Листогиб своими руками – поворотный, роликовый и валковый
Листогиб, изготовленный своими руками будет хорошим помощником в домашней мастерской. Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°. Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной.
 Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
Это оборудование профессиональное, используется на предприятиях средней и большой мощности. - Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
 Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
Это оборудование профессиональное, используется на предприятиях средней и большой мощности.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.

Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно. Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки). Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины
- К укосинам приварить гайку болта. Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить. Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама. Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания. К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины
Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
 Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности
Из-за этого крепление петли получается не самым удобным, но сделать можно. ОсобенностиПрижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью.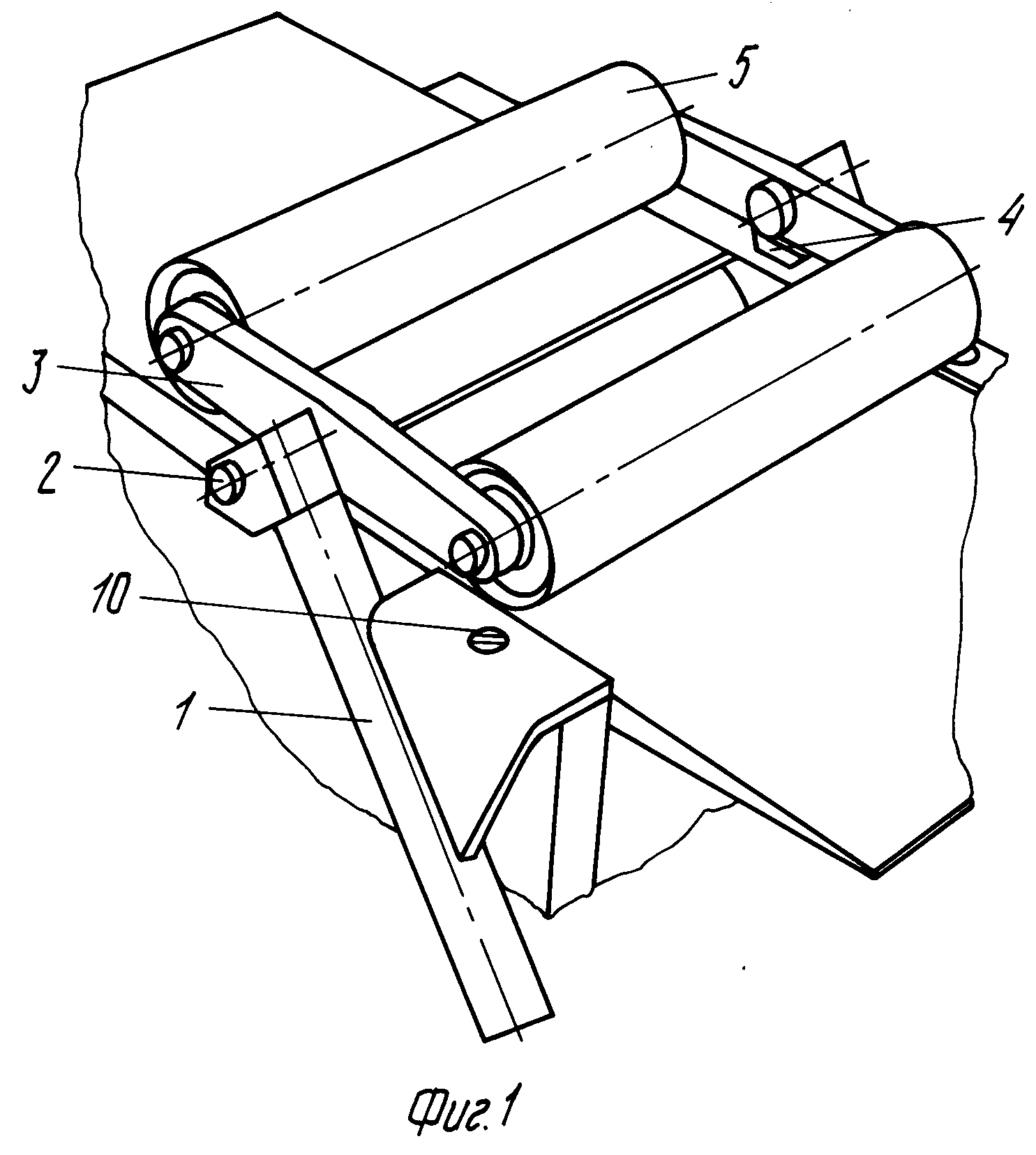 В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.

Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
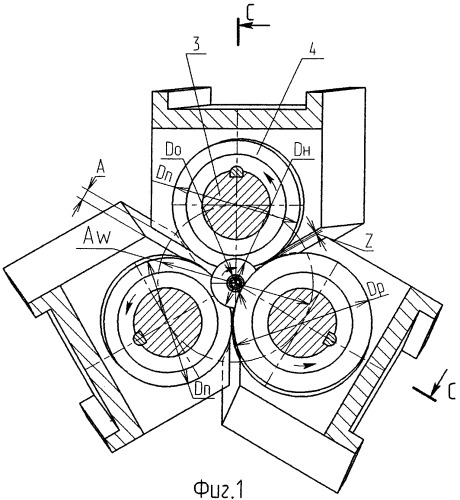
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Описание
Гидравлика применяется на промышленном оборудовании, отличающемся высокой производительностью и способностью обрабатывать материал с толщиной около 3-4 мм. В качестве дополнения выступают прессы и поворотные балочные элементы. Настройка станка производится с помощью программного управления либо вручную, в зависимости от его разновидности.
В масштабном производстве чаще всего применяется листогиб гидравлический с ЧПУ. Этому способствует возможность получения в течение короткого срока множества изделий в соответствии с заданными параметрами и с минимальным количеством брака. Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Устройства, оснащенные программным обеспечением, можно быстро настраивать на производство новых элементов при помощи дистанционного дисплея, пульта управления, размещенного на аппарате, или специальной программы. Четырехвалковый гидравлический листогиб отличается легкостью в эксплуатации и возможностью выполнения таких задач, которые не под силу другим разновидностям. С помощью него можно создавать детали, имеющие квадратную, овальную и треугольную форму.
Общие понятия
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.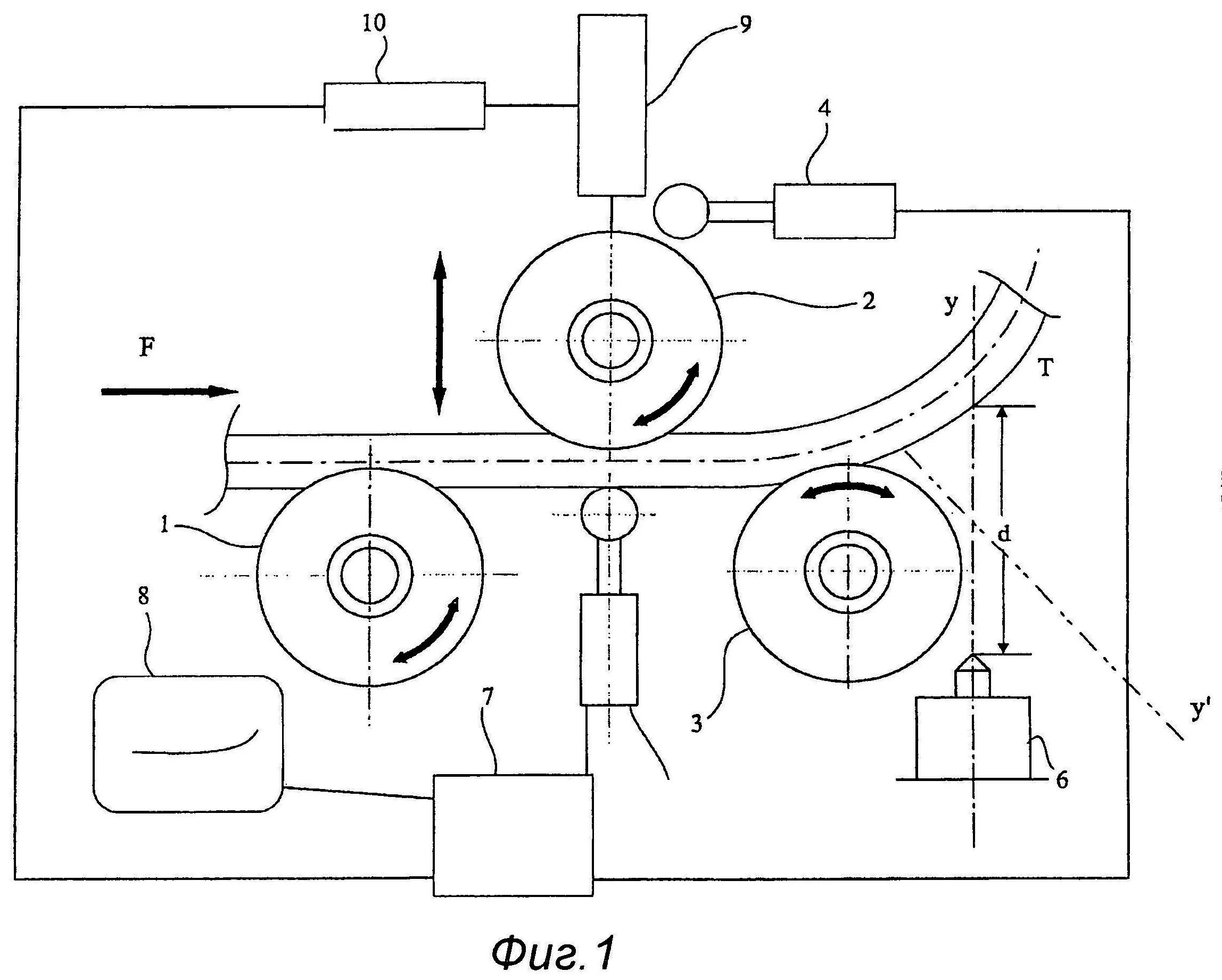
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%.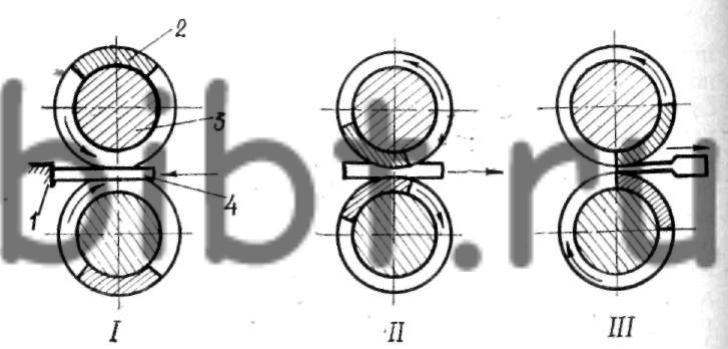 В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.

Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба. Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
 Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида.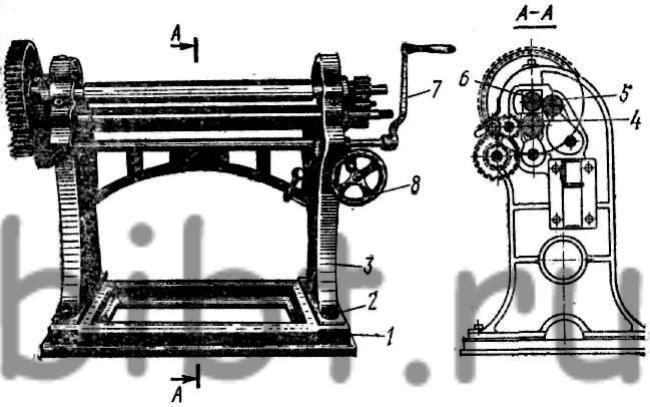 В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка.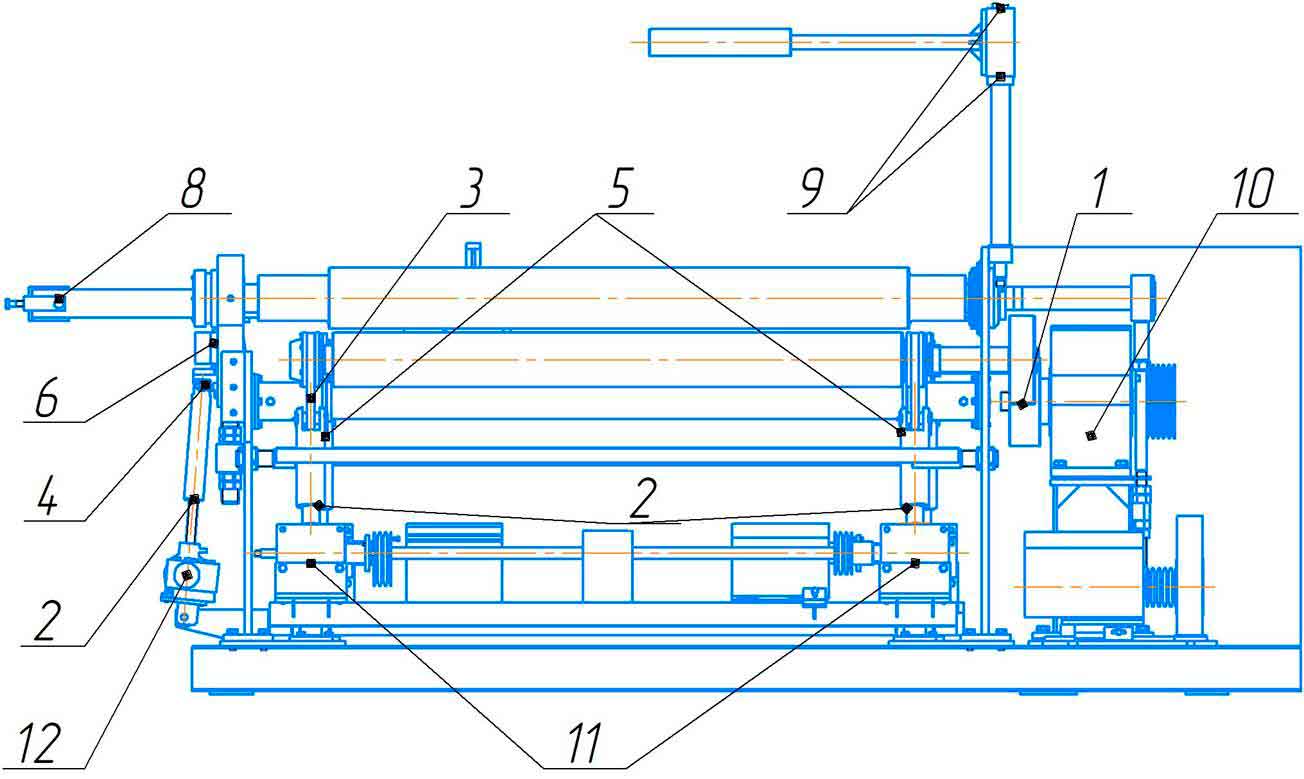 Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
как самому сделать самодельные вальцы для профильной трубы трехвалковые для листового металла
Вальцы – рабочий инструмент, используемый для сгибания металлических заготовок. Он позволяет сгибать материалы из стали, алюминия, поликарбоната. Вальцы делятся на гидравлические, электроприводные и ручные. Ручные вальцы стоят существенно дешевле аналогов, но при этом качественно выполняют все необходимые функции. Они практичны, имеют небольшие габариты, отличаются надежной конструкцией и длительным сроком службы. Их используют для изготовления закруглений и сгибов на листовом металле небольшой толщины. Вальцовочный станок состоит из массивного основания, подающих и приемных валов (в количестве от 2 до 5 штук) и комплекта быстрозажимных струбцин.
Вальцовочный станок состоит из массивного основания, подающих и приемных валов (в количестве от 2 до 5 штук) и комплекта быстрозажимных струбцин.
Собрать вальцы своими руками не так уж сложно. Тем не менее, исполнителю необходимо обладать некоторыми техническими навыками для того, чтобы собрать вальцы для профильной трубы своими руками. Чертежи приборов можно найти в специализированной литературе. Перед началом работ следует подготовить комплектные материалы и соблюдать последовательность выполнения сборки.
Этапы сборки
- Первоначально осуществляется монтаж основания из изогнутого трубчатого каркаса или швеллера подходящего размера.
- Для изготовления вертикальной опоры применяется П-образный профиль, в верхней открытой части которого устанавливается деформирующий элемент вальцового механизма. Данный элемент крепится на специальную струбцину с резьбой. Нижняя часть опоры держится за станиной — при этом деформационное усилие возникает из-за постоянного давления на расположенные по краям вальцы подачи.
- Подающие и приемные валки вальцовочного станка оснащены передаточной цепью. Чтобы скопировать механизм подачи валов потребуется обычная велосипедная цепь. Вам необходимо будет взять передние и задние звездочки от подержанного велосипеда и закрепить их на подающем и ведомом валах. Далее нужно насадить цепь на звездочки, натянуть ее, проверить плавность хода и начать монтаж ручки подачи.
- Сами вальцы вытачиваются из стали, которую затем подвергают закалке.
- Последний этап работ – закрепление вальцов к станинам при помощи подшипников.

Учтите, что изготовленные самостоятельно вальцы для листового металла не следует использовать в качестве профессионального инструмента.
вальцы двухвалковые механические
металла своими руками: вальцы двухвалковые
Вальцы для металла своими руками admin 30072020 Оставить комментарий на Вальцы для металла своими руками В данном обзоре автор показывает процесс изготовления самодельного трехвалкового
Get PriceПромышленные двухвалковые вальцы
Вальцы, вальцовочные станки Промышленные двухвалковые вальцы Есть в наличии Смотрите фото, видео, комплектацию и цены Вся Россия (беспл) 8 (800) 3335102
Get PriceЛистогибочные станки, вальцы, ленточнопильные
· Мы предлагаем Вам купить вальцы ручные, трехвалковые, двухвалковые, электромеханические Листогибы механические Зиговочные станки Гильотины промышленные, по металлу по низким ценам
Get PriceВальцы: механические станки трехвалковые
· Также двухвалковые вальцы можно встретить на предприятиях общепита Их используют для прокатывания теста Полотно получается одной толщины и любой длины
Get PriceВальцы своими руками: чертежи самодельных
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceВальцы 3 x трехвалковые листогибочные
Вальцы листогибочные всегда в наличии в ТапкоМ Широкий выбор, все модели Техническая поддержка Низкие цены Сервис Доставка по РФ Гарантия Тел (800)5552223
Get PriceВальцы, вальцовочные станки
Вальцы, вальцовочные станки Вальцовочный станок или вальцы это станок для гибки круглых или овальных труб, конусов и желобов из листового металла Обычно вальцы имеют от 2х до 4х гибочных валов, ручной или электромеханический привод вращения, а также ручной
Get PriceВальцы для листового металла трехвалковые и
· Существует три вида вальковых машин, двухвалковые, трехвалковые, четырехвалковые 1Двухвалковые Предназначены для работы с материалами
Get PriceВальцы для листового металла: технология
Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон
Get PriceВАЛЬЦЫ
Вальцы Фаччин, предназначенные для гибки более или менее тонкого листового металла, являются технологически передовыми продуктами, способными сгибать тонкий листовой металл с максимальной точностью, высокой
Get PriceВальцы, вальцовочные станки
Двухвалковые вальцы имеют два вала, расположенных один над другим Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения
Get PriceВальцы для листового металла виды и сферы
Двухвалковые вальцы Двухвалковые вальцы для изготовления простых цилиндрических форм изделий стали применять сравнительно не так давно и связано это, прежде всего, с конструктивными
Get PriceВальцы для листового металла трехвалковые и
· Существует три вида вальковых машин, двухвалковые, трехвалковые, четырехвалковые 1Двухвалковые Предназначены для работы с материалами толщиной до 3 мм Имеют самую привлекательную цену
Get PriceВальцы купить в Москве по выгодной цене
· Вальцы двухвалковые для рифленой сетки 800 000 руб/шт Под заказ Розница 300321 Изготовление рифленой сетки простая задача для наших Вальцев
Get PriceВальцы своими руками: чертежи самодельных
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceКупить вальцы для гибки листового металла в
Двухвалковые вальцы Процесс гибки заключается в прокатке листового материала (3) по поверхности верхнего гибочного ролика (1) под давлением нижнего ролика с упругим полиуретановым покрытием (2)
Get PriceВальцы для листового металла своими руками
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceОсобенности и принцип работы вальцов
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceКак выбрать вальцы? PSTech™ Ukraine
· Гидравлические и механические вальцовочные станки бывают разных видов В зависимости от силы, обеспечиваемой работу такого станка существуют вальцы для листового металла ручные, приводимые в движение мышечной
Get PriceВальцы, вальцовочные станки
Двухвалковые вальцы имеют два вала, расположенных один над другим Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения
Get PriceВАЛЬЦЫ
Вальцы Фаччин, предназначенные для гибки более или менее тонкого листового металла, являются технологически передовыми продуктами, способными сгибать тонкий листовой металл с максимальной точностью, высокой
Get PriceВальцы для листового металла своими руками
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceСамодельные вальцы для проволоки Moy
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceВальцы купить в Магнитогорске по выгодной цене
· Вальцы двухвалковые для рифленой сетки 800 000 руб/шт Под заказ Розница 110521 Изготовление рифленой сетки простая задача для наших Вальцев
Get PriceКупить вальцы для гибки листового металла в
Двухвалковые вальцы Процесс гибки заключается в прокатке листового материала (3) по поверхности верхнего гибочного ролика (1) под давлением нижнего ролика с упругим полиуретановым покрытием (2)
Get PriceЛистогибочные вальцы трехвалковые своими
· двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком
Get PriceЭлектромеханические вальцы для тонкого
Вальцы, вальцовочные станки Электромеханические вальцы для тонкого листового металла
Get PriceВальцы купить в Хабаровске по выгодной цене
· Вальцы купить в Хабаровске, большой ассортимент и выгодные цены на товары компаний и поставщиков Оформите заказ на сайте Пульс цен Товары и услуги
Get PriceКак правильно выбрать вальцы
· Вальцы ручные маленькие удобны в пользовании, не занимают много места и без труда устанавливаются на столе На его страницах найдутся станки двухвалковые и трехвалковые
Get Price▶▷▶▷ как сделать кромкогиб своими руками чертежи
▶▷▶▷ как сделать кромкогиб своими руками чертежи| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 07-04-2019 |
как сделать кромкогиб своими руками чертежи – Кромкогиб ручной: виды, изготовление своими руками, чертежи met-allorg Прочее оборудование Сферы применения такого инструмента, как кромкогиб Виды и применение кромкогибов (в том числе для авторемонта), изготовление станка своими руками , чертежи Как сделать ручной листогиб своими руками: чертежи с stanokgurumetalloobrabotkagibka-metalla Cached Как сделать ручной листогиб своими руками : чертежи разных моделей листогибочных станков с пошаговым описанием и видео работы Как Сделать Кромкогиб Своими Руками Чертежи – Image Results More Как Сделать Кромкогиб Своими Руками Чертежи images Листогиб: своими руками, как сделать, чертежи кромкогиба cheboprostroyka-i-remontrolikovyj-listogib Cached Чтобы сделать кромкогиб ручной своими руками , чертежи легко можно найти в интернете Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли Как сделать кромкогиб своими руками (фото видео) wikimetallru Оборудование Чтобы сделать кромкогибочный станок своими руками , вам потребуется основание, рабочий стол, прижим, обжимной пуансон, ручки-рычаги Как это сделать – далее Листогибочный станок или листогиб своими руками видео, чертежи met-allorg Прочее оборудование Что такое зиг-машина и как ее сделать для листового металла своими руками : чертежи Листогибочный станок своими руками: фото, видео, чертежи wwwstoydizruinstrumenti-i-tehnikalistogibochnyj Cached Сделать листогибочный станок своими руками не так сложно, как кажется Особенно это стало возможным сейчас, когда любому доступны чертежи , фото и видео инструкции по сборке этого аппарата Листогиб Листогиб своими руками – YouTube wwwyoutubecom watch?vhfzyVl5qJ0A Cached Листогиб своими руками ,из тог что есть в гараже Самодельный кромкогиб длиной 2,80 метра с функцией Как сделать листогиб своими руками? – YouTube wwwyoutubecom watch?vaetTPS7L4c0 Cached В этом видео, я показываю как можно сделать такой станок самому Листогиб в действии Самодельный ручной листогиб легко изготовить своими руками obinstrumenteruruchnoj-instrumentdelaem-listogib Cached Покупать промышленный листогиб непростительная роскошь Дело мастера боится мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление Листогиб своими руками: конструкции, чертежи, описания stroychikrutoolssamodelnye-listogiby Cached Своими руками сделать проще всего агрегат первой группы, чуть сложнее третьей (вальцы для листового металла) Вот о них и поговорим от том как сделать листогиб своими руками Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox – the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 984
- Крыша частного дома своими руками. Таким образом, листогибочный станок в умелых руках способен обесп
- ечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц… quot;Популярная механикаquot; – журнал. Статьи о технологиях, истории
- тся при соединении в фальц… quot;Популярная механикаquot; – журнал. Статьи о технологиях, истории, оружии, архив номеров, условия подписки. Как сделать светящийся в темноте бумеранг: видео. Комплекс услуг по доставке грузов и корреспонденции в различные регионы России. Калькулятор тарифов. Адреса представителей. Научно-популярный портал для творческой научно-технической молодёжи. Анонс номера, архив материалов, общение, публикация материалов.
 Таким образом, листогибочный станок в умелых руках способен обесп
Таким образом, листогибочный станок в умелых руках способен обеспистории
листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей
- как кажется Особенно это стало возможным сейчас
- чертежи Как сделать ручной листогиб своими руками: чертежи с stanokgurumetalloobrabotkagibka-metalla Cached Как сделать ручной листогиб своими руками : чертежи разных моделей листогибочных станков с пошаговым описанием и видео работы Как Сделать Кромкогиб Своими Руками Чертежи – Image Results More Как Сделать Кромкогиб Своими Руками Чертежи images Листогиб: своими руками
- но его желательно усилить укосинами дли Как сделать кромкогиб своими руками (фото видео) wikimetallru Оборудование Чтобы сделать кромкогибочный станок своими руками
Request limit reached by ad manXML
Крыша частного дома своими руками. Таким образом, листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц…
quot;Популярная механикаquot; – журнал. Статьи о технологиях, истории, оружии, архив номеров, условия подписки. Как сделать светящийся в темноте бумеранг: видео.
Комплекс услуг по доставке грузов и корреспонденции в различные регионы России. Калькулятор тарифов. Адреса представителей.
Научно-популярный портал для творческой научно-технической молодёжи. Анонс номера, архив материалов, общение, публикация материалов.
Таким образом, листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц…
quot;Популярная механикаquot; – журнал. Статьи о технологиях, истории, оружии, архив номеров, условия подписки. Как сделать светящийся в темноте бумеранг: видео.
Комплекс услуг по доставке грузов и корреспонденции в различные регионы России. Калькулятор тарифов. Адреса представителей.
Научно-популярный портал для творческой научно-технической молодёжи. Анонс номера, архив материалов, общение, публикация материалов.
При изготовлении опорной фермы для освещения возникла интересная проблема.
Большинство таких стропильных ферм в наши дни изготавливается из алюминия, однако это дорого.
Стальная ферма, такая же прочная, если не более прочная, тяжелее.
но намного дешевле. В данном случае я делал стальную ферму толщиной 1,6 мм (1/16 дюйма). стеновые стальные трубы. Эта ферма предназначена для использования меньшего диаметра.
определение местоположения трубок, вставленных в концы фермы, перед тем, как прикрепить ее к другому
раздел.Посадка этих локаторов в конце фермы должна быть
достаточно свободно, чтобы его можно было легко вставить и извлечь вручную, но не небрежно.
К сожалению, стандартный размер стенки трубы 1/16 дюйма составляет 1/8 дюйма, что означает
каждый размер плотно вписывается в следующий. Идеальное решение – использовать
вставка для трубки со стенкой 1,2 мм, однако эта трубка недоступна в небольших
количества. Следующее лучшее решение – накатать пластины из
Листовая сталь толщиной 1,2 мм. стеновые стальные трубы. Эта ферма предназначена для использования меньшего диаметра.
определение местоположения трубок, вставленных в концы фермы, перед тем, как прикрепить ее к другому
раздел.Посадка этих локаторов в конце фермы должна быть
достаточно свободно, чтобы его можно было легко вставить и извлечь вручную, но не небрежно.
К сожалению, стандартный размер стенки трубы 1/16 дюйма составляет 1/8 дюйма, что означает
каждый размер плотно вписывается в следующий. Идеальное решение – использовать
вставка для трубки со стенкой 1,2 мм, однако эта трубка недоступна в небольших
количества. Следующее лучшее решение – накатать пластины из
Листовая сталь толщиной 1,2 мм. работа, основанная на коммерческих проектах. работа, основанная на коммерческих проектах.Одним из таких коммерческих образцов является Di-Acro 12 (недоступен в моем регионе), в котором используются 2-дюймовые ролики длиной 12 дюймов, и показан ниже слева. Поскольку размер вставок составляет всего 95 мм (3 3/4 дюйма) я решил, что роликов шириной 6 дюймов будет достаточно. После подготовки нескольких чертежи для определения расположения роликов и слайдов, я собрал материал, который у меня был под рукой, чтобы построить эту штуку.В раме и опорных частях использована сталь 1/4 дюйма. под углом, ролики изготовлены из толстостенной (3 мм – 1/8 “) трубы 32 мм (1 1/4”) диаметр, а валы, подшипники шестерен и т. д. были из снятых копировальных аппаратов (БОЛЬШОЙ ресурс для электромеханического оборудования). Результат показан ниже на справа, и был разработан для зажима на моей раме токарного станка во время использования (см. страницу токарного станка для этого проекта). |
5 способов использования прокатного стана в вашей ювелирной студии и грунтовка для ремонта
Цена прокатного стана может быть ошеломляющей, она варьируется от 150 до 3500 долларов за большие электрические прокатные станы.
5 способов использования прокатного стана
1. Узоры для тиснения на листовом металле
Основная причина, по которой я использовал наш студийный прокатный стан, заключалась в том, чтобы пропустить через него листы латуни. Было весело печатать узоры на отожженном медном листе. Я быстро получал выкройки на медном металлическом листе, который был готов к работе. Мы также отожгли медь и прогнали найденные предметы. Можно использовать листья, цветы, веточки и мягкие сетчатые материалы. Всегда отжигайте металл, на котором хотите выполнить тиснение.Использование прокатного стана в этом качестве доставляет много удовольствия и приносит удовлетворение; однако он может сделать гораздо больше.
Мы также отожгли медь и прогнали найденные предметы. Можно использовать листья, цветы, веточки и мягкие сетчатые материалы. Всегда отжигайте металл, на котором хотите выполнить тиснение.Использование прокатного стана в этом качестве доставляет много удовольствия и приносит удовлетворение; однако он может сделать гораздо больше.
Совет. Стальные предметы, такие как сетка, пильные полотна и другие твердые предметы, могут необратимо повредить ролик. Сталь очень тверда на роликах, она может оставлять царапины и выдавливать их. Если ролики повреждены, их необходимо отправить на ремонт, что требует больших затрат времени и средств. Если пропустить сталь через прокатный стан, поместите ее между двумя листами из мягкого металла.Таким образом, сталь никогда не соприкасается с роликами.
2. Расплавить и свернуть лом в пригодный для использования лист
Только когда я посетил семинар Майкла Дэвида Стурлина, я понял, насколько важен прокатный стан, и действительно научился ценить его. Это был первый раз, когда я видел, как металлолом плавят в слиток. Затем я наблюдал, как Майкл пропустил этот слиток через прокатный стан, пока не расплющил его до нужной толщины. Вот что он делает со своим металлоломом.Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а его нет под рукой, он просто плавит и раскатывает его.
Это был первый раз, когда я видел, как металлолом плавят в слиток. Затем я наблюдал, как Майкл пропустил этот слиток через прокатный стан, пока не расплющил его до нужной толщины. Вот что он делает со своим металлоломом.Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а его нет под рукой, он просто плавит и раскатывает его.
Совет. Разделите все записки. Выделите специальные банки для лома меди, латуни и стерлингового серебра.
3. Калибры для вытяжной проволоки
Этот новый взгляд на прокатные станы действительно изменил мое отношение к ним как к инструментам. Однажды я испытал это на проекте, над которым недавно работал. Я учился наматывать проволоку, и нам не хватило калибра, который мне был нужен.Мне пришло в голову, что наш прокатный стан поставляется с проволочными роликами, поэтому я вытащил их из коробок и нашел то, что я нашел выше. Всего с данным прокатным станом поставлялось 5 валков. Два плоских ролика, которые всегда были на машине, длинные и короткие проволочные ролики и короткий текстурированный ролик (на этом текстурированном ролике есть два рисунка сетки. Какое удовольствие это было обнаружить!).
Какое удовольствие это было обнаружить!).
После замены роликов я начал с проволоки большего размера и прокатал ее через стан. Я обнаружил, что скатываю его вниз, пока не достиг нужного размера, и проблема не была решена.Это сработало отлично.
Совет: если вам нужна полукруглая проволока, просто оставьте плоский ролик внизу и поместите проволочный ролик сверху.
4. Укрепите листовой металл
Иногда вам нужно закалить металл, и прокатный стан отлично подходит для закалки листа и проволоки. Вы уже знаете, что если вы хотите запечатать свой металл, его необходимо отжечь, однако каждый проход через прокатный стан упрочняет ваш металл.Он может затвердеть до точки растрескивания всего за несколько проходов, поэтому при закалке металла просто пропустите его через ролики, чтобы добиться нужного состояния, но не превышайте проходов и не повреждайте металл.
Совет: ролики гнут ваш металл. Не расстраивайтесь, когда это происходит, потому что это легко исправить. Используйте скамейку и молоток из сыромятной кожи или нейлона, чтобы выровнять его, не повреждая и не сдвигая металл.
Используйте скамейку и молоток из сыромятной кожи или нейлона, чтобы выровнять его, не повреждая и не сдвигая металл.
5. Формование складок
Да, вы можете сгибать форму без прокатного стана, но складки на вашем металле будут намного более выраженными, если вы пропустите его через прокатный стан.Ваши металлические складки будут более плотными и будут выглядеть намного острее, поэтому вы можете использовать прокатный стан со всеми вашими украшениями в форме складок. Попробуйте и посмотрите, что вы думаете!
Уход за прокатным станом
Шестерни и ручка
Я провел время с Майклом Дэвидом Стурлином в его студии и в нашей. Он один из моих наставников и дал несколько важных советов по прокатным станам. Но сначала немного о Майкле. Майкл ездит в школы и студии, преподает курсы и занятия.Он также проводит недельные ретриты в своей студии Майкла Стурлина в Скоттсдейле, штат Аризона. Его понимание чрезвычайно ценно для меня. Во-вторых, прокатный стан – это не предмет одноразового использования. Для большинства это дорогая машина, поэтому уход за ней может стать разницей между машиной, которая прослужит годами, и машиной, которая ломается на ранней стадии.
Для большинства это дорогая машина, поэтому уход за ней может стать разницей между машиной, которая прослужит годами, и машиной, которая ломается на ранней стадии.
Майкл сказал, когда я попросил его дать советы и предложения относительно прокатных станов: «Проблема с поломкой обычно связана с зубчатыми колесами. На небольших станах или станах более низкого качества, если приложить чрезмерное усилие, возможно, что зубья зубчатых колес сломаются. с шестеренкой, прикрепленной к ручке.«
«Один совет, который я предлагаю, – не пытаться слишком сильно уменьшить за один проход, если при начале катания возникает слишком большое сопротивление, слегка приоткройте ролики». – Майкл Дэвид Стурлин
Правильная высота прокатного стана
Еще один совет от Майкла сочетает в себе эргономику и осанку, эффективность и долгосрочное повреждение вашего тела (и мы знаем, что никогда не рано сделать это с первого раза). «Правильная высота – это установка мельницы так, чтобы ручка в верхней части вращения была выровнена с вытянутой рукой, параллельно полу.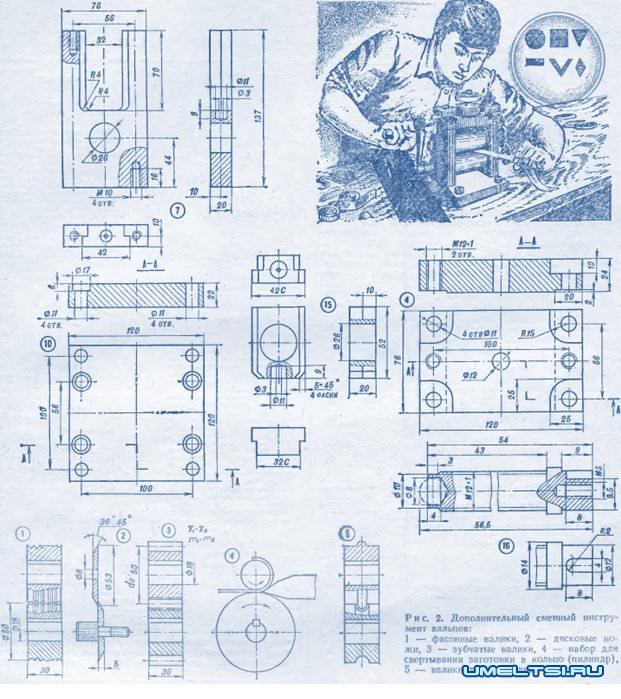 Как правило, это поместит ручку в нижнюю часть вращения в положение руки, свисающей сбоку, и направленной вниз к полу. Это немного варьируется в зависимости от размера фрезы и длины ручки. Если мельница находится на низком столе, она заставляет пользователя наклоняться, когда он ее использует, а если мельница слишком высока, она вынуждает выступать за плечо, когда ручка поднимается вверх до вершины качелей. Любая из этих позиций будет способствовать проблемам со спиной и плечами “.
Как правило, это поместит ручку в нижнюю часть вращения в положение руки, свисающей сбоку, и направленной вниз к полу. Это немного варьируется в зависимости от размера фрезы и длины ручки. Если мельница находится на низком столе, она заставляет пользователя наклоняться, когда он ее использует, а если мельница слишком высока, она вынуждает выступать за плечо, когда ручка поднимается вверх до вершины качелей. Любая из этих позиций будет способствовать проблемам со спиной и плечами “.
Он также добавил предложения по подъему прокатного стана на нужную высоту: «В большинстве случаев может хватить 4 x 4 дюйма или 4 x 6 дюймов.У меня не было под рукой древесины такого размера, поэтому я сложил две секции двухдюймовых досок. Люди могут заглянуть в отдел пиломатериалов своего магазина товаров для дома, довольно часто там есть отсек для обрезков или мусор, где они могут найти лишнюю или торцевую деталь за очень небольшую плату ». Это обсуждение заставило меня понять, что наш прокатный стан слишком короткие, и когда они посещают школу и студии, их привинчивают к таблицам среднего размера.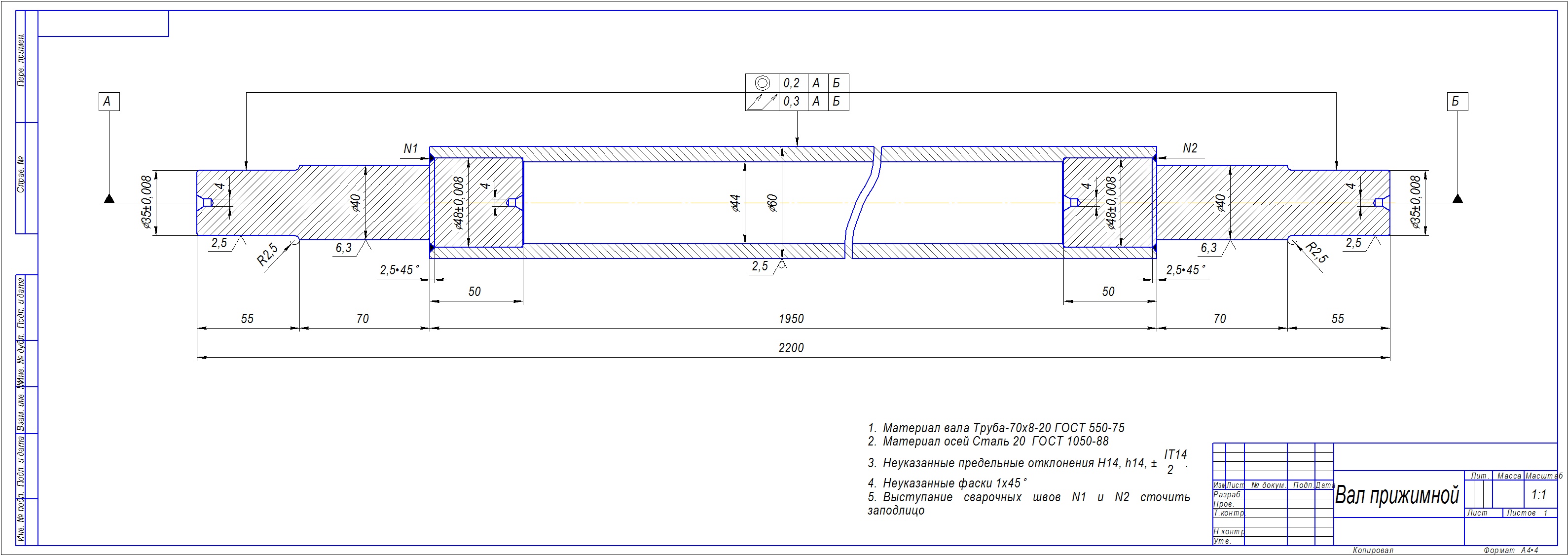 Когда я сделал ему это наблюдение, он ответил: «Довольно часто в академической среде обучения прокатные станы привинчивают к столу, который слишком низко.Промышленные клети прокатного стана изготавливаются с довольно высокой платформой для крепления стана болтами, что обеспечивает правильную высоту стана ».
Когда я сделал ему это наблюдение, он ответил: «Довольно часто в академической среде обучения прокатные станы привинчивают к столу, который слишком низко.Промышленные клети прокатного стана изготавливаются с довольно высокой платформой для крепления стана болтами, что обеспечивает правильную высоту стана ».
урон водой
После отжига металла тщательно просушите его перед тем, как пропустить через прокатный стан. Вода может повредить его, вызвав со временем ржавчину и коррозию, поэтому никогда не пропускайте через него какие-либо влажные предметы.
«Чистый и сухой металл – суть проблемы». – Крис Контос
Мой инструктор по ювелирным изделиям в колледже Явапай, Крис Контос из contosmetalarts, объяснил мне, почему школьный прокатный стан был закрыт.Прокатный стан был заблокирован, чтобы не повредить его неподготовленными руками. На старых роликах были царапины от незащищенной стали и травления поверхности от травления. В идеале, ролики должны быть как можно более нетронутыми. Некоторым людям нравится протирать поверхность легким маслом. поверхность ролика после каждой рабочей сессии, прежде чем он перестанет работать. В студии колледжа идеал не всегда практичен или возможен ».
Некоторым людям нравится протирать поверхность легким маслом. поверхность ролика после каждой рабочей сессии, прежде чем он перестанет работать. В студии колледжа идеал не всегда практичен или возможен ».
Хранение прокатного стана
При покупке нового прокатного стана он будет сильно смазан маслом.Это хорошая вещь! Всегда смазывайте прокатный стан и ролики трансмиссионным маслом 3 к 1, которое защитит стан от коррозии. Это особенно важно при транспортировке морским транспортом, поэтому новые мельницы имеют много защитной смазки во время транспортировки. Чтобы удалить его, вытрите излишки ветошью, но не используйте воду или жидкие чистящие средства. Вам нужно, чтобы на мельнице оставалось немного смазки, чтобы поддерживать ее в рабочем состоянии. Прокатывая металл через стан, вы можете стереть излишки масла с роликов мягкой тканью или бумажным полотенцем.Когда закончите, просто смажьте его маслом 3-в-1 перед хранением.
Наконец, поместите мешок или коробку на прокатный стан, чтобы защитить его от пыли, мусора и других вредных веществ.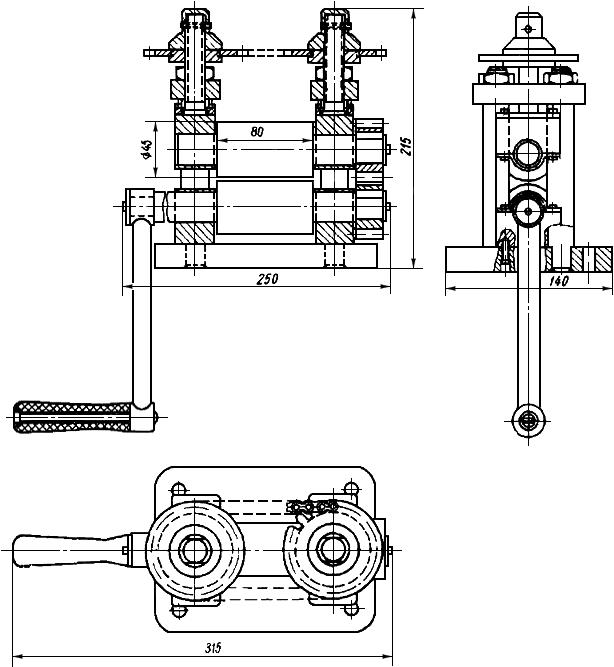 Помните, прокатный стан прослужит долгие годы, пока вы о нем заботитесь.
Помните, прокатный стан прослужит долгие годы, пока вы о нем заботитесь.
Рекомендуемая литература:
Техническое обслуживание гибкого вала
Как купить материал для изготовления колец
Типы серебряных припоев, используемых в ювелирных изделиях
Как купить металлический лист для изготовления ювелирных изделий
Добавление бриллиантов в вашу коллекцию серебряных украшений
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу studio @ halsteadbead.com. Мы хотели бы услышать от вас. К сожалению, поддержка студии недоступна по телефону. Только электронные письма, пожалуйста.
Вопросы и ответы
Q: Доброе утро! Скажите, есть ли компания, которая может изготовить для меня ролик на заказ? Спасибо, Джейме
A: Привет, Джейми, я никого не знаю. Вы можете связаться с машинистом, чтобы узнать, смогут ли они это сделать, если нет, возможно, они смогут направить вас в правильном направлении. Надеюсь, это поможет!
Вы можете связаться с машинистом, чтобы узнать, смогут ли они это сделать, если нет, возможно, они смогут направить вас в правильном направлении. Надеюсь, это поможет!
Ролики скольжения – станки Bud’s
Ручные скользящие ролики От домашнего магазина до магазина в гараже и до вашего первого коммерческого адреса, ваша молодая компания начинает расти.Вот в чем дело: время от времени ваш лучший клиент присылает чертеж новой детали, которая ему нужна, а эта деталь требует гибки листового металла – что вы будете делать? Вы наконец-то приобретаете собственную машину или снова выполняете эту операцию? Вы должны взвесить все за и против, но приятно контролировать свою судьбу в том, что касается доставки готовых деталей в срок или раньше запланированного срока. Также вполне возможно, что вы можете выполнить эту операцию собственными силами и сделать это за меньшие деньги, чем при аутсорсинге.Итак, это некоторые из плюсов; какие, если есть, минусы? (Мы пытаемся придумать некоторые минусы, но не можем).
Нет, правда, вдумайтесь: эти небольшие ручные скользящие валки почти не занимают места на полу и при необходимости легко перемещаются. Поскольку мы говорим о ручных машинах, которые работают так, как рекламируется при перечислении мощностей, которые они будут обрабатывать, эти ручные скользящие валки очень доступны даже для самого ограниченного бюджета. Скромная стоимость этих скользящих валков буквально должна передать их в руки тому, кто нуждается в их услугах.
Что есть в рулонах скольжения с ручным приводом? Ответ – «довольно хороший диапазон», учитывая, что это скользящие валки с ручным приводом. Bud’s Machine Tools предлагает четыре различные модели настольных вальцегибочных станков Roper Whitney, а также семь различных размеров ручных скользящих валков Durma. Поскольку последняя линия является нашим домашним брендом, мы сосредоточимся именно на них. Валки скольжения Durma имеют длину гибки от 3 футов 4 дюйма до 6 футов 7 дюймов, с возможностью гибки в пределах от 12 толщин (прибл. 105 дюймов) до толщины 1/8 дюйма. Есть одно предостережение, которое относится ко всем скользящим, прижимным или начальным прижимным валкам: вы можете сгибать материал толще, чем максимальная мощность, если ваш кусок уже, чем максимальная длина изгиба рулона (да, это применимо к ручным валкам, а также старшие мальчики). «Замечательный» – это единственный способ описать это. Некоторые из архитектурных или декоративных элементов, которые сошли с этих скользящих валков с приводом от человека, просто потрясающие. Несомненно, многие известные во всем мире металлические статуи, вероятно, были построены из деталей ручной машины для скольжения.Ремесленники говорили: «Вы можете почувствовать металл на рулоне и внести необходимые коррективы в изгиб по ходу движения». Конечно, художественные нужды – лишь одно из многих промышленных применений этих небольших, но очень эффективных, качественных ручных скользящих валков. У этих маленьких ребят есть какие-нибудь хитрости в рукаве? Забавно, что вы задаете этот вопрос.
105 дюймов) до толщины 1/8 дюйма. Есть одно предостережение, которое относится ко всем скользящим, прижимным или начальным прижимным валкам: вы можете сгибать материал толще, чем максимальная мощность, если ваш кусок уже, чем максимальная длина изгиба рулона (да, это применимо к ручным валкам, а также старшие мальчики). «Замечательный» – это единственный способ описать это. Некоторые из архитектурных или декоративных элементов, которые сошли с этих скользящих валков с приводом от человека, просто потрясающие. Несомненно, многие известные во всем мире металлические статуи, вероятно, были построены из деталей ручной машины для скольжения.Ремесленники говорили: «Вы можете почувствовать металл на рулоне и внести необходимые коррективы в изгиб по ходу движения». Конечно, художественные нужды – лишь одно из многих промышленных применений этих небольших, но очень эффективных, качественных ручных скользящих валков. У этих маленьких ребят есть какие-нибудь хитрости в рукаве? Забавно, что вы задаете этот вопрос. Фактически, да, это так! Как насчет того, чтобы в качестве стандартного оборудования мы поставили приспособление для конической гибки? А как насчет чугунного каркаса, закаленного А.I.S.I. Ролики из высокоуглеродистой стали 1050, нижние и прижимные ролики легко регулируются с помощью канавок для проволоки? Неплохой список стандартных функций скользящего вала, который управляется вручную, и цены указаны для каждого магазина, большого или маленького. Где взять хороший ручной скользящий валок? Место, куда можно пойти, – это Bud’s Machine Tools в Солт-Лейк-Сити, штат Юта. В Bud’s мы продолжаем семейную традицию предлагать каждому клиенту хороший металлообрабатывающий станок по конкурентоспособной цене, а затем обслуживать этот станок в течение следующих… ну, это могут быть десятилетия! Мы находимся в здании из кирпича и раствора, которое вы можете посетить в любое время (хотя это поможет, если вы договоритесь о встрече до вашего визита).Нам нравится, когда наши клиенты приходят и смотрят, как мы выглядим.
Фактически, да, это так! Как насчет того, чтобы в качестве стандартного оборудования мы поставили приспособление для конической гибки? А как насчет чугунного каркаса, закаленного А.I.S.I. Ролики из высокоуглеродистой стали 1050, нижние и прижимные ролики легко регулируются с помощью канавок для проволоки? Неплохой список стандартных функций скользящего вала, который управляется вручную, и цены указаны для каждого магазина, большого или маленького. Где взять хороший ручной скользящий валок? Место, куда можно пойти, – это Bud’s Machine Tools в Солт-Лейк-Сити, штат Юта. В Bud’s мы продолжаем семейную традицию предлагать каждому клиенту хороший металлообрабатывающий станок по конкурентоспособной цене, а затем обслуживать этот станок в течение следующих… ну, это могут быть десятилетия! Мы находимся в здании из кирпича и раствора, которое вы можете посетить в любое время (хотя это поможет, если вы договоритесь о встрече до вашего визита).Нам нравится, когда наши клиенты приходят и смотрят, как мы выглядим. Мы также активно инвестируем в продажи через Интернет (что вы, наверное, догадались, поскольку находитесь на нашем веб-сайте). Купите новую или подержанную машину в Bud’s Machine Tools и почувствуйте разницу в общении с людьми, которые знают свое дело.
Мы также активно инвестируем в продажи через Интернет (что вы, наверное, догадались, поскольку находитесь на нашем веб-сайте). Купите новую или подержанную машину в Bud’s Machine Tools и почувствуйте разницу в общении с людьми, которые знают свое дело.Прокатные станы | Нэнси Л. Т. Гамильтон
См. Отказ от ответственности на моем сайте
Обновлено: 11.02.19, 17.02.17
Нэнси LT Гамильтон
Инструментов, использованных на этой странице:
Плоский прокат
Вопрос
Привет, Нэнси
Я только что посмотрел ваше видео о Pepetools 4: 1 mill .Мне любопытно, могу ли я сплющить на нем медный провод от 12 до 18? Я не хочу, чтобы он был полностью плоским … После того, как он немного расплющится, я забью его. Я был в Рио-Гранде в прошлом году, и девушка сказала, что это не сработает, и технические специалисты были на встрече …
Ответ
Плоские ролики выравнивают металл, а рифленые ролики делают проволоку. Прокатный стан (если он оборудован плоскими валками) может сплющивать любой калибр, который может поместиться в его открытые валки (без применения силы и потенциального повреждения стана).Если ваш стан открывается до толщины 0, тогда вы можете катать 0, 1, 2, 3, 4, 5, 6, 7, 8 – 36 калибра и т. Д. Я часто делаю листовой металл и прогоняю толстую заготовку, пока она не станет размер листового металла, каким я хочу его видеть. Если моя заготовка слишком толстая, я забиваю ее молотком, пока она не войдет между валками мельницы. После прокатки металл можно текстурировать по своему усмотрению.
Прокатный стан (если он оборудован плоскими валками) может сплющивать любой калибр, который может поместиться в его открытые валки (без применения силы и потенциального повреждения стана).Если ваш стан открывается до толщины 0, тогда вы можете катать 0, 1, 2, 3, 4, 5, 6, 7, 8 – 36 калибра и т. Д. Я часто делаю листовой металл и прогоняю толстую заготовку, пока она не станет размер листового металла, каким я хочу его видеть. Если моя заготовка слишком толстая, я забиваю ее молотком, пока она не войдет между валками мельницы. После прокатки металл можно текстурировать по своему усмотрению.
Металл можно сделать настолько тонким, насколько захотите. Если вы начнете с 12-го калибра, вы можете прокатить его до 34-го калибра и даже тоньше, если предпримете другие шаги.Вы также можете пропустить 12-й калибр и остановиться, когда он станет 11,5-м калибром. Все зависит от того, как часто вы его прогоняете, насколько сильно вы каждый раз сжимаете ролики и как часто вы отжигаете металл.
Также можно моделировать металл на прокатном стане и создавать овалы из круглых форм и прямоугольники из квадратов. Вы также можете сузить проволоку. Есть много применений.
Когда вы говорите, что не хотите, чтобы он был «полностью плоским», вы имели в виду, что вам нужна кривая на нем или точка? Плоские колеса на прокатном стане сплющивают только проволоку или листовой металл.Области, предназначенные для изготовления проволоки, области с канавками, образуют проволоку любой формы, для которой предназначена мельница (D-образная или 1/2 круглой, круглой, треугольной или квадратной формы. Не все мельницы делают все формы. Большинство из них делают 1 / 2 круга. Допустимая толщина проволоки зависит от размера участка прокатки проволоки. В качестве примера я выбрал характеристики одного прокатного стана: три канавки «D» будут катать 4 мм, 3 мм, 2 мм, 1,5 мм, 1/2 круга. проволока.
Я использую верстак для создания проволоки разной формы. Ниже приведены ссылки на эту тему.
Дополнительные ресурсы, которые могут касаться:
Как прокатать металл через прокатный стан
Вопрос
«Вопрос: У меня есть книга, в которой говорится, что вы переворачиваете металлический конец вверх, катая его. Означает ли конец за концом переход от передней кромки к задней или с левой стороны на правую? В той же книге говорится, что волнистый лист означает, что вы изменили направление без предварительного отжига. Я не могу найти нигде в Интернете, где можно найти советы о том, как правильно катать металл.Может, я задаю неправильные поисковые вопросы ».
Ответ
Я узнал, что для раскатки проволоки или листового металла вы всегда катите в одном направлении, , например, только в продольном направлении, вставляя каждый раз один и тот же конец и сторону до тех пор, пока прокатка не будет завершена для этого прохода. Сделайте это примерно 3 раза, затем отожгите. Прокатитесь в любом направлении для следующего рулона, но всегда держите его одной и той же передней кромкой, входящей в мельницу. Чтобы я не заморочился и не уложил металл неправильно, я помечаю край листового металла острием и делаю повторную маркировку каждый раз после пайки.Таким образом, я всегда знаю, чем закончить эту сессию.
Чтобы я не заморочился и не уложил металл неправильно, я помечаю край листового металла острием и делаю повторную маркировку каждый раз после пайки.Таким образом, я всегда знаю, чем закончить эту сессию.
Вернуться к содержанию
Самодельные кольцевые катки – самодельные инструменты.нетто
Самодельные кольцевые ролики
В категории «Кольцевые ролики»
HomemadeTools.net есть широкий выбор различных кольцевых роликов, самодельных роликов, роликовых накладок, а также фотографии, видео и подробные сведения о схемах кольцевых роликов. Если вы хотите сделать кольцевой ролик своими руками, вы попали в нужное место! Мы можем помочь с идеями сборки кольцевого ролика, деталями по сборке ролика и советами экспертов по завершению вашего проекта. Создание собственного кольцевого катка может быть забавным, сложным и познавательным, и вы можете сэкономить много денег в процессе.
Создание собственного кольцевого катка может быть забавным, сложным и познавательным, и вы можете сэкономить много денег в процессе.
Если вы хотите изготовить кольцевой ролик своими руками, ознакомьтесь с нашими многочисленными списками для кольцевых валков, скользящих валков, маленьких трубных роликов, плоских валков, прижимных роликов, а также металлочерепиц, роликовых клиньев. , а также идеи для дизайна ваших собственных схем кольцевых катков.
Вы ищете подробный план конструкции кольцевого катка? Наши самодельные детали роликов можно использовать для создания собственного кольцевого ролика, металлического кольцевого станка, роликового станка, плоского ролика и множества различных сопутствующих инструментов.
У вас есть более уникальная задача прокатки колец, и вы хотели бы создать специальный инструмент для вашего приложения? В дополнение к более распространенным кольцевым роликам, наши самодельные конструкции включают идеи для плоских роликов, трубных роликов, прижимных роликов, роликовогибов, трехвалковых трубогибов, скользящих роликов листового металла, трехколесных кольцевых роликов и ободных роликов. У нас также есть идеи для небольших кольцевых роликов меньшего размера и настольных кольцевых роликов. Вы даже можете изготавливать кольцевые ролики с дополнительной мощностью или скользящие ролики.
У нас также есть идеи для небольших кольцевых роликов меньшего размера и настольных кольцевых роликов. Вы даже можете изготавливать кольцевые ролики с дополнительной мощностью или скользящие ролики.
Если вам нужно знать, как изготовить кольцевой каток, наши идеи проекта сборки и планы самодельного кольцевого катка помогут вам перейти от идеи к готовому и работающему кольцевому катку.Вы можете просмотреть десятки различных проектов кольцевых валков с деталями, фотографиями, видео, техническими чертежами и даже простыми для понимания планами металлических кольцевых валков.
Независимо от того, какой станок для гибки кольцевых валков вы хотите изготавливать, и имеете ли вы опыт изготовления кольцевых валков или ищете чертежи металлических кольцевых валков, мы можем помочь вам найти именно то, что вам нужно. поиск и предоставление экспертных рекомендаций по изготовлению кольцевых роликов DIY.
% PDF-1.4
%
1 0 объект
>>>
эндобдж
2 0 obj
> поток
2015-02-04T16: 19: 21-08: 002015-02-04T16: 19: 38-08: 002015-02-04T16: 19: 38-08: 00 Adobe InDesign CS6 (Macintosh) uuid: de03d82f-6511-da4e- A260-afd04f28133eadobe: DocId: INDD: 8ca6d89b-0e35-11de-8119-f40e7b68ae43xmp. id: E7E53360302068118C148231548B9EC0proof: pdfxmp.iid: E6E53360302068118C148231548B9EC0adobe: DocId: INDD: 8ca6d89b-0e35-11de-8119-f40e7b68ae43adobe: DocId: INDD: 8ca6d89b-0e35- 11de-8119-f40e7b68ae43 по умолчанию
id: E7E53360302068118C148231548B9EC0proof: pdfxmp.iid: E6E53360302068118C148231548B9EC0adobe: DocId: INDD: 8ca6d89b-0e35-11de-8119-f40e7b68ae43adobe: DocId: INDD: 8ca6d89b-0e35- 11de-8119-f40e7b68ae43 по умолчанию
 0 0.0 612.0 792.0] / Type / Page >>
эндобдж
54 0 объект
> / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / Properties> / XObject >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
55 0 объект
> / Font> / ProcSet [/ PDF / Text] / XObject >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
56 0 объект
> / ExtGState> / Font> / ProcSet [/ PDF / Text] / Properties> / Shading >>> / TrimBox [0.0 0,0 612,0 792,0] / Тип / Страница >>
эндобдж
57 0 объект
> / Font> / ProcSet [/ PDF / Text] / Свойства >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
58 0 объект
> / Font> / ProcSet [/ PDF / Text] / Свойства >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
59 0 объект
> / ExtGState> / Properties> / Shading >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
133 0 объект
> поток
HWK $
) / ‘Iw0H5 ڒ p [X_ꪬd] b Ï] j (VjR {h}}; MX} q3e ݪ Rȹo ւ fxlo $ n $ P
0 0.0 612.0 792.0] / Type / Page >>
эндобдж
54 0 объект
> / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / Properties> / XObject >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
55 0 объект
> / Font> / ProcSet [/ PDF / Text] / XObject >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
56 0 объект
> / ExtGState> / Font> / ProcSet [/ PDF / Text] / Properties> / Shading >>> / TrimBox [0.0 0,0 612,0 792,0] / Тип / Страница >>
эндобдж
57 0 объект
> / Font> / ProcSet [/ PDF / Text] / Свойства >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
58 0 объект
> / Font> / ProcSet [/ PDF / Text] / Свойства >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
59 0 объект
> / ExtGState> / Properties> / Shading >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >>
эндобдж
133 0 объект
> поток
HWK $
) / ‘Iw0H5 ڒ p [X_ꪬd] b Ï] j (VjR {h}}; MX} q3e ݪ Rȹo ւ fxlo $ n $ PСделайте свой собственный провод
В наше время многие мастерские будут покупать рулоны готовой проволоки для использования в мастерских.
Однако, если возникнет необходимость в куске проволоки необычного диаметра или формы, или если цех просто исчерпает существующий размер, что обычно происходит в субботу днем, важно иметь возможность изготовить некоторые из них. замена провода быстро.
Затем металл прокатывают до соответствующей толщины
в квадратном сечении ролика.
Я осторожно скатал эту проволоку из ролика до квадрата 2,5 мм.
Я хочу сделать себе несколько отрезков проволоки разного диаметра
на складе.
Здесь я отжигаю золотую проволоку после прокатки
, что также показано в этом видеоролике.
Я использую горелку круговыми движениями, чтобы равномерно нагреть катушку с проволокой.
Я скатываю первые 30 мм проволоки
до точки, особенно когда она все еще немного толще.
Конечно, также можно опилить
, если нет ролика, а запас
был приобретен у поставщика.
Здесь я использую щипцы для волочения после того, как
смазал проволоку легким машинным маслом или пчелиным воском.
Я начинаю с проталкивания конической точки
через отверстие в тяговой пластине.
Затем провод протягивается через отверстия
последовательно меньшего размера.
Диаметр этих отверстий будет изменяться с шагом
с шагом примерно 1/10 мм.
По мере протягивания проволоки и
из-за того, что металл деформируется в холодном состоянии
, он будет становиться все тверже и тверже, и его придется время от времени отжигать.
В среднем от четырех до шести отверстий и затем
отжиг.
Если проволока не отожжена,
сломается или потрескается.
Например, 18-каратное золото, как показано здесь,
не требует такого большого отжига, как
, скажем, 14-каратное или 10-каратное золото.
Практическое правило состоит в том, что чем меньше
чистого металла (то есть более легированного), тем больше потребуется отжига.
Следовательно, стерлинговое серебро, например,
, пройдет немало времени, прежде чем потребуется отжиг
.
10-каратного золота, однако закалить
будет намного быстрее.
Вот готовый результат набора
золотой проволоки 18 карат для мастерской.
Нижняя часть – проволока 2 мм, затем проволока
1,5 мм. Левая катушка – это провод 1 мм, а правая катушка
Левая катушка – это провод 1 мм, а правая катушка
– провод 0,7 мм.
Это наиболее распространенные толщины
, которые необходимы в средней мастерской
.
Тяговые пластины –
Существует много различных типов вытяжных пластин
.
Два изображенных здесь изготовлены из быстрорежущей стали (быстрорежущей стали) или инструментальной стали.
Другой круглый тип волочильного диска –
, который имеет вставки из карбида вольфрама в
it.
Карбид вольфрама – это соединение
, состоящее из углерода и вольфрама.
Формируется в штампы правильного диаметра
и затем вставляется в стальную пластину
.
Эта тяговая пластина дороже, чем стальная пластина
, но может вытягивать материалы, намного более твердые, чем золото, такие как титан или сталь.
Дает превосходную отделку и служит
очень долго.
Проволока по определению не обязательно должна быть круглой.
Как показано на чертежных пластинах, из металла
можно придать практически любую форму
, включая полость, покрытую в
моем руководстве по изготовлению труб.
Общие формы, кроме двух показанных
, включают овал, шестиугольник, квадрат,
треугольник и звезду.
Чаще всего используются круглые и квадратные формы
.
Поиск и устранение неисправностей волочильной проволоки –
Изготовление проволоки не обходится без проблем
.
Однако большинство из них легко решаются.
Самым распространенным, без сомнения, является
обкатка.
На этом рисунке я преувеличил процесс
, но произошло то, что прокатный стан
был затянут на
слишком сильно.
Это приводит к “растеканию” металла
за пределы квадратной канавки
.
На этой картинке я сильно преувеличил процесс переворота.
Если продолжать катать проволоку, то
«всплеск» будет загибаться и загибаться назад
в основную часть проволоки.
Если затем провести проволоку через вытяжную пластину
, результат (несколько преувеличенный
) будет выглядеть, как на этой картинке.
После этого провод непригоден для использования, и его нужно выбросить на
.
Правильный способ – набраться терпения и прокатывать проволоку
через прокатный стан с небольшими обжатиями
.
Это быстрее, чем расплавлять все
и начинать заново.
Этот провод был отожжен.
Другая проблема с волочением проволоки, хотя и не такая распространенная, как перекатка, связана с отжигом.
Это вызовет разрыв или разрыв провода.
Если это действие происходит после отжига проволоки, проблема может заключаться в загрязнении металла. Однако к тому времени, когда вся прокатка будет сделана, загрязнение металла станет очевидным.
Еще одна трудность, хотя и не проблема как таковая, – это волочение очень тонкой проволоки. Когда длина проволоки превышает 0,5 мм, наиболее важным становится отжиг. Именно тогда на первый план выходит качество полотна. Опиливание конуса также должно выполняться осторожно.
Именно тогда на первый план выходит качество полотна. Опиливание конуса также должно выполняться осторожно.
Стандартные клещи для вытяжки использовать нельзя. Следует использовать плоскогубцы с достаточно параллельными губками.
Другие интересные и сложные проекты
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о новых опубликованных обучающих материалах, напишите мне по электронной почте.
