Способы Установки И Закрепления Заготовки В Делительной Головке
Главная / Фрезерный станок с ЧПУ / Способы Установки И Закрепления Заготовки В Делительной Головке
Фрезерование многогранников, зубчатых колес, канавок у режущих инструментов, расположенных на цилиндрических, конических и торцовых поверхностях, обычно относят к сложным видам фрезерования.
Большинство фрезерных работ, выполняющихся при сложных видах фрезерования, связано с использованием универсальных делительных головок.
Заготовки, обрабатываемые на фрезерных станках с применением делительных головок, могут быть установлены и закреплены одним из следующих способов: в трехкулачковом патроне; в патроне и в центре задней бабки; в центрах делительной головки и задней бабки, на оправках.
Способ установки заготовки определяется общим правилом единства баз. Согласно этому, фрезеровщик при работах с делительными головками должен пользоваться технологическими базами заготовок, подготовленными при токарной обработке. Например, если заготовка имеет центровые отверстия, то ее следует устанавливать в центрах; если на ней имеются обработанные отверстия – ее устанавливают на оправке.
Например, если заготовка имеет центровые отверстия, то ее следует устанавливать в центрах; если на ней имеются обработанные отверстия – ее устанавливают на оправке.
Установка заготовки в патроне делительной головки
В патроне устанавливают и закрепляют заготовки преимущественно круглой формы и небольшой длины. В случае, если заготовка займет неправильное положение и перекосится, следует проверить радиальное биение наружного цилиндра с помощью индикатора, установленного на столе станка. Измерительным штифтом индикатора с небольшим натягом касаются поверхности заготовки со стороны незакрепленной части. Поворотом рукоятки делительной головки вверх вручную отсоединяют червяк от червячного колеса и поворачивают шпиндель с заготовкой не менее чем на один оборот.
Величину радиального биения определяют по крайним отклонениям стрелки индикатора относительно шкалы деления. Если оно превышает допустимое, необходимо несколько ослабить закрепление заготовки в патроне легкими ударами молотка из мягкого металла по ее наиболее выступающей части, несколько осадить заготовку и снова проверить радиальное биение.
После заключительной выверки заготовку закрепляют окончательно..
Закрепление заготовки в патроне и в центре задней бабки
Для повышения жесткости заготовки ее устанавливают в патроне и в центре задней бабки. Для этого зацентрованную с одной стороны заготовку предварительно закрепляют (на отрезке длиной до 15 мм) в патроне, в центровое отверстие вводят центр пиноли задней бабки и в таком положении заднюю бабку закрепляют на столе станка. Затем заготовку окончательно закрепляют в патроне и поджимают центр.
Установка заготовки в центрах делительной головки
Установка заготовок в центрах применяется для соблюдения единства технологических баз при обработке деталей на различных станках. Детали большей длины для повышения жесткости установки поддерживают люнетом снизу.
Поводковый центр закрепляют в отверстии шпинделя натяжным винтом. Перед установкой заготовки в центрах независимо от выполняемой работы необходимо проверить совпадение осей центров делительной головки и задней бабки путем их сближения. При этом их вершины должны совместиться.
При этом их вершины должны совместиться.
В случаях, когда условиями обработки требуется большая соосность центров в горизонтальной плоскости, их совпадение проверяют по контрольной гладкой цилиндрической оправке, закрепленной в центрах делительной головки и задней бабки (рис. 1) с использованием индикатора.
Рис. 1. Проверка совпадения центров делительной головки и задней бабки индикатором
Измерительным штифтом индикатора (с натягом около 0,5 мм) касаются верхней поверхности оправки с одной стороны. Перемещая прибор по столу станка в направлении, перпендикулярном к оси оправки, определяют отклонение его стрелки. Затем переносят Индикатор со стойкой на другой конец оправки и, перемещая его в том же направлении, снова фиксируют отклонение стрелки.
По разности измерений определяют несоосность центров и устраняют погрешность. Несоосность центров в горизонтальной плоскости с достаточной для практической работы точностью можно проверить, используя вместо индикатора штангенрейсмас.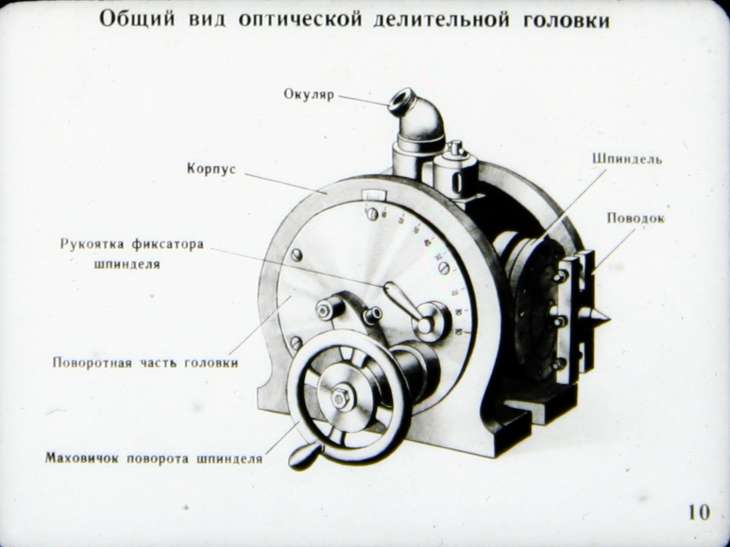 Им измеряют расстояние от поверхности стола до верхней образующей оправки на обоих ее концах и по разности показаний определяют несоосность центров в горизонтальной плоскости.
Им измеряют расстояние от поверхности стола до верхней образующей оправки на обоих ее концах и по разности показаний определяют несоосность центров в горизонтальной плоскости.
Установка детали на оправках делительной головки
На оправках (рис. 2) устанавливают и закрепляют заготовки с окончательно обработанными отверстиями, которые в процессе дальнейшей обработки используются в качестве технологических баз.
Гладкая коническая оправка (рис. 2, a) имеет незначительную конусность с разностью диаметров на концах рабочей поверхности 1…0,05 мм. Оправка со стороны меньшего диаметра устанавливается в отверстие заготовки и запрессовывается. Заготовка, закрепленная таким образом, удерживается силами трения. На торцах оправки имеются центровые отверстия, с помощью которых она закрепляется на центрах делительной головки и задней бабки. Устанавливать оправки с заготовкой в центрах делительной головки следует так, чтобы осевая составляющая сил резания, действующая при фрезеровании, была направлена в сторону большего диаметра оправки (что усиливает закрепление заготовки). В противном случае заготовка может сместиться.
В противном случае заготовка может сместиться.
Рис. 2. Оправки для закрепления заготовок
На рис. 2, б показана центровая оправка с гладкой цилиндрической поверхностью 3, на которую помещают заготовку. Буртик 1 служит упором для торца заготовки, гайка 4 – для ее закрепления. Такие оправки на цилиндрической поверхности могут иметь канавку 2 для призматической шпонки. На них устанавливают и крепят детали, в отверстиях которых есть шпоночная канавка. Это увеличивает надежность закрепления и предупреждает поворот заготовки на оправке в процессе фрезерования.
Заготовки, в отверстиях которых нарезаны шлицы, закрепляются на центровых шлицевых оправках.
Консольная оправка (рис. 2, в) имеет конический хвостовик 1, которым она вставляется в коническое отверстие переднего конца шпинделя и крепится в нем при помощи винта, гладкую цилиндрическую посадочную поверхность 3 со шпоночной канавкой и буртик 2. Закрепление заготовки производится гайкой 4. Оправка данной конструкции обеспечивает установку заготовки без применения центра задней бабки.
К оправкам предъявляются следующие основные требования:
- Минимальное радиальное биение посадочных поверхностей относительно центровых отверстий;
- Низкая шероховатость посадочной поверхности;
- Достаточная твердость, жесткость и прочность материала оправки, отсутствие в ней остаточных деформаций под действием сил резания.
Делительные головки на обрабатывающих фрезерных станках
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем делительные головки на обрабатывающих фрезерных станках.
Делительные головки значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки. Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять поворот ее на требуемый угол, осуществлять деление окружности на равные или неравные части, обеспечивать непрерывное вращение заготовки с различной частотой вращения.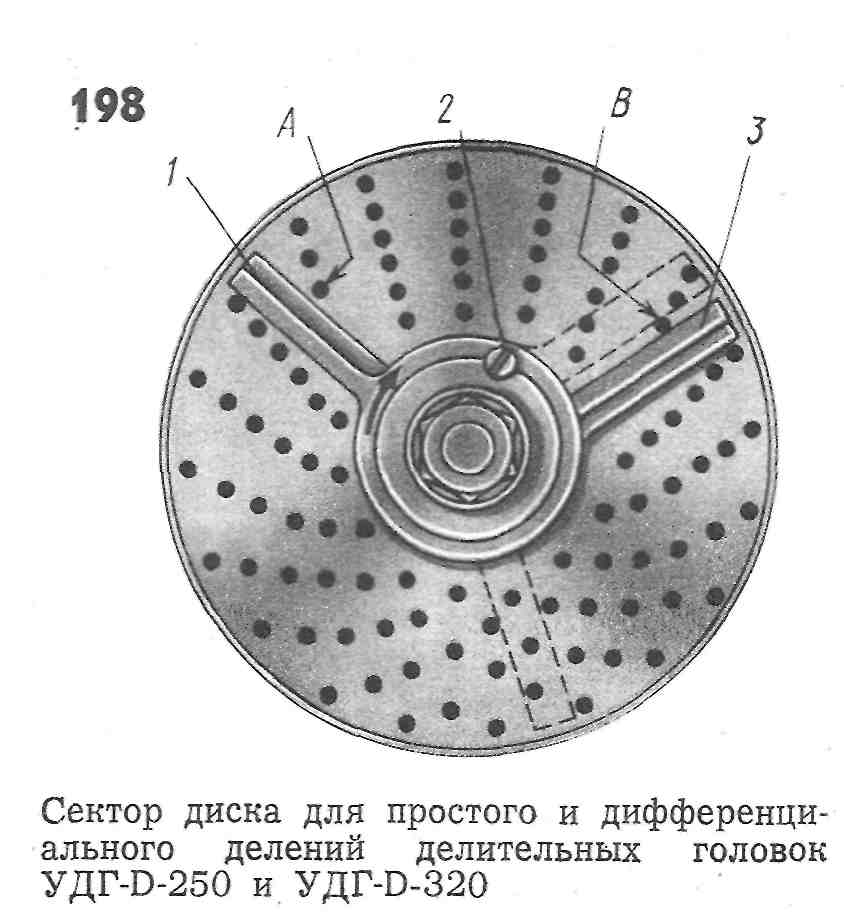
Фрезерование зубьев зубчатых колес, стружечных канавок у сверл, разверток, зенкеров, метчиков, фрез, обработка боковых граней специальных болтов, гаек, изготовление деталей, имеющих форму многогранника, и другие аналогичные работы выполняют с применением делительных головок. Делительные головки изготовляют преимущественно одношпиндельными, однако в серийном и массовом производствах используют и многошпиндельные головки. Большая часть конструкций делительных головок стандартизована.
