3К227А станок внутришлифовальный универсальный особо высокой точностисхемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3К227А
Производитель внутришлифовального станка 3К227А, 3К225А – Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом
3К227А станок внутришлифовальный универсальный особо высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3К227А – 1983 год.
Внутришлифовальный станок 3К227А предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Шлифовальный станок 3К227А снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станок 3К227А предназначен для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Особенности внутришлифовальных станков 3К227А и 3К225А
- Электрическое бесступенчатое регулирование числа оборотов изделия в широком диапазоне при простейшей кинематике привода вращения изделия.
- Наличие каленых направляющих качения для продольного перемещения шлифовального круга и каленых направляющих качения с предварительным натягом для поперечной подачи, повышающих плавность перемещения.
- Возможность шлифования наружного торца с одного установа с шлифованием как цилиндрического, так и конического отверстий.
- Возможность шлифования внутренних торцов изделия торцом внутришлифовального круга благодаря наличию торцового упора.
 В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя.
В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя. - Оснащение станков комплектом сменных внутришлифовальных шпинделей, позволяющих обрабатывать отверстия на всем диапазоне с рациональными режимами.
- Наличие в механизме поперечной подачи устройства для автоматического отключения поперечной подачи и отвода стола в исходное положение после снятия ранее установленной величины припуска, что делает возможным многостаночное обслуживание и уменьшает число замеров шлифуемого отверстия, способствуя этим самым повышению производительности труда.
- Принудительная смазка маслом направляющих качения стола и станины.
- Смазка опор шпинделя изделия и направляющих качения для поперечной подачи, а также винтовой пары и других частей станков смазочным материалом (консистентной смазкой), сохраняющим свои смазочно-антикоррозийные свойства в течение длительного времени.
- Наличие магнитного сепаратора и фильтра-транспортера для очистки охлаждающей жидкости, что способствует повышению чистоты шлифуемой поверхности.
- Отделение насосной станции с баком гидросистемы от станков уменьшает температурные коробления станины и устраняет передачу на станок вибраций от работы насосной станции.
- Размещение электроаппаратуры в выносном электрошкафу, что исключает температурные деформации узлов и улучшает условия эксплуатации.
- Наличие автоматической прерывистой поперечной подачи на двойной ход стола с непосредственной установкой необходимой величины подачи, что облегчает процесс наладки станка, в отличие от применявшейся на станках старой конструкции непрерывной поперечной подачи, которая подсчитывалась косвенно и, кроме того, зависела от консистенции масла.
- Наличие шариковой винтовой пары для осуществления поперечной подачи, что в сочетании с направляющими качения еще белее повышает плавность перемещения.
- Наличие реле времени, при помощи которого осуществляется автоматический переход на процесс выхаживания (шлифование изделия с прекращением поперечной подачи) после снятия основного припуска и по истечении установленного времени выхаживания отвода стола в нерабочее положение.
 В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя.
В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя.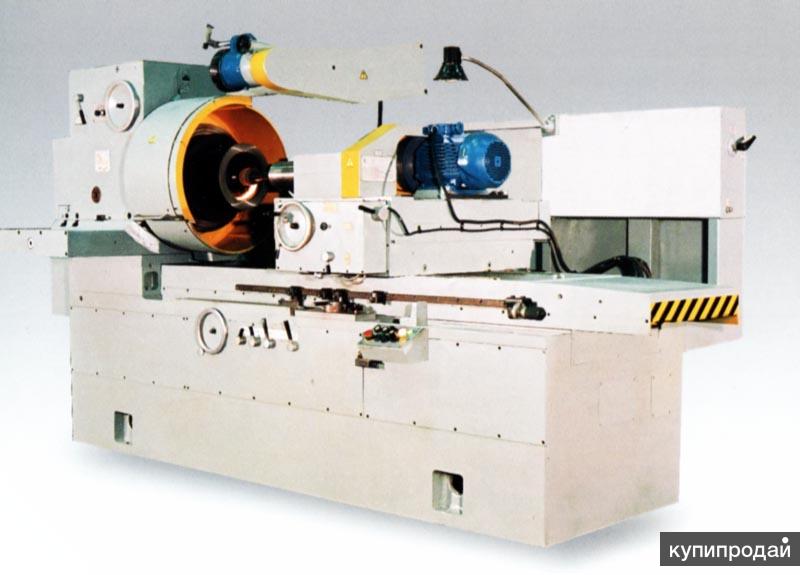

Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.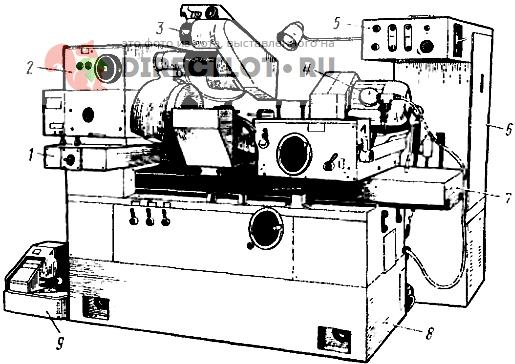
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия.

В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.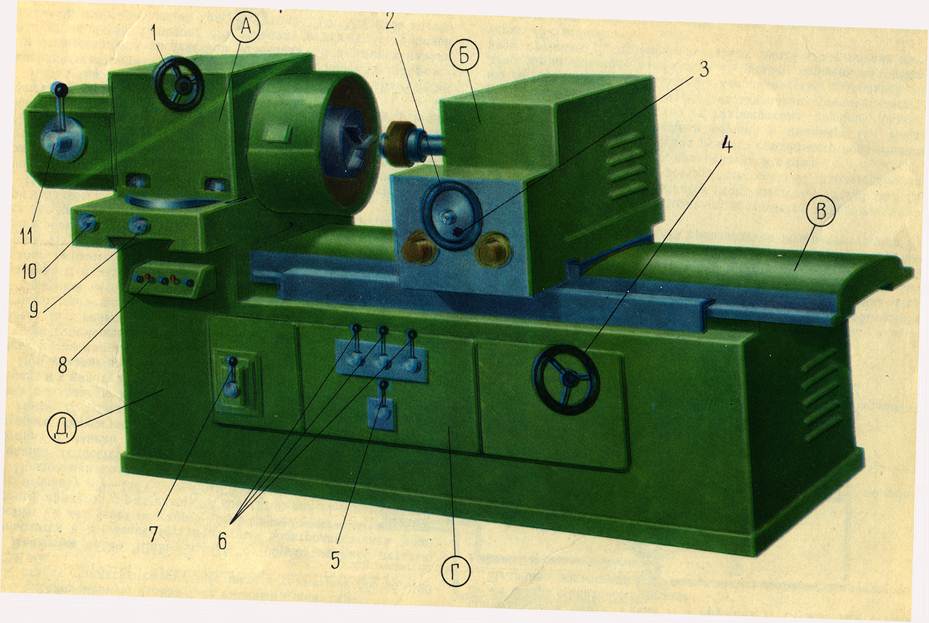
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227А Общий вид внутришлифовального станка
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
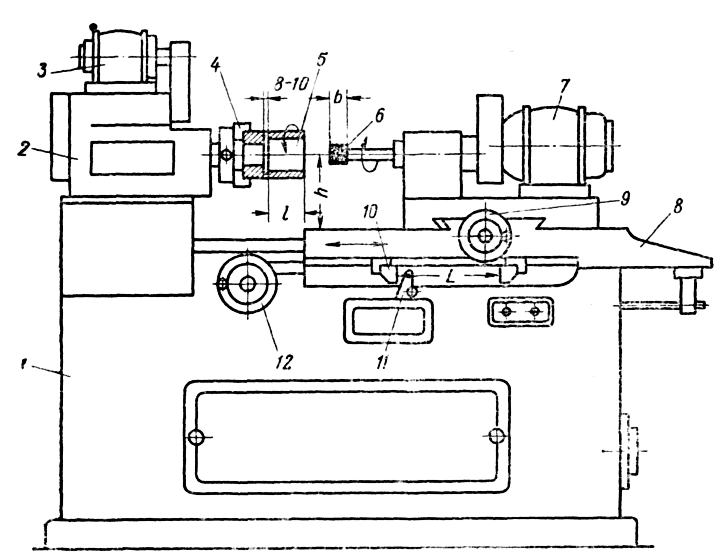
3К227А Расположение составных частей внутришлифовального станка
Расположение составных частей внутришлифовального станка 3к227а
Перечень составных частей внутришлифовального станка 3К227А
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 15а. Бак эмульсии (по заказу)
- 21а. Кожух насосной станции
- 22а. Трубопроводы
- 24а. Панель управления
- 27а. Механизм реверса
- 28д. Встройка золотника
- 31. стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм подачи
- 43. Кожух изделия
- 45. Мост
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 97. Таблицы
- * Стойка пневмошипинделя
- BVUK-60.315 Головка внутришлифовальная n = 20000 об/мин. — 1
- BVUK-70. 315 Головка внутришлифовальная n = 18000 об/мин. — 1
- BVUK-80.315 Головка внутришлифовальная n = 12000 об/мин — 1
- BVUK-80.315 Головка внутришлифовальная n = 9000 об/мин — 1
- Установка насосная
- Гидроцилиндр
 Бак эмульсии (по заказу)
Бак эмульсии (по заказу) 315 Головка внутришлифовальная n = 18000 об/мин. — 1
315 Головка внутришлифовальная n = 18000 об/мин. — 1Расположение органов управления внутришлифовальным станком 3К227А
Расположение органов управления внутришлифовальным станком 3к227а
Перечень органов управления внутришлифовальным станком 3К227А
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Переключатель поперечной подачи
- Кнопка для включения быстрого или медленного поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка “Стоп” вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225А
3К227А Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3к227а
Схема кинематическая внутришлифовального станка 3К227А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
Тонкая продольная подача вручную осуществляется поворотом лимба.
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
3К227А Схема электрическая принципиальная шлифовального станка
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная 3К227А. Смотреть в увеличенном масштабе
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная станка 3К227А. Смотреть в увеличенном масштабе
3К227А Размещение электрооборудования на шлифовальном станке
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
3К227А Гидравлическая схема внутришлифовального станка
Гидравлическая схема внутришлифовального станка 3к227а
1. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
2. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
Читайте также: Ремонт гидравлических систем металлорежущих станков
3К227А станок внутришлифовальный универсальный особо высокой точности. Видеоролик.
Технические характеристики станка 3К227А
| Наименование параметра | 3К227А | 3К225А |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 200 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 100 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 50 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20. .160 .160 | 3..50 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | 50 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 580 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 80..160 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 320 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | 19 |
| Скорость перемещения стола при шлифовании, м/мин | 1. .7 .7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | – |
| Частота вращения пневмошпинделя внутришлифовальной головки А20/40, 1/мин | – | 20000..40000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | пп3..25 |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | 8..25 |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | 1..6 |
| Поперечное перемещение шлифовальной бабки (для станка 3к225 – бабка изделия) | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 2,5 | 2,5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,25 | 0,25 |
| Перемещение на одно деление лимба, мм | 0,001 | 0,001 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | 0,001 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | – |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 50 | – |
Величины поперечной подачи шлифовальной бабки на сторону, мм/дв. ход ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 30 | 20 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 120 | 100 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 280..2000 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | 11500 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 80 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ50 х 32 х 13 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | – |
| Электрошпиндель шлифовальной бабки ШК24/1,1, кВт | – | 1,1 |
| Электрошпиндель шлифовальной бабки ШК48/0,8, кВт | – | 0,8 |
| Электрошпиндель шлифовальной бабки ШК96/0,4, кВт | – | 0,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | 0,55 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 2,2 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 10,0 | 3,84 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | – | 0,7 |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | – |
| Количество преобразовательных агрегатов | 1 | 2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2295 х 1800 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 2900 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Станок внутришлифовальный универсальный 3К227 – цена, отзывы, характеристики с фото, инструкция, видео
Станок внутришлифовальный универсальный 3К227 предназначен для шлифования цилиндрических и конических, сквозных и глухих отверстий диаметром от 20 до 150 мм, длиной до 125 мм при наибольшем диаметре шлифуемого отверстия, с углом конуса при вершине до 90`.
Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия. Область применения станков – машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные заводы и цехи.
Область применения станков – машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные заводы и цехи.
| Характеристика | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) | В, А |
| Наименьший и наибольший диаметр, шлифуемых отверстий, мм | 20-150 |
| Наибольшая длина шлифования (при наибольшем диаметре отверстия), мм | 125 |
| Наибольший диаметр устанавливаемого изделия базовый в люнетах, мм | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 |
| Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. | 45 |
| Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: грубое (наладочное) | 2,5 |
| Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: тонкое | 0,25 |
| Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: на одно деление лимба | 0,001 |
| Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: от рычага дозированной подачи | 0,001 |
Величина автоматической поперечной подачи на сторону, мм/дв. ход. ход. | 0,001-0,006 |
| Скорость движения стола, м/мин: при правке круга | 0,1-2 |
| Скорость движения стола, м/мин: при шлифовании | 1-7 |
| Скорость движения стола, м/мин:при быстром продольном подводе и отводе | 10 |
| Наибольший ход стола, мм | 450 |
| Пределы частоты вращения шпинделя Min об/мин | 60 |
| Пределы частоты вращения шпинделя Max об/мин | 1200 |
| Частота вращения внутришлифовальных шпинделей электрошпинделей , мин-1 | 5000-28000 |
| Число оборотов торцевого шпинделя, об/мин | 5600 |
| Общая мощность установленных электроприводов , кВт | 9,23 |
| Размеры станка в плане с баком гидросистемы, баком эмульсии, электрошкафом, мм ДxШxВ | 2815х1900х1750 |
| Масса 3К227 , кг | 4300 |
Внутришлифовальный станок 3К227А – Поставки станков
Внутришлифовальный станок 3К227А используется в различных отраслях промышленности при работе глухими и сквозными отверстиями конической и цилиндрической формы. В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
Особенности конструкции
- роликовые направляющие и винтовая передача качения обеспечивают плавное и точное перемещение шлифовальной бабки
- специальное устройство позволяет обрабатывать торец и отверстие за одну установку
- широкий диапазон бесступенчатого регулирования вращения заготовки
- принудительная система смазки всех механизмов и узлов станка
- устройство очистки охлаждающей жидкости от загрязнений и примесей
| Технические характеристики | 3К227А |
| Класс точности – ГОСТ 8-82 | В |
| Диаметр отверстия, мм | 20-200 |
| Наибольшая длина шлифования, мм | 200 |
| Наибольший диаметр устанавливаемой детали, мм | 400 |
| Угол поворота бабки, град | 45 |
| Наибольший продольный ход стола, мм | 560 |
| Скорость движения стола, м/мин | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром подводе и отводе | 10 |
| Частота вращения внутришлифовального шпинделя, об/мин | 5000-28000 / 48000-96000 |
| Поперечное перемещение бабки изделия за один оборот маховика, мм | |
| тонкое | 0,25 |
| грубое | 2,5 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
Параметры поперечной подачи на сторону, мм/дв. ход ход |
0,001/0,002/0,003/0,004/0,005/0,006 |
| Количество оборотов шпинделя изделия, об/мин | 60-1200 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Суммарная мощность двигателей, кВт | 9,2 |
| Габариты станка, мм | 2885 х 1900 х 1750 |
| Масса, кг | 4500 |
Точность
- шероховатость поверхности торца – 0,32мкм
- шероховатость поверхности отверстия – 0,16 мкм
- постоянство диаметра отверстия – 2 мкм
- круглость отверстия – 1 мкм
- плоскостность торцевой поверхности – 3 мкм
Комплектность и оснащение
| Базовая | Дополнительная |
|
|
Условия поставки и оплаты
Узнать стоимость и дополнительные параметры на внутришлифовальный станок 3К227А можно по номеру телефона: +7(4852) 66-40-25 , сделать запрос на электронный адрес: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или через форму заказа на сайте. Производим транспортировку оборудования до места назначения. Гарантия на станок внутришлифовальный модели 3К227А составляет 12 месяцев.
У вас должен быть включен JavaScript для просмотра. или через форму заказа на сайте. Производим транспортировку оборудования до места назначения. Гарантия на станок внутришлифовальный модели 3К227А составляет 12 месяцев.
Станок внутришлифовальный 3к227а технические характеристики
3К227А станок внутришлифовальный универсальный особо высокой точностисхемы, описание, характеристикиСведения о производителе внутришлифовального станка 3К227А
Производитель внутришлифовального станка 3К227А, 3К225А – Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке 3 и 4. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
 В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227А станок внутришлифовальный универсальный особо высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3К227А – 1983 год.
Внутришлифовальный станок 3К227А предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Особенности внутришлифовальных станков 3К227А и 3К225А
- Электрическое бесступенчатое регулирование числа оборотов изделия в широком диапазоне при простейшей кинематике привода вращения изделия.
- Наличие каленых направляющих качения для продольного перемещения шлифовального круга и каленых направляющих качения с предварительным натягом для поперечной подачи, повышающих плавность перемещения.
- Возможность шлифования наружного торца с одного установа с шлифованием как цилиндрического, так и конического отверстий.
- Возможность шлифования внутренних торцов изделия торцом внутришлифовального круга благодаря наличию торцового упора. В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя.
- Оснащение станков комплектом сменных внутришлифовальных шпинделей, позволяющих обрабатывать отверстия на всем диапазоне с рациональными режимами.
- Наличие в механизме поперечной подачи устройства для автоматического отключения поперечной подачи и отвода стола в исходное положение после снятия ранее установленной величины припуска, что делает возможным многостаночное обслуживание и уменьшает число замеров шлифуемого отверстия, способствуя этим самым повышению производительности труда.
- Принудительная смазка маслом направляющих качения стола и станины.
- Смазка опор шпинделя изделия и направляющих качения для поперечной подачи, а также винтовой пары и других частей станков смазочным материалом (консистентной смазкой), сохраняющим свои смазочно-антикоррозийные свойства в течение длительного времени.
- Наличие магнитного сепаратора и фильтра-транспортера для очистки охлаждающей жидкости, что способствует повышению чистоты шлифуемой поверхности.
- Отделение насосной станции с баком гидросистемы от станков уменьшает температурные коробления станины и устраняет передачу на станок вибраций от работы насосной станции.
- Размещение электроаппаратуры в выносном электрошкафу, что исключает температурные деформации узлов и улучшает условия эксплуатации.
- Наличие автоматической прерывистой поперечной подачи на двойной ход стола с непосредственной установкой необходимой величины подачи, что облегчает процесс наладки станка, в отличие от применявшейся на станках старой конструкции непрерывной поперечной подачи, которая подсчитывалась косвенно и, кроме того, зависела от консистенции масла.
- Наличие шариковой винтовой пары для осуществления поперечной подачи, что в сочетании с направляющими качения еще белее повышает плавность перемещения.
- Наличие реле времени, при помощи которого осуществляется автоматический переход на процесс выхаживания (шлифование изделия с прекращением поперечной подачи) после снятия основного припуска и по истечении установленного времени выхаживания отвода стола в нерабочее положение.


Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
3К227А Общий вид внутришлифовального станка
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе
Фото внутришлифовального станка 3к227а
3К227А Расположение составных частей внутришлифовального станка
Расположение составных частей внутришлифовального станка 3к227а
Перечень составных частей внутришлифовального станка 3К227А
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 15а. Бак эмульсии (по заказу)
- 21а. Кожух насосной станции
- 22а. Трубопроводы
- 24а. Панель управления
- 27а. Механизм реверса
- 28д. Встройка золотника
- 31. стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм подачи
- 43. Кожух изделия
- 45. Мост
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 97. Таблицы
- * Стойка пневмошипинделя
- BVUK-60.315 Головка внутришлифовальная n = 20000 об/мин. — 1
- BVUK-70.315 Головка внутришлифовальная n = 18000 об/мин. — 1
- BVUK-80.315 Головка внутришлифовальная n = 12000 об/мин — 1
- BVUK-80.315 Головка внутришлифовальная n = 9000 об/мин — 1
- Установка насосная
- Гидроцилиндр
 Упор торцевой
Упор торцевойРасположение органов управления внутришлифовальным станком 3К227А
Расположение органов управления внутришлифовальным станком 3к227а
Перечень органов управления внутришлифовальным станком 3К227А
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Переключатель поперечной подачи
- Кнопка для включения быстрого или медленного поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка “Стоп” вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225А
3К227А Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3к227а
Схема кинематическая внутришлифовального станка 3К227А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
Тонкая продольная подача вручную осуществляется поворотом лимба.
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
3К227А Схема электрическая принципиальная шлифовального станка
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная 3К227А. Смотреть в увеличенном масштабе
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная станка 3К227А. Смотреть в увеличенном масштабе
3К227А Размещение электрооборудования на шлифовальном станке
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
3К227А Гидравлическая схема внутришлифовального станка
Гидравлическая схема внутришлифовального станка 3к227а
1. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
2. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
3К227А станок внутришлифовальный универсальный особо высокой точности. Видеоролик.
Технические характеристики станка 3К227А
| Наименование параметра | 3К227А | 3К225А |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 200 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 100 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 50 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20. .160 .160 | 3..50 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | 50 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 580 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 80..160 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 320 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | 19 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1. .7 .7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | – |
| Частота вращения пневмошпинделя внутришлифовальной головки А20/40, 1/мин | – | 20000..40000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | пп3..25 |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | 8..25 |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | 1..6 |
| Поперечное перемещение шлифовальной бабки (для станка 3к225 – бабка изделия) | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 2,5 | 2,5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,25 | 0,25 |
| Перемещение на одно деление лимба, мм | 0,001 | 0,001 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | 0,001 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | – |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 50 | – |
Величины поперечной подачи шлифовальной бабки на сторону, мм/дв. ход ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 30 | 20 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 120 | 100 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 280..2000 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | 11500 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 80 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ50 х 32 х 13 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | – |
| Электрошпиндель шлифовальной бабки ШК24/1,1, кВт | – | 1,1 |
| Электрошпиндель шлифовальной бабки ШК48/0,8, кВт | – | 0,8 |
| Электрошпиндель шлифовальной бабки ШК96/0,4, кВт | – | 0,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | 0,55 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 2,2 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 10,0 | 3,84 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | – | 0,7 |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | – |
| Количество преобразовательных агрегатов | 1 | 2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2295 х 1800 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 2900 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки
Каталог внутришлифовальных станков
Паспорта к внутришлифовальным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Машина шлифовального станка
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение – все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла
1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более
3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4. Технологическая поддержка. Предоставление рабочего видео для обучения
Технологическая поддержка. Предоставление рабочего видео для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла
1.Принять L / C, T / T, D / A, D / P тип платежей.
2. По техническим вопросам, пожалуйста, свяжитесь с нами.
3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
металлорежущий станок для внутренней шлифовки
https://smac.en.alibaba.com/product/60215825376-50021672/the_hot_sale_and_low_price_low_cost_side_end_milling_machine_GL_1000C_of_china_of_SMAC.html?spm=a2700.icbuShop.41413.13.101a769aHFbpsS внутренняя цилиндрическая шлифовальный станок
Описание продуктавнутренняя цилиндрическая шлифовка станок
1. Высокая точность положения: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2. более широкий диапазон применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение – все в порядке
более широкий диапазон применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение – все в порядке
3. Различные размеры стола: три стандартных размеров и намного больше размеров, как ваше требование
Краткие данные
Внутренняя круглошлифовальная машина
1. Ваш запрос будет отвечен в течение 24 часов.Более 20 лет опыта нашей отрасли в сфере производства технологий.
3. Предоставить бесплатные запасные части и сервис в течение одного года после гарантии
4. Техническая поддержка Обеспечить видеосъемку для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
1. Принимайте L / C, T / T, D / A, D / Pтип платежей.
2. По техническим вопросам, пожалуйста, свяжитесь с нашим R & D.
3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
Cnc Шлифовальный станок с внутренней резьбой
Описание продукта
S7640 в основном используется на инструментальных заводах и в инструментальных мастерских, мастерских по производству гаек с ходовыми винтами на фабриках машин для шлифования цилиндрических и конических резьб с V-образным и круглым профилем.
Оборудованный автоматическим колесным комодом, он может производить шлифовку в двух или двух направлениях.
Прецизионные подшипники качения, используемые на шпинделе колеса, скорость которого может плавно изменяться с помощью двигателя преобразователя частоты.
| Наименование параметра |
3К227А |
| Диаметр шлифуемых отверстий, мм | 20—150 |
| Наибольшая длина шлифования (длина устанавливаемого изделия) при наибольшем диаметре отверстия, мм | 125 |
| Наибольший диаметр устанавливаемого изделия, мм | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 |
| Диаметр отверстия шлифовальной бабки для внутришлифовального шпинделя с ременным приводом, мм | 100 |
| Расстояние от зеркала стола до оси шпинделя изделия, мм | 275 |
| Расстояние от оси шпинделя изделия до подошвы станины, мм | 1200 |
| Наибольшее расстояние от опорного торца фланца шпинделя до торца корпуса шлифовальной бабки, мм | 880 |
Наибольший угол поворота бабки изделия, град. |
45 |
| Перемещение стола за один оборот маховика, мм | 19 |
| Наибольший ход стола, мм | 450 |
| Частота вращения шпинделя изделия (регулирование бесступенчатое), об/мин | 60—1200 |
| Частота вращения внутришлифовальных шпинделей (регулирование бесступенчатое), об/мин | 12000;18000;22000 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Количество электродвигателей на станке | 7 |
| Общая мощность всех устанавливаемых на станке электродвигателей, квт | 10,0 |
| Габариты станка с баком эмульсии и электрошкафом , мм | 2890х1990х1775 |
| Масса станка с электрошкафом, баком эмульсии и гидронасосной станцией, кг | 4400 |
| Диаметр шлифуемых отверстий, мм | 20—150 |
| Наибольшая длина шлифования (длина устанавливаемого изделия) при наибольшем диаметре отверстия, мм | 125 |
| Наибольший диаметр устанавливаемого изделия, мм | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 |
 countrystate_js=”” type=”text/javascript”>//
countrystate_js=”” type=”text/javascript”>//
Паспорт 3К227А Станок внутришлифовальный универсальный высокой точности
Наименование издания: Руководство по эксплуатации (3К225А.00.000 РЭ, 3К227А.00.000 РЭ)
Выпуск издания: –
Год выпуска издания: 1983
Кол-во книг (папок): 1
Кол-во страниц: 64
Стоимость: По запросу
Руководство по эксплуатации
Содержание:
1. Техническое описание
Назначение и область применения станков
Состав станка
Устройство и работа станков и их составных частей
– Общий вид станка с обозначением узлов чертёж
– Общий вид станка с обозначением органов управления и наладки чертёж
– Кинематическая схема станка
Перечень элементов к кинематической схема станка
– Перечень графических символов, указанных на таблицах и панелях таблица
– Мост станков чертёж
– Бабка станка чертёж
– Приспособление торцешлифовальное чертёж
– Шлифовальная бабка чертёж
– Механизм поперечной подачи чертёж
Гидросистема
Спецификация к гидросхеме
Перечень элементов покупной аппаратуры
– Схема гидравлическая принципиальная станка
– Схема разводки трубопроводов и расположение аппаратуры
– Схема разводки трубопроводов
Перечень возможных нарушений в работе гидросистемы таблица
Пневмосистема панели масляного тумана
Описание работы
– Схема пневматическая принципиальная
Система охлаждения
Описание работы системы охлаждения
– Схема охлаждения принципиальная
Система смазки
– Схема смазки направляющих станины станков
– Схема смазки станка
Электрооборудование
Первоначальный пуск
Перечень элементов к принципиальной электросхеме
– Схема электрическая принципиальная станка
– Схема электрическая соединений станка
– Схема электрическая соединений панели управления станка
– Схема электрическая соединений пульт управления станка
– Схема размещения электрооборудования на станке
Описание работы электросхемы
Работа станка с выхаживанием
Шлифование торца
Описание блокировки и защиты
Сигнализация
Порядок управления электроприводами
Указание по обслуживанию электрооборудования станка
2. Инструкция по эксплуатации станка
Инструкция по эксплуатации станка
Мера безопасности
Защитные устройства
Предохранительные и блокирующие устройства
Органы управления
Уровни звуковой мощности шума и вибрации
Местное освещение станка
Требования безопасности при эксплуатации станка
Порядок установки
Транспортирование
– Порядок транспортировки чертёж
– План установки станка с баком эмульсии, насосной установкой и электрошкафом чертёж
– Установка станка на фундамент чертёж
Настройка, наладка и работа на станках
– Схема установки планки для перемещения шлифовальной бабки вдоль стола станка чертёж
Регулирование
Бабка изделия
Направляющие шлифовальной бабки и мостов
Шлифовальные шпинделя
Шариковая винтовая пара для поперечного перемещения
– Шпиндель внутришлифовальный чертёж
– Шпиндель торцешлифовальный чертёж
– Передача винт-гайка качения
Наклейка шлифовальных кругов
Уход за станками
Перечень подшипников качения, шариков и роликов таблица
– Схема расположения подшипников станка
3. Паспорт
Паспорт
Общие сведения
Основные технические данные и характеристики
Настройка цепи главного движения для торцового шлифования
– Передние торцы шлифовальных шпинделей чертёж
– Оправки шлифовальные чертёж
– Крепление шлифовального круга гайкой чертёж
– Концы торцевых шпинделей и шпинделя бабки изделия чертёж
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Гарантия изготовителя
Станок внутришлифовальный 3К227А, цена 1000 грн.
Предприятие реализует – Станок внутришлифовальный 3К227А. Год выпуска 1986.
- Станок в идеальном состоянии, комплектный, подключен!
- В наличии паспорт.
- Дополнительная информация, фото сбросим на Viber или на электронную почту.
- Цель продажи – сокращение производства.
- Месторасположение – г. Винница
- Варианты оплаты: наличный/безналичный расчет через 3 группу +6% или оплата с НДС – возможна комбинированная оплата.
- Представляем все документы!
- Возможна продажа и доставка в страны СНГ и ближнего зарубежья.
На момент заинтересованности или покупки уточняйте – цену!!! Спасибо.
- Делаем демонтаж и погрузку станка – бесплатно!
- Организуем грузоперевозку, оплата в одну сторону.
Варианты перевозки:
- догруз, рядом с вашим оборудованием будет ехать чужой груз, вариант дешевле.
- цельный груз, едет только ваш груз – дороже.
Наши уникальные предложения:
1. Вы можете не присутствовать при осмотре оборудования!!! Осмотр оборудования в онлайн режиме, не выходя из офиса, черезSkype или Viber.
2. Вы можете не присутствовать при демонтаже и погрузке – мы делаем фото/видео погрузки:
Демонтаж и погрузку делаем по Вашим требованиям.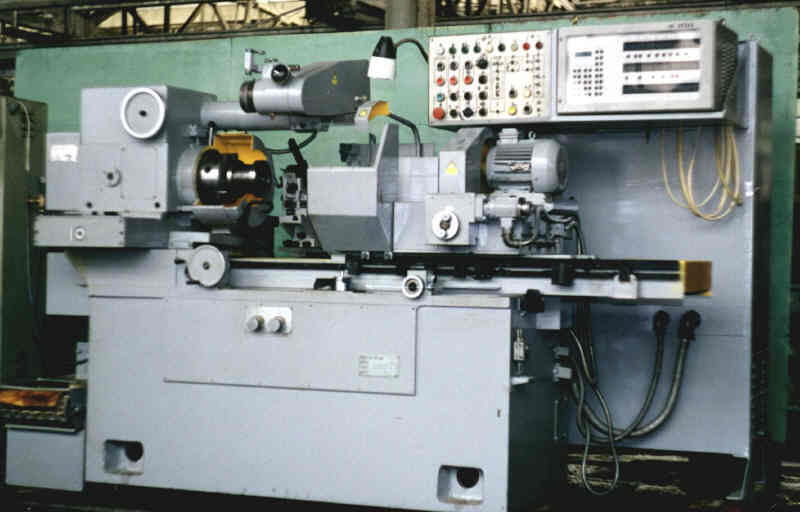
Первые фото при демонтаже;
Вторые фото станка и комплектующие, когда на машине уже находиться груз.
А также, фото документов водителя и номера автомобиля!
Все фото Вы получаете сразу на электронную почту, Skype или Viber.
Будем рады долгому сотрудничеству!!!
У вас есть такое же оборудование на продажу?
Начните продавать прямо сейчас!
Оставьте заявку.
Технические характеристики:
Станки модели 3к227а предназначены для шлифования цилиндрических и конических, глухих и сквозных отверстий, внутренних и наружных торцев
Наименьший и наибольший диаметр, шлифуемых отверстий, мм 20-150
Наибольшая длина шлифования(при наибольшем диаметре отверстия), мм 125
Наружный диаметр обрабатываемого изделия, устанавливаемого на станке, мм:
без кожуха 400
в кожухе 250
Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. 45
45
Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм:
грубое (наладочное) 2,5
тонкое 0,25
на одно деление лимба 0,001
от рычага дозированной подачи 0,001
Скорость движения стола, м/мин:
при правке круга 0,1-2
при шлифовании 1-7
при быстром продольном подводе и отводе 10
Наибольший ход стола, мм 450
Пределы числа оборотов шпинделя изделия (регулировка бесступенчатая), об/мин 60-1000
Число оборотов внутришлифовальных шпинделей, об/мин 9000,12000, 18000,24000
Число оборотов торцевого шпинделя, об/мин 5600
Общая мощность всех электродвигателей (без преобразовательных агрегатов), кВт 8,42
Требуемая площадь для станка с баком гидросистемы, баком эмульсии, электрошкафом (длина X ширина), мм 2815×1900
Общий вес станка (с электрошкафом, баком эмульсии и гидронасосной станцией), кг 4050
Габариты станка, мм
Длина 2500
Ширина 1470
Высота 1560
Предварительный отчет археологического исследования JSTOR
Информация о журнале IRAQ – уважаемый, рецензируемый академический журнал, посвященный исследованиям истории, искусства, археологии, религии, экономической и социальной жизни Ирака и, в меньшей степени, соседних стран, где они имеют отношение к нему, с древнейших времен до о 1750 году нашей эры.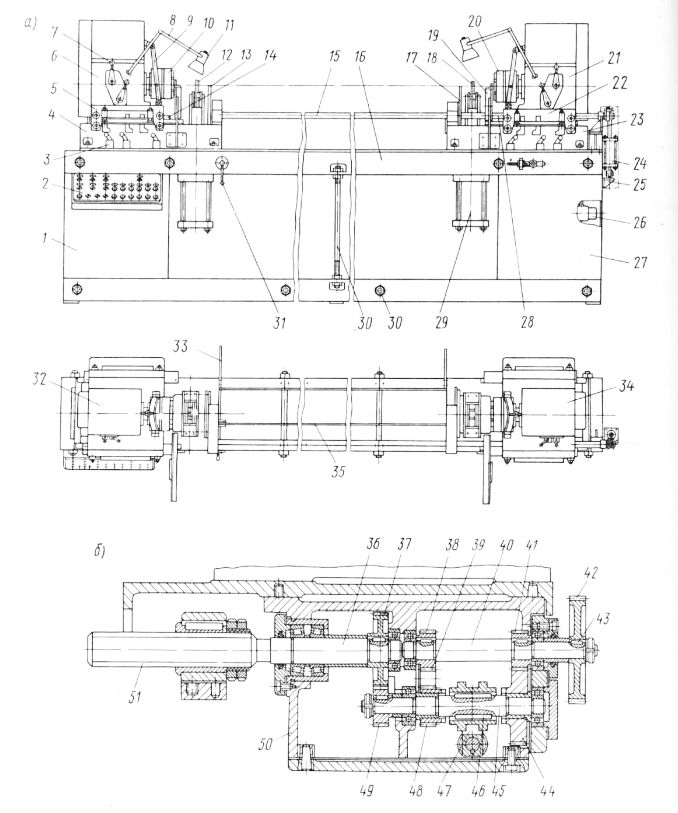 Он также публикует тексты на эти темы с переводами и комментариями.ИРАК был основан в 1932 году недавно основанной Британской школой археологии в Ираке (Мемориал Гертруды Белл), с 2007 года известной как Британский институт изучения Ирака, авторские права которой принадлежат. Он был основным инструментом для предварительных отчетов о полевых исследованиях в Ираке, но также публиковал статьи по широкому кругу вопросов, некоторые заключительные отчеты о раскопках, Festschrifts и материалы конференций. До 1984 года он выходил два раза в год, но теперь издается ежегодно поздней осенью. Том 70 выйдет в 2008 году.
Он также публикует тексты на эти темы с переводами и комментариями.ИРАК был основан в 1932 году недавно основанной Британской школой археологии в Ираке (Мемориал Гертруды Белл), с 2007 года известной как Британский институт изучения Ирака, авторские права которой принадлежат. Он был основным инструментом для предварительных отчетов о полевых исследованиях в Ираке, но также публиковал статьи по широкому кругу вопросов, некоторые заключительные отчеты о раскопках, Festschrifts и материалы конференций. До 1984 года он выходил два раза в год, но теперь издается ежегодно поздней осенью. Том 70 выйдет в 2008 году.
Британский институт изучения Ирака был основан как Британская школа археологии в Ираке 14 января 1932 года в память о Гертруде Белл, археологе-первопроходце, ответственной за создание службы и музея иракских древностей. Школа спонсировала важные полевые исследования и исследования в Ираке и Сирии, и у нее был постоянный директор в Багдаде, когда санкции 1990-х годов вынудили ее перенести свои полевые исследования в Бахрейн, Кувейт и Сирию. 12 декабря 2007 года он был переименован в Британский институт изучения Ирака, что отразило его расширяющуюся компетенцию, а именно продвижение исследований и просвещения общественности, касающихся Ирака и соседних стран, в области антропологии, археологии, географии, истории, филологии и смежных дисциплин в рамках искусство, гуманитарные и социальные науки. В настоящее время он предоставляет гранты иракским ученым, а также книги и другое оборудование Музею Ирака и другим учреждениям для участия в восстановлении наследия Ирака.
12 декабря 2007 года он был переименован в Британский институт изучения Ирака, что отразило его расширяющуюся компетенцию, а именно продвижение исследований и просвещения общественности, касающихся Ирака и соседних стран, в области антропологии, археологии, географии, истории, филологии и смежных дисциплин в рамках искусство, гуманитарные и социальные науки. В настоящее время он предоставляет гранты иракским ученым, а также книги и другое оборудование Музею Ирака и другим учреждениям для участия в восстановлении наследия Ирака.
SEC.gov | Превышен порог скорости запросов
Чтобы обеспечить равный доступ для всех пользователей, SEC оставляет за собой право ограничивать запросы, исходящие от необъявленных автоматизированных инструментов. Ваш запрос был идентифицирован как часть сети автоматизированных инструментов за пределами допустимой политики и будет обрабатываться до тех пор, пока не будут приняты меры по объявлению вашего трафика.
Пожалуйста, объявите свой трафик, обновив свой пользовательский агент, чтобы включить в него информацию о компании.
Чтобы узнать о передовых методах эффективной загрузки информации с SEC.gov, в том числе о последних документах EDGAR, посетите sec.gov/developer. Вы также можете подписаться на рассылку обновлений по электронной почте о программе открытых данных SEC, включая передовые методы, которые делают загрузку данных более эффективной, и улучшения SEC.gov, которые могут повлиять на процессы загрузки по сценариям. Для получения дополнительной информации обращайтесь по адресу [email protected].
Для получения дополнительной информации см. Политику конфиденциальности и безопасности веб-сайта SEC.Благодарим вас за интерес к Комиссии по ценным бумагам и биржам США.
Код ссылки: 0.67fd733e.16345
Дополнительная информация
Политика безопасности в Интернете
Используя этот сайт, вы соглашаетесь на мониторинг и аудит безопасности. В целях безопасности и обеспечения того, чтобы общедоступная служба оставалась доступной для пользователей, эта правительственная компьютерная система использует программы для мониторинга сетевого трафика для выявления несанкционированных попыток загрузки или изменения информации или иного причинения ущерба, включая попытки отказать пользователям в обслуживании.
Несанкционированные попытки загрузить информацию и / или изменить информацию в любой части этого сайта строго запрещены и подлежат судебному преследованию в соответствии с Законом о компьютерном мошенничестве и злоупотреблениях 1986 года и Законом о защите национальной информационной инфраструктуры 1996 года (см. Раздел 18 USC §§ 1001 и 1030).
Чтобы обеспечить хорошую работу нашего веб-сайта для всех пользователей, SEC отслеживает частоту запросов на контент SEC.gov, чтобы гарантировать, что автоматический поиск не влияет на возможность доступа других пользователей к SEC.содержание правительства. Мы оставляем за собой право блокировать IP-адреса, которые отправляют чрезмерное количество запросов. Текущие правила ограничивают пользователей до 10 запросов в секунду, независимо от количества машин, используемых для отправки запросов.
Если пользователь или приложение отправляет более 10 запросов в секунду, дальнейшие запросы с IP-адреса (-ов) могут быть ограничены на короткий период. Как только количество запросов упадет ниже порогового значения на 10 минут, пользователь может возобновить доступ к контенту на SEC.губ. Эта практика SEC предназначена для ограничения чрезмерного автоматического поиска на SEC.gov и не предназначена и не ожидается, чтобы повлиять на людей, просматривающих веб-сайт SEC.gov.
Как только количество запросов упадет ниже порогового значения на 10 минут, пользователь может возобновить доступ к контенту на SEC.губ. Эта практика SEC предназначена для ограничения чрезмерного автоматического поиска на SEC.gov и не предназначена и не ожидается, чтобы повлиять на людей, просматривающих веб-сайт SEC.gov.
Обратите внимание, что эта политика может измениться, поскольку SEC управляет SEC.gov, чтобы гарантировать, что веб-сайт работает эффективно и остается доступным для всех пользователей.
Примечание: Мы не предлагаем техническую поддержку для разработки или отладки процессов загрузки по сценарию.
| LS35407-1 LS354071 | 5330-01-478-2644 | Прокладка | Материал: синтетическая резина и пробка общий Форма поперечного сечения Стиль: F33 цельный или составной Толщина поперечного сечения: 0.  Минимум 021 дюйм и максимум 0,041 дюйма Минимум 021 дюйм и максимум 0,041 дюйма | California Прокладка и резина (86044) Lockheed Martin Corporation (98897) | Предложение |
| LS35407-2 LS354072 | 5330-01-476 -9093 | Прокладка | Материал: резиновый комбинезон из синтетической пробки Форма поперечного сечения Стиль: F33 цельный, одинарный или композит Толщина поперечного сечения: 0.031 дюйм номинальный | Lockheed Martin Corporation (98897) | Предложение |
| LS35452-01 LS3545201 | 5330-01-522-2333 | Уплотнение, специальное | III Конечный элемент Идентификация: C-130J, самолет | Lockheed Martin Corporation (98897) | Предложение |
| LS35481-1 LS354811 | 5330-01-552-3861 | Прокладка | III Идентификация конечной позиции: Самолет C5M III Название детали, присвоенное контролирующим агентством: Прокладка | Wesco Aircraft Hardware Corp. (1CN71) (1CN71) | Предложение |
| LS35482-1 LS354821 | 5330-01-552-0521 | Прокладка | III Идентификация конечного элемента: C5M III Название детали присвоено контролирующим агентством : Прокладка | Wesco Aircraft Hardware Corp. (1CN71) | Предложение |
| LS35483-1 LS354831 | 5330-01-552-6898 | Прокладка | III Идентификация конечного элемента : Самолет C-5 | Nor-RAL Plastics Inc.(3K227) Wesco Aircraft Hardware Corp. (1CN71) | Предложение |
| LS-35-CC LS35CC | 5330-00-627-9338 | Прокладка | Особенности: ОПИСАНИЕ стиля: №60 неправильной формы с рисунка A03200 III Дополнительные характеристики: Форма поперечного сечения СТИЛЬ: №195 неправильной формы с рисунка A03200 | Cameron International Corporation (14541) | Цитата |
| LS35J | 5330-00-627-9340 | Прокладка | Особенности: ОБОЗНАЧЕНИЕ стиля: NO. 60 неправильной формы из чертежа A03200 60 неправильной формы из чертежа A03200 III Дополнительные характеристики: Форма поперечного сечения СТИЛЬ: №195 неправильной формы из чертежа A03200 | Cameron International Corporation (14541) | Предложение |
| LS35M | 5330-00-627-9339 | Прокладка | Особенности: ОПИСАНИЕ стиля: №60 неправильной формы с рис. A03200 III Дополнительные характеристики: Форма поперечного сечения СТИЛЬ: №.195 неправильной формы от fiig A03200 | Cameron International Corporation (14541) | Предложение |
| LS37290-1 LS372901 | 5330-00-147-6367 | SEAL | Kirkhill-TA Co. (75345) Lockheed Martin Corporation (98897) | Предложение | |
| LS3842 | 5330-00-701-0314 | Неметаллическое уплотнение специальной формы | Материал: Резиновый синтетический комбинезон Конструкция: цельный Метод изготовления: цельный | Lockheed Martin Corporation (98897) | Ценовое предложение |
| LS-39-1U LS391U | 5330-00-627- 9322 | Прокладка | 900 40 Особенности: ОПИСАНИЕ стиля: NO. Cameron International Corporation (14541) | Предложение | |
| LS-39 -1V LS391V | 5330-00-627-9348 | Прокладка | Особенности: ОБОЗНАЧЕНИЕ стиля: №60 неправильной формы с рис. A03200 III Дополнительные характеристики: Форма поперечного сечения СТИЛЬ: №.195 неправильной формы от fiig A03200 | Cameron International Corporation (14541) | Предложение |
| LS-40-12 LS4012 | 5330-00-684-3206 | Фиксатор, упаковка | Форма поперечного сечения Стиль: квадрат / прямоугольник Высота поперечного сечения: минимум 0,115 дюйма и максимум 0,135 дюйма Диаметр центрального отверстия: минимум 0,915 дюйма и 0. 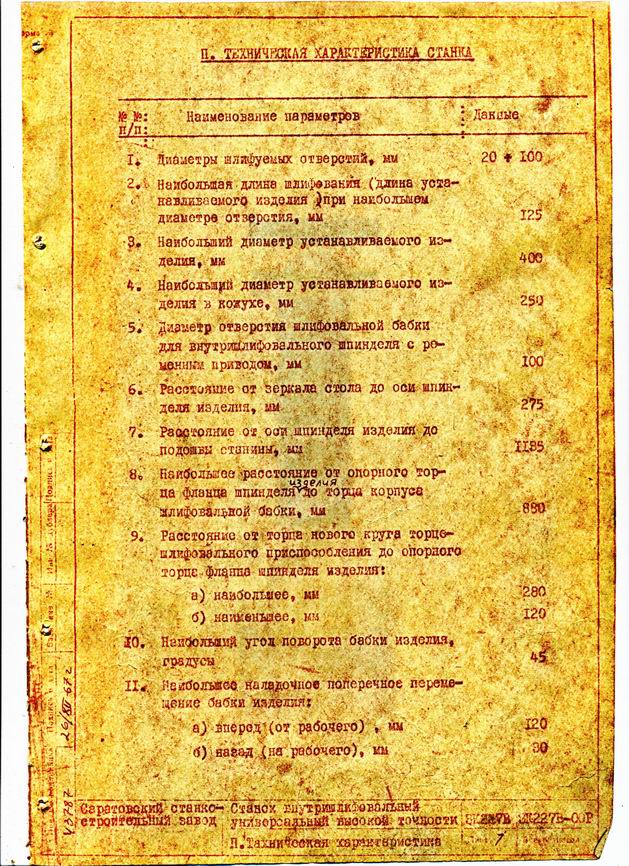 929 дюймов максимум 929 дюймов максимум | Garlock Sealing Technologies LLC (73680) | Предложение |
| LS-40-16 LS4016 | 5330-00-805-6478 | Прокладка | Поперечный Форма в разрезе Стиль: цельный, одинарный или составной Внешний диаметр: номинальный 1,514 дюйма Диаметр отверстия: минимум 1,165 дюйма и максимум 1,179 дюйма | Garlock Sealing Technologies LLC (73680) | Предложение |
| LS -40-2 LS402 | 5330-00-186-4945 | Прокладка | Материал: Кожаный комбинезон Форма поперечного сечения Стиль: F33 цельный или композит Толщина поперечного сечения: 0.Минимум 084 дюйма и максимум 0,104 дюйма | Garlock Sealing Technologies LLC (73680) | Предложение |
| LS-40-20 LS4020 | 5330-00-627-6143 | Прокладка | Материал: Кожаный комбинезон из кожи крупного рогатого скота Форма поперечного сечения Стиль: F33, цельный или композитный Толщина поперечного сечения: минимум 0,115 дюйма и максимум 0,135 дюйма | Garlock Sealing Technologies LLC (73680) | Цитата |
| LS-40-28 LS4028 | 5330-00-186-1300 | Фиксатор, упаковка | Материал: Кожаный комбинезон из кожи крупного рогатого скота Форма поперечного сечения Стиль: квадратный / прямоугольный D2 Документ и классификация материалов : MIL-W-5521, соответствие спецификации одного материала, мил se комбинезон | Garlock Sealing Technologies LLC (73680) | Предложение |
| LS-40-3 LS403 | 5330-00-752-8315 | Фиксатор, упаковка | Материал : Кожаный комбинезон Форма в поперечном сечении Стиль: D2 квадратный / прямоугольный Документ и классификация материалов: MIL-W-5521, mil spec, общий отклик материала | Garlock Sealing Technologies LLC (73680) | Ценовое предложение |
| LS-40-32 LS4032 | 5330-00-186-1301 | Прокладка | Материал: Кожаный комбинезон Форма поперечного сечения Стиль: F33 цельный или композитный Толщина поперечного сечения: 0 .  115 дюймов минимум и 0,135 дюйма максимум 115 дюймов минимум и 0,135 дюйма максимум | Garlock Sealing Technologies LLC (73680) | Предложение |
 60 неправильной формы с рис. A03200
60 неправильной формы с рис. A03200 CNC stroj za unutarnje brušenje. Описание главных технических характеристик
Строй имa конфигурацию с помеченным главой за брюшеньем у попречном сьере, узким помицанем главой производства у односу на ос брусне площадь и ротацией вретена главы производства. Obradak koji se obrađuje ugrađen je u steznu glavu stezne glave radnog predmeta.На столу строй можно себе улучшить нос стабильног одмора. Dio se instalira ručno.
Kretanje svih radnih tijela vrši se pomoću kuglastih vijaka.
Temelj stroja je okvir, na kojem su ugrađene glavne jedinice i mehanizmi. Уздужни стол поставлен я на водиликама котрлянья кревета. Na vodilicama poprečnog poprečnog – stol je poprečni i takoer je fiksiran:
– mehanizmi uzdužnih i poprečnih kretanja;
– механизм для ограничения уздужных кретаний;
– механизм за броском и ограничение боковых покрытий
– ограда радног подручья.
Poprečni stol osigurava poprečno kretanje na njemu ugrađene osnove vretena za brušenje. Pomicanje se izvodi na čeličnim kaljenim vodilicama za kotrljanje pomoću Preciznog kugličnog vijka bez zazora.
Облаганье периферией брусног котача врши се с диямантом у држачу, уРЕЖАЙ за превлаку е фиксиран на уздужном столу.
Обрада површине и обрада брусне участка изводы, что автоматические према программа управления, укр. Stroj automatski kompenzira uklanjanje profila brusne ploče tijekom odijevanja.
Uzdužni se stol pomiče na vodilicama za kotrljanje, što izvodi oscilacijsko oscilatorno kretanje s mogućnošću postupnog i Preciznog pristupa. Na uzdužni stol ugrađen je gornji rotacijski stol. Na radnoj površini uzdužnog stola nalazi se naslon za glavu i oslonac za podupiranje. Горный столб можно себе водно закрыть за кутью ± 2 °. Глава производства можно себе закрыть под кутом от -7 ° … + 8 °.
За улучшенную диелову може с користити гидраулична самоцентрираюча стезна глава с три челюсти и замкнутым челюстим.
Единица за подмазыванием и спремник rashladne tekućine ugrađeni su iza stroja.
Radno područje brušenja ograđeno je zaštitom tipa ormara, prednji zid zaštite ima pomična otvarajuća vrata spleksiglasom.
Sprijeda, s desne strane stroja, nalazi se CNC upravljačka ploča. ЧПУ sustav Siemens Sinumerik 802Dsl mora pružiti sljedeće mogućnosti stroja:
– образ dijela zbog rotacije obratka i pomicanja glave za brušenje;
– održavanje zadane vrijednosti brzine rezanja i zadane frekvencije rotacije obratka.
Ради удобности руководства, на стройке установили универсальные технологические программы. U dijaloškom načinu, koristeći posbne “маска”, оператор поставля:
– dimenzije obraene površine;
– доплатак коди сэ може уклонити;
– додатак за дораду;
– «Влияние даваня и брзинэ грубе и завршне образ»;
– брой дожиля;
– параметры и брой измена брусне на плоской поверхности.
Brušenje prolaznih, slejepih rupa velikog promjera i složenog Oblika izvodi se pomoću posbne opreme. Strojevi za unutarnje brušenje pripadaju specijaliziranoj klasi uređaja koji se koriste za obradu proizvoda od drva, čelika i polimera.
Strojevi za unutarnje brušenje pripadaju specijaliziranoj klasi uređaja koji se koriste za obradu proizvoda od drva, čelika i polimera.
Классификация и дизайн alatnih strojeva
Модель dizajniran za obradu velikih obradakaSuvremeni strojevi za unutarnje brušenje podijeljeni su u nekoliko vrsta. Strukturno su sločni horizontalnim or vertikalnim glodalicama. Razlika leži u načinu obrade dijelova – vreteno je u obratku i rotacijom uklanja višak materijala.
Obradak često ostaje nepomičan.Ротация с главног погона преноси себе на особину глав вретена. На njemu су ugrađene razne vrste brusnih alata. Njihov izbor ovisi o stupnju obrade i materijalu izrade dijela. За обраду великих производителей коридора себе посебни модели строения дизайна за значайна оптереченья.
Ovisno o dizajnu i funkcionalnim značajkama, postoje sljedeće vrste strojeva za unutarnje brušenje:
- jedno vreteno. Dizajniran samo za brušenje unutarnjih površina cilindričnih or suženih obradaka;
- Двоосовинско. Уз главную функцию, другое время vrši obradu rubova proizvoda. To vam omogućuje povećanje produktivnosti i, kao rezultat toga, izrade
- dvostrano dvovreteno. Припадаю категории посебне опреме. U njima je dio pričvršćen na Strukturu, zbog čega se proizvod polira s obje strane. Na taj se način obrađuju složeni oblici.
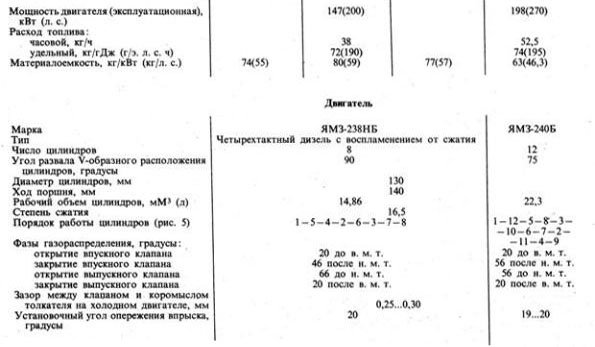 Уз главную функцию, другое время vrši obradu rubova proizvoda. To vam omogućuje povećanje produktivnosti i, kao rezultat toga, izrade
Уз главную функцию, другое время vrši obradu rubova proizvoda. To vam omogućuje povećanje produktivnosti i, kao rezultat toga, izradeУз ове показатели, при условии, что потребно узеты у обзора специфики конфигу рации опреме и начин управленя производственным процессом. За максимальную автоматизацию подготовки к модели ЧПУ.Omogućuju vam povećanje kvalitete obrade. Али за то, чтобы это потребно правильно израдити программы и пажливо изучаем почтовую и потребную конфигурацию дня.
За контроль качества покрытия, который находится внутри ЧПУ, строительство за рулем у полуавтоматского начального совета. Чтобы значи да себе окончание завршетки jedne operacije oprema zaustavlja. У овом тренутку можно измжерити израдак и, ако е потребно, приложить программу.
Описание главных технических характеристик
Диаграмма строя с последним вретеном Готово svi модели строения за unutarnje brušenje dizajnirani su za obradu metalnih proizvoda. Slična se operacija s drvenim praznim mjestima vrši pomoću druge opreme. Stoga su tehničke karakteristike strojeva dizajnirane za obradu masivnih proizvoda Великих размеров.
Slična se operacija s drvenim praznim mjestima vrši pomoću druge opreme. Stoga su tehničke karakteristike strojeva dizajnirane za obradu masivnih proizvoda Великих размеров.
Prvo se određuju maksimalne i minimalne dimenzije obradaka. To se odnosi na unutarnji promjer rupa, kao i na vanjske dimenzije. Tada treba izračunati najveću dopuštenu masu dijela. Sljedeći je Parameter potreban stupanj obrade – unutarnji, završni or obostrani. На темелю тихих знакомых одабирэ ищет оптимальную модель строя.
- максимальная дулина брушеня обратка. Može ovisiti o njegovom promjeru. Обычно производят означающий параметр на максимальном и минимальном промере;
- obrada čunjeva. Nužno je znati njegov dopušteni kut;
- удаленность оси вретена од површине радног стола;
- najveća udaljenost od kraja obratka do nosećeg cilindra glave vretena;
- снага электромотора. Се у вечной мери односи на погон главного покрета вретена. Također se uzima u obzir snaga sustava hlađenja i podmazivanja elemenata stroja;
- dimenzije i težina opreme. У првом е потребно знати размерность попорне платформа и измерение с могучом додатном опремом;
- признаки точности образа, храпавость готового повтора.
 У првом е потребно знати размерность попорне платформа и измерение с могучом додатном опремом;
У првом е потребно знати размерность попорне платформа и измерение с могучом додатном опремом;На темелю тихих показателей одабире есть оптимальная опция опреме. Treba imati na umu da će za obradu velikih proizvoda biti potrebne posbne instalacije za ugradnju u montažni blok. Для этого неоходимо ако масса обратка прелази 20 кг.
Как би сэ осьгурала квалитета обраде, у структуру с могу градити магнетни сепаратор и фильтр.Uz njihovu pomoć uklanjaju se iver i metalna prašina.
Značajke rada strojeva za unutarnje brušenje
Unutarnja brusna jedinica s CNC-omRad bilo koje opreme za obradu metala započinje ispravnom instalacijom. Prvo je mjesto pripremljeno za ugradnju, uzimajući u obzir težinu i dimenzije stroja. Уз то, что вы узнаете у обзора учинцы на площади у облику вибрации коже настаю tijekom rada.
Тада, это необходимо излечить параметр приключаемого мреже. Da biste to učinili, morate znati maksimalnu potrošnju energije stroja. Na temelju toga odabire se ožičenje s odgovarajućim odjeljkom. RCD и uzemljivačka petlja moraju biti opremljeni.
Na temelju toga odabire se ožičenje s odgovarajućim odjeljkom. RCD и uzemljivačka petlja moraju biti opremljeni.
Tijekom rada na stroju za unutarnje brušenje morate se pridržavati sljedećih pravila:
- priprema opreme. Nakon dužeg zastoja pregledavaju se dijelovi i sklopovi, stroj se pokreće u praznom hodu bez ugradnje obratka. Nužno je provjeriti ispravan rad sustava za podmazivanje i uklanjanje iverja;
- особлье. Prije početka rada osoblje mora zaobići tečaj obuke koji uključuje proučavanje struct stroja.Upoznavanje s pravilima rada i sigurnosti na radu;
- zahtjevi za nabavu. Da biste ih izveli, morate detaljno proučiti upute za uporabu.
Alternativno, možete razmisliti o instaliranju posbnog alata za unutarnje brušenje. Primjer takvog ureaja prikazan je u videozapisu:
stanokgid.ru
GDJE NAĆI VISOKO PRECIZNU UNUTARNJU MAŠINU ZA BRUSENJE METALA?
Kolačiće koristimo za prikupljanje tehničkih podataka. Više informacija možete pronaći u Pravilima o kolačićima.
- Dom
- Oprema za rezanje metala
- OKAMOTO
- Strojevi za unutarnje brušenje s CNC-om
Prednosti opreme
- 1Automatsko podešavanje brušenja podataka uvelike štedi vrijeