить, заземлен ли станок. Затем можно осуществлять первоначальный пуск, первоначально смазав станок. Шпиндель следует запустить и дать ему отработать на холостом ходу в течение 3–4 минут.
При работе на токарном оборудовании обязательно соблюдать правила безопасности. Рабочее место у станка не должно быть скользким и загроможденным, а сам мастер должен работать в защитных очках. Нельзя пользоваться не заточенным или неисправным инструментом.
Настольный станок 1Д601 не выпускается с 1988 года. Но до сих пор используется в частных мастерских и многих школах. Такое оборудование можно приобрести на вторичном рынке, в поношенном или модернизированном состоянии. При своей небольшой массе и больших возможностях для ремонта и долгим сроком службы данное оборудование остается востребованным среди специалистов.
1Д601 Конструкция токарного станка
Конструкция токарного настольного станка 1д601
Станина токарного станка 1Д601
Станина (дет. 0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка (узел 02—00) крепится на направляющих станины при помощи 2-х шпилек и гаек (дет. 21 и 19). В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1Д601
С 2-х сторон корпус закрывается крышками (дет. 0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.
0222), предотвращающими утекания смазывающего масла из корпуса.
3-х ступенчатый шкив (дет. 0212) установлен консольно на конце шпинделя и передает вращение шпинделю от электродвигателя через синтетический плоский ремень. Передний внутренний конус шпинделя под центр выполнен конусом Морзе КМ2, а задний конус для оправки заточного устройства — под углом 40° с посадочным диаметром 10А.
На передний конец шпинделя надевается шайба патрона (дет. 0751) по резьбе шпинделя М27 х 3 до упора в буртик шпинделя и стопорится 3-мя винтами (дет. 22). Шпиндель передней бабки имеет сквозное отверстие Ø 10,2, что дает возможность обрабатывать прутки диаметром до 10 мм.
Разборку передней бабки в случае необходимости следует начинать с отвинчивания гайки (дет 0216) по часовой стрелке, если смотреть со стороны шкива. Резьба гайки левая. Далее снимается шкив и выпрессовывается шпиндель. Сборку следует производить по рис. 1.
Суппорт токарного станка 1Д601
Суппорт крестовый (узел 05—00) устанавливается и крепится при помощи болта и гайки (дет 0345 и 0354) на станине станка. Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов М6 х 1 дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках (дет. 0311) имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики (дет 0338) поворотом эксцентриков (дет 0335) и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок 4°.
При установке суппорта на станине необходимо упереть планку суппорта (дет. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1Д601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки (дет. 0421) перемещается винтом М6 Х 1 (дет. 0422) от маховичка (дет. 0426) Конус пиноли выполнен кону сом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса (дет. 0411) имеется разрез с зажимной рукояткой (дет 0343) Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика (дет 0432) и эксцентрика с рукояткой (дет 0429). Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1Д601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками (дет. 10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости 700, 1400 и 2800 об/мин.
Узловые агрегаты станка
В паспорте модели 1д601 значится несколько узловых агрегатов, которые обеспечивают его функциональность. В инструкции по эксплуатации приводятся подробные правила работы с отдельными модулями. Настольный токарный агрегат состоит из следующих главных узлов:
- Небольшая по размерам станина, позволяет легко транспортировать устройство.
- Подвижная бабка, расположенная спереди станка.
- Удерживающий суппорт.
- Задняя бабка агрегата.
- Привод.
Дополнительным оснащением считаются лимбы станка 1д601, отвечающие за точное смещение заготовки относительно главного резца. При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
Конструктивная схема станка
Станина модели 1д601
Описание главного узла токарной установки следует начинать с небольшого общего веса этого элемента конструкции. Станина всегда отягощала паспорта токарных установок, что для многих частных мастерских становилось камнем преткновения. Благодаря небольшому размеру и минимальной массе среди аналогов возможно совершать филигранную обработку небольших болванок.
Функциональное предназначение – основа для движения суппорта, также по направляющим призматического типа перемещается задняя бабка. Такая форма направляющих обеспечивает бесперебойную работу подвижных элементов.
Передняя бабка
Этот элемент имеет средние эксплуатационные вес ы, инженеры не стали наделять его функциональностью, но сделали полностью готовым для осуществления вращательных движений заготовки. Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
Электрическая схема станка
Более совершенные электросхемы позволили существенно повысить производительность. Тонкости электрического оснащения также указываются в паспорте установки.
Суппорт
Продольная подача 1д601 производится простым смещением поворотных рукояток, что обеспечивается подвижным суппортом. Зажимное устройство присоединяется к основной станине болтами с соответствующими гайками. Любое перемещение этой части не снижает полного обзора заготовки.
Назначение суппорта – фиксация заготовки и обеспечение ее продольной подачи к резцу.
Привод
Достоинством силового агрегата станка считается оптимальная мощность и возможность работать с несколькими скоростями. Существует 3 различные по количеству оборотов заготовки скорости:
Существует 3 различные по количеству оборотов заготовки скорости:
- Скорость минимального прямого вращения – 700 об.
- Вращение на 2 скорости достигает величины оборотов в 1400.
- Максимальная производительность привода – 2800 оборотов.
В техническом перечне характеристик можно ознакомиться с кинематической схемой, точных размерах смещений болванок, модификациями каждой отдельной запчасти к установке.
Основные технические характеристики станка 1Д601
| Наименование параметра | 1Д601 | 16Т02П | 16Т02А |
| Основные параметры станка | |||
| Класс точности | Н | П | А |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | 125 |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 75 | 75 |
| Высота центров над плоскими направляющими станины, мм | 68 | 68 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 250 | 250 |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 65 | 65 |
| Наибольшая высота резца, мм | 8 x 8 | 8 x 8 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 10,2 | 10,2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 0 | Морзе 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 400, 630, 1000, 1250, 2500, 4000 | 400, 630, 1000, 1250, 2500, 4000 |
Суппорт. Подачи Подачи | |||
| Продольное перемещение суппорта | Ручное | Ручное | Ручное |
| Наибольшее поперечное перемещение суппорта, мм | 60 | 60 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 65 | 65 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота верхней каретки суппорта, град | ±30 | ±30 | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 0 | Морзе 0 |
| Наибольшее перемещение пиноли, мм | 35 | 40 | 40 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 0,180 (1400) | 0,25 | 0,25 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 695 х 520 х 300 | 695 х 520 х 300 |
| Масса станка, кг | 30 | 35 | 35 |
- Станок настольный токарный модели 1Д601. Руководство по эксплуатации, Кировакан, 1979
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Руководство по эксплуатации, Кировакан, 1979
Руководство по эксплуатации, Кировакан, 1979Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
 Обзор
ОбзорГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Технические характеристики этого станка следующие:
- конус главного вала – Морзе КМ2, заднего узла – Морзе 1;
- класс точности в соответствии с ГОСТом – Н;
- максимальное значение диаметра болванки – 0,125 м, выше резцедержателя – 0,075м;
- скорость вращения ступеней – 700, 1400, 2800 оборотов в минуту;
- максимальный показатель длины болванки – 0,18 м, без переустановки держателя резцов количество ступеней прямого вращения – 3;
- габариты станка – 0,68*0,2*0,22 м;
- максимальное значение при передвижении пиноли – 0,035 м;
- вес – 30 килограммов.

Дополнительные приспособления
Накладное полировальное приспособление предназначено для наружного шлифования и полирования деталей типа валов. Процессы шлифования и полирования осуществляются склеенными абразивными лентами. Перед шлифованием (полированием) абразивными лентами поверхности деталей должны быть обработаны точением или шлифованием с заданной точностью геометрической формы. Приспособление устанавливается на резцедержателе суппорта. Для охлаждения режущего инструмента применяется установка для распыления жидкости. Уборка стружки производится в металлические ящики, установленные в специальном бетонированном углублении фундамента с задней стороны станка.
| Технические характеристики | Параметры |
| Наибольший диаметр обработки над станиной, мм | 2 000 |
| Диаметр обработки над суппортом, мм | 1 600 |
| Расстояние между центрами, мм | 10 000 — 24 000 |
| Наибольший вес обрабатываемой детали, т | 63 |
| Частота вращения шпинделя, мин-1 | 1 — 125 |
| Класс точности | Н |
| Мощность электродвигателя постоянного тока привода главного движения, кВт | 100 |
| Габаритные размеры станка (Д х Ш х В), мм | 17120-. .х3250×2850 .х3250×2850 |
| Масса станка, кг | 103 000 — … |
CC-D6000Ehs Высокоскоростной настольный токарный станок с ЧПУ
CC-D6000Ehs
WABECO
CC-D6000Ehs Настольный токарный станок с ЧПУ. Высокоточный инструментальный цех Настольный токарный станок с ЧПУ Сделано в Германии, изготовлено на современной производственной линии. Токарный станок прибывает с протоколом заводских приемочных испытаний.
Машина полностью собрана, протестирована и настроена для работы под ключ.
Особенности
- Мощный высокоскоростной двигатель 2 л.с.
- Бесступенчатая регулировка скорости от 50 до 4000 об/мин.
- Бесщеточные серводвигатели
- Отверстие 30 мм
- Направляющие типа «ласточкин хвост»
- Высокоточные шарико-винтовые пары
- Крышка конической пружины шарико-винтовой передачи оси Z
- Современное ЧПУ и ручное управление.
- Программа управления ЧПУ MotusCNC на базе Linux
- Принимает стандартные файлы G-кода (коды G и M)

В комплект поставки CC-D6000Ehs входят:
- Токарный станок с ЧПУ CC-D6000Ehs
- Сервоконтроллер ЧПУ
- ПК All-In-One на базе Linux с установленным программным обеспечением MotusCNC
- Ограниченная гарантия на детали сроком на 1 год.
(Продукт показан в дополнительном защитном кожухе со встроенной системой охлаждения)
Токарный станок с ЧПУ лучше всего подходит для вас.
Если у вас есть вопросы, позвоните нам по телефону (408) 847-7796 или НАПИШИТЕ НАМ ПО ЭЛЕКТРОННОЙ ПОЧТЕ.
Distance between centers
600mm
23.6″
Height of centers
135mm
5.3″
Swing Over Bed
270mm
10.6″
Travel of Cross Slide
140mm
5,5″
Ход верхней направляющей
60 мм
2,4 дюйма
Вращение верхней направляющей
360 градусов
Конус отверстия шпинделя
MT3
Hole through Spindle
30mm
1. 18″
18″
Rotational Accuracy
0.005mm
0.0002″
Cylindrical turning to 100mm (4″) without support
0.01mm
0.0004″
Voltage
208 -230 В, 50/60 Гц (дополнительно 110 В, 50/60 Гц)
Потребляемая мощность
2,0 кВт (2,6 л.с.)
Скорость вращения шпинделя
2,6 л.с.) 50-4000 об/мин, бесступенчатая регулировка
Автоматическая подача
0,085 мм/оборота и 0,16 мм/Rev
0,0033 дюйма/оборота и 0,0063 дюйма/Rev
. Скорость пути x и z с программным обеспечением Motucknc
1 до 2500 мм/мин
0,04 ″ до 100 ″/min
Точность позиционирования с высокими точными шариковыми винтами
+/- 0,01 мм
+/- 0,0004 ″
Ручка резьбы (Руководство)
0,25 мм- 7,0 мм
10–40 TPI
0,25 мм- 7,0 мм
10–40 TPI
. Нарезка резьбы (ЧПУ)
Программируемая
Программируемый
Taper в шпинделе для хвоста
MT2
Trains
65 мм
2,56 ″
Латеральный смещение
+/- 10 мм
+/- 0,39 ″
+/-10 мм
+/- 0,39 ″
+/- 100010
+/-0,39 ″
+/ 100010
+/- 0,39 ″
+/10010
+/- 0,39 ″
+/10010
+/- 0,39 ″
+//- 100010
+/- 0,39 ″
.