инструкция по эксплуатации, технические характеристики, устройство переключения скоростей и подач
Первый 1К62 выпустил Московский станкостроительный завод «Красный пролетарий».
Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история 1К62, почему им активно пользовались предприятия?
Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- 1Д62М. После эти модели заменила более новая — 1А62.
1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет.
- Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Читайте также: токарный станок ДИП-300, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра.
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Технические характеристики
Основными техническими характеристиками выделяют:
- Диаметр обработки над суппортом — двести мм.
- Расстояние между центрами составляет тысячу мм.
- Мощность электродвигателя — 10 квт
- Масса станка — 3035 кг.
- Поперечное смещение корпуса примерно пятнадцать мм.
Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
Шпиндель
Шпиндель — вал, имеющий правые, левые обороты вращения. Шпиндель устанавливается для фиксации инструментов, а также заготовок. Следовательно, к нему крепится зажимный патрон или другие элементы. Это зависит от аппарата.
Суппорт и подачи
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта.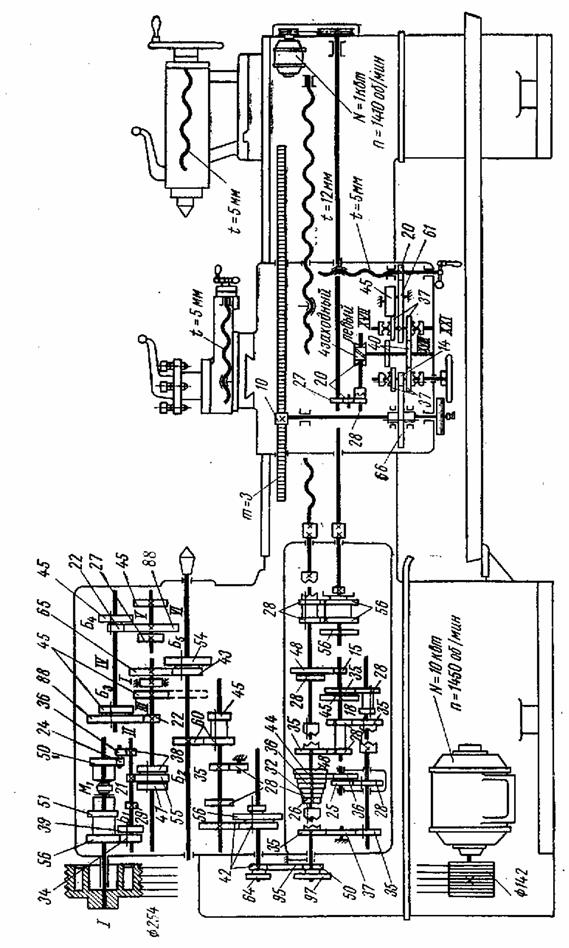
Коробка подач служит для переключения скорости вращения ходового винта, вала, то есть для выбора скорости подачи резца вдоль оси шпинделя. Внутри коробки обычно расположен редуктор.
Редуктор сделан из зубчатых передач, которые переключаются. На входной вал подач поступает крутящий момент от шпинделя. Перед этим он проходит через гитару.
Резцовые салазки
Резцовые салазки — одни из основных узлов суппорта. Их устанавливают под углом к осевой линии центров станка. Обработка конуса происходит при ручном перемещении резцовых салазок. Этот способ позволяет обрабатывать внутренние, наружные конуса с любыми углами уклонов.
Задняя бабка
Бабка — узел, который используется во многих металлорежущих станках. Бабка точно поддерживает, перемещает деталь относительно инструмента, который ее режет. Обычно она находится, крепится на станине. Различают три функции:
- Передняя.
- Задняя.
- Шлифовальная.

У задней, у узла есть конусное отверстие для установки центра. Центр поддерживает заготовку и используется для закрепления инструмента.
Электрооборудование
Электрооборудование предназначается для приведения агрегатов, механизмов в движение, автоматического управления ими, контролирования их состояния. От электрооборудования зависит производительность, надежность агрегатов.
Габариты и масса
У агрегата имеются габариты, масса:
- Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
- Мощность насоса охлаждения — 0,12 Квт.
- Габаритные размеры станка составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
- Масса станка составляет три тысячи тридцать пять килограмм.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Читайте также: чем так интересен токарный станок 1К625, достоинства и недостатки.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.
Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.
Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.
Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения._2019-11-15_10-04-53.jpg) Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.
Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.
Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Инструкция по первому запуску и эксплуатации
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
- Роба должна быть застегнута.
- Очки, спецодежда должна быть одета.
- Надо проверить исправность узлов.
- Свет должен быть настроен.
- На рабочем месте не должно быть лишних предметов.

Только после всех этих процедур аппарат можно спокойно запустить.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Паспорт
В паспорте указаны все технические характеристики модели, схема токарного станка, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому агрегаты 1К62, скорее всего, гордятся своим аналогом.
Инструкция по эксплуатации токарного станка 1к62
Описание файла
Токарно-винторезный станок модель 1К62
Инструкция по эксплуатации
Изготовитель: Ордена Ленина и ордена Трудового Красного Знамени станкостроительный завод “Красный пролетарий” имени А.И. Ефремова
г. Москва, 1966 г.од
Токарно-винторезный станок модель 1К62
Ордена Ленина и ордена Трудового Красного Знамени станкостроительный завод “Красный пролетарий” имени А.И. Ефремова
Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм.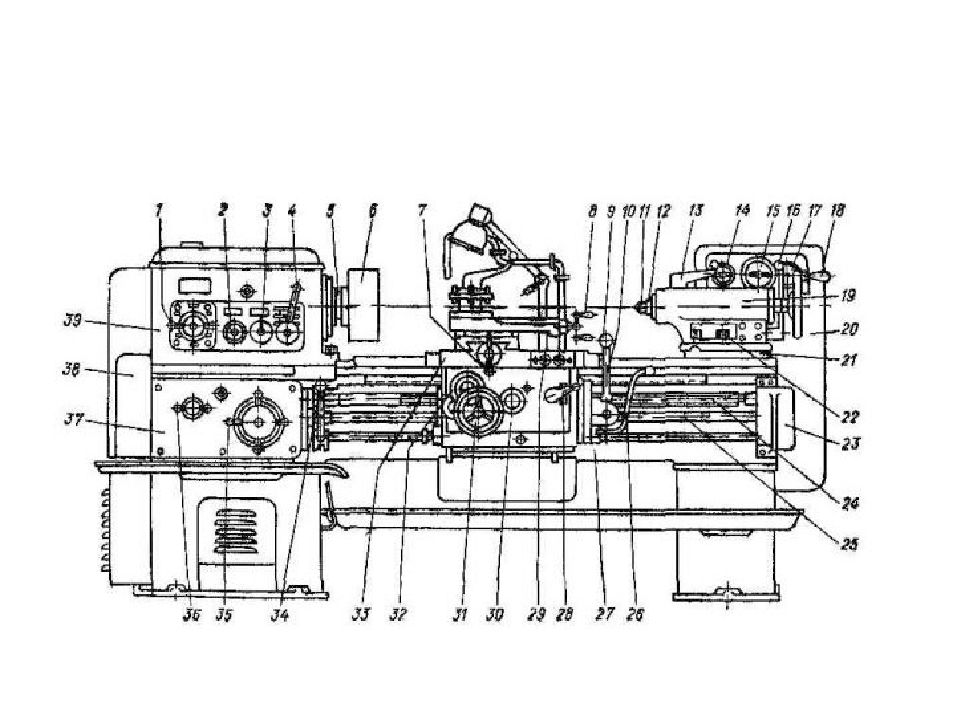 Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Кинематическая схема
Передняя бабка
Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
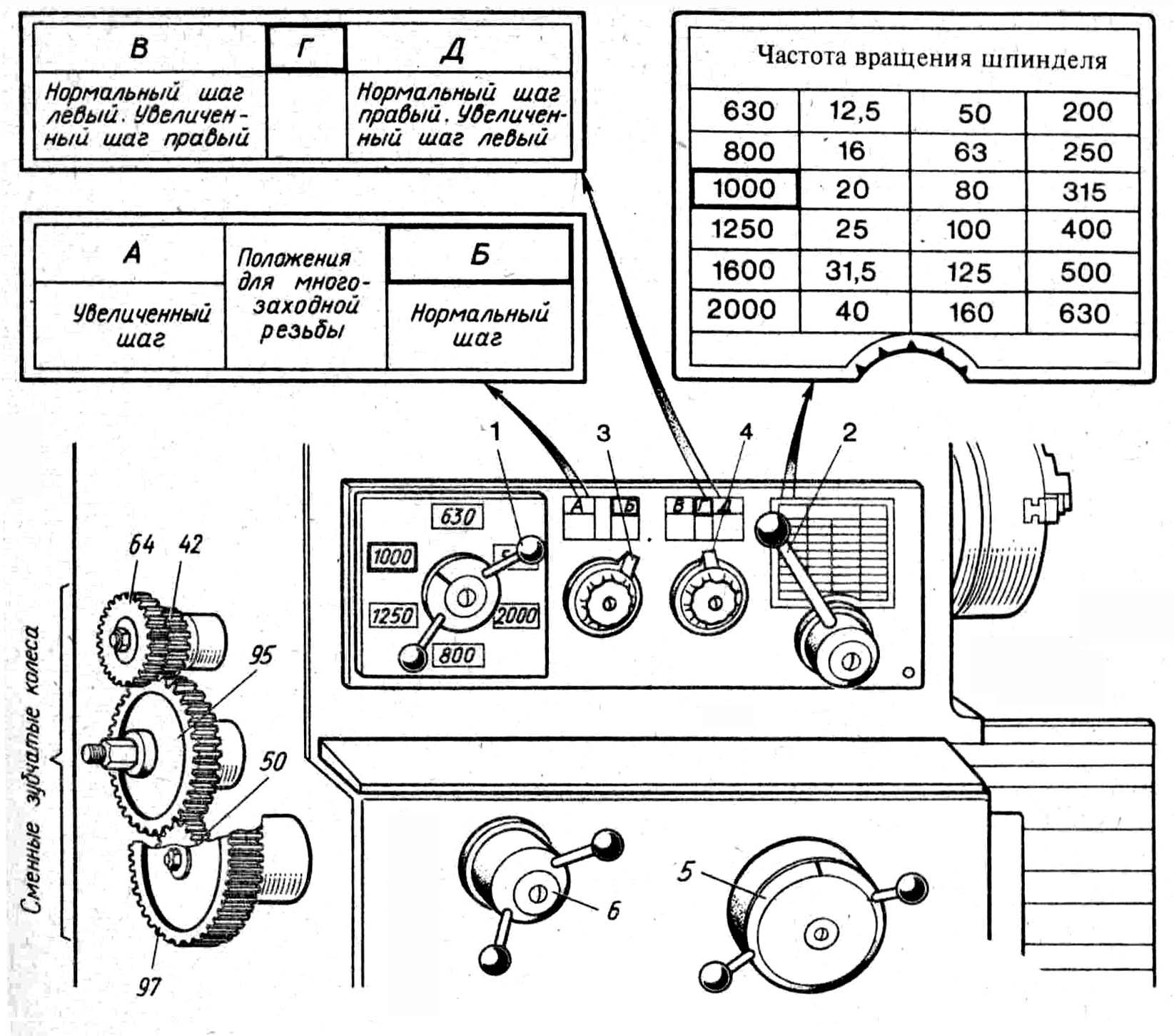
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Задняя бабка
Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
Коробка подач
Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук (рис.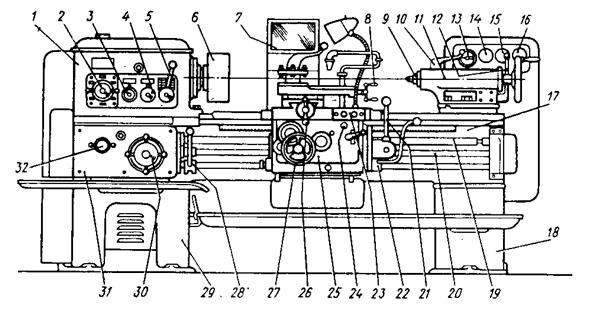 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт
Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.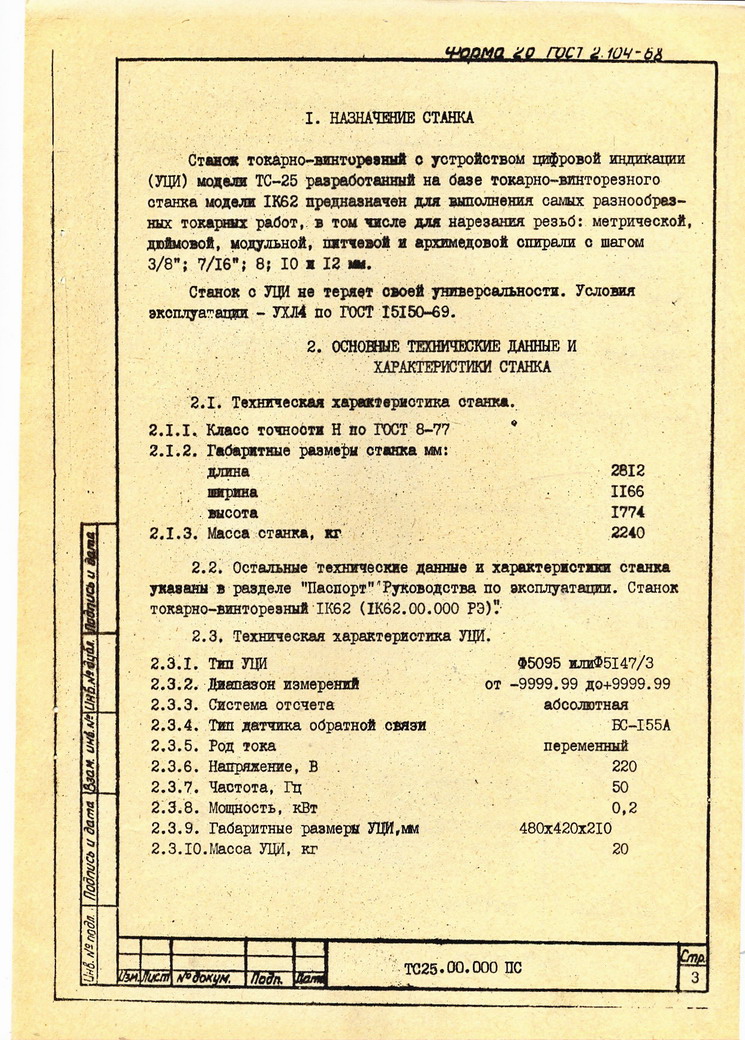
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)
Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.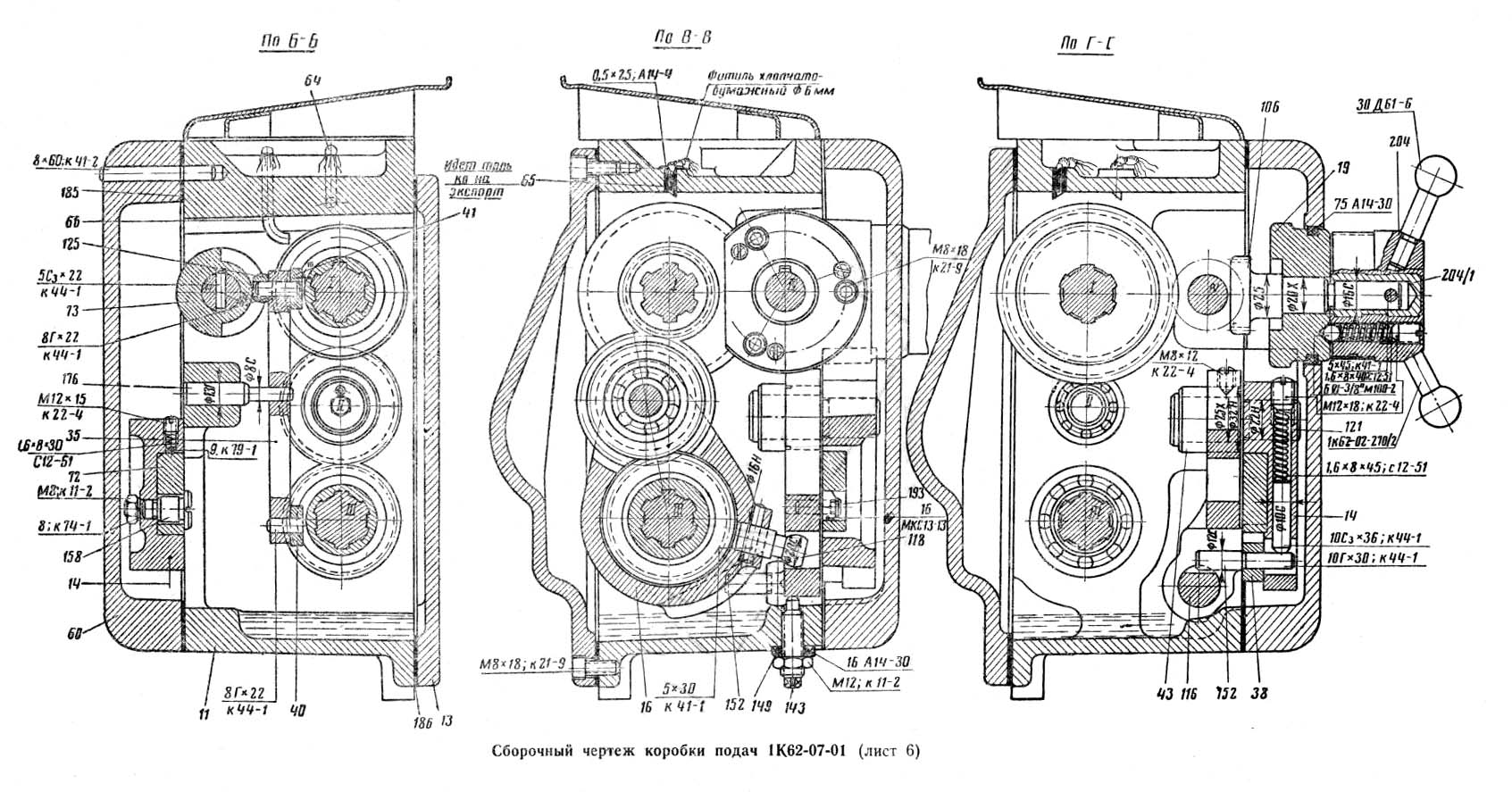
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
Электрическая схема
Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис.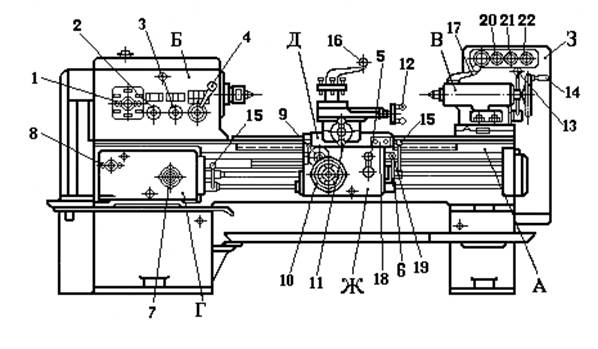 35 и табл. 15.
35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
С развитием сферы услуг возрос спрос на металлорежущее оборудование, которое устанавливают в небольшой мастерской. Популярностью пользуется универсальный токарно-винторезный станок 1к62, на котором выполняют черновую и чистовую обработку металлических заготовок и деталей.
Модель получила распространение в странах СНГ. Предназначение: универсальные токарные работы по металлу и дереву. Тип — универсал, среднего класса. Эксплуатируется малыми предприятиями, учебными заведениями, ремонтными мастерскими, токарями единоличниками для оказания услуг.
Устройство станка
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.
Основные узлы
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.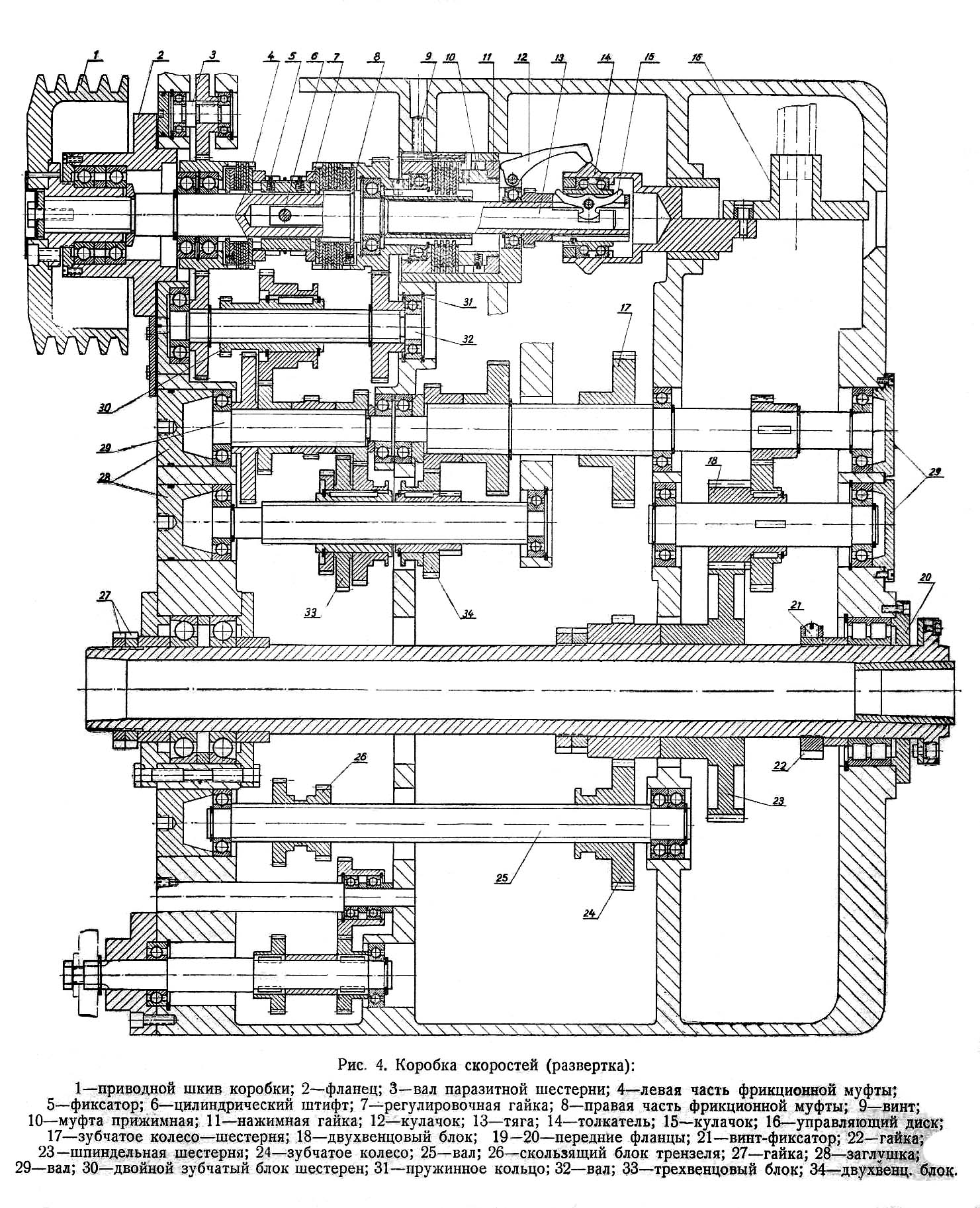
Задняя бабка токарного станка к 62 обеспечивает обработку деталей свёрлами, выполняя продольное движение. Пиноль бабки перемещается вдоль станины парой винт-гайка.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Заготовки крепятся в трёх кулачковых патронах с синхронным перемещением кулачков, а некруглые или несимметричные заготовки закрепляются в четырёх кулачковом патроне. Приспособлением являются самоцентрирующиеся и поводковые патроны, хомуты, люнеты.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта.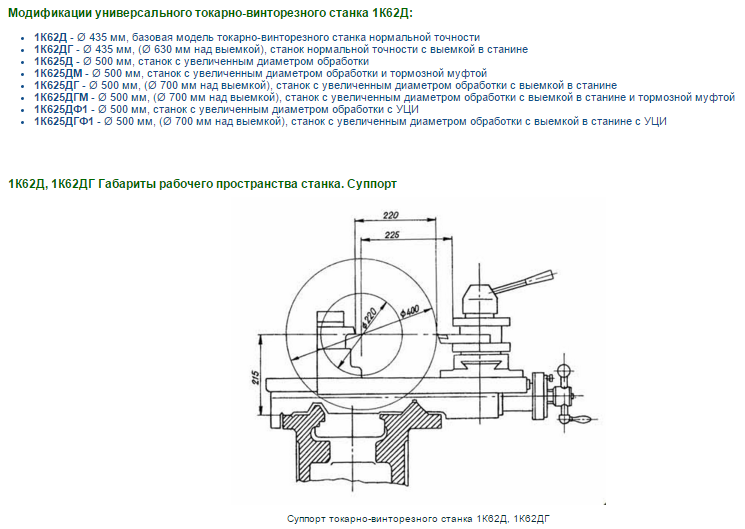 Органы управления расположены на передних панелях коробок скоростей и подач.
Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).
Электрическая схема
Электрическая проводка, автоматика и предохранители расположены на электрощите, который спрятан в металлический шкаф, закреплённый на станине станка. Схема электрической проводки делится на две части: первичная силовая электрическая цепь и вторичная цепь управления. В первичную цепь входит аккумуляционная силовая аппаратура:
- трехфазный автоматический выключатель;
- контакты включения главного двигателя;
- контакты включения двигателя ускоренного хода суппорта;
- включатель насоса воды;
- реле;
- предохранители.

Вторичная цепь: трансформатор, кнопки «пуск» и «стоп»;
Преимущества модели
На данной машине обрабатывают детали большого диаметра, малой длины. Задняя бабка имеет поперечное смещение для обработки пологих конусов. Предусмотрена механическая подача задней бабки при выполнении операции сверления деталей сверлом большого диаметра. Для этого специальным замком задняя бабка соединяется с суппортом. Массивная чугунная станина поглощает вибрацию, станок не даёт шума. Основные преимущества:
- простое устройство токарного станка 1к62;
- надёжность узлов и механизмов;
- долговечность и живучесть при любых условиях эксплуатации;
- высокая мощность основного электропривода;
- широкий выбор скоростей;
- устойчивость к вибрации.
Токарное оборудование выпускал завод «Красный пролетарий» Московского станкостроительного производственного объединения.
 К сожалению, данную модель сняли с выпуска. Токари-профессионалы приобретают станки с рук, выполняя сложные токарные работы, благодаря технической характеристике 1к62, которая позволяет это делать.
К сожалению, данную модель сняли с выпуска. Токари-профессионалы приобретают станки с рук, выполняя сложные токарные работы, благодаря технической характеристике 1к62, которая позволяет это делать.Токарный станок 1К62 – технические характеристики, паспорт, устройство
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.
Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.

В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
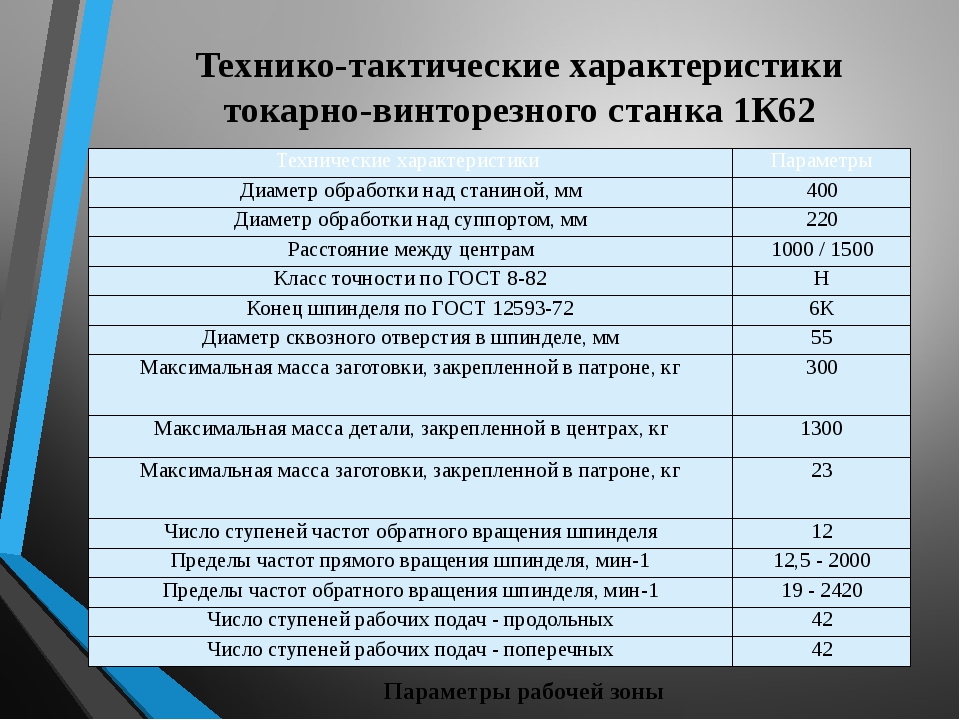
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.

Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В.
 Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.Устройство токарно-винторезного станка модели 1К62
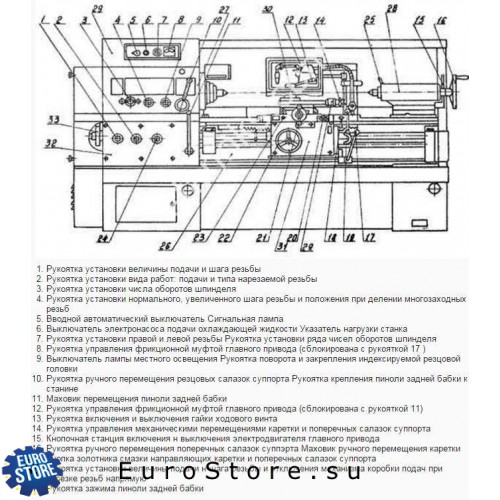
Общее описание. Общий вид токарно-винторезного станка модели 1К62 завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Основные части этого станка, присущие любому токарно-винторезному станку, — неподвижная передняя бабка 1, подвижная и >закрепляемая в рабочем положении задняя бабка 3 и подвижный в работе суппорт 2, в резцедержателе которого крепится резец. Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Станок является универсальным и предназначен для работы в условиях индивидуального и мелкосерийного производства. На нем можно обрабатывать детали диаметром до 400 мм, а из прут ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав ный вал станка, на правом конце которого крепится патрон 6 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматривае мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для различных работ. Пуск станка, остановка его и изменение направления вращения шпинделя осуществляются при помощи рукояток 26 или 34, расположенных для удобства токаря в разных концах станка. Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Рис.21. Общий вид токарного станка модели 1К62.
Станина станка 27 коробчатой формы с поперечными ребрами меет две призматические закаленные направляющие; переднюю – для передвижения суппорта 33 и заднюю – для перемещения задней бабки 19 (их видно на рис.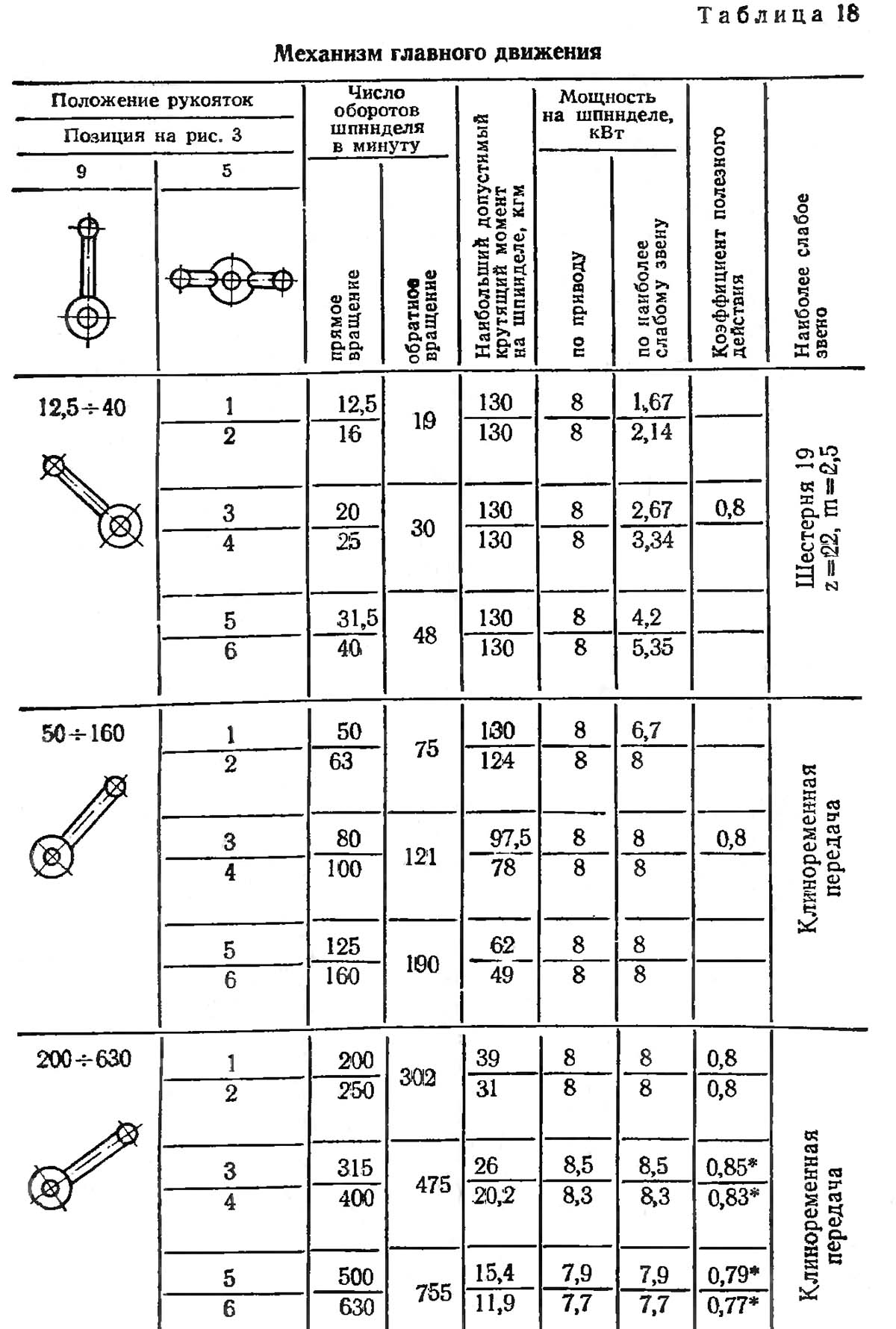 21).
21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя > бабка может быть установлена на различном расстоянии от ней и закреплена с помощью рукоятки 16. Более прочное закрепление осуществляется завертыванием гайки 22, Кроме того, можно перемещать пиноль бабки вращением маховичка 18 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 21, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Рис.22. Токарно-винторезный станок модели 1К62.
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется центровой линией станка. . Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33. Суппорт состоит из нескольких частей, перемещающихся в разных >направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача осуществляется> вращением маховика 31, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7, а подача верхней (поворотной) части суппорта — посредством рукоятки 8.
Автоматические подачи резца заимствуются от ходового винта 24 или от ходового вала 25, получающих вращение с разными скоростями от коробки подач 37. Ходовой винт используется при наре>зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32 служит для выключения реечного зубчатого колеса из рейки при нарезании резьбы. Рукояткой 28 производится включение и вы ключение разъемной гайки ходового винта, а рукояткой 10 — подач, заимствуемых от ходового вала. Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле ния вращения) ходового винта, что вызывает изменение направления перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, расположенную под кожухом 38, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются всегда -согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 35 и 36 и пользуясь также рукояткой 2, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых по ГОСТу метрическихи дюймовых резьб и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модульные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой резьбы может быть увеличен в 2,8 или в 32 раза, а также может производиться деление при нарезании многоходовых резьб (причисле ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1″, модульные с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой вал продольные автоматические подачи от 0,070 до 4,16 мм/об и поперечные от 0,035 до 2,08 мм/об.
Пуск и остановка главного электродвигателя осуществляются нажатием на кнопку 29, включение насоса для подачи эмульсии, размещенного в правой тумбе станка, — с помощью выключателя 14. Для включения электроэнергии и освещения служат выключатели 15 -и 17. Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая схема станка. Перед ее изучением следует рассмотреть табл.3 и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от ношением 142—254 (диаметры шкивов) вращение передается валу коробки скоростей. На валу установлены многодисковые фрикционы (устройство их описано ниже), при помощи которых переключением муфты М1 можно передавать шпинделю правое или левое, вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты М1 влево) вал может получить две скорости. Это осуществляется перемещением подвижного блока зубчатых колес Б1 вследствие чего вращение будет передаваться через зубчатые пары колес либо 56—34, либо 51—39. При включении муфты М1 на обратный ход (перемещение муфты вправо) передача осуществится через две пары зубчатых колес 50— 24 и 36—38, что и приведет к изменению направления вращения.
С вала на вал III с помощью тройного блока зубчатых колес Ба вращение передается через колеса 29—47, 21—55 (как показано на схеме) или 38—38. Вал, таким образом, может получить шесть различных рабочих скоростей.
Включением блока Б5 влево, как это показано на схеме, шесть скоростей можно передать на шпиндель (вал VI) через пару зубчатых колес 65—43. При переводе блока Б5 вправо, через колеса 26—52 вращение с вала на вал VI передается через перебор. Перебором называется группа колес, размещенных на валах, IV и У, с помощью которых количество скоростей умножается, одновременно понижаясь в численном значении. Меняя положение блоков Б3 и Б4 на валу IV, передачу можно осуществить через колеса 22—88
Рис.23. Кинематическая схема токарно-винторезного станка модели 1К62.
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45 и 22—88 или 45—45 и 45—45, в результате чего будут получены соответственно передаточные отношения 1/16, 1/4, и 1. Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
К коробке подач передача идет через промежуточный вал VII и установленный на нем передвижной блок Б6. Движения подач заимствуются либо от шпинделя через зубчатые колеса 60—60, когда этот блок (блок звена увеличения шага) находится в крайнем левом положении, как показано на схеме, либо от вала через зубчатые колеса 45—45, как на схеме показано условным пунктиром, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Xи выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 – и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику XVII через двухвенцовый неподвижный блок 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX (на схеме механизм фартука показан условно развернутым на 90°). Вал связан передним зубчатым колесом 40 непосредственно с зубчатыми венцам и кулачковых муфт М7 и М9, а задним колесом 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и M8 (см. штриховые линии на схеме).
При сцеплении кулачковых муфт М6 или М7 (ручная подача) вращение от вала XX через зубчатые колеса 14—66 передается валу – XXI – с закрепленным на нем зубчатым колесом 10. Обкатыванием колеса по рейке осуществляется продольная подача суппорта. На валу XXI смонтирован лимб продольной подачи с ценой деления 1 мм.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8 или М9 (ручная), после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми колесами 40—61—20.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м/мин, а поперечных — 1,7 м/мин.
Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод “Красный пролетарий” (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Технические характеристики станка 1к62:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0.70…4.16 мм/об |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4.5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
Токарный станок 1К62Д: инструкция по эксплуатации, характеристики
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.
У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
- Плашки.
- Метчики.
- Зенкера.
- Свёрла.
- Развёртки.
- Резцы.
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.
Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.
Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Скачать схему в полном размере
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Скачать схему в полном размере
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Токарно-винторезный станок 1К62 – характеристики, паспорт, видео, фото
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62
Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ПРОГРАММНОГО ПРОДУКТА «1К62 СИМУЛЯТОР ТОКАРНОГО СТАНКА» Краткое описание программного продукта. Элементы главного экрана
Управление FAGOR CNC 8055 ia-mc
Управление FAGOR CNC 8055 ia-mc Система управления Fagor 8055 i / a-mc с ЧПУ сочетает в себе ценность и надежность с функциональной модульной системой управления.Этот элемент управления был создан для работы в магазине с прочной клавиатурой
. Дополнительная информация3D-просмотрщик. инструкция по эксплуатации 10017352_2
RU Руководство пользователя 3D Viewer 10017352_2 СОДЕРЖАНИЕ 1 СИСТЕМНЫЕ ТРЕБОВАНИЯ … 1 2 ЗАПУСК PLANMECA 3D VIEWER … 2 3 ВВЕДЕНИЕ В PLANMECA 3D VIEWER … 3 3.1 Панель инструментов меню … 4 4 EXPLORER … 6 4.1 3D Объем
Дополнительная информацияПомощь.Содержание Назад >>
Содержание Назад >> Настройка Открытие панели управления Функции панели управления Вкладки Списки панели управления Кнопки панели управления Настройка инструментов Вкладки пера и аэрографа Вкладки мыши 2D и мыши 4D Настройка
Дополнительная информацияРуководство по быстрому запуску Windows 8
Краткое руководство по началу работы с Windows 8 Содержание Что это за начальный экран и куда делся рабочий стол ?… 2 Как попасть на рабочий стол из начального экрана Windows 8 …. 2 Как вернуться к начальному экрану из
Дополнительная информация4D интерактивная анимация модели
Анимация с использованием интерактивных 4D-моделей MVS и EVS-PRO имеют две совершенно разные концепции анимации. Наши традиционные анимации состоят из последовательности растровых изображений, которые были закодированы в анимацию
Дополнительная информацияЗнакомство с вашим компьютером
Знакомство с вашим компьютером Введение Это очень базовое введение в персональные компьютеры (ПК), которое позволит вам: включать и выключать их понимать, что показано на
Дополнительная информацияЗнакомство с TI-Nspire CX
Введение в TI-Nspire CX Обзор упражнения: В этом упражнении вы познакомитесь с компоновкой TI-Nspire CX.Шаг 1. Найдите сенсорную панель. Тачпад используется для перемещения курсора
Дополнительная информацияSARNET Дополнительные функции
Дополнительные функции SARNET Информация, содержащаяся в этом документе, предназначена для улучшения вашего опыта в конференц-зале, помогая вам использовать некоторые из дополнительных функций, представленных в
Дополнительная информацияСвязь 3.2. Руководство пользователя
Руководство пользователя Linkage 3.2 Дэвид Ректор Среда, 6 апреля 2016 г. Содержание Оглавление … 2 Установка … 3 Запуск программы Linkage … 3 Учебное пособие по простому механизму … 5 Операции с мышью …
Дополнительная информацияНачало работы с Zoom
Вход в Zoom Примечание: для присоединения к собраниям это необязательно. Начало работы с Zoom 1.Перейдите на https://trentu.zoom.us. 2. Щелкните Войти. 3. Войдите, используя свое имя пользователя и пароль Трента. Скачать
Дополнительная информация5. Учебник. Запуск FlashCut CNC
FlashCut CNC Раздел 5 Учебное пособие 259 5. Учебное пособие Запуск FlashCut CNC Чтобы запустить FlashCut CNC, нажмите кнопку «Пуск», выберите «Программы», выберите FlashCut CNC 4, затем выберите значок FlashCut CNC 4. Диалог
Дополнительная информацияПротокол калибровки микроскопа
Протокол калибровки микроскопа Правильно откалиброванная система необходима для успешного и эффективного использования программного обеспечения.Ниже приведены пошаговые инструкции по калибровке оборудования с помощью
. Дополнительная информацияРуководство пользователя Ortelia Space Builder
Руководство пользователя Ortelia Space Builder http://ortelia.com 1 Содержание Знакомство с Ortelia Space Builder … 2 Системные требования … 3 1. Операционная система: … 3 2. Аппаратное обеспечение: … 3 Минимальная видеокарта
Дополнительная информацияДокументация по приложению TakeMySelfie для ios
Документация к приложению TakeMySelfie ios Что такое приложение TakeMySelfie ios? Приложение TakeMySelfie позволяет пользователю делать собственные снимки с фронтальной камеры.Пользователь может применять к фронтальной камере различные фотоэффекты. Программисты
Дополнительная информацияСОЗДАТЬ 3D ФИЛЬМ В РЕЖИМЕ РЕЖИМА
СОЗДАЙТЕ 3D-ФИЛЬМ В DIRECTOR 2 Создание вашего первого 3D-фильма в Director Добро пожаловать в учебное пособие по 3D для Adobe Director. Director включает возможность создания трехмерных (3D) изображений, текста и анимации.
Дополнительная информацияКомната 337 Технологическая документация
Комната 337 Технологическая документация Содержание Введение… 2 Smart Podium … 2 Компьютер … 3 Подключение ноутбука … 3 Сенсорная панель … 3 Система аннотаций Pointmaker … 4 Приложение для ipad Pointmaker
Дополнительная информацияРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ ACS CLIENT
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ACS РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ 1 РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ACS 1.1 Системные требования Рекомендуемые системные требования ОС ЦП VGA RAM HDD WindowXP, Vista Pentium 4, 2 ГГц 1024 * 768, 64 МБ 24-битная цветная графическая карта 1 ГБ 20 МБ
Дополнительная информацияWindows 8.1 Обновление 1 Дополнение
Иллюстрированное руководство по обновлению 1 для Windows 8.1. Изменения, июнь 2014 г. Содержание (CTRL + щелкните ссылку, чтобы перейти непосредственно к части 1, 2, 3 или 4.) Часть 1. Какую версию Windows я использую? Часть 2:
Дополнительная информацияБазовое руководство по AutoSketch
Базовое руководство по AutoSketch Инструкция для студентов Skf-Manual.doc из 3 Содержание ОСНОВНОЕ РУКОВОДСТВО ПО АВТОСКЕТЧУ… ИНСТРУКЦИЯ ДЛЯ УЧАЩИХСЯ … ОСНОВНАЯ ИНСТРУКЦИЯ ПО АВТОСКЕТЧУ … 3 ПЛАН ЭКРАНА … 3 ПАНЕЛЬ МЕНЮ … 3 ФАЙЛ
Дополнительная информацияФайлы, используемые в этом руководстве
Учебное пособие по созданию облаков точек В этом уроке показано, как сгенерировать облака точек из спутниковых стереоизображений IKONOS. Вы будете просматривать облака точек в ENVI LiDAR Viewer. Расчетное время для завершения
Дополнительная информацияСовместное использование программного обеспечения.Глава 14
Глава 14 14 Совместное использование программного обеспечения Совместное использование инструмента, например программного приложения, работает не так, как совместное использование документа или презентации. Когда вы делитесь программным обеспечением во время встречи, автоматически открывается окно общего доступа
Дополнительная информацияПостроение: настройка графика
Построение графика: настройка графиков данных: общие советы Как сделать график данных активным Внутри графического слоя может быть активным только один график данных.График данных должен быть активным, прежде чем вы сможете использовать Data Selector
. Дополнительная информацияРуководство пользователя Image Editing Helper
Помощник по редактированию изображений Руководство пользователя Manual-en-250-0842-E-Image Editing Helper-V100 Авторские права Copyright 2014 Avision Inc. Все права защищены. Информация в этом документе может быть изменена без предварительного уведомления.
Дополнительная информацияПланшет Acellus Natural 3D
3D-планшет Acellus Natural заблокирован и оптимизирован для использования с системой обучения Acellus 3D-планшет Acellus Natural заблокирован и оптимизирован для использования с системой обучения Acellus Содержание I.Быстрый старт
Дополнительная информацияроторная транспортная машина
OMNI-TURN-TRANSFER TRANSFER MACHINTS, ИНТЕГРАЦИЯ ТОКАРНЫХ ЦЕНТРОВ BUFFOLI NORTH AMERICA (Стенд № 5630) с гордостью представляет совершенно новый OMNI-TURN-TRANSFER, запатентованный токарно-фрезерный станок
Дополнительная информацияMastercam X6 Базовый 3D-дизайн
Основы 3D-дизайна mastercam x Начало работы учебные пособия Mastercam X6 Basic 3D Design Декабрь 2011 г. Будьте уверены, что у вас есть самая свежая информация! Информация могла быть изменена или добавлена после этого документа
Дополнительная информацияОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
ОПТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ SYLVAC SCAN Наши новые SCAN-машины, предназначенные для быстрого и бесконтактного измерения цилиндрических деталей, основаны на принципе сканера.Этот прием позволяет воспроизвести
Дополнительная информацияСервер удаленных приложений Parallels
Сервер удаленных приложений Parallels. Руководство пользователя клиента Parallels для Windows Phone, версия 15. Авторские права, 1999-2016 гг., Parallels IP Holdings GmbH и ее дочерние компании. Все права защищены. Parallels IP Holdings GmbH
Дополнительная информацияВведение в CATIA V5
Введение в CATIA V5 Release 16 (практический учебный подход) Кирсти Плантенберг, Детройтский университет Mercy, SDC ПУБЛИКАЦИИ Schroff Development Corporation www.schroff.com www.schroff-europe.com
Дополнительная информацияCATIA черновик СОДЕРЖАНИЕ
СОДЕРЖАНИЕ Введение … 1 Чертеж … 2 Экран рисования … 3 Выпадающие меню … 4 Файл … 4 Редактировать … 5 Просмотр … 6 Вставить … 7 Инструменты .. .8 Инструментальные средства черчения … 9 Виды и листы … 9 Размеры и примечания … 10
Дополнительная информацияКОМПЬЮТЕР – УСТРОЙСТВА ВВОДА
КОМПЬЮТЕР – УСТРОЙСТВА ВВОДА http: // www.tutorialspoint.com/computer_fundamentals/computer_input_devices.htm Авторские права tutorialspoint.com Ниже приведены некоторые из важных устройств ввода, которые используются в
. Дополнительная информацияУрок четвертый 3D-моделирование
Урок четвертый. 3D-моделирование. В этом уроке вы узнаете, как: Легко вращать ПСК для моделирования в разных плоскостях. Моделировать линии способом, аналогичным рисованию изометрии. Автоматически создавать линии 3D-маршрутизатора.
Дополнительная информацияПОКАЗАТЕЛИ ТЕСТА БЫСТРОГО НАБОРА
ИНДИКАТОРЫ ИСПЫТАНИЯ БЫСТРОГО НАБОРА В Verdict Rapid циферблат наклонен к поверхности заготовки, что обеспечивает хорошую визуальную доступность и устраняет ошибку параллакса.Rapids включает задний поворотный патрубок
Дополнительная информацияПрисоединяйтесь и покидайте встречи
Присоединение к собранию и выход из собрания Есть несколько способов присоединиться к собранию в зависимости от того, как вы получили приглашение на собрание. Присоединение к встрече не требует регистрации, предварительной установки программного обеспечения или настройки.
Дополнительная информацияМульти-клиент (интеграция)
Руководство по установке и эксплуатации нескольких клиентов (интеграция), версия 12.10.x * Все содержание этого документа может быть изменено без предварительного уведомления. УКАЗАТЕЛЬ 1. Указатель 01 2. Введение 02 3. Установка 03 4. Использование Multi
Дополнительная информацияВведение в Windows 8
Введение в Windows 8 Windows 8 – это полностью переработанная операционная система, разработанная с нуля с учетом использования сенсорного экрана, а также практически мгновенного включения, которое позволяет Windows 8
Дополнительная информацияМобильное наблюдение.Руководство пользователя
Руководство пользователя мобильного видеонаблюдения Содержание 1 Конфигурация сети … 1 1.1 Доступ к устройству через WLAN … 1 1.2 Доступ к устройству через сеть 3G … 1 2 С помощью телефонов с iphone OS … 2 2.1 Инструкция по установке …
Дополнительная информацияРУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ HP WEBCAM 2100 Версия 1.0 RU Copyright 2010 Hewlett-Packard Development Company, L.P. Информация, содержащаяся в данном документе, может быть изменена без предварительного уведомления. Единственные гарантии на продукцию HP
Дополнительная информация Руководства по эксплуатации токарного станкаStanko – Скачать PDF бесплатно
Настройка контроллера DeskCNC.
1) Определите шаги к отношениям линейного перемещения для каждой оси. 2 2) Определите максимальную скорость (скорость). 3 3) Настройка программного обеспечения Вкладка Machine 4 4) Настройка программного обеспечения вкладка DeskCNC Setup 5 5) Настройка
Дополнительная информацияФРЕЗЕРНЫЙ ЦЕНТР ТА-А КРОВАТЬ
ФРЕЗЕРНЫЙ ЦЕНТР ТА-А НА СТЫКЕ ТА-А ФРЕЗЕРНЫЙ ЦЕНТР СТЫКОВОЙ ФРЕЗЕРНЫЙ ЦЕНТР ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КОМПАКТНОГО СТАНКА Высокая производительность съема материала TA-A ФРЕЗЕРНЫЙ ЦЕНТР ТИПА 2 ТА-А Фрезерный центр TA-A –
Дополнительная информацияСТАНОК ТИП ZFWZ 8000×40
Инвентарный номер 416/635 Год выпуска 1973 Серийный номер 7160 СТАНОК ТИП ZFWZ 8000×40 Применение Станок предназначен для фрезерования цилиндрических, косозубых и спиральных зубчатых колес.Зуб
Дополнительная информацияТочная резка в тяжелых условиях
PR 130 / PR 150 / PR 160 / PR 180 / PR 200 / PR 260 Точная резка в тяжелых условиях СЕРИЯ P СЕРИЯ K СЕРИЯ T MILLFORCE 02 / Области применения 03 / Концепция станка 04 / Технология станка 05 / Опции
Дополнительная информациясайт: www.fathaco.com
КРАТКАЯ ИСТОРИЯ FAT-HACO FAT Haco предлагает вам воспользоваться нашим обширным опытом с 1945 года более 5.станки продаются во многих странах мира! Отлично оборудованная машина
Дополнительная информацияСтанкостроительный комплекс
TECHNOLOGY 1721 LARKIN-WILLIAMS ROAD FENTON, MO 63026 IN C. 636 / 349-7680 Факс: 636 / 349-6608 Станки с ЧПУ ШВЕЙЦАРСКИЕ СТАНКИ (1) Citizen C-16 Контурная обработка, нарезание резьбы, фрезерование, долбление, поперечная работа
Дополнительная информацияСОСТАВ SAMSUNG Machine Tools LINE-UP
SAMSUNG Machine Tools LINE-UP SMEC Co., Ltd. http://www.esmec.com SMEC 2014.04-NO.1 КРАТКАЯ ИСТОРИЯ 1989 г. Начало работы в качестве подразделения станков компании Samsung Heavy Industries, Ltd. Горизонтальная и вертикальная обработка
Дополнительная информацияФРЕЗЕРНЫЙ ЦЕНТР КРОВЕЛЬНОГО ТИПА
ФРЕЗЕРНЫЙ ЦЕНТР TR BED TYPE ФРЕЗЕРНЫЙ ЦЕНТР TR BED ФРЕЗЕРНЫЙ ЦЕНТР ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КОМПАКТНОГО СТАНКА, ОБЕСПЕЧИВАЮЩИЙ ТОЧНУЮ СЛОЖНУЮ ФРЕЗЕРОВКУ ФРЕЗЕРНЫЙ ЦЕНТР TR BED TYPE Фрезерный центр TR составляет
Дополнительная информацияПАРТНЕРЫ И ОБЯЗАННОСТИ
Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Продажи до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м²
. Дополнительная информацияФрезерование двухслойных печатных плат USB с ЧПУ
Двухслойное фрезерование печатных плат USB с ЧПУ от tim23x Недавно я построил станок с ЧПУ из различных высококачественных отходов. На деньги, сэкономленные на постройке системы, купил контроллер
. Дополнительная информацияSAMSUNG Станки
SAMSUNG Machine Tools LCV 55/65/8 ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ SMEC Co., Ltd. 6671, Gasulri, Daesanmyeon, Changwonsi Gyeongsangnamdo, Korea 641921 Тел. +82 55 25 4832 (48) Факс +82 55 25 491 (492) http://www.esmec.com
Дополнительная информацияРуководство по продукту SaraDrill
Руководство по продукту SaraDrill SARADRILL / КРАТКОЕ РУКОВОДСТВО Сверление твердого тела – проверенная технология для сверления отверстий большого диаметра на машинах с малой мощностью. Сверление отверстий диаметром от 49 до 270 мм из массива
Дополнительная информацияNewland Machine Tool Group Inc.
Newland Machine Tool Group Inc. ОБЗОР ТЯЖЕЛОГО СТАНКОВОГО ИНСТРУМЕНТА Горизонтально-расточные станки серии KB HBM типа T с выдвижным шпинделем 130 или 165 мм (ось W), колонна, перемещаемая в направлении шпинделя (ось Z),
Дополнительная информацияСТАНКИ С ЧПУ. Страница 1 из 6
2 Deckel Maho – DMU 50 evo Linear Deckel Maho – DMU 50 evo Линейный 5-осевой обрабатывающий центр Полный 5-осевой обрабатывающий центр> Ось X 500 мм – 9.6 “> ось X 500 мм – 9,6″> ось Y 450 мм – 7,7 “> ось Y 450 мм
Дополнительная информацияИнструмент и шлифовальный станок Bonelle
Инструмент Bonelle и шлифовальный станок для фрез. Шлифовальный станок был построен примерно в 1987 году и выставлен на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868, стр. 273). Впоследствии
Дополнительная информацияМАНИТОВОК ИНСТРУМЕНТ И ОБРАБОТКА, ООО.
МАНИТОВОК ИНСТРУМЕНТ И ОБРАБОТКА, ООО. Производительность мирового класса, которая имеет огромное значение. СПИСОК ОБЪЕКТОВ, зарегистрированных в соответствии с ISO 9001 Привод для машинки 4211 Manitowoc, WI 54220 Телефон: (920) 682-8825 Факс: (920) 682-4299
Дополнительная информацияОБОРУДОВАНИЕ ДЛЯ ЧПУ И ОСНОВНЫЕ ИНСТРУМЕНТЫ
Компьютерное производство (CAM) АППАРАТНОЕ ОБЕСПЕЧЕНИЕ И ОСНОВЫ ИНСТРУМЕНТА с ЧПУ доц. Проф. Д-р Тамер С. Махмуд 1.Детали станков с ЧПУ Любой станок с ЧПУ по существу состоит из следующих частей: Программа обработки деталей,
Дополнительная информацияAWS ACHSLAGERWERK Staßfurt GmbH
AWS ACHSLAGERWERK Staßfurt GmbH Содержание Компания 2 Продукты 5 Наши собственные продукты 6 Стационарное оборудование 11 Сертификаты 12 Обеспечение качества 15 Услуги 16 История 19 Рекомендации 20 КОМПАНИЯ AWS Achslagerwerk
Дополнительная информацияПОКАЗАТЕЛИ ТЕСТА БЫСТРОГО НАБОРА
ИНДИКАТОРЫ ИСПЫТАНИЯ БЫСТРОГО НАБОРА В Verdict Rapid циферблат наклонен к поверхности заготовки, что обеспечивает хорошую визуальную доступность и устраняет ошибку параллакса.Rapids включает задний поворотный патрубок
Дополнительная информацияроторная транспортная машина
OMNI-TURN-TRANSFER TRANSFER MACHINTS, ИНТЕГРАЦИЯ ТОКАРНЫХ ЦЕНТРОВ BUFFOLI NORTH AMERICA (Стенд № 5630) с гордостью представляет совершенно новый OMNI-TURN-TRANSFER, запатентованный токарно-фрезерный станок
Дополнительная информацияиндексируемое центральное сверло
Наша инновационная конструкция инструментов повышает производительность и конкурентоспособность, снижая при этом производственные требования в целом ряде отраслей.Инструментальная система разработана для пользователей станка
. Дополнительная информацияSAMSUNG Станки
SAMSUNG Machine Tools ЦЕНТР ВЕРТИКАЛЬНОЙ ОБРАБОТКИ SMEC Co., Ltd. 666, Gasul-ri, Daesan-myeon, Changwon-si Gyeongsangnam-do, Korea 641-921 Tel +82 55 250 4800 Fax +82 55 253 5355 http: // www .esmec.com www.esmec.com
Дополнительная информация10. Основы оборудования ЧПУ
Принципы и приложения CAD / CAM 10 Основы аппаратного обеспечения ЧПУ 10-1 / 10-20 П.N.Rao 10. Основы оборудования ЧПУ 10.1 Структура станков с ЧПУ Таблица 10.1 Некоторые критерии проектирования для проектирования станков с ЧПУ
Дополнительная информацияМоноблок DMU 75/95
www.dmgmori.com Пятиосевые универсальные фрезерные станки DMU 75/95 моноблочные Высокотехнологичные в стандартной комплектации Пятиосевая одновременная обработка по лучшей цене. Моноблок DMU 75/95 Основные характеристики для одновременной работы по пяти осям
Дополнительная информацияРуководство – Schlatter E-Shop
Руководство – Электронный магазин Schlatter Содержание 1 Предварительно…3 2 Вход в Shatter E-Shop … 3 3 Приветственная страница … 4 4 Создание новой корзины покупок … 5 5 Каталог … 6 6 Создание заказов в интернет-магазине … 9 7 Создание предложений в Интернет-магазине … 9
Дополнительная информацияТокарный фрезерный станок
Токарно-фрезерная насадка L C. MASON Путем умелого складывания холоднокатаной плоской заготовки вместе, Т-образные пазы и салазки для этой токарной фрезерной насадки изготавливаются без дорогостоящего оборудования. Фактически всего два инструмента,
Дополнительная информация Продолжение: |
404 Nie znaleziono strony – dokumentacje.eu
Печенье ustawienia plików
W tym miejscu możesz określić swoje preferencje w zakresie wykorzystywania przez nas plików cookies.Niezbędne do działania strony
Te pliki są niezbędne do działania naszej strony internetowej, dlatego też nie możesz ich wyłączyć.
Funkcjonalne
Te pliki umożliwiają Ci korzystanie z pozostałych funkcji strony internetowej (innych niż niezbędne do jej działania).Ich włączenie da Ci dostęp do pełnej funkcjonalności strony.
Analityczne
Te pliki pozwalają nam na dokonanie analysis dotyczących naszego sklepu internetowego, co może przyczynić się do jego lepszego funkcjonowania i dostosowania do potrzeb Użytkowników.
Analityczne dostawcy oprogramowania
Te pliki wykorzystywane są przez dostawcę oprogramowania, w ramach którego działa nasz sklep.Nie są one łączone z innymi danymi wprowadzanymi przez Ciebie w sklepie. Celem zbierania tych plików jest dokonywanie analiz, które przyczynią się do rozwoju oprogramowania. Więcej na ten temat przeczytasz w Polityce plików cookies Shoper.
Маркетинг
Dzięki tym plikom możemy prowadzić działania marketingowe.
(PDF) Конструктивные изменения корпуса редуктора токарного станка 1K62
Рис. (13) Схема Кэмпбелла токарного станка 1k62, представленная в программном обеспечении MSGB Lab.
5. ВЫВОДЫ:
Был проведен анализ с целью детального изучения вибрационных характеристик
верхней крышки токарного станка 1К62 Двигатель
. Получены следующие результаты: –
– Результаты экспериментальной проверки показывают близкое соответствие
с результатами FEA для существующей обсадной колонны.
– FE может успешно использоваться при проектировании конструкций, анализе и модификации
как более быстрый, удобный и менее затратный метод
.
– Модификация конструкции путем добавления ребер изнутри
Поверхность верхней крышки коробки передач
значительно улучшает вибрацию, смазку и охлаждение в коробках передач
.
– Добавленные ребра за счет перераспределения материала верхней крышки
являются значительными по сравнению с отсутствием изменения веса
верхней крышки коробки передач.
– Модальный анализ МКЭ для картера коробки передач показывает, что полученные
собственных частот выше, чем в одиннадцать
раз, чем первая гармоника частоты возбуждения
вращающихся валов. Таким образом, результаты находятся в пределах допустимого диапазона
.
– Результаты FEA для корпуса коробки передач в сборе с
верхней крышкой токарного станка для двигателя 1K62 показывают близкое
согласие с данными экспериментальных модальных испытаний.
– Добавленные ребра улучшают процесс смазки на
, увеличивая активность гравитационной смазки за счет увеличения на
внутренней площади верхней крышки.
ССЫЛКИ
[1] Сайед Ризван Уль Хак, Донгян Ши, Азуз Радхия и
Тосиф Ахмед, «Статический анализ корпуса редуктора
с использованием метода субмоделирования в ANSYS», публикация 3-го Международного
инженерного университета Харбина
Конференция по информационным и компьютерным наукам,
, 4–6 января 2010 г., Китай.
[2] Мэтт Дэвис, Юсуф С. Мохаммед, А.А. Эльмустафа, Пол
Ф. Мартин, Чарльз Ритински, Designing for Static and
Динамическая нагрузка на корпус редуктора согласно FEA
Copyright, 2009, American Gear Manufacturers
Association, 500 Montgomery Street, Suite 350
Alexandria, Virginia, 22314, сентябрь 2009 г.
[3] Келли В.Р., Исли Л.Д., Фостер Т.Дж., «Динамический
Исследование корреляционного корпуса раздаточной коробки», Borg-Warner
Automotive – Powertrain Systems, Sterling Heights, MI,
USA, 1996.
[4 ] Милосав Огнянович1, Снежана Чирич Костич2, «Влияние корпуса редуктора
на шум, вызванный воздействием зубчатых колес
», Журнал машиностроения
58 (2012) 5, PP 327-337, 2010.
[ 5] Gulaxea P., N. P. Awate, M. Tech. Ученый, “Дизайн,
Моделирование и анализ коробки передач для погрузочно-разгрузочных работ
Trolley A Review”, Журнал инженерных исследований и
Applications, Mechanica Confab, Vol. 2, № 1, январь
2013.
[6] Эммануэль Риго, «Влияние конструкции коробки передач
параметров на вибрационную реакцию ее корпуса»,
Ecole Centrale de Lyon, Laboratoire de Tribologie et
Dynamique des Systèmes, Франция, hal-00121841, версия
1-22 декабря 2006 г.
[7] М. Софиан Д. Хазри, Сайфулла К., Тасыриф М., Саллех,
И.Ишак К., «Исследование вибрационного анализа корпуса коробки передач
», Труды международной конференции по
Приложения и дизайн в машиностроении
(ICADME), 11–13 октября 2009 г.
[8] TLM Моргадо, К. Бранко, В. Инфанте, «Исследование отказа
корпуса редукторов серии 2600
Локомотивов Португальской железнодорожной компании»,
Журнал анализа технических отказов, 2006.
[9] Гу Сян ЧЖАН, Эммануэль РИГО, Жан-Клод
Паскаль, Жан Сабо, «Редукторы: косвенная идентификация
динамических сил, передаваемых на корпус через подшипники
». Ссылка на журнал: 4-й Всемирный конгресс по
Зубчатая передача и передача энергии, Франция (1999) 2065-
2078.
[10] Шреник М. Патил, Пиз С.М., «Анализ модальных характеристик и напряжений
корпуса дифференциальной коробки передач с оптимизацией “,
Journal of Engineering Research and Application, 2248-
9622, Vol.3, выпуск 6, ноябрь-декабрь 2013 г., стр. 188-193.
[11] Васим Башир Манер, Мирза М.М., Шикант Павар,
«Анализ конструкции и оптимизация корпуса опоры редуктора
», Труды 3-го, Международная конференция IRF
, 10 мая 2014 г., стр. 35-38 , Гоа, Индия.
[12] Снежана Чирич Костич, Милосав Огнянович, «Возбуждение модальных колебаний
в стенках корпуса редуктора» FME
Transactions, VOL. 34, № 1, 2006, 21-28.
[13] Тейк К.Лим и Радж. Сингх «Модальный анализ корпуса и опор
», Отдел машиностроения
, Седьмая Международная конференция модального анализа
, спонсируемая Юнион Колледжем и
Обществом экспериментальной механики, Инк. Лас-Вегас,
Невада, 30 января – 2 февраля 1989 г.
[14] Ли Яфэн, Сюй Юйсю, «Оперативный модальный анализ редуктора увеличения скорости ветряной турбины
», ТЕЛКОМНИКА,
Vol.11, No11, ноябрь 2013 г., стр. 6699-6705.
333 www.ijaegt.com
16K20 РУКОВОДСТВО PDF
Содержание: Технические характеристики; Описание установки; Руководство пользователя; Электрическое описание; Инструкции по смазке; Ремонт и обслуживание. Я смог увидеть, что столбцы A и B предназначены для замены шестерен, я не знаю, когда их нужно менять. Я полагаю, что модель 1К62 лучше, потому что у нее есть все типы метрических потоков, когда вы поймете, как работать, вам она понравится! Мануал на 1К62 Hi kimmo Переведу страницу 12, картинки посмотрите.Я купил токарный станок на конкурсном аукционе, поэтому не мог ничего попросить у предыдущего владельца. Токарно-горизонтальный станок Tokapho 16K20.
| Автор: | Vokazahn Doumi | |
| Страна: | Таиланд | |
| Язык: | Английский (испанский) | |
| Опубликован: | 11 ноября 2009 г. | |
| Страницы: | 481 | |
| Размер PDF-файла: | 15.14 Мб [ * Требуется бесплатная регистрация ] | |
| Загрузчик: | Zulkigrel |
Отечественный токарный станок 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе “Красный пролетарий”, в части деталей поставил Гомельский завод станочных агрегатов.Современный аналог рассматриваемой машины – агрегат ГСУ. Основная сфера применения устройства – промышленное производство, в частном секторе не актуально из-за дороговизны и довольно внушительных габаритов.
Рассматриваемое оборудование применяется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций. Этот агрегат широко применялся в промышленности постсоветских стран. Модель сняли с производства в России, но на современном рынке можно встретить идентичную китайскую копию с таким же шильдиком.Управление и оборудование Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего обслуживания.
Для начала посмотрите на его менеджмент. Маховики и переключатели управляются вручную. Агрегат дополнительно оснащен центрирующим держателем инструмента, с помощью которого обрабатываются отверстия для механической и ручной подачи. В этом случае задняя бабка не задействована. При перемещении регулируемого ползуна суппорта оси режущего инструмента и шпинделя взаимодействуют.
Перед началом обработки необходимо вдавить сетку в скобу до упора.Ручка с поперечным скольжением используется для регулировки положения оси резака.
Под заказ предлагается устройство с верхним суппортом и механическим ходом. Кроме того, предусмотрено устройство для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает штангенциркуль для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования коробчатой формы с раскаленными направляющими для шлифования. Ящик дополнительно служит для сборки чипов, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности В некоторых случаях может потребоваться ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонтные работы проводятся в части шлифовки станины, замены подшипников или фрикционов коробки передач.
В аналогичном блоке управления редуктором часто меняют зубчатые передачи и подшипники. Ремонт фартука заключается в замене маточной гайки, подшипников, шлифовке направляющих. При устранении неисправностей суппорта меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов.Если необходимо восстановить работоспособность задней бабки, обычно заменяют лоскутные одеяла, растачивают рабочие отверстия, проводят зачистку направляющих деталей.
Капитальный ремонт подразумевает также замену электрозаполнения, контрольную проверку точности и геометрии агрегата, установку системы охлаждения. Подготовительный процесс включает проверку оборудования на холостом ходу. Это позволяет идентифицировать моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.
Такая манипуляция обязательна, так как позволяет обнаружить дефекты, практически не заметные при эксплуатации. Шлифование – это очистка всех выступающих кромок и бороздок на поверхности корпуса станка. Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла относительно поверхности верстака.
Это можно сделать с помощью строительного уровня. Станина крепится при помощи пластин и шурупов с прогибом 0.Некоторые заводы проводят пробное упрочнение машины прокаткой роликом.
В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы. Зернистость относится к самому трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект. Шлифование обеспечивает высокий показатель чистоты и точности отделки.
Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с очисткой.
Работа с упрочненными направляющими элементами требует дополнительной обработки. Станок токарный по металлу 16К20, цена которого начинается от тысячи рублей, пришел на замену устаревшей версии 1К. Новое оборудование имеет лучшие характеристики. Пользователи среди показателей качества оборудования выделяют следующие параметры:Маркировка Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей.
Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат используется для нарезания различных типов ниток. Владельцы также указывают на возможность использования станка для обработки торцевых поверхностей резцами, сверлами, зенковками, метчиками и плашками. Приобретая описываемое оборудование, обратите внимание на буквенно-цифровой код в названии модели.
В указателе агрегат указывает тип станка, цифра 6 – возможность выполнения винторезных операций. Буква «К» в названии агрегата – это поколение станочного оборудования, последняя цифра указывает максимальную высоту центров мм.
Наличие в названии буквы «П» свидетельствует о повышенной точности прибора. Наконец, токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.
Тем не менее, время от времени, как и любое оборудование, требует ремонта.Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых кромок. Капитальный и более серьезный ремонт желательно доверить мастеру. Обязательно после ремонта проверьте каретку, фартук и направляющие элементы. В противном случае точность обработки может быть значительно снижена.
Спирты используются во многих отраслях и сферах деятельности. Они производят различные синтетические полимеры, пластификаторы, каучуки, моющие средства и многие другие виды продукции.Производство спиртов осуществляется биохимическими и химическими методами. Многие из них являются массовыми продуктами нефтехимического синтеза. Подробнее. Домашняя промышленность. Характеристики станка 16К20 Рассматриваемое оборудование используется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций.
Популярные сообщения. Интернет-бизнес. Бизнес-возможности. Выбор редактора. Популярные категории. Интересные статьи. Буровая установка УРБ 2А2: технические характеристики Белый чугун: свойства, применение, структура и особенности
COMDTINST M3502.4 ч PDF
Станок токарно-винторезный 16К20
Станки представляют собой современные версии станков 16k20 и 16k25 и могут применяться в различных отраслях промышленности для различных операций обработки и различных материалов: обработка внешнего и внутреннего диаметра; наружная, внутренняя, метрическая, дюймовая, модульная, с червячной резьбой; сверление, растачивание, развёртывание. Прочная конструкция литой станины и закаленные направляющие с прецизионной шлифовкой обеспечивают профессиональную обработку и надежную стабильную работу. Благодаря высокоточным подшипникам шпинделя конструкция шпиндельного узла и всего станка особенно жесткая.Это позволяет выполнять тяжелую обработку, полностью используя мощность двигателя.
АНАБАСИС АЛЕХАНДРО МАГНО PDF
16K20 РУКОВОДСТВО PDF
.
Статьи по теме
Alaska Bm 2000 Bedienungsanleitung Pdf Merge
Alaska Bm 2000 Bedienungsanleitung Pdf Рейтинг слияния: 7,7 / 10 6852 отзывов
- Alaska Bm 2000 Bedienungsanleitung Pdf Merger
Содержание: Технические характеристики; Описание установки; Руководство пользователя; Электрическое описание; Инструкции по смазке; Ремонт и обслуживание.Токарный станок Марка STANKOIMPORT Тип 16К20 Год выпуска токарный Zschepplin; Цена:; Stock NoDR; Управление: Ручное; ID: AS Станок нормальной точности точности предназначен для выполнения различных токарных работ при закреплении изделия в центрах или в патроне, а также для. Автор: Микак Каджибар Страна: Доминиканская Республика Язык: Английский (Испанский) Жанр: Путешествие Публикация ( Последний): 25 мая 2011 г. Страниц: 187PDF Размер файла: 13.49 MbePub Размер файла: 8.17 Мб ISBN: 559-3-51982-182-2Загрузок: 39398Цена: Бесплатно. Требуется бесплатная регистрация Загрузчик: Инструкция для 1K62 Кстати.Тематическая распродажа Металл Интернет-аукцион оборудования для металлообработки Вы желаете включить свое оборудование в эту продажу? Условия использования и особые условия распространяются на все товары. Тампере, Финляндия Руководство для 1K62 alkaedСпасибо! Я старался переводить важные моменты, глядя на прикрепленные картинки. Руководство оператора токарного станка 16K20 / 16K25 – некоторые тексты понятны, а некоторые нет. Например, если я хочу нарезать резьбу M10 с шагом 1,5 мм, какие положения рычага будут правильными.Последний день для включения вашего оборудования в эту распродажу: я не вижу надписи на рычагах, кто-то протер рычаги спиртом и т. Д., И черный мануал исчез. Поднимите свой предмет.
Надеюсь, вы поняли мою идею. Эта фабрика, должно быть, была огромной, я прочитал из http: Резервная цена не соблюдена. Rems Swing Гибочный станок для труб, уровни Ротенбергера Начальная цена: В файле Fist есть таблица на странице руководства, в этой таблице показано, как выбрать шаг резьбы.
Сделать продажу Первая продажа? Этот годовой отчет закрыт.
Продавец принимает на себя всю ответственность за это описание. СТАНКОИМПОРТ, 16К20, ДВИГАТЕЛЬ, ТОКАРНЫЕ СТАНКИ Я купил токарный станок на конкурсном аукционе, поэтому 16o20 ничего не смог от предыдущего хозяина.
В Финляндии много токарных станков 1К62, но руководства вроде бы на русском языке. Передняя бабка и подающий ящик были просты. Инструкция для 1К62 Здравствуйте, я купил токарный станок 1К62, сделанный в мм между центрами. В основном меня интересуют правильные положения рычага для нарезания нити. Я верю, что наш новый «адепт» сможет понять их без перевода. Но в любом случае я готов помочь.Мануал на 1К62 киммохи, парень!
Но из-за нехватки времени не просите перевести все руководство, только отдельные статьи или главы. Auctelia – брокер и аукционист подержанного промышленного оборудования. Продажа исключительно профессионального оборудования. Надежная третья сторона с оплатой на нашем счету. Откройте для себя Auctelia. Покупатель или продавец, Auctelia – ваш партнер. Вы хотите включить свое оборудование в эту распродажу? Левый рычаг номер 19 в руководстве проще, но правый номер 20 для меня сложнее.
Я слышал, что московский завод «Красный пролетарий» делал лучшие токарные станки 1к62, 16к20, 16к25, но не знаю почему? Мб Мануал для 1К62 Здравствуйте. Оплата по безналичному расчету Стартовая цена Перед тем, как использовать токарный станок, решил поменять все масла.
Извините, друзья, я загрузил этот торрент-демон tools pro uncomplete (playesgames11) был прав, как указанный файл отсутствуетe, я проверяю его, поэтому я загружаю полный торрент. Но до сих пор нет возможности создавать торренты с помощью этой программы. Скачать установить exe скачать DAEMON Tools Pro Advanced 6.0.0.0444. DAEMON Tools. Рубрики: тпб. Торрент Здоровье. Семена: 31 Пиров: 34. DAEMON Tools PRO Advanced v6 32/64 Bit PEANUT Скачать торрент. Благодарим вас за выбор DAEMON Tools Pro 8! Если ваша загрузка не начинается автоматически. Торрент-загрузки, поиск и загрузка бесплатных фильмов, телешоу ,.
Alaska Bm 2000 Bedienungsanleitung Pdf Merger
Токарный станок 16K20 / 16K25 Инструкция по эксплуатации У меня такая же пена есть в моем хобби, произвел еще один завод на Урале. Шлифовальный станок Johnes Shippman x Начальная цена: Auctelia не выступает в качестве представителя в этой продаже.Дополнительная информация Последний день включения вашего оборудования в эту продажу: К сожалению, я не верю, что вы можете найти руководство на английском языке, если вы не можете найти его в Финляндии, здесь я также никогда не видел английскую версию. Большое спасибо от вас. помощь! Оплата банковским переводом в течении 3-х дней. Программное обеспечение форума сообщества по IP. Брокер и аукционист подержанного промышленного оборудования.