Делительные головки, в зависимости от их конструкции, обеспечивают непосредственное, простое или дифференциальное деление.
Делительную головку для непосредственного деления (рис. 4.21) применяют в тех случаях, когда необходимо произвести деление окружности на часто употребляемое целое число частей: 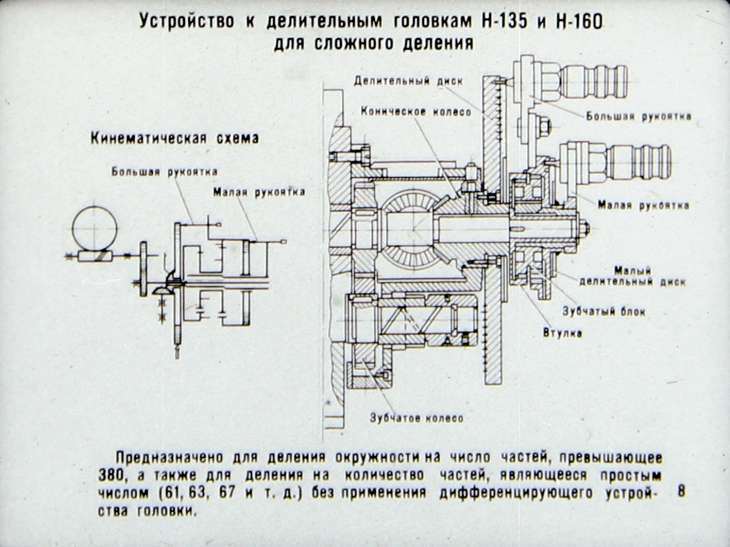 На заднем конце шпинделя закреплен сменный делительный диск 4, имеющий определенное число отверстий (или пазов).
На заднем конце шпинделя закреплен сменный делительный диск 4, имеющий определенное число отверстий (или пазов).
Рис. 4.21. Общий вид делительной головки непосредственного деления
Фиксирование шпинделя в заданном положении осуществляют фиксатором 6 с помощью рукоятки 7. Чтобы повернуть шпиндель с заготовкой в следующее фиксированное положение маховиком 5, его необходимо открепить, рукояткой 7 вывести из зацепления фиксатор 6 и снова маховиком повернуть шпиндель до ввода фиксатора в очередное отверстие. После зажима шпинделя фрезерование заготовки можно продолжить.
Делительные головки для простого деления применяют в случаях, требующих повышенной точности деления окружности на равные или неравные части.
Универсальная делительная головка (рис. 4.22, а) состоит из неподвижного корпуса 1, на основании которого расположены два паза, предназначенные для закрепления головки на столе станка, а также две шпонки для ориентации головки по пазу стола. В центрирующих выточках корпуса установлена поворотная часть головки 2, внутри которой находится пустотелый шпиндель 3.
В центрирующих выточках корпуса установлена поворотная часть головки 2, внутри которой находится пустотелый шпиндель 3.
Рис. 4.22. Универсальная головка:
а – общий вид; б – кинематическая схема
Поворотная часть позволяет устанавливать шпиндель под углом наклона относительно горизонтальной плоскости до 90° вверх и на 10° вниз. Отсчет угла наклона положения шпинделя производят по шкале 
Для большинства случаев делительный диск закрепляют неподвижно относительно поворотной части 2 защелкой 7. Для фиксации диска защелка вводится в зацепление с нарезанными на его боковой поверхности зубчиками и стопорится винтом.
Вращение от рукоятки 6 (при вынутом стержне фиксатора 8) через зубчатую передачу 33/33 передается червячной паре (передаточное отношение 1/40), колесо которой закреплено на валу шпинделя (рис. 4.22, б). Величина, обратная передаточному отношению червячной пары (N = 40), определит так называемую характеристику делительной головки. Число N соответствует количеству оборотов рукоятки, необходимому для поворота шпинделя точно на один оборот.
Отсчет поворота рукоятки, а следовательно, и шпинделя производят по лимбу 11 (цена деления 1º) или по делительному диску. На диске имеется 22 делительных круга по 11 с каждой стороны. Делительным кругом называют ряд отверстий (не сквозных), расположенных на одном диаметре. Количество равномерно размещенных отверстий в рядах делительного диска следующее: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 – с одной стороны и 45, 46, 49, 51, 53, 54, 57, 58, 59, 62 и 66 – с другой.
Количество равномерно размещенных отверстий в рядах делительного диска следующее: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 – с одной стороны и 45, 46, 49, 51, 53, 54, 57, 58, 59, 62 и 66 – с другой.
Раздвижной сектор 10 предусмотрен для удобства отсчета по диску (рис. 4.22, а). Ножки сектора устанавливают таким образом, чтобы между ними находилось необходимое число отверстий.
Для крепления шпинделя в фиксированном положении (рис. 4.22, б) применяют устройство, состоящее из кольца 15, винта 4 и сухарика 14, который при вращении винта перемещается (на схеме вниз) по втулке 13 и прижимается к внешней поверхности кольца. Одновременно втулка перемещается вверх и ее Г-образный прихват давит на внутреннюю поверхность кольца, что и обеспечивает надежное крепление шпинделя головки.
За основной размер делительной головки принимают максимальный диаметр обрабатываемой заготовки. Стандарт предусматривает ряд головок из шести типоразмеров: 160, 200, 250, 320, 400 и 500 мм. Каждому размеру стола станка соответствует определенный тип головки. Например, на стол шириной 320 мм необходимо устанавливать головку для обработки заготовок диаметром 250 мм.
Каждому размеру стола станка соответствует определенный тип головки. Например, на стол шириной 320 мм необходимо устанавливать головку для обработки заготовок диаметром 250 мм.
Непосредственное деление осуществляют поворотом шпинделя 3 вручную на требуемый угол. При этом рукояткой 12 червяк выводят из зацепления с червячным колесом. Отсчет угла поворота ведут по лимбу 11.
Рассмотрим пример простого деления.
Требуется разделить окружность на z равных частей. Следовательно, необходимо определить число поворотов рукоятки np , соответствующее повороту шпинделя на 1/z часть оборота. Это число определяют по формуле:
Если, например, z = 5, тогда 1/z часть оборота шпинделя головки соответствует восьми полным оборотам рукоятки ( np = 8).
При настройке делительной головки для простого деления необходимо соблюдать следующую последовательность приемов:
- защелкой обеспечить неподвижность делительного диска;
- ввести стержень-фиксатор в одно из отверстий делительного диска;
- во избежание ошибки при повторном вводе фиксатора в выбранное отверстие следует отметить его мелом
- или карандашом или подвести ножку сектора до упора в фиксатор;
- закрепить шпиндель головки винтом.


Рукоятку необходимо вращать только по часовой стрелке, что позволит избежать отрицательного влияния люфта цилиндрической и червячной передач на точность поворота заготовки. Если фрезеровщик повернул рукоятку на больший угол, то ее следует возвратить на четверть оборота против часовой стрелки, а затем вновь повернуть по часовой стрелке до заданного отверстия.
Если отношение N/z является дробным числом, то число оборотов рукоятки определяют по формуле:
где А – целое число, характеризующее количество полных оборотов рукоятки, а и б – числитель и знаменатель правильной несокращенной дроби. Например, если z = 33, то
В данном случае необходимо подобрать такой делительный диск, в одной из окружностей которого число отверстий соответствует или кратно знаменателю дробной части полученного соотношения. Дробь 7/33 нужно умножить на такую величину М, чтобы знаменатель соответствовал числу отверстий делительного круга.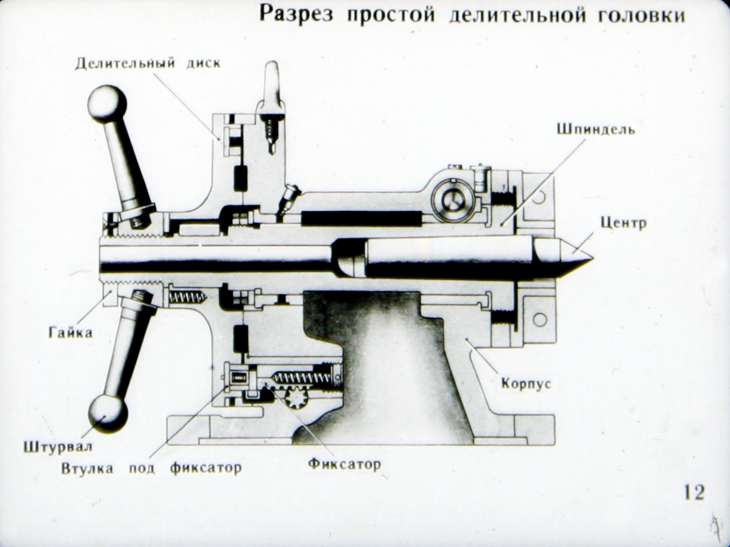 Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Если здесь числитель и знаменатель умножить на 2, то значение знаменателя 66 будет соответствовать числу отверстий одной из окружностей делительного диска.
Рукоятку устанавливают на делительном круге с числом отверстий 66, а стержень-фиксатор вводят в одно из отверстий диска. В процессе деления рукоятку головки поворачивают на один полный оборот и дополнительно на 14/66 часть оборота, которая определяется по отверстиям диска. Количество отверстий, соответствующее величине дополнительного поворота рукоятки и на которое нужно настроить раздвижной сектор, опредляют из выражения:
n = aM+1.
Следовательно, сектор необходимо настроить так, чтобы между его ножками число отверстий на делительном круге 66 соответствовало n = 7 ⋅ 2 + 1 = 15. Затем в этом положении ножки сектора закрепляют винтом 1 (рис. 4.23). После окончания обработки заготовки в данном положении шпиндель открепляют, рукояткой делают один полный оборот и дополнительно 14/66 оборота и фиксатор вводят в отверстие, расположенное рядом с ножкой 2. Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
Сектор поворачивают по часовой стрелке до соприкосновения ножки 3 с фиксатором, снова закрепляют шпиндель и начинают обрабатывать заготовку в новом положении.
При чистовом фрезеровании заготовка иногда должна быть точно ориентирована относительно фрезы, а отверстие диска при этом может не совпадать с фиксатором. В этом случае винтом освобождают защелку, что позволяет осуществить незначительный проворот делительного диска, вполне достаточный для ввода фиксатора в ближайшее отверстие.
Дифференциальное деление применяют в тех случаях, когда на диске отсутствует делительный круг с числом отверстий, равным или кратным знаменателю б. Например, нельзя методом простого деления обеспечить деление окружности на 59; 61; 67; 73 и т.п. Отличие дифференциального способа деления от всех других заключается в том, что отсчет поворота рукоятки 6 (см. рис. 4.22, б) ведется не по неподвижному, а по вращающемуся делительному диску 9.
Для проведения дифференциального деления необходимо расстопорить (отвести защелку 7) делительный диск и соединить шпиндель с делительным диском сменными колесами. При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
При этом колесо z1 устанавливают на оправке, закрепленной в конусном отверстии заднего конца шпинделя, а колесо z4 – на валу 16 конического колеса 17.
Если теперь вращать рукоятку, то при вращении шпинделя будет вращаться и делительный диск. В результате этих движений число оборотов рукоятки np будет соответствовать сумме движения nпр и поворота диска nдоп, т.е. nр = nпр + nдоп. При этом величина где z – заданное число делений оборота шпинделя; iсм – передаточное отношение сменных зубчатых колес.
Возможность получения дополнительного движения рукоятки за счет сменных колес (обеспечивающих поворот делительного диска) и положена в основу методики выполнения дифференциального деления. Поэтому при дифференциальном делении на заданное число частей число nпр (приближенное) выбирают близким к заданному z (в меньшую или большую сторону). При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
При этом оно должно удовлетворять условиям простого деления и по возможности быть кратным N.
Для осуществления деления в соответствии с zпр необходимо сделать nпр = N/ zпр оборотов рукоятки. Теперь с учетом дополнительного движения рукоят- ки запишем соотношение:
отсюда находим iсм = N / zпр ( zпр – z).
Рассмотрим последовательность приемов при дифференциальном делении, например, на число делений 59.
Принимаем
т.е.
Следует иметь в виду, что если величина передаточного отношения положительная, то направление вращения рукоятки и диска совпадают (вращение по часовой стрелке), а если отрицательная – при вращении рукоятки по часовой стрелке диск должен вращаться в противоположном направлении. Для обеспечения этого в набор сменных колес необходимо ввести дополнительное зубчатое колесо (паразитное) в соответствии с определенной схемой. Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Обычно головкам прилагают комплект сменных зубчатых колес с числами зубьев: 25; 30; 35; 40; 50; 55; 60; 70; 80; 90; 100; 127.
Установленному передаточному отношению удовлетворяет следующее сочетание зубчатых колес:
Установка сменных зубчатых колес применительно к рассматриваемому примеру показана на рис. 4.22, б. На шпиндельном валике находится зубчатое колесо z1 = 80, на первом промежуточном пальце гитары z2 = 100, затем z3 = 50, на валике привода делительной головки z4 = 60. Зубчатые колеса 80 и 60 необходимо монтировать на валы со шпонками.
Определяем число оборотов рукоятки при делении:
Затем выбираем делительный круг с числом отверстий 30 и подводим фиксатор к этому кругу. Сектор раздвигаем на 21 отверстие. Следует помнить, что дифференциальное деление возможно только при горизонтальном расположении шпинделя головки.
В специальных справочниках приведены таблицы настройки головок для дифференциального деления на число делений от 51 до 399 с указанием делительного круга, числа пропускаемых промежутков отверстий, числа зубьев сменных зубчатых колес и схемы их установки.
Настройка делительной головки на фрезерование винтовой канавки позволяет обеспечить два взаимосвязанных движения заготовки относительно инструмента – перемещение в продольном направлении и вращение вокруг оси. Первое движение осуществляется за счет продольной подачи стола, второе – благо- даря вращению шпинделя делительной головки. Для взаимосвязи движений делительная головка сменными шестернями z1′, z2′, z3′, z4′ присоединяется к ходовому винту привода продольной подачи стола станка.
При наличии сменных колес вращение ходового винта при перемещении стола в продольном направлении вызовет вращение шпинделя делительной головки. Чтобы получить винтовую канавку, шпиндель при перемещении стола на величину, равную шагу Т нарезаемой канавки, должен сделать один оборот.
Характеристикой универсально-фрезерного станка называется шаг винтовой канавки, полученной при передаточном отношении сменных зубчатых колес, соединяющих винт станка и валик привода делительной головки, равном единице.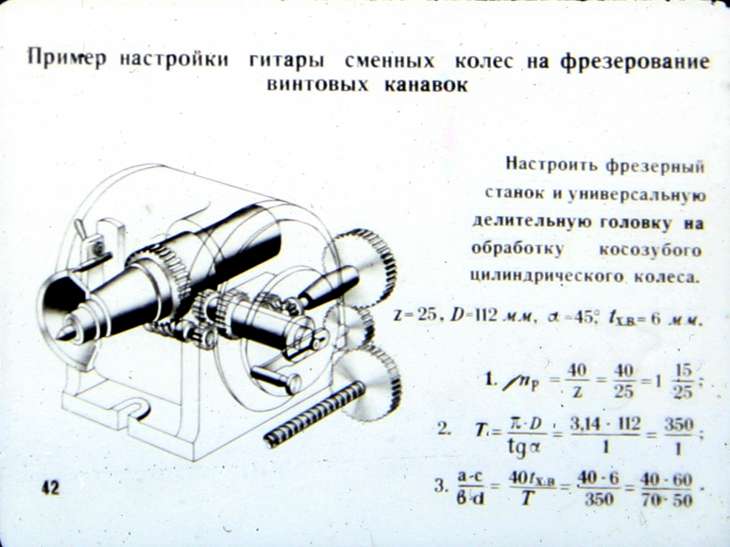
Допустим, что передаточное отношение сменных зубчатых колес, показанных на рис. 4.22, б, равно единице. Так как передаточное отношение постоянных колес 17 : 17, 33 : 33 делительных головок равно единице, то за один оборот винта продольной подачи стол переместится на шаг Р, червяк головки сделает один оборот, а шпиндель головки повернется на 1/40 оборота. Следовательно, шпиндель головки сделает полный оборот, когда винт подачи стола совершит 40 оборотов, а стол станка переместится на величину, равную произведению частоты вращения винта 40 на его шаг 6 мм, т.е. 40 x 6 = 240 мм. Таким образом, за один оборот шпинделя делительной головки при принятом допущении iсм = 1 на заготовке будет образована винтовая канавка с шагом 240 мм. Число 240 и есть характеристика станка. В общем случае характеристика универсально-фрезерного станка А определяется по формуле
A = NPB ,
где PB – шаг винта продольной подачи стола, мм.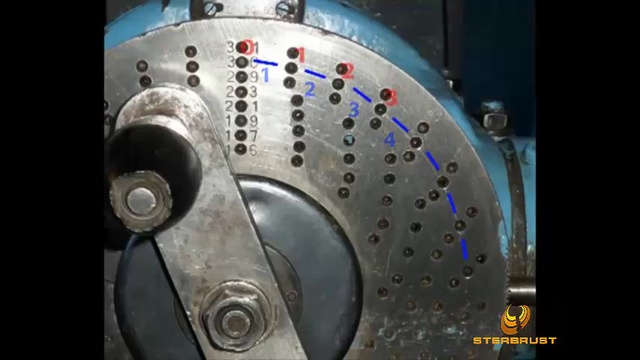
Теперь легко получить формулу для определения передаточного отношения сменных зубчатых колес гитары. Если на станке с характеристикой 240 требуется профрезеровать винтовую канавку с шагом 120 мм, то за время перемещения стола на 240 мм обрабатываемая заготовка должна сделать два оборота. При этом передаточное отношение сменных зубчатых колес должно быть равно двум. При шаге винтовой канавки, равном 60 мм, это отношение должно быть равно 4 и т.д.
Таким образом, передаточное отношение сменных зубчатых колес, соединяющих винт продольной подачи стола и валик привода делительной головки, определяется по формуле:
где А – характеристика станка; Т – шаг винтовой канавки, мм.
Следует отметить, что установка сменных колес на гитаре при настройке делительной головки на обработку винтовой канавки – довольно сложная операция, поскольку гитара имеет несколько колес с постоянным числом зубьев.
Оптические делительные головки применяются для выполнения особо точных делений, а также для проверки правильности выполненных делений. Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Отсчет поворота шпинделя в таких головках ведется по круговой шкале при помощи оптической системы с точностью отсчета 1′.
Для установки обрабатываемых заготовок применяют принадлежности делительных головок: задняя бабка, набор оправок, поводковый центр, трехкулачковый патрон, цанговые патроны и оправки, люнет (рис. 4.24).
Рис. 4.24. Некоторые принадлежности делительных головок:
а – задняя бабка; б, в – оправки; г – центр с поводком; д – люнет
Задняя бабка (рис. 4.24, а) наиболее часто используется совместно с делительной головкой. Основанием 8 бабка крепится на столе фрезерного станка. Ориентация задней бабки по пазу стола станка осуществляется направляющими шпонками 9. В прорези основания расположен корпус 1, подъем и опускание которого происходит при вращении зубчатого колеса 7, сцепленного с валикомрейкой 6. Верхний конец этого валикрейки соединен штифтом 5 с корпусом.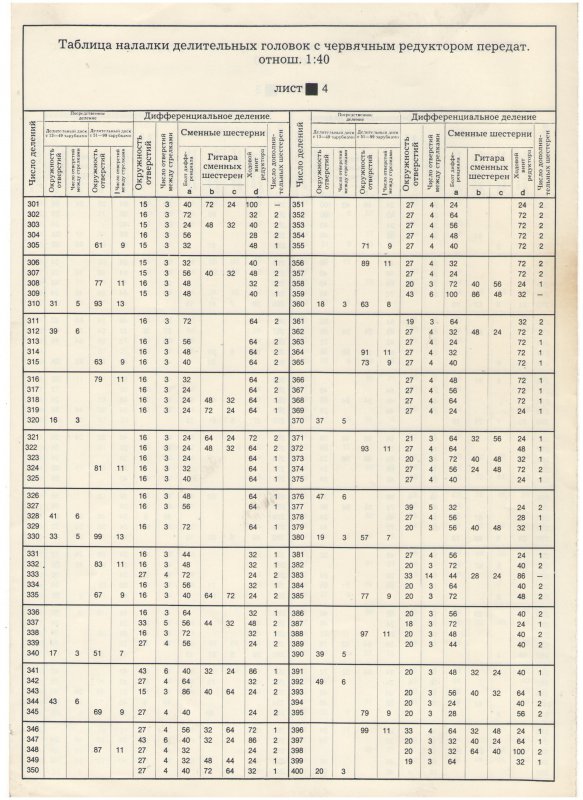 После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
После установки корпуса в требуемое положение его закрепляют в основании бабки и затягивают гайками болтов 4. Перемещение пиноли 3 осуществляется вращением маховика 2.
В зависимости от размера и конструкции обрабатываемые заготовки могут быть установлены и закреплены:
- в центрах делительной головки и задней бабки;
- на оправке, установленной в центрах делительной головки и задней бабки;
- на оправке, установленной в коническом гнезде шпинделя делительной головки;
- в трехкулачковом патроне, навернутом на резьбовой конец шпинделя делительной головки;
- в цанговых патронах.
Заготовки типа дисков и втулок надевают на оправки, установленные в центрах делительной головки и задней бабки, или на оправки, помещенные в коническое гнездо шпинделя делительной головки. Центровые конусные оправки устанавливают в центрах делительной головки и задней бабки. Заготовка базируется отверстием и удерживается на оправке силами трения. Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Центровая оправка, показанная на рис. 4.24, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается на гладкую часть оправки 3 и закрепляется гайкой. При фрезеровании с большими силами резания заготовка может быть поставлена на шпонку.
Оправка, показанная на рис. 4.24, в, служит для закрепления заготовок, при фрезеровании которых не применяют задний центр. Эту оправку вставляют коническим хвостовиком в коническое отверстие шпинделя делительной головки (вместо центра) и затягивают специальным винтом-затяжкой.
Заготовки типа валов устанавливают в центрах (рис. 4.24, г). Центр 4 с поводком 3 вставляют коническим хвостовиком 2 в гнездо шпинделя. На лыски, имеющиеся в центре, надевают поводок 3. Винт-затяжку 1 вставляют в задний конец шпинделя головки и ввинчивают в хвостовик центра или оправки. Хомутик, надеваемый на заготовку или оправку, своим загнутым концом 7 входит в паз поводка, и закрепляется в нем винтами 5. На заготовке хомутик крепят винтом 6.
На заготовке хомутик крепят винтом 6.
Заготовки круглой формы часто устанавливают в трехкулачковом самоцентрирующем патроне, который крепят на шпинделе делительной головки.
При обработке нежестких заготовок (при l/D > 10, где l – длина, D – диаметр заготовки) в качестве дополнительной опоры во избежание прогиба заготовки применяют люнеты (рис. 4.24, д). Обрабатываемую заготовку располагают в призматическом вырезе, сделанном в головке винта домкрата. В рабочее положение винт устанавливается вращением накатной гайки 1 и закрепляется винтом 2.
Делительная головка фрезерного станка
Перейти к основному содержанию
Цинмин ГаоЦинмин Гао
Генеральный директор по станкостроению unimillingmachine.
 com
comОпубликовано 20 августа 2017 г.
+ Подписаться
При использовании фрезерного станка для обработки мы часто сталкиваемся с фрезерованием шестигранных, зубчатых, шлицевых и гравированных линий и так далее. В это время заготовку после каждой фрезеровки или – шлица нужно довернуть на угол, а затем фрезеровать вторую сторону, второй паз и так далее. Эта работа называется делением. Делительная головка основана на потребности обработки заготовки в горизонтальном, вертикальном и наклонном положении организации. Одной из самых распространенных является универсальная делительная головка.
1. Использование универсальной делительной головки
Фрезерный станок с подъемным столом оснащен различными аксессуарами, используемыми для расширения области применения технологии, в том числе универсальной делительной головкой, которая является часто используемым аксессуаром. Обработанные заготовки устанавливаются на верхней части или в патроне универсального шпинделя делительной головки и могут работать следующим образом:
①заготовка вокруг оси с определенным градусом вращения для завершения работы по индексации равного или неравного круга. Например, обработка квадратной головки, шестигранной головки, шестерни, звездочки и развертки с неравным ножом и так далее.
Например, обработка квадратной головки, шестигранной головки, шестерни, звездочки и развертки с неравным ножом и так далее.
②через сменную шестерню, с помощью делительной головки, приводящей в движение непрерывное вращение заготовки, и стола фрезерного станка с вертикальным движением подачи, можно обрабатывать спиральную канавку, винтовую шестерню и спиральный кулачок Архимеда.
③удерживая заготовку патроном, чтобы ось заготовки относительно стола фрезерного станка наклонялась на требуемый угол, для обработки и ось заготовки пересекала определенный угол канавки или плоскости.
2. Конструкция универсальной делительной головки
Ниже приведен пример универсальной делительной головки FW125 с указанием конструкции и метода регулировки делительной головки фрезерного станка . На рисунке шпиндель 2 делительной головки установлен в барабанообразном корпусе 4, который с обеих сторон опирается на цапфу и может вращаться вокруг своей оси, так что шпиндель устанавливается на требуемый угол в пределах 95° над горизонталью На переднем конце делительной головки имеется конусное отверстие для установки навершия 1, с флажком пирамиды снаружи для установки трехкулачкового патрона.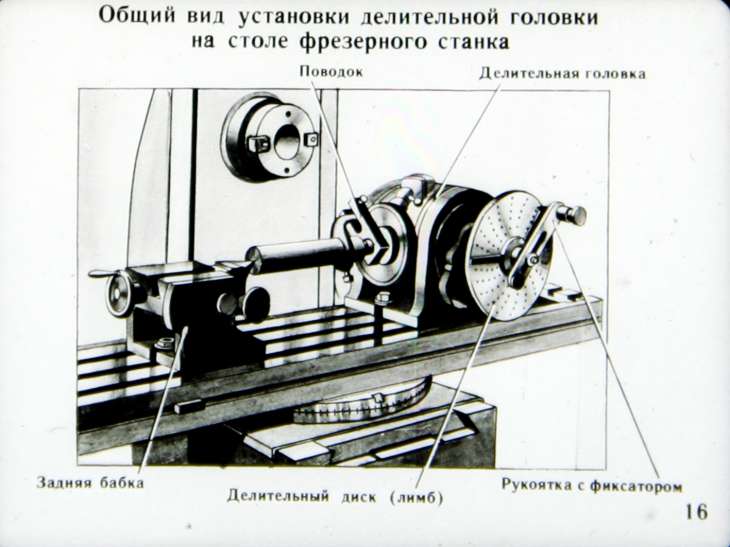 Поверните делительную рукоятку К, передаточное отношение u = 1/40 червячной пары, приводимой в движение шпинделем делительной головки, в нужное делительное положение. Число оборотов делительной рукоятки К при индексации определяется количеством отверстий в перфорации делительной пластины 7 защелкой J. Эти отверстия распределены по концентрическим окружностям с равным количеством отверстий на торце делительного диска. Универсальная делительная головка FW125 с тремя дополнительными циферблатами, для выбора подступени, каждая вспомогательная пластина имеет 8 отверстий, количество отверстий на одно отверстие:
Поверните делительную рукоятку К, передаточное отношение u = 1/40 червячной пары, приводимой в движение шпинделем делительной головки, в нужное делительное положение. Число оборотов делительной рукоятки К при индексации определяется количеством отверстий в перфорации делительной пластины 7 защелкой J. Эти отверстия распределены по концентрическим окружностям с равным количеством отверстий на торце делительного диска. Универсальная делительная головка FW125 с тремя дополнительными циферблатами, для выбора подступени, каждая вспомогательная пластина имеет 8 отверстий, количество отверстий на одно отверстие:
Первый 16、24、30、36、41、47、57、59
Второй 23、25、28、33、39、43、51、61
Третий 22、27、31 、 37, 49, 53, 63
Что вы знаете о конструкции токарного станка?
15 января 2018 г.
Как выбрать наиболее подходящие станки для домашнего использования?
5 января 2018 г.
Конус шпинделя, что нужно знать при выборе универсального фрезерного станка!
25 декабря 2017 г.
5 советов по покупке универсально-фрезерных станков!
16 декабря 2017 г.
Аппаратное обеспечение системы ЧПУ фрезерного станка
30 октября 2017 г.
Фрезерный станок с ЧПУ
28 октября 2017 г.
Фрезерный станок с ЧПУ роторный трансформатор
27 октября 2017 г.
Решетка фрезерного станка с ЧПУ (Часть 2)
26 октября 2017 г.
Решетка фрезерного станка с ЧПУ (Часть 1)
21 октября 2017 г.
Фрезерный станок Абсолютный фотоэлектрический энкодер
20 октября 2017 г.



BS-1 5-дюймовая полууниверсальная делительная головка для вращающегося фрезерного станка Ta
Наведите курсор на изображение, чтобы увеличить его
Сохранить 0
Vertex Machinery WorksАртикул: 1001-051
Поделитесь этим продуктом
Способы оплаты
American ExpressApple PayDiners ClubDiscoverGoogle PayMastercardPayPalShop PayVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Служба безопасности
Страна
КанадаСШАКатар—АргентинаАвстралияБуркина-ФасоКанадаЕгипетИндонезияНовая ЗеландияКатарСингапурСША
Почтовый индекс
От центра до земли: 5 дюймов (128 мм),
От центра к конусу Морзе №3.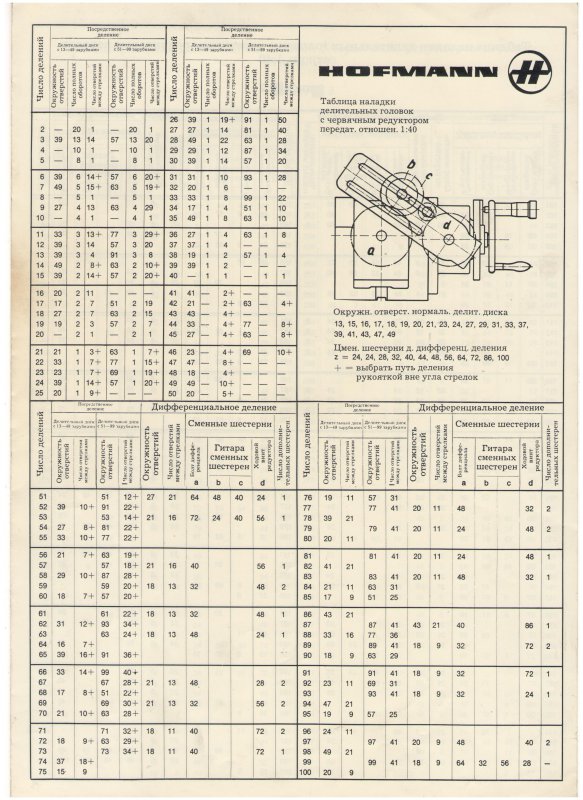
Подходит для 5-дюймового патрона.
Делительная головка может делить под любым углом прямым,
непрямым или другими способами. Соотношение между теплой и теплой передачей
составляет 40:1.Косвенная индексация
всех номеров от 2 до 50 и многих номеров до
380 возможных
Закаленный и отшлифованный шпиндель жестко удерживается в коническом роликовом подшипнике
. Червяк также закален и отшлифован.
Поворотная головка может быть заблокирована под любым углом от 10º
обеспечивает плавное вращение.
Все модели имеют носовую часть шпинделя с резьбой и разделительную пластину
с 24 отверстиями, которую можно легко преобразовать в быструю прямую индексацию
на номера 2, 3, 4, 6, 8, 12 и 24. Прочная конструкция
Прочная конструкция
обеспечивает плавное вращение.
** Обратите внимание на хвостовую лесу и патрон не включены
BS-0 (HEAD-Stock) Блок: MM
| Заказ № 9 | |||||||||||
| Заказ № 9 | |||||||||||
.| А | Б | Н | я | и | б | г | ч | Конус центра | ШПИНДЕЛЬ СКВОЗНОЕ ОТВЕРСТИЕ | КОД №. |  |
| БС-1 | 245 | 230 | 220 | 19 | 205 | 114 | 16 | 128 | МТ-3 | 20 | 1001-051 |
BS-0 (задняя бабка) Единица измерения: мм
| Артикул № | А1 | В1 | h2 | И1 | а1 | б1 | h2 | г1 | СЗ (кг) |
| БС-1 | 170-195 | 64 | 150 | 11 | 155 | 110 | 150-115 | 16 | 5,3 |
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения/предметы, не подлежащие возврату
Определенные типы товаров не подлежат возврату, например товары, сделанные по индивидуальному заказу (например, специальные заказы или персонализированные товары), а также товары личной гигиены (например, косметика).