2Б125 станок вертикально-сверлильный универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе сверлильного станка 2Б125
Изготовитель вертикального сверлильного станка 2Б125 – Краснореченский станкостроительный завод им. Фрунзе, Луганская область Кременской р-н, п. Краснореченское.
Станки, выпускаемые Краснореченским станкостроительным заводом им. Фрунзе
- 2Б125 – станок вертикально-сверлильный Ø 25 х 200
- 2Г125 – станок вертикально-сверлильный Ø 25 х 200
- 2Д112л – станок вертикально-сверлильный Ø 12
2Б125 станок вертикально-сверлильный универсальный с вариатором. Назначение и область применения
Вертикально-сверлильный станок 2Б125 был заменен в производстве на более совершенную модель 2Г125.
Станок универсальный вертикально-сверлильный 2Б125, с условным диаметром сверления 25 мм, может использоватся на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Принцип работы и особенности конструкции станка
Станок состоит из следующих узлов:
- фундаментная плита;
- колонна;
- стол;
- коробка скоростей;
- коробка подач;
- механизм подачи;
- шпиндель;
- система смазки и охлаждения;
- электрооборудование;
К задней части фундаментной плиты, являющейся основанием станка и одновременно служащей резервуаром для охлаждающей жидкости, закреплена болтами колонна жесткой конструкции с вертикальными направляющими в форме ласточкина хвоста. По направляющим колонны с помощью винта подъема перемещается стол станка. На основании станка установлен также электронасос ПА-22, служащий для подачи охлаждающей жидкости к инструменту через гибкий трубопровод с краном для регулирования струи.
На переднем платике колонны расположен механизм подачи со встроенным шпинделем.
В верхней части колонны закреплен чугунный корпус, состоящий из коробки скоростей, выполненной в виде левой крышки корпуса, и коробки подач, выполненной в виде правой крышки.
На верхней части корпуса левой и правой крышек смонтирован электродвигатель привода с вариатором.
Внутри колонны помещен груз, который служит как противовес шпинделя.
Снабженный различными дополнительными приспособлениями, станок может быть использован в крупносерийном и массовом производстве.
Класс точности станка Н.
Общий вид вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Расположение органов управления сверлильным станком 2Б125
Расположение органов управления сверлильным станком 2Б125
Перечень органов управления сверлильного станка 2Б125
- Маховик управления вариатором скорости
- Рукоятка установки частоты вращения шпинделя
- Кран охлаждения
- Кнопка “Пуск” – “Стоп”
- Насос охлаждения
- Рукоятка переключения подачи
- Кулачок установки глубины сверления
- Кнопка включения ручной – механической подачи
- Штурвал механизма ручной подачи шпинделя
- Рукоятка перемещения стола
Кинематическая схема сверлильного станка 2Б125
Кинематическая схема сверлильного станка 2Б125
Краткое описание кинематической схемы
Механизмы станка получают движение от индивидуального электродвигателя типа АОЛ-2-32-4 мощностью 3 кВт, 1440 об/мин, установленного па поворотном штативе над коробкой скоростей (см. рис. 5).
рис. 5).
Шкив электродвигателя 1 через клиновой ремень 2 и раздвижной шкив вариатора 3 приводит во вращение промежуточный валик 4 коробки скоростей. Для передач вращения применяется клиновой ремень типа Б длиной 1120 мм по ГОСТу 5813—51. Промежуточный валик 4, несущий на себе скользящий тройной шестеренный блок 9, через шестерни 7, 8 и 10 передает вращение пустотелой гильзе 11, по шлицевому отверстию которой свободно перемещается шлицевой конец шпинделя 14.
Механизмы подачи получают движение по следующей, цепи: от шестерни 5, сидящей па гильзе, через паразитную шестерню 6 вращение передается на шестерню 15, насаженную наглухо на валик 16.
Свободно вращающиеся шестерни 25, 26 и 27 находятся в постоянном зацеплении с шестернями 17, 18 и 22. Шестерни 22, 23 и 24 также постоянно сцеплены с шестернями 19, 20 и 21, свободно вращающимися, в свою очередь, на втором валике.
В шпоночных канавках обоих валиков при помощи муфт перемещаются скользящие шпонки, блокирующие шестерни 25, 26 и 27, а также 19, 20 и 21, благодаря чему получается девять различных подач. От второго валика вращение передается червяку 12 и червячному колесу 13, сидящему на горизонтальном валу. Горизонтальный вал сцепляется с рейкой, нарезанной на гильзе шпинделя. Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также и от руки при помощи штурвала, закрепленного на горизонтальном валу.
От второго валика вращение передается червяку 12 и червячному колесу 13, сидящему на горизонтальном валу. Горизонтальный вал сцепляется с рейкой, нарезанной на гильзе шпинделя. Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также и от руки при помощи штурвала, закрепленного на горизонтальном валу.
Ручной подъем и опускание ствола производятся вращением рукоятки через пару конических зубчатых колес и винтовую пару.
Конструкция и работа станка сверлильного станка 2Б125
Смазка станка
Масло для смазки механизмов станка должно быть чистым и бескислотным. Механизмы коробки скоростей и коробки подач, находящиеся в одном резервуаре — корпусе коробки скоростей, смазываются разбрызгиванием из специального червячного шнека. Приводом шнека является вал вариатора скорости.
Со шнека-насоса масло попадает на быстро вращающиеся зубчатые колеса и благодаря этому — на все рабочие поверхности механизмов коробки скоростей и коробки подач. Для заливки в коробку скоростей требуется 2 литра масла.
Для заливки в коробку скоростей требуется 2 литра масла.
Смазка рабочих деталей механизма подачи осуществляется с помощью маслиной ванны. В кронштейн механизма подачи рекомендуется залить не менее 0,5 литра масла. При первоначальном пуске станка необходимо масло заменить после 20..25 дней работы, а затем менять его через три месяца.
Направляющие колонны, поверхность стола, ванны подъема, шлицевая часть шпинделя смазываются вручную ежедневно.
Коробка скоростей
Коробка скоростей сверлильного станка 2Б125
Коробка скоростей (рис. 6) состоит из вариатора скорости, и трехступенчатой зубчатой передачи 8, вмонтированной внутри корпуса коробки скоростей.
Вариатор работает по принципу ременной передачи с той разницей, что, сдвигая и раздвигая конические диски 3 и 4, насаженные на промежуточный валик 2, изменяется рабочий диаметр этого шкива, а, следовательно, и передаточное отношение.
При раздвинутых дисках до отказа передаточное отношение равно 1440 х 1440 пли 1 : 1, при сдвинутых дисках отношение оборотов будет 720 х 1440 или 1 : 2.
При повороте по часовой стрелке маховика 5 с помощью червячного колеса происходит поворот штатива с укрепленным на нем электродвигателем 1.
Расстояние между осями шкивов увеличивается, в результате чего натяжением клинового ремня происходит разжатие дисков.
Постепенный переход ремня с большего на меньший диаметр раздвижного диска увеличивает обороты промежуточного вала коробки скоростей.
При поворачивании маховика против часовой стрелки расстояние между центрами шкивов сокращается. Под нажимом пружины диски сдвигаются, Клиновый ремень переходит на периферию шкива. Обороты промежуточного вала понижаются.
Управление маховиком следует производить только при вращающемся электродвигателе. По мере износа клинового ремня нужно периодически производить регулировку натяжки ремня электродвигателя. Для этой пели необходимо отпустите гайку штатива, повернуть плиту с электродвигателем до требуемой величины, компенсирующей величины износа ремня, и затянуть гайку,
Продолжением кинематической цепи изменения скорости является трехступенчатая зубчатая передача. Цель этой передачи — соблюсти необходимый диапазон регулирования и увеличить передаваемый крутящий момент до требуемой величины за счет понижения числа оборотов.
Цель этой передачи — соблюсти необходимый диапазон регулирования и увеличить передаваемый крутящий момент до требуемой величины за счет понижения числа оборотов.
Три ступени зубчатой передачи совместно с вариатором скорости дают соотношение крайних чисел оборотов шпинделя 163:2130, или 1 : 13. Переключение шестерен осуществляется при помощи вилки и зубчатого сектора, управляемого рукояткой 6, расположенной на левой стороне корпуса коробки. Переключение шестерен производится только при выключенном электродвигателе.
Смазка деталей коробки скоростей осуществляется разбрызгиванием масла от специального червячного шнека 7.
Коробка подач
Коробка подач сверлильного станка 2Б125
Механизмы, коробки подач (рис, 7) выполнены в виде самостоятельного узла в правой крышке коробки скоростей.
Привод коробки подач осуществляется от паразитной шестерни вала вариатора.
Валик 3 в нижнем конце имеет торцовый кулачок, который через крестовую муфточку передает вращение механизму подачи.
Вытяжные шпонки управляются рукоятками, расположенными на наружной части правой крышки. Положение рукояток устанавливается на требуемую подачу соответственно таблице подач, укрепленной на правой стороне колонны.
Смазка механизма коробки подач осуществляется от того же червячного насоса, который смазывает механизм коробки скоростей. Шестерня вала вариатора зацепляется с приемной шестерней коробки подач 1, закрепленной на валике 2.
В шпоночных канавках валиков 2 и 3 вмонтированы вытяжные шпонки 4 и 5. Вход вытяжных шпонок в паз зубчатых колес обеспечивается спиральными пружинами. При надобности демонтажа коробки подач нужно через спусковое отверстие слить масло из корпуса коробки скоростей; опустить вниз по валу маслоудерживающую втулку, отвинтить для этого три крепежных винта. После этого снимается правая крышка вместе с механизмом коробки подач.
Механизм подачи
Механизм подачи сверлильного станка 2Б125
Механизм подачи (рис. 8) размещен на платике передней стенки колонны.
Передача вращения от коробки подач к червяку 1 осуществляется вертикальным валиком, соединяющим кинематические звенья коробки подач и механизма подачи. Червяк 1 находится в постоянном зацеплении с червячным колесом 2. На червячном колесе прикреплен зубчатый диск 3, Второй двухсторонний зубчатый диск 7 сидит в обойме 6, перемещающейся по валу 5. Перемещение обоймы 6 достигается поворотом муфты 12, имеющей скошенные торцовые зубья, как и на самой обойме. Поворот муфты 12 производится штурвалом 9. Зубчатый диск 7 соединяется с обоймой 6 с помощью собачек 4, прижимаемых к нему пружинами,
Работа механизма подачи
Ручная подача осуществляется вращением штурвала У. При этом необходимо повернуть кнопку 11 так, чтобы выступы кнопки вошли в соответствующие впадины вала 5 и муфты 12, благодаря чему вал 5, получая вращение Непосредственно от штурвала, производит перемещение стакана шпинделя. Зубчатые диски 3 и 7 при этом расцепляются пружиной и на червячное колесо 2 вращение вала 5 не передается.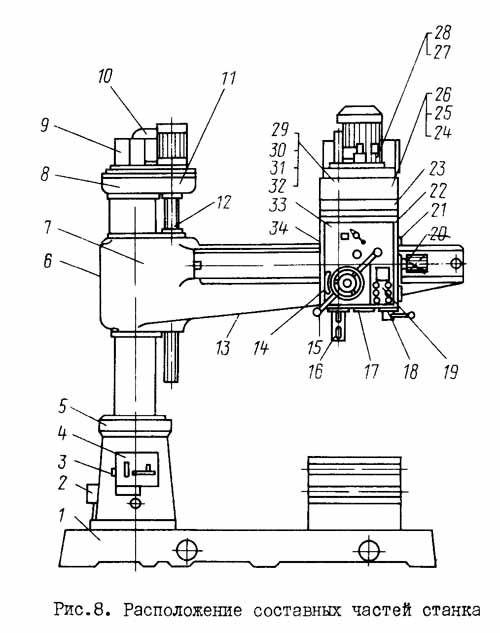
Механическая подача включается поворотом штурвала, причем предварительно необходимо включить кнопку 11, повернув ее на 90°.
Вращение червяка 1, червячного колеса 2, зубчатых дисков 3 и 7, обоймы 6, вала 5 передается стакану шпинделя.
Для отключения автоматической подачи на ходу достаточно удержать штурвал 9, вместе с которым остановится муфта 12, имеющая возможность повернуться относительно вала 5. При этом обойма 6 отжимается осевой силой, возникающей благодаря наклону зубцов дисков, а также усилием пружины.
При механической подаче можно производить ускоренную ручную подачу (опережение).
Автоматическое выключение подачи при заданной глубине сверления осуществляется упором 8, устанавливаемым в соответствующем положении на круглой рейке 10.
Смазка деталей механизма подачи осуществляется заполнением масляного резервуара в кронштейне подачи до отмеченного уровня.
Шпиндель
Шпиндель сверлильного станка 2Б125
Шпиндель 1 (рис. 9) вращается в шариковых подшипниках № А206.
Осевые усилия подачи воспринимаются упорным подшипником № 8206, вмонтированным в стакан 2 у нижней опоры шпинделя.
Регулировка подшипников шпинделя производится путем подтягивания гайки 4, расположенной над верхней опорой шпинделя.
Противовесом шпинделя является чугунный груз, помещенный внутри колонны станка и соединенный со стаканом шпинделя велосипедной цепью (ПР-12,7—900 ГОСТ 10947-64).
Смазка подшипников шпинделя производится солидолом при помощи шприца через две масленки 3.
Электрооборудование сверлильного станка 2Б125
Электрическая схема сверлильного станка 2Б125
Питание электросхемы станка осуществляется от сети переменного трехфазного тока напряжением 380 вольт.
Подключение электроаппаратов управления и работы станка выполнено в соответствии с принципиальной электросхемой (рис. 10).
На станке установлено следующее электрооборудование:
- Электродвигатель асинхронный трехфазный с короткозамкнутым ротором мощностью 3 кВт, 1430 об/мин.
 , форма исполнения М101 по ГОСТ 2479-65, тип АОЛ2-32-4С2.
, форма исполнения М101 по ГОСТ 2479-65, тип АОЛ2-32-4С2. - Электронасос с короткозамкнутым ротором мощностью 0,12 кВт, 2800 об/мин, производительностью 22 л/мин, тип ПА-22.
- Магнитный пускатель с катушкой на напряжение 380 вольт с 2 н. о. блок-контактами, с тепловыми элементами на 8 А, тип ПМЕ-222.
- Понижающий трансформатор для местного освещения 380/36 вольт, тип АМО-3.
- Кронштейн местного освещения, тип К-1M.
- Лампа местного освещения 36 вольт, 40 Вт с цоколем Р-27 по ГОСТу 1182-64, тип МО-36-40.
- Кнопочная станция на 2 кнопки, тип КС-1-22.
 , форма исполнения М101 по ГОСТ 2479-65, тип АОЛ2-32-4С2.
, форма исполнения М101 по ГОСТ 2479-65, тип АОЛ2-32-4С2.Установочный чертеж сверлильного станка 2Б125
Установочный чертеж сверлильного станка 2Б125
Читайте также: Заводы производители сверлильных станков в России
2Б125 станок вертикально-сверлильный универсальный. Видеоролик.
Технические характеристики станка 2Б125
| Наименование параметра | 2Б125 | 2Г125 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 |
| Наибольший диаметр нарезания резьбы в стали 45, мм | 24 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 700 | 75. .700 .700 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 260 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола, мм | 400 х 350 | 400 х 450 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 400 | 425 |
| Шпиндель | ||
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 200 |
| Перемещение шпинделя на одно деление лимба, мм | ||
| Частота вращения шпинделя, об/мин | 165..2130 | 63..2000 |
| Количество скоростей шпинделя | 3 х Б/С | 16 х Б/с |
| Наибольший допустимый крутящий момент, Нм | ||
| Конус шпинделя | Морзе 3 | Морзе 3 |
| Механика станка | ||
| Число ступеней рабочих подач шпинделя | Б/с | Б/с |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,104. ..0,837 ..0,837 | 0,1…1,6 |
| Наибольшая допустимая сила подачи, кН | 9 | 9 |
| Динамическое торможение шпинделя | ||
| Привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1430) | 2,2 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, мм | 950 х 650 х 2460 | 730 х 910 х 2105 |
| Масса станка, кг | 880 | 750 |
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф. С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
 С. Работа на станках с ЧПУ, 1984
С. Работа на станках с ЧПУ, 1984Связанные ссылки. Дополнительная информация
Технические характеристики сверлильного станка 2Б125 / Сверлильные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Сверлильные станки
В описании технических характеристик вертикально-сверлильного станка модели 2Б125
– Наибольший диаметр сверления в стали;
– Наибольший ход шпинделя;
– Вылет шпинделя;
– Наибольшее расстояние от конца шпинделя до рабочей поверхности стола;
– Размер конуса шпинделя;
– Число оборотов шпинделя в минуту;
– Наибольшее усилие подачи;
– Подача шпинделя;
– Наибольшее перемещение стола;
– Габариты рабочего стола;
– Габаритные размеры станка;
– Вес станка и др.
 ;
;Скачать бесплатно технические характеристики сверлильного станка 2Б125
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 pdf
pdf