Паспорт 2Н125-2 (Ø 25 мм) Станок 2-х рядный вертикально-сверлильный специализированный (Стерлитамак)
Наименование издания: Руководство к станку
Выпуск издания: г. Стерлитамак, станкостроительный завод имени Ленина
Год выпуска издания: –
Кол-во книг (папок): 1
Кол-во страниц: 107
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство к станку
1. Назначение и область применения станка
2. Распаковка и транспортировка станка
– Схема транспортировки станка
3. Фундамент и установка станка
– Габариты рабочего пространства
– Посадочные и присоединительные базы
– Эскиз конуса шпинделя
– Эскиз стола
– Габариты станка в плане и план фундамента
4. Паспорт станка
Паспорт станка
– Общий вид станка с обозначением органов управления
Основные данные станка
Механика главного движения
Механика подач шпинделя
Сведения о ремонте
Изменения в станке
Данные о комплектации
5. Краткое описание конструкции станка
– Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
Общая компоновка станка
– Основание
– Колонна
– Редукторы конический и винтовой
– Система охлаждения
– Коробка скоростей
– Механизм переключения скоростей
– Коробка подач
– Сверлильная головка
– Шпиндель
– Схема подшипников качения
Спецификация к схеме подшипников
6. Электрооборудование
Описание работы электросхемы
– Принципиальная электросхема
– Монтажная электросхема
Указания по обслуживанию электрооборудования
7.
 Смазка станка
Смазка станкаУказания по обслуживанию смазочной системы станка
– Схема смазки станка
Спецификация к схеме смазки
8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности
9. Настройка и наладка станка и режимы резания
Указания по настройке на режимы резания
Наладка станка на работу с ручной подачей
Наладка станка на работу с выключением подачи на заданной глубине
Наладка станка на автоматическую нарезку резьбы
10. Регулировка станка
11. Гарантия
Ведомость комплектации станка
Акт приёмки
– Общий вид станка (чертёж)
Описание станка:
Как известно в промышленной среде, что сверлильный станок модели 2Н125 обладает довольно большим количеством самых разнообразных модификаций. Именно по этой причине, 2н125 паспорт станка, как и непосредственно саму промышленную единицу можно отнести к наиболее универсальным типам и видам станочного оборудования.
И конечно, предназначение станка заключается в том, чтобы производить механические работы в цехах с инструментальным или ремонтным вариантом подачи.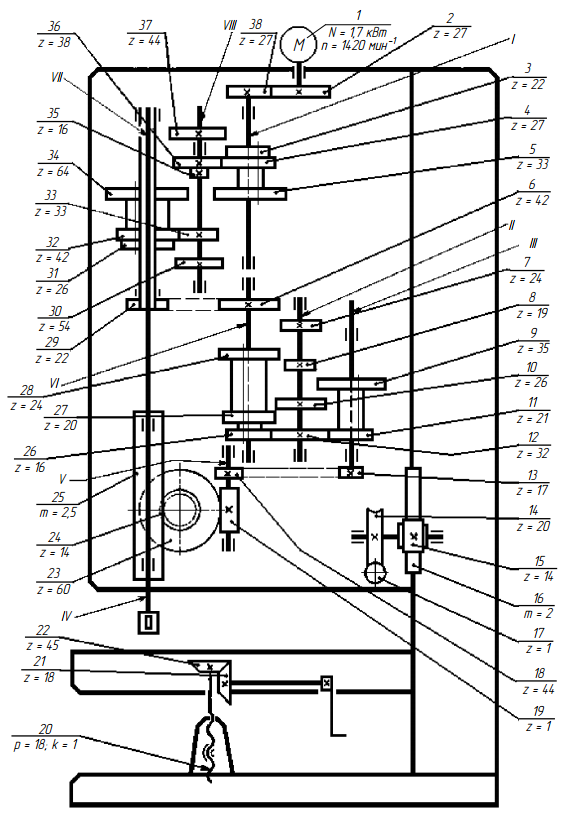 Ведь на станке можно выполнять такие операции как сверление и рассверливание, кстати если детально изучать паспорт вертикально сверлильного станка 2н125, то можно обнаружить и более развёрнутое описание производимых операций. Таких как зенкерование, развёртывание, ну и конечно подрезки торцев по ножам. Но чем и отличается станок благодаря своей универсальности, так это благодаря в том числе перечисленным операциям, что отображает в наиболее широкой подаче возможности применения этой станочной единицы. Опять же, диаметр сверления станка не будет превышать и двадцати пяти миллиметров, но такой вариант всё же наиболее приемлем и удобен для работы на станке с заготовками. К тому же сверло можно установить и в более нижней по диаметру подаче, таким образом уже обработка отверстий будет происходить в наиболее низком диаметре, что в некоторых случаях будет очень даже востребовано. Непосредственно документация отображается в пределах ста семи страниц, в формате А4 и обладает наиболее приемлемым качеством, что характерно для электронного варианта или версии находящегося в нашем архиве.
Ведь на станке можно выполнять такие операции как сверление и рассверливание, кстати если детально изучать паспорт вертикально сверлильного станка 2н125, то можно обнаружить и более развёрнутое описание производимых операций. Таких как зенкерование, развёртывание, ну и конечно подрезки торцев по ножам. Но чем и отличается станок благодаря своей универсальности, так это благодаря в том числе перечисленным операциям, что отображает в наиболее широкой подаче возможности применения этой станочной единицы. Опять же, диаметр сверления станка не будет превышать и двадцати пяти миллиметров, но такой вариант всё же наиболее приемлем и удобен для работы на станке с заготовками. К тому же сверло можно установить и в более нижней по диаметру подаче, таким образом уже обработка отверстий будет происходить в наиболее низком диаметре, что в некоторых случаях будет очень даже востребовано. Непосредственно документация отображается в пределах ста семи страниц, в формате А4 и обладает наиболее приемлемым качеством, что характерно для электронного варианта или версии находящегося в нашем архиве.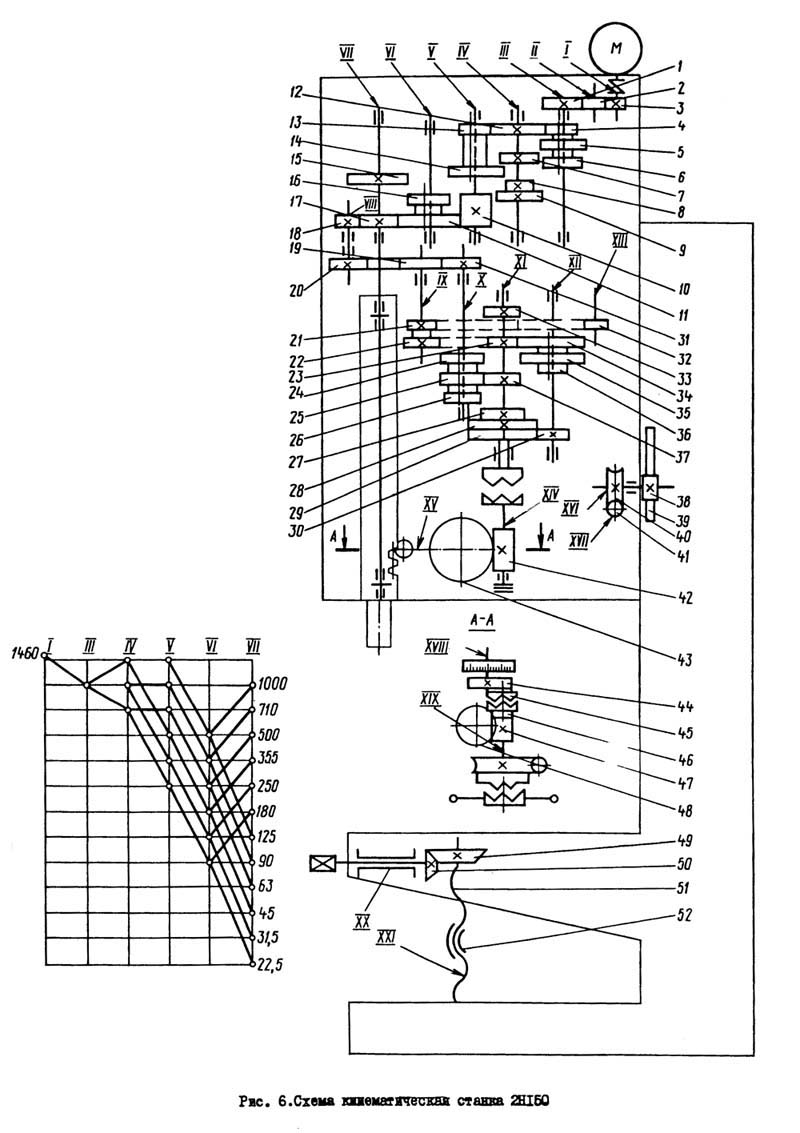
К тому же, станок 2н125л паспорт которого не имеет на наш взгляд каких-то больших и функциональных различий всё так же присутствует в нашем техническом архиве. Производство документации было реализовано станкостроительным заводом, что находится в городе Стерлитамак. К сожалению, год выпуска издания нам неизвестен, но тем не менее, на наш взгляд документация подойдёт для оборудования разных производственных годов. Ведь, по сути, здесь применяется одна и та же конструкция, возможности и реализация которой вполне себе допускают взаимодействие со станочными единицами в разнообразных плоскостях. К тому же, как было нами обозначено выше, что конструктивно, несмотря на разнообразие модификаций станки обладают общими параметрами, даже несмотря на некоторую модернизацию. При этом документация обладает расширенным описанием и безусловно, приложениями в виде схем, чертежей, спецификаций. Этот набор наиболее востребованных и детализированных вариаций в любом случае будет очень и очень полезен для направления работы, обслуживания и технологических взаимодействий со станком или его модификаций.
Вертикально-сверлильный станок модели 2Н135
Содержание
Введение…………………………………………………..…
1. Основные технические данные и характеристика
станка 2Н135………………………………………………
2. Схема станка. Устройство и органы управления………………..8
3. Кинематическая схема станка, описание, составление
уравнения кинематического баланса, график частот,
расчёт min и max частоты вращения……………………………….12
4. Эксплуатация и обслуживание станка…………….……………….
Заключение……………………………………………………
Список литературы…………………………………
Введение
Металлорежущие
станки являются основным видом заводского
оборудования, предназначенным для
производства современных машин, приборов,
инструментов и других изделий, поэтому
количество и качество металлорежущих
станков, их техническая оснащенность
в значительной степени характеризуют
производственную мощь страны.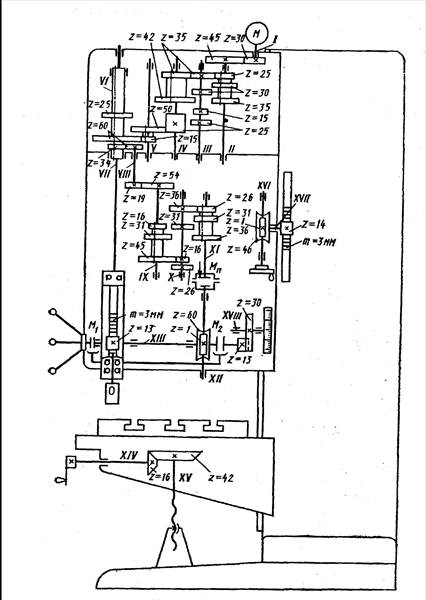
Сверлильные станки предназначены для:
- сверления сквозных и глухих отверстий;
- рассверливание отверстий на больший диаметр;
- нарезания в них резьбы метчиком;
- зенкерование, выполняемое для получения отверстия более высокого квалитета и меньшего параметра шероховатости поверхности;
- растачивание предварительно просверленных отверстий на большой диаметр с помощью расточных пластин, закреплённых на специальных оправках;
- зенкование, выполняемое для образования в основании просверленного отверстия гнёзд с плоским дном под головки винтов и болтов;
- развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и меньшую шероховатость обрабатываемой поверхности;
- раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстии, а также шероховатости в пределах 0,63—0,080 мкм;
- подрезание (цековка) торцов наружных и внутренних приливов с целью получения ровной поверхности, перпендикулярной оси отверстия;
- вырезание отверстий больших диаметров в листовом материале с помощью специальной оправки с закрепленными в ней резцами;
- протачивание внутренних канавок различной формы специальными оправками с закрепленным режущим инструментом.


Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами. Однако, этими основными видами работ не исчерпываются технологические возможности сверлильных станков, на которых можно, например, развальцовывать пустотелые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Существуют следующие типы универсальных сверлильных станков:
1 . Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные
станки (основной и наиболее
3. Радиально-сверлильные
станки используют для 
4. Многошпиндельные
сверлильные станки
5. Горизонтально-сверлильные станки для глубокого сверления.
6. Наклонно-сверлильные
станки для получения
К группе
сверлильных станков можно
Основными размерами сверлильных станков являются:
- наибольший условный диаметр сверления,
- размер конуса шпинделя и наибольший его вылет,
- наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
В зависимости от области применения различают
универсальные и специальные сверлильные
станки. Находят широкое применение и
специализированные сверлильные станки
для крупносерийного и массового производства,
которые создаются на базе универсальных
станков путем оснащения их многошпиндельными
сверлильными и резьбонарезными головками
и автоматизации цикла работы.
Находят широкое применение и
специализированные сверлильные станки
для крупносерийного и массового производства,
которые создаются на базе универсальных
станков путем оснащения их многошпиндельными
сверлильными и резьбонарезными головками
и автоматизации цикла работы.
Спектр применения сверлильных станков велик. Они используются в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
1.Основные технические данные и характеристика станка 2Н125
Одним из представителей вертикально-сверлильных станков является станок модели 2Н135.
Станок
является универсальным вертикально- Агрегатная компоновка
и возможность автоматизации цикла обеспечивают
создание на их базе специальных станков.
Агрегатная компоновка
и возможность автоматизации цикла обеспечивают
создание на их базе специальных станков.
Вертикально-сверлильный станок 2Н135 предназначен для выполнения следующих видов работ: сверления, рассверливания, зенкования, зенкерования, развертывания и растачивания отверстий, нарезания резьбы, подрезки торцев ножами.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твёрдых сплавов.
Установленное
на станках электрическое
Станок
используется для работы в условиях
единичного, мелкосерийного и серийного
производства, в ремонтных и сборочных
цехах.
Принцип работы.
Обрабатываемая
деталь устанавливается на столе
станка и закрепляется в машинных
тисках или в специальных
Режущий инструмент, в зависимости от формы его хвостовика, закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Основные технические данные
Класс точности станка 2Н135
Наименование параметров | Модель 2Н135 |
Наибольший диаметр сверления в стали 45, мм | 25 |
Размеры конуса шпинделя | Морзе 4 |
Расстояние оси шпинделя до направляющих колонны, мм | 300 |
Наибольший ход шпинделя, мм | 250 |
Расстояние от торца шпинделя, мм до стола до плиты |
30-750 700-1120 |
Наибольшее перемещение | 170 |
Перемещение шпинделя за один оборот штурвала, мм | 122, 46 |
Рабочая поверхность стола, мм | 450х500 |
Наибольший ход стола, мм | 300 |
Количество скоростей шпинделя | 12 |
Количество подач | 9 |
Пределы подач, мм/об. | 0,1-1,6 |
Управление циклами работы | ручное |
Мощность двигателя главного движения, кВт | 4,0 |
Габариты станка, мм высота ширина длинна |
2535 835 1030 |
Масса станка, кг | 1200 |

2. Схема станка. Устройство и органы управления
Станина 6 имеет вертикальные направляющие,
по которым перемещается стол (на котором
закрепляют обрабатываемую деталь)
и сверлильная головка 12, несущая шпиндель
10. Инструмент устанавливают в шпинделе,
получающем вращение от электродвигателя
через коробку скоростей 2. Величину вертикального
перемещения шпинделя (подачу) регулируют
с помощью коробки подач 5 или штурвалом.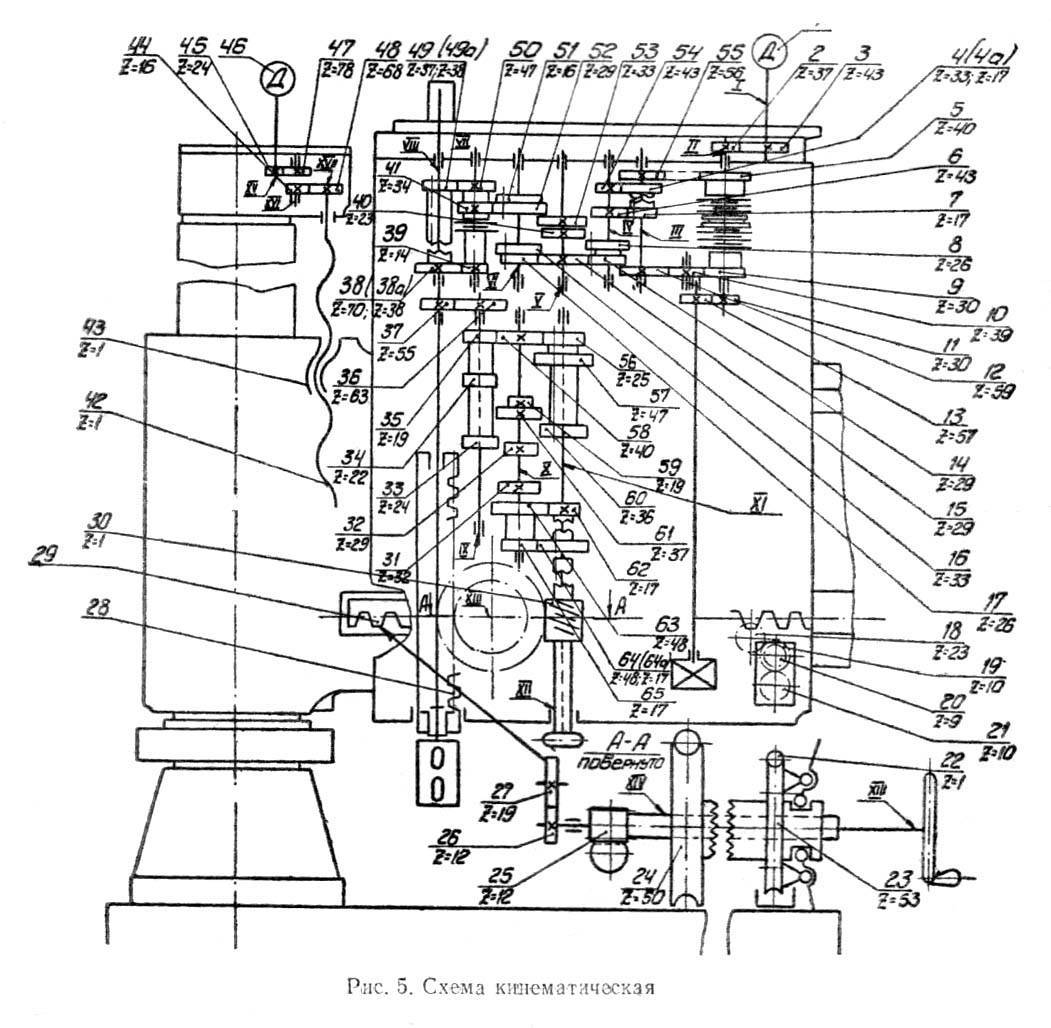 Управление коробками скоростей и подач
осуществляют рукоятками 7. Контроль глубины
обработки осуществляют по лимбу. В нише
станины размещен противовес. Электрооборудование
станка 9 вынесено в отдельный шкаф 8. Фундаментная
плита служит опорой станка. В средних
и тяжелых станках на ее верхнюю плоскость
можно устанавливать заготовку. Стол станка
бывает подвижным (от рукоятки через
коническую пару зубчатых колес и ходовой
винт), неподвижным (съемным) или поворотным
(откидным). Его монтируют на направляющих
станины или выполняют в виде тумбы, установленной
на фундаментной плите.
Управление коробками скоростей и подач
осуществляют рукоятками 7. Контроль глубины
обработки осуществляют по лимбу. В нише
станины размещен противовес. Электрооборудование
станка 9 вынесено в отдельный шкаф 8. Фундаментная
плита служит опорой станка. В средних
и тяжелых станках на ее верхнюю плоскость
можно устанавливать заготовку. Стол станка
бывает подвижным (от рукоятки через
коническую пару зубчатых колес и ходовой
винт), неподвижным (съемным) или поворотным
(откидным). Его монтируют на направляющих
станины или выполняют в виде тумбы, установленной
на фундаментной плите.
Вертикально-сверлильный станок мод. 2Н135: 1 — привод; 2 — коробка скоростей; 4 — насос плунжерный маслянный; 5 — коробка подач; 6 —колонна, стол, плита; 7 — механизм управления скоростями и подачами; 8 — электрошкаф; 9 — электрооборудование; 10 – шпиндель в сборе;11 — система охлаждения; 12 — сверлильная головка.
Основные узлы станка:
Колонна, стол, плита.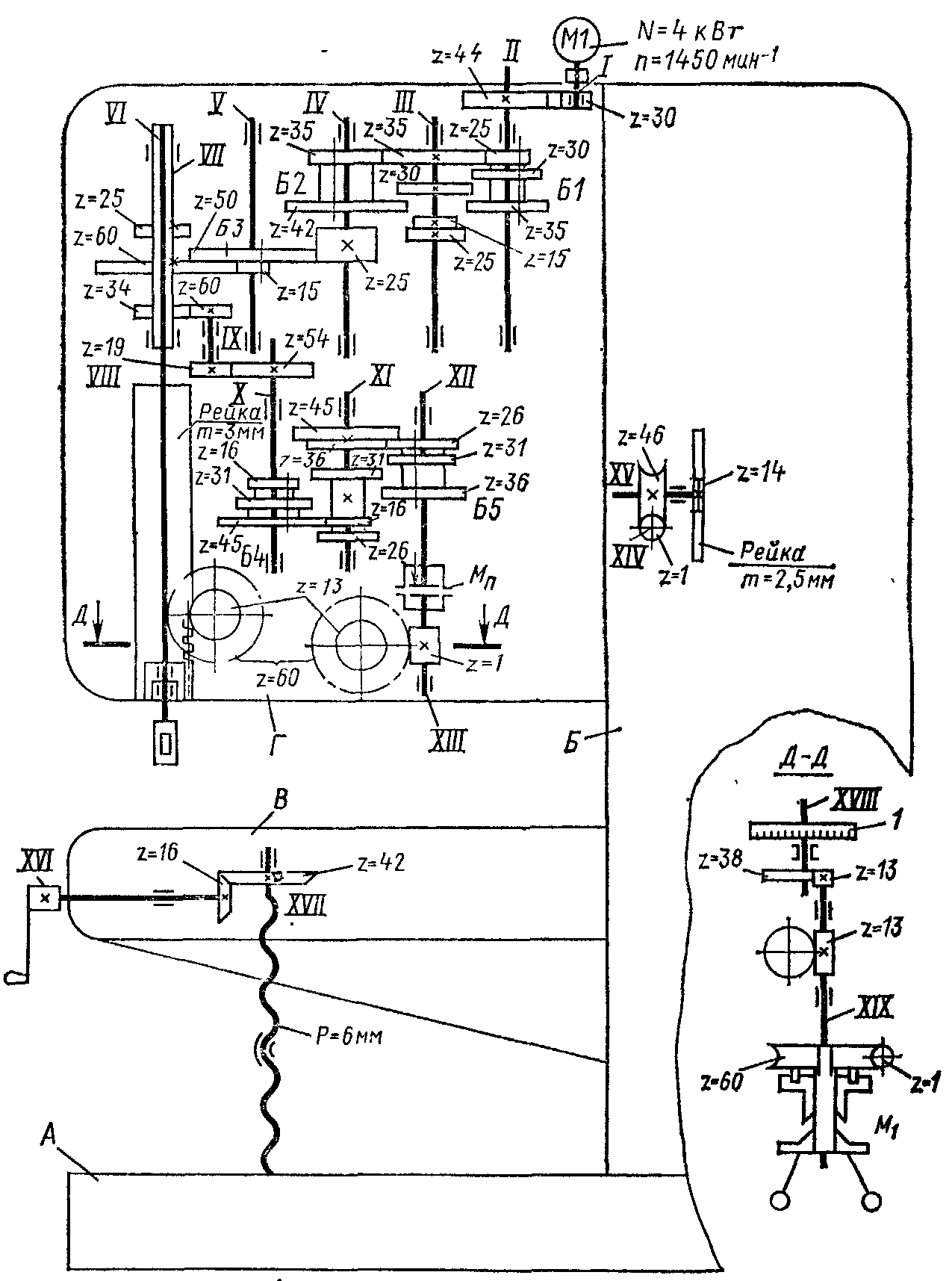
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа “ласточкин хвост” вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод.
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков. Опоры валов коробки размешены в двух плитах – верхней и нижней, скрепленных между собой четырьмя стяжками. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту и зубчатую передачу. Последний вал коробки – гильза – имеет шлицевое отверстие, через которое вращение передается шпинделю. Через шестерённую пару вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных
единиц сверлильной головки, производится
от плунжерного насоса, закрепленного
на нижней плите. Работа насоса контролируется
специальным маслоуказателем на лобовой
части подмоторной плиты.
Работа насоса контролируется
специальным маслоуказателем на лобовой
части подмоторной плиты.
Механизм переключения скоростей и подач.
Переключение скоростей производится рукояткой которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой, имеющей три положения по окружности и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по таблицам.
Коробка подач.
Механизм коробки подач смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач. На станках 2Н135 и 2HI35 коробка подач отличается только приводом. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта, передающая вращение червяку.
Сверлильная головка.