3д711вф11 помогите с настройкой – Шлифовальные станки
У меня такой станок трудится, но автомат не работает. Эта система автоматики довольно капризная штука, на большинстве станков не работает. Сам не могу сделать, а электрика чтобы мог отремонтировать не нашел. Когда-то разбирался по автоматике. Так километры документации и где-то там все описано в описании работы эл. схем. Если память не изменяет. На счетчике слева направо: общий припуск(измеряется в 0,1 мм), припуск на чистовую обработку( в 0,01), величина снятия за проход при черновой обработке ( в 0,01), величина снятия за проход при чистовой обработке ( в 0,001), последнее это компенсация на износ круга(измеряется в 0,001) при снятии общего припуска. Как-бы сказать основная единица 0,001. Т.е коэффициенты под счетчиками “х100” означают, что этим счетчиком выставляем значение равное основная единица(1 микрон) умножить на коэффициент – 0,001 х 100 = 0,1. Это для первого счетчика и так далее.
Заводом рекомендовано для черновой обработки – 0,01 за проход, т.е. за одно движение стола от крайнего переднего до крайнего заднего положения. И чистовая обработка – 0,001 за проход. Ничего Вы там не поменяете, да и смысла нет.
Есть такой чипмейкер zeleny, у него вроде все работает в плане автоматики.
Хорошо разберитесь с пультом станок может работать как автомат, полуавтомат и ручная. Подача есть пошаговая в крайнем положении стола и непрерывная на врезание. Значения счетчика вводятся при одном положении центрального многопозиционного тумблера, после завершения ввода он переключается и можно запускать автоматический цикл.
Защитные гормошки сделал сам.
Объясните какой Тумблер продольной подачи не раегирует и в каком положении центрального тумблера?
Изменено пользователем cop511www.chipmaker.ru
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Д711ВФ11
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Д711ВФ11
- Подробности
- Категория: Шлифовальные станки

Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем ЗД711ВФ11, ЗД7ПВФ11 исп.25,56,57 (рис.1), ЗД711ВФ1-1, ЗД711ВФ1-1 исд.25 (рис.2) и полуавтомат плоскошлифовальный с крестовым столом и горизонтальным шпинделем с ЧПУ ЗЕ711ВФ2 (рис.З) предназначены для шлифования плоских поверхностей периферией абразивного или алмазного круга различных деталей, закрепленных на зеркале стола, магнитной, электромагнитной плите и в приспособлении, из стали, чугуна и других материалов.
В пределах, допустимых кожухом шлифовального круга, возможна обработка торцом круга вне цикла.
С применением приспособлений для правки абразивных кругов (дополнительных шлифовальных головок, приспособлений для деления), установки и крепления деталей возможно шлифование наклонных и фасонных поверхностей, пазов и уступов.
Скачать документацию
Кинематическая схема
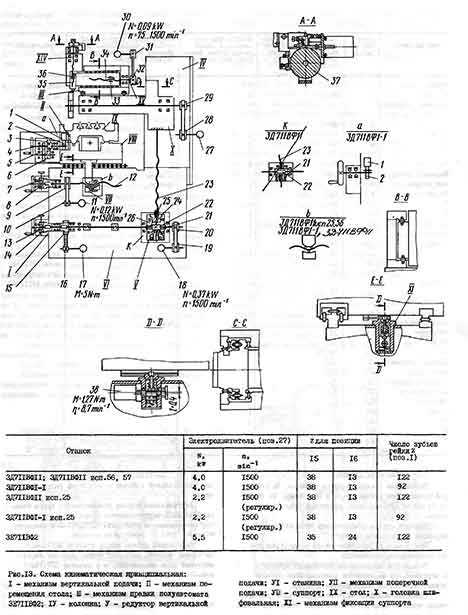
Ввиду простоты кинематической схемы станка описание ее не приводится.
Станина
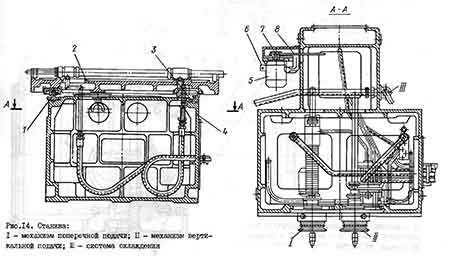
Станина 4 (рис. 14) коробчатой формы является основанием для установки узлов станка.
На ее верхних платиках закреплена направляющие качения для перемещения крестового суппорта 2 и установлена колонна.
Правая направляющая 3 – плоская, Воспринимает только вертикальные нагрузки, а левая I – П-образная, воспринимает как вертикальные, так и горизонтальные нагрузки.
Ускоренное вертикальное перемещение осуществляется через ремень 8 и шкив 7 от электродвигателя 5, закрепленного на кронштейне 6 и установленного на боковой стенке станины. Внутренняя полость станины служит для размещения узлов и системы смазки, а также для прокладки трасс.
Защита поперечных направляющих осуществлена гармошками.
Колонна
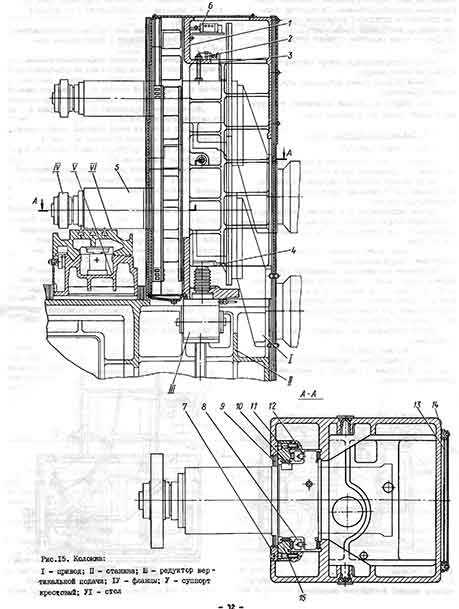
Колонна обеспечивает вертикальное перемещение шлифовальной головки 5 (рис.15) по замкнутым направляющим качения. Направляющие поверхности образованы самой колонной I,планками II, привернутыми к ее передней поверхности.
Переднее и заднее окна колонны защищены щитками 9 и 13, перемещающимися в пазах боковых планок 7 и 14.
Для ограничения подъема шлифовальной головки в верхней части колонны расположен микровыключатель 2.
Вертикальные направляющие II и 15 собраны с предварительным натягом.
В одной плоскости между роликами натяг создается клином 10, а в другой пружинами 12. Винт 4 вертикальной подачи крепится к нижней плоскости корпуса шлифовальной головки 5.
К нижней плоскости колонны закреплен редуктор.
Питатель 6 смазки направляющих установлен в верхней полости колонны.
Направляющая левая поперечная
Левая поперечная направляющая, представляющая собой в сечении П-образную форму, воспринимает вертикальные и боковые нагрузки. П-образная направляющая 4 (рис.16) с роликами 6 собрана с предварительным натягом. Боковой натяг роликов 6 создается клином 2 посредством винта 9, затем клин фиксируется винтами 3. С боковой стороны направляющая 8 поджимается к станине 7 планками I.
Механизм отсчета поперечных перемещений
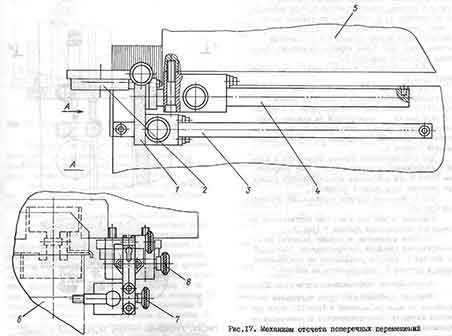
Механизм предназначен для точной установки суппорта 5 (рис.17) в поперечном направлении посредством индикатора и мерных плиток относительно шлифовального крута. На станине 6 в кронштейне I установлен индикатор 2, который можно перемещать по штанге 3 и фиксировать винтом 7. На площадку штанги 4 устанавливают необходимый набор плиток, который фиксируется винтом 8. Штанга с мерными плитками,закрепленная на крестовом суппорте 5, может перемещаться относительно него с последующей фиксацией винтом 8.
Механизм отсчета поперечных перемещений для станков ЗД711ВФ11 исп.25, 56, ЗД7ПВФ1-1 (рис. 18) служит для измерения поперечных перемещений суппорта и работает следующим образом. Линейка 3 (рисЛ8) фотоимпульсного преобразователя закреплена на суппорте I, а датчик 4 – на станине 2. На линейке имеется так называемая “опорная точка”, обеспечивающая выдачу сигнала при прохождении датчика через нее. Таким образом происходит ориентация крестового суппорта I.
Устройство отсчета вертикальных перемещений
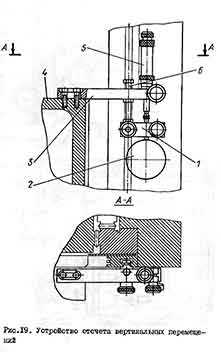
Устройство предназначено для точных отсчетов вертикальных перемещений и состоит из планки I (рис.19) с индикатором 2,установленных в Т-образном пазу планки , закрепленной на колонне,и микрометрического упора 5, установленного на кронштейне 3. Кронштейн 3 закреплен на корпусе шлифовальной головки 4.
Для предотвращения поломки индикатора 2 планка I подпружинена и перемещается в пазу посредством болта 6 при приложении незначительного усилия при движении шлифовальной головки 4.
Механизм отсчета вертикальных перемещений
Механизм служит для измерения вертикальных перемещений шлифовальной головки 3 (рис.20).
Основным элементом механизма является фотоэлектрический линейный преобразователь, состоящий из линейки I, которая установлена на шлифовальной бабке,и датчика 2, закрепленного на колонне.
Привод шлифовального круга
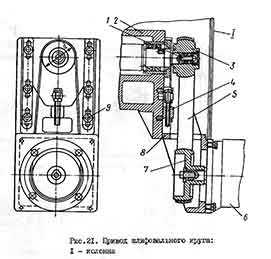
Шпиндель шлифовального круга приводится во вращение от электродвигателя 6 (рис.21) через ременную передачу. Электродвигатель 6 установлен на кронштейне 8, закрепленном винтами 9 к заднему торцу шлифовальной головки 2. Натяжение ремня 5 осуществляется перемещением кронштейна 8 со шкивом 7 и электродвигателем 6 относительно шпинделя посредством винта 4 с последующей затяжкой кронштейна винтами 9.
Снятие шкива 3 с конуса шпинделя производится винтом I, который при его выворачивании стягивает шкив 3 с конуса шпинделя.
Суппорт крестовой
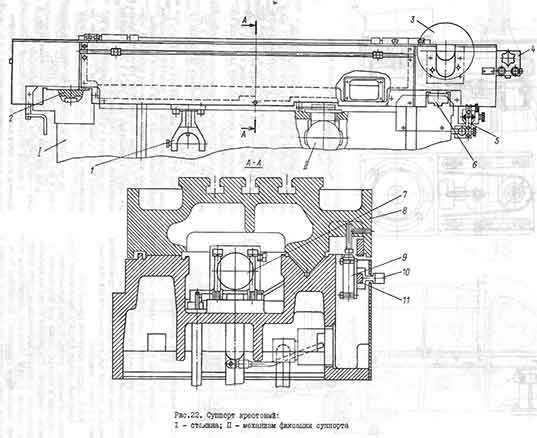
Крестовый суппорт (рис-22) обеспечивает поперечное перемещение стола. Верхние направляющие (v-образная и плоская) служат душ продольного, а нижние (П-образная 2 и плоская 6) для поперечного перемещения. К платину крестового суппорта крепится кронштейн I гайки поперечной подачи. Между верхними направляющими установлен гидроцилиндр 7. На передней стенке суппорта под кожухом на кулачках 10 установлены бесконтактные концевые выключатели 9 электрогидравлического реверса стола 8. Кулачки 10 с выключателями 9 устанавливаются по штанге II на требуемый ход стола. С правой стороны на передней стенке установлен механизм ручного перемещения стола 3. В нижней части крестового суппорта с левой стороны установлена планка с регулируемыми пластинами для поперечного реверса стола, а с правой стороны – механизм отсчета поперечных перемещений 5. Справа на торце суппорта установлена колодка 4 с маслоуказателем и двумя клапанами для спуска воздуха из гидроцилиндра.
Стол
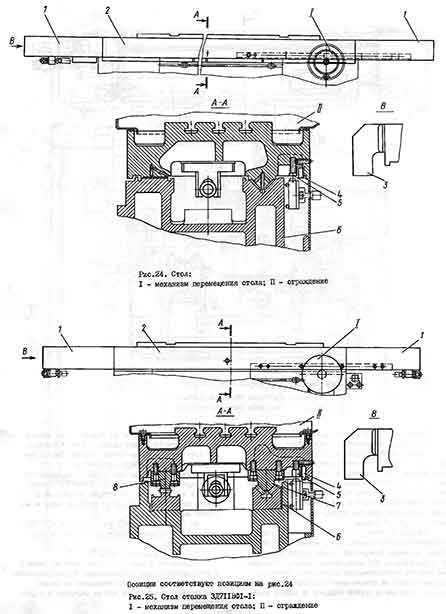
Стол 2 (рис.24) имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей. Снизу имеются V-образная и плоская направлявшие скольжения продольных перемещений. К боковым стенкам стола привернуты крылья I для защиты направляющих суппорта 6 и для крепления кронштейнов штоков гидроцилиндра.
На внутренней торцовой поверхности стола установлен упор 5,взаимодействующий с концевыми выключателями 9 (см. рис.22,23) продольного реверса стола.
Сбор эмульсии происходит в занижении стола, а слив – через патрубок 3 в бак охлаждения.
В станках ЗД7ПВФ1-1 отличительной особенностью является то, что к нижней части стола привернуты стальные каленые направляющие качения 7 и 8 (рис.25) для продольного перемещения.
Механизм перемещения стола
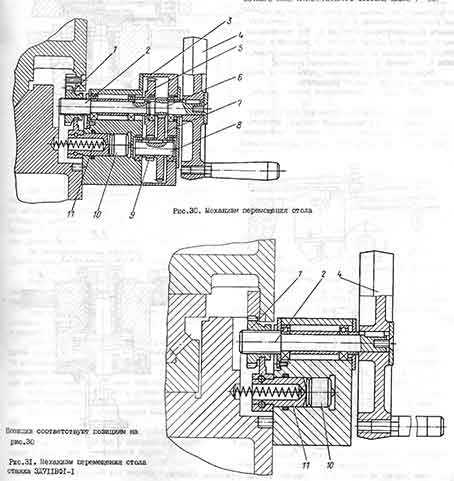
Механизм представляет собой двухступенчатый редуктор, смонтированный в отдельном корпусе 3 (рис.30) и крепящийся к передней стенке крестового суппорта. Ручное перемещение стола осуществляется вращением маховика 4. Вал-шестерня 6 передает вращение колесу 7, которое жестко связано с валом 8. Неподвижно сидящее на валу зубчатое колесо 9 передает вращение зубчатому колесу 5, определяющему вращение вала 2, а введенное в зацепление с рейкой зубчатое колесо I перемещает стол. Зубчатое колесо I вводится в зацепление с рейкой пружиной II. При включении гидропривода механизм отключается поршнем 10.
В станках ЗД711ВФ1-1 перемещение от маховика 4 (рис .31) передается напрямую через зубчатое колесо I, введенное в зацепление с рейкой.
Механизм правки полуавтомата 3Е711ВФ2
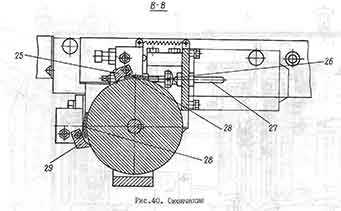
Основание 14 (рис.40) механизма правки устанавливается на корпусе шлифовальной головки 15 с помощью двух скалок 16 и 17, одна из которых имеет эксцентрическое базирование с целью выставки параллельности перемещения алмаза оси шлифовального шпинделя.
На основании устанавливается П-образный сборный корпус 21, в котором перемещается прямоугольная направляющая 20 с корпусом 19, несущим пи-ноль 3 с алмазом.
Перемещение прямоугольной направляющей 20 вдоль образующей шлифовального крута осуществляется от электродвигателя II постоянного тока с регулируемой скоростью вращения через клиноременную передачу 12, 23 на винт 22, гайку 24, установленную в прямоугольной направляющей 20.
Подача пиноли 3 с алмазом на шлифовальный круг осуществляется от электромагнита 10, толкающего водило храповика 25, которое поворачивает на шаг храповое колесо 7, установленное на винте 6, свинченном с гайкой 5, закрепленной в пиноли 3. Винт 6 вертикальной подачи алмаза устанавливается на подшипниках качения в корпусе 19, закреплённом на прямоугольной каретке направляющей 20.
Храповик 25 устанавливается в водиле, которое на подшипниках качения посажено на винте вертикальной подачи алмаза. Величина перемещения храповика 25 регулируется винтом 26, в который упирается толкатель 27, связанный с сердечником электромагнита 10.
Для возврата алмаза правки с пинолью в исходное верхнее положение необходимо открыть люк и повернуть диск 9 с рукояткой и заслонками 28 против часовой стрелки. Заслонки 28 выведут храповики (рабочий 25 и контрольный 29) из зацепления с храповым к еле с ом 7. Далее, вращая съемной рукояткой винт 6, пиноль 3 поднимается в исходное для работы положение, а храповики 25 и 29 вводятся в зацепление с колесом 7 после поворота диска 8 с заслонками 28 по часовой стрелке до фиксации с шариковым фиксатором.
Крайнее положение алмаза при перемещении прямоугольной направляющей вдоль оси круга определяется двумя бесконтактными торцовыми переключателями 4 и 13, на которые воздействует диск 9, закрепленный на кронштейне, который крепится к корпусу, несущему пиноль с алмазом. По команде торцовых переключателей 4 и 13, осуществляются реверс электродвигателя перемещения алмаза вдоль оси шлифовального крута и остановка алмаза в исходном положении.
Снизу на гильзе, до которой перемещается при подаче алмаза на круг пиноль, установлены щитки 18, закрывающие паз в кожухе шлифовального крута I при перемещениях алмаза. Для улучшения защиты щиток прижимается к поверхности кожуха шлифовального круга пружиной 2.
Скачать документацию
forkettle.ru
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Д711ВФ11
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Д711ВФ11
- Подробности
- Категория: Шлифовальные станки
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем ЗД711ВФ11, ЗД7ПВФ11 исп.25,56,57 (рис.1), ЗД711ВФ1-1, ЗД711ВФ1-1 исд.25 (рис.2) и полуавтомат плоскошлифовальный с крестовым столом и горизонтальным шпинделем с ЧПУ ЗЕ711ВФ2 (рис.З) предназначены для шлифования плоских поверхностей периферией абразивного или алмазного круга различных деталей, закрепленных на зеркале стола, магнитной, электромагнитной плите и в приспособлении, из стали, чугуна и других материалов.
В пределах, допустимых кожухом шлифовального круга, возможна обработка торцом круга вне цикла.
С применением приспособлений для правки абразивных кругов (дополнительных шлифовальных головок, приспособлений для деления), установки и крепления деталей возможно шлифование наклонных и фасонных поверхностей, пазов и уступов.
Скачать документацию
Кинематическая схема
Ввиду простоты кинематической схемы станка описание ее не приводится.
Станина
Станина 4 (рис. 14) коробчатой формы является основанием для установки узлов станка.
На ее верхних платиках закреплена направляющие качения для перемещения крестового суппорта 2 и установлена колонна.
Правая направляющая 3 – плоская, Воспринимает только вертикальные нагрузки, а левая I – П-образная, воспринимает как вертикальные, так и горизонтальные нагрузки.
На передней стенке станины закреплены узлы поперечной и вертикальной подач.
Ускоренное вертикальное перемещение осуществляется через ремень 8 и шкив 7 от электродвигателя 5, закрепленного на кронштейне 6 и установленного на боковой стенке станины. Внутренняя полость станины служит для размещения узлов и системы смазки, а также для прокладки трасс.
Защита поперечных направляющих осуществлена гармошками.
Колонна
Колонна обеспечивает вертикальное перемещение шлифовальной головки 5 (рис.15) по замкнутым направляющим качения. Направляющие поверхности образованы самой колонной I,планками II, привернутыми к ее передней поверхности.
Переднее и заднее окна колонны защищены щитками 9 и 13, перемещающимися в пазах боковых планок 7 и 14.
Для ограничения подъема шлифовальной головки в верхней части колонны расположен микровыключатель 2.
При нажатии на выключатель упором 3, расположенным на шлифовальной головке 5, отключается электродвигатель ускоренного перемещения.
Вертикальные направляющие II и 15 собраны с предварительным натягом.
В одной плоскости между роликами натяг создается клином 10, а в другой пружинами 12. Винт 4 вертикальной подачи крепится к нижней плоскости корпуса шлифовальной головки 5.
К нижней плоскости колонны закреплен редуктор.
Питатель 6 смазки направляющих установлен в верхней полости колонны.
Направляющая левая поперечная
Левая поперечная направляющая, представляющая собой в сечении П-образную форму, воспринимает вертикальные и боковые нагрузки. П-образная направляющая 4 (рис.16) с роликами 6 собрана с предварительным натягом. Боковой натяг роликов 6 создается клином 2 посредством винта 9, затем клин фиксируется винтами 3. С боковой стороны направляющая 8 поджимается к станине 7 планками I.
В направляющей предусмотрены резервуары для сбора смазки, которая отводится в отстойник. Занята направляющей осуществляется гармошками 10.
Механизм отсчета поперечных перемещений
Механизм предназначен для точной установки суппорта 5 (рис.17) в поперечном направлении посредством индикатора и мерных плиток относительно шлифовального крута. На станине 6 в кронштейне I установлен индикатор 2, который можно перемещать по штанге 3 и фиксировать винтом 7. На площадку штанги 4 устанавливают необходимый набор плиток, который фиксируется винтом 8. Штанга с мерными плитками,закрепленная на крестовом суппорте 5, может перемещаться относительно него с последующей фиксацией винтом 8.
Механизм отсчета поперечных перемещений для станков ЗД711ВФ11 исп.25, 56, ЗД7ПВФ1-1 (рис. 18) служит для измерения поперечных перемещений суппорта и работает следующим образом. Линейка 3 (рисЛ8) фотоимпульсного преобразователя закреплена на суппорте I, а датчик 4 – на станине 2. На линейке имеется так называемая “опорная точка”, обеспечивающая выдачу сигнала при прохождении датчика через нее. Таким образом происходит ориентация крестового суппорта I.
Устройство отсчета вертикальных перемещений
Устройство предназначено для точных отсчетов вертикальных перемещений и состоит из планки I (рис.19) с индикатором 2,установленных в Т-образном пазу планки , закрепленной на колонне,и микрометрического упора 5, установленного на кронштейне 3. Кронштейн 3 закреплен на корпусе шлифовальной головки 4.
Для предотвращения поломки индикатора 2 планка I подпружинена и перемещается в пазу посредством болта 6 при приложении незначительного усилия при движении шлифовальной головки 4.
Механизм отсчета вертикальных перемещений
Механизм служит для измерения вертикальных перемещений шлифовальной головки 3 (рис.20).
Основным элементом механизма является фотоэлектрический линейный преобразователь, состоящий из линейки I, которая установлена на шлифовальной бабке,и датчика 2, закрепленного на колонне.
Привод шлифовального круга
Шпиндель шлифовального круга приводится во вращение от электродвигателя 6 (рис.21) через ременную передачу. Электродвигатель 6 установлен на кронштейне 8, закрепленном винтами 9 к заднему торцу шлифовальной головки 2. Натяжение ремня 5 осуществляется перемещением кронштейна 8 со шкивом 7 и электродвигателем 6 относительно шпинделя посредством винта 4 с последующей затяжкой кронштейна винтами 9.
Снятие шкива 3 с конуса шпинделя производится винтом I, который при его выворачивании стягивает шкив 3 с конуса шпинделя.
Суппорт крестовой
Крестовый суппорт (рис-22) обеспечивает поперечное перемещение стола. Верхние направляющие (v-образная и плоская) служат душ продольного, а нижние (П-образная 2 и плоская 6) для поперечного перемещения. К платину крестового суппорта крепится кронштейн I гайки поперечной подачи. Между верхними направляющими установлен гидроцилиндр 7. На передней стенке суппорта под кожухом на кулачках 10 установлены бесконтактные концевые выключатели 9 электрогидравлического реверса стола 8. Кулачки 10 с выключателями 9 устанавливаются по штанге II на требуемый ход стола. С правой стороны на передней стенке установлен механизм ручного перемещения стола 3. В нижней части крестового суппорта с левой стороны установлена планка с регулируемыми пластинами для поперечного реверса стола, а с правой стороны – механизм отсчета поперечных перемещений 5. Справа на торце суппорта установлена колодка 4 с маслоуказателем и двумя клапанами для спуска воздуха из гидроцилиндра.
В станках ЗД7ПВФ1-1 отличительной особенностью является то, что по верхним направлявшим 12 и 13 (рис.23) суппорта стол перемещается на роликах 14.
Стол
Стол 2 (рис.24) имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей. Снизу имеются V-образная и плоская направлявшие скольжения продольных перемещений. К боковым стенкам стола привернуты крылья I для защиты направляющих суппорта 6 и для крепления кронштейнов штоков гидроцилиндра.
На внутренней торцовой поверхности стола установлен упор 5,взаимодействующий с концевыми выключателями 9 (см. рис.22,23) продольного реверса стола.
На внутренней передней стенке стола закреплена рейка 4 для ручного перемещения стола.
Сбор эмульсии происходит в занижении стола, а слив – через патрубок 3 в бак охлаждения.
В станках ЗД7ПВФ1-1 отличительной особенностью является то, что к нижней части стола привернуты стальные каленые направляющие качения 7 и 8 (рис.25) для продольного перемещения.
Механизм перемещения стола
Механизм представляет собой двухступенчатый редуктор, смонтированный в отдельном корпусе 3 (рис.30) и крепящийся к передней стенке крестового суппорта. Ручное перемещение стола осуществляется вращением маховика 4. Вал-шестерня 6 передает вращение колесу 7, которое жестко связано с валом 8. Неподвижно сидящее на валу зубчатое колесо 9 передает вращение зубчатому колесу 5, определяющему вращение вала 2, а введенное в зацепление с рейкой зубчатое колесо I перемещает стол. Зубчатое колесо I вводится в зацепление с рейкой пружиной II. При включении гидропривода механизм отключается поршнем 10.
В станках ЗД711ВФ1-1 перемещение от маховика 4 (рис .31) передается напрямую через зубчатое колесо I, введенное в зацепление с рейкой.
Механизм правки полуавтомата 3Е711ВФ2
Основание 14 (рис.40) механизма правки устанавливается на корпусе шлифовальной головки 15 с помощью двух скалок 16 и 17, одна из которых имеет эксцентрическое базирование с целью выставки параллельности перемещения алмаза оси шлифовального шпинделя.
На основании устанавливается П-образный сборный корпус 21, в котором перемещается прямоугольная направляющая 20 с корпусом 19, несущим пи-ноль 3 с алмазом.
Перемещение прямоугольной направляющей 20 вдоль образующей шлифовального крута осуществляется от электродвигателя II постоянного тока с регулируемой скоростью вращения через клиноременную передачу 12, 23 на винт 22, гайку 24, установленную в прямоугольной направляющей 20.
Подача пиноли 3 с алмазом на шлифовальный круг осуществляется от электромагнита 10, толкающего водило храповика 25, которое поворачивает на шаг храповое колесо 7, установленное на винте 6, свинченном с гайкой 5, закрепленной в пиноли 3. Винт 6 вертикальной подачи алмаза устанавливается на подшипниках качения в корпусе 19, закреплённом на прямоугольной каретке направляющей 20.
Храповик 25 устанавливается в водиле, которое на подшипниках качения посажено на винте вертикальной подачи алмаза. Величина перемещения храповика 25 регулируется винтом 26, в который упирается толкатель 27, связанный с сердечником электромагнита 10.
Для возврата алмаза правки с пинолью в исходное верхнее положение необходимо открыть люк и повернуть диск 9 с рукояткой и заслонками 28 против часовой стрелки. Заслонки 28 выведут храповики (рабочий 25 и контрольный 29) из зацепления с храповым к еле с ом 7. Далее, вращая съемной рукояткой винт 6, пиноль 3 поднимается в исходное для работы положение, а храповики 25 и 29 вводятся в зацепление с колесом 7 после поворота диска 8 с заслонками 28 по часовой стрелке до фиксации с шариковым фиксатором.
Крайнее положение алмаза при перемещении прямоугольной направляющей вдоль оси круга определяется двумя бесконтактными торцовыми переключателями 4 и 13, на которые воздействует диск 9, закрепленный на кронштейне, который крепится к корпусу, несущему пиноль с алмазом. По команде торцовых переключателей 4 и 13, осуществляются реверс электродвигателя перемещения алмаза вдоль оси шлифовального крута и остановка алмаза в исходном положении.
Снизу на гильзе, до которой перемещается при подаче алмаза на круг пиноль, установлены щитки 18, закрывающие паз в кожухе шлифовального крута I при перемещениях алмаза. Для улучшения защиты щиток прижимается к поверхности кожуха шлифовального круга пружиной 2.
Скачать документацию
forkettle.ru
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный Схемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок используется в единичном, мелкосерийном и серийном производстве.
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель – Оршанский станкостроительный завод Красный борец.
Основные параметры станка – в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) – 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) – 630 х 200 мм
- Предельная высота обрабатываемой заготовки – 325 мм
- Наибольшая масса орабатываемой детали – 220 кг
- Размеры стандартного шлифовального круга – Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 – Ø D = 40 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 2,5 т
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 – 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 – 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Е711В
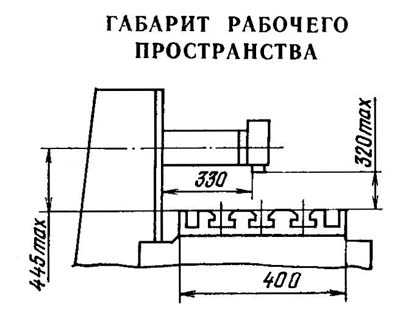
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
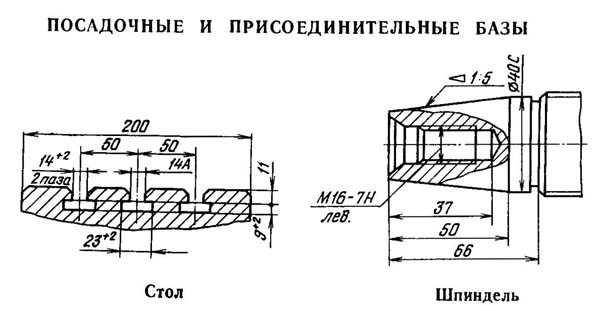
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В

Схема цикла плоскошлифовального станка 3е711в
Общий вид универсального плоскошлифовального станка 3Е711В

Фото плоскошлифовального станка 3е711в

Фото плоскошлифовального станка 3е711в
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
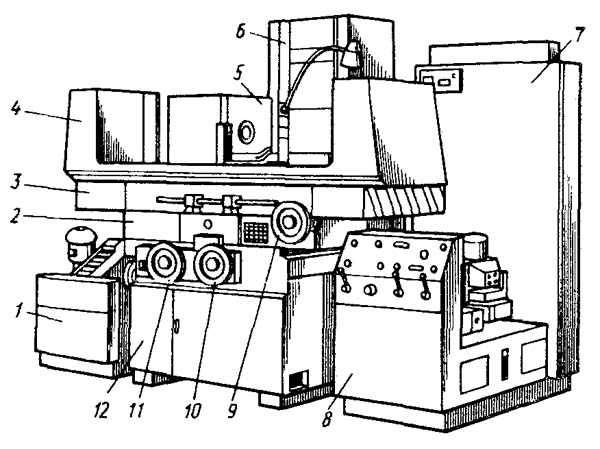
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
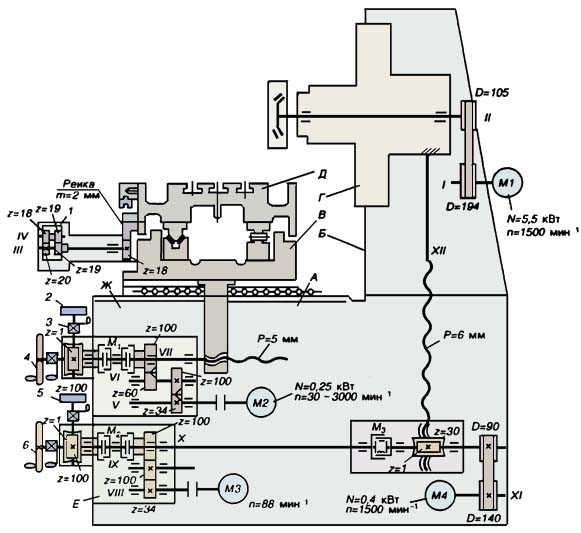
Кинематическая схема плоскошлифовального станка 3е711в
Схема кинематическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
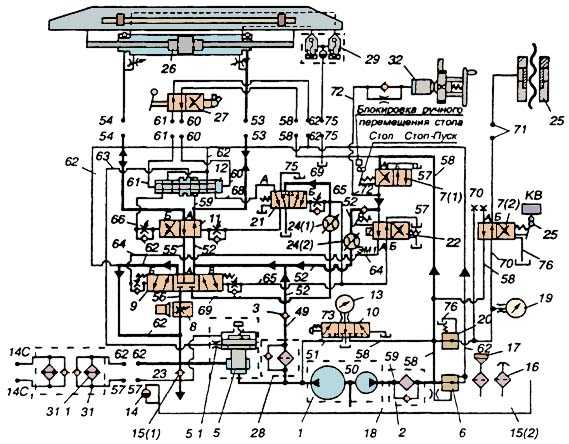
Гидравлическая схема плоскошлифовального станка 3е711в
1. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
2. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52. Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54. Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В
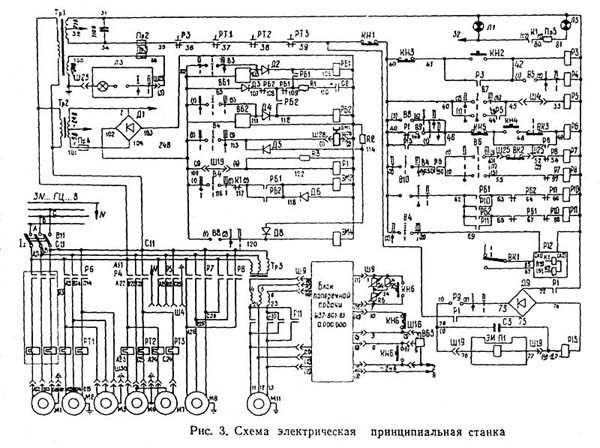
Электрическая схема плоскошлифовального станка 3е711в
Схема электрическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
- силовая цепь ~50Гц, 380B
- цепь управления:
- ~50 Гц, 110 В
- ~50Гц, 29В
- постоянный =24 В
- цепь местного освещения ~50 Гц, 24 В
- цепь сигнализации ~50 Гц, 22 В
- цепь электромагнитной плиты постоянный =110 В
Установочный чертеж плоскошлифовального станка 3Е711В
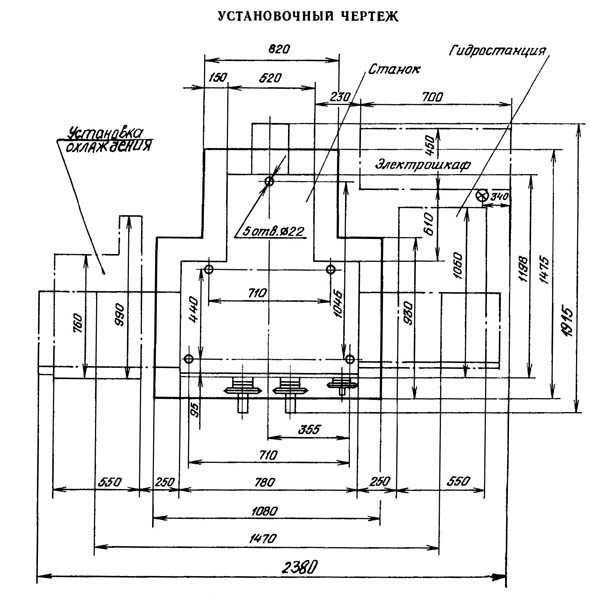
Установочный чертеж плоскошлифовального станка 3е711в
3Е711В станок плоскошлифовальный с горизонтальным шпинделем. Видеоролик.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вопросы по 3Д711вф11 – Плоскошлифовальные станки
думаю напишу в вашей теме,вроде как одна проблема 🙂 снял для начала фильтр что побольше,в него втавили элементы оба с отверстиями,а надо один глухой,нижний,а так получается масло шло не через фильтры,а снизу через пружину.второй тоже проверю.разобрал гидропанель,центральный шток,который двигает сама ручка нешевелился,причем давила на него достаточно мощная пружина,на фото другая сторона с отверстием в штоке.только хотел пресом придавить,как он выпал и начал легко ходить.обратил внимание,что одно уплотнительное кольцо было втянуто,канал этот идет от камеры этого штока где пружина,переходит в другую сторону где ручка на шток давит и идет на какойто клапан с электрикой,последние два фото.по поводу резинки предполагаю что ее или перекосило когда собирали и могло перекрыть отверстие тем самым изза вакуума в камере с пружиной шток не двигался,или неправильно работающий клапан с последнего фото создал вакуум и втянуло резинку.или мусор шток заклинил 🙂
www.chipmaker.ru
Шлифовальные станки > СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ 3Д711ВФ11
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем предназначены для шлифования плоских поверхностей периферией абразивного или алмазного круга различных деталей, закрепленных на зеркале стола, магнитной, электромагнитной плите и в приспособлении, из стали, чугуна и других материалов. В пределах, допустимых кожухом шлифовального круга, возможна обработка торцом круга вне цикла. С применением приспособлений для правки абразивных кругов (дополнительных шлифовальных головок, приспособлений для деления), установки и крепления деталей возможно шлифование наклонных и фасонных поверхностей, пазов и уступов. Станки имеют автоматический программированный съем припуска, при котором обеспечиваются черновая автоматическая вертикальная подача с переходом в цикле на чистовую, отключение чистовой подачи при достижении заданного размера, выхаживание и отскок шлифовального круга. В станках предусмотрены автоматическая поперечная подача, автоматический реверс суппорта, вывод стола в зону загрузки.

Технические характеристики:
Комплект поставки:
Чтобы уточнить всю необходимую для Вас информацию, обратитесь к нашим менеджерам! Телефон: (343) 278-94-63 (многоканальный) Тел.д/заявок: +7963-03-333-39; [email protected] | ||
ekrpm.ru