1М63 – какие умения проявит этот токарно-винторезный станок? + видео
Токарно-винторезный станок 1М63 всего через пару лет отметит свое пятидесятилетие. Но даже сейчас он пользуется огромной популярностью на территории постсоветского пространства. Рассмотрим все особенности этого оборудования и уделим внимание ремонту, ведь о нем ничего не сказано даже в паспорте агрегата.
1 Как устроен такой станок?
Из названия становится ясно, что такие машины совмещают в себе несколько типов задач, и поэтому их можно назвать универсальными. Агрегаты этой группы предназначены для выполнения ряда токарных работ, в том числе точение конуса, нарезание различных типов резьбы, растачивание, сверление и т. д. На таком оборудовании обрабатывают детали средних и крупных размеров. Оно пользуется спросом как в условиях единичного, так и мелкосерийного производства, так что это незаменимый агрегат частных мастерских.
В далеком 1968 году модель 1М63 пришла на смену станку 163 и пользуется спросом почти полвека благодаря своим достоинствам.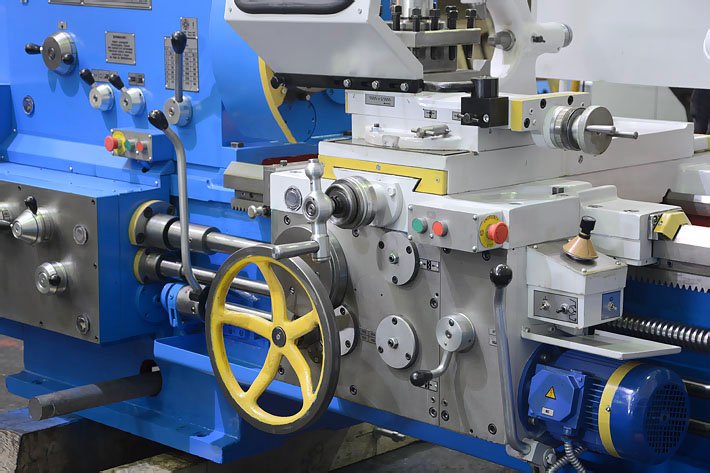
К основным элементам этого типа станка относится станина, электрооборудование, задняя и передняя бабка, коробка подач и защитные элементы. Среди последних следует отметить ограждение патрона и защитный кожух. Также составными частями модели 1М63 можно назвать сменные шестерни, фартук, суппорт и электродвигатель. Управление агрегатом идет посредством специальных ручек, кнопок, тумблеров и переключателей. А вот оценить работоспособность можно взглянув на сигнальные лампы, показывающие наличие напряжения в сети, состояние электромагнитного тормоза и аварийный индикатор. В комплектацию также входит подвижный люнет и трехкулачковый патрон диаметром 400 мм.
Элементы станка 1М63
А вот неподвижный люнет 1М63, четырехкулачковый патрон диаметром 500 мм, а также конусная линейка, резьбоуказатель и резцедержатель можно приобрести за дополнительную плату.
В паспорте станка приведена схема расположения всех элементов и указаны их габариты.
 В паспорте станка приведена схема расположения всех элементов и указаны их габариты.
В паспорте станка приведена схема расположения всех элементов и указаны их габариты.Суппорт движется в продольном и поперечном направлении. При этом перемещение элемента делается как вручную, так и посредством механического привода. Машина укомплектована специальным устройством, ускоряющим движение суппорта. Коробка подач выполняет одну из самых главных функций – отвечает за точение различных заготовок и нарезание резьбы. Ее шестеренный механизм состоит из приводов ходового винта и вала, а также механизма выбора вида работ. А вот передача крутящего момента от элементов коробки скоростей на коробку подач происходит посредством гитары. При бесступенчатом изменении частоты вращения за передачу крутящего момента отвечает фрикционный вал 1М63.
Электрическая схема модели 1М63 состоит из главного привода, вращение которого обеспечивается благодаря асинхронному электродвигателю. При нажатии соответствующей кнопки на пульте замыкается контакт конечного выключателя, пускатель одновременно с реле времени получает питание и двигатель начинает свою работу. Также схема предполагает наличие привода охлаждения. На фартуке агрегата расположен переключатель, который отвечает за запуск и отключение мотора.
Также схема предполагает наличие привода охлаждения. На фартуке агрегата расположен переключатель, который отвечает за запуск и отключение мотора.
2 Какую информацию почерпнуть из маркировки?
Прежде чем рассматривать характеристики, которыми обладает токарно-винторезный станок модели 1М63, скажем пару слов о расшифровке цифровых и буквенных обозначений модели. Единая система условных обозначений станков была принята в далеком 1937 году. Символ, занимающий первую позицию, в нашем случае “1”, обозначает номер группы, а именно – токарный тип. Далее следует поколение машины либо обозначение завода изготовителя. Эта информация зашифрована в букве “М”. А вот то, что агрегат относится к винторезной подгруппе, можно понять по символу “6”, занимающему третью позицию. По последней цифре можно определить высоту центров, расположенных над станиной. В нашем случае она составляет 315 мм.
Токарно-винторезный станок
Однако на этом маркировка может не заканчиваться, существуют различные модификации модели 1М63, уделим немного внимания и им. Если в станине агрегата предусмотрена выемка, то после основного обозначения модели будет стоять еще буква “Г”. Обозначения Ф1, Ф2 и Ф3 говорят, что устройство оснащено системой цифровой индикации УЦИ, позиционной системой числового управления или контурной системой ЧПУ соответственно.
По индивидуальному заказу изготавливаются машины с механическим приводом верхнего суппорта и обозначаются они символами “А” и “М”. Если речь идет о мощном быстроходном оборудовании либо агрегатах повышенной точности, тогда завершать модель будут символы “Б” и “П” соответственно. Станки, оснащенные копировальным устройством, обозначаются заглавной буквой “К”. Увидев на последней позиции символ “Д” можно определить, что агрегат был собран на Тбилисском станкостроительном заводе им. Кирова.
3 Неисправности и ремонт – стоит ли пробовать самому?
А теперь о том, чего нет в паспорте, а именно о ремонтных работах. Если на оборудование распространяется гарантия, то не нужно пытаться наладить его самостоятельно, в этом случае лучше довериться специалистам. То же самое, если у вас нет соответствующих навыков в этой сфере, потому что капитальный ремонт предполагает полную разборку станка, промывку всех его деталей и замену вышедших из строя элементов новыми.
Если на оборудование распространяется гарантия, то не нужно пытаться наладить его самостоятельно, в этом случае лучше довериться специалистам. То же самое, если у вас нет соответствующих навыков в этой сфере, потому что капитальный ремонт предполагает полную разборку станка, промывку всех его деталей и замену вышедших из строя элементов новыми.
Ремонт токарно-винторезного оборудования
Наиболее уязвимыми частями станины выступают направляющие, часто они нуждаются в шлифовке. В суппортной группе чаще всего восстановлению подлежат резцедержатель и направляющие. Если двигатель агрегата не отвечает, то, вероятно, вышла из строя схема. Зачистите контакты и при необходимости замените проводки. Ремонт задней бабки заключается в шабровке плиты и корпуса, а также расточке отверстий. Если добрались до коробки скоростей, то обязательно замените все изношенные детали новыми. Также не подлежит ремонту и часто нуждается в полной замене неподвижный люнет 1М63.
 youtube.com/embed/r2O8uA99Ybc” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/r2O8uA99Ybc” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
4 Станок в цифрах – пару слов о характеристиках
Открыв паспорт станка, вы можете ознакомиться с показателями этого агрегата, но и тут мы уделим им немного внимания. Длина станка составляет 5250 мм, а высота и ширина – 1550 и 1780 мм соответственно. Весит же этот агрегат почти 6 тонн, при этом он может обрабатывать детали массой до 3,5 тонн.
Паспорт агрегата 1М63
Величина подач составляет 0,06–1,4 мм/об, 0,024–0,518 и 0,019–0,434 мм/об для продольных, поперечных и резцовых салазок соответственно. Шаг метрической резьбы колеблется в пределах от 1 до 224 мм. Для дюймовых он составляет 28–0,25 ниток/дюйм, а модульных и питчевых – до 56 модулей и от 112 питч соответственно. Ускоренное перемещение суппорта равно для поперечного 2 м/мин, а продольного – 5,2 м/мин. Агрегат оснащен главным приводом мощностью 15 кВт. Максимальный диаметр заготовки колеблется в пределах от 350 до 700 мм в зависимости от расположения детали.
Токарно-винторезный станок 1M63: технические характеристики, назначение и аналоги
Токарно-винторезный станок 1М63 начал серийно выпускаться в 1968 году на Рязанском станкостроительном заводе, придя на смену первой модели данной серии – станку 163. Внедрение данного станка и сходных с ним моделей позволило выйти на новый качественный уровень металлообработки. Данная модель станков предназначена для обработки деталей среднего и большого размера, рассчитана на единичное и мелкосерийное производство.
Основные преимущества станка 1М63
Высокую популярность оборудования обеспечили точность и качество производимых операций, его надежность и долговечность. Монолитные опоры и жесткая основа токарного станка 1М63 РМЦ 1400, 2800, стойкие к износу направляющие и другие элементы конструкции обеспечили возможность высокоскоростной обработки твердосплавных металлов.
Основные конструктивные особенности и преимущества:
- Широкие возможности применения рабочих инструментов из твердых и специальных сплавов.
- Высокая жесткость шпиндельного узла, нижней части суппорта и станины. Позволяет проводить обработку на высоких скоростях.
- Специальный мотор для обеспечения продольного и поперечного перемещения суппорта в процессе работы.
- Возможность регулировки шага резьбы при нарезке. Для этого предусмотрена возможность смены колес на гитаре и изменения параметров коробки подач токарно-винторезного станка.
- Движение верхней части. Необходимо для обработки длинных и коротких конических деталей.
Назначение и технические характеристики
Основное назначение станка – это токарная обработка внутренних и наружных поверхностей различной формы. Возможности оборудования позволяют обрабатывать с высокой точность как простые цилиндрические, так и конические, и различные сложные поверхности. Помимо точения и растачивания, станок позволяет производить операции нарезки различных типов резьб (метрической, дюймовой, питчевой и т. д.), а также сверление, развертку и зенкование с применением резцов и другого инструмента.
Возможности оборудования позволяют обрабатывать с высокой точность как простые цилиндрические, так и конические, и различные сложные поверхности. Помимо точения и растачивания, станок позволяет производить операции нарезки различных типов резьб (метрической, дюймовой, питчевой и т. д.), а также сверление, развертку и зенкование с применением резцов и другого инструмента.
Возможности станка позволяют производить обработку заготовок длиной до 10 000 мм (в зависимости от РМЦ), диаметром до 630 мм и массой до 2 тонн. Основные технические характеристики станка 1M63 можно изучить из приведенной ниже таблицы:
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 – 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 – 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 – 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 – 13 200 |
Данный токарный станок имеет класс точности «Н» что позволяет производить широкий перечень деталей для ремонта машин и оборудования, крепежа и других изделий. Следует отметить и высокий диапазон частот вращения шпинделя – от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
Следует отметить и высокий диапазон частот вращения шпинделя – от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
Благодаря своей точности и высокой производительности станок 1М63 широко применяется для единичного и мелкосерийного производства в механических цехах и ремонтных мастерских. Его надежность, неприхотливость и универсальность, вместе с доступной ценой, обеспечивают его высокую популярность в различных отраслях промышленного производства и на транспорте.
Аналоги станка 1М63
В настоящее время выпускается значительное количество аналогов станка 1M63. Это модели СМ1761, СМ1762 и СМ1763 производства Минского завода им. Машерова, СА630С завода Саста и многие другие модели от отечественных и зарубежных производителей.
1М63 смазка | Система смазки станка, замена масла
Описание работы
Циркуляционная система смазки коробки скоростей
Система включает в себя резервуар 9, лопастный насос 14, пластинчатый фильтр II и маслораспределитель 12. Лопастный насос приводится в действие при помощи шестеренчатой передачи от первого вала коробки скоростей. Подаваемое насосом масло проходит через фильтр и поступает в маслораспределитель, из которого по трубкам поступает на смазку подшипников шпинделя, в поддон для смазки фрикциона, на смазку тормозной электромагнитной муфты и зубчатых колес. Пройдя через смазываемые части, масло собирается на дне коробки скоростей. Контроль наличия в системе смазки и ее уровня в коробке скоростей осуществляется по маслоуказателям 10 и 8.
Лопастный насос приводится в действие при помощи шестеренчатой передачи от первого вала коробки скоростей. Подаваемое насосом масло проходит через фильтр и поступает в маслораспределитель, из которого по трубкам поступает на смазку подшипников шпинделя, в поддон для смазки фрикциона, на смазку тормозной электромагнитной муфты и зубчатых колес. Пройдя через смазываемые части, масло собирается на дне коробки скоростей. Контроль наличия в системе смазки и ее уровня в коробке скоростей осуществляется по маслоуказателям 10 и 8.
Рисунок 1 – схема смазки станка
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по мас- лоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Циркуляционная дождевальная система смазки коробки подач
Система включает в себя резервуар 1, плунжерный насос 3 и трубчатый дождевальный маслораспределитель 6, расположенный в верхней части коробки подач. Плунжерный насос смонтирован в нижней части коробки подач и приводится в действие от эксцентрика на первом валу коробки подач. Масло подается насосом в трубчатый маслораспределитель, из которого поступает на смазку деталей коробки подач. Контроль наличия в системе смазки и ее уровня в коробке подач осуществляется по маслоуказателям 5 и 4.
Фитильная система смазки задних опор ходового винта, ходового вала
Система включает в себя ванночку 22, закрытую крышкой. Масло из ванночки по фитилю поступает к точкам смазки.
Фитильная система смазки сменных зубчатых колее
Система включает в себя ванночку 7 и поддон.
Масло по фитилю поступает к точкам смазки, а через отверстие в поддоне поступает в коробку подач.
Система смазки направляющих продольного перемещения суппорта и ходового винта
Система включает в себя резервуар 18 и плунжерный насос 19 с распределителем. Плунжерный насос периодически приводится в действие вручную путем осевых перемещений рукоятки включения насоса.
ВНИМАНИЕ! При отсутствии масла в маслоуказателях контроля работы лопастного и плунжерных насосов работать на станке нельзя.
Указания по монтажу и эксплуатации системы смазки
Перед пуском станка в эксплуатацию необходимо:
- заполнить резервуар 9 (см. рис. 9) коробки скоростей через отверстие 13 маслом индустриальным И-30А в количестве около 20 литров. Контроль уровня масла производится по маслоуказателю 8. В случае уменьшения подачи масла в маслоуказателе 10 следует через отверстие 13 повернуть 2-3 раза рукоятку пластинчатого фильтра для его очистки. В начале эксплуатации станка целесообразно производить очистку фильтра ежедневно, отстойник резервуара фильтра следует чистить при смене масла;
- заполнить резервуар 23 фартука через отверстие 26 маслом индустриальным И-20А в количестве около 3 литров. Контроль уровня масла производится по маслоуказателю 25. При длительной работе станка с использованием поперечного суппорта для обеспечения смазки фартука рекомендуется периодически производить 2-3 быстрых перемещения суппорта по станине. Применение масел с повышенной вязкостью ведет к замедленному расцеплению дисков муфт, вследствие чего возникают перебеги суппорта после его отключения или реверсирования движения;
- заполнить резервуар I коробки подач через отверстие 15 маслом индустриальным И-30А в количестве около 5 литров. Контроль уровня масла производится по маслоуказателю 4;
- заполнить резервуар 18 смазки направляющих суппорта через отверстие 27 маслом индустриальным И-30А в количестве около 0,2 литра. Контроль уровня
- масла производится по риске на стержне пробки отверстия 27. Для повышения равномерности и плавности перемещения суппорта, что особенно важно при резьбонарезных работах, рекомендуется в качестве смазки применять масло ВНИИ НП-401 ГОСТ 11058-75. Рекомендуется периодически, не реже 4-5 раз в смену, производить по 2-3 быстрых перемещения суппорта, предварительно перед каждым перемещением сделав вручную 3-4 двойных хода плунжера насоса;
- заполнить маслом точки смазки I-УП в соответствии с табл. 8. Смазать маслом индустриальным И-30А поверхности ходового винта, ходового вала и направляющие станины;
- залить масло индустриальное И-30А в ванночку 7 в количестве около 0,3 литра и в ванночку 22 – 0,2 литра;
- набить солидолом синтетическим С ГОСТ 4366-76 колпачковые масленки сменных зубчатых колес. Колпачковые масленки после заполнения и установки: завернуть на 1,5-2 оборота.
- При работе станка следует контролировать уровень масла по маолоуказателям 4, 8, 25 и стержню, установленному в отверстие 27. Контроль наличия подачи масла производится по маслоуказателям 5,10,20.
- Смену масла необходимо производить первый раз после 10 дней работы, второй – после 20 дней, затем через каждые 40 дней.
- Для слива масла при его смене предусмотрены сливные отверстия 2, 16, 24.
- Замену смазки НК-50 в подшипниках электронасоса следует производить не реже одного раза в 6 месяцев.
- ВНИМАНИЕ! Для смазки станка необходимо применять только фильтрованное масло.
 Контроль уровня масла производится по маслоуказателю 25. При длительной работе станка с использованием поперечного суппорта для обеспечения смазки фартука рекомендуется периодически производить 2-3 быстрых перемещения суппорта по станине. Применение масел с повышенной вязкостью ведет к замедленному расцеплению дисков муфт, вследствие чего возникают перебеги суппорта после его отключения или реверсирования движения;
Контроль уровня масла производится по маслоуказателю 25. При длительной работе станка с использованием поперечного суппорта для обеспечения смазки фартука рекомендуется периодически производить 2-3 быстрых перемещения суппорта по станине. Применение масел с повышенной вязкостью ведет к замедленному расцеплению дисков муфт, вследствие чего возникают перебеги суппорта после его отключения или реверсирования движения; Рекомендуется периодически, не реже 4-5 раз в смену, производить по 2-3 быстрых перемещения суппорта, предварительно перед каждым перемещением сделав вручную 3-4 двойных хода плунжера насоса;
Рекомендуется периодически, не реже 4-5 раз в смену, производить по 2-3 быстрых перемещения суппорта, предварительно перед каждым перемещением сделав вручную 3-4 двойных хода плунжера насоса;
Таблица – Перечень точек смазки
Позиция на рис. 1 | Периодичность смазки | Смазываемая точка | Куда вхсдит | Смазочный материал |
I | Поворот колпачка на один оборот раз в смену | Оси сменных зубчатых колес | Сменные зубчатые колеса | Смазка солидол С ГОСТ 4366-76 |
II | Один раз в смену | Зубчатое колесо | Сменные зубчатые колеса | Масло индустриальное И-30А ГОСТ 20799-75 |
III | Один раз в год | Подшипники шкива | Коробка скоростей | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
IV | Один раз в смену | Пиноль и подшипник | Задняя бабка | Масло индустриальное И-30А ГОСТ 20799-75 |
V | Один раз в смену | Зубчатое колесо быстрого перемещения суппорта | Фартук | Масло индустриальное И-30А ГОСТ 20799-75 |
VI | Один раз в смену | Направляющие каретки и верхнего суппорта, ходовые винты суппорта и их опоры, кулачки, резцедержатель | Суппорт | Масло индустриальное И-30А ГОСТ 20799-75 |
Токарно-винторезный станок 1М63 – Поставки станков
Токарно-винторезный станок 1М63 является одним из самых распространенных в своей группе. Используется для разнообразных токарных работ, таких как, точение прямолинейных и конусных поверхностей, сверление, растачивание, нарезание метрической, дюймовой, питчевой, модульной резьбы. В основном, токарно-винторезные станки1М63 применяются в единичном и мелкосерийном производстве, а так же ремонтных мастерских.
Используется для разнообразных токарных работ, таких как, точение прямолинейных и конусных поверхностей, сверление, растачивание, нарезание метрической, дюймовой, питчевой, модульной резьбы. В основном, токарно-винторезные станки1М63 применяются в единичном и мелкосерийном производстве, а так же ремонтных мастерских.
Шероховатость обработанной поверхности не более Ra 2,5 мкм.
Из истории производства
Первый станок ДИП 300 с диаметром обработки до 630 мм был освоен в 1934 году на заводе Красный пролетарий в Москве. В дальнейшем, производство было передано на Рязанский станкостроительный завод, а модель получила обозначение 163, которая стала выпускаться с длинной обработки 1400 мм и 2800 мм. Эта серия выпускалась еще в г. Тбилиси под маркой 1Д63А, 1М63Д.
В 1968 г. с конвейера сошла первая партия марки 1М63 и 1М63Б, а в последующие годы были разработаны новые модели 16К30, 16М30Ф3.
Современное поколение станков данной серии с обозначением 1М63Н началось с 1992 года.
Технологические свойства
- Высокая приводная мощность и жесткость основных узлов, широкий диапазон оборотов шпинделя и подач позволяют использовать большой спектр режущего инструмента, в качестве которых применяют резцы из быстрорежущей стали и со сменными твердосплавными пластинами.
- Зажим небольших заготовок по длине допускается в патроне, а длинных валов в центрах, с применением задней бабки.
- При комплектации дополнительными устройствами функциональные возможности увеличиваются.
- Направляющие скольжения станины закалены и отшлифованы, тем самым обеспечиваются точные движения суппорта и задней бабки.
- Точение небольших конических деталей производится за счет поворота каретки на требуемый угол.
- При изготовлении длинных конусов включается совместная подача суппорта и каретки.
- Для проточки деталей большой длины применяют люнеты (подвижные и неподвижные).
- Устройство цифровой индикации (УЦИ) позволяет оператору контролировать величину подач рабочих органов, при этом значения положений высвечиваются на цветном дисплее.
- При обработке отверстий используют различный осевой инструмент: сверла, метчики, развертки и т.д.
- Защитные ограждения в зоне резания обеспечивают безопасную работу оператора, предотвращая вылет стружки и охлаждающей жидкости.
- По исполнению бывает нормальной и повышенной точности.

Технические характеристики
| Диаметр обрабатываемой заготовки над поверхностью станины, мм | 630 |
| Наибольший диаметр над суппортом, мм | 350 |
| Диаметр устанавливаемой заготовки над выемкой, мм | 900 |
| Длина детали, мм | 750 / 1500 / 3000 / 5000 / 8000 / 10000 |
| Диаметр отверстия в шпинделе, мм | 105 |
| Максимальная масса изделия, кг | 3500 |
| Конец на шпинделе | 11М |
| Крутящий момент, Нм | 3000 |
| Число оборотов шпинделя в прямом направлении, мин-1 | 10-1250 |
| Число оборотов шпинделя в обратном направлении, мин-1 | 18-1800 |
| Диапазон рабочих подач резцовых салазок, мм/об | 0,019-0,434 |
| Диапазон продольных рабочих подач, мм/об | 0,06-1,4 |
| Диапазон поперечных рабочих подач, мм/об | 0. 024-0,518 024-0,518 |
| Количество ступеней вращения шпинделя прямых/обратных | 22/11 |
| Величина шагов нарезаемой резьбы: | |
| метрической, мм | 1-224 |
| дюймовой, ниток на дюйм | 28-0.25 |
| модульной, модуль | 0,25-56 |
| питчевой, питч диаметральный | 112-0,5 |
| Ускоренное перемещение продольное / поперечное, м/мин | 5,2 / 2 |
| Центр шпинделя | М6 |
| Ход пиноли, мм | 220 |
| Мощность главного привода, кВт | 15 |
| Габариты станка, мм | |
| длина | 2950/3750/5250/7250/10300/12470 |
| ширина | 1780 |
| высота | 1550 |
| Масса общая, кг | 4200/4840/5750/9000/11800/13200 |
Основные принадлежности
| Базовые | Дополнительные |
|
|
Исполнение станка токарно-винторезного 1М63:
- 1М63Н – токарно-винторезный станок нормальной точности.
- 1М63П – повышенной точности.
- 1М63Ф1 – станок с устройством цифровой индикации.
- 1М63Б, 1М63БГ – быстроходные станки повышенной мощности.
- 1М63М, 1М63МФ101 – повышенной мощности.

Основные узлы и механизмы
Станина станка коробчатой формы из чугуна обладает достаточной жесткостью и прочностью. Она является основанием станка, на котором монтируются остальные узлы и детали. На станине расположены две направляющие, по которым перемещаются суппорт и задняя бабка. Для придания износостойкости, направляющие подвергают закалке с последующей шлифовкой. В нижней части станины располагается лоток для сбора стружки и емкость для охлаждающей жидкости.
Шпиндель устанавливается на двух подшипниках:
- передний – специальный 2-х рядный роликовый с регулируемым радиальным зазором
- задний – шариковый радиально-упорный совместно с упорным шарикоподшипником.
Шпиндель передает вращение обрабатываемой заготовке, которая устанавливается в зажимной патрон. Допускается установка токарных патронов 250, 315, 400, 500 мм.
Допускается установка токарных патронов 250, 315, 400, 500 мм.
Задняя бабка служит для обработки заготовок большой длины и поджима их с торца при помощи подвижного или неподвижного центра. Кроме этого, в пиноль устанавливаются различные осевые инструменты: сверла, метчики, развертки др. Перемещение пиноли осуществляется с помощью маховика и фиксируется в нужном положении рукояткой.
Суппорт крестовой конструкции способен производить точение длинных конических валов. В верхней части расположен резцедержатель, в котором устанавливается режущий инструмент. Суппорт имеет ускоренное продольное и поперечное перемещение, которое осуществляется отдельным двигателем.
Фартук закрытого типа служит для преобразования вращения ходового винта в поступательные движения суппорта. Благодаря обгонной муфте допускается включение быстрого хода при включенной подаче. На фартуке имеется система блокирующих устройств, обеспечивающих безаварийную работу.
Люнет используется для предотвращения прогиба длинных не жестких валов во время обработки. Они бывают подвижными и неподвижными, и каждый тип применяется в зависимости от поставленных задач.
Токарный патрон фиксирует обрабатываемую заготовку зажимными кулачками. По своему назначению, исполнению и конструкции бывают трех кулачковыми и четырех кулачковыми. Кроме этого, на данные станки допускается установка план шайбы.
Сменные зубчатые колеса используются для нарезания различной резьбы: метрической, модульной, дюймовой, питчевой. Они располагаются с левой стороны коробки скоростей и закрыты защитным ограждением.
Система охлаждения предотвращает перегрев рабочего инструмента во время обработки. Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Электрооборудование включает в себя четыре электродвигателя: главного привода, ускоренного движения каретки, насоса охлаждения, системы смазки, а так же, электрошкаф, при помощи которого происходит управление работой узлов станка.
Система оплаты
Чтобы узнать дополнительную информацию и купить токарно-винторезный станок 1М63, Вы можете обратиться по телефону +7(4852) 66-40-25, через форму заказа на сайте или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Гарантия составляет 12 месяцев. По отдельному соглашению, проведем пусконаладочные работы на площадях заказчика с обучением обслуживающего персонала и изготовлением тестовых деталей.
1М63.01 Универсальный токарно-винторезный станок
На станке 1М63.01 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой), осей колесных пар электровозов и тепловозов при их ремонте при формировании колесных пар.
В токарном станке 1М63.01 механизированы все основные операции: продольное и поперечное перемещение суппорта, перемещение резцовых салазок, ускоренные перемещения суппорта и резцовых салазок. Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Особенности токарного станка 1М63.01 :
- повышенная скорость быстрых перемещений;
- увеличенный диаметр отверстия в шпинделе;
- более высокая масса обрабатываемого изделия.
1М63.01 — базовый станок. Класс точности по ГОСТ 18097 – Н;
Следует помнить, что в процессе технического совершенствования токарных станков 1М63.01 в их конструкцию могут быть внесены некоторые изменения. Поэтому при заказе запасных частей необходимо указать следующие данные:
- Модель и заводской номер станка указаны на табличке, помещенной на шпиндель¬ной бабке;
- Комплектующие изделия (подшипники, электроаппаратуру и т. п.) целесообразно приобретать по типу или номеру, нанесенному непосредственно на них с указанием основных данных.
- При отсутствии такой возможности тип или номер можно установить по схемам и таблицам руководства.

Органы управления станка 1М63.01
Органы управления станка 1М63.01.
- Таблица скоростей подач
- Рукоятка выбора вида резьбы
- Рукоятка выбора скорости вращения шпинделя
- Кнопка аварийной остановки
- Кнопка запуска главного электродвигателя
- Защитный экран патрона
- Трёхкулачковый патрон
- Рукоятка выбора скорости подачи
- Маслоуказатель коробки подач
- 4-х позиционный резцедержатель
- Лампа
- Маховик перемещения верхней каретки
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Педаль экстренной остановки
- Маховик продольной подачи суппорта
- Механизм поперечной подачи резцедержки
- Фартук суппорта
- Ручка продольной и поперечной подачи с кнопкой быстрой подачи
- Рычаг включения вращения шпинделя.
Пуск станка 1М63.01 и условия эксплуатации
Последовательно включая станок 1М63. 01 без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
01 без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на средних скоростях и нагрузках, особое внимание уделять контролю функционирования системы смазки.
Станки токарные 1М63.01 предназначены для использования преимущественно в инструментальных и ремонтных цехах в условиях мелкосерийного и единичного производства на разнообразных чистовых и получистовых операциях. Температура в помещении, где они устанавливаются, должна быть 10—30° С, относительная влажность — не более 80% при 10° С или 60% при 30° С.
Период сохранения первоначальной точности и долговечности станка 1М63.01 зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке 1М63.01 чистовые и обдирочные операции.
Нельзя обрабатывать детали с дисбалансом, превышающим указанный в таблице
Число оборотов шпинделя в минуту | Дисбаланс, кг-см | |
Крепление в патроне | Установка в центрах | |
630 1250 1600 | 55 15 8 | 120 30 16 |
Нужно избегать обработки изделий с ударом.
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм при сверлении стальных деталей — 25 мм.
Станок 1М63.01, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.
Установка и снятие патрона станка 1М63.01:
- При установке и снятия патрона защитите направляющие и станину при помощи деревянных досок, подложенных под патрон. Удерживайте патрон, пока ослабляете 3 кулачковых затвора зажимного эксцентрика посредством вращения на ¼ оборота против часовой стрелки. Выровняйте метки А относительно друг друга. Осторожно снимите патрон.
- Перед началом монтажа следует убедиться в отсутствии забоин на сопрягаемых поверхностях и тщательно протереть их салфеткой, не остав¬ляющей ворса. Установите патрон на передний конец шпинделя. Зажмите кулачковый затвор зажимного эксцентрика вращением по часовой стрелке. Метка зажимного эксцентрика А (Рис.5) должна находится между 2-мя метками В (Рис.5). Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, рас положенному на наружной цилиндрической поверхности корпуса патрона. Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 1М63.01 .
- Неподвижный люнет служит преимущественно для поддержки длинных заготовок и обеспечивает их надёжную обработку без вибраций, крепится на станине при помощи крепёжной планки. *
- Установите сухари люнета так, чтобы не было зазора между ними и заготовкой и они не зажимали её. Во время обработки детали необходимо хорошо смазывать сухари.
- Подвижный люнет устанавливается на продольных салазках суппорта и таким образом повторяет движение токарного резца. Он предотвращает упругие деформации длинных и тонких заготовок под давлением токарного резца. Во время обработки детали сухари необходимо установить сухари так же как и на неподвижном люнете.
 Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 1М63.01 .
Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 1М63.01 .Распаковка и транспортирование токарного станка 1М63.01
Рис 1. Схема транспортирования токарного станка 1М63.01.
Станок токарный 1М63.01 поставляется на поддоне. При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Если при распаковке обнаружены повреждения произошедшие при транспортировке, немедленно сообщите об этом продавцу. Не эксплуатируйте станок в таком случае.
Если при распаковке обнаружены повреждения произошедшие при транспортировке, немедленно сообщите об этом продавцу. Не эксплуатируйте станок в таком случае.
Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике, помещенным на поддоне станка.
Перед транспортированием токарного станка 1М63.01 в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены на станине. Задняя бабка закрепляется в правом крайнем положении, а каретка — в средней части станины между стропами каната.
Транспортирование станка осуществляется согласно схеме транспортирования (Рис.1) при помощи четырех-стропного каната, концы 1 и 2которого надеваются на две стальные штанги 60 мм. 3(Рис.1), вставляемые в специально предусмотренные отверстия основания станка.
В местах прикасания каната к станку нужно установить деревянные прокладки 4(Рис.1). При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям.
Снятие антикоррозионных покрытий со станка 1М63.01.
Перед установкой станок 1М63.01 необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смазкой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла ИЗОА ГОСТ 20799—75 или масла, заменяющего его.
Установка станка 1М63.01
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
Если станок 1М63.01 предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М24.
При установке токарного станка 6К20 следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Подготовка станка 1М63.01 к пуску.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке токарного станка 1М63.01 к пуску.
Выполнить все операции, связанные с подготовкой станка 1М63. 01 к пуску, изложенные в разделе 6 «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающей жидкости.
01 к пуску, изложенные в разделе 6 «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающей жидкости.
В соответствии с указаниями раздела 7 «Электрооборудование» подсоединить. станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления (раздел 8) проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.
Следует знать, что из-за наличия блокировочных устройств станок 1М63.01 не может быть включен:
- при открытой дверце электрошкафа управления;
- при открытом кожухе сменных шестерен;
- при откинутом кожухе ограждения патрона.
Описание блокировочных устройств помещено в разделе 7 «Электрооборудование».
Нажатием черной кнопки «Пуск» 5(Рис. 4) включить электродвигатель главного привода.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки станка 1М63.01 и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
Смазка станка 1М63.01.
Правильная и регулярная смазка токарного станка 1М63.01 имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» и схемой смазки (Рис. 3) заполнить резервуары смазкой и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их заменителями, приведенными в «Перечне рекомендуемых смазочных материалов» (п. 6.3).
Карта смазки станка 1М63.01
Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 |
| 11 |
Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Перечень смазочных материалов рекомендуемых для смазки станка 1М63.
 01
01И—20А ГОСТ 20799—75 | И—30А ГОСТ 20799—75 | ЦИАТИМ-203 ГОСТ 8773-73 |
Вязкость при 50°С 17—23 сСт | Вязкость при 50°С 27—33 сСт | Эффективная вязкость при -30°С — не более 1000 Пз |
Температура вспышки (в открытом тигле) — не ниже 165°С | Температура вспышки (в открытом тигле) — не ниже 180°С | Испытание коррозионного действия — выдерживает |
Температура застывания — 30°С | Температура застывания — 15°С | Содержание свободных щелочей в пересчете 0,1% |
Кислотное число — не более 0,14 мг КОН/1 г масла | Кислотное число — не более 0,2 мг КОН/1 г масла |
|
Зольность —не более 0,007% Содержание механических примесей — отсутствуют | Зольность — не более 0,007% Содержание механических примесей — отсутствуют | Содержание свободных органических кислот — отсутствуют Содержание воды — не более 2,5% |
Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание механических примесей —не более 0,25% |
Содержание воды — отсутствует | Содержание воды — отсутствует |
|
Допускается замена на ИГП-18 ТУ38-1-273—69 | Допускается замена на ИГП-30 ТУ38-1-273—69 |
При отсутствии, указанных в перечне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
Описание системы смазки
станка 1М63.01В станке 1М63.01 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 1М63.01 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 1М63.01 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Электрооборудование станка 1М63.
 01
01Для обеспечения высокой надежности в работе и обслуживания электрооборудования станка 1М63.01 специалистами средней квалификации вся релейно-контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.
Электроаппаратура станка 1М63.01 (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка 1М63.01 предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Подключение к электросети, а также используемые силовые кабели должны соответствовать предписаниям. Напряжение и частота в электросети должны соответствовать данным на шильдике станка. Предохранитель должен быть на 25А.
Применяйте соединительные кабели только с обозначением Н07RN-F.
Подключение к электросети и ремонт должны проводить квалифицированные электрики.
Электрическое подключение производится к клеммным колодкам в электрошкафу сзади станка.
Указания по технике безопасности
Станок 1М63.01 должен быть надежно подключен к цеховому заземляющему устройству (контуру).
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ работать с открытыми клеммной коробкой и шкафом управления!
В шкафу управления установлено предохранительное светосигнальное устройство, показывающее наличие напряжения между выходными клеммами вводного автоматического выключателя и нейтральным проводом.
Блокировочные устройства электрооборудования станка 1М63.01
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель,отключая электродвигатель главного привода.
Путевой выключательсмонтирован в шкафу управления, микропереключатель — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
Инструкция по первоначальному пуску станка 1М63.01
При первоначальном пуске станка 1М63.01 необходимо путем внешнего осмотра проверить надеж¬ность заземления и качество монтажа электрооборудования. После осмотра отключить на клеммных наборах в шкафу управления провода питания всех электродвигателей и при помощи вводного автоматического выключателя станок подключить к цеховой сети. Проверить действие всех блокировочных устройств
- Проверить при помощи органов ручного управления четкость срабатывания магнитных пускателей и реле.
- При достижении четкой работы всех электроаппаратов, расположенных в шкафу управления, подсоединить ранее отключенные провода к клеммным наборам.
- Поочередным включением электродвигателей главного привода, быстрых перемещений суппорта проверить правильность направле¬ния их вращения .
- Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.

Рекомендации по обслуживанию электрооборудования станка 1М63.01.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 1М63.01. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику). При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.
- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
 Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Ремонт токарного станка 1М63 – ПКФ РемСтан – ремонт и обслуживание станков
Капитальный ремонт и модернизация токарно-винторезного станка модели 1М63
Перечень работ при проведении капитального ремонта станка токарно-винторезного модели 1М63 поэтапно:
1. Полная разборка станка 1М63 и всех узлов.
Полная разборка станка 1М63 и всех узлов.
2. Промывка, протирка всех деталей станка.
3. Составление дефектной ведомости станка.
4. Станина: шлифовка направляющих и прижимных планок.
5. Каретка и суппорт станка: шлифовка, изготовление новых клиньев, наделок и системы смазки, подгонка планок каретки и суппорта.
6. Резцедержка: замена болтов, калибровка отверстий, притирка конуса, ремонт ручки зажима.
7. Замена продольной и поперечной пары винт-гайка, замена подшипников опор, замена сальников.
8. Коробка скоростей: разборка, замена всех подшипников, сальников, замена копира, восстановление смазки, ремонт фрикциона (замена дисков), ремонт конуса шпинделя.
9. Коробка подач: разборка, замена всех подшипников, сальников, замена изношенных шестерен, замена механизма переключений.
10. Фартук станка 1М63: разборка, замена всех подшипников, сальников, замена шестерни и втулки ходового вала, замена паразитных шестерен.
11. Задняя бабка: шабровка по направляющим станины, расточка, изготовление новой пиноли, замена шпонки, подшипников, пары винт-гайка, ремонт штурвала.
12. Система смазки: ревизия бачков, замена фильтров, замена насоса, восстановление трубопроводов, замена реле, гидрораспределителя, замена ремня привода.
13. Система охлаждения: ревизия насоса замена подшипников, замена трубопровода.
14. Электрическая часть: полная замена проводки, замена приборов и аппаратуры, замена подшипников в электродвигателях, ремонт (перемотка), замена приводных ремней, ревзия (ремонт) электромуфт.
15. Восстановление защитных кожухов, телескопических защитных направляющих.
16. Восстановление внешнего вида: очистка, грунтовка, окраска всех деталей станка, замена бирок.
17. Сборка станка 1М63 и проверка на работоспособность.
18. Регулировка, испытание на холостом ходу и под нагрузкой, проверка на геометрическую точность, шум, нагрев. Изготовление тестовой детали.
При заказе капитального ремонта любого металлообрабатывающего станка специалисты нашей компании подготавливают сметно-финансовый расчет и коммерческое предложение. При необходимости возможен выезд наших специалистов на территорию клиента для проведения дефектовки (при текущем ремонте станка).
При необходимости возможен выезд наших специалистов на территорию клиента для проведения дефектовки (при текущем ремонте станка).
Все условия сотрудничества обговариваются индивидуально.
Ремонт станков 1М63 производится по основной технологии с восстановлением всех норм точности, жёсткости и другого, как и для новых станков. Детали, не подлежащие восстановлению, заменяются на новые, оригинальные. Все детали, требующие упрочнения, калятся и шлифуются, в том числе и станина.
Гарантия на станки после ремонта.
На всё оборудование гарантия составляет – 12 месяцев с момента подписания акта сдачи станка на территории Заказчика.
Стоимость ремонта токарного станка 1М63
|
Название позиции |
Маркировка детали |
Номер позиции в альбоме чертежей |
Масса |
характеристики |
Стоимость |
|
Коробка скоростей в сборе |
1м63. |
|
|
|
297000 с ндс |
|
Каретка в сборе |
1м63. |
|
|
|
89000 с ндс |
|
Суппорт в сборе |
1м63.41.001 |
|
|
|
75600 с ндс |
|
Фартук в сборе |
1м63. |
|
|
|
98200 с ндс |
|
Задняя бабка в сборе |
1м63.03.002 |
|
|
|
56000 с ндс |
|
Коробка подач в сборе |
1м63. |
|
|
|
93200 с ндс |
|
Станина |
1м63. |
|
|
|
250000 с ндс |
|
Шкив главного двигателя |
1м63.14.030 |
Поз. 1 |
Сч гост 1412-85 |
Масса 18 |
договорная |
|
Кулачок |
1м63.14.180 |
Поз.2 |
|
Масса 1,6 |
договорная |
|
Втулка |
1м63. |
Поз.3 |
|
Масса 0,17 |
договорная |
|
Втулка |
1м63.01.167 |
Поз.4 |
|
Масса 0,1 |
договорная |
|
Толкатель |
1м63.01.178 |
Поз.5 |
|
Масса 0,047 |
договорная |
|
Фиксатор |
1м63. |
Поз.6 |
|
Масса 0,03 |
договорная |
|
Втулка |
1м63.01A.211 |
Поз.7 |
|
Масса 0,37 |
договорная |
|
Вкладыш |
1м63.14.100 |
Поз.8 |
|
Масса 0,23 |
договорная |
|
Вкладыш |
1м63. |
Поз.9 |
|
Масса 0,21 |
договорная |
|
Валик переключения |
1м63.14.186 |
Поз.10 |
Длина 3760мм |
Масса 18,09 |
договорная |
|
Втулка |
1м63.14.228 |
Поз.11 |
|
Масса 0,48 |
договорная |
|
Рейка |
1м63. |
Поз.12 |
Длина 715 мм |
Масса 11,9 |
дог. |
|
Рейка |
1м63.01.150 |
|
Длина 731 мм |
Масса 12,1 |
дог. |
|
Вал ходовой |
1м63.01.152 |
Поз.13 |
Длина 3800 мм |
Масса |
договорная |
|
Винт ходовой рмц 1500 мм |
1м63. |
|
|
|
дог. |
|
Винт ходовой рмц 2800 мм |
1м63.01.156 |
|
|
|
дог. |
|
Винт ходовой |
1м63.01.156 |
Поз.14 |
Длина 3657 мм |
Масса 50,88 |
договорная |
|
Валик переключения |
1м63. |
Поз.15 |
Длина 2325 мм |
Масса 10,98 |
договорная |
|
Вал ходовой |
1м63.01A.153 |
Поз.16 |
Длина 2400 мм |
Масса 18,15 |
договорная |
|
Втулка |
1м63.01a.210 |
Поз.17 |
|
Масса 0,59 |
договорная |
|
Винт ходовой |
1м63. |
Поз.18 |
Длина 2270 мм |
Масса 25,3 |
договорная |
|
Коробка скоростей |
1м63.21.001, 1м63.21.004, 1м63.21.006 |
|
|
|
297000 с ндс |
|
Вал фрикционный в сборе 1м63 6ти шлицевой |
|
|
|
|
27500 с ндс |
|
Вал фрикционный в сборе 1м63 8ти шлицевой |
|
|
|
|
29900 с ндс |
|
Фланец |
1м63. |
Поз.19 |
|
Масса |
договорная |
|
Отражатель |
1м63.21.035 |
Поз.20 |
Z 60 m 2 |
Масса 2.7 |
договорная |
|
Фланец |
1м63.21.042 |
Поз.21 |
|
Масса |
договорная |
|
Шкив |
1м63. |
Поз.22 |
|
Масса |
договорная |
|
Шестерня |
1м63.21.156 |
Поз.23 |
Z 85 m 4 |
Масса 22.31 |
договорная |
|
Шестерня |
1м63.21.158 |
Поз.24 |
Z 96 m 3 |
Масса 10.89 |
договорная |
|
Валик |
1м63. |
Поз.25 |
|
Масса 2.7 |
договорная |
|
Шестерня |
1м63.21.197 |
Поз.26 |
Z32 m 3 |
Масса 2.08 |
договорная |
|
Шестерня |
1м63.21.199 |
Поз.27 |
Z 40 m 3 |
Масса 1.8 |
договорная |
|
Шестерня |
1м63. |
Поз.28 |
Z 45 m 3 |
Масса 3.4 |
договорная |
|
Валик |
1м63.21.211 |
Поз.29 |
|
Масса |
договорная |
|
Шестерня |
1м63.21.215 |
Поз.30 |
Z 32 m 3 |
Масса 1.8 |
договорная |
|
Шестерня |
1м63. |
Поз.31 |
Z 46 m 3 |
Масса 2.1 |
договорная |
|
Шестерня |
1м63.21.217 |
Поз.32 |
Z 40 m 3 |
Масса 1.2 |
договорная |
|
Шестерня |
1м63.21.218 |
Поз.33 |
Z 42 m 3 |
Масса 1.7 |
договорная |
|
Шестерня |
1м63. |
Поз.34 |
Z 60 m 3 |
Масса 4.4 |
договорная |
|
Шестерня |
1м63.21.221 |
Поз.35 |
Z 24 m 3 |
Масса 1.8 |
договорная |
|
Кольцо |
1м63.21.224 |
Поз.36 |
|
Масса 0.26 |
договорная |
|
Кольцо |
1м63. |
Поз.37 |
|
Масса 0.26 |
договорная |
|
Шестерня |
1м63.21.228 |
Поз.38 |
Z 45 m 3 |
Масса 3.23 |
договорная |
|
Вал |
1м63.21.229 |
Поз.39 |
|
Масса |
договорная |
|
Шестерня |
1м63. |
Поз.40 |
Z 55 m 4 |
Масса |
договорная |
|
Шестерня |
1м63.21.231 |
Поз.41 |
Z 22 m 4 |
Масса 1.66 |
договорная |
|
Вал |
1м63.21.232 |
Поз.42 |
|
Масса 6.61 |
договорная |
|
Вал |
1м63. |
Поз.43 |
|
Масса 4.83 |
договорная |
|
Шестерня |
1м63.21.234 |
Поз.44 |
Z 60 m 2.5 |
Масса 2.8 |
договорная |
|
Шестерня |
1м63.21.235 |
Поз.45 |
Z 24 m3 |
Масса 1.25 |
договорная |
|
Вал |
1м63. |
Поз.46 |
|
Масса 4.5 |
договорная |
|
Шестерня |
1м63.21.237 |
Поз.47 |
Z 56 m2.5 |
Масса 3.18 |
договорная |
|
Шестерня |
1м63.21.350 |
Поз.48 |
Z 60 m 2.5 |
Масса 1.8 |
договорная |
|
Шестерня |
1м63. |
Поз.49 |
Z 60 m 3 |
Масса 3.5 |
договорная |
|
|
|
Поз.50 |
|
Масса 2.0 |
договорная |
|
Гайка |
1м63.21.353 |
Поз.51 |
|
Масса |
договорная |
|
Шестерня |
1м63.21.355 |
Поз. |
Z 55 m 4 |
Масса 11.3 |
договорная |
|
Шпиндель |
1м63.21.358 |
Поз.53 |
Длина 1183 мм |
Масса 70 |
90000 с ндс |
|
Шестерня |
1м63.21.364 |
Поз.54 |
Z 44 m 3 |
Масса 2.1 |
договорная |
|
Вал |
1м63.21.367 |
Поз. |
|
Масса 9.4 |
договорная |
|
Шестерня |
1м63.21.368 |
Поз.56 |
Z 40 m 3 |
Масса 1.11 |
договорная |
|
Кольцо |
1м63.21.385 |
Поз.57 |
|
Масса 0.66 |
договорная |
|
Гайка натяжная фрикционного вала |
1м63.21.386 |
Поз. |
|
Масса 0.35 |
договорная |
|
Диск фрикционный |
1м63.21.387 |
Поз.59 |
|
Масса 0,108 |
дог. |
|
Диск фрикционный |
1м63.21.388 |
Поз.60 |
|
Масса 0,106 |
дог. |
|
Коромысло фрикционного вала |
1м63. |
Поз.61 |
|
Масса 0,052 |
договорная |
|
Вал |
1м63.21.391 |
Поз.62 |
|
Масса |
договорная |
|
Шпонка |
1м63.21.393 |
Поз.63 |
|
Масса 0,1 |
договорная |
|
Вал |
1м63.21.394 |
Поз. |
|
Масса |
договорная |
|
Шестерня |
1м63.21.395 |
Поз.65 |
Z 42 m 3 |
Масса 2.206 |
договорная |
|
Фиксатор |
1м63.21.404 |
Поз.66 |
|
Масса 0.04 |
договорная |
|
Ролик |
1м63.02.405 |
Поз. |
|
Масса 0.009 |
договорная |
|
Втулка |
1м63.02.094 |
Поз.68 |
|
Масса 1.05 |
договорная |
|
Сухарь |
1м63.02.109 |
Поз.69 |
|
Масса 0.055 |
договорная |
|
Шестерня |
1м63.02.170 |
Поз. |
Z 40 m 3 |
Масса |
договорная |
|
Шестерня |
1м63.02.171 |
Поз.71 |
Z 23 m 3 |
Масса |
договорная |
|
Шестерня |
1м63.02.172 |
Поз.72 |
Z 32 m 3 |
Масса 1.3 |
договорная |
|
Шпонка |
1м63.02.173 |
Поз. |
|
Масса 0.15 |
договорная |
|
Кольцо |
1м63.02.178 |
Поз.74 |
|
Масса 0.5 |
договорная |
|
Шестерня |
1м63.02.203 |
Поз.75 |
Z 60 m 3 |
Масса 4.7 |
договорная |
|
Шестерня |
1м63.02.210 |
Поз. |
Z 28 m 2.5 |
Масса 3.23 |
договорная |
|
Тяга |
1м63.02.220 |
Поз.77 |
|
Масса 1.66 |
договорная |
|
Шестерня |
1м63.02.227 |
Поз.78 |
Zm m 2 |
Масса |
договорная |
|
Ось |
1м63.02.243 |
Поз. |
|
Масса 3.69 |
договорная |
|
Шестерня |
1м63.02.260 |
Поз.80 |
Z 35 m 2.5 |
Масса 0.56 |
договорная |
|
Копир |
1м63.02.261 |
Поз.81 |
|
Масса 5.3 |
договорная |
|
Шестерня |
1м63.02.262 |
Поз. |
Z 50 m 3 |
Масса 1.7 |
договорная |
|
Шестерня |
1м63.02.263 |
Поз.83 |
Z 25 m 3 |
Масса 0.43 |
договорная |
|
Шестерня |
1м63.02.275 |
Поз.84 |
Z 25 m 3 |
Масса 0.37 |
договорная |
|
Гайка |
1м63.02.284 |
Поз. |
|
Масса 2.24 |
договорная |
|
Шестерня |
1м63.02.294 |
Поз.86 |
Z 26 m 2 |
Масса |
договорная |
|
Шестерня |
1м63.02.321 |
Поз.87 |
Z 70 m 2 |
Масса |
договорная |
|
Шестерня |
1м63.02.331 |
Поз. |
Z 50 m 3 |
Масса 2.09 |
договорная |
|
Шестерня |
1м63.02.347 |
Поз.89 |
Z 31 m 3 |
Масса 1.4 |
договорная |
|
Шестерня |
1м63.02.348 |
Поз.90 |
Z 31 m3 |
Масса 0.9 |
договорная |
|
Шестерня |
1м63.02.353 |
Поз. |
Z 24 m 3 |
Масса 0.78 |
договорная |
|
Вал |
1м63.02.360 |
Поз.92 |
|
Масса 2.0 |
договорная |
|
Шестерня ( корзина фрикциона) |
1м63.02.370 |
Поз.93 |
Z 45 m 3 |
Масса 2.7 |
договорная |
|
Гайка |
1м63.02.400 |
Поз. |
|
Масса 1,4 |
договорная |
|
Шестерня |
1м63.02.426 |
Поз.95 |
Z 34 m 2 |
Масса 0.38 |
договорная |
|
Шестерня |
1м63.02.437 |
Поз.96 |
Z 28 m 2.5 |
Масса 0.49 |
договорная |
|
Шестерня |
1м63.02.438 |
Поз. |
Z 28 m 2.5 |
Масса 0.49 |
договорная |
|
Вал рейка |
1м63.02.439 |
Поз.98 |
Z 13 m 2.5 |
Масса 1.9 |
договорная |
|
Ролик |
1м63.02.272а |
Поз.99 |
|
Масса 0.02 |
договорная |
|
|
|
Поз.100 |
|
Масса 0.02 |
договорная |
|
Муфта |
1м63.02.164 |
Поз.101 |
|
Масса 0.7 |
договорная |
|
Ось |
1м63.02.230 |
Поз.102 |
|
Масса 0.3 |
договорная |
|
Ось |
1м63.02.234 |
Поз.103 |
|
Масса 0.6 |
договорная |
|
Задняя бабка в сборе |
1м63.03.002 |
|
|
|
56000 с ндс |
|
Гайка винта пиноли поставляется в сборе с винтом |
1м63.03.037 |
Поз.104 |
|
Масса 1.2 |
дог. |
|
Корпус подшипника |
1м63.03.168 |
Поз.105 |
|
Масса 0.1 |
договорная |
|
Корпус подшипника |
1м63.03.172 |
Поз.106 |
|
Масса 0.13 |
договорная |
|
Лимб |
1м63.03.181 |
Поз.107 |
|
Масса |
договорная |
|
Шпонка |
1м63.03.200 |
Поз.108 |
|
Масса 0.05 |
договорная |
|
Клин |
1м63.03.202 |
Поз.109 |
Длина 405 мм |
Масса 0.9 |
договорная |
|
Винт пиноли поставляется в сборе с гайкой |
1м63.03.223 |
Поз.110 |
Длина 505 мм |
Масса 2,63 |
договорная |
|
Пиноль в сборе |
1м63.03.224 |
Поз.111 |
|
Масса 28 |
договорная |
|
Суппорт в сборе |
1м63.41.001 |
|
|
|
дог. |
|
Верхняя часть суппорта 1М63 |
|
|
|
|
дог. |
|
Средняя часть суппорта 1М63 |
|
|
|
|
дог. |
|
Нижняя часть суппорта 1М63 |
|
|
|
|
дог. |
|
Втулка |
1м63.41.025 |
Поз.112 |
|
Масса 0,22 |
договорная |
|
Втулка |
1м63.41.030 |
Поз.113 |
|
Масса 0,16 |
договорная |
|
Вал |
1м63.41.190 |
Поз.114 |
|
Масса 2,52 |
договорная |
|
Колесо коническое |
1м63.41.191 |
Поз.115 |
Z 31 m 2 |
Масса 0.432 |
договорная |
|
Муфта |
1м63.41.192 |
Поз.116 |
|
Масса 0.45 |
договорная |
|
Втулка |
1м63.41.193 |
Поз.117 |
|
Масса 0.7 |
договорная |
|
Винт поперечной подачи (каретки) поставляется в сборе с гайкой |
1м63.41.268 |
Поз.118 |
Длина 1154 мм |
Масса 4.54 |
дог. |
|
Шестерня |
1м63.41.269 |
Поз.119 |
Z 34 m 1 |
Масса 0.16 |
договорная |
|
Блок шестерня |
1м63.41.274 |
Поз.120 |
Z 31 |
Масса 0.61 |
договорная |
|
Втулка |
1м63.04.101 |
Поз.121 |
|
Масса 0.17 |
договорная |
|
Втулка |
1м63.04.109 |
Поз.122 |
|
Масса 0.054 |
договорная |
|
Гайка винта поперечной подачи поставляется в сборе с гайкой |
1м63.04.119 |
Поз.123 |
Бр 05 ц5с5 гост 613-79 |
Масса 0,4 |
дог. |
|
Шестерня |
1м63.04.120 |
Поз.124 |
Бр 05 ц5с5 гост 613-79 |
Масса 0,26 |
договорная |
|
Полугайка суппорта поставляется в сборе с винтом |
1м63.04.128 |
Поз.125 |
|
Масса 0,23 |
дог. |
|
Полугайка суппорта поставляется в сборе с винтом |
1м63.04.129 |
Поз.126 |
|
Масса 0,17 |
дог. |
|
Винт суппорта поставляется в сборе с гайкой |
1м63.04.152 |
Поз.127 |
Длина 520 мм |
Масса |
дог. |
|
Винт суппорта поставляется в сборе с гайкой |
|
|
Длина 532 мм |
масса |
дог. |
|
Шестерня |
1м63.04.153 |
Поз.128 |
Z 20 m 3 |
Масса 0.53 |
договорная |
|
Шестерня |
1м63.04.154 |
Поз.129 |
Z 17 m 3 |
Масса 0.4 |
договорная |
|
Шестерня |
1м63.04.155 |
Поз.130 |
Z 17 m 3 |
Масса 0.22 |
договорная |
|
Шестерня |
1м63.04.159 |
Поз.131 |
Z 30 m 2 |
Масса 0.25 |
договорная |
|
Шестерня |
1м63.04.160 |
Поз.132 |
Z 30 m 2 |
Масса 0.28 |
договорная |
|
Шестерня |
1м63.04.161 |
Поз.133 |
Z 25 m 2 |
Масса |
договорная |
|
Шестерня |
1м63.04.162 |
Поз.134 |
Z 25 m 2 |
Масса 0.26 |
договорная |
|
Муфта |
1м63.04.163 |
Поз.135 |
|
Масса 0.2 |
договорная |
|
Червяк |
1м63.04.171 |
Поз.136 |
|
Масса |
договорная |
|
Фиксатор |
1м63.04.173 |
Поз.137 |
|
Масса 0.17 |
договорная |
|
Клин |
1м63.04.181 |
Поз.138 |
|
Масса 2.21 |
договорная |
|
Клин |
1м63.04.190 |
Поз.139 |
Длина 412 мм |
Масса 1,2 |
договорная |
|
Кольцо делительное |
1м63.04.325 |
Поз.140 |
|
Масса 0,294 |
договорная |
|
Кулачок |
1м63.04.168 |
Поз.141 |
|
Масса 0,546 |
договорная |
|
Гнездо |
1м63.04.174 |
Поз.141а |
|
Масса 0,035 |
договорная |
|
Фартук в сборе |
1м63.61.001 |
|
|
Масса |
98200 с ндс |
|
Вал шестерня 6ой оси |
1м63.61.154 |
Поз.142 |
|
Масса 3,2 |
договорная |
|
Вал шестерня |
1м63.61.154/1 |
Поз.143 |
Z 12 m 4 |
Масса 5.3 |
договорная |
|
Втулка |
1м63.61.154/2 |
Поз.144 |
|
Масса 0.72 |
договорная |
|
Шестерня |
1м63.61.158 |
Поз.145 |
Z 55 m 3 |
Масса 0.78 |
договорная |
|
Вал 4 ой оси |
1м63.61.159 |
Поз.146 |
|
Масса 1.6 |
договорная |
|
Вал 8ой оси |
1м63.61.162 |
Поз.147 |
|
Масса 1.54 |
договорная |
|
Шестерня |
1м63.61.164 |
Поз.148 |
Z 63 m 3 |
Масса 2.83 |
договорная |
|
Шестерня |
1м63.61.165 |
Поз.149 |
Z 52 m 3 |
Масса 2.3 |
договорная |
|
Шестерня |
1м63.61.180 |
Поз.150 |
Z 52 m 3 |
Масса 1.33 |
договорная |
|
Шестерня |
1м63.61.181 |
Поз.151 |
Z 55 m 3 |
Масса 1.93 |
договорная |
|
Вал 7ой оси |
1м63.61.184 |
Поз.152 |
|
Масса 1.9 |
договорная |
|
Шестерня |
1м63.61.197 |
Поз.153 |
Z 26 m 3 |
Масса 0.55 |
договорная |
|
Шестерня |
1м63.61.207 |
Поз.154 |
Z 30 m 2 |
Масса 0.18 |
договорная |
|
Шестерня |
1м63.61.208 |
Поз.155 |
Z 23 m 2 |
Масса 0.435 |
договорная |
|
Шестерня |
1м63.61.228 |
Поз.156 |
Z 54 m 2 |
Масса 0.58 |
договорная |
|
Шестерня |
1м63.61.229 |
Поз.157 |
Z 22 m 3 |
Масса 0.37 |
договорная |
|
Шестерня |
1м63.61.230 |
Поз.158 |
Z 23 m 2 |
Масса 0.13 |
договорная |
|
Вал шестерня |
1м63.61.231 |
Поз.159 |
Z 23 m 2 |
Масса 0.85 |
договорная |
|
Вал |
1м63.61.232 |
Поз.160 |
|
Масса 2.05 |
договорная |
|
Втулка |
1м63.06.106 |
Поз.161 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.99 |
договорная |
|
Втулка |
1м63.06.113 |
Поз.162 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.35 |
договорная |
|
Колесо червячное |
1м63.06.115 |
Поз.163 |
Z 36 m 4 |
Масса 1.2 |
договорная |
|
Гайка маточная |
1м63.06.117 |
Поз.164 |
Бр 05 ц5с5 гост 613-79 |
Масса 1.0 |
дог. |
|
Втулка |
1м63.06.118 |
Поз.165 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.55 |
договорная |
|
втулка |
1м63.06.119 |
Поз.166 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.4 |
договорная |
|
Червяк |
1м63.06.150 |
Поз.167 |
Z 3 m 4 |
Масса 3.82 |
договорная |
|
Шестерня |
1м63.06.203 |
Поз.168 |
Z 37 m1 |
Масса 0.059 |
договорная |
|
Шестерня |
1м63.06.204 |
Поз.169 |
Z149 m 1 |
Масса 0.8 |
договорная |
|
Шестерня |
1м63.06.205 |
Поз.170 |
Z 75 m 1 |
Масса 0.618 |
договорная |
|
Шестерня |
1м63.06.231 |
Поз.171 |
|
Масса |
договорная |
|
Шестерня |
1м63.06.253 |
Поз.172 |
Z 24 m 3 |
Масса 1.63 |
договорная |
|
Шестерня |
1м63.06.254 |
Поз.173 |
Z 66 m 3 |
Масса 3.4 |
договорная |
|
Шестерня |
1м63.06.259 |
Поз.174 |
Z 44 m 3 |
Масса 2.92 |
договорная |
|
Втулка |
1м63.06.112 |
Поз.175 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.3 |
договорная |
|
Плунжерный насос |
1м63.06.179 |
Поз.176 |
|
Масса |
договорная |
|
Штифт пустотелый |
1м63.06.193 |
Поз.177 |
|
Масса 0.004 |
договорная |
|
Ролик |
1м63.06.202А |
Поз.178 |
|
Масса 0.015 |
договорная |
|
Шестерня |
1м63.71.150 |
Поз.179 |
Z 62 m 2 |
Масса 0.6 |
договорная |
|
Копир |
1м63.71.152 |
Поз.180 |
|
Масса 1.59 |
договорная |
|
Копир |
1м63.71.153 |
Поз.181 |
|
Масса 1.576 |
договорная |
|
Муфта |
1м63.71.154 |
Поз.182 |
Z 44 m 1.75 |
Масса 0.8 |
договорная |
|
Ось |
1м63.71.160 |
Поз.183 |
|
Масса 0.253 |
договорная |
|
Шестерня |
1м63.71.176 |
Поз.184 |
Z 30 m 2 |
Масса 1.1 |
договорная |
|
Шестерня |
1м63.71.179 |
Поз.185 |
Z 60/30 m 2 |
Масса 1.5 |
договорная |
|
Вал |
1м63.71.191 |
Поз.186 |
|
Масса 2.183 |
договорная |
|
Шестерня |
1м63.71.192 |
Поз.187 |
Z 61/33 m 2 |
Масса 1.4 |
договорная |
|
Шестерня |
1м63.71.193 |
Поз.188 |
Z 60 m 2 |
Масса 1.13 |
договорная |
|
Шестерня |
1м63.71.194 |
Поз.189 |
Z 33 m 3.5 |
Масса 1.025 |
договорная |
|
Шестерня |
1м63.71.195 |
Поз.190 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.196 |
Поз.191 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.197 |
Поз.192 |
|
Масса |
договорная |
|
Вал |
1м63.71.198 |
Поз.193 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.199 |
Поз.194 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.200 |
Поз.195 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.201 |
Поз.196 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.204 |
Поз.197 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.205 |
Поз.198 |
|
Масса |
договорная |
|
Вал |
1м63.71.206 |
Поз.199 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.207 |
Поз.200 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.208 |
Поз.201 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.209 |
Поз.202 |
|
Масса |
договорная |
|
Вал |
1м63.71.210 |
Поз.203 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.211 |
Поз.204 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.212 |
Поз.205 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.208 |
Поз.228 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.209 |
Поз.229 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.210 |
Поз.230 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.215 |
Поз.231 |
|
Масса |
договорная |
|
Фланец |
1м63.92.032 |
Поз.232 |
|
Масса |
договорная |
|
Патрон трех кулачковый самоцентрирующийся |
1м63.92.006 |
Поз.233 |
|
Масса |
договорная |
|
Коробка подач |
|
|
|
Масса |
93200 с ндс |
 21.001, 1м63.21.004, 1м63.21.006
21.001, 1м63.21.004, 1м63.21.006

 01.161
01.161 01.180
01.180 14.101
14.101 01.150
01.150 01.156
01.156 16.156
16.156 01a.213
01a.213 21.023
21.023 21.053
21.053 21.182
21.182 21.200
21.200 21.216
21.216 21.219
21.219 21.225
21.225 21.230
21.230 21.233
21.233 21.236
21.236 21.351
21.351 52
52 55
55 58
58 21.389
21.389 64
64 67
67 70
70 73
73 76
76 79
79 82
82 85
85 88
88 91
91 94
94 97
971m63 – Перевод на английский – примеры французский
Эти примеры могут содержать грубые слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
Blanche, cheveux blonds, yeux bleus, taille 1м63 .
En prenant une laisse standard de 1m20, celui qui a traîné la victime, mesure au plus 1m63 .
Если исходить из стандартного четырехфутового поводка, тот, кто тащил жертву, имеет самое большее пять-пять .Blanche, cheveux blonds, yeux bleus, taille 1м63 .
Расцветка : белый. Волосы: светлые. Глаза: голубые.Il s’agit d’une femme, blanche, 1m63 , 30 ans, rousse.
Vous n’auriez pas vu une femme d’environ 1m63 faire du vélo?
Вы видели женщину около 5 ‘4 на велосипеде?
Avez-vous vu une femme d ‘ 1m63 à vélo?
Подробнее Perdre du poids: une réussite 18 Номинал: Дженнифер Эйзенбарт Резиденция: Twin Cities, Миннесота, США Возраст: 33 ans Taille: 1m63 Род занятий: Mère au foyer Начальный вес Poids: 128 кг…
Подробнее Потеря веса История успеха 18 Важная статистика Имя Дженнифер Эйзенбарт Родной город Города-близнецы, Миннесота Возраст 33 Рост 5 футов 4 дюйма Работа Мама-домработница Вес до 283 Вес …Blanche, cheveux blonds, yeux bleus, taille 1м63 .
Структурные особенности
Функция[PP2BA_HUMAN] Кальцийзависимая кальмодулин-стимулированная протеинфосфатаза. Эта субъединица может играть роль в активации кальциневрина кальмодулином. Дефосфорилирует DNM1L, HSPB1 и SSh2. [1] [2] [PPIA_HUMAN] PPIases ускоряют сворачивание белков. Он катализирует цис-транс-изомеризацию имидных пептидных связей пролина в олигопептидах.[CANB1_HUMAN] Регуляторная субъединица кальциневрина, кальций-зависимой протеинфосфатазы, стимулируемой кальмодулином. Придает чувствительность к кальцию. Эволюционное сохранениеПроверка, как определено ConSurfDB. Вы можете прочитать объяснение метода и полные данные, доступные на ConSurf. Резюме публикации из PubMedКальциневрин, Ca2 + / кальмодулин-зависимая протеинфосфатаза, является общей мишенью для двух комплексов иммунофилин-иммунодепрессант, циклофилин A-циклоспорин A (CyPA-CsA) и FKBP-FK506.Как два структурно различных комплекса иммунофилин-лекарство связываются с одной и той же мишенью, остается неизвестным. Мы сообщаем о кристаллической структуре кальциневрина (CN) в комплексе с CyPA-CsA с разрешением 2,8 A. Комплекс CyPA-CsA связывается с композитной поверхностью, образованной каталитическими и регуляторными субъединицами CN, где также связывается комплекс FK506 и его связывающий белок FKBP. Хотя большинство остатков CN, участвующих в связывании, являются общими для обоих комплексов иммунофилин-иммунодепрессант, значительное количество остатков различны.В отличие от FKBP-FK506, CyPA-CsA взаимодействует с Arg-122 в активном центре CN, что подразумевает прямое участие CyPA-CsA в регуляции катализа CN. Одновременное взаимодействие CyPA как с композитной поверхностью, так и с активным центром CN предполагает, что композитная поверхность может служить сайтом распознавания субстрата, ответственным за узкую субстратную специфичность CN. Сравнение CyPA-CsA-CN с FKBP-FK506-CN значительно способствует пониманию молекулярных основ регуляции активности CN иммунофилин-иммунодепрессантом. Кристаллическая структура кальциневрин-циклофилин-циклоспорин демонстрирует общее, но отчетливое распознавание комплексов иммунофилин-лекарство., Huai Q, Kim HY, Liu Y, Zhao Y, Mondragon A, Liu JO, Ke H Proc Natl Acad Sci US A. 2002 17 сентября; 99 (19): 12037-42. Epub 2002 6 сентября. PMID: 12218175 [3] Из базы данных MEDLINE® / PubMed® Национальной медицинской библиотеки США. См. ТакжеСписок литературы
| |
NTE Electronics VHT.1M63 Series VHT алюминиевый электролитический конденсатор, радиальный вывод, максимальная температура 105 градусов, емкость 0,1 мкФ, допуск 20%, 63 В: Amazon .com: Industrial & Scientific
| Цена: | 5,24 доллара США + Депозит без импортных сборов и $ 17.56 Доставка в РФ Подробности |
- Убедитесь, что это подходит введя номер вашей модели.
- Соответствует требованиям MIL-STD 202, метод 208.
- Состоит из последовательного типа, номинальной емкости, номинального напряжения, диапазона температур, идентификации анода и / или катода, идентификации поставщика.
- Метанол, изопропанол, этанол, изобутен, петролейный эфир, пропанол и / или коммерческие моющие средства
Характеристики данного продукта
| Фирменное наименование | NTE Electronics |
|---|---|
| Ean | 0768249222736 |
| Диаметр изделия | 5 дюймов |
| Длина | 11.0 дюймов |
| Материал | Алюминий |
| Номер модели | ВХТ.1М63 |
| Кол-во позиций | 1 |
| Номер детали | ВХТ.1М63 |
| Диапазон температур | -40-105 градусов Цельсия |
| Код UNSPSC | 32121500 |
| UPC | 768249222736 |
| Напряжение | 63 вольт |
Двигатель токарный 1250 об / мин 1М63
Ссылка: 2250024-3-МТ
Условие : Использовал
Производитель: Станкоимпорт
Тип : Токарный станок с двигателем
Скорость вращения шпинделя : 1250 об / мин
Модель: 1М63
Годы) : –
Количество : 1
Место расположения :
Продавец или местонахождение машины:
ЕВРОПА (Западная и Северная)
STANKOIMPORT 1M63
Высота центра мм 315
Диаметр обточки на станине, мм 630
Диаметр обточки на каретке 380 мм
Ширина станины, мм 580
Расстояние между центрами, мм 3000
Скорость вращения шпинделя 10-1250
Оборудовано:
Самоцентрирующиеся 3 кулачка
Быстросменная револьверная головка типа B
Vossen VFS1 21×9 32 Серый | ВФС1-1М63
Разместите первым отзыв для этого продукта
Представленные изображения продукта предназначены только для иллюстрации и могут не являться точным представлением продукта.
Всего 2796 долларов
долларов Free Mount & Balance с упаковкой шин! БЕСПЛАТНАЯ ДОСТАВКА: пт, 4 июн с по пт, 11 июн BLOWOUT
* Доступно, пока есть запасы
Продолжайте добавлять шины
Год выпуска автомобиля2022202120202019201820172016201520142013201220112010200920082007200620052004200320022001200019991998199719961995199419931992199119
Марка автомобиля
Модель автомобиля
Выбрать подвеску автомобиляПневматическая подвескаНизк.5-дюймовый подъемник подвески 3-дюймовый подъемник подвески 3,5 дюйма 4-дюймовый подъемник подвески 4,5 дюйма 4,75-дюймовый подъемник подвески 5-дюймовый подъемник 5,5-дюймовой подвески 6-дюймовый подъемник подвески 6,5 дюйма Подъем подвески 8,5 дюймов 7,5 дюйма и корпус 3 дюйма
Матовый графит, серебристый, со шлифованными поверхностями спиц
Запасной части не требуется Добавить полноразмерную запчасть
Для заказа требуется JavaScript
Сборка пакета
Добавить поэтапную настройку
Узнать больше о колесах Vossen
См. На автомобилях
Характеристики колес
Марка : Vossen
Модель : VFS1
Номер детали : VFS1-1M63
Ищете самую низкую цену?
Позвоните нашим специалистам по телефону 920-949-0909
ИЛИ
Введите адрес электронной почты, чтобы подтвердить установку и получить лучшую цену в отрасли!
Цвет : матовый графит
Обратный интервал : 6.26
Смещение : +32
Диаметр колеса : 21
Ширина колеса : 9
Отверстие ступицы : 66.50
Допустимая нагрузка :
Открытые выступы колеса : Да
Материал колеса : Кованые диски
Вес колеса :
Конструкция колеса : Цельная
Число спиц колеса : 10
Тип колеса 90 063:
Истинное направление : Нет
О Vossen VFS1
Эти колеса Vossen VFS1 с серой отделкой обязательно выделят вашу поездку! Эта конкретная установка колес имеет размер 21×9 со смещением 32.Vossen VFS1 – это цельное вращающееся кованое колесо с выступами. Эти красивые 10-спицевые колеса доступны в конфигурации 5×112 и обязательно улучшат внешний вид вашего автомобиля!
Похожие видео
О нас
ВСЕ ЦЕНЫ НА КОЛЕСНЫЕ ДИСКИ И ШИНЫ ВКЛЮЧАЮТ МОНТАЖ, БАЛАНСИРОВКУ И ДОСТАВКУ В 48 ШТАТАХ.ДАТЧИКИ МОНИТОРА ДАВЛЕНИЯ В ШИНАХ (TPMS – 179 долларов США, все 4) И ГАЙКИ (45 W БЛОКИРОВКИ, ВСЕ 4 КОМПЛЕКТА) МОГУТ БЫТЬ ДОБАВЛЕНЫ ПРИ ПРОВЕРКЕ.
Колеса, шины, доставка и гарантия предоставляются официальным дистрибьютором для продажи сотен брендов по самым лучшим ценам! Так что ознакомьтесь с нашими тысячами колес или спросите о индивидуальном заказе специально для вас! Наша цель – предоставить нашим клиентам отличное обслуживание по непревзойденным ценам!
Доставка
Мы отправляем товары в 48 нижних штатов по заявленной цене.Учитывая размер и сложность доставки колес и шин, на нормальный процесс упаковки и отгрузки всегда уходит 2–3 недели. Мы можем отправить по всему миру за дополнительную плату. Пожалуйста, свяжитесь с нами для получения информации о тарифах на международную доставку, таможенное оформление не несет ответственности за какие-либо таможенные сборы, покупатель несет ответственность за все сборы и оформление документов сверх стандартных транспортных расходов. Просто выберите ссылку «Помощь при установке» в верхней части любого экрана.
ЧТО ОЖИДАТЬ ПРИ ПОСТАВКЕ
1.Пожалуйста, проверьте каждую деталь ПЕРЕД подписанием каких-либо документов. Если ваши товары отправляются наземным транспортом UPS / FedEx, подпись не требуется, но, пожалуйста, обязательно осмотрите товары как можно быстрее и свяжитесь с нами, если возникнут какие-либо проблемы, чтобы мы могли помочь!
2. В случае повреждения обязательно сделайте полные пометки в документах перед подписанием.
3. Если повреждение обнаружено после подписания документов, сообщите нам об этом в течение 5 рабочих дней с момента получения заказа.
Гарантия
На все колеса и шины распространяется полная гарантия производителя. За дополнительной информацией обращайтесь. Любой возврат или отмена заказа за пределами 24 часов с момента размещения заказа обычно влечет за собой примерно 20% комиссию за пополнение запасов от соответствующего производителя (это включает колеса или шины, отправленные от производителя на наш склад для подготовки вашего заказа). Покупатель несет ответственность за обратную доставку и комиссию за возврат (по усмотрению производителя) в случае возврата без претензий по гарантии или дефектов / проблем с качеством.Запросы на замену колес или шин, сделанные вне 24 часов, также могут включать в себя примерно 20% комиссию за пополнение запасов в зависимости от того, где находится заказ. Колеса не подлежат возврату производителю после монтажа шин; шины не возвращались после того, как по ним проехали. Если у вас есть какие-либо проблемы с установкой, возвратом, претензиями по гарантии и т. Д., Просто поделитесь этими проблемами по электронной почте, и наши специалисты будут работать с вами! SDWC несет прямую ответственность и управляет продажами колес и шин.
ПРЕДУПРЕЖДЕНИЕ : Этот продукт может подвергнуть вас воздействию никеля , который, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другой вред репродуктивной системе.Для получения дополнительной информации перейдите на p65warnings.ca.gov.
Шины, подходящие к аналогичным колесам Интернет-магазин All Wheels Программа для оптовой продажи чистки колесJe mesure 1m63 на английском языке с контекстными примерами
Компьютерный перевод
Пытаюсь научиться переводить на примерах человеческого перевода.
Вклад человека
От профессиональных переводчиков, предприятий, веб-страниц и бесплатных хранилищ переводов.
Добавить перевод
Последнее обновление: 2020-09-16
Частота использования: 2
Качество:
Ссылка: Аноним
Английский
мой рост 5 футов 1 фут
Последнее обновление: 2018-09-19
Частота использования: 1
Качество:
Ссылка: Аноним
Французский
Puis je mesure sa hauteur.
Английский
А потом измеряю его высоту.
Последнее обновление: 2015-10-13
Частота использования: 1
Качество:
Ссылка: Аноним
Французский
Je suis un homme et je mesure
Английский
Хаос и суматоха, куда бы я ни пошел, люблю, за мной стараюсь следовать.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Ссылка: Аноним
Французский
Aujourd’hui, je mesure 185 см.
Последнее обновление: 2015-10-13
Частота использования: 1
Качество:
Ссылка: анонимный
Предупреждение: содержит невидимое форматирование HTML
Французский
Je mesure _____ pieds _____ pouces.ОУ
Английский
Я ____ футов и ____ дюймов ростом.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Ссылка: Аноним
Французский
Je mesure cinq pieds et un pouce.
Английский
Я пять футов один дюйм.
Последнее обновление: 2017-03-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
En écrivant ceci, je mesure ma random.
Английский
Когда я пишу это, я считаю свои благословения.
Последнее обновление: 2016-02-24
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Je suis dans la quarantaine et je mesure 1m64.
Английский
Мой рост 164 см, мне за 40.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
(et oui je mesure aussi ce téléchargement)
Английский
(И да, я также отслеживаю эту загрузку тем же методом)
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Je mesure la valeur de votre conviction.
Английский
Я ценю вашу убежденность.
Последнее обновление: 2014-02-01
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Aujourd’hui, je pèse ______ et je mesure _______.
Английский
Сегодня я вешу _____, и у меня ______ рост.
Последнее обновление: 2015-05-14
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Normalement je mesure l’indice de réfraction.
Английский
Обычно я измеряю показатель преломления.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Je mesure également le champ magnétique naturel.
Английский
Я также измерил естественное магнитное поле [Земли].
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Comme je mesure 1m57, c’est très pratique.
Английский
Comme je mesure 1m57, c’est très pratique.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
C’est là uneposition dont je mesure la gravité.
Английский
Это то, что я считаю серьезностью ситуации.
Последнее обновление: 2014-02-06
Частота использования: 7
Качество:
Артикул: MatteoT
Французский
Je mesure six pieds et cinq, mais la pile me dépasse.
Английский
Я оказался ростом шесть футов пять дюймов, и документы действительно пролетают над моей головой.
Последнее обновление: 2017-03-01
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Mais je mesure ce qu’a été la Libération de заключенных.
Английский
Но я знаю, что означало освобождение заключенных.
Последнее обновление: 2018-02-13
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Je mesure aisément toute l’importance de ces предложения.
Английский
Я легко вижу силу этих предложений.
Последнее обновление: 2017-04-26
Частота использования: 1
Качество:
Артикул: MatteoT
Французский
Je mesure le poids колоссальные усилия de ces d’ajustement.
Английский
Я осознаю колоссальное напряжение адаптации.
Последнее обновление: 2017-04-26
Частота использования: 2
Качество:
Артикул: MatteoT
Получите лучший перевод с
4 401 923 520 человеческий вклад
Сейчас обращаются за помощью пользователи:
Мы используем файлы cookie, чтобы вам было удобнее.Продолжая посещать этот сайт, вы соглашаетесь на использование файлов cookie. Учить больше. ОК