250ИТВМ.01 Станок токарно-винторезный высокой точностиСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 250ИТВМ.01
Производитель токарного станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 – Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
Токарный станок 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Назначение и область применения
Токарно-винторезный станок 250ИТВМ.01 стал дальнейшим развитием своего легендарного предшественника – ИЖ 1И611П и ИЖ 250-ИТВ.
Станки токарно-винторезные моделей 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций.
Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Особенности конструкции и принцип работы станка
Станок модели 250ИТВМ.01 является базовой моделью для станков 250ИТВМ.03, 250ИТВМ Ф1, 250ИТПМ.
Станок модели 250ИТВМФ1 дополнительно оснащается устройством цифровой индикации (УЦИ).
Станок 250ИТПМ (класс точности П по ГОСТ 8-82) применяется для выполнения более грубых и менее точных работ и изготавливается по особому заказу.
Конструкция станка модели 250ИТВМ.03 отличается от базовой модели 250ИТВМ.01 большим межцентровым расстоянием (500 мм и 750 мм)
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (УЦИ).
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- вводить компенсацию износа инструмента.
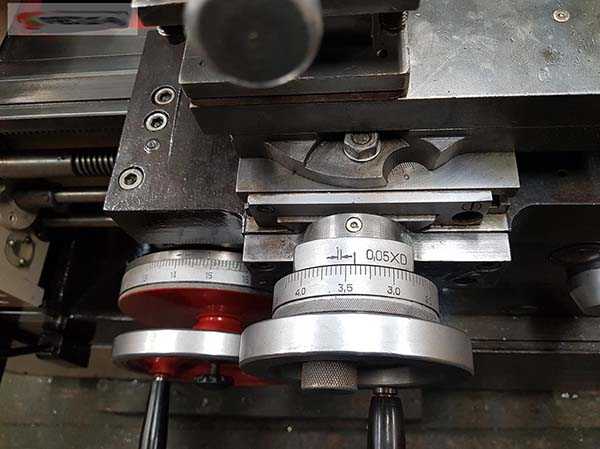
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Класс точности станков 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 В по ГОСТ 8-82
Станки предназначены для использования в условиях УХЛ4 ГОСТ 15150-69.
В станках использованы изобретения по авторским свидетельствам 173094, 312739, 249142, 28М05, 288496, 583912, 831503, 1199461.
Станки сертифицированы. Сертификат соответствия № РОСС RU.АЯ04.В10876, срок действия до 17.06.2006 года.
Особенности конструкции:
- Широкий диапазон оборотов шпинделя и подач, обеспечивают производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
- Возможно исполнение станка без редуктора с регулированием частоты вращения шпинделя.
Габариты рабочего пространства станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Габариты рабочего пространства станка 250итвм.01
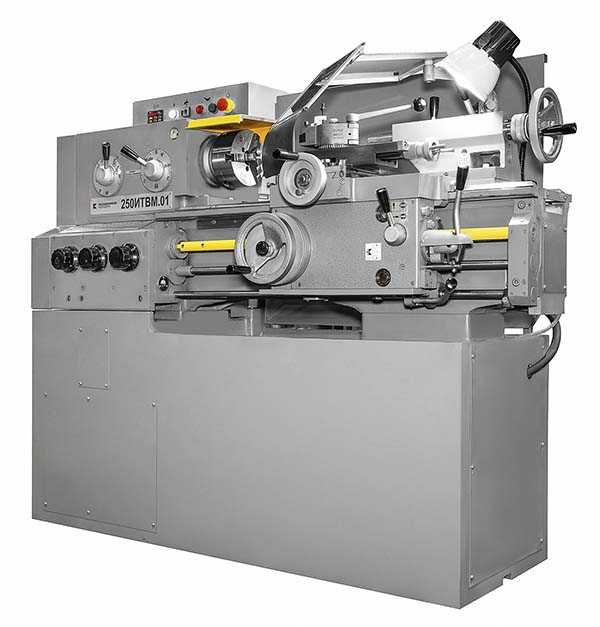
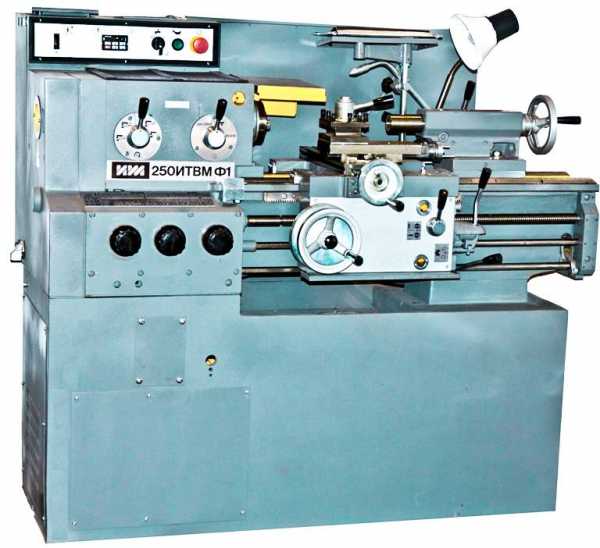
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе

Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе

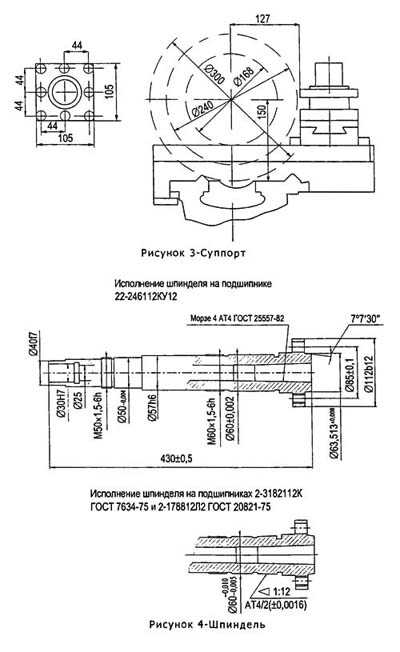
Фото передней бабки токарно-винторезного станка 250итвм

Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе

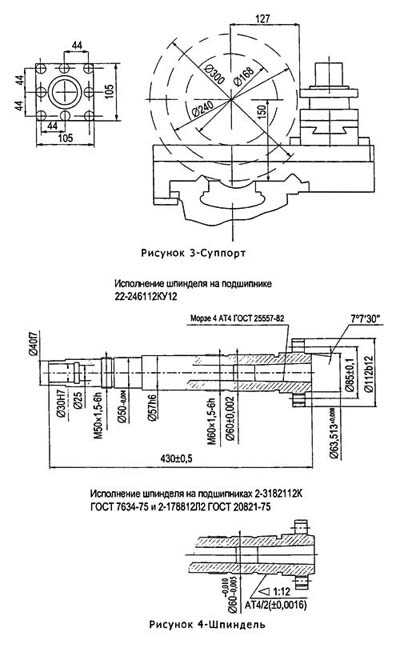
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
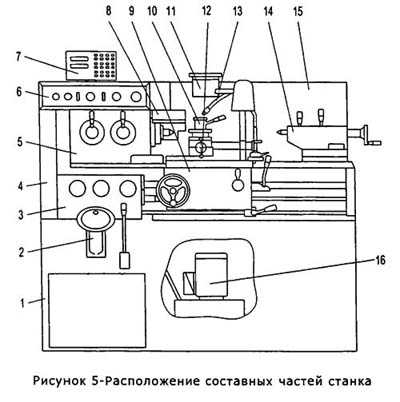
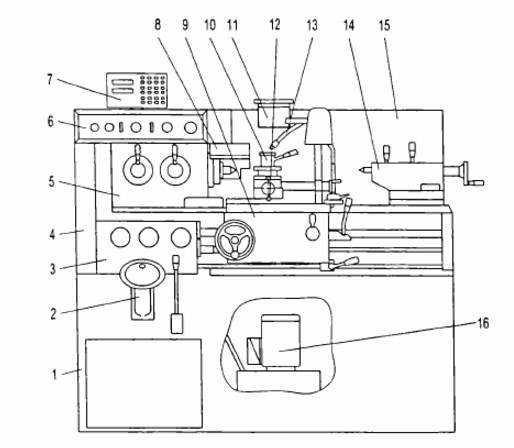
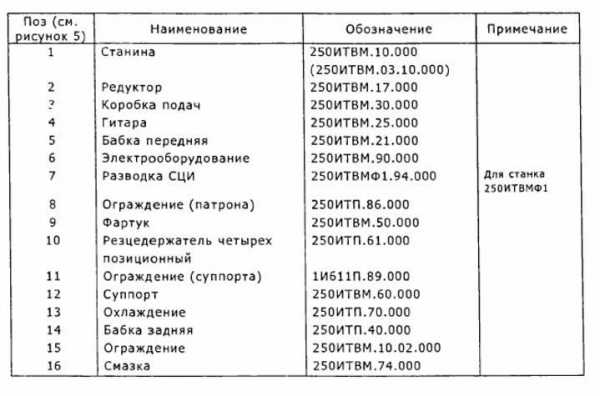
Расположение составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1

Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
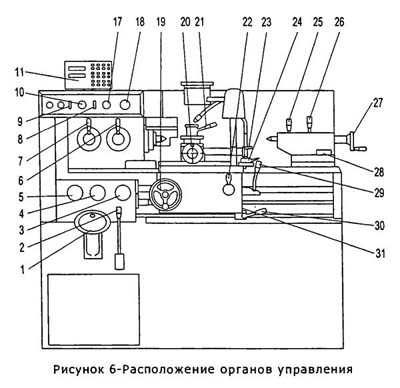
Расположение органов управления станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
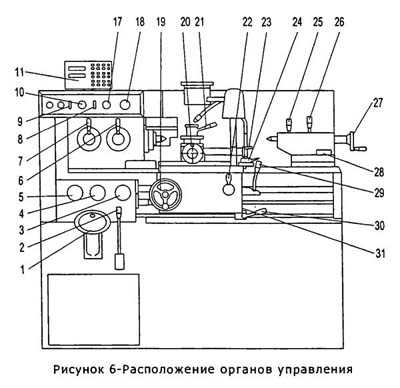
Расположение органов управления токарным станком 250итвм.01
Перечень органов управления станком 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
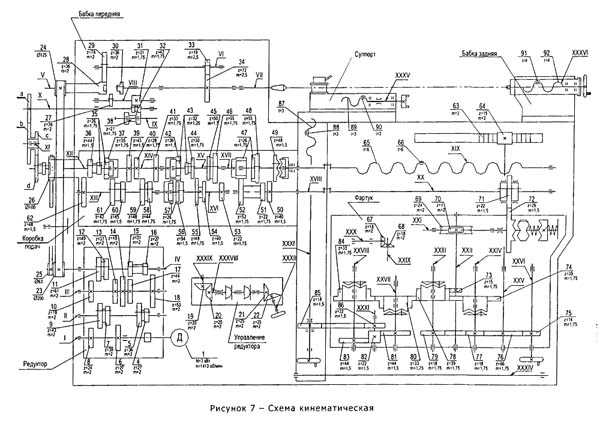
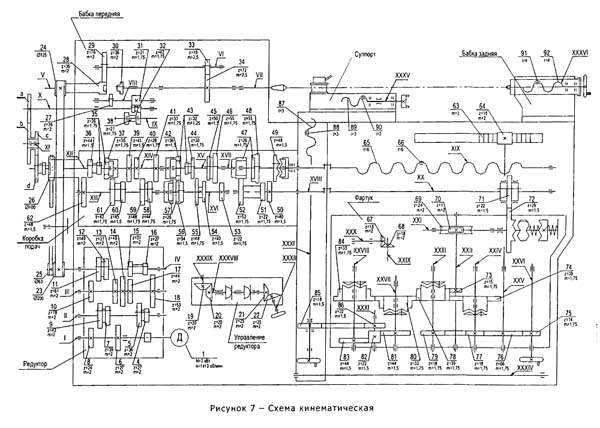
Схема кинематическая станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
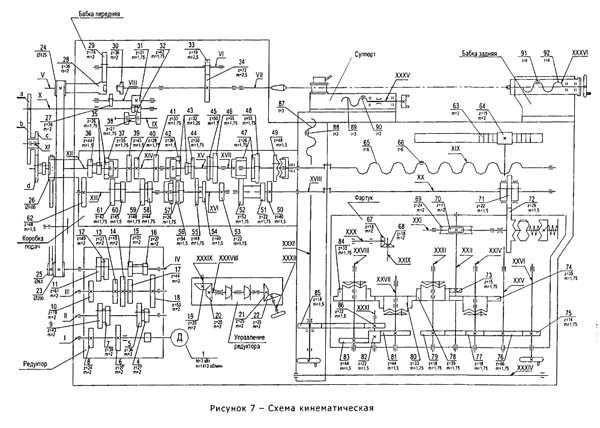
Кинематическая схема токарно-винторезного станка 250итвм.01
Схема кинематическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Краткое описание и особенности конструктивного оформления основных сборочных единиц и принадлежностей
Примечание. Иллюстрации сборочных единиц, описание которых приводится ниже, приведены в третьей части руководства по эксплуатации 250ИТВМ.00.000 РЭ2 Сведения по запасным частям.
Станина (250ИТВМ.10.000, 250ИТВМ.03.10.000)
Станина литая чугунная жесткой конструкции с дополнительными П-образными ребрами устанавливается на монолитной тумбе. Станина имеет две призматические и две плоские направляющие. Внутри тумбы станка смонтированы редуктор и электродвигатель главного привода, станция смазки и установка для охлаждения.
Редуктор (250ИТВМ.17.000)
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя.
Редуктор крепится болтами к переходному кронштейну 51, кронштейн закреплен на основании тумбы.
Изменение частоты вращения осуществляется преселективным устройством, позволяющим производить ее выбор во время работы станка. Выбор частоты вращения производится маховиком 1 (рисунок 6), поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки зубчатых колес. В нужный момент включение предварительно выбранной маховиком частоты вращения шпинделя осуществляется с помощью рукоятки 2 (рисунок 6) в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, произведя, таким образом, включение установленной частоты вращения.
При работе на низкой частоте вращения шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Передняя бабка (250ИТВМ.21.000)
В передней бабке шкивная группа вынесена на левый торец корпуса, что позволяет производить замену приводного ремня без какой-либо разборки узла.
Корпус передней бабки базируется на штырь, расположенный под шпинделем, что дает возможность избежать увода шпинделя в сторону при тепловых деформациях и удобно произвести выверку оси шпинделя. Шпиндель станка получает вращение от шкива напрямую и через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение на ходу не рекомендуется. В корпусе передней бабки имеется звено увеличения шага и трензель.
Коробка подач (250ИТВМ.30.000)
Коробка подач закрытого типа позволяет нарезать метрические, модульные, дюймовые резьбы и получать подачи от 0,01 до 1,8 мм/об.
Поперечные подачи равны половине продольных. Передача движения в коробку подач от редуктора идет клиновым ремнем на приемный вал коробки подач при точении и через сменные шестерни при нарезании резьбы.
Переключение рукояток коробки подач на частотах вращения шпинделя до 100 об/мин, допускается производить на ходу станка, на более высоких частотах на замедлении при кратковременном отключении станка рукояткой 2 (рисунок 6).
Гитара (250ИТВМ.25.000)
Гитара крепится на левом торце шпиндельной бабки. Включение ременной и зубчатой передачи сблокировано и не может быть произведено одновременно. Выбор передачи производится при помощи рукоятки 3 (рисунок 6) расположенной на передней крышке коробки подач.
Бабка задняя (250ИТП.40.000)
Прижим задней бабки осуществляется поворотом рукоятки 26 (рисунок 6), регулирование прижима производится гайками 21. Для более надежного зажима предусмотрен дополнительный винт 19.
Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабки относительно направляющих станины в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой 25 (рисунок 6).
Фартук (250ИТВМ.50.000)
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную; механически от коробки подач через ходовой вал, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачу в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой поз.29 (рисунок 6).
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от вращения шпинделя.
Для автоматического отключения подач при работе по жестким упорам, а также при перегрузках фартук имеет механизм, который можно регулировать винтом 31 (рисунок 6). Для настройки на максимальное тяговое усилие равное 5000 Н (500 кг) необходимо винт 31 завернуть до отказа, затем вывернуть на пять оборотов и зафиксировать гайкой. При срабатывании механизма рукоятка 29 (рисунок 6) автоматически в нейтральное положение не возвращается, ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового вала, а также продольной и поперечной подачи.
Суппорт (250ИТВМ.60.000)
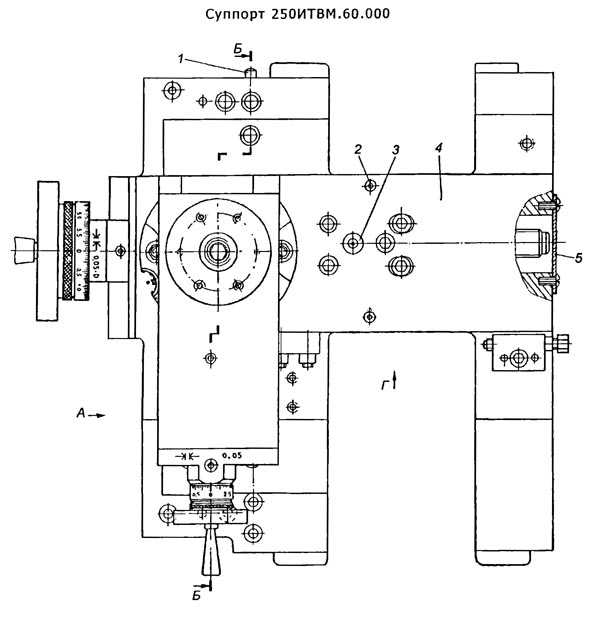
Чертеж суппорта токарно-винторезного станка 250итвм.01
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки. Ручное поперечное перемещение осуществляется маховиком 19 (рисунок 6). Верхняя часть суппорта имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 60° в сторону рабочего и на 70° от рабочего. На суппорте установлен четырехпозиционный поворотный резцедержатель. На поперечной каретке предусмотрена установка заднего резцедержателя, поставляемого по особому заказу.
Зона резания защищена ограждением, имеющим смотровое окно из прозрачного материала. Ограждение крепится на стойке, что дает возможность регулировки по высоте. При обработке хрупких материалов имеется возможность установки дополнительного щитка с правой стороны ограждения.
УЦИ (250ИТВМФ1.94.000)
«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Установка преобразователя координаты X (250ИТВМФ1.94.01.000) предназначена для преобразования перемещений поперечной каретки суппорта в электрический сигнал, который преобразуется в цифровую форму с вводом показаний на табло УЦИ координаты X.
Корпус ПЛП установлен на опорах 5 и 7, закрепленных в Т – образном пазу поперечной каретки и перемещается вместе с ней, а головка 2 преобразователя крепится к планке 8, закрепленной в пазу суппорта 3, и имеющей возможность перемещения для совмещения базовых поверхностей преобразователя и головки.
Установка преобразователя координаты Z (250ИТВМФ1.94.02.000) предназначена для преобразования продольных перемещений суппорта в электрический сигнал, который преобразуется в цифровую форму с выводом показаний на табло УЦИ координаты Z.
Корпус ПЛП установлен на задней стенке станины. Связь корпуса с кареткой осуществляется кронштейном 3, несущим головку.
Необходимо обратить внимание на то, чтобы зазор между преобразователями и головками был в пределах 1 ± 0,2 мм на всей длине хода, а непараллельность базовых поверхностей преобразователей и головок направлению перемещения не более 0,1 мм,
На станке должен применяться стандартный инструмент, предназначенный для универсальных токарно-винторезных станков.
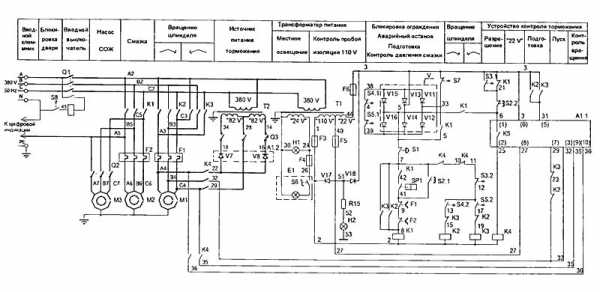
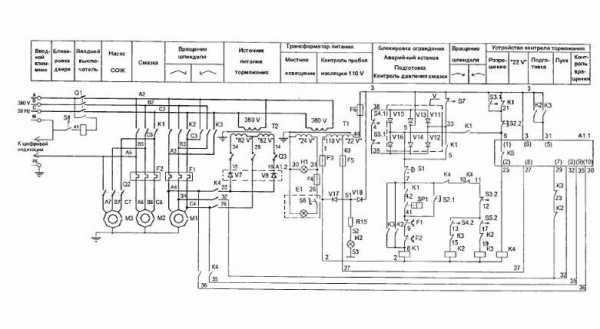
Схема электрическая принципиальная станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1

Электрическая схема токарно-винторезного станка 250итвм.01
Схема электрическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Питание станка
осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы – 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации – 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Токарно-винторезный универсальный станок 250ИТВМ. Видеоролик.
Технические характеристики станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, проходящий через отверстие в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | – | – | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
250ИТВМ Станок токарно-винторезный высокой точностиСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ – Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
250ИТВМ (250итвм.01) Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Особенности конструкции и принцип работы станка
Конструкция универсальных токарно-винторезных станков моделей 250ИТВМ выполнена на базе станка ИЖ1И611П и 250-ИТВ (ИЖ 250-ИТВ).
Станок модели 250ИТВМ является базовой моделью для станков 250ИТВМ.03, 250ИТВМФ1, 250ИТПМ.
Станок модели 250ИТВМФ1 дополнительно оснащается устройством цифровой индикации (УЦИ).
Станок 250ИТПМ (класс точности П по ГОСТ 8-82) применяется для выполнения более грубых и менее точных работ и изготавливается по особому заказу.
Конструкция станка модели 250ИТВМ.03 отличается от базовой модели 250ИТВМ большим межцентровым расстоянием (500 мм и 750 мм)
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (УЦИ).
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Класс точности станков 250ИТВМ В по ГОСТ 8-82
Станки предназначены для использования в условиях УХЛ4 ГОСТ 15150-69.
В станках использованы изобретения по авторским свидетельствам 173094, 312739, 249142, 28М05, 288496, 583912, 831503, 1199461.
Станки сертифицированы. Сертификат соответствия № РОСС RU.АЯ04.В10876, срок действия до 17.06.2006 года.
Особенности конструкции:
- Широкий диапазон оборотов шпинделя и подач, обеспечивают производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
- Возможно исполнение станка без редуктора с регулированием частоты вращения шпинделя.
Габариты рабочего пространства станка 250ИТВМ
Габариты рабочего пространства станка 250итвм
Общий вид токарно-винторезного станка 250ИТВМ
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Расположение составных частей станка 250ИТВМ
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Расположение органов управления токарно-винторезным станком 250ИТВМ
Расположение органов управления токарным станком 250итвм
Перечень органов управления станком 250ИТВМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Схема кинематическая станка 250ИТВМ
Кинематическая схема токарно-винторезного станка 250итвм
Схема кинематическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Краткое описание и особенности конструктивного оформления основных сборочных единиц и принадлежностей
Примечание. Иллюстрации сборочных единиц, описание которых приводится ниже, приведены в третьей части руководства по эксплуатации 250ИТВМ.00.000 РЭ2 Сведения по запасным частям.
Станина (250ИТВМ.10.000, 250ИТВМ.03.10.000)
Станина литая чугунная жесткой конструкции с дополнительными П-образными ребрами устанавливается на монолитной тумбе. Станина имеет две призматические и две плоские направляющие. Внутри тумбы станка смонтированы редуктор и электродвигатель главного привода, станция смазки и установка для охлаждения.
Редуктор (250ИТВМ.17.000)
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя.
Редуктор крепится болтами к переходному кронштейну 51, кронштейн закреплен на основании тумбы.
Изменение частоты вращения осуществляется преселективным устройством, позволяющим производить ее выбор во время работы станка. Выбор частоты вращения производится маховиком 1 (рисунок 6), поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки зубчатых колес. В нужный момент включение предварительно выбранной маховиком частоты вращения шпинделя осуществляется с помощью рукоятки 2 (рисунок 6) в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, произведя, таким образом, включение установленной частоты вращения.
При работе на низкой частоте вращения шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Передняя бабка (250ИТВМ.21.000)
В передней бабке шкивная группа вынесена на левый торец корпуса, что позволяет производить замену приводного ремня без какой-либо разборки узла.
Корпус передней бабки базируется на штырь, расположенный под шпинделем, что дает возможность избежать увода шпинделя в сторону при тепловых деформациях и удобно произвести выверку оси шпинделя. Шпиндель станка получает вращение от шкива напрямую и через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение на ходу не рекомендуется. В корпусе передней бабки имеется звено увеличения шага и трензель.
Коробка подач (250ИТВМ.30.000)
Коробка подач закрытого типа позволяет нарезать метрические, модульные, дюймовые резьбы и получать подачи от 0,01 до 1,8 мм/об.
Поперечные подачи равны половине продольных. Передача движения в коробку подач от редуктора идет клиновым ремнем на приемный вал коробки подач при точении и через сменные шестерни при нарезании резьбы.
Переключение рукояток коробки подач на частотах вращения шпинделя до 100 об/мин, допускается производить на ходу станка, на более высоких частотах на замедлении при кратковременном отключении станка рукояткой 2 (рисунок 6).
Гитара (250ИТВМ.25.000)
Гитара крепится на левом торце шпиндельной бабки. Включение ременной и зубчатой передачи сблокировано и не может быть произведено одновременно. Выбор передачи производится при помощи рукоятки 3 (рисунок 6) расположенной на передней крышке коробки подач.
Бабка задняя (250ИТП.40.000)
Прижим задней бабки осуществляется поворотом рукоятки 26 (рисунок 6), регулирование прижима производится гайками 21. Для более надежного зажима предусмотрен дополнительный винт 19.
Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабки относительно направляющих станины в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой 25 (рисунок 6).
Фартук (250ИТВМ.50.000)
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную; механически от коробки подач через ходовой вал, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачу в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой поз.29 (рисунок 6).
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от вращения шпинделя.
Для автоматического отключения подач при работе по жестким упорам, а также при перегрузках фартук имеет механизм, который можно регулировать винтом 31 (рисунок 6). Для настройки на максимальное тяговое усилие равное 5000 Н (500 кг) необходимо винт 31 завернуть до отказа, затем вывернуть на пять оборотов и зафиксировать гайкой. При срабатывании механизма рукоятка 29 (рисунок 6) автоматически в нейтральное положение не возвращается, ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового вала, а также продольной и поперечной подачи.
Суппорт (250ИТВМ.60.000)
Чертеж суппорта токарно-винторезного станка 250итвм
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки. Ручное поперечное перемещение осуществляется маховиком 19 (рисунок 6). Верхняя часть суппорта имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 60° в сторону рабочего и на 70° от рабочего. На суппорте установлен четырехпозиционный поворотный резцедержатель. На поперечной каретке предусмотрена установка заднего резцедержателя, поставляемого по особому заказу.
Зона резания защищена ограждением, имеющим смотровое окно из прозрачного материала. Ограждение крепится на стойке, что дает возможность регулировки по высоте. При обработке хрупких материалов имеется возможность установки дополнительного щитка с правой стороны ограждения.
УЦИ (250ИТВМФ1.94.000)
«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Установка преобразователя координаты X (250ИТВМФ1.94.01.000) предназначена для преобразования перемещений поперечной каретки суппорта в электрический сигнал, который преобразуется в цифровую форму с вводом показаний на табло УЦИ координаты X.
Корпус ПЛП установлен на опорах 5 и 7, закрепленных в Т – образном пазу поперечной каретки и перемещается вместе с ней, а головка 2 преобразователя крепится к планке 8, закрепленной в пазу суппорта 3, и имеющей возможность перемещения для совмещения базовых поверхностей преобразователя и головки.
Установка преобразователя координаты Z (250ИТВМФ1.94.02.000) предназначена для преобразования продольных перемещений суппорта в электрический сигнал, который преобразуется в цифровую форму с выводом показаний на табло УЦИ координаты Z.
Корпус ПЛП установлен на задней стенке станины. Связь корпуса с кареткой осуществляется кронштейном 3, несущим головку.
Необходимо обратить внимание на то, чтобы зазор между преобразователями и головками был в пределах 1 ± 0,2 мм на всей длине хода, а непараллельность базовых поверхностей преобразователей и головок направлению перемещения не более 0,1 мм,
На станке должен применяться стандартный инструмент, предназначенный для универсальных токарно-винторезных станков.
Схема электрическая принципиальная станка 250ИТВМ
Электрическая схема токарно-винторезного станка 250итвм
Схема электрическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Питание станка осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы – 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации – 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Токарно-винторезный универсальный станок 250ИТВМ. Видеоролик.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | – | – | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно-винторезный станок с УЦИ 250ИТВМ.Ф1

Описание
Токарно-винторезный станок высокой точности 250ИТВМ.Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок оснащен системой цифровой индикации (УЦИ).
Особенности
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Мнемоническое управление подачами станка обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станков 250ИТВМФ1 изготовлена из хромо-никелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
- Привод главного движения осуществляется от электрического двигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.
- При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
- В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
- Для точного отсчета поперечных перемещений токарного станка 250ИТФМ.Ф1 предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/оборот.Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач.Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта.Управление подачами осуществляется одной рукояткой.Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
- На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжении местного освещения 36 В.
- Подключение станка к электросети осуществляется пакетным включателем.
Технические характеристики
| Наименование параметра, размерность | Величина параметра |
| Максимальная длина обрабатываемого изделия, мм | 500 |
| Максимальный диаметр обрабатываемого изделия над суппортом, мм | 168 |
| Максимальный диаметр обрабатываемого изделия над станиной, мм | 240 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 |
| Максимальное сечение резца, мм | 16 x 16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Перемещение пиноли токарного станка, мм | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 |
| Продольная подача, мм/оборот | 0,001-1,8 |
| Поперечная подача, мм/оборот | 0,005-0,9 |
| Шаг нарезаемой резьбы дюймовый, ниток на 1′ | 24-0,5 |
| Мощность привода главного движения, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790 x 955 x 1580 |
| Масса, кг, не более | 1290 |
Другая информация из этого раздела:
vorsa.su
Станок токарно-винторезный высокой точности с устройством цифровой индикации (УЦИ) ИЖ 250ИТВМФ1 2006г.
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Станок токарно-винторезный высокой точности с устройством цифровой индикации (УЦИ) ИЖ 250ИТВМФ1 2006г. Проведена ревизия всех узлов и механизмов, эл.части! Станок в отличном техническом состоянии. Мало эксплуатировался, станина без износа! Заводские параметры. Результаты проточки 0.005 на 150мм. Станок подключен, проверка в работе. Погрузка входит в стоимость.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
- УЦИ (250ИТВМФ1.94.000)«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Технические характеристики станка 250ИТВМ
Наименование параметра 250ИТВМ.01 250ИТВМ.03 250ИТВМФ1 Основные параметры Класс точности по ГОСТ 8-82 В В В Наибольший диаметр заготовки обрабатываемой над станиной, мм 240 240 240 Наибольший диаметр заготовки обрабатываемой над суппортом, мм 168 168 168 Наибольший диаметр заготовки устанавливаемой над станиной, мм 300 300 300 Наибольшая длина заготовки (РМЦ), мм 500 750 500 Шпиндель Диаметр сквозного отверстия в шпинделе, мм 25 25 25 Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм 24 24 24 Количество ступеней прямого вращения шпинделя, об/мин 21 21 21 Частота прямого вращения шпинделя, об/мин 25..2500 25..2500 25..2500 Количество ступеней обратного вращения шпинделя, об/мин 21 21 21 Частота обратного вращения шпинделя, об/мин 25..2500 25..2500 25..2500 Размер внутреннего конуса в шпинделе, М Морзе 4 Морзе 4 Морзе 4 Конец шпинделя по ГОСТ 12593-72 4 4 4 Допустимый крутящий момент на шпинделе, Нм 1051,90 1051,90 1051,90 Подачи Наибольшая длина хода каретки суппорта, мм 500 500 500 Цена деления лимба продольного перемещения суппорта, мм 0,1 0,1 0,1 Продольное перемещение за один оборот лимба, мм 20 20 20 Наибольшее поперечное перемещение суппорта, мм 165 165 165 Цена деления лимба поперечного перемещения суппорта, мм 0,05 0,05 0,05 Поперечное перемещение за один оборот лимба, мм 3 3 3 Наибольшее перемещение верхних салазок суппорта, мм 120 120 120 Число ступеней продольных подач Пределы рабочих подач продольных, мм/об 0,01..1,8 0,01..1,8 0,01..1,8 Число ступеней поперечных подач Пределы рабочих подач поперечных, мм/об 0,005..0,9 0,005..0,9 0,005..0,9 Скорость быстрых перемещений суппорта, продольных, м/мин нет нет нет Скорость быстрых перемещений суппорта, поперечных, м/мин нет нет Количество нарезаемых резьб метрических Пределы шагов нарезаемых резьб метрических, мм 0,2..48 0,2..48 0,2..48 Количество нарезаемых резьб дюймовых Пределы шагов нарезаемых резьб дюймовых 24..0,5 24..0,5 24..0,5 Количество нарезаемых резьб модульных Пределы шагов нарезаемых резьб модульных 0,2..12 0,2..12 0,2..12 Количество нарезаемых резьб питчевых нет нет нет Дискретность УЦИ по координатам X/Z. мм — — 0,001/ 0,005 Задняя бабка Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 Морзе 3 Морзе 3 Морзе 3 Центр пиноли задней бабки по ГОСТ 13214-79 Морзе 3 Морзе 3 Морзе 3 Наибольшее перемещение пиноли задней бабки, мм 85 85 85 Цена деления линейки перемещение пиноли, мм 1 1 1 Цена деления лимба перемещение пиноли, мм 0,05 0,05 0,05 Поперечное смещение пиноли, мм ±10 ±10 ±10 Электрооборудование Количество электродвигателей на станке 3 3 3 Электродвигатель главного привода, кВт/ об/мин 3/ 1410 3/ 1410 3/ 1410 Электродвигатель станции смазки, кВт/ об/мин 0,09/ 1350 0,09/ 1350 0,09/ 1350 Электродвигатель насоса охлаждения, кВт/ об/мин 0,18/ 2730 0,18/ 2730 0,18/ 2730 Насос охлаждения (помпа) ПА-22 ПА-22 ПА-22 Суммарная мощность электродвигателей на станке, кВт 3,27 3,27 3,27 Габаритные размеры и масса станка Габариты станка (длина ширина высота), мм 1790_810_1400 2005_810_1400 1790_810_1400 Масса станка, кг 1180 1240 1190
bspstanki.ru
Токарно винторезный станок 250 ИТВМ 01: технические характеристики
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
СОВЕТ: Корректно определиться по требуемому исполнению станка можно после консультации с квалифицированными специалистами, изучения паспорта оборудования, а также отзывов на специализированных интернет-форумах.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.

Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку
moistanki.ru
Токарно-винторезный станок 250ИТВМ.01 – Вега-Пром
Токарно-винторезный станок 250ИТВМ.01
Токарно-винторезный станок 250ИТВМ.01 – Вега-Пром

Артикул: 110369
Назначение:
Предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
Особенности:
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении;
- Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение;
- В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы;
- Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об.;
- Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач;
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта;
- Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач;
- На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
| Характеристика | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 | 250ИТПМ |
|---|---|---|---|---|
| Максимальная длина обрабатываемого изделия, мм | 500 | 750 | 500 | 500 |
|
Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом |
240 168 |
240 168 |
240 168 |
240 168 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 | 24 | 24 | 24 |
| Максимальное сечение резца, мм | 16х16 | 16х16 | 16х16 | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Перемещение пиноли, мм | 85 | 85 | 85 | 85 |
| Частота вращения шпинделя, мин-1 | 50-2500 | 50-2500 | 50-2500 | 50-2500 |
| Продольная подача, мм/об | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
|
Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1′ |
0,2-48 0,2-12 24-0,5 |
0,2-48 0,3-12 24-0,5 |
0,2-48 0,2-12 24-0,5 |
0,2-48 0,3-12 24-0,5 |
| Мощность привода главного движения, кВт | 3 | 3 | 3 | 3 |
| Класс точности по ГОСТ 8-82 |
В высокий |
В высокий | В высокий | П повышенный |
| Шероховатость образца изделия, мкм | 0,63 | 0,63 | 0,63 | |
| Габаритные размеры, мм, не более длина ширина высота | 1790x810x1400 | 2005x810x1400 | 1790x955x1580 | 1790x810x1400 |
| Масса 250ИТВМ.01 , кг, не более | 1180 | 1040 | 1290 | 1180 |
В комплект поставки станков входят :
– патрон 3-х кулачковый
– упор продольный
– центр с конусом Морзе 3
– центр с конусом Морзе 4
– комплект сменных шестерен для нарезания резьб
– комплект ключей
– руководство по эксплуатации
Рекомендуемые дополнительные приспособления (поставляется за отдельную плату):
Патрон цанговый 250 ИТП 87.000
Люнет подвижный 250 ИТП 84.000
Люнет неподвижный 250 ИТП 83.000
Линейка конусная 250 ИТВМ 69.000
Резцедержка задняя 250 ИТВМ 64.000
Упор четырехпозиционный 250 ИТП 68.000
Планшайба с пазами 1И611 82.00
Патрон поводковый 1И611 80.00
Хомутик Г2578 7107-0036
Хомутик Г2578 7107-0038
Хомутик Г2578 7107-0040
Резцедержка задняя 250 ИТВМФ1 64.000
Назад
Похожие товары
www.vegaprom.ru
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
 Токарно-винторезный станок 250ИТВМ
Токарно-винторезный станок 250ИТВМТехнические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.

Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Конструкторские особенности строения

- Составные части станка
- Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот.
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
- Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями. Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
- Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
- Имеется ограничение на мощность электросети. Стандартные 220 В. сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru