2А622Ф4 станок горизонтально-расточной c неподвижной передней стойкой с ЧПУ Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка 2А622Ф4
Производитель горизонтально-расточных станков 2А622Ф4 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2004 г – банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства Ленинградского станкостроительного завода им.
 Свердлова
Свердлова 2А622Ф4 Горизонтально-расточной станок с ЧПУ. Назначение, область применения
Горизонтальный расточной станок с ЧПУ 2А622Ф4 предназначен для выполнения разнообразных расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками.
Шероховатость обработанной поверхности отверстия при чистовом растачивании резцом ВК8, установленным в выдвижном шпинделе, в чугуне СЧ15, ГОСТ 1412—79; Ra=1,6 мкм.
Горизонтально-расточной станок 2А622Ф4 выполнен в компоновке с неподвижной стойкой, несущей вертикально-подвижную шпиндельную бабку с выдвижным шпинделем и встроенным поворотным столом, имеющим продольное и поперечное (относительно оси шпинделя) перемещение. Раздельные приводы подач позволяют осуществлять одновременную обработку по трем координатам и выбрать наиболее оптимальный режим резания, а также изменять величину подачи узлов в процессе резания.
Подвижные узлы перемещаются с помощью шарико-винтовых передач качения с предварительным натягом.
Смазка направляющих подвижных узлов и главного привода автоматизирована.
Встроить станок 2А622Ф4 в автоматическую линию нельзя. Степень автоматизации — Ф4 (управление в контурном режиме).
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ). Программируемые перемещения по четырем осям – X, Y, Z ,W. Ось В работает в режиме позиционирования.
Отсутствуют загрузочное устройство и устройство для транспортирования стружки.
Система СОЖ состоит из насосной станций емкостью 200 л, устройства полива инструмента и детали и системы сбора СОЖ.
Станок 2А622Ф4 имеет удобную вспомогательную систему ручного управления с пульта.
Зона обработки освещается светильником с люминисцентными лампами, встроенным в шпиндельную бабку.
Вредные выделения отсутствуют.
По сравнению с предыдущими исполнениями станка модели 2А622Ф4 исполнение 04 имеет следующие преимущества:
- применена новейшая отечественная система ЧПУ класса CNC 2C42—65 с выносным пультом, увеличенными размерами дисплея, с увеличенным объемом памяти до 96К, в том числе объем энергонезависимой памяти (ПЗУ) составляет 48К;
- вся релейная автоматика станка записана в ПЗУ УЧПУ, что позволило исключить большое количество релейно-контактной аппаратуры на станке и тем самым повысить надежность и долговечность электрооборудования;
- режим записи управляющей программы во время обработки детали в ручном режиме (самообучение станка) исключил этап предварительной подготовки программы и ее проверки на станке;
- в режиме программного управления имеются дополнительные автоматические циклы расфрезерования отверстий и обработки крепежных отверстий под фланец, что упрощает и сокращает процесс управляющей программы;
- система диагностики поиска неисправностей с выведением причин неисправностей на дисплей повышает ремонтоспособность станка, резко сокращает время поиска неисправностей;
- устройство ЧПУ позволяет хранить программы как на перфоленте, так и на магнитной ленте кассетного магнитофона, что обеспечивает удобство записи, перезаписи и хранения программ;
- наличие подвижного пульта управления с дисплеем, на который выводятся необходимые для работы данные, обеспечивает удобство управления станком.


Конструктивные и эксплуатационные особенности станка 2А622Ф4:
- Поворотный рабочий стол автоматически останавливается в положениях 0, 90, 180, 270 градусов и имеет высокоточные датчики обратной связи по всем координатам
- Телескопическая защита и автоматизированная смазка направляющих
- Быстродействующие автоматические гидрозажимы
- Шарико-винтовые передачи качения с предварительным натягом
- Механизированный зажим инструмента
- Шпиндельный узел смонтирован на прецизионных подшипниках качения
- Шпиндельная бабка с выдвижным шпинделем подвижна в вертикальном направлении
Станок соответствует высоким требованиям современного технического уровня станкостроения.
Шумовые характеристики в соответствии с ОСТ2 Н89-40—75.
Уровень вибрации в соответствии с ГОСТ 12.2.009—80.
Транспортирование станка должно осуществляться: для внутрисоюзных поставок в таре согласно ГОСТ 10198—78.
Категория упаковки — КУ-2 по ГОСТ 23170—78Е и ОСТ2 М92-1—81.
Временная противокоррозийная защита (консервация) осуществляется в соответствии с ГОСТ 9.014—78 и ОСТ2 Н89-30—79.
Выбор транспортной упаковки и условий транспортирования осуществляется в соответствии с ГОСТ 7599—82 и ОСТ Н92-1—81.
Разработчик—Ленинградское ОКБС.
Класс точности станка Н по ГОСТ 8—82Е.
2А622Ф4 Габаритные размеры рабочего пространства горизонтально-расточного станка
Габаритные размеры рабочего пространства расточного станка 2а622ф4
Габаритные размеры рабочего пространства горизонтально-расточного станка 2А622Ф4. Скачать в увеличенном масштабе
Габаритные размеры рабочего пространства расточного станка 2а622ф4
Габаритные размеры рабочего пространства горизонтально-расточного станка 2А622Ф4. Скачать в увеличенном масштабе
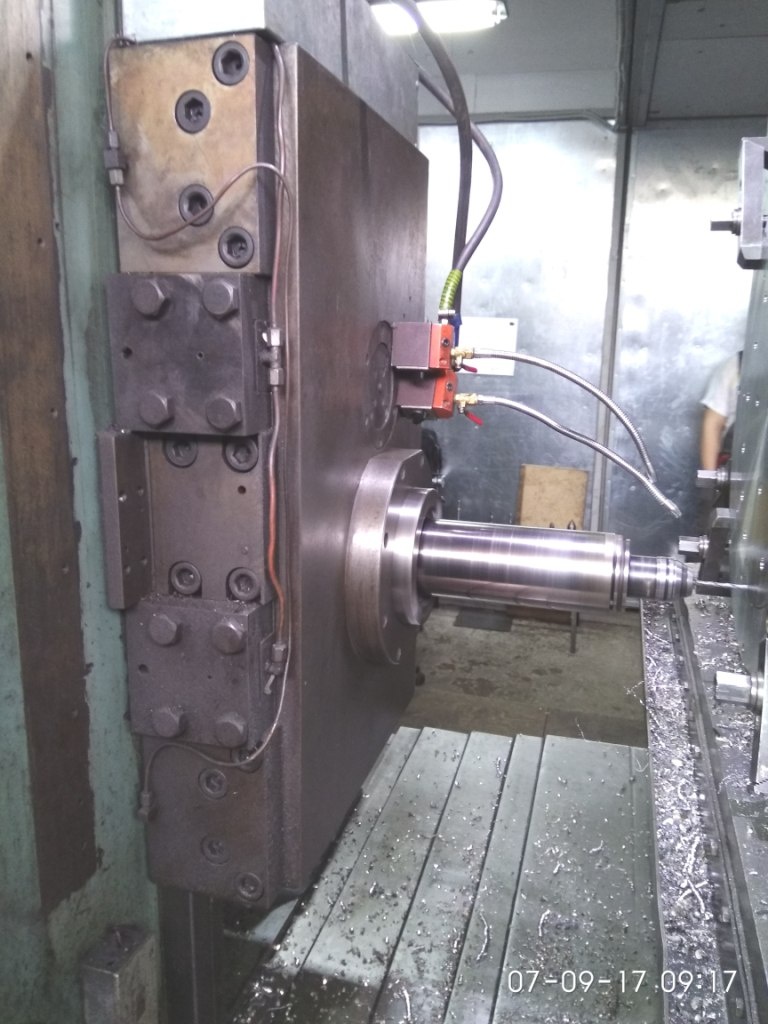
2А622Ф4 Посадочные и присоединительные базы горизонтально-расточного станка
Поворотный стол горизонтально-расточного станка 2а622ф4
Хвостовая часть инструментальной оправки расточного станка 2а622ф4
Головка захватная горизонтально-расточного станка 2а622ф4
Конус выдвижного шпинделя станка 2а622ф4
Посадочный конец полого шпинделя станка 2а622ф4
Общий вид горизонтально-расточного станка 2А622
Фото горизонтально-расточного станка 2а622ф4
Главный пульт горизонтально-расточного станка 2А622Ф4
Главный пульт горизонтально-расточного станка 2а622ф4
Главный пульт горизонтально-расточного станка 2А622Ф4.
- S12 – Аварийная кнопка ВСЕ СТОП
- – Выносной пульт коррекции УЧПУ
- h35 – Выбор узла В
- h34 – Выбор узла W
- h33 – Выбор узла Z
- h32 – Выбор узла Y
- h31 – Выбор узла X
- S135 – Выбор узла В
- S134 – Выбор узла W
- S133 – Выбор узла Z
- S132 – Выбор узла Y
- S131 – Выбор узла X
- S15 – Вариатор подачи
- S19 – Оператор для управлении узлами подачи
- S136 – Включение рабочей подачи в направлении “+”
- S137 – Включение рабочей подачи в направлении “-“
- S156 – Запись кадра с позиционированием
- S157 – Запись кадра с подачей
- S36 – СТОП подача
- S143 – СТОП вращения шпинделя
- – Выносной пульт управления УЧПУ
- h36 – Автоматическая работа
- h44 – УЧПУ не готово к работе
- h45 – Нет силового питания тиристорных преобразователей
- h46 – Гидростанция неисправна
- h43 – Неисправности холодильной машины
- h37 – Засорение фильтра
- H87 – Наезд на аварийные конечные выключатели
- S16 – Вариатор скорости вращения главного привода
- S151 – Включение насоса охлаждающей жидкости
- S13 – Включение освещения станка
- S144 – Включен не вращения шпинделя по часовой стрелке
- S119 – Включение смазки
- S146 – Включение толчкового проворота шпинделя по часовой стрелке
- S145 – Включение вращения шпинделя против часовой стрелки
- S147 – Включение толчкового проворота шпинделя против часовой стрелки
- S152 – Включение гидростанции
- S148 – СТОП вращения шпинделя
- S153 – СТОП гидростанции
- S52 – Регулирование скорости перемещений
- S54 – Выбор диапазона скоростей шпинделя
- S51 – Выбор направления перемещения узлов, подачи и вращения шпинделя
- S185 – Переключатель выбора работы с пульта главного или переносного
Лампы сигнализации
Кнопки
Лампы сигнализации
Кнопки
Переключатели в наладочном режиме
- S159 – Работа с планшайбой
- S158 – работа с фрезерной головкой
Читайте также: Обозначения кинематических схем металлорежущих станков
2А622Ф4 станок горизонтально-расточной с ЧПУ.
 Видеоролик.
Видеоролик. Технические характеристики горизонтально-расточных станков 2А622Ф4
| Наименование параметра | 2А622Ф4 | 2В622Ф4 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | Ø 110 | Ø 125 |
| Наибольший диаметр растачиваемого отверстия, мм | Ø 240 | Ø 320 |
| Наибольший диаметр сверла (по конусу), мм | Ø 50 | |
| Наибольший диаметр фрезы, мм | Ø 250 | |
| Точность перемещений по координатам (X,Y,Z) на длине перемещения 1000 мм, мм | ± 0,015 | |
| Точность углового позиционирования поворотного стола через 90°, мм | ± 0,015 | |
| Стол | ||
| Рабочая поверхность стола, мм | 1250 х 1250 | 1250 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 5000 | 5000 |
| Наибольшее продольное перемещение стола (Z), мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола (X), мм | 1250 | 1250 |
| Наибольший поворот (B), град | 360° | |
| Пределы рабочих подач стола (X, Y, Z, W), мм/мин | 1. | 1..5000 |
| Пределы рабочих подач стола (B), град/мин | 1..360° | |
| Наибольшее усиление подачи стола (вдоль и поперек), Н (кгс) | 19600 (2000) | |
| Скорость быстрых продольных перемещений (X, Y, Z, W), м/мин | 8 | 8 |
| Скорость быстрых установочных круговых перемещений (B), об/мин | 3,2 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое, продольное) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 4..1250 | 6..1250 |
| Дискретность задания скоростей шпинделя | 1 | 1 |
| Наибольший крутящий момент на шпинделе, Н (кгс*м) | 1765 (180) | 1765 (180) |
| Пределы рабочих подач шпинделя (W), мм/мин | 1..3200 | 1..5000 |
| Пределы рабочих подач шпиндельной бабки вертикально (Y), мм/мин | 1. .3200 .3200 | 1..5000 |
| Скорость быстрых перемещений шпиндельной бабки вертикально (Y), м/мин | 8 | 8 |
| Наибольшее вертикальное перемещение шпиндельной бабки (Y), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпинделя (W), м/мин | 8 | 8 |
| Наибольшее осевое усиление подачи (X, Y, Z, W), Н (кгс) | 10780 (11000) | 10780 (11000) |
| Конец выдвижного шпинделя по ГОСТ19860-74 | 50АТ5 | ISO 50 |
| Устройство программного управления (УЧПУ) | ||
| Модель УЧПУ | 2C42—65 | 2C42—65 |
| Количество одновременно управляемых координат | 3/4 | |
| Дискретность задания координат | 0,001 | 0,001 |
| Привод | ||
| Количество электродвигателей на станке | 10 | |
| Электродвигатель привода главного движения Мощность, кВт | 20 | 22 |
| Электродвигатель привода подач, Н*м | 47 | |
| Суммарная мощность электродвигателей, кВт | 50,6 | |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 3980 х 6335 х 3980 | 7600 х 3750 х 3500 |
| Масса станка, кг | 20500 | 18500 |
- Бернштейн-Коган В. С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А. В. Расточное дело, 1960
Список литературы:
 С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969 В. Расточное дело, 1960
В. Расточное дело, 1960Связанные ссылки. Дополнительная информация
Горизонтально-расточной станок 2А622Ф4 – цена, отзывы, характеристики с фото, инструкция, видео
Горизонтально-расточный станок 2А622Ф4 с системой ЧПУ предназначен для расточных, фрезерных и сверлильных работ, включая контурное фрезерование и нарезание резьб метчиками. Станок 2А622Ф4 предназначен преимущественно для работы в режиме программного управления, но предусмотрено ручное управление со стационарного пульта. Электрическая система управления упрощает обслуживание станка 2А622Ф4 и сводит к минимуму утомляемость рабочего.
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности поворотного стола , мм | 1120х1250 |
| Расстояние между пазами , мм | 160 |
| Количество пазов, шт | 7 |
| Ширина паза стола, мм | 22 |
| Диаметр выдвижного шпинделя, мм | 130 |
| Наибольшая масса обрабатываемого изделия, кг | 5000 |
| Наибольшее продольное перемещение выдвижного шпинделя, мм | 710 |
| Наибольшее продольное перемещение поворотного стола, мм | 1000 |
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 1000 |
| Наибольшее поперечное перемещение поворотного стола, мм | 1250 |
| Частота вращения шпинделя, об/мин | 6,3. ..2000 ..2000 |
| Дискретность задания частот вращения по программе, об/мин | 1 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе, Н.м | 1765 |
| Наибольший диаметр сверла, мм | 50 |
| Наибольший диаметр фрезы, мм | 250 |
| Мощность электродвигателя главного движения,кВт | 20 |
| Габариты станка, мм (Д х Ш х В) | 4130 х 6335 х 3980 |
| Масса 2А622Ф4 станка, кг | 20500 |
Станок горизонтальный расточно-фрезерный 2А622Ф4-1 | Станочный Мир
Если Вам необходимо купить Станок горизонтальный расточно-фрезерный 2А622Ф4-1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок горизонтальный расточно-фрезерный 2А622Ф4-1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
| Н |
|
|
| 1250 |
| 1250 |
| 160 |
| 7 |
| 22 |
| 130 |
| 5000 |
| 710 |
| 1000 |
| 1000 |
| 1250 |
| 6,3. |
| 1 |
| 1765 |
| 50 |
| 250 |
| 20 |
|
|
| 4130 |
| 6335 |
| 3980 |
| 20 500 |
 ..2500
..2500Паспорт на станок 2А622Ф4-1 горизонтально-расточной
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время
Дополнительно: Имеется в наличии и доступен для продажи оригинал документации, чтобы уточнить стоимость оригинального паспорта и цену отправки в ваш регион свяжитесь с нами
Тип документации: Руководство по эксплуатации
Производитель: Ленинградское станкостроительное предприятие имени Свердлова, Станкостроительный завод Свердлов, ЗАО, С-Петербург
Год выпуска: 1987
Листов / страниц: 1553 листа формата А4,А3,А2,А1,А0
Тип файлов: DJVU
Копия: сканированная
Качество изображений: цветное, 2550*3500, 300dpi
Архиватор: WinZip
Размер архива: 750 Мб
Паспорт выложен пользователем: Administrator
Состав документации: 7 разделов:
Раздел 1 – Руководства по эскплуатации механики и гидравлики станка
Раздел 2 – Ведомости, свидетельства, комплект поставки
Раздел 3 – Чертежи запасных частей к механике станка
Раздел 4 – Электрооборудоване станка, руководства по электрооборудованию, электросхемы
Раздел 5 – Тиристорный преобразователь А92110. 000, наладка, электросхемы
000, наладка, электросхемы
Раздел 6 – ЧПУ 2С42-65, руководство оператора, программирование, наладка
Раздел 7 – Дополнительное оборудование к станку
1а) 2А622Ф4-1.000.000ТО Руководство по эксплуатации станка 2А622Ф4-1 (самиздат 1980 года), 76 листов формата А4, А3
1б) 2А622Ф4-1-07.000.000ТО Руководство по эксплуатации станка 2А622Ф4-1 (типографское издание 1981 года), 68 листов формата А4
1в) 2А622Ф4-1-07.000.000ТО Руководство по эксплуатации станка 2А622Ф4-1-07 (типографское издание 1987 года, 3 языка), 105 листов формата А4:
– Назначение и область применения
– Управление станком
– Устройство и работа станка и его составных частей
– Общий вид станка
– Пульт управления на шпиндельной бабке
– Кинематика станка
– Перечень элементов к кинематичесокй схеме
– Кинематическая схема станка
– Схема расположения подшипников
– Привод вращения шпинделя
– Механизм переключения скоростей
– Хвост и привод перемещения шпинделя
– Механизм зажима инструмента
– Привод перемещения шпиндельной бабки
– Привод перемещения стола продольно
– Привод перемещения стола поперечно и поворота стола
– Зажим подвижного узла
– Гидрооборудование станка и система смазки
– Гидравлическая принципиальная схема станка 2А622Ф4-1-07. 000.000Г4
000.000Г4
– Перечень элементов к гидросхеме
– Установка трубопровода для промывки гидропанели шпиндельной бабки
– Установка трубопровода для промывки гидропанели зажима и смазки направляющих
– Инструкция по эксплуатации
– Правила безопасности
– Порядок установки станка
– Схема транспортировки станка
– Схема транспортировки шкафа
– Схема транспортировки трансформатора
– Схема транспортировки шкафа ЧПУ
– Схема транспортировки гидростанции
– Схема транспортировки станции охлаждения инструмента
– Схема транспортировки холодильной машины
– Фундамент станка
– Порядок установки станка на фундаменте
– Схема установки противовеса шпиндельной бабки
– Задание на проектирование фундамента 2А622МФ4.071.000-01М4
– Задание на проектирование фундамента – Разрезы
– Проверка жёсткости фундамента
– Схема распределения нагрузок на фундамент
– Монтаж электрооборудования станка на фундамент
– Монтаж гидрооборудования станка на фундаменте
– Устройство для крепления станка на фундаменте
– Первоначальный пуск станка
– Режимы работы
– Рекомендации по чистовому растачиванию отверстий шпинделем
– Карта смазки
– Описание работы принадлежностей, поставляемых по особому заказу за отдельную плату
– Навесная планшайба
– Установка навесной планшайбы
– Установка фрезерной головки
– Устройство числового программного управления ЧПУ 2С42-65
– Особенности разборки и сборки станка при ремонте
– Цапфа поворотного стола
– Указания по эксплуатации, техническому обслуживанию и ремонту
– Паспорт
– Технические характеристики
– Сведения об изменениях в станке
– Карта чисел оборотов
– Механика станка
– Посадочные и присоединительные базы
– Планировочный габарит станка
– Эскиз конуса выдвижного шпинделя
– Эскиз поворотного стола
– Эскиз посадочного конца полого шпинделя
– Хвостовая часть оправки
2а) 2А622Ф4-1-07. 000.000ЭД Ведомость эксплуатационных документов (самиздат 1986 года), 8 листов формата А4
000.000ЭД Ведомость эксплуатационных документов (самиздат 1986 года), 8 листов формата А4
2б) 2А622Ф4-1.000.000РЭ2 Опись документов на покупные изделия (самиздат 1986 года), 6 листов формата А4
2в) 2А622Ф4-1.000.000ПС1 Свидетельство о приемке 2А622Ф4-1 (типографское издание 1986 года), 43 листа формата А4
2г) 2А622Ф4-1-07.000.000ПС2 Комплект поставки 2А622Ф4-1 (самиздат 1987 года), 23 листа формата А4
2д) 2А622Ф4-1-07.000.000ПС3-1 Сведения о содержании драгметаллов 2А622Ф4-1-07 (самиздат 1987 года), 35 листов формата А4
3а) 2А622Ф4-1-07.000.000РЭ3 Документы по запасным частям 2А622Ф4-1-07 (самиздат 1987 года), 12 листов формата А4, А3, А2
– Перечень чертежей быстроизнашивающихся деталей
– Чертежи БИД:
– 2В623ПФ4.237.101 Вал-шестерня
– 2623ПФ4.207.122 Зубчатое колесо (2623ПФ4.207.111)
– 2623ПФ4.219.051СБ Муфта-колесо зубчатое
– 2623ПФ4.219.101 Зубчатое колесо
– 2623ПФ4.219.102 Зубчатое колесо
– 2623ПФ4. 219.104 Зубчатое колесо
219.104 Зубчатое колесо
– 2623ПФ4.219.501 Муфта зубчатая
– 2623ПФ4.219.502 Диск
4а) 2А622Ф4-1-07.900.000ПС1 Свидетельство о выходном контроле электрооборудования (самиздат 1986 года), 6 листов формата А4
4б) 2А622Ф4-1-03.900.000ПС2 Комплект поставки электрооборудования (самиздат 1986 года), 6 листов формата А4
4в) 2А622Ф4-1-07.900.000ТО1 Руководство по эксплуатации электрооборудования станков 2А622Ф4-1-07, 2А622Ф4-1-08, 2В623ПМФ4-09 (самиздат 1985 года), 107 листов формата А4, А3:
– Общие сведения
– Состав электрооборудования
– Питание
– Электроприводы главного движения и подач
– Общие сведения об электрооборудовании в шкафу
– Вспомогательный приводы
– Наладочный режим
– Блокировки
– Обменные сигналы между станком и УЧПУ
– Расположение перемычек в субблоках УЧПУ
– Цмклы электроавтоматики
– Проверка исправности УЧПУ
– Инструкция по эксплуатации
– Требования к цеховой сети
– Установка и монтаж электрооборудования станка
– Включение в работу
– Техобслуживание
4г) 2А622Ф4-1-07.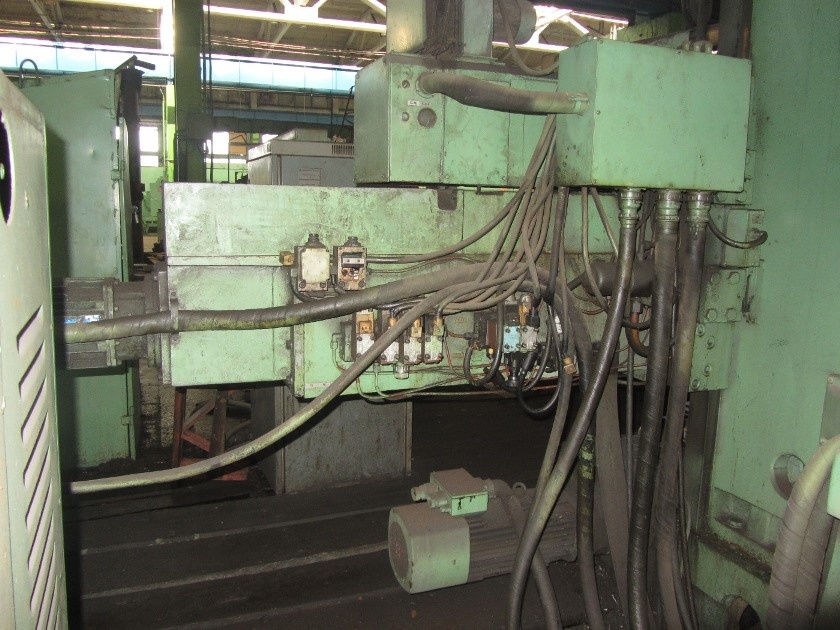 900.000ТО1 Руководство по эксплуатации электрооборудования станков 2А622Ф4-1-07, 2А622Ф4-1-08, 2В623ПМФ4-09 (типографское издание 1987 года, 3 языка), 90 листов формата А4
900.000ТО1 Руководство по эксплуатации электрооборудования станков 2А622Ф4-1-07, 2А622Ф4-1-08, 2В623ПМФ4-09 (типографское издание 1987 года, 3 языка), 90 листов формата А4
4д) 2А622Ф4-1.900.000ТО2 Инструкция по программированию 2А611Ф4-1, 2А622МФ4, 2В623ПМФ4, 2В623ПФ4 (самиздат 1984 года), 17 листов формата А4:
– Введение
– Формат программы
– Координатные перемещения, направления осей координат
– Вспомогательные функции
– Программирование вращения шпинделя
– Программирование автоматической смены инструментов
4е) 2А622Ф4-1-03.900.000ТО2 Порядок работы на станке 2А622Ф4-1-07, 2В623ПМФ4 – режимы электрооборудования и действия оператора (типографское издание 1987 года, 3 языка), 24 листа формата А4:
– Введение
– Режимы управления станком
– Пульты управления на станке
– Особенности оперативного управления станком
– Формат Р7
– Перечень этапов в циклах электроавтоматики
– Индикация работы узлов и механизмов
– Причины остановок
4ж) ОТСУТСТВУЕТ 2А622Ф4-1-07. 900.000ТО2 Программирование и порядок работы на станках исполнения 07
900.000ТО2 Программирование и порядок работы на станках исполнения 07
4з) ОТСУТСТВУЕТ 2А622Ф4-1-03.900.000ТО3 Инстукция по управлению станков в режиме обучения и записи управляющей программы на магнитную ленту
4и) 2А622Ф4-1-07.900.000РЭ1 Перечень электросхем и перечни элементов к электросхемам (самиздат 1986 года), 99 листов формата А4
4к) 2А622Ф4-1-07.900.000РЭ1 Электросхемы станков 2А622Ф4-1-03, 2А622Ф4-1-07, 2В623ПМФ4-09, 2В623ПМФ4-11 на электрошкафе 2А622Ф4-1-03.911.000 (самиздат 1986 года), 43 листа форматов А3, А2, А1, А0:
– 2А622Ф4-1-03.900.000Э3-1 Схема электрическая принципиальная питание и освещение (лист 1-3)
– 2А622Ф4-1-03.900.000Э3.1-2 Схема электрическая принципиальная привод главный
– 2А622Ф4-1-03.900.000Э3.2-1 Схема электрическая принципиальная приводы подач (лист 1-3)
– 2А622Ф4-1-03.900.000Э3.4 Схема электрическая принципиальная приводы вспомогательные (лист 1-2)
– 2А622Ф4-1-03.900.000Э3.5 Схема электрическая принципиальная управление станком (лист 1-6)
– 2А622Ф4-1-03. 900.000Э3.8 Схема электрическая принципиальная датчики перемещения
900.000Э3.8 Схема электрическая принципиальная датчики перемещения
– 2А622Ф4-1-03.941.000Э3 Схема электрическая принципиальная плата силовая
– 2А622Ф4-1-03.943.000Э3 Схема электрическая принципиальная плата реле
– А93840.001Э3 Схема электрическая принципиальная устройство точного останова
– 2А622Ф4-1-03.900.001-03Э4 Схема электрическая соединений станка (лист 1-2)
– 2А622Ф4-1-03.900.002Э4 Схема электрическая соединений сани верхние
– 2А622Ф4-1-03.900.003Э4 Схема электрическая соединений сани нижние
– 2А622Ф4-1-03.900.004Э4 Схема электрическая соединений станина и стойка
– 2А622Ф4-1-03.900.006Э4 Схема электрическая соединений гидростанция
– 2А622Ф4-1-03.900.008Э4 Схема электрическая соединений датчики перемещений
– 2А622Ф4-1-04.900.010Э4 Схема электрическая соединений бабка шпиндельная
– 2А622МФ-2.900.042Э4 Схема электрическая соединений светильник
– 2А622МФ-2. 900.048Э4 Схема электрическая соединений станция охлаждения
900.048Э4 Схема электрическая соединений станция охлаждения
– 2А622МФ-2.900.049Э4 Схема электрическая соединений насос циркуляционный
– 2А622Ф4-1.957.000Э4 Схема электрическая соединений трансформатор приводов подачи
– 2А622Ф4-1-03.911.000Э4 Схема электрическая соединений монтаж в электрошкафу (лист 1-2)
– 2А622Ф4-1-03.921.000Э4 Схема электрическая соединений Панель 1
– 2А622Ф4-1-03.922.000-03Э4 Схема электрическая соединений Панель 2 (лист 1-2)
– 2А622Ф4-1-03.923.000-02Э4 Схема электрическая соединений Панель 3
– 2А622Ф4-1-03.924.000Э4 Схема электрическая соединений Панель 4
– 2А622Ф4-1-03.925.000Э4 Схема электрическая соединений Панель 5
– 2А622Ф4-1-03.926.000Э4 Схема электрическая соединений Панель 6
– 2А622Ф4-1-04.981.000Э4 Схема электрическая соединений пульт переносной
– 2А622Ф4-1-04.989.000Э4-1 Схема электрическая соединений пульт главный (лист 1-2)
5а) А92110. 000ПС2-1 Комплект поставки тиристорный преобразователь А92110.000 (самиздат 1983 года), 8 листов формата А4
000ПС2-1 Комплект поставки тиристорный преобразователь А92110.000 (самиздат 1983 года), 8 листов формата А4
5б) А92110.000.101 Техническое описание и инструкция по эксплуатации тиристорного преобразователя, 31 лист формата А4
5в) А90.664.003 Инструкция по наладке приводов А92110.000 в следящем режиме на станках с УЧПУ 2С42 (самиздат 1986 года), 26 листов формата А4:
– Введение
– Общие положения
– Настройка привода в наладочном режиме
– Проверка оцифровки измерительных преобразователей
– Проверка цифро-аналоговых преобразователей
– Наладка следящего режима
– Необходимые сведения в зависимости от модели станка и двигателя
– Возможные неисправности и способы устранения
5г) А92110.000РЭ1-1 Перечень электросхем и перечни элементов к электросхемам (самиздат 1983 года), 71 лист формата А4
5д) А92110.000РЭ1-1 Электросхемы к тиристорному преобразователю А92110.000 (самиздат 1983 года), 18 листов форматов А3, А2, А1, А0:
– А92110. 000Э3-1 Схема электрическая принципиальная нулевая УТП (лист 1-2)
000Э3-1 Схема электрическая принципиальная нулевая УТП (лист 1-2)
– А92110.000Э3.2-1 Схема электрическая принципиальная главный привод и привод подач (лист 1-2)
– А93631.001Э3 Схема электрическая принципиальная плата питания
– А93843.001Э3 Схема электрическая принципиальная плата управления
– А93844.001Э3 Схема электрическая принципиальная плата датчиков
– А93845.001Э3 Схема электрическая принципиальная плата возбуждения
– А93846.001Э3 Схема электрическая принципиальная плата выходных каскадов
– А93847.001Э3 Схема электрическая принципиальная плата распределителей
– А92110.000Э4 Схема соединений УТП для нулевой схемы
– А92110.000Э4.2 Схема соединений УТП для главного привода и привода подач
– А91610.001Э4 Схема соединений блок управления для нулевой схемы
– А91610.001Э4.2 Схема соединений блок управления для главного привода и привода подач
– А91610.001Э4.3 Схема соединений блок управления
– А91604. 000Э4 Схема соединений блок тиристоров возбуждения (БТВ)
000Э4 Схема соединений блок тиристоров возбуждения (БТВ)
– А91605.000Э4-1 Схема соединений блок тиристоров ТЛ2
– А91607.000Э4 Схема соединений блок тиристоров Т10
5е) А93840.000ТО Устройство точного останова А93840.000 (типографическое изадние 1983 года), 6 листов формата А4
6а) 173.035.090-01 Руководство по эксплуатации 2С42-65-01 (версии 3.035.090-01), 191 лист формата А4:
– Назначение и технические данные
– Состав
– Работа составных частей
– ОЗУ
– ППЗУ
– Блоки, описание
– Меры безопасности
– Техобслуживание
– Работа с тест-программами
– Свидетельства
– Режимные клавиши и их коды
6б) А90665.001 Инструкция по составлению управляющих программ (типографское издание 1986 года), 25 листов формата А4:
– Подготовительные функции
– Программирование подачи
– Постоянные циклы
– Подпрограммы
– Построение управляющей программы
– Примеры прогррамирования
– Постоянные нестандартные циклы
6б) ОТСУТСТВУЕТ А90665.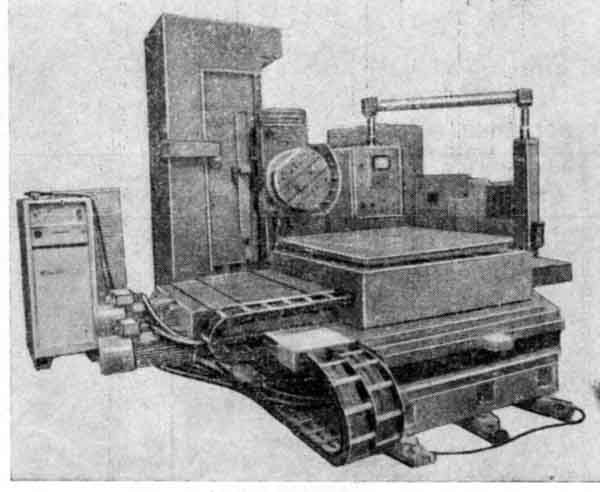 002 Инструкция по управлению станком с пульта устройства 2С42
002 Инструкция по управлению станком с пульта устройства 2С42
6в) А90664.004 Инструкция по проверке и настройке измерительной системы 2С42 с индуктосинами, 17 листов формата А4
6г) 2А622МФ4.060.000Д Карта программирования проверок по ТУ2-024-5514-82 (самиздат 1986 года), 20 листов формата А4
6д) 589.0109.00032-01 34 01 Руководство оператора 2С42-65 программное обеспечение ревизии 00032-01 (самиздат 1984 года), 71 лист формата А4:
– Назначение программы 00032-01 34 01
– Условия выполнения программы
– Общие положения
– Режимы работы
– Привязка устройства к параметрам станка: системы отсчета, инструмент
– Программирование: система кодирования, подпрограммы, перемещения, интерполяция, циклы, зеркальная обработка
– Сообщения оператору
– Сбои УЧПУ
– Перечень сокращений
6е) 1Я3.035.090 ОП,ЭД,ЗИ – Опись эксплуатационной документации и ЗИП к 2С42-65 (самиздат 1985 года), 37 листов формата А4
6ж) 3. 858.382 ТО-Э3-ПЭ3 Центральный процессор М2 (типографское издание 1986 года), 114 листов формата А4
858.382 ТО-Э3-ПЭ3 Центральный процессор М2 (типографское издание 1986 года), 114 листов формата А4
6з) Consul 337.601-A Фотоэлектрическое устройство считывания с перфоленты Консул ЕС6121 (типографское издание 1986 года), 60 листов формата А4, А3
7) Документация на дополнительное оборудование к станку, 144 листа формата А4
– Junior Chil-er JM-0 JA-0 (250S) Агрегаты для охлаждения масел
– Гидродроссель с обратным клапаном ДКМ 6-3
– Гидрозамок двухсторонний ГЗМ
– Гидроклапаны давления Г54-3
– Гидроклапаны редукционные КРМ 6-3
– Гидрораспределители Б6
– Золотники включения манометра ЗМ-320
– Питатели смазочные одномагистральные
– Реле давления ПГ62-11
– Системы смазочные СП и ГП
– Станция гидропривода Г48-8
– Фильтр на давление 20 Мпа
– Фильтры щелевые на давление 6,3 Мпа
– Устройство оптическое отсчетное 622А-1
Инструкции по скачиванию паспорта:
Если Вы решили скачать документацию (паспорт) на станок горизонтально-расточной 2А622Ф4-1 с ЧПУ – прочтите следующие инструкции:
Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку “купить”, расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов – проследуйте в соответствующую категорию и закончите пополнение корзины.
Чтобы отправить документ в корзину нажмите на
кнопку “купить”, расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов – проследуйте в соответствующую категорию и закончите пополнение корзины.
Для скачивания документации Вам необходимо перейти в Вашу корзину, нажав кнопку “показать корзину”. Корзина находится в левом меню, сразу за разделом поиска паспортов. После ознакомления с выбранными документами в корзине – нажмите на кнопку “оформить заказ”. Если Вы зарегистрированный пользователь – введите свои данные, либо зарегистрируйтесь.
Для оплаты за паспорт выберите предпочитаемый способ оплаты. Если вас не устраивает ни один способ оплаты, предоставленный на портале – свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами – введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен – напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.
Внимательно проверьте введенные данные и нажмите “подтвердить заказ”. После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт.
Если у Вас все равно возникли трудности со скачиванием или вопросы – проследуйте в раздел главного меню “Помощь по сайту”.
Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение!
2А622Ф4 – Горизонтально-расточной станок с ЧПУ, цена
Предприятие реализует горизонтально-расточной станок с ЧПУ 2А622Ф4, 1987 года.
- Станок в хорошем рабочем состоянии, комплектный!
- Месторасположение станка ― г. Тернополь
- Цель продажи ― сокращение производства.
- Наличный или безналичный расчет, возможна комбинирована оплата.
- Представляем все документы.
- Возможная доставка по всей территории Украины, а также в страны СНГ и ближнего зарубежья.

Делаем демонтаж и погрузку станка – бесплатно!
Организуем грузоперевозку, оплата в одну сторону.
Варианты перевозки:
– догруз, рядом с вашим оборудованием будет ехать чужой груз, вариант дешевле.
– цельный груз, едет только ваш груз – дороже.
Наши уникальные предложения:
1. Вы можете не присутствовать при осмотре оборудования!!! Осмотр оборудования в онлайн режиме, не выходя из офиса, черезSkype или Viber.
2. Вы можете не присутствовать при демонтаже и погрузке – мы делаем фото/видео погрузки:
Демонтаж и погрузку делаем по Вашим требованиям.
Первые фото при демонтаже;
Вторые фото станка и комплектующие, когда на машине уже находиться груз.
А также, фото документов водителя и номера автомобиля!
Все фото Вы получаете сразу на электронную почту, Skype или Viber.
Будем рады долгому сотрудничеству!!!
Если возникнут дополнительные вопросы – будем рады на них ответить.
У вас есть такое же оборудование на продажу?
Начните продавать прямо сейчас!
Оставьте заявку.
Техническая характеристика:
Станки модели 2а622ф4 предназначены для фрезерования плоскостей, пазов, уступов; сверления, рассверливания, центрования и зенкерования отверстий; растачивания и развертывания отверстий; нарезания резьбы метчиками; обточки поверхностей, обработки кольцевых канавок и подрезки торцев
Класс точности – по ГОСТ 8-82
Основные размеры – ГОСТ 7058
Размеры рабочей поверхности поворотного стола по ГОСТ6569-75,мм:
Ширина – 1250-1
Длина – 1250-1
Расстояние между пазами – 160 +-0,5
Количество пазов – 7
Ширина паза стола по ГОСТ 1574-75,мм – 22+0052
Конец выдвижного шпинделя по ГОСТ – 24644-81
Со степенью точности конуса по ГОСТ 19860-74 – 50АТS
Диаметр D выдвижного шпинделя – 110(для 2В622Ф4 – 125)
Наибольшая масса обрабатываемого изделия, кг – 4000
Наибольшее продольное перемещение выдвижного шпинделя, мм – 710
Наибольшее продольное перемещение поворотного стола, мм – 1000
Наибольшее вертикальное перемещение шпиндельной бабки, мм – 1000
Наибольшее поперечное перемещение поворотного стола, мм – 1250
Частота вращения шпинделя, мин-1 – 6…2500 (4-1250 при исполнении станка – 03)
Дискретность задания частот вращения по программе, мин-1 – 1
Наибольший допустимый крутящий момент на выдвижном шпинделе – 1765(180)
Наибольшее осевое усилие, Н(кгс)
При подаче выдвижным шпинделем – 10780 (1100)
При подаче столом – 19600 (2000)
Наибольшее тангенциальное усилие резания при растачивании одноконечным резцом, закреплённым в выдвижном шпинделе,при расстоянии от торца фрезерного шпинделя до вершины резца не более 200 мм, Н(кгс) – 7840 (800)
Наибольший диаметр сверла, мм – 50
Наибольший диаметр фрезы, мм – 250
Подачи выдвижного шпинделя, шпиндельной бабки стола в поперечном и продольном направлениях, мм/мин – 1-5000
Скорость быстрых установочных перемещений подвижных узлов, мм/мин – 10000
Габариты станка, мм
Ширина – 4130
Длина – 6335
Высота – 3980
Масса станка без гидро- и электрооборудования, установленного вне станка – 17500
Масса станка, кг – 20500
Количество одновременно управляемых координат – 4/5
Техническая характеристика электрооборудования.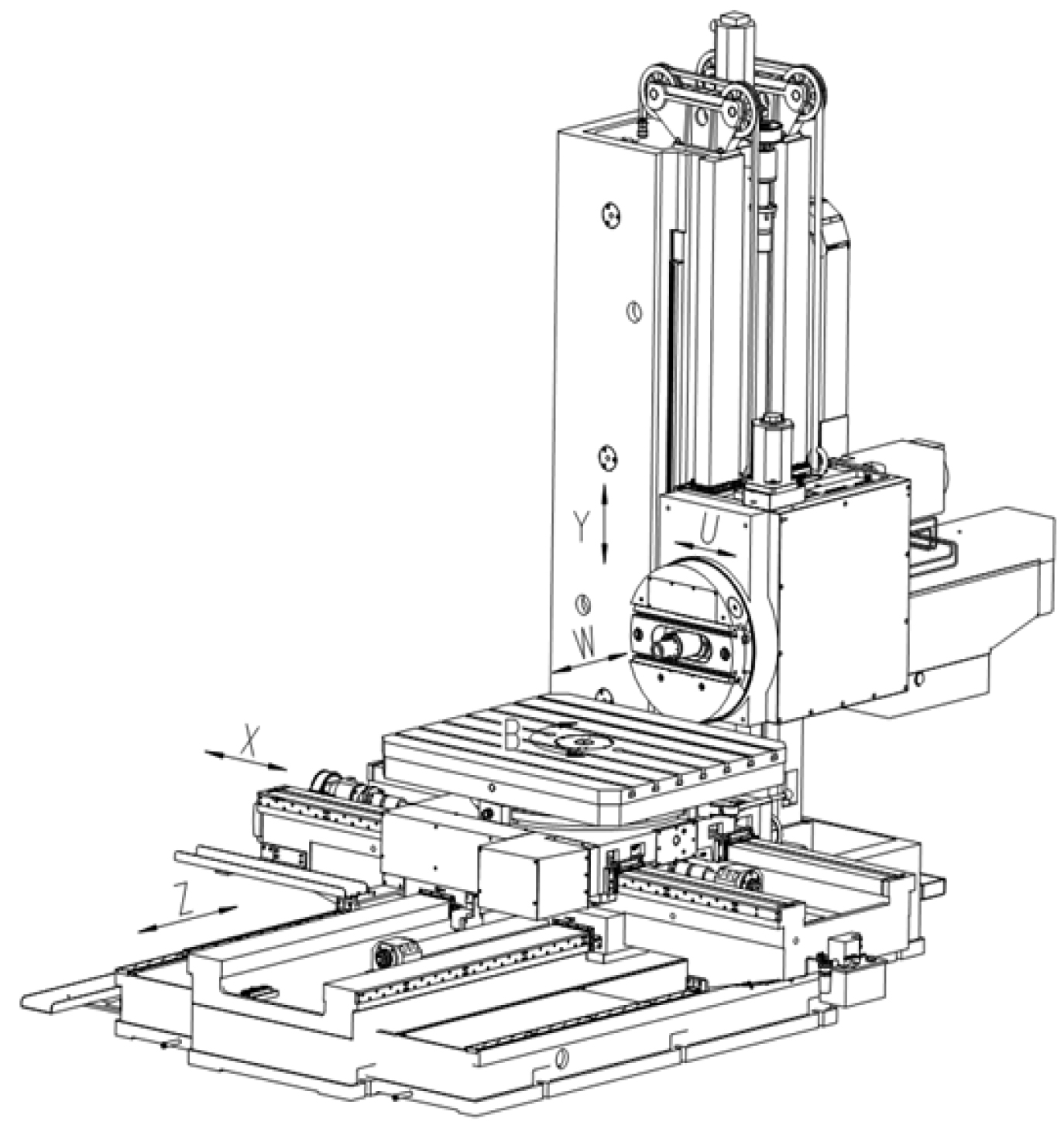
Род тока, питающий сеть – переменный, трёхфазный
Частота тока, Гц – 50+-0,1
Напряжение, В – 380+-5%
Род тока вспомогательных электроприводов – переменный, трёхфазный
Напряжение цепи освещения рабочей зоны, В – 110
Напряжение электромагнитов распределительных золотников – 24, постоянный
Мощность электродвигателя главного движения, кВТ, не менее – 25
Номинальный момент электродвигателя подачи, не менее Н*м (кгс*м) – 47(4,8)
Номинальная суммарная потребляемая мощность
при полной нагрузке одновременно работающих электродвигателей, кВт – 69,4
Техническая характеристика гидрооборудования.
Давление в гидравлической системе, МПа (кгс/см2) не более – 4,9+-02(50+-2)
Давление в системе смазки, МПа (кгс/см2) не более – 0,98(10)
Производительность насоса, л/мин – 5/18
Марка масла – ИГП-18 ТУ38,101798-7
класс чистоты 12 – по ГОСТ 17216-71
Холоднопроизводительность холодильной машины, не менее, ккал/ч – 400
Паспорт 2А622Ф4-1 Станок горизонтально-расточной
Наименование издания:Часть 1: Техническое описание и инструкция по эксплуатации (2А622Ф4-1-07.
 000.000 ТО) – 43 страницы
000.000 ТО) – 43 страницыЧасть 2: 2С42-65 Устройство числового программного управления (УЧПУ) – 432 страницы
Выпуск издания: –
Год выпуска издания: –
Кол-во книг (папок): 2
Кол-во страниц: 475
Стоимость: Договорная
Описание:
Механическая часть: Полный комплект документации
Электрическая часть: Отсутствует
Содержание:
Часть 1: Техническое описание и инструкция по эксплуатации (2А622Ф4-1-07.000.000 ТО)
1. Техническое описание
Назначение и область применения
Управление станком
Устройство и работа станка и его составных частей
– Общий вид станка
– Вид в плане на станок
– Пульт управления на шпиндельной бабке
Кинематика станка
– Кинематическая схема станка
– Схема расположения подшипников
– Привод вращения шпинделя
– Механизм переключения скоростей
– Хвост и привод перемещения шпинделя
– Механизм зажима инструмента
– Привод перемещения шпиндельной бабки
– Привод перемещения стола продольно
– Привод перемещения стола поперечно и поворота стола
– Зажим подвижного узла
Гидрооборудование станка и система смазки
– Гидравлическая схема станка
– Установка трубопровода для промывки гидропанели шпиндельной бабки
– Установка трубопровода для промывки гидропанели зажима и смазки направляющих
2.
 Инструкция по эксплуатации
Инструкция по эксплуатации Правила безопасности
Порядок установки станка
– Схема транспортировки станка
– Схема транспортировки шкафа
– Схема транспортировки трансформатора
– Схема транспортировки шкафа СПУ
– Схема транспортировки гидростанции
– Схема транспортировки станции охлаждения инструмента
– Схема транспортировки холодильной машины
Фундамент станка
Порядок установки станка на фундаменте
– Схема установки противовеса шпиндельной бабки
– Задание на проектирование фундамента
– Задание на проектирование фундамента. Разрезы
– Проверка жёсткости фундамента
– Схема распределения нагрузок на фундамент
– Монтаж электрооборудования станка на фундамент
– Монтаж гидрооборудования станка на фундаменте
– Устройство для крепления станка на фундаменте
Первоначальный пуск станка
Режимы работы
Рекомендации по чистовому растачиванию отверстий шпинделем
Карта смазки
– Карта смазки
Описание работы принадлежностей, поставляемых по особому заказу за отдельную плату
Навесная планшайба
– Установка навесной планшайбы
– Установка фрезерной головки
Устройство числового программного управления ЧПУ 2С42-65
Особенности разборки и сборки станка при ремонте
– Цапфа поворотного стола
Указания по эксплуатации, техническому обслуживанию и ремонту
3.
 Паспорт
Паспорт Технические характеристики
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Гарантии изготовителя
Карта чисел оборотов
Механика станка
Посадочные и присоединительные базы
– Планировочный габарит станка
– Эскиз конуса выдвижного шпинделя
– Эскиз поворотного стола
– Эскиз посадочного конца полого шпинделя
– Хвостовая часть оправки
Часть 2: 2С42-65 Устройство числового программного управления (УЧПУ)
Содержание:
Руководство по эксплуатации (3.035.090 РЭ)
1. Введение
2. Назначение устройства
3. Технические данные
4. Состав устройства
5. Конструкция и работа устройства
– Расположение субблоков в логическом блоке
– Структурная схема устройства
6. Работа составных частей устройства
Расширитель канала
Оперативное запоминающее устройство
ОЗУ с сохранением информации
– Структурная схема ОЗУ
– Временные диаграммы в цикле ВВОД
– Временные диаграммы в цикле ВЫВОД
– Временные диаграммы в цикле ВЫВОД – ПАУЗА – ВЫВОД
– Схема электрическая структурная ОЗУ
– Временные диаграммы работы ОЗУ
Постоянное перепрограммируемое запоминающее устройство
Интерфейс магистрали
Блок входных сигналов от станка
Блок выходных сигналов на станок
Блок управления приводом
Блок адаптивного управления
Блок связи с датчиками
Таймер
Пульт управления
– Формирование строчных импульсов
– Формирование каровых импульсов
– Формирование управляющих сигналов
Блок связи с БОСИ
Блок связи с ФСУ
Блок связи с перфоратором
Блок преобразователей кодов
Блок умножения
Пульт коррекций
Блок силовой (2. 068.209), блок (2.068.216)
068.209), блок (2.068.216)
Блок стабилизаторов
Блок связи с ЭВМ высшего ранга
– Расположение колодок на плате субблока SB-976
Блок связи с КНМЛ
Прочие схемы
7. Указание мер безопасности
8. Порядок установки
– Схема подключения устройства 2С42-65 к станкам и выносным блокам
– Схема подключения датчика индукции к устройству
– Схема подключения датчика сельсин к устройству
– Схема подключения датчиков ВТ или револьверов к устройству
– Схема подключения фотоимпульсного датчика линейных перемещений к устройству
9. Подготовка к работе
– Стабилизаторы напряжения. Органы регулирования и контроля, номинальное напряжение, устанавливаемое на контрольных гнёздах
– Таблица подключения различных типов датчиков к выходным разъёмам устройства
– Расположение резисторов в субблоке SB-449
– Расположение розеток на плате субблока SB-454
10. Порядок работы
11. Изменение параметров, регулирование и настройка
12. Техническое обслуживание
Техническое обслуживание
13. Характерные неисправности и методы их устранения
14. Работа с тест-программами
15. Правила хранения и транспортирования
Перечень сокращений
Приложение 1: Перечень перфолент
Приложение 2: Символы и коды клавиатуры пульта управления
Приложение 3: Режимные клавиши и их коды
Схемы электрические:
– Блок силовой. Схема электрическая принципиальная (1Я2.068.209 Э3)
– Блок силовой. Схема электрическая принципиальная (2.068.209 Э3)
– Стабилизатор напряжения СН-11М. Схема электрическая принципиальная (3.233.042 Э3) (1Я3.233.042 Э3)
– Стабилизатор напряжения СН-10М. Схема электрическая принципиальная (3.233.041 Э3) (1Я3.233.041 Э3)
– Пульт управления. Схема электрическая принципиальная (2.390.144-02 Э3)
– Блок стабилизаторов. Схема электрическая принципиальная (1Я2.068.155-05 Э3) (2.068.155-05 Э3)
– Схема электрическая (3.087.429-15 Э4)
– Схема электрическая (3.088.036 Э4)
– Устройство 2С42-65. Схема электрическая соединений (3.035.090 Э4)
Схема электрическая соединений (3.035.090 Э4)
– Пульт коррекций. Схема электрическая принципиальная (2.390.184 Э3) (1Я2.390.184 Э3)
– Субблок SB-054. Схема электрическая принципиальная (3.082.054 Э3)
– Субблок SB-440. Схема электрическая принципиальная (3.082.440 Э3)
– Стабилизатор напряжения СН-16М1. Схема электрическая принципиальная (2.233.077 Э3)
– Фильтр сетевой. Схема электрическая принципиальная (3.290.011 Э3) (1Я3.290.011 Э3)
– Стабилизатор напряжения СН-13М. Схема электрическая принципиальная (3.233.044 Э3) (1Я3.233.044 Э3)
– Субблок SB-455. Схема электрическая принципиальная (3.082.455 Э3)
– Коробка кроссовая КК. Схема электрическая принципиальная (3.622.023 Э3)
– Субблок SB-455. Схема электрическая расположения (3.082.455 Э7)
– Субблок SB-457. Схема электрическая принципиальная (3.082.457 Э3)
– Субблок SB-976. Схема электрическая принципиальная (1Я3.082.976 Э3) (3.082.976 Э3)
– Субблок SB-978. Схема электрическая принципиальная (3. 082.978 Э3) (1Я3.082.978 Э3)
082.978 Э3) (1Я3.082.978 Э3)
– Субблок SB-069. Схема электрическая принципиальная (3.092.069 Э3)
– Регулятор токов РТ. Схема электрическая принципиальная (3.222.002 Э3)
– Субблок SB-450. Схема электрическая принципиальная (3.082.450 Э3) (1Я3.082.450 Э3)
– Субблок SB-046. Схема электрическая принципиальная (3.092.046-02 Э3)
– Усилитель сигнала УСИ. Схема электрическая принципиальная (2.039.004 Э3)
– Блок ЭВМ. Схема электрическая соединений (5.105.031-01 Э4)
– Плата. Схема электрическая принципиальная (3.660.004 Э3) (1Я3.660.004 Э3)
– Субблок SB-059. Схема электрическая принципиальная (3.092.059 Э3)
– Субблок SB-443. Схема электрическая принципиальная (3.082.443 Э3) (1Я3.082.443 Э3)
– Субблок SB-445. Схема электрическая принципиальная (3.082.445 Э3)
– Субблок SB-442. Схема электрическая принципиальная (3.082.442 Э3)
– Субблок SB-441. Схема электрическая принципиальная (3.082.441 Э3)
– Субблок SB-452. Схема электрическая принципиальная (3. 082.452 Э3)
082.452 Э3)
– Субблок SB-453. Схема электрическая принципиальная (3.082.453 Э3)
– Субблок SB-454. Схема электрическая принципиальная (3.082.454 Э3)
– Субблок SB-463. Схема электрическая принципиальная (3.082.463 Э3)
– Субблок SB-464. Схема электрическая принципиальная (3.082.464 Э3)
– Субблок SB-465. Схема электрическая принципиальная (3.082.465 Э3)
– Субблок SB-466. Схема электрическая принципиальная (3.082.466 Э3)
– Субблок SB-473. Схема электрическая принципиальная (3.082.473 Э3)
– Субблок SB-475. Схема электрическая принципиальная (3.082.475 Э3)
– Субблок SB-476. Схема электрическая принципиальная (3.082.476 Э3)
– Субблок SB-781. Схема электрическая принципиальная (3.082.781 Э3)
– Субблок SB-782. Схема электрическая принципиальная (1Я3.082.782 Э3)
– Субблок SB-783. Схема электрическая принципиальная (3.082.783 Э3)
– Субблок SB-900. Схема электрическая принципиальная (3.082.900 Э3)
– Блок логический. Схема электрическая соединений (3. 087.429-15 Э4)
087.429-15 Э4)
– Субблок SB-055. Схема электрическая принципиальная (3.082.055 Э3)
– Субблок SB-075. Схема электрическая принципиальная (3.092.075 Э3)
– Субблок SB-086. Схема электрическая принципиальная (3.092.086 Э3)
– Блок приборный. Схема электрическая соединений (3.088.036 Э4)
– Стабилизатор напряжения СН-12М. Схема электрическая принципиальная (3.233.043 Э3) (1Я3.233.043 Э3)
Вертикально-сверлильный станок модель. Сверлильный станок
Горизонтально-расточной станок, модели и характеристики могут быть разными, имеет следующее назначение:
- Растачивание отверстий.
- Бурение.
- Детали токарные цилиндрической формы.
- Обработка концов изделий.
- Фрезерный.
- Зенковка.
- Нарезание резьбы продуктом с обозначением 2620B.
И это далеко не полный перечень операций, выполняемых при установке горизонтально-расточного станка.Благодаря этому можно использовать только один вид оборудования для осуществления полного цикла изготовления деталей из заготовок. При многосерийном производстве это очень удобный вариант, никакого дополнительного оборудования не требуется.
При многосерийном производстве это очень удобный вариант, никакого дополнительного оборудования не требуется.
Наличие шпинделя – одна из отличительных особенностей. Эта часть конструкции бывает горизонтальной, вертикальной. Чаще всего встречается 1 горизонтальный элемент.
Шпиндель служит для крепления режущего инструмента к горизонтально-расточной машине 2620, в том числе:
- зенковка;
- сверло;
- резцов; фрезы
- и тд.
В процессе эксплуатации параметры определяются диаметром шпинделей. То же касается и габаритных размеров машин, включая вариант 2620В.
О конструктивных особенностях
Конструктивные особенности и используемые заготовки позволяют выделить установку по специальному универсальному назначению.
Горизонтально-расточные станки 2620:
- Алмазно-расточные станки.
- Координатно-расточная машина.
- Горизонтальный вид.
Горизонтальный станок имеет три варианта:
- с двумя направлениями движения;
- с движением в одну сторону;
- отсутствие движения.

Шпиндель движется – это означает, что в начале работы выполняется формовка, когда заготовки обрабатываются на горизонтально-расточном станке 2620. Подавать можно как сам инструмент, так и заготовку. Конкретный вариант определяется используемой технологией.Обработка не обходится без дополнительных перемещений:
- Использование направляющих при перемещении люнета.
- Соединение люнета и задней стойки.
- Перемещение стола поперек или вдоль.
- Передняя бабка движется вертикально. Модели 2620B также имеют такую возможность. Это делает технические характеристики высокими, причем относительно версии 2620а.
Поворотный стол поставляется с большинством станков со шпинделями диаметром 125 мм.Столы перемещаются как в поперечном, так и в продольном направлении. Среди важных дополнений – передние стойки, отсутствие движения.
При шпинделе диаметром 125 мм лапы без проблем перемещаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с фиксированными узлами.
Работа – на каком принципе она основана?
Движения подачи – основная особенность работы с этими устройствами. Здесь необходимо описать несколько важных элементов и принципов:
- Крепление режущего инструмента происходит с помощью опоры планшайбы или шпинделя.Здесь начинается вращение. Принцип остался и в 2620a.
- Размещение на поверхности подвижного стола с помощью специального приспособления.
- При работе стол перемещается вдоль или поперек. Модели 2620B делают то же самое.
Передняя стойка участвует в движении шпиндельной головки, сохраняя вертикальное направление. Остальная часть опоры совмещена со стойкой сзади. Движение двух частей происходит одновременно.
При растачивании отверстий или нарезании внутренней резьбы поступательное движение осуществляется расточным шпинделем.Когда деталь обрабатывается на горизонтально-расточном станке 2620, лицевая панель перемещается с ползуном, придерживаясь только радиального направления.
Какие модели популярны?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без него наиболее известны следующие варианты:
- Skoda W200.
- 2а614, 2л614.
- 2a622f4, 2a622.
- 2620.
Особенности 2620
Горизонтально-расточной станок с ЧПУ также имеет ряд модификаций – 2620Г, 2620В, 2620А, 2А620, 2620.При их использовании ранее разрешалось обрабатывать детали с телами средних и больших размеров. Машины без выдвижных шпинделей не выпускаются.
Характеризуется наличием внутри лицевых панелей диаметром 90 мм. Обрабатываются детали массой менее 3 тонн. Это подтверждается паспортом is2a636f1.
Отличия моделей следующие:
- 2а620Г – задней стойки нет;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством цифровой идентификации.
Информация о модификациях 2А622Ф4 и 2А622
– это новая разновидность горизонтально-расточного станка с ЧПУ, пришедшая на смену устаревшим аналогам.
Устройства предназначены для работы с консольными деталями даже в больших корпусах. Их вес может составлять до 4 тонн. Обработка не должна доставлять хлопот, даже если есть отверстия, требующие точных параметров. И при сохранении определенных размеров связать оси. Иногда именно так устраиваются изделия с номером 2L614.
Обязательной частью оборудования является поворотный стол и передняя стойка, удерживающая неподвижное положение. Но сам стол движется вдоль или поперек. На станках этой серии легко фрезеровать заготовки по восьмиугольному контуру. Допустим, вариант с круговой подачей стола. Одна из доступных модификаций – is2a636f1.
В конструкции также присутствует выдвижной шпиндель диаметром 110 миллиметров. Пластины в одном положении устанавливаются на шпиндельной бабке шпинделя, с торца стенки.Так работает модель горизонтально-расточного станка 2А614.
Из основных характеристик стоит отметить высокую жесткость, способность противостоять вибрациям. В результате увеличивается срок службы шпиндельного устройства. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Упрощается растачивание больших отверстий. Доступен для вариантов 2L614.
Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Упрощается растачивание больших отверстий. Доступен для вариантов 2L614.
Разнообразие конструкций определяет наличие определенных дополнительных деталей:
- Версия с ЧПУ.
- Технологии цифровой идентификации.
- Показания координат в цифровой форме, это важно для обрабатываемой детали.
2a614 – чем отличаются модели?
Основное назначение модели с обозначением 2а614 – кузовные детали, массой до 2 тонн. Это упрощает работу с конструкциями, в которых есть отверстия точных размеров с соединением, предполагающим соблюдение параметров между осями. Сверлильные станки серии 2А614 – это устройства универсального типа, которые, как и изделия 2Л614, открывают доступ к следующим возможностям:
- Кольцевое устройство для обработки канавок.
- Шлифование поверхности по торцам.
- Работа с пробоотбором, фрезерованием.
- Просверленные отверстия.
- Зенковка.
- Растачивание отверстий. С этой функцией справляются и горизонтально-расточные станки 2А622.
- Бурение.

При необходимости производитель может дополнительно установить резьбонарезное устройство. Даже для дизайна 2Л614.
Зажим инструментов механизированным способом становится обязательным дополнением. Устройство отличается высокой устойчивостью к вибрации.Уровень производительности настолько высок, а работа настолько удобна, что операция требует минимум усилий и инвестиций. Уровень точности тоже приятно удивит. Но и этим могут похвастаться горизонтально-расточные станки 2А622.
Поворотный стол может быть встроен в любую конструкцию. Он осуществляет движение вдоль и поперек части шпинделя. Характерно наличие спереди подкосов, не меняющих положение. Как и у модели 2L614.
Работа также ведется за счет встроенной планшайбы, с радиальной опорой.Шпиндель и планшайба не могли двигаться без участия электродвигателя на переменном токе . .. Для этого используется скоростная коробка, с редукторным устройством. Кривошипный механизм выбора передач также становится незаменимым помощником.
.. Для этого используется скоростная коробка, с редукторным устройством. Кривошипный механизм выбора передач также становится незаменимым помощником.
Двигатель постоянного тока, отвечающий за организацию питания. Широты спектра регулирования достаточно, чтобы решение вопроса не доставляло дополнительных проблем. Скорость подачи можно изменить в любой момент без остановки движения.Такая возможность предусмотрена и в моделях горизонтально-расточных станков 2М614.
2L614 – о характеристиках оборудования
Эта машина также представляет собой группу разноплановой продукции. Применяется при обработке частей тела массой не более 1000 килограмм. Характерны и другие характеристики:
- Оснащен встроенным поворотным столом. Стандартные движения – в продольном, поперечном направлении. Их также придерживаются в продукте 2a622f4.
- Стоит отметить наличие неподвижной передней стойки.
- Среди основных узлов – электродвигатель переменного тока, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Процесс легче контролировать при использовании переключателя передач с ручкой. Как и в варианте 2a622f4.

Станок модификации 2л614 всегда дополняется не только планшайбой встроенного типа, но и радиально перемещающимся суппортом.Список операций стал длиннее за счет радиальной опоры.
Для обработки можно использовать так называемый подъемный шпиндель. Тогда фрезерные работы позволяют не использовать ползуны радиального типа.
Станки пригодятся предприятиям в области механики, инструментального производства. По точности есть соответствие категории, обозначенной H. Изделия 2a622F4 устроены иначе.
Видео: Горизонтально-расточной станок с ЧПУ.
Skoda W200 – чем хороша эта модель?
Опция актуальна для владельцев проектов штучного, мелкосерийного производства.В том числе – на запчасти, ящики серьезных габаритов. В зависимости от соглашения с заказчиком производители могут поставлять два варианта: с контроллером УЦИ или с поддержкой варианта ЧПУ. Несколько иначе устроены горизонтально-расточные станки 262Г.
Несколько иначе устроены горизонтально-расточные станки 262Г.
Дополнительно любая модель комплектуется:
- Угловыми головками.
- Крепление шпинделя диаметром 200 мм, с выдвижным корпусом.
- Вращающийся стол, движение которого осуществляется вдоль и поперек.
- Печь, которая остается в одном положении.
- Стенд с поперечно перемещаемым устройством. Который также имеется в 2а622Ф4.
Детали могут иметь максимальный вес 20 тонн при аналогичных обстоятельствах. Станок позволяет нарезать резьбу, использовать фрезу в конце, обрабатывать концы и многие другие операции. Это современный дизайн, при производстве которого используются только комплектующие. Высокого качества.
Модель 2а622F4 не исключение. Ведь при выполнении подобных операций ошибки недопустимы.Одно из лучших предложений, доступных участникам европейского рынка. Широко используется на экспорт, поставляется представителям зарубежных стран.
Для комплексной обработки металлических заготовок специалисты используют специальный вид оборудования – сверлильные станки.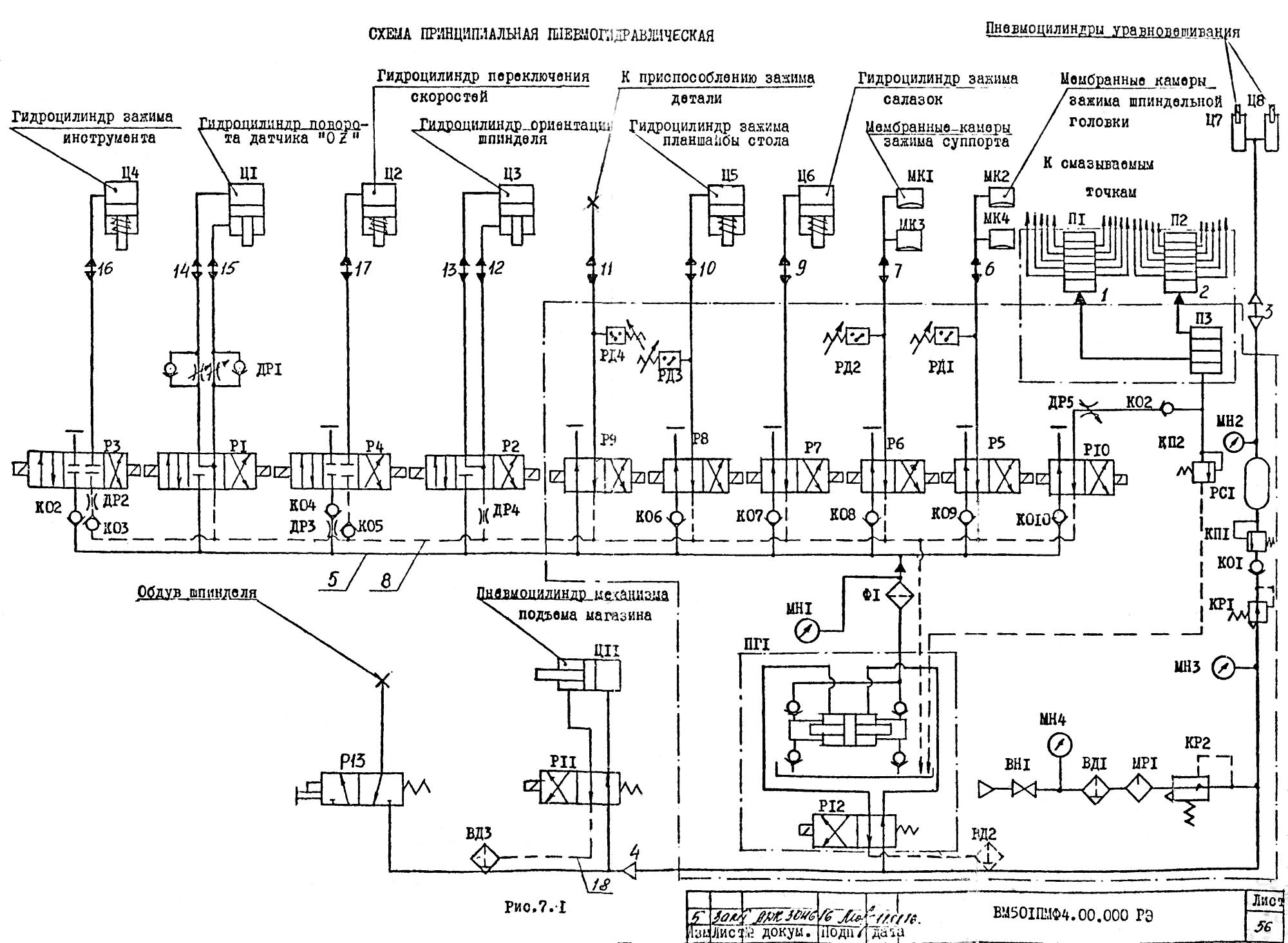 Они могут выполнять несколько видов операций и представлять собой сложные производственные комплексы с автоматическими функциями.
Они могут выполнять несколько видов операций и представлять собой сложные производственные комплексы с автоматическими функциями.
Назначение сверлильных станков
Перед тем, как приступить к анализу схем расточных станков, следует учесть их функциональность, технические и эксплуатационные качества.В первую очередь это касается конструктивных особенностей.
Специфику компоновки горизонтально-расточного станка можно увидеть на схеме стандартной модели этого оборудования. Состоит из станины, подставки, стола с ползунком и фрезерной головки. Кровать служит основанием стола; На нем есть направляющие двух типов – плоские и Т-образные. По ним едут сани. Для настройки оборудования предусмотрен блок управления и устройство для набора координат. Головка шпинделя предназначена для фиксации деталей.В зависимости от выбранных наборов фрез, работа выполняется над заготовкой.
Особенности работы горизонтально-расточного станка можно найти на стандартной схеме. Это следующие:
№- обязательное наличие корректирующих механизмов, предназначенных для уменьшения погрешности шага винта;
- оптических устройств используются для повышения точности обработки;
- не подвержен изменению установленных параметров из-за вибрации.

Эти требования накладывают особые условия на изготовление такого оборудования.
Комплектация горизонтально-расточного станка зависит от вида выполняемых работ. Основная задача – выбрать подходящий режущий инструмент.
Станки горизонтально-расточные
Самыми распространенными моделями являются горизонтально-расточные станки. Они выполняют большинство стандартных операций, для них разработаны индивидуальные схемы изготовления.
Конструктивной особенностью данного типа оборудования является расположение шпинделя – горизонтальное.Для завершения процесса обработки заготовку необходимо повернуть, что обеспечивает силовые агрегаты устройства. Во время работы происходит вращательно-поступательное движение шпинделя. Растачивание заготовки может выполняться несколькими способами движения подачи:
- инструмент;
- деталей, которые прикреплены к столу;
- на специальной подвижной основе.
Дополнительно оборудование может включать устройства для перемещения шпиндельной головки, перемещения стола относительно двух координат, плавного переключения скоростей и т. Д.Все зависит от конкретной модели оборудования.
Практически любой фрезерный станок можно модифицировать для выполнения дополнительных функций. Но эти изменения не должны повлиять на его работоспособность.
Координатно-расточные станки
Гораздо большей функциональностью обладают другие виды этого оборудования – устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтального бурения, они имеют сложное управление, но в то же время способны выполнять ряд других операций.
Основная задача этого оборудования – формирование нестандартных отверстий. С их помощью изготавливают кондукторы, шаблоны, штампы и т. Д. При высокой точности обработки производственный комплекс можно в короткие сроки перенастроить на изготовление другой детали. Важная особенность – точная настройка исходных параметров обработки.
Кроме того, координатная модель отличается от вышеперечисленных типов оборудования наличием следующих компонентов:
- высокая точность передвижения агрегатов.Это обеспечивается несколькими типами устройств – оптическими, механическими и электронными;
- универсальный поворотный стол. Позволяют обрабатывать отверстия в полярных системах координат без смещения режущей части;
- шпиндель смещен в горизонтальном направлении.
Кроме того, существуют модели с одной и двумя стойками. Разница между ними заключается в степени обработки детали.
В отличие от стандартных компоновок станков с горизонтальным шпинделем, координатные модели имеют небольшие размеры.Исключение составляет специальное оборудование, предназначенное для обработки крупногабаритных деталей.
Для изготовления изделий из особо твердых марок стали используются алмазные модификации фрезерного оборудования. Отличие заключается в режущей кромке инструмента. Помимо сверления отверстий, на станках можно обрабатывать конические и цилиндрические детали. Средняя частота ошибок составляет 0,5–1 мкм.
Такое оборудование используется для изготовления приборов, а также в машиностроении.Для комплектования используются несколько видов квадратных или прямоугольных фрез. По типу обработки они могут быть резьбовыми, пазовыми, поднутренными и сквозными. Наиболее распространены лезвия фрезы диаметром 20 мм. Для заточки деталей необходимо использовать специальное оборудование.
На видео вы можете увидеть пример заводской модели:
Обзор и сравнение характеристик моделей
| Модель | TK611B / 1 | ТК611С / 1 | TK611C / 4 |
| Диаметр шпинделя, мм | 110/130 | ||
| Размер рабочей поверхности стола, мм | 1320×1010 | ||
| Продольное поперечное перемещение стола, мм | 850 х 1300 | 1200 х 1300 | 1800 х 1300 |
| Вертикальное перемещение шпиндельной головки, мм | 900 | 900 | 1200 |
| Продольное перемещение выдвижного шпинделя, мм | 550 | ||
| Макс.диаметр расточки, мм | 240 | ||
| Макс. диаметр сверления, мм | 50 | ||
| Макс. перемещение радиальной опоры, мм | 160 | ||
| Диапазон рабочей подачи шпинделя, мм / мин | 0,5–1000 | ||
| Пределы частоты вращения шпинделя, об / мин | 12–1100 | ||
| Пределы частоты вращения планшайбы, об / мин | 4-130 | ||
| Габаритные размеры, мм | 4970 * 2100 * 3010 | 4970 * 2330 * 3010 | 4970 * 2717 * 3120 |
| Масса, кг | 10700 | 12000 | 14500 |
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначены для создания наиболее ответственных деталей – отверстий с небольшими отклонениями их взаимного расположения.На таких станках есть специальное считывающее устройство, с помощью которого можно перемещать заготовку относительно инструмента с погрешностью не более 0,001 миллиметра, и устройство контроля для проверки отклонений размеров на обрабатываемых деталях.
Назначение координатно-расточного станка
Координатно-расточные станки предназначены для обработки отверстий по центру, расстояние между которыми должно точно выдерживаться от опорных поверхностей в прямоугольной системе координат, без использования инструментов для ведения инструмента.
На таких станках выполняются сверление, чистовое фрезерование, растачивание, развёртывание и развёртывание отверстий, контроль и замер деталей, чистовое фрезерование торцов, а также маркировочные работы. На станках выполняются отверстия в корпусных деталях и приспособлениях, а также в кондукторах, для которых требуется значительная точность взаимного расположения отверстий, в мелкосерийном, штучном и массовом производстве.
На станках наряду с растачиванием выполняется маркировка и проверка размеров, в том числе межцентровых расстояний.С помощью поворотных столов, поставляемых со станком, можно обрабатывать отверстия, заданные в полярной системе координат, взаимно перпендикулярные и наклонные отверстия, а также шлифовать торцевые поверхности.
Станок оборудован оптическими считывающими устройствами, позволяющими считать целые и дробные части размера координат. Поскольку устройство координатно-расточных станков представляет собой соединение измерительного станка и металлорежущего станка, работающего на таком оборудовании, можно контролировать детали, обрабатываемые на других станках.
При нормальной работе вертикально-координатно-расточной станок способен обеспечивать точность межцентрового расстояния в системе координат порядка 0,004 миллиметра. Для получения более точного расстояния между центрами отверстий координатно-расточной станок оснащен цифровым дисплеем, что дает оператору возможность устанавливать координаты с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Существуют координатно-расточные станки с одной и двумя колоннами.Они имеют в своей конструкции станки с одной колонной, поперечным столом, который предназначен для перемещения заготовки в двух направлениях, которые взаимно перпендикулярны. Основное движение здесь – это вращательное движение шпинделя, а движение подачи – это вертикальное движение шпинделя.
Двухстоечные станки по своей конструкции имеют стол, который расположен на направляющих. Стол может перемещать установленную деталь в направлении координаты X. При перемещении бабки ось шпинделя перемещается относительно заготовки, установленной на столе, в направлении координаты Y.Для опускания и подъема шпиндельной бабки принято перемещать поперечину вниз или вверх по направляющим стоек.
По уровню автоматизации координатно-расточные станки делятся на станки с ЧПУ, цифровым дисплеем и набором координат, а также с автоматической сменой заготовок и инструмента, что позволяет выполнять различные фрезерные операции с высоким уровнем точности.
В зависимости от характера выполняемых операций, конструктивных особенностей и назначения координатно-расточные станки бывают универсальными и специализированными.Универсальные станки в свою очередь делятся на горизонтально-расточные и чистовые расточные. Самым важным параметром для всех типов станков является диаметр расточного шпинделя.
Модели координатно-счетных машин
Популярные модели координатно-расточных станков по своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Обеспечивает позиционирующее движение шпиндельной головки. Ускоренное и рабочее движение стола в поперечном и продольном направлении осуществляется электроприводами с широчайшим диапазоном регулирования, что позволяет повысить жесткость и производительность координатно-расточного станка при фрезеровании.Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточной станок 2А450
Размеры координатно-расточного станка 2а450, включая ход суппорта и стола, составляют 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес машины без учета принадлежностей и электрического шкафа составляет 7300 кг. При работе на этом станке можно добиться максимального диаметра сверления 30 миллиметров и самого большого отверстия диаметром 250 миллиметров при использовании продукта с максимальным весом 600 кг.Частота вращения шпинделя достигает 50-2000 об / мин, скорость движения изделия при фрезеровании достигает 30-200 об / мин. При использовании координатно-расточного станка 2А450 мощность электродвигателя достигает 4,5 Вт, частота вращения – 1800 об / мин.
Координатно-расточной станок 2Д450
Координатно-расточный станок 2Д450 имеет следующие габариты (с ходом суппорта и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет размеры 1100 на 630 миллиметров.Вес машины без электрического шкафа и необходимых принадлежностей составляет 7800 кг. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия весом до 600 килограмм. Скорость вращения шпинделя 50-2000 об / мин. Мощность установленного на машине электродвигателя – 2 кВт, частота вращения – 700 об / мин.
Координатно-расточной станок 2в440а
Размеры координатно-расточного станка 2в440а, включая ход суппорта и стола, составляют 2520 на 2195 на 2430 миллиметров.Рабочая поверхность стола составляет 800 миллиметров в длину и 400 миллиметров в ширину. Масса станка с внешними принадлежностями – 3630 килограмм. При использовании координатно-расточного станка 2в440а можно добиться максимального диаметра сверления в твердом материале 25 миллиметров и максимального диаметра растачивания 250 миллиметров при использовании изделий с наибольшим весом 320 килограммов. Предел скорости вращения шпинделя достигает 50-2000 оборотов в минуту, мощность электродвигателя – 2,2 Вт, частота вращения – 800 оборотов в минуту.
Координатно-расточной станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования координатно-расточного станка 2431 составляет 420 кг, комплекта принадлежностей – 380 кг. Размеры рабочей поверхности стола 560 на 320 мм. Эта модель обеспечивает максимальный диаметр сверления 18 миллиметров и максимальный диаметр отверстия 125 миллиметров при использовании продуктов с максимальным весом 250 килограммов.Предел скорости вращения шпинделя в минуту от 75 до 3000 об / мин, суммарная мощность электродвигателей 2,81 кВт, мощность главного двигателя 2,2 кВт.
Координатно-расточной станок 2421
Размеры координатно-расточного станка 2421 – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 х 250 миллиметров. Вес станка с комплектом аксессуаров – 1610 килограмм. Используя эту модель, можно достичь максимального диаметра сверления в твердом материале 12 миллиметров и максимального отверстия 80 миллиметров при использовании изделий с максимальным весом 150 кг.Скорость вращения шпинделя колеблется от 135 до 3000 об / мин. Мощность электродвигателя – 10 кВт.
Таким образом, координатно-расточные станки выполняют важнейшую функцию – сверление отверстий и контроль их отклонений. Станок оборудован цифровым дисплеем, позволяющим оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также счетными устройствами для подсчета целой и дробной частей размера координат.
Первые модели универсальных горизонтально-расточных станков появились в начале прошлого века.Сегодня, претерпев ряд серьезных дизайнерских преобразований, они превратились в производительные, мощные и функциональные устройства с широким спектром применения, цена на которые вполне приемлема даже для небольших предприятий.
Конструктивные особенности и преимущества универсальных горизонтально-расточных станков
Основное назначение горизонтально-расточных станков – растачивание глубоких отверстий. Чаще всего из них изготавливают редукторы и корпуса турбин, редукторы и блоки цилиндров, электродвигатели и другие подобные образцы деталей и узлов для различных отраслей машиностроения.
Говоря об особенностях универсальных моделей горизонтально-расточных станков, стоит отметить выдвижную конструкцию шпинделя и крестообразный поворотный стол. Выдвижной шпиндель более жесткий, чем другое подобное фрезерное оборудование. Это позволяет успешно выполнять высокоточную обработку деталей сложной формы – блоков цилиндров или станины одновременно по всей длине крупногабаритной детали. Наличие задней опорной стойки позволяет добиться чрезмерного биения режущего инструмента, тем самым компенсируя снижение интенсивности его удара за счет максимальной длины выдвижения шпинделя в рабочем положении.Это особенно важно при изготовлении посадочных мест подшипников валов, редукторов, корпусов и редукторов, где необходимо обеспечить одинаковый эффект по всей длине заготовки.
Для увеличения функциональности станков на них устанавливается поперечный стол поворотной конструкции. Благодаря наличию задней стойки данное технологическое решение позволяет одновременно растачивать отверстия, например, под подшипники, с противоположных сторон детали кузова при ее повороте на 180 градусов.С проблемой некоторой потери точности при перемещении заготовки удалось справиться благодаря технологии крепления рулевой колонки на криволинейных зубьях и двухступенчатой системе поворота стола с предварительным натяжением зубчатой передачи.
Важным преимуществом универсальных станков является адекватная стоимость, которая быстро окупается в условиях как мелкосерийного, так и единичного производства, где изготавливаются нестандартные модели деталей, инструментов и конструкций, а также их проведен ремонт.Единственное требование, которое необходимо соблюдать при работе на данном оборудовании, – это наличие в штате предприятия высококвалифицированных и высококвалифицированных бурильщиков. В противном случае рекомендуется использовать станки с ЧПУ, минимизирующие влияние человеческого фактора.
Сверлильный станок используется для обработки деталей как при единичном, так и при серийном производстве. Такое оборудование относится к классу универсальных. Возможна качественная обработка продукции, в том числе без передачи заготовок на другие специализированные станки.
Основное назначение
Станки этого типа используются в первую очередь, конечно, для растачивания отверстий разного диаметра в заготовках. Но при необходимости их также можно использовать для:
- точения наружных поверхностей цилиндрических деталей;
- обработка торцов заготовок;
- зенковка и развертка отверстий;
- нарезание резьбы;
- фрезерный.
Типы сверлильных станков
Оборудование этого типа можно классифицировать по нескольким критериям.По сфере применения такие станки могут быть:
- универсальные токарно-расточные;
- специализированный.
Станки второй группы, в свою очередь, подразделяются на следующие типы:
- горизонтально-расточные;
- координатно-расточной станок;
- алмазная расточка.
В последнее время большое распространение на предприятиях получили расточные станки с ЧПУ.
Какие рабочие инструменты используются
Таким образом, операции с таким оборудованием, как сверлильный станок, могут выполняться различными способами.При обработке деталей на этих агрегатах используются такие режущие инструменты, как: сверло
- ;
- резак;
- резак;
- зенковка;
- кран и др.
При выборе любого типа оборудования в первую очередь обращают внимание на диаметр шпинделя.
Какой может быть координатно-расточной станок
Оборудование этого типа предназначено в первую очередь для максимально точной обработки заготовок. Координатно-расточные станки могут быть:
- одностоечные;
- двухколонный.
В конструкцию таких машин входят:
- станина;
- стеллаж;
- стол с ползунком;
- расточная головка.
Также траверс входит в конструкцию такого оборудования.
Особенности работы на координатно-расточном станке
При использовании оборудования данного типа обрабатываемая деталь предварительно закрепляется на рабочем столе. Далее в шпиндель устанавливается необходимый режущий инструмент.Далее работа выполняется в следующем порядке:
- в зависимости от высоты заготовки регулируется траверса и расточная головка;
- установить шпиндель в указанные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его типа может выполняться по-разному. В модели с одной колонной шпиндель устанавливается правильно, перемещая рабочий стол в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол перемещается в продольном направлении;
- расточная головка перемещается поперечно по траверсе.
Ассортимент координатно-расточных станков
Сегодня такое оборудование выпускают многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта модель с одной стойкой имеет размеры стола 630 x 1120 мм и оснащена оптической системой измерения, дополненной дисплеем для считывания показаний на экране. Также этот расточной станок имеет функцию автоматической остановки затвора. Еще одним дополнением к этой модели, повышающим удобство, является предустановленное устройство.
- 2D450.Эта модель также имеет размер стола 630 x 1120. Включенное в ее конструкцию оптическое устройство может считать как целые, так и дробные части координат.
Конечно, на предприятиях можно использовать и другие координатно-расточные станки. Модели 2А450, 2Л450АФ11-01, например, сегодня также пользуются большим спросом.
Горизонтально-расточные станки
Такое оборудование также довольно часто используется на заводах и в мастерских. Его главная отличительная особенность – шпиндель в нем расположен горизонтально.Основное движение последних – вращательно-поступательное относительно оси. В этом случае при точении может осуществляться как подача заготовки, так и перемещение самого рабочего инструмента.
Перемещение передней бабки на оборудовании, таком как горизонтально-расточной станок, является дополнительным движением.
Какие модели можно использовать?
Оборудование этого типа сегодня может поставляться на рынок как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое.Машины последнего типа обычно дополнительно комплектуются слайдером и подвижной стойкой.
Производители также выпускают множество моделей такого оборудования. Например, у потребителей большой популярностью пользуются агрегаты линий VFC и F.O.R.T.
Горизонтально-расточной станок VFC может быть рассчитан на обработку деталей массой до 10 тонн. Такие станки используются в основном для растачивания деталей из чугуна и стали. Эти модели построены по модульному принципу и имеют поворотный стол.
Машины серии F.O.R.T также доступны на рынке в очень широком ассортименте. Они могут иметь классический дизайн с крестообразным столом или с подвижной колонной. Размеры стола для горизонтально-расточных станков F.O.R.T варьируются от 1250 x 1400 мм до 4000 x 4000 мм. В этом случае диаметр шпинделя может составлять 100-260 мм.
Алмазно-расточные станки
Оборудование данного типа предназначено в основном для чистовой обработки деталей. В инструментах таких станков, как уже можно судить по названию, используются алмазные или твердосплавные инструменты.Расточный станок этого типа может использоваться для обработки деталей из стали и чугуна, а также из сплавов цветных металлов, эбонита, текстолита, резины и др. В некоторых случаях алмазное растачивание может даже заменить шлифование.
Резка на таком оборудовании осуществляется со значительной скоростью и при этом небольшой глубиной съема материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.
Модельный ряд
Данный вид оборудования на рынке не так распространен, как горизонтальные и координатно-расточные станки.Однако марок таких агрегатов и сегодня выпускается немало. Одна из самых популярных моделей такого оборудования – 2А78. Этот сверлильный станок имеет очень хорошие технические характеристики. Размеры стола для данной модели – 500 х 1000. На этом оборудовании можно делать отверстия в заготовках диаметром 27-200 мм.
Токарные и расточные станки
Основная особенность этого типа оборудования – очень высокая скорость вращения шпинделя. На токарно-карусельном станке можно обрабатывать как плоские, так и цилиндрические детали.
При работе на таком оборудовании заготовка устанавливается на столе. В этом случае шпиндель совершает вращательно-поступательное движение.
Современная промышленность выпускает также крупногабаритные токарные и расточные станки. Диаметр поворота такого оборудования может составлять 4 м. При этом на станке разрешается обрабатывать детали длиной до 32 м. Самая популярная модель токарно-карусельного станка на данный момент – 2А656РФ11.
Оборудование с ЧПУ
ЧПУ может быть дополнено как алмазными, так и горизонтальными, токарными или координатно-расточными станками.Современная электроника, безусловно, значительно увеличивает удобство использования этого оборудования. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это обеспечивает высочайшую точность сверления или резки и максимальную производительность.
Расточные станки с ЧПУ могут использоваться как для черновой, так и для чистовой обработки деталей. Стоят они, конечно, намного дороже обычных моделей. На таких станках могут работать только токари, прошедшие переподготовку.
▷ Все б / у промышленное оборудование онлайн на TradeMachines
Лучшие продавцы и производители
Найдите продажу подержанного оборудования на TradeMachines
С помощью своей поисковой системы для подержанного оборудования TradeMachines эффективно объединяет продавцов и покупателей. Покупателям больше не нужно искать подержанных машин на сайтах нескольких продавцов, поскольку TradeMachines объединяет предложения известных промышленных аукционистов и продавцов подержанной техники, таким образом представляя исчерпывающий обзор рынка. Подержанные машины – достойная альтернатива покупке дорогих новых машин.
Эксперты по машинам со всего мира пьют утренний кофе, просматривая TradeMachines, и узнают о текущих предложениях на рынке подержанного оборудования . Мы предлагаем покупателям обзор подержанного промышленного оборудования , доступного на рынке, с целью абсолютной прозрачности. Торговая площадка предназначена для того, чтобы предлагать ищущим подержанную технику возможность выбора на аукционах оборудования по местонахождению, аукционным домам и типу техники. TradeMachines стремится предоставить вам поисковую систему, которая может максимизировать ваши возможности для поиска самых выгодных сделок в Интернете от ведущих продавцов промышленного оборудования по всему миру .
Аукционы тяжелой техники
В связи с тем, что по всему миру проходит аукционов тяжелой техники , найти предложения, которые вы ищете, из различных источников – непростая задача. TradeMachines – это система поиска подержанных машин, которая позволяет ищущим машины находить предложения и распродажи, которые они ищут.Помимо аукционов тяжелой техники предложение также включает прямые продажи от международных торговцев подержанной техникой. Комбинированное предложение аукционов i и подержанной техники и продажи подержанной техники создает наиболее полный обзор рынка во всем мире. Предлагая способ найти на аукционе оборудования то, что вам нужно, вы экономите время, деньги и энергию. На нашем веб-сайте торговой площадки обычно представлены два типа аукционов: аукционов ликвидации и промышленных аукционов .Аукционы по ликвидации или банкротству и аукционы активов включают подержанное оборудование из арестованных активов компании. Эти аукционы включают продажу собственности банка для возмещения убытков компании. Аукционы тяжелого оборудования представляют собой смесь продавцов от частных владельцев до компаний. Предприятиям, которым больше не нужно оборудование, необходимо заниматься продажами, чтобы окупить свои старые или бывшие в употреблении машины .
Промышленные аукционы, тяжелая техника б / у
TradeMachines понимает, насколько сложно доверять подержанной технике .Мы работаем с надежными промышленными аукционистами и известными торговцами оборудованием , чтобы обеспечить вам наилучшую связь между ними. Промышленные аукционы – это популярная возможность найти выгодные предложения по подержанному оборудованию. На этих промышленных аукционах потенциальных покупателей находят бывшее в употреблении оборудование компаний, которые стали неплатежеспособными или решили отказаться от ряда своих машин. Но промышленные аукционы – не единственный способ найти подходящую подержанную технику по низким ценам.Торговцы машинным оборудованием также размещают свои предложения на TradeMachines. Благодаря обширному предложению подержанных машин, поиск подходящего предложения намного проще и требует меньше времени.
Используя различные функции, такие как календарь аукционов TradeMachines, вы можете найти промышленных аукционов по всему миру.
Популярные модели и категории машин можно найти в таблице ниже:
Марок расточных станков. Сверлильный станок: виды, характеристики и сфера применения
Среди оборудования есть своеобразные «аристократы» – координатно-расточные станки, которые предназначены для создания наиболее ответственных деталей – отверстий с небольшими отклонениями их взаимного расположения.На таких станках есть специальное считывающее устройство, с помощью которого можно производить заготовку на инструменте, он перемещается с погрешностью не менее 0,001 миллиметра, и контрольное устройство для проверки размеров на обрабатываемых деталях.
Назначение Координатно-расточной станок
Координатно-расточные станки предназначены для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На таких станках сверлильные, чистовые фрезерные, ракетные, развертывание и совмещение отверстий, контроль и замер деталей, чистовая обработка торцов, а также маркировочные работы. На станках проделываются отверстия в деталях и устройствах шкафа, а также в проводнике, для которого необходима существенная точность взаимного расположения отверстий в мелкосиловом, единичном и массовом производстве.
На станках, наряду с резервуаром, производится разметка и проверка размеров, включая межцентровые расстояния.С помощью поворотных столов, поставляемых со станком, можно обрабатывать отверстия, заданные в полярной системе координат, взаимно перпендикулярные и наклонные отверстия, а также продавливать торцевые поверхности.
Станок оборудован оптическими счетными устройствами, позволяющими считать целые и дробные части размера координат. Поскольку координатно-расточной станок подключен к измерительной машине и металлорежущему станку, то работая на таком оборудовании, можно контролировать детали, обрабатываемые на других станках.
При нормальной работе вертикально-сверлильный станок обеспечивает точность межцентровых расстояний в системе координат около 0,004 миллиметра. Для получения более точного расстояния между центрами отверстий координатно-расточной станок снабжен цифровым дисплеем, что дает оператору возможность установки координат изделия с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Есть координатно-расточные станки одно- и двухходовые.В их крестовом походе дизайна есть однокомнатные станки, которые предназначены для перемещения заготовки в двух направлениях, взаимно перпендикулярных. Основное движение здесь – это вращательные движения шпинделя, а поток подачи – вертикальное движение шпинделя.
Двухсушильные машины по своей конструкции имеют стол, который находится на направляющих. Стол имеет возможность перемещать установленную заготовку в направлении координаты X. При движении шпинделя бабка ось шпинделя перемещается относительно продукта, установленного на столе, в направлении координаты W.Для опускания и подъема шпинделя бабушка принято двигать вниз или вверх.
По уровню автоматизации координатно-расточные станки делятся на станки с ЧПУ, цифровым дисплеем и набором координат, а также с автоматическим перемещением заготовок и инструмента, что позволяет выполнять различные фрезерные работы с высоким уровнем точности.
Координатно-расточные станки в зависимости от характера работ, конструктивных особенностей и назначения бывают универсальными и специализированными.Универсальные станки в свою очередь делятся на горизонтально-расточные и чистово-расточные. Самым важным параметром для всех типов станков является диаметр расточного шпинделя.
Модели координатно-расчетных машин
Популярные модели координатно-расточных станков по своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусмотрена установка движения бабки шпинделя. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении осуществляется электроприводами с широким диапазоном регулирования, что позволяет повысить жесткость и производительность координатно-расточного станка при фрезеровании.Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточной станок 2А450
Размеры координатно-расточного станка 2А450 с учетом хода салата и стола – 2670 на 3305 на 2660 миллиметров. Рабочий стол стола имеет размер от 1100 до 630 миллиметров. Вес станка без учета массы аксессуаров и электрошкафа составляет 7300 килограмм.При работе на этом станке можно добиться наибольшего диаметра сверления в 30 миллиметров и самого большого проходного отверстия в 250 миллиметров при использовании продукта с максимальным весом 600 кг. Скорость шпинделя шпинделя достигает 50-2000 оборотов в минуту, скорость движения изделия при фрезеровании достигает 30-200 оборотов в минуту. При использовании координатно-расточного станка 2А450 мощность электродвигателя достигает 4,5 Втс, скорость вращения – 1800 оборотов в минуту.
Координатно-расточной станок 2Д450
Координатно-расточной станок 2Д450 имеет такие габариты (с салазками и столом и столом) – от 3305 до 2705 на 2800 миллиметров. Рабочая поверхность имеет размеры от 1100 до 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7 800 кг. Наибольший диаметр расточки отверстий – 250 миллиметров, возможно использование изделия весом до 600 килограмм. В минуту количество оборотов шпинделя 50-2000.Мощность, установленная на двигателе электродвигателя – 2 ВКТ, скорость вращения 700 оборотов в минуту.
Координатно-расточной станок 2Б440А
Размеры координатной фрезы 2В440А, включая ход салазок и стола, составляют 2520 мм, 2195 мм и 2430 мм. Длина настольного стола – 800, а ширина – 400 миллиметров. Масса машины с выносными аксессуарами – 3630 килограмм. При использовании координатно-расточного станка 2В440А можно добиться максимального диаметра сверления в твердом материале 25 миллиметров и максимального диаметра растачивания 250 миллиметров при использовании изделий с максимальной массой 320 кг.Предел скорости вращения шпинделя достигает 50-2000 оборотов в минуту, мощность электродвигателя 2,2 Вт, частота вращения 800 оборотов в минуту.
Координатно-расточной станок 2431
Модель2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-сверлильному станку 2431 420, комплекта принадлежностей 380 кг. Размеры рабочей поверхности стола – 560 на 320 миллиметров.При использовании этой модели достигается максимальный диаметр сверления 18 миллиметров и максимальный диаметр растачивания 125 миллиметров при использовании изделий с максимальным весом 250 килограммов. Частота вращения шпинделя в минуту от 75 до 3000 оборотов, суммарная мощность электродвигателей 2,81 ВКТ, мощность главного двигателя 2,2 кВт.
Координатно-расточной станок 2421
Размеры координатно-расточного станка 2421 – от 900 до 1615 на 2207 миллиметров.Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом аксессуаров – 1610 килограмм. Используя эту модель, можно достичь максимального диаметра сверления в твердом материале 12 миллиметров и максимального установленного отверстия в 80 миллиметров при использовании максимального веса 150 кг. Частота вращения шпинделя колеблется от 135 до 3000 оборотов в минуту. Мощность электродвигателя 10 ВКТ.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – нарезку резьбы и контроль их отклонений.Станок оборудован цифровым дисплеем, позволяющим оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также считывающими устройствами для подсчета целой и дробной части размера координат.
Для просверливания отверстий в деталях с точным размещением оси требуется сверлильный станок. Выполните сверление, а также некоторые фрезерные работы на одном только сверлильном станке.
Что это за машина и для чего она нужна?
Сверлильные станки относятся к группе сверлильных станков и предназначены для обработки крупных деталей корпуса, которые невозможно обработать другим способом.Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих устройствах можно выполнить:
- перестраховку;
- зенкеринг;
- центровочных отверстий;
- резьбы нарезные;
- растрескивание и обрезка концов.
Кроме того, сверлильный станок может пригодиться для точного измерения и маркировки линейных размеров заготовки. Например, вы можете быстро измерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приспособлений и приспособлений.
Типы сверлильных станков
- Горизонтально-расточной станок, применяемый для черновой и чистовой обработки заготовок больших размеров. Имеет горизонтальное расположение шпинделя. Его основное движение – поступательное вращательное движение шпинделя относительно его оси. Вспомогательные движения: Вертикальное движение бабушки шпинделя, перемещение стола по двум координатам, перемещение задней стойки и лунки. Как и в любом другом, на горизонтальном станке есть возможность регулировать нужную скорость и величину подачи.
- , который используется в случаях, когда необходимо добиться максимальной точности отверстия или группы отверстий. Для успешного сверления координатные станки оснащены всем необходимым оборудованием. Например, каждый такой агрегат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярные модели станков: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащаются стойками с цифровыми дисплеями (UCI), упрощающими и ускоряющими работу.
Цифровое и буквенное обозначение
По стандартной классификации сверлильный станок относится к группе сверления, которая обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что устройство относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы между цифрами обозначают обновление по сравнению с базовой моделью. Например, базовая модель станка 2A450 – 2450.
Буквы после цифр говорят о точности.Например, 2622а – станок особо высокой точности, а 2435П – повышенный.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики
Чтобы выбрать сверлильный станок для обработки определенного вида деталей, необходимо обратить внимание на основные технические характеристики. К ним относятся:
- Наибольший диаметр восстановленного отверстия и заостренный конец. Например, горизонтально-расточной станок модели 2620 составляет 320 и 530 мм.Соответственно, обработать отверстие или конец больше этих размеров невозможно.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес заготовки. Например, у координатно-расточного станка модели 2Э440А масса навески – 320 кг.
- Размер машины.В производственных условиях на этого персонажа никто бы не обратил внимания. Но если вы выбираете машину для работы в домашних условиях, то нужно учитывать максимальную длину, ширину и высоту, так как слишком большое устройство не поместится, например, в гаражном помещении.
Основное движение в успокоении – это вращение инструмента. Движение подачи можно сделать заготовкой или инструментом. На расточных станках чаще всего обрабатывают отверстия в заготовках кузовных деталей.
Рис. 66. Основные типы расточных станков
Расточные станки производят трех типов: координатно-расточные, горизонтально-расточные и алмазно-расточные.Координатно-расточные станки бывают однокомнатными (рис. 66, а ) и двуручными. Они предназначены для обработки отверстий с высокой точностью, размером и взаимным расположением. Станки снабжены специальными приспособлениями, позволяющими точно перемещать заготовки со столом или салазками к инструменту. Обработка на станках производится в специальных помещениях, в которых поддерживается температура 20 ± 1 0С.
Станки горизонтально-расточные (рис. 66, б. ) Предназначены для обработки, как правило, заготовок корпусных деталей.Координатно-расточные станки используются в мелкосерийном производстве.
Координатно-расточные станки выпускаются с различными системами ЧПУ. Инструмент программируется на одних станках и автоматически выполняет установку инструмента по заданным координатам заготовки и фиксацию перед обработкой подвижных частей станка, на других программное обеспечение контролирует весь цикл обработки после установки заготовки, на третьих, оснащен дополнительными инструментальными цехами, что обеспечивает программное управление всем циклом обработки детали с большим количеством разнообразных поверхностей, включая автоматическую смену инструмента.
На алмазно-расточных станках (рис. 66, , ) с высокой точностью обрабатываются цилиндрические отверстия в корпусных заготовках малых размеров. Обработка осуществляется в автоматическом цикле. Эти машины используются в крупносерийном и массовом производстве.
Наибольшее распространение получили горизонтально-расточные станки. На селе 1 Таких машин (см. Рис. 66, б. ) Неподвижная передняя стойка 7 неподвижная . По ее вертикальным направляющим бабка шпинделя перемещается 6 со шпинделем 5 . Стол 4 движется по продольной направляющей грядок. Салазза в поперечных направляющих 3 , на котором установлен поворотный стол 2 . Основное вращательное движение заставляет инструмент вставляться в шпиндель.
Движение потока может выполнять как инструмент – осевое движение шпинделя, вертикальное движение бабки шпинделя и заготовки – продольное движение стола или поперечное движение салазок.Наличие поворотного стола дает возможность обрабатывать заготовку с разных сторон, не переставляя ее на стол.
13.2.1. Режущий инструмент и схемы обработки на расточных станках
На расточных станках используются расточные фрезы, сверла, центры, метчики, метчики, фрезы. Чаще всего используются расточные фрезы. Обработка осуществляется проходными, нарезными, проточной и резьбонарезной фрезами.
Наибольшее распространение имеет бурильный инструмент, выполненный в виде консольной расточной оправки 1 с закрепленным в нем корончатым сверлом 2 (рис.67, но ). Настройка фрезы на заданный диаметр обрабатываемой поверхности осуществляется регулировкой ее вылета. Точная настройка инструмента облегчается применением расточных фрез-пластин с микрометрической регулировкой размера (рис. 67, б. ). Расточные оправки, в которых резцы установлены с диаметрально противоположных сторон, обеспечивают большую точность обработки. Это объясняется тем, что радиальные силы, действующие на фрезы, полностью уравновешены.За счет этого уменьшаются упругие деформации оправки. Такие инструменты называются расточными головками (рис.67, , , рис. г. ).
Для обрезки используются фрезы, режущая часть которых выполнена с главным углом в 90 0 (рис. 67, г. ).
Рис.67. Инструмент для обработки на расточных станках
В качестве рабочей части расточного инструмента обычно используются многогранные повторно не заточенные пластины из твердого сплава или композита, фиксируемые механически.Тип плиты и ее расположение определяется формой обрабатываемой поверхности и схемой ее обработки.
На расточных станках с ЧПУ, как правило, используется сборный расточный инструмент. Это позволяет значительно сократить его номенклатуру. Включает унифицированный хвостовик (рис.67, д. ), удлинитель 2 и головка 3 . Хвостовики расточного инструмента для станков с магазином имеют специальные элементы, за которые захват автооператора удерживает его при транспортировке к шпинделю из магазина и обратно.
Скорость резания, подача и глубина резания при ракетнице определяется, как при заточке. На горизонтально-расточных станках обрабатывают внутренние (цилиндрические, торцевые и резьбовые), внешние (торцевые и цилиндрические) поверхности вращения, а также плоские поверхности.
Растачивание цилиндрических поверхностей производят растачивающим проходом фрез (рис. 67, но ). Обрезку концов небольших размеров производят инструментом для режущих работ (рис. 66, б. ).
Рис.67.Схемы обработки поверхности на расточных станках
Некоторые горизонтально-расточные станки имеют чашу с радиальным суппортом.
Внутренние цилиндрические поверхности очень большого диаметра монтируются расточной фрезой, установленной на стол бембайбер в оправке (рис.67, в ). Основное движение заставляет инструмент вращаться вместе с приставкой стола. Аналогичным образом обрабатываются короткие внешние цилиндрические поверхности (рис. 67, г. ).
Наружные торцевые поверхности, внутренние канавки и другие подобные элементы деталей обрабатываются соответствующими фрезами, закрепленными в радиальном суппорте.Фреза, вращаясь, перемещается с радиальным перемещением подачи (рис. 67, d, E. ).
На горизонтально-расточных станках без фрезеровки стола и радиального суппорта внутренние цилиндрические поверхности большого диаметра и внешние цилиндрические поверхности обрабатываются фрезерованием. В этом случае система ЧПУ обеспечивает одновременное поперечное перемещение заготовки и вертикальное перемещение подачи инструмента. В вертикальной плоскости можно фрезеровать торцевую насадку. Канавки освобождаются соответствующими концевыми фрезами, и движение потока делает его либо заготовкой, если канавка расположена горизонтально, либо инструментом, если канавка ориентирована вертикально.При использовании специальных приспособлений и приспособлений на горизонтально-расточном станке с расточными фрезами можно обрабатывать конические и фасонные поверхности. Нарезание резьбы производят нарезными резцами и метками.
Поверхности со сложным контуром обработаны фрезерованием. Горизонтально-расточные станки также производят обработку заготовок сверлами, центрами и развертками.
Обработка заготовок на координатно-расточных станках имеет свои особенности. Основным видом работ на координатно-расточных станках является завинчивание цилиндрических отверстий консольными оправками.На этих станках каждое отверстие можно обработать с очень высокой точностью и обеспечить точное расстояние между отверстиями. Точный отсчет смещения заготовки относительно инструмента осуществляется с помощью специальных оптических устройств. Они позволяют совместить ось заготовки с осью шпинделя с погрешностью не более 0,001 мм. Перед запуском ракетницы фиксируются стол, салацца и бабушка шпинделя, за счет чего достигается высокая точность успокоения.В инструментальном производстве координатно-расточные станки также используются для контроля линейных размеров и разметки высокоточных заготовок.
Алмазно-расточные станки обладают высокой точностью и жесткостью. Для них характерны высокие скорости резания (100 ÷ 1000 м / мин), небольшие подачи (0,01 ÷ 0,15 мм / контур) и небольшая глубина резания (0,05 ÷ 0,3 мм). В качестве инструмента используются бурильные фрезы, закрепленные в консольных оправках. Режущая часть инструмента изготовлена из твердых сплавов, керамических материалов и алмаза.На алмазно-расточных станках с высокой точностью и производительностью обрабатываются внутренние цилиндрические и торцевые поверхности. Заготовка устанавливается на столе станка, вертикальное движение подачи совершает инструмент. Растачивание на таких станках обеспечивает высокое качество поверхности.
Для обработки металлических заготовок используют различное оборудование. Горизонтально-расточной станок универсален, позволяет выполнять множество операций с использованием разных инструментов.
1 Горизонтально-расточное оборудование – Назначение и особенности
Горизонтально-расточное оборудование – это подвид группы металлорежущих многофункциональных устройств, предназначенных для обработки различных инструментов крупногабаритных заготовок.В эту категорию оборудования входят еще 2 типа станков – координатно-расточные, а также алмазно-расточные.
Все это металлообрабатывающее промышленное оборудование может принимать, сверление, чеканку, обрезку, нарезку цилиндрических заготовок, нарезание резьбы (наружную, внутреннюю), фрезерование (торцевое и цилиндрическое). В некоторых случаях сверлильные станки производят окончательную обработку детали без последующей перестановки на какое-либо другое оборудование. Сверлильные станки имеют отличительную особенность – оснащены шпинделем (специальный вал регулируемой длины с зажимным механизмом), в котором закреплен инструмент :
- сверло;
- сканирование; Зенковка
- ;
- мельница;
- борштанга (приспособление для фиксации инструмента) с фрезами;
- прочие.
Шпиндель перемещает инструмент в указанное положение. Эти перемещения в бурильном оборудовании обеспечиваются работой различных узлов, состав и функционирование которых зависят от назначения, размеров, компоновки станка, а также от количества, характера производимых операций. Наибольшее распространение получил горизонтально-расточной станок, он универсален и применяется для обработки изделий в условиях промышленного, как серийного, так и единичного производства.Эти горизонтальные шпиндели устанавливаются в бабки, перемещающиеся по передней стойке вверх и вниз.
Это шпиндельный узел, который обеспечивает широкую универсальность оборудования. Он состоит из следующих узлов:
№- полый шпиндель, оборудованный шайбой стола (механизм шайбы, преобразующий вращательное движение в возвратно-поступательное), обеспечивающий позиционирование неподвижного инструмента;
- расточный внутренний шпиндель движется горизонтально в осевом направлении, выполняя поток подачи.
Во внутреннем шпинделе и в подъёмнике стола, имеющем радиальный суппорт, отдельные приводы. Такая конструктивная особенность и использование различных приспособлений значительно расширяют функциональные и технологические возможности горизонтально-расточного оборудования (например, совмещая переходы). В оборудовании небольших размеров стол имеет салазки и салазки, обеспечивающие перемещения в поперечном и продольном направлениях. Механизмы, обеспечивающие изменение положения стола, позволяют сообщать ему как медленное (со скоростью подачи при обработке) перемещение, так и установку быстрого, а также ручное перемещение.
Для поворотного стола есть 4 фиксированных положения, расположенных под углом 90 °. Устройство вращения обеспечивает ручной, а также механический поворот стола с последующей его фиксацией и закреплением. Промежуточные нефиксированные положения выставляются на круговой шкале. В тяжелых машинах столы движутся в одном направлении по направляющей непосредственно от самой станины через червячные передачи. Привод движения столов осуществляется регулируемыми электродвигателями постоянного тока.
Задняя стойка станков литая, имеет коробчатую форму.По вертикальной направляющей, расположенной на ней, может перемещаться лунетик, поддерживающий Борштана с инструментами.
2 Основные типы универсальных станков
Различают три основных типа горизонтально-расточных универсальных станков:
- Для обработки средних и мелких заготовок – имеют шпиндель диаметром до 125 мм. Основные узлы конструкции: кровать; фиксированная передняя стойка; Задний багажник оборудован лунетиком; веретенообразная бабушка; Стол перемещается в 2-х перпендикулярных направлениях друг относительно друга.
- Для крупных и средних изделий – шпиндель 100-200 мм. Основные узлы такие же, как и оборудование небольших размеров. Стеллажи и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для очень больших заготовок – шпиндель 125-320 мм. Колонна (передняя стойка) перемещается в 1 или 2 направления. У тяжелых машин нет стола. Крепление заготовок осуществляется прямо на станине.
Основным движением малых размеров является вращение шпинделя.Перемещение подачи передается либо заготовке, либо инструменту, что зависит от типа обработки продукта. Первый вариант подачи осуществляется за счет движения стола в одном из направлений. Вторая обусловлена вертикальным перемещением бабки или осевым перемещением шпинделя, или радиальным смещением плиты на столе.
Вспомогательные движения малых станков – установка положения стола 2-х координат, бабка шпинделя вверх или вниз, задняя стойка или луна на нем, переключение скоростей подачи и так далее.В средней и тяжелой сериях движения машин и исполнительные механизмы такие же, как и в малогабаритном оборудовании, и определяются их компоновкой.
В наиболее универсальных тяжелых машинах передняя стойка перемещается поперечно по направляющим станины, а продольно – промежуточными санями с направляющими. Движение стойки производится со скоростью установочных движений, а также рабочих подарков (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.
В приводах подачи и шпинделя на шпиндельной бабке используются электродвигатели постоянного или переменного тока. В оборудовании малых размеров для изменения положения бабки шпинделя, стола, задних стоек предусмотрены раздельные электродвигатель и редуктор.
3 Горизонтально-расточной станок с ЧПУ
Горизонтально-расточной станок с ЧПУ, в отличие от обычного универсального такого же оборудования, оснащен позиционной замкнутой программируемой системой управления, обеспечивающей точность и последовательность всех необходимых операций обработки заготовки.Значения заданных и текущих перемещений по осям отображаются с помощью цифрового дисплея. В качестве датчиков, осуществляющих обратную связь между исполнительными узлами и устройством ЧПУ, применяется ЧПУ.
Количество управляемых осей координат 5/2 (всего / одновременно). Дискретность (точность) отсчета (перемещения) по осям – 0,01 мм. Кроме того, можно ввести регулировку положения и длины инструмента. Станок с ЧПУ имеет выдвижной шпиндель, поворотный поперечно-подвижный стол, продольно-подвижную переднюю стойку.Шпиндель осуществляет вращательное (основное) движение и перемещение по оси (подача).
Салазки перемещаются редуктором по направляющим грядок, расположенных горизонтально. Стол перемещается в поперечном направлении с помощью редуктора подачи и имеет запрограммированное вращение. Бабушка шпинделя меняет положение, перемещаясь по направляющей к вертикальной стойке. Шпиндель получает основное движение от электродвигателя постоянного тока, передаваемого через модули шестерен и трансмиссии.Блоки и муфты включаются электрогидравлическим устройством. При механическом переключении ступеней подача отключается, а при электрическом управлении не отключается.
Поворот стола производится от вала двигателя через червяк или другую трансмиссию. Чтобы поворотный стол был установлен после 90 °, на его салазках установлен индуктивный датчик, а сам стол снабжен 4-мя магнетификаторами, конструкция которых позволяет регулировать угол поворота в небольших пределах.При приближении магнитопровода к датчику стол движется с заданной малой скоростью.
Подвижные механизмы бурового станка зажимаются отдельными наборами пластинчатых пружин и отбираются гидравликой. Гидравлическая система станка осуществляет порт подвижных устройств, закрепленный в шпинделе инструмент, а также переключение ступеней главного привода.
4 Горизонтально-координатно-расточный станок – высокая точность обработки
Такой станок – оборудование, предназначенное для обработки различных канавок, отверстий, плоскостей, взаимное расположение которых относительно базовых точек поверхности детали должно иметь особенно высокую точность.На таких станках выполняются практически все операции, предусмотренные для бурового оборудования. Кроме того, они могут произвести маркировку.
Для обеспечения точности координатных перемещений компоненты машин оснащены различными механическими, индуктивными, электронными и оптико-механическими эталонными приборами, позволяющими измерять перемещение всех движущихся модулей с очень высокой точностью. Поворотные столы на таком оборудовании устанавливаются универсально, обеспечивая возможность обработки наклонных отверстий и выполнения операций в полярной системе координат.
Оборудование делится на однокомнатное и двухстороннее. Количество перемещений, произведенных оборудованием координатной установки:
- главное вращение шпинделя;
- подача – вертикальное перемещение шпиндельного узла;
- установка:
- в однокомнатных станках – поперечное и продольное перемещение прокатного стола по заданным осевым координатам и вертикальное позиционирование бабки шпинделя в соответствии с высотой детали;
- в двух мешках – стол движется продольно, бабка шпинделя расположена поперечно на траверсе, которая может двигаться по вертикали.
На этих станках режущий инструмент и изделие перемещаются взаимно (с линейной точностью до 2 мкм) по осям прямоугольных координат. Конструкция оборудования особенно жесткая, с очень плавной передачей всех движений и тщательно сбалансированными быстрорастущими деталями (для уменьшения вибрации).
Горизонтально-расточной станок, модели и характеристики которого могут быть разными, имеет следующее назначение:
- Расточка отверстий.
- Бурение.
- Расчет деталей цилиндрической формы.
- Обработка торцов изделий.
- Фрезерный.
- Synaker.
- Нарезание резьбы с помощью обозначения 2620В.
И это далеко не полный перечень операций, выполняемых при установке горизонтально-расточного станка. Благодаря чему вы можете использовать только один вид оборудования для полного цикла изготовления деталей из заготовок. При тяжелом производстве это очень удобный вариант, никакой дополнительной техники не требуется.
Наличие шпинделя – одна из отличительных черт. Эта часть конструкции горизонтальная, вертикальная. 1 Чаще всего встречается горизонтально расположенный элемент.
Шпиндель предназначен для крепления приспособлений с режущим эффектом на горизонтально-расточном станке 2620, в том числе:
- зенковка;
- сверло;
- фрезы; фрезы
- и тд.
В процессе работы параметры определяются диаметром шпинделя.То же касается и общих показателей машин, включая вариант 2620В.
Об особенностях в конструктивном плане
Особенности конструкции и используемые заготовки позволяют выделить установку специального, универсального назначения.
Станки горизонтально-расточные 2620:
- Алмазно-расточные.
- Координатно-расточная.
- Горизонтальный вид.
Станок горизонтально расположенный имеет исполнение трех вариантов:
- с двумя движениями движения;
- с движением в одну сторону;
- движения нет.
Шпиндель движется – это означает начало работы, формирование, когда обработка заготовки производится на горизонтально-расточном станке 2620. Сам инструмент может быть поставлен. Конкретный вариант определяется используемой технологией. Обработка невозможна без дополнительных перемещений:
- Использование направляющих при перемещении лунки.
- Соединение переходной и задней стойки.
- Перемещение стола поперек или вдоль.
- Шпиндель бабушка работает вертикально.У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, причем относительно версии 2620а.
Токарный стол укомплектован большинством станков со шпинделями диаметром 125 мм. Столики движутся как поперек, так и вдоль. Среди важных дополнений – передние стойки без движений.
При диаметре шпинделя 125 миллиметров стойка без проблем перемещается в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с фиксированными узлами.
Работа – на каком принципе основана?
Подача движений – основная особенность работы в этих устройствах. Здесь необходимо описать несколько важных элементов и принципов:
- Крепление режущего инструмента происходит при участии суппорта стола или шпинделя. Здесь начинается ротация. Принцип сохранен в моделях 2620A.
- Размещение на поверхности подвижного стола с помощью специального приспособления.
- При движении стол перемещается вдоль или поперек.У моделей 2620V такие же характеристики.
Передняя стойка участвует в процессе движения бабки шпинделя, сохраняя при этом вертикальное направление. Подставки Lunet Комбинированные с подставкой сзади. Движение двух частей происходит одновременно.
При сбросе отверстий или нарезании внутренней резьбы движение прогрессивного типа осуществляется расточным шпинделем. Когда деталь обрабатывается на горизонтально-расточном станке 2620, подрезчик стола перемещается штангенциркулем, придерживаясь только радиального направления.
Какие модели получили распространение?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без, наибольшую известность получили следующие варианты:
- Skoda W200.
- 2A614, 2L614.
- 2A622F4, 2A622.
- 2620.
Особенности модели 2620.
Данный горизонтально-расточной станок с ЧПУ также имеет ряд модификаций – 2620г, 2620В, 2620А, 2А620, 2620. При применении не допускалась обработка деталей с корпусами средних и больших размеров. .Без выдвижных шпинделей машины не выпускаются.
Характеризуется наличием внутри столбаиба диаметром 90 мм. Обрабатываются детали массой менее 3 тонн. Это подтверждает паспорт Is2A636F1.
Отличия моделей следующие:
- 2А620г – задняя подставка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2А620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Информация о модификациях 2А622Ф4 и 2А622
Это новый тип горизонтально-расточного станка с ЧПУ, заменяющий морально устаревшие аналоги.
Устройства предназначены для работы с деталями консоли, даже если есть большие размеры. Их вес может достигать 4 тонн. Обработка не должна доставить хлопот, даже если есть дыры, требующие соблюдения точных параметров. И когда для осей сохраняются определенные размеры. Иногда так устроено число 2l614.
Обязательной частью оборудования является поворотный стол и передняя стойка, сохраняющая фиксированное положение. Но сам стол движется вдоль или поперек.На станках этой серии легко фрезеровать заготовку по восьмиугольному контуру. Допустим, вариант с круговой переделкой стола. Одна из доступных модификаций – Is2A636F1.
В конструкции также присутствует и выдвижной шпиндель, диаметром 110 миллиметров. Пластины в таком же положении устанавливаются на головку шпинделя с торца стены. Так работает и модель горизонтально-расточного станка 2А614.
Из основных характеристик стоит отметить высокую жесткость, способность противостоять вибрациям.За счет увеличения срока службы шпиндельного устройства. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемному столу-пакету. Упрощена ведомость отверстий большого диаметра. В собственности есть 2l614 вариантов.
Разнообразие конструкций определяет наличие некоторых дополнительных деталей:
- Вариант с ЧПУ.
- Технологии цифровой идентификации типа.
- Цифровые привязки координат, для обрабатываемой детали это важно.
2A614 – Чем отличаются модели?
Основное назначение модели с обозначением 2А614 – детали корпусного типа, массой до 2 тонн. Работа упрощается с конструкциями, в которых есть отверстия точных размеров с подключением, предполагающим соблюдение параметров между осями. Бурачники 2А614 – устройства универсального типа, открывающие доступ к следующим функциям, как и изделия 2л614:
- Обработка накатки кольцевым устройством.
- Подметание поверхности на концах.
- Работа с образцом, фрезерование.
- Отверстия со сканированием.
- Synaker.
- Растачивание отверстий. Горизонтально-расточные станки 2А622 также справляются с этой особенностью.
- Бурение.
При необходимости производитель может дополнительно установить резьбонарезное устройство. Даже на дизайне 2л614.
Обязательным дополнением становится зажим инструмента механизированным способом. Устройство отличается высокой устойчивостью к вибрационным воздействиям.Уровень производительности настолько высок, а управление удобно, что работа требует минимум усилий и вложений. Уровень точности тоже приятно удивит. Но этим могут похвастаться горизонтально-расточные станки 2А622.
Стол с вращением встраивается в любую конструкцию. Он движется вдоль части шпинделя. Характерно наличие впереди трибун, которые не меняют ситуацию. Нравится модель 2л614.
Работа также выполняется за счет встроенного стола, с радиальным суппортом.Шпиндель и цапфа стола не могли двигаться без участия электродвигателя на переменном токе. Здесь используется скоростная коробка с редуктором. Ручка механизма переключения передач также становится незаменимым помощником.
Мотор на постоянном токе отвечает за организацию иннингов. Широты регуляторного спектра достаточно, чтобы решить вопрос, не вызвав дополнительных проблем. Количество корма можно изменить в любой момент без остановки движения. Такая возможность также предусмотрена в моделях горизонтально-расточных станков 2М614.
2l614 – О характеристиках оборудования
Этот станок также представляет собой группу универсальных изделий. Применяется при обработке деталей шкафов, имеющих вес не более 1000 килограмм. Прочие характерные особенности:
- Оснащен встроенным поворотным столом. Стандартные движения – в продольном, поперечном направлении. Их придерживаются оба продукта 2A622F4.
- Стоит отметить наличие фиксируемой передней стойки.
- К основным агрегатам относятся электродвигатель переменного тока, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, питателя стола.
- Управлять процессом проще при использовании механизма выбора передач с ручкой. Как в варианте осуществления 2A622F4.
Модификация станка 2Л614 всегда комплектуется не только настольным буйком встраиваемой разновидности, но и суппортом, перемещающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать штангенциркуль радиального типа.
Станки пригодятся предприятиям в области механики, инструментального производства. По точности есть соответствие категории, обозначенной H. Самостоятельно расположенные изделия 2A622F4.
Видео: Горизонтально-расточной станок с ЧПУ.
Skoda W200 – Чем хороша эта модель?
Опция актуальна для владельцев проектов производства КУТ, Мелкосорино.В том числе – для деталей, ящиков серьезных габаритов. В зависимости от договоренности с клиентами производители могут поставлять два варианта: с контроллером UCI или с поддержкой опции ЧПУ. Немного иначе устроены горизонтально-расточные станки 262г.
Дополнительно любая модель комплектуется:
- Угловыми головками.
- Шпиндельная установка диаметром 200 мм с выдвижным корпусом.
- Стол токарного типа, движение поперечное.
- Плита осталась в том же положении.
- Стоячий с устройством поперечного перемещения. Что тоже 2a622f4.
В таких условиях максимальная масса детали может составлять 20 тонн. Станок позволяет обрезать нити, использовать резак на конце, обрабатывать концы и многие другие операции. Это современный дизайн, при изготовлении которого используются только качественные комплектующие.
Модель 2A622F4 не стала исключением. Ведь при выполнении таких операций ошибка недопустима. Одно из лучших предложений, доступных участникам европейского рынка.Широко используется на экспорт, поставляется представителям зарубежных стран.
.