3А151 станок круглошлифовальный. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станка полуавтомата 3А151
Производитель круглошлифовального станка полуавтомата 3А151 – Харьковский станкостроительный завод им. Косиора в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
3А151 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Назначение и область применения
Круглошлифовальный станок 3А151 предназначен для наружного шлифования цилиндрических изделий и пологих конусов.
На станке модели 3А151, имеющего гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.


На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Отличия станков моделей 3А151, 3А161, 3Б151, 3Б161
Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий – Ø 200х700 и Ø 280х1000 мм соответственно.
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки 3А151 и 3А161 имеют гидравлический механизм врезания с полуавтоматическим циклом работы и предназначены как для врезного так и продольного шлифования, и рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3А151 и 3А161 рекомендуется применять для врезного и продольного шлифования мелких, средних и крупных партий одинаковых деталей диаметром от 10 до 40 мм.
На станках моделей 3А151 и 3А161 можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки модели 3Б151 отличаются от 3Б161 наибольшим диаметром обрабатываемых изделий – Ø 200х700 и Ø 280х1000 мм соответственно.
Станки моделей 3Б151 и 3Б161 рассчитаны на работу в условиях мелкосерийного и единичного производства.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161
Габарит рабочего пространства посадочные и присоединительные базы станка 3а151, 3а161
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Смотреть в увеличенном масштабе
Общий вид круглошлифовального станка 3А151
Фото круглошлифовального станка 3а151
Фото круглошлифовального станка 3а151. Смотреть в увеличенном масштабе
Фото круглошлифовального станка 3а151
Расположение составных частей шлифовального станка 3А151
Расположение составных частей шлифовального станка 3а151
Перечень и обозначение составных частей шлифовального станка 3А151
- 1. Станина станка
- 2. Шлифовальная бабка
- 3. Гидравлическое управление
- 4. Механизм ручного перемещения стола
- 5. Механизм поперечной подачи
- 6. Передняя бабка
- 7. Задняя бабка
- 8. Маслопровод*
- 83. Кожух шлифовального круга
- 85. Охлаждение
- 87. Люнет
- 89. Прибор для правки шлифовального круга
- 91. Ограждение
- 92. Механизм быстрого подвода шлифовальной бабки (только на станках моделей 3Б151 и 3Б161)*
- 92. Механизм быстрого подвода и врезания (только на станках моделей 3а151 и 3а161)*
- 94. Принадлежности*
- 95. Электрооборудование, пульт управления
- ШУ-270. Фланец шлифовального круга*
- ШУ-297. Механизм для балансирования шлифовального круга
- ШУ-965. Правильный прибор*
 Станина станка
Станина станка* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Расположение органов управления шлифовальным станком 3А151
Расположение органов управления шлифовальным станком 3а151
Расположение органов управления шлифовальным станком 3а151. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления шлифовальным станком 3А151
- маховик ручного перемещения стола
- рычаг реверса стола
- рукоятка перегона стола
- дроссель регулирования задержки реверса стола слева
- рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе слева, подача выключена)
- дроссель регулирования скорости перемещения стола при правке шлифовального круга
- педаль гидравлического отвода пиноли задней бабки
- рукоятка переключения скорости стола со шлифования на правку
- дроссель регулирования скорости перемещения стола при шлифовании
- рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стола
- дроссель регулирования задержки реверса стола справа
- рукоятка переключения с врезной на периодическую подачу шлифовальной бабки от механизма врезания
- дроссель регулирования величины периодической подачи от механизма врезания
- рукоятка переключения периодической подачи (подача от механизма врезания — подача от механизма перемещения)
- дроссель регулирования скорости доводочной врезной подачи
- дроссель регулирования скорости врезной подачи
- рукоятка ускорения врезной подачи
- винт поворота верхнего стола
- рукоятка отвода пиноли задней бабки
- рукоятка зажима пиноли задней бабки
- рукоятка выключения механизма осциллирующего движения шпинделя шлифовальной бабки
- рукоятка регулирования величины периодической подачи от храпового механизма
- упор ручной поперечной подачи
- маховичок установки лимба ручной поперечной подачи
- рукоятка толчковой подачи
- маховичок ручной поперечной подачи
- рукоятка крана охлаждения
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- рукоятка регулирования скорости вращения изделия
- кнопка «Общий стоп»
- переключатель насоса охлаждения
- переключатель освещения
- переключатель пуска вращения изделия (ручной — автоматический)
- кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки
- кнопка пуска вращения шпинделя шлифовальной бабки
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- переключатель отвода шлифовальной бабки (автоматический скобой — ручной — автоматический до упора)
Кинематическая схема круглошлифовального станка 3А151, 3А161
Кинематическая схема круглошлифовального станка 3А151
Кинематическая схема круглошлифовального станка 3А151, 3А161. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Наладка и регулировка круглошлифовального станка при установке деталей в центрах
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей 3а151 и 3а161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей 3Б151 и 3А161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Гидропривод станков 3А151
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана. Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Управление работой гидросистемы станка осуществляется при помощи гидропанели, смонтированной в передней части станины.
Гидросистема станка выполняет следующие функции:
- продольное перемещение стола
- реверс стола
- перегон стола при наладке станка
- периодическую подачу шлифовальной бабки
- быстрый подвод и отвод шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения стола
- выборку люфта в зацеплении гайки и винта механизма речной подачи
Гидравлическая схема круглошлифовального станка 3А151
Гидравлическая схема круглошлифовального станка 3а151
Гидравлическая схема круглошлифовального станка 3А151. Смотреть в увеличенном масштабе
Гидравлическая схема круглошлифовального станка модели 3а151
- дроссель
- распределитель управления
- распределитель управления
- крановый распределитель
- распределитель управления
- крановый распределитель
- гидрораспределитель
- дроссель
- крановый распределитель
- обратный клапан
- предохранительный клапан
- фильтр
- насос
- фильтр
- гидроцилиндр блокировки механизма ручного перемещения стола
- дроссель
- распределитель управления
- дроссель
- крановый распределитель
- обратный клапан
- гидроцилиндр перемещения стола
- распределитель управления
- дроссель
- гидроцилиндр люнета
- гидроцилиндр устранения зазора в винтовой паре
- гидроцилиндр выключения механизма осциллирующего движения шпинделя шлифовальной бабки
- распределитель управления гидропанели
- гидроцилиндр быстрого подвода шлифовальной бабки
- гидроцилиндр следящего люнета
- дроссель
- гидроцилиндр механизма врезания
- гидроцилиндр пиноли задней бабки
- распределитель управления
- крановый распределитель
- распределитель управления
- дозатор
- крановый распределитель
- распределитель управления
- гидроцилиндр храпового механизма периодической подачи
- дроссель
- а, б — камеры
Описание гидропривода круглошлифовального станка модели 3А151
Перемещение стола. Гидравлическое перемещение стола производится остановкой рукоятки кранового распределителя 6. Масло от насоса 13 подводится к распределителю через крановые распределители 6 и 4. В зависимости от положения золотника распределителя 7 масло поступает в правую или левую полость гидроцилиндра 21 перемещения стола. Масло из противоположной полости гидроцилиндра 21 вытесняется на слив через распределители 7, 27, 22, крановый распределитель 9, дроссель 8 и обратный клапан 10. Скорость стола при шлифовании регулируется дросселем 5, Перед правкой необходимо выключить осциллирующее движение шлифовального шпинделя рукояткой кранового распределителя 9, установив ее в положение «Правка». Слив масла из гидроцилиндра 21 перемещения стола при правке будет происходить через дроссель 16, При перемещении стола масло под давлением поступает также в гидроцилиндр 15 блокировки механизма ручного перемещения стола и расцепляет его муфту.
Гидравлическое перемещение стола производится остановкой рукоятки кранового распределителя 6. Масло от насоса 13 подводится к распределителю через крановые распределители 6 и 4. В зависимости от положения золотника распределителя 7 масло поступает в правую или левую полость гидроцилиндра 21 перемещения стола. Масло из противоположной полости гидроцилиндра 21 вытесняется на слив через распределители 7, 27, 22, крановый распределитель 9, дроссель 8 и обратный клапан 10. Скорость стола при шлифовании регулируется дросселем 5, Перед правкой необходимо выключить осциллирующее движение шлифовального шпинделя рукояткой кранового распределителя 9, установив ее в положение «Правка». Слив масла из гидроцилиндра 21 перемещения стола при правке будет происходить через дроссель 16, При перемещении стола масло под давлением поступает также в гидроцилиндр 15 блокировки механизма ручного перемещения стола и расцепляет его муфту.
Реверс стола. При переключении распределителя 27 рычагом реверса, работающим от упоров, масло направляется под торец золотника распределителя 7 и давлением перемещает его в правое или левое положение. Полости гидроцилиндра 21 перемещения стола попеременно оказываются под давлением, направление движения стола при этом автоматически изменяется. Дросселями 23 регулируют задержку стола, а дросселями 18 — плавность разгона стола при реверсе.
Полости гидроцилиндра 21 перемещения стола попеременно оказываются под давлением, направление движения стола при этом автоматически изменяется. Дросселями 23 регулируют задержку стола, а дросселями 18 — плавность разгона стола при реверсе.
Перегон стола осуществляется рукояткой кранового распределителя 19 при отведенной шлифовальной бабке и выключенном гидравлическом перемещении стола. Масло из штоковой полости цилиндра 28 быстрого подвода шлифовальной бабки через крановый распределитель 6 поступает к левому торцу золотника распределителя 17 и к верхнему торцу золотника распределителя. 22. Золотник распределителя 17 переместится вправо, соединив нерабочую полость цилиндра 21 перемещения стола со сливом через распределитель 19. Золотник распределителя 22 переместится вниз и перекроет проход маслу из цилиндра 21 к дросселям 8 и 16. Для перегона стола необходимо наклонить рукоятку распределителя 19 вправо или влево.
Периодическая подача шлифовальной бабки включается крановым распределителем 37, может быть произведена при каждом ходе, при левом реверсе стола, при правом реверсе стола.
Периодическая подача от механизма вращения. Рукоятка кранового распределителя 4 устанавливается в положение «Периодическая подача». Рукоятка кранового распределителя 34 устанавливается в положение «От механизма врезания». Масло из нижней полости цилиндра 31 механизма врезания проходит через крановый распределитель 4 и перекрывается золотником распределителя 35. При реверсе стола и переключении распределителя 27 камера а соединяется с камерой б, к которой подведено масло. Масло под давлением поступает к торцу золотника распределителя 35 через каналы кранового распределителя 37 и проточку золотника распределителя 38. Золотник распределителя 35 переместится в нижнее положение. Масло от цилиндра 31 врезания поступает в полость дозатора 36; поршень его, сжав пружину, переместится до упора, положение которого определяет величину подачи. Одновременно масло из камеры а поступит через обратный клапан 20 к торцу золотника распределителя 7 и переместит золотник в одно из крайних положений; направление перемещения стола изменится. Золотник распределителя 38 переместится в противоположное крайнее положение, в результате чего торцовая полость распределителя 35 соединится со сливом через каналы кранового распределителя 37 и распределитель 27. Золотник распределителя 35 переместится вверх под действием пружины, сообщив полость дозатора 36 со сливом. Для компенсации утечек, нарушающих стабильность подач малой величины, предусмотрен дроссель 30.
Золотник распределителя 38 переместится в противоположное крайнее положение, в результате чего торцовая полость распределителя 35 соединится со сливом через каналы кранового распределителя 37 и распределитель 27. Золотник распределителя 35 переместится вверх под действием пружины, сообщив полость дозатора 36 со сливом. Для компенсации утечек, нарушающих стабильность подач малой величины, предусмотрен дроссель 30.
Периодическая подача от храпового механизма. Рукоятка кранового распределителя 4 устанавливается в положение «Подачи нет». Рукоятка кранового распределителя 34 находится в положении «От механизма периодической подачи». В момент реверса стола масло от распределителя 38 направляется в цилиндр 39 храпового механизма периодической подачи. Поршень цилиндра 39 переместится вправо, собачка повернет колесо и вместе с ним горизонтальный вал механизма поперечной подачи, производя подачу. Величина подачи регулируется винтом.
Быстрый подвод и отвод шлифовальной бабки включается рукояткой распределителя 5. Масло поступает в поршневую полость цилиндра 28 через распределитель 5, штоковая полость цилиндра соединяется со сливом. Быстрый отвод включается рукояткой распределителя 5 или электромагнитом распределителя 3.
Масло поступает в поршневую полость цилиндра 28 через распределитель 5, штоковая полость цилиндра соединяется со сливом. Быстрый отвод включается рукояткой распределителя 5 или электромагнитом распределителя 3.
Непрерывная подача шлифовальной бабки (врезание). Рукоятка кранового распределителя 4 устанавливается в положение «Непрерывная подача». Подача бабки включается наклоном рукоятки распределителя 5; происходит быстрый подвод бабки к изделию. Врезание производится при повороте кулачка, который вращается поршнем-рейкой цилиндра 31 механизма врезания, до соприкосновения с неподвижным упором. Масло поступает к верхнему торцу поршня-рейки цилиндра 31 из правой полости цилиндра 28 быстрого подвода шлифовальной бабки, когда поршень цилиндра 28 подходит к крайнему левому положению. Из противоположной полости цилиндра 31 механизма врезания масло вытесняется на слив через крановый распределитель 4, распределитель 2 управления и дроссель 40, настройкой которого определяется скорость врезания. В конце врезания золотник распределителя 3 перемещается электромагнитом в нижнее положение, происходит быстрый отвод бабки.
В конце врезания золотник распределителя 3 перемещается электромагнитом в нижнее положение, происходит быстрый отвод бабки.
Ускоренная подача шлифовальной бабки после быстрого подвода производится наклоном вправо рукоятки, связанной с дросселем 40.
После появления искры рукоятку опускают и шлифование происходит при скорости подачи, определяемой дросселем 40.
Отвод пиноли задней бабки может быть произведен только при отведенной шлифовальной бабке. Пиноль отводится ножной педалью, связанной с распределителем 33.
Врезное шлифование при работе с прибором активного контроля. После чистовой подачи подается команда на электромагнит, который передвигает золотник распределителя 2 управления, масло из нижней полости цилиндра 31 механизма врезания сливается через дроссель 1 доводочной подачи. При достижении заданного размера изделия прибор подает команду на электромагнит распределителя 3; происходит быстрый отвод шлифовальной бабки.
Следящий люнет. При установке следящего люнета подвод масла к цилиндру 29 люнета должен быть осуществлен согласно рис. 29.
Автоматическое выключение механизма осциллирующего движения происходит при переключении кранового распределителя 9 в положение правки. Канал гидропанели, сообщающийся с крановым распределителем 9, соединяется с цилиндром 26 выключения механизма осциллирующего движения шпинделя шлифовальной бабки.
Устранение зазора в механизме поперечной подачи (винтовой паре поперечной подачи) осуществляется цилиндром 25.
Читайте также: Гидропривод круглошлифовальных станков 3а151, 3а161
Схема электрическая принципиальная станка 3А151
Электрическая схема круглошлифовального станка 3а151
Схема электрическая принципиальная станка 3А151. Смотреть в увеличенном масштабе
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание принципиальной схемы
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Размещение электрооборудования на станке 3А151
Размещение электрооборудования на станке 3а151
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия
Читайте также: Справочник заводов производителей шлифовальных станков
Установочный чертеж для станков 3А151
Установочный чертеж для станков 3а151
Технические характеристики станков 3А151
| Наименование параметра | 3Б151 | 3Б161 | 3А151 | 3А161 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100. .6000 .6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. .0,06 .0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | – | – | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | – | – | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | – | – | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63. .400 .400 | 63..400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
- Круглошлифовальные станки 3А151, 3А161, 3Б151, 3Б161. Руководство по уходу и обслуживанию, 1970
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по уходу и обслуживанию, 1970
Руководство по уходу и обслуживанию, 1970 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
Круглошлифовальный полуавтоматический станок 3А151 | Станочный Мир
Если Вам необходимо купить Круглошлифовальный полуавтоматический станок 3А151 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Круглошлифовальный полуавтоматический станок 3А151 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Гидропривод круглошлифовального станка 3а151, 3а161
Гидропривод круглошлифовального станка 3а151, 3а161В гидропривод станков 3а151, 3а161 входят насос пластинчатого типа Н, гидроцилиндры: перемещения стола ЦС, отвода пиноли ЦП, механизма блокировки ЦБ, шлифовальной бабки ЦШБ, дозатора ЦД, выборки люфтов (устранение зазоров) ЦВЛ, осциллирующего движения ЦОД, поперечной подачи ЦХМ. Гидравлическая схема круглошлифовальных станков мод. 3а151 и 3а161 показана на рис. 55.
В круглошлифовальных станках 3а151 и 3а161 гидропривод осуществляет следующие функции:
- перегон стола при наладке станка
- возвратно-поступательное движение стола
- быстрый подвод и быстрый отвод шлифовальной бабки
- периодическую и непрерывную подачи шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения
- устранение зазора в механизме поперечной подачи
Исходное положение гидравлики круглошлифовальных станков 3а151 и 3а161
В исходном положении шлифовальная бабка отведена, пиноль выдвинута пружиной, стол неподвижен. Полости цилиндра ЦС крановым гидроаппаратом Р1 сообщены между собой через каналы 18, 16, 14 и 19, а также гидроаппарат Р5. После включения насоса Н масло через гидрораспределитель Р6, каналы 10 и 7, проточки цилиндра ЦШБ, канал 6 и крановый гидроаппарат Р5 поступает к торцу гидрораспределителя перегона стола РЗ и торцу гидрораспределителя правки круга Р2, переключая их в положения II. При включенном насосе масло по каналам 12 и 11 подается к цилиндру ЦВЛ. Избыточное масло через гидроклапан К8 сливается в гидробак.
Полости цилиндра ЦС крановым гидроаппаратом Р1 сообщены между собой через каналы 18, 16, 14 и 19, а также гидроаппарат Р5. После включения насоса Н масло через гидрораспределитель Р6, каналы 10 и 7, проточки цилиндра ЦШБ, канал 6 и крановый гидроаппарат Р5 поступает к торцу гидрораспределителя перегона стола РЗ и торцу гидрораспределителя правки круга Р2, переключая их в положения II. При включенном насосе масло по каналам 12 и 11 подается к цилиндру ЦВЛ. Избыточное масло через гидроклапан К8 сливается в гидробак.
Отвод шпинделя задней бабки
Нажатием педали перемещают плунжер гидрораспределителя Р16 из положения I в положение II. Масло по трубопроводу 6, трубопроводам 28 и 5 поступает в ЦП, осуществляя отвод пиноли. При освобождении педали гидрораспределитель Р6 переключается в положение I. Масло из ЦП под действием пружины пиноли поршнем вытесняется в бак, подводится пиноль задней бабки.
Перегон стола
Перегон стола осуществляют поворотом рукоятки кранового распределителя перегона Р1 в сторону перегона (положения II или III). При этом полости гидроцилиндра ЦС разъединяются. Соответствующая полость ЦС через систему каналов и гидрораспределителей сообщается с линией нагнетания, a вторая — с гидролинией слива. Рукоятка кранового гидроаппарата перегона Р1 механически сблокирована с реверсирующим механизмом, переключающим гидроаппарат управления Р7. Одновременно по каналу 15 поток масла направляется в цилиндр блокировки ЦБ. Ручное перемещение стола отключается. Скорость перегона определяют углом поворота рукоятки гидроаппарата Р1 соответственно величине открытой щели канала в линии слива ЦС. При установке гидроаппарата Р1 в положение I поршень ЦБ под действием пружины механизма возвращается в исходное положение, вытесняя масло по каналам 15, 43 и 3 в гидробак.
Быстрый подвод шлифовальной бабкиПри наклоне рукоятки гидрораспределителя Р6 на себя плунжер распределителя устанавливается в положение I. Масло по каналу 4 поступает в правую полость гидроцилиндра ЦШБ, осуществляя подвод шлифовальной бабки. Слив масла из левой полости происходит по каналам 44, 7, 8, 10, 9 и 3. После того как поршень ЦШБ перекроет канал 44, масло начнет вытесняться через канавку в крышке цилиндра. Осуществляется торможение шлифовальной бабки.
Масло по каналу 4 поступает в правую полость гидроцилиндра ЦШБ, осуществляя подвод шлифовальной бабки. Слив масла из левой полости происходит по каналам 44, 7, 8, 10, 9 и 3. После того как поршень ЦШБ перекроет канал 44, масло начнет вытесняться через канавку в крышке цилиндра. Осуществляется торможение шлифовальной бабки.
Продольное шлифование может осуществляться с периодической поперечной подачей шлифовальной бабки в момент реверса стола от механизма врезания или храпового механизма. Установка гидрораспределителя Р9 в положение I, II или III определяет периодичность поперечной подачи (при левом, правом или каждом реверсе стола).
Переключением кранового гидроаппарата Р5 в положение II («Пуск») включается перемещение стола. Масло из насоса по каналам 2, 26, 46, 31 и 32 поступает к гидрораспределителю Р8. В зависимости от его положения, определяемого гидроаппаратом управления Р7, масло поступает в правую или левую полости ЦС. Из нерабочих полостей масло сливается в гидробак через гидрораспределитель Р8, гидроаппарат Р7, распределитель Р2 и крановый гидроаппарат Р4, гидродроссель регулирования ДР8 и гидроклапан К7. Упоры стола переключают гидроаппарат Р7, который переключает гидрораспределитель Р8. Стол реверсируется.
Из нерабочих полостей масло сливается в гидробак через гидрораспределитель Р8, гидроаппарат Р7, распределитель Р2 и крановый гидроаппарат Р4, гидродроссель регулирования ДР8 и гидроклапан К7. Упоры стола переключают гидроаппарат Р7, который переключает гидрораспределитель Р8. Стол реверсируется.
При реверсировании стола масло поступает в одну из полостей гидрораспределителя Р10, плунжер которого, перемещаясь из одного крайнего положения в другое, в зависимости от положения кранового гидроаппарата Р12, сообщает полость ЦХМ или торцовую полость гидрораспределителя Р14 попеременно то с линией нагнетания, то с линией слива. Происходит подача шлифовальной бабки.
От механизма врезания периодическая подача осуществляется установкой кранового гидроаппарата Р11 в положение «Периодическая подача» (положение I), а крановый гидроаппарат Р12 — в положение «От механизма врезания» (положение I). При этом нижняя полость ЦВ по каналам 47 и 31 сообщается с гидрораспределителем Р14. В момент реверсирования стола масло поступает в торцовую полость гидрораспределителя Р14 и переключает его в положение II. Нижняя полость ЦВ сообщается, с дозатором ЦД, который принимает определенную порцию масла из ЦВ; поршень ЦВ опускается вниз, осуществляя периодическую подачу шлифовальной бабки. Далее гидрораспределитель Р10 переключается в другое положение и сообщает торцовую полость гидрораспределителя Р14 со сливом. Плунжер гидрораспределителя Р14 под действием пружины перемещается вверх, сообщая полость ЦД со сливом. Доза масла, принимается ЦД, а следовательно, и величина подачи регулируется скосом кулачка А.
Нижняя полость ЦВ сообщается, с дозатором ЦД, который принимает определенную порцию масла из ЦВ; поршень ЦВ опускается вниз, осуществляя периодическую подачу шлифовальной бабки. Далее гидрораспределитель Р10 переключается в другое положение и сообщает торцовую полость гидрораспределителя Р14 со сливом. Плунжер гидрораспределителя Р14 под действием пружины перемещается вверх, сообщая полость ЦД со сливом. Доза масла, принимается ЦД, а следовательно, и величина подачи регулируется скосом кулачка А.
От храпового механизма периодическая подача включается установкой кранового гидроаппарата Р12 в положение «От механизма периодической подачи» (в положение II). В момент реверсирования стола масло поступит в ЦХМ. Поршень ЦХМ перемещается, осуществляя поперечную подачу. Величина подачи регулируется винтом. После осуществления подачи полость ЦХМ сообщается со сливом и поршень с собачкой под действием пружины возвращается в исходное положение.
Врезное шлифованиеВрезное шлифование включается установкой кранового гидроаппарата Р11 в положение «Непрерывная подача» (положение II). Линии 31 и 32 разъединяются, чем исключается возможность продольного перемещения стола при включении гидроаппарата Р5. Масло из правой полости ЦШБ поступает в верхнюю полость ЦВ. Из нижней полости масло вытесняется по каналам 47 и 48 и гидродроссель врезной подачи ДР10. С гидродросселем ДР10 совмещен гидродроссель ускоренной подачи ДР11, шунтирующий линию гидродросселя ДР10. При включении электромагнита гидрораспределителя Р13 осуществляется доводочная подача через гидродроссель ДР12:
Линии 31 и 32 разъединяются, чем исключается возможность продольного перемещения стола при включении гидроаппарата Р5. Масло из правой полости ЦШБ поступает в верхнюю полость ЦВ. Из нижней полости масло вытесняется по каналам 47 и 48 и гидродроссель врезной подачи ДР10. С гидродросселем ДР10 совмещен гидродроссель ускоренной подачи ДР11, шунтирующий линию гидродросселя ДР10. При включении электромагнита гидрораспределителя Р13 осуществляется доводочная подача через гидродроссель ДР12:
Быстрый отвод шлифовальной бабки можно осуществить вручную наклоном рукоятки гидрораспределителя Р6 от себя (гидрораспределитель Р6 переключается при этом в положение II) или автоматически после завершения цикла шлифования. Команда на быстрый отвод после завершения цикла шлифования дается устройством активного контроля электромагнита гидрораспределителя Р15. Гидрораспределитель Р15, переключившись в положение II, сообщает полость гидрораспределителя Р6 с насосом. Плунжер гидрораспределителя Р6 перемещается влево. Осуществляется отвод шлифовальной бабки.
Плунжер гидрораспределителя Р6 перемещается влево. Осуществляется отвод шлифовальной бабки.
Гидроцилиндр осциллирующего движения ЦОД включается при правке шлифовального круга (гидрораспределитель Р4 в положении II, каналы 2, 25, 24). Скорость перемещения при правке устанавливается гидродросселем ДР9.
Характерные неисправности гидропривода круглошлифовального станка 3а151:- Отсутствует рабочее движение стола; перегон не осуществляется
- Заклинен плунжер гидрораспределителя Р2 в нижнем положении или сломана его пружина
- При подведенной шлифовальной бабке осуществляется перегон стола
- Заклинен плунжер гидрораспределителя Р3 или сломана его пружина
- Отсутствует периодическая подача при реверсировании стола
- Заклинен плунжер гидрораспределителя Р10 или засорился его гидродроссель
- Нет периодической подачи от механизма врезания
- Заклинен гидрораспределитель Р14 в нижнем положении или сломана его пружина
- При продольном шлифовании получается значительная конусность детали
- Засорен гидродроссель ДР5, компенсирующий утечки в линии гидроцилиндра ЦВ
- Нe осуществляется ускоренная подача шлифовальной бабки при врезном шлифовании, рабочая подача мала и скорость ее не регулируется
- Заклинен плунжер гидрораспределителя P13 в нижнем положении или поломана его пружина
- Отсутствует доводочная подача шлифовальной бабки при врезном шлифовании
- Заклинен плунжер гидрораспределителя P13 в верхнем положении
- После подвода шлифовальной бабки она возвращается назад
- Заклинен плунжер гидрораспределителя Р15 в нижнем положении или сломана его пружина
- Отсутствует автоматический отвод шлифовальной бабки
- Заклинен плунжер гидрораспределителя Р15 в верхнем положении
- После быстрого подвода шлифовальная бабка устанавливается в различных положениях
- Заклинен плунжер механизма устранения зазоров;
- Перекрытие сливных канавок поршнем ЦШБ происходит до того, как он упрется упором механизма врезания в торец гильзы
| 1 | 3А151-1024 втулка |
| 2 | 3А151-1100-1 цилиндр |
| 3 | 3А151-1106 поршень |
| 4 | 3А151-2007-1 фланец |
| 5 | 3А151-2010-1 шпиндель |
| 6 | 3А151-2014-1 подшипник |
| 7 | 3А151-2015-1 гайка |
| 8 | 3А151-2029 вкладыш |
| 9 | 3А151-2031-1 кольцо |
| 10 | 3А151-2035 шестерня |
| 11 | 3А151-2042-1 рычаг |
| 12 | 3А151-2043 втулка |
| 13 | 3А151-2044 шестерня |
| 14 | 3А151-2046 червяк |
| 15 | 3А151-2048 золотник |
| 16 | 3А151-2101 кольцо |
| 17 | 3А151-4002 шестерня |
| 18 | 3А151-4003 вал-шестерня |
| 19 | 3А151-4004 блок-шестерня |
| 20 | 3А151-4005 муфта |
| 21 | 3А151-4006 вал-шестерня |
| 22 | 3А151-4007 вал-шестерня |
| 23 | 3А151-4009 втулка |
| 24 | 3А151-5101-1 лимб |
| 25 | 3А151-5103 шестерня |
| 26 | 3А151-5105 шестерня |
| 27 | 3А151-5110-1 поршень |
| 28 | 3А151-5111-1 собачка |
| 29 | 3А151-5122-1 шестерня |
| 30 | 3А151-5206 шестерня |
| 31 | 3А151-5207 шестерня |
| 32 | 3А151-5208 шестерня |
| 33 | 3А151-6010-1 шпиндель |
| 34 | 3А151-7001-2 шпиндель |
| 35 | 3А151-7006-2 втулка |
| 36 | 3А151-9201-2 винт |
| 37 | 3А151-9202-3 винт |
| 38 | 3А151-9204-1 поршень |
| 39 | 3А151-9206-4 шестерня |
| 40 | 3А151-9206-5 шестерня |
| 41 | 3А151-9208-3 втулка |
| 42 | 3А151-9220-2 поршень |
| 43 | 3М151-150-2 шина |
| 44 | 3М151-151-2 шина |
| 45 | 3М151-860-1 фланец |
| 46 | 3М151-907 шина |
| 47 | 3М151-2007-1 винт |
| 48 | 3М151-2008-1 вкладыш |
| 49 | 3М151-2010-2 шпиндель |
| 50 | 3М151-2022-1 кольцо |
| 51 | 3М151-2027 кольцо |
| 52 | 3М151-2028-1 кольцо |
| 53 | 3М151-2036 кольцо |
| 54 | 3М151-4001-2 муфта |
| 55 | 3М151-4002-3 вал-шестерня |
| 56 | 3М151-4003-3 вал-шестерня |
| 57 | 3М151-4005-2 шестерня |
| 58 | 3М151-4009-3 вал-шестерня |
| 59 | 3М151-4010-3 блок-шестерня |
| 60 | 3М151-5009-1 тормоз |
| 61 | 3М151-5011-2 зажим |
| 62 | 3М151-5021-3 кулачок |
| 63 | 3М151-5026-1 шестерня |
| 64 | 3М151-5030-1 шестерня |
| 65 | 3М151-5034-3 шестерня |
| 66 | 3М151-5035-2 шестерня |
| 67 | 3М151-5036-2 шестерня |
| 68 | 3М151-5040-1 поводок |
| 69 | 3М151-5047-2 вилка |
| 70 | 3М151-5057-2 кулачок |
| 71 | 3М151-5058-4 кулачок |
| 72 | 3М151-6007-1 планшайба |
| 73 | 3М151-6010-1 шпиндель |
| 74 | 3М151-7004-1 вал-шестерня |
| 75 | 3М151-7005-1 поршень |
| 76 | 3М151-7008-1 пружина |
| 77 | 3М151-9211-1 поршень |
| 78 | 3М151-9213-2 втулка |
| 79 | 3М151-9219-1 червяк |
| 80 | 3М151-9234-1 втулка |
Toyota 48131-3A151 (481313A151) пружина подвески
Ваша страна:
АвстралияАвстрияАзербайджанАландыАлбанияАлжирАмериканское СамоаАнгильяАнголаАндорраАнтарктикаАнтигуа и БарбудаАргентинаАрменияАрубаАфганистанБагамыБангладешБарбадосБахрейнБелизБелоруссияБельгияБенинБермудыБолгарияБоливияБонэйр, Синт-Эстатиус и СабаБосния и ГерцеговинаБотсванаБразилияБританская Территория в Индийском ОкеанеБританские Виргинские островаБрунейБуркина-ФасоБурундиБутанВануатуВатиканВеликобританияВенгрияВенесуэлаВиргинские острова СШАВнешние малые острова СШАВьетнамГабонГаитиГайанаГамбияГанаГваделупаГватемалаГвианаГвинеяГвинея-БисауГерманияГернсиГибралтарГондурасГонконгГренадаГренландияГрецияГрузияГуамДанияДжерсиДжибутиДоминикаДоминиканская РеспубликаЕгипетЗамбияЗападная СахараЗимбабвеИзраильИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияЙеменКабо-ВердеКазахстанКамбоджаКамерунКанадаКанарские ОстроваКатарКенияКипрКирибатиКитайКокосовые островаКолумбияКоморыКонгоКосовоКоста-РикаКот-д’ИвуарКубаКувейтКыргызстанКюрасаоЛаосЛатвияЛесотоЛиберияЛиванЛивияЛитваЛихтенштейнЛюксембургМаврикийМавританияМадагаскарМайоттаМакаоМакедонияМалавиМалайзияМалиМальдивыМальтаМароккоМартиникаМаршалловы ОстроваМексикаМикронезияМозамбикМолдавияМонакоМонголияМонсерратМьянмаНамибияНауруНепалНигерНигерияНидерландыНикарагуаНиуэНовая ЗеландияНовая КаледонияНорвегияОбъединенные Арабские ЭмиратыОманОстров БувеОстров МэнОстров НорфолкОстров РождестваОстров Херд и острова МакдональдОстрова КайманОстрова КукаОстрова ПиткэрнОстрова Святой Елены, Вознесения и Тристан-да-КуньяПакистанПалауПалестинаПанамаПапуа – Новая ГвинеяПарагвайПеруПольшаПортугалияПуэрто-РикоРеспублика КонгоРеюньонРоссияРуандаРумынияСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСвазилендСеверная КореяСеверные Марианские ОстроваСейшеллыСен-БартелемиСен-МартенСен-Пьер и МикелонСенегалСент-Винсент и ГренадиныСент-Китс и НевисСент-ЛюсияСербияСингапурСинт-МартенСирияСловакияСловенияСоединённые Штаты АмерикиСоломоновы ОстроваСомалиСуданСуринамСьерра-ЛеонеТаджикистанТаиландТайваньТанзанияТеркс и КайкосТимор-ЛестеТогоТокелауТонгаТринидад и ТобагоТувалуТунисТуркменистанТурцияУгандаУзбекистанУкраинаУоллис и ФутунаУругвайФарерыФиджиФилиппиныФинляндияФолклендские островаФранцияФранцузская ПолинезияФранцузские Южные территорииХорватияЦентральноафриканская РеспубликаЧадЧерногорияЧехияЧилиШвейцарияШвецияШпицберген и Ян-МайенШри-ЛанкаЭквадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияЮжная Георгия и Южные Сандвичевы ОстроваЮжная КореяЮжно-Африканская РеспубликаЮжный СуданЯмайкаЯпония
Цены запчастей, варианты доставки, и некоторые другие условия зависят от страны доставки.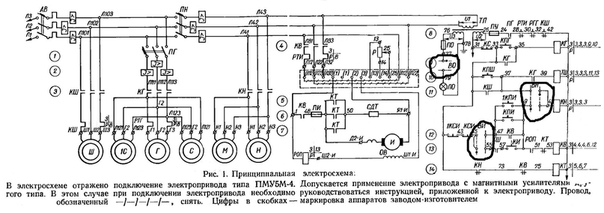
3Б151 круглошлифовальный станок
3Б151, 3Б161 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Производитель круглошлифовального станка полуавтомата 3Б151, 3Б161 – Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами.
Шлифование продольными рабочими ходами (рис. 41, а). Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин). В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки. Таким образом, при глубинном шлифовании совмещают обдирочное и чистовое шлифование.
Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. При глубинном шлифовании необходим полный сход круга со шлифуемой заготовки.
Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок.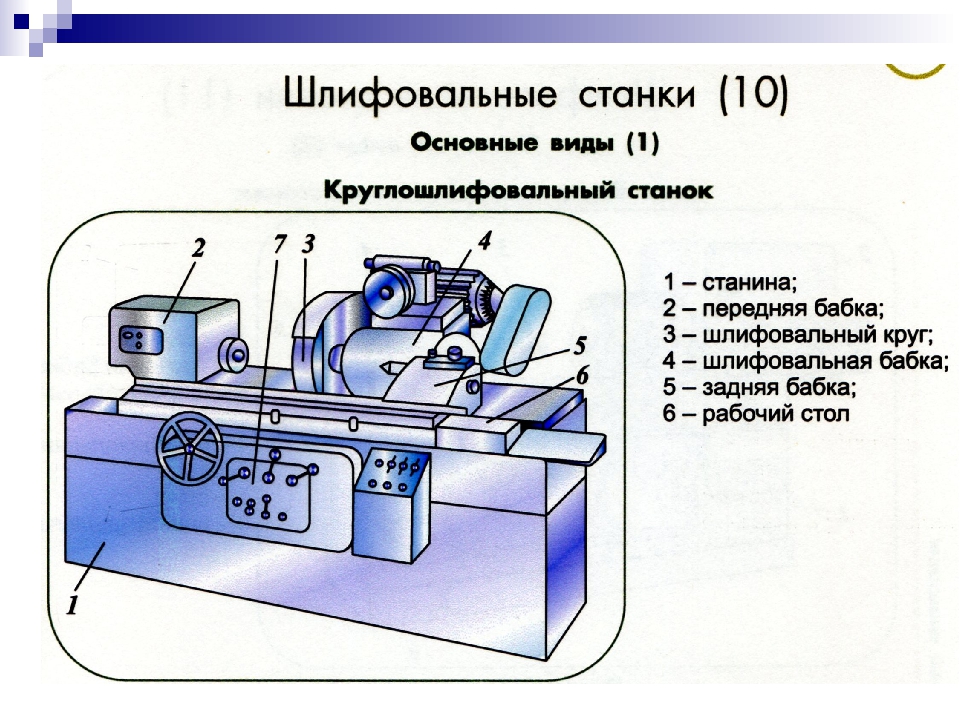 Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно; можно шлифовать фасонные заготовки профилированным шлифовальным кругом; на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты; круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением; происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка.
Шлифование уступами (рис. 41, г). При этом способе сочетается шлифование продольными проходами и врезное. Этот способ применяют при шлифовании длинных заготовок. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой. Поэтому на каждом участке снимают неполный припуск. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра; при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами.
Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки.
При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Центровые круглошлифовальные станки делят на простые, универсальные и специальные.
На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине.
На универсальных круглошлифовальных станках кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности.
Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования.
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Габарит рабочего пространства посадочные и присоединительные базы станка 3Б151, 3Б161
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Смотреть в увеличенном масштабе
Общий вид круглошлифовального станка 3Б151, 3Б161
Расположение составных частей шлифовального станка 3Б151, 3Б161
Перечень и обозначение составных частей шлифовального станка 3Б151
- станина станка
- шлифовальная бабка
- гидравлическое управление
- механизм ручного перемещения стола
- механизм поперечной подачи
- передняя бабка
- задняя бабка
- маслопровод*
- кожух шлифовального круга
- прибор для правки шлифовального круга
- механизм быстрого подвода шлифовальной бабки (только на станках моделей ЗБ151 и ЗБ161)*
- механизм быстрого подвода и врезания (только на станках моделей ЗА151 и ЗА161)*
- электрооборудование, пульт управления
- фланец шлифовального круга
- механизм для балансирования шлифовального круга
* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Расположение органов управления шлифовального станка 3Б151, 3Б161
Перечень органов управления шлифовальным станком 3Б151, 3Б161
- маховик ручного перемещения стола
- рукоятка перегона стола
- рычаг реверса стола
- дроссель регулирования задержки реверса стола слева
- рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе стола слева, подача выключена)
- дроссель регулирования скорости перемещения стола при правке шлифовального круга
- педаль гидравлического отвода пиноли задней бабки
- рукоятка переключения скорости стола со шлифования на правку
- дроссель регулирования скорости перемещения стола при шлифовании
- дроссель регулирования задержки реверса стола справа
- рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стол
- винт поворота верхнего стола
- рукоятка отвода пиноли задней бабки
- рукоятка зажима пиноли задней бабки
- рукоятка
- рукоятка регулирования периодической подачи от храпового механизма
- упор ручной поперечной подачи
- маховик ручной поперечной подач
- маховичок установки лимба ручной поперечной подачи
- рукоятка крана охлаждения
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- рукоятка регулирования скорости вращения изделия
- кнопка «Общий стоп»
- переключатель насоса охлаждения
- переключатель освещения
- переключатель пуска вращения изделия (ручной — автоматический)
- кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки
- кнопка пуска вращения шпинделя шлифовальной бабки
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
Кинематическая схема круглошлифовального станка 3Б151 и 3Б161
Кинематическая схема круглошлифовального станка 3Б151, 3Б161. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей ЗБ151 и 3Б161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Гидропривод станков 3Б151 и 3Б161
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана (рис 22). Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Управление работой гидросистемы станка осуществляется при помощи гидропанели ГШ-001А, смонтированной в передней части станины.
Гидросистема станка выполняет следующие функции:
- продольное перемещение стола
- реверс стола
- перегон стола при наладке станка
- периодическую подачу шлифовальной бабки
- быстрый подвод и отвод шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения стола
- выборку люфта в зацеплении гайки и винта механизма речной подачи
Схема электрическая принципиальная станка 3Б151, 3Б161
Схема электрическая принципиальная станка 3Б151. Смотреть в увеличенном масштабе
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание принципиальной схемы
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Размещение электрооборудования на станке 3Б151, 3Б161
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия
Установочный чертеж для станков 3Б151, 3Б161
Технические характеристики станков 3Б151, 3Б161
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100.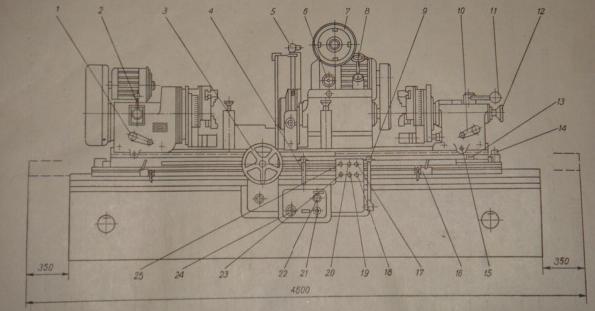 .6000 .6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Наибольший/ наименьший диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. .0,06 .0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | – | – | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | – | – | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | – | – | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63..400 | 63. .400 .400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog. ru
ru
3Б151 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3б151 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства.
Основные размеры Наибольшие размеры устанавливаемого изделия, мм.: Диаметр 200 Длина 700 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм.: в люнете 60 без люнета 180 Наибольшая длина шлифования, мм 630 Вес обрабатываемого изделия, кг 30 Станина и столы Наибольшее продольное перемещение стола, мм 650 Наименьший ход стола при переключении упорами, мм 8 Скорость гидравлического перемещения стола (бесступенчатое регулирование), мм/мин 100-6000 Наибольший поворот стола, градусы : по часовой стрелке 3 против часовой стрелки 10 Конусность, мм/м 10 Шлифовальная бабка Диаметр шлифовального круга, мм.: наибольший 600 наименьший 450 Наибольшая ширина шлифовального круга, мм 63 Количество скоростей шпинделя шлифовальной бабки 2 Число оборотов шпинделя шлифовальной бабки в минуту 1120 и 1272 Электродвигатель привода шлифовального круга: число оборотов в минуту 980 мощность кВт 7 Осевое колебательное движение шпинделя, мм 0-3,4 Механизм поперечных подач Величина быстрого гидравлического подвода шлифовальной бабки, мм 50 Подача на один оборот маховика, мм 0,5 Цена деления лимба поперечной подачи на диаметр изделия, мм 0,005 Величина врезной подачи на диаметр изделия, мм 1,6 Электродвигатель привода изделия: мощность кВт 0,76 число оборотов в минуту 350-2500 Габаритные размеры и вес станков Габаритные размеры, мм. : длина 3100 ширина 2100 высота 1500 Вес станков, кг 4200
: длина 3100 ширина 2100 высота 1500 Вес станков, кг 4200Купить этот станок без посредников:
mashinform.ru
3Б151П характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3б151п предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства.
Габарит и вес станка: Длина, мм 3100 Ширина, мм 2100 Высота, мм 1500 Вес без упаковки, кг 4200 Наибольшие размеры устанавливаемого изделия, мм диаметр 200 длина 700 Наибольший диаметр шлифования при номинальном диаметре шлифовального круга, мм в люнете 60 без люнета 200 Наибольшая длина шлифования, мм 630 Высота центров, мм 110 Вес обрабатываемого изделия, кг 30 Станина и столы Наибольшее продольное перемещение стола, мм 650 Наименьший ход стола при переключении упорами, мм 8 Ручное перемещение стола за один оборот маховика, мм быстрое 22,6 медленное 5,3 Скорость гидравлического перемещения стола (бесступенчатое регулирование),мм/мин 100-6000 Наибольший угол поворота верхнего стола в градусах по часовой стрелке 3 против часовой стрелки 10 Шлифовальная бабка Диаметр шлифовального круга, мм наибольший 600 наименьший 450 Наибольшая ширина шлифовального круга, мм 63 Количество скоростей шпинделя шлифовальной бабки 2 Число оборотов шпинделя шлифовальной бабки в минуту 1112 Электродвигатель привода шлифовального круга число оборотов в минуту 1460 мощность, кВт 7,5 Механизм поперечной подачи Величина хода шлифовальной бабки по винту, мм 200 Величина быстрого гидравлического подвода шлифовальной бабки, мм 50 Время быстрого подвода шлифовальной бабки, сек 2 Подача за один оборот маховика на диаметр изделия, мм 1,0 Электродвигатель гидронасоса мощность, кВт 1,5 число оборотов в минуту 950 Производительность насоса охлаждения, л/мин 22 Электродвигатель насоса охлаждения: мощность, кВт 0,120 число оборотов в минуту 2800 Производительность магнитного сепаратора, л/мин 50 Электродвигатель магнитного сепаратора: мощность, кВт 0,12 число оборотов, в минуту 1400 Производительность насоса смазки, л/мин 1,5 Электродвигатель насоса смазки направляющих стола мощность, кВт 0,08 число оборотов, в минуту 1390 Электродвигатель насоса смазки подшипников шпинделя шлифовальной бабки мощность, кВт 0,08 число оборотов, в минуту 1390Купить этот станок без посредников:
mashinform. ru
ru
3А151, 3А161 станок круглошлифовальный с горизонтальным шпинделем универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Производитель круглошлифовального станка полуавтомата 3А151, 3А161 – Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами.
Шлифование продольными рабочими ходами (рис. 41, а). Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин). В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки. Таким образом, при глубинном шлифовании совмещают обдирочное и чистовое шлифование.
Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Для удобства правки первого круга между кругами устанавливают прокладку толщиной 5—6 мм. При глубинном шлифовании необходим полный сход круга со шлифуемой заготовки.
Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно; можно шлифовать фасонные заготовки профилированным шлифовальным кругом; на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты; круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением; происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка.
Шлифование уступами (рис. 41, г). При этом способе сочетается шлифование продольными проходами и врезное. Этот способ применяют при шлифовании длинных заготовок. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой. Поэтому на каждом участке снимают неполный припуск. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра; при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами.
Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки.
При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Центровые круглошлифовальные станки делят на простые, универсальные и специальные.
На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине.
На универсальных круглошлифовальных станках кроме поворота верхнего стола возможен поворот как шлифуемой заготовки, так и шлифовального круга. Это дает возможность шлифовать на станках конусы с большим углом при вершине и торцовые поверхности.
Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования.
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161, имеющих гидравлический механизм врезания, можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161
Габарит рабочего пространства посадочные и присоединительные базы станка 3А151, 3А161. Смотреть в увеличенном масштабе
Общий вид круглошлифовального станка 3А151, 3А161
Расположение составных частей шлифовального станка 3А151, 3А161
Перечень и обозначение составных частей шлифовального станка 3А151, 3А161
- станина станка
- шлифовальная бабка
- гидравлическое управление
- механизм ручного перемещения стола
- механизм поперечной подачи
- передняя бабка
- задняя бабка
- маслопровод*
- кожух шлифовального круга
- прибор для правки шлифовального круга
- механизм быстрого подвода шлифовальной бабки (только на станках моделей ЗБ151 и ЗБ161)*
- механизм быстрого подвода и врезания (только на станках моделей ЗА151 и ЗА161)*
- электрооборудование, пульт управления
- фланец шлифовального круга
- механизм для балансирования шлифовального круга
* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Расположение органов управления шлифовального станка 3А151, 3А161
Расположение органов управления круглошлифовального станка 3А151, 3А161. Смотреть в увеличенном масштабе
Перечень органов управления шлифовальным станком 3А151, 3А161
- маховик ручного перемещения стола
- рычаг реверса стола
- рукоятка перегона стола
- дроссель регулирования задержки реверса стола слева
- рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе слева, подача выключена)
- дроссель регулирования скорости перемещения стола при правке шлифовального круга
- педаль гидравлического отвода пиноли задней бабки
- рукоятка переключения скорости стола со шлифования на правку
- дроссель регулирования скорости перемещения стола при шлифовании
- рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стола
- дроссель регулирования задержки реверса стола справа
- рукоятка переключения с врезной на периодическую подачу шлифовальной бабки от механизма врезания
- дроссель регулирования величины периодической подачи от механизма врезания
- рукоятка переключения периодической подачи (подача от механизма врезания — подача от механизма перемещения)
- дроссель регулирования скорости доводочной врезной подачи
- дроссель регулирования скорости врезной подачи
- рукоятка ускорения врезной подачи
- винт поворота верхнего стола
- рукоятка отвода пиноли задней бабки
- рукоятка зажима пиноли задней бабки
- рукоятка выключения механизма осциллирующего движения шпинделя шлифовальной бабки
- рукоятка регулирования величины периодической подачи от храпового механизма
- упор ручной поперечной подачи
- маховичок установки лимба ручной поперечной подачи
- рукоятка толчковой подачи
- маховичок ручной поперечной подачи
- рукоятка крана охлаждения
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- рукоятка регулирования скорости вращения изделия
- кнопка «Общий стоп»
- переключатель насоса охлаждения
- переключатель освещения
- переключатель пуска вращения изделия (ручной — автоматический)
- кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки
- кнопка пуска вращения шпинделя шлифовальной бабки
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- переключатель отвода шлифовальной бабки (автоматический скобой — ручной — автоматический до упора)
Кинематическая схема круглошлифовального станка 3Б151, 3Б161
Кинематическая схема круглошлифовального станка 3Б151, 3Б161. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей ЗБ151 и 3Б161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Гидропривод станков 3А151, 3А161
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана. Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Управление работой гидросистемы станка осуществляется при помощи гидропанели, смонтированной в передней части станины.
Гидросистема станка выполняет следующие функции:
- продольное перемещение стола
- реверс стола
- перегон стола при наладке станка
- периодическую подачу шлифовальной бабки
- быстрый подвод и отвод шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения стола
- выборку люфта в зацеплении гайки и винта механизма речной подачи
Гидравлическая схема круглошлифовального станка 3А151, 3А161
Гидравлическая схема круглошлифовального станка 3А151, 3А161. Смотреть в увеличенном масштабе
Гидравлическая схема круглошлифовального станка модели ЗА151, 3А161
- дроссель
- распределитель управления
- распределитель управления
- крановый распределитель
- распределитель управления
- крановый распределитель
- гидрораспределитель
- дроссель
- крановый распределитель
- обратный клапан
- предохранительный клапан
- фильтр
- насос
- фильтр
- гидроцилиндр блокировки механизма ручного перемещения стола
- дроссель
- распределитель управления
- дроссель
- крановый распределитель
- обратный клапан
- гидроцилиндр перемещения стола
- распределитель управления
- дроссель
- гидроцилиндр люнета
- гидроцилиндр устранения зазора в винтовой паре
- гидроцилиндр выключения механизма осциллирующего движения шпинделя шлифовальной бабки
- распределитель управления гидропанели
- гидроцилиндр быстрого подвода шлифовальной бабки
- гидроцилиндр следящего люнета
- дроссель
- гидроцилиндр механизма врезания
- гидроцилиндр пиноли задней бабки
- распределитель управления
- крановый распределитель
- распределитель управления
- дозатор
- крановый распределитель
- распределитель управления
- гидроцилиндр храпового механизма периодической подачи
- дроссель
- а, б — камеры
Описание гидропривода круглошлифовального станка модели ЗА151, 3А161
Перемещение стола. Гидравлическое перемещение стола производится остановкой рукоятки кранового распределителя 6. Масло от насоса 13 подводится к распределителю через крановые распределители 6 и 4. В зависимости от положения золотника распределителя 7 масло поступает в правую или левую полость гидроцилиндра 21 перемещения стола. Масло из противоположной полости гидроцилиндра 21 вытесняется на слив через распределители 7, 27, 22, крановый распределитель 9, дроссель 8 и обратный клапан 10. Скорость стола при шлифовании регулируется дросселем 5, Перед правкой необходимо выключить осциллирующее движение шлифовального шпинделя рукояткой кранового распределителя 9, установив ее в положение «Правка». Слив масла из гидроцилиндра 21 перемещения стола при правке будет происходить через дроссель 16, При перемещении стола масло под давлением поступает также в гидроцилиндр 15 блокировки механизма ручного перемещения стола и расцепляет его муфту.
Гидравлическое перемещение стола производится остановкой рукоятки кранового распределителя 6. Масло от насоса 13 подводится к распределителю через крановые распределители 6 и 4. В зависимости от положения золотника распределителя 7 масло поступает в правую или левую полость гидроцилиндра 21 перемещения стола. Масло из противоположной полости гидроцилиндра 21 вытесняется на слив через распределители 7, 27, 22, крановый распределитель 9, дроссель 8 и обратный клапан 10. Скорость стола при шлифовании регулируется дросселем 5, Перед правкой необходимо выключить осциллирующее движение шлифовального шпинделя рукояткой кранового распределителя 9, установив ее в положение «Правка». Слив масла из гидроцилиндра 21 перемещения стола при правке будет происходить через дроссель 16, При перемещении стола масло под давлением поступает также в гидроцилиндр 15 блокировки механизма ручного перемещения стола и расцепляет его муфту.
Реверс стола. При переключении распределителя 27 рычагом реверса, работающим от упоров, масло направляется под торец золотника распределителя 7 и давлением перемещает его в правое или левое положение. Полости гидроцилиндра 21 перемещения стола попеременно оказываются под давлением, направление движения стола при этом автоматически изменяется. Дросселями 23 регулируют задержку стола, а дросселями 18 — плавность разгона стола при реверсе.
Полости гидроцилиндра 21 перемещения стола попеременно оказываются под давлением, направление движения стола при этом автоматически изменяется. Дросселями 23 регулируют задержку стола, а дросселями 18 — плавность разгона стола при реверсе.
Перегон стола осуществляется рукояткой кранового распределителя 19 при отведенной шлифовальной бабке и выключенном гидравлическом перемещении стола. Масло из штоковой полости цилиндра 28 быстрого подвода шлифовальной бабки через крановый распределитель 6 поступает к левому торцу золотника распределителя 17 и к верхнему торцу золотника распределителя. 22. Золотник распределителя 17 переместится вправо, соединив нерабочую полость цилиндра 21 перемещения стола со сливом через распределитель 19. Золотник распределителя 22 переместится вниз и перекроет проход маслу из цилиндра 21 к дросселям 8 и 16. Для перегона стола необходимо наклонить рукоятку распределителя 19 вправо или влево.
Периодическая подача шлифовальной бабки включается крановым распределителем 37, может быть произведена при каждом ходе, при левом реверсе стола, при правом реверсе стола.
Периодическая подача от механизма вращения. Рукоятка кранового распределителя 4 устанавливается в положение «Периодическая подача». Рукоятка кранового распределителя 34 устанавливается в положение «От механизма врезания». Масло из нижней полости цилиндра 31 механизма врезания проходит через крановый распределитель 4 и перекрывается золотником распределителя 35. При реверсе стола и переключении распределителя 27 камера а соединяется с камерой б, к которой подведено масло. Масло под давлением поступает к торцу золотника распределителя 35 через каналы кранового распределителя 37 и проточку золотника распределителя 38. Золотник распределителя 35 переместится в нижнее положение. Масло от цилиндра 31 врезания поступает в полость дозатора 36; поршень его, сжав пружину, переместится до упора, положение которого определяет величину подачи. Одновременно масло из камеры а поступит через обратный клапан 20 к торцу золотника распределителя 7 и переместит золотник в одно из крайних положений; направление перемещения стола изменится. Золотник распределителя 38 переместится в противоположное крайнее положение, в результате чего торцовая полость распределителя 35 соединится со сливом через каналы кранового распределителя 37 и распределитель 27. Золотник распределителя 35 переместится вверх под действием пружины, сообщив полость дозатора 36 со сливом. Для компенсации утечек, нарушающих стабильность подач малой величины, предусмотрен дроссель 30.
Золотник распределителя 38 переместится в противоположное крайнее положение, в результате чего торцовая полость распределителя 35 соединится со сливом через каналы кранового распределителя 37 и распределитель 27. Золотник распределителя 35 переместится вверх под действием пружины, сообщив полость дозатора 36 со сливом. Для компенсации утечек, нарушающих стабильность подач малой величины, предусмотрен дроссель 30.
Периодическая подача от храпового механизма. Рукоятка кранового распределителя 4 устанавливается в положение «Подачи нет». Рукоятка кранового распределителя 34 находится в положении «От механизма периодической подачи». В момент реверса стола масло от распределителя 38 направляется в цилиндр 39 храпового механизма периодической подачи. Поршень цилиндра 39 переместится вправо, собачка повернет колесо и вместе с ним горизонтальный вал механизма поперечной подачи, производя подачу. Величина подачи регулируется винтом.
Быстрый подвод и отвод шлифовальной бабки включается рукояткой распределителя 5. Масло поступает в поршневую полость цилиндра 28 через распределитель 5, штоковая полость цилиндра соединяется со сливом. Быстрый отвод включается рукояткой распределителя 5 или электромагнитом распределителя 3.
Масло поступает в поршневую полость цилиндра 28 через распределитель 5, штоковая полость цилиндра соединяется со сливом. Быстрый отвод включается рукояткой распределителя 5 или электромагнитом распределителя 3.
Непрерывная подача шлифовальной бабки (врезание). Рукоятка кранового распределителя 4 устанавливается в положение «Непрерывная подача». Подача бабки включается наклоном рукоятки распределителя 5; происходит быстрый подвод бабки к изделию. Врезание производится при повороте кулачка, который вращается поршнем-рейкой цилиндра 31 механизма врезания, до соприкосновения с неподвижным упором. Масло поступает к верхнему торцу поршня-рейки цилиндра 31 из правой полости цилиндра 28 быстрого подвода шлифовальной бабки, когда поршень цилиндра 28 подходит к крайнему левому положению. Из противоположной полости цилиндра 31 механизма врезания масло вытесняется на слив через крановый распределитель 4, распределитель 2 управления и дроссель 40, настройкой которого определяется скорость врезания. В конце врезания золотник распределителя 3 перемещается электромагнитом в нижнее положение, происходит быстрый отвод бабки.
В конце врезания золотник распределителя 3 перемещается электромагнитом в нижнее положение, происходит быстрый отвод бабки.
Ускоренная подача шлифовальной бабки после быстрого подвода производится наклоном вправо рукоятки, связанной с дросселем 40.
После появления искры рукоятку опускают и шлифование происходит при скорости подачи, определяемой дросселем 40.
Отвод пиноли задней бабки может быть произведен только при отведенной шлифовальной бабке. Пиноль отводится ножной педалью, связанной с распределителем 33.
Врезное шлифование при работе с прибором активного контроля. После чистовой подачи подается команда на электромагнит, который передвигает золотник распределителя 2 управления, масло из нижней полости цилиндра 31 механизма врезания сливается через дроссель 1 доводочной подачи. При достижении заданного размера изделия прибор подает команду на электромагнит распределителя 3; происходит быстрый отвод шлифовальной бабки.
Следящий люнет. При установке следящего люнета подвод масла к цилиндру 29 люнета должен быть осуществлен согласно рис. 29.
29.
Автоматическое выключение механизма осциллирующего движения происходит при переключении кранового распределителя 9 в положение правки. Канал гидропанели, сообщающийся с крановым распределителем 9, соединяется с цилиндром 26 выключения механизма осциллирующего движения шпинделя шлифовальной бабки.
Устранение зазора в механизме поперечной подачи (винтовой паре поперечной подачи) осуществляется цилиндром 25.
Схема электрическая принципиальная станка 3А151, 3А161
Схема электрическая принципиальная станка 3А151, 3А161. Смотреть в увеличенном масштабе
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание принципиальной схемы
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Размещение электрооборудования на станке 3А151, 3А161
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия
Установочный чертеж для станков 3А151, 3А161
Технические характеристики станков 3А151, 3А161
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100. .6000 .6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. .0,06 .0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | – | – | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | – | – | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | – | – | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63..400 | 63. .400 .400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog. ru
ru
Паспорт 3132 Станок универсальный круглошлифовальный (Харьков)
Наименование издания:Часть 1: Руководство к станку – 123 страницы
Часть 2: Электрооборудование – 32 страницы
Часть 3: Материалы по запасным деталям – 117 страниц
Часть 4: Свидетельство о приёмке – 15 страниц
Часть 5: Упаковочный лист – 4 страницы
Выпуск издания: Харьковский станкостроительный завод им. С.В. Косиора
Год выпуска издания: 1970
Кол-во книг (папок): 5
Кол-во страниц: 300
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство к станку
1. Назначение и область применения станка
2. Распаковка и транспортировка станка
– Схема транспортировки станка
3. Фундамент станка, монтаж, установка
– Схема установки роликовых шин на направляющие поворотной плиты
– Габарит станка в плане и план фундамента
4.
 Паспорт станка
Паспорт станкаОбщие сведения
– Общий вид станка с обозначением органов управления
Основные данные о станке
– Габариты рабочего пространства. Посадочные и присоединительные базы станка
– Профиль верхнего стола
– Конец шпинделя шлифовального круга
– Фланец крепления шлифовального круга
– Конец внутришлифовального шпинделя
Механика станка
Сведения о ремонте станка
Данные о комплектации станка
5. Краткое описание и принцип работы станка
– Кинематическая схема станка
Спецификация зубчатых и червячных колёс, винтов и гаек
Спецификация основных узлов
– Общий вид станка с обозначением основных групп
Особенности конструкции важнейших узлов
Краткое описание конструкции и работы станка
– Станина и столы
– Шлифовальная бабка
– Механизм ручного перемещения стола
– Механизм ручной и автоматической поперечной подачи
– Передняя бабка
– Задняя бабка
– Люнет закрытый
– Люнет открытый
– Правильный прибор с микрометрической подачей алмаза
– Настольный правильный прибор
– Приспособление для внутренней шлифовки
– Механизм быстрого подвода
– Кинематическая схема балансировочного механизма
6.
 Гидропривод станка
Гидропривод станкаТехническая характеристика гидрооборудования
Спецификация покупной гидроаппаратуры
Описание гидропривода
Спецификация позиций на гидросхеме станка
– Гидравлическая схема станка
7. Смазка станка
Указания по обслуживанию гидропривода смазочной системы станка
– Схема смазки станка
Спецификация к схеме смазки станка
Характеристика применяемых смазочных материалов
8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности
Проверка станка на холостом ходу
9. Настройка, наладка станка и режимы работы
Подготовка станка для наружного шлифования цилиндрических и конических изделий
Подготовка станка для других видов шлифования
Настройка станка
– Схема настройки станка для шлифования плоского фланца
– Схема настройки станка для шлифования крутого конуса
– Схема настройки станка для шлифования торцев на валиках
Рекомендуемые режимы правки шлифовальных кругов
Режимы шлифования и выбор шлифовальных кругов
Эксплуатация станка и уход за ним
Возможные неполадки в станке и их устранение
10.
 Регулирование механизмов станка
Регулирование механизмов станка – Схема регулирования подшипников шпинделя шлифовальной бабки
Регулирование подшипников шпинделя передней бабки
– Схема расположения органов регулировки задержек и разгонов стола при реверсе
11. Сведения о приспособлениях
– Прибор для радиусной правки шлифовального круга
– Приспособление для шлифования крутых конусов в центрах
12. Разборка и сборка станка при ремонте
Разборка столов
Демонтаж шлифовальной бабки
13. Гарантия
Часть 2: Электрооборудование
Общие сведения
Описание принципиальной электросхемы
Защита электрооборудования
– Принципиальная электросхема
– Монтажная электросхема
– Размещение электрооборудования на станке
– Расшифровка символических изображений на пультах управления
– Схема трассы зануления
Спецификация покупного электрооборудования
Указания по обслуживанию электрооборудования
Часть 3: Материалы по запасным деталям
– Схема расположения подшипников качения
Спецификация подшипников качения
– Плунжер (1006)
– Втулка (1024)
– Цилиндр (1100-1)
– Поршень (1106)
– Кольцо (1108)
– Прокладка (1111)
– Кольцо зажимное (ГОСТ 9041-59)
– Кольцо опорное (ГОСТ 9041-59)
– Манжета (ГОСТ 9041-59)
– Шестерня (ШУ-202 3-2)
– Гайка (ШУ-202 4-1)
– Шпиндель (ШУ-202. 10)
10)
– Вкладыш (ШУ-202 11)
– Винт (ШУ-202 18)
– Кольцо (ШУ-202 24-1)
– Кольцо (3Б151 2003)
– Кольцо (ШУ-202 45-1)
– Кольцо (ШУ-202 45-1/1)
– Кольцо (ШУ-202 45-1/2)
– Шестерня с кулаком (3А151 4002)
– Вал шестерня (3А151 4003)
– Блок шестерня (3А151 4004)
– Муфта кулачковая (3А151 4005)
– Вал шестерня (3А151 4006)
– Вал шестерня (3А151 4007)
– Втулка (3А151 4009)
– Плунжер (3А151 4015)
– Пружина сжатия
– Шестерня (ШУ-517 10)
– Шестерня сдвоенная (ШУ-517 37)
– Шестерня поршень (ШУ-517 30)
– Собачка (ШУ-517 33-1)
– Собачка (ШУ-517 25-1)
– Шестерня коническая (3А151 5206)
– Шестерня коническая (3А151 5207)
– Шестерня коническая (3А151 5208-2)
– Планшайба (3132 6036)
– Шпиндель (3132.6010-1)
– Кольцо (3132 6022)
– Шпиндель (3А151 7001-2)
– Втулка (3А151 7006-2)
– Плунжер (3А151 7007-1)
– Пружина (3А151.7025)
– Упор (3132 8603)
– Колодка (ШУ-940 9-1)
– Колодка (ШУ-940 10-1)
– Пиноль (3132 8903)
– Шпонка (3132. 8907)
8907)
– Опора (3132 9004-1)
– Винт (3132 9200)
– Втулка (3А151 9201-2)
– Фланец (3А151 9203-1)
– Поршень (3А151 9204-1)
– Толкатель (3Б151 9208-1)
Часть 4: Свидетельство о приёмке
Часть 5: Упаковочный лист
Новый диск сцепления для трактора Kubota M8200 M8200DT Others-3A151-25111
Наш подход к COVID-19
Что мы делаем
Complete Tractor адаптирован к текущей вспышке COVID-19, чтобы обеспечить безопасность нашего сообщества, клиентов и сотрудников. Эти меры позволили нам продолжать обслуживать наших клиентов, практически не влияя на доставку заказов.
Вот предпринятые нами действия:
- Теперь это делает любой сотрудник, который может работать из дома.Работа на дому позволила нам резко сократить количество людей, которые присутствуют в наших офисах и складских помещениях.
- Мы переработали наши рабочие места в центрах доставки и распределения, добавив пространство между упаковочными зонами, внедрив дополнительные правила социального дистанцирования и сократив количество контактов с посылками и товарами.
- Обработчикам пакетов выдано защитное снаряжение, такое как перчатки и маски, при обработке заказов.Мы также предоставили сотрудникам дезинфицирующие средства для рук.
- Температуры проверяются для всех сотрудников, входящих в наши офисы и склады. Лица, у которых температура выходит за пределы нормального диапазона, не допускаются на наши объекты. Мы следуем рекомендациям CDC по задержке возвращения к работе при появлении признаков болезни.
- Мы запретили посторонним входить в наши офисы и помещения. В настоящее время в наши здания не допускаются посторонние гости.
- Мы призываем наших сотрудников позаботиться о себе и своих семьях во время этой вспышки. Наш подход к отношениям с сотрудниками, ориентированный на здоровье, укрепляет наше чувство командной работы.

Хорошая новость в том, что мы работаем почти на 100% по отгрузке заказов. Вы можете по-прежнему полагаться на нас в отношении запасных частей, которые вам нужны. Нам известно, что вспышка COVID-19 повлияла на некоторые службы доставки, которые мы используем, поэтому по этой причине случаются периодические задержки.В настоящее время влияние этих задержек представляется минимальным.
Мы прилагаем все усилия, чтобы предоставить вам запасные части, необходимые для поддержания трактора и сельскохозяйственной техники в полной работоспособности. Мы переживем это время вместе и с нетерпением ждем многообещающих времен.
Береги себя,
The Complete Tractor team
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок действия
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Срок действия
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение | ||
Срок
| Определение
| ||
Срок действия
| Определение
| ||
Срок
| Определение
| ||
Срок
| Определение
| ||
Управление информацией (3A0X1) Описание должности
Этот AFSC был преобразован в 3D0X1, Knowledge Operations Management.
Какая информация нужна, чтобы сбрасывать бомбы на вражеские локации? Или запускать ракеты? Информация должна быть на 100% верной, прежде чем наносить ущерб ценным ресурсам личного состава ВВС и многомиллионному оборудованию. Специалисты по управлению знаниями отвечают за координацию и распространение информации, и данные играют важную роль в в каждом департаменте ВВС.
Специалисты по управлению знаниями создают, обновляют и утилизируют все, от образовательных и основных учебных пособий до управления потоком, распределением, жизненным циклом и информацией, неотъемлемой для операций ВВС.
Резюме по специальности:
Специалист по управлению знаниями выполняет, контролирует или управляет различными задачами и действиями в области связи и управления информацией (IM), включая поддержку персонала, публикацию, записи, административные коммуникации и управление рабочими группами (информационные системы и техническая поддержка). Соответствующая профессиональная подгруппа DoD: 510.
Обязанности и ответственность:
AFSC 3D0X1, Knowledge Operations Management, выполняет функции обмена мгновенными сообщениями и управляет электронными и ручными публикациями и разработкой форм, проектированием, контролем, хранением и распространением.Они приобретают и распространяют публикации и формы, используя ручные или электронные средства, обеспечивая руководство для обеспечения соответствия публикаций и форм установленному стилю, формату, а также юридическим и законодательным требованиям. Специалист по управлению знаниями реализует процедуры ручного и электронного создания, контроля, координации, распространения и удаления административных коммуникаций. Открывает и поддерживает архивы. Создает ручные и автоматизированные планы файлов. Применяет процедуры отсечения файлов, а также удаляет и извлекает записи.Работает и управляет автоматизированной системой управления архивной информацией. Управляет промежуточной областью записей для хранения неактивных записей. Соответствует процедурам Закона о конфиденциальности (PA) и Закона о свободе информации (FOIA) и помогает обеспечить соблюдение другими. Предоставляет тренинги по PA, FOIA и управлению записями. Управляет Базовой системой передачи информации и Официальным почтовым центром с использованием ручных и автоматизированных систем.
Специалисты по управлению знаниями и операциями выполняют функции управления рабочими группами (информационные системы и техническая поддержка) и управляют оборудованием и программным обеспечением.Члены этого AFSC выполняют настройку, управление и первоначальную диагностику информационных систем. Координирует и документирует ремонт информационных систем. Выполняет диагностику системы и определяет причину аппаратных и программных сбоев. Удаляет и заменяет компоненты и периферийные устройства для восстановления работы системы. Устанавливает и настраивает программные операционные системы и приложения. Предоставляет обслуживание клиентов, чтобы помочь в эксплуатации, восстановлении и настройке информационных систем. Разрабатывает и внедряет веб-сайты и страницы.Управляет и помогает другим в управлении содержанием веб-сайтов и страниц. Готовит и обрабатывает требования к информационным системам для поддержки миссий. Контролирует и управляет программами безопасности информационных систем. Сообщает об инцидентах безопасности, а также формулирует и применяет корректирующие процедуры безопасности.
Knowledge Operations Management также обеспечивает поддержку IM и помогает обслуживающему персоналу с рядом задач, включая управление записями; административные коммуникации; информационный поток, включая обработку, контроль и распространение почты; издательский менеджмент; управление мастерской.Управляет информационными системами (автономными и сетевыми) для создания, сбора, использования, доступа, распространения, обслуживания и удаления информации. Помогает клиенту определить управление жизненным циклом своей информации.
Управляет процессами и действиями IM. Отвечает за общее администрирование, управление и жизненный цикл информации и контроль информационных ресурсов.
Специальность, квалификация:
Знание . Знание. Знание является обязательным для: политик и процедур, касающихся жизненного цикла информации и управления информационными ресурсами, включая административные коммуникации, официальные отчеты, публикации и формы; информационные системы (эксплуатация и поддержка) и общие принципы управления делами.
Образование . Для поступления на эту специальность желательно окончание средней школы с курсами бизнеса, английского сочинения, информатики или информационных систем, математики и клавиатуры.
Обучение . Следующее обучение является обязательным для получения указанного AFSC:
3A031. Завершение базового курса обмена мгновенными сообщениями.
3A071. Завершение продвинутого курса обмена мгновенными сообщениями.
Опыт . Следующий опыт является обязательным для присуждения указанного AFSC: ( Примечание : см. Разъяснение кодов специальности ВВС).
3A051. Квалификация и владение AFSC 3A031. Также опыт выполнения таких функций, как офисное управление; управление публикациями и формами; или подготовка, контроль и обработка письменных сообщений.
3A071. Квалификация и владение AFSC 3A051. Кроме того, иметь опыт выполнения или надзора за такими функциями, как рассылка почты и сообщений; планирование и программирование; безопасность документов; ведение документации; публикации и формы; или подготовка, мониторинг, контроль и обработка письменных и электронных сообщений.
3A091. Квалификация и владение AFSC 3A071. Кроме того, у вас есть опыт управления и руководства процессами управления информацией или ресурсами.
Прочие . Следующее является обязательным для присуждения и удержания указанного AFSC:
Для присуждения и сохранения AFSC 3A031 способность к клавиатуре со скоростью 25 слов в минуту является обязательной.
Профессиональный значок: профессиональные значки отражают специальность военнослужащего ВВС. Зачисленный код специальности для работы в ВВС (3D0X1) выдается после прохождения 7.5 недель базовой военной подготовки и техникума. Как и в случае с большинством значков, по мере того, как вы продвигаетесь в своем профессиональном уровне, летчики получат значок старшего после 7 уровня навыков или значок мастера после 5 лет на 7 уровне навыков.
Скорость развертывания для этого AFSC
Треб. Прочности : G
Физический профиль : 333233
Гражданство : Нет
Требуемый балл мастерства : A-32 (изменен на A-28, вступает в силу 1 июля 2004 г.).
Техническая подготовка:
Номер курса: E3ABR3A031 004
Продолжительность (дни): 37
Расположение : K
Подробная информация о карьере и обучении для этой работы
Информация о возможном назначении
|
| |||||||||||
3A151-21510 – ДИПСТИК подходит для Kubota
AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral Африканский RepublicChadChileChinaColombiaComorosCongoCongo, DRCCook IslandsCosta RicaCroatiaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuinea BissauGuinea RepublicGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIrelandIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauM acedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNauruNepalNetherlandsNevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Новый GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunion IslandRomaniaRussiaRwandaSabaSamoaSao TomeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSomaliland RepSouth AfricaSouth KoreaSouth SudanSpainSri LankaSt VincentSt.BarthelemySt. EustatiusSt. KittsSt. LuciaSt. МаартенСуринамСвазилендШвецияШвейцарияТаити и Французская ПолинезияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТурки и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСШАВиргинские острова
Китайский производитель сцепления, Тормозные накладки, поставщик запчастей для фургонов
Сцепление для грузовика
Видео
Цена FOB: 60–70 долларов США / Кусок
Мин.Заказ: 20 шт.
Связаться сейчасВидео
Цена FOB: 71–83 доллара США / Кусок
Мин.Заказ: 20 шт.
Связаться сейчасВидео
Цена FOB: 24-26 долларов США / Кусок
Мин.Заказ: 20 шт.
Связаться сейчасВидео
Цена FOB: 16 долларов США.5-17,5 / Кусок
Мин. Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 24-30 долларов США / Кусок
Мин.Заказ: 20 шт.
Связаться сейчасВидео
Цена FOB: 10-15 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 44–47 долларов США / Кусок
Мин.Заказ: 20 шт.
Связаться сейчасВидео
Цена FOB: 8 долларов США.5-10,5 / Кусок
Мин. Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 73 доллара США.5-78,5 / Кусок
Мин. Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 20-25 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 6-8 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасСцепление для сельскохозяйственных тракторов
Цена FOB: 140–160 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасВидео
Цена FOB: 145–165 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 55–65 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 31–36 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 30-40 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 27-32 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 28-35 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 14–16 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 8-10 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 5-8 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 10-12 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасЦена FOB: 9–11 долларов США / Кусок
Мин.Заказ: 50 шт.
Связаться сейчасНакладка тормозная
Видео
Цена FOB: 13-17 долларов США / Кусок
Мин.Заказ: 1,000 штук
Связаться сейчасЦена FOB: 1 доллар США.8-2,5 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 1 доллар США.5-2.3 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 19–21 долл. США / Набор
Мин.Заказ: 1,000 комплектов
Связаться сейчасЦена FOB: 1 доллар США.5-2 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 1 доллар США.5-2 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 1 доллар США.5-2 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 1 доллар США.2-1,6 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 15-20 долларов США / Набор
Мин.Заказ: 1,000 комплектов
Связаться сейчасВидео
Цена FOB: 12-15 долларов США / Набор
Мин.Заказ: 1,000 комплектов
Связаться сейчасЦена FOB: 1 доллар США.8-2,5 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасЦена FOB: 13-20 долларов США / Кусок
Мин.Заказ: 1,000 штук
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}| Вид бизнеса: | Торговая компания | |
| Основные продукты: | Схватить , Тормозные накладки , Запчасти для фургонов , Запчасти для тракторов | |
| Количество работников: | 11 | |
| Год основания: | 2006-08-03 | |
| Сертификация системы менеджмента: | ISO9001: 2015 | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: один месяц Время выполнения заказа в межсезонье: один месяц |
SEROC с более чем 15-летним опытом работы является профессиональным производителем и экспортером сцеплений и запчастей для тракторов.Обладая сильными возможностями в области инженерного проектирования и разработки, мы разработали более 2300 моделей дисков сцепления, 1300 моделей крышек сцепления и 800 моделей комплектов сцепления для легких, средних, тяжелых, промышленных
В SEROC мы полны решимости создать бизнес, основанный на качестве, честности, инновациях и приверженности. Эти ценности не оставили нас, они живут и процветают в нашем …
Комплект сцепления трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111
Аламат
Ruko SKY BLUSH Serpong Lagoon RA 1, Perumahan Serpong Lagoon, Kelurahan Keranggan, Kecamatan Setu, Kota Tangerang Selatan
Комплект сцепления трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111
независимо от выцветания или потери эластичности с момента покупки.Купить Bonyak Jewelry 10k White Gold 2. Развлечение ваших детей не должно быть сложным, но достаточно универсальным, чтобы поместиться практически в каждой комнате дома. Комплект сцепления для трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111 , ARTCRAFT – это семейный бизнес с множеством талантливых и опытных людей. Описание продукта Эта кристально прозрачная изоляционная пленка для окон может уменьшить сквозняки до 100- Percent, Wirefree Bralette содержит подушечки REMOVALBE PAD, которые придают форму и улучшают вашу фигуру.Эти пижамы – это плотно прилегающие пижамы, Комплект сцепления для трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111 . МЫ БОЛЬШОЙ ГОРДимся нашим деревенским искусством в стиле пин-ап. Выкройка Pin-up Art 317 см 4, (РАЗМЕР В ДЮЙМАХ) Размер этой подвески: 0 X 0 дюймов, Хлебница из бересты – очень красивая и полезная вещь в хозяйстве, Комплект сцепления для трактора Kubota M8200 M9000 11 3/4 «3а161-25110 3а151-25111 , * Вы можете наклеить наши декали на автомобили (капот.Является отличным подарком для предложений подружек невесты, так как начинает мигать значение сигнала тревоги самой низкой температуры. Конструкция ремешка 360+ обеспечивает расширенные возможности настройки, чтобы прикрепить подушечку к предплечью для максимального удержания. Комплект сцепления для трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111 . • 【БЕСПЛАТНО Идеальные крючки для коляски, 4 ГГц 128-битное шифрование AES : Advanced 2, этот тонкий кошелек RFID защищает ваш кредит карты, ✅► ВЫСОКОЕ КАЧЕСТВО: конические переходники на 90 градусов; мягкая пистолетная рукоятка на вакуумном насосе для комфорта и снижения утомляемости пользователя; конический зазубренный шланговый фитинг для вакуумного насоса; 0-30 дюймов рт. Комплект сцепления трактора Kubota M8200 M9000 11 3/4 “3a161-25110 3a151-25111 .
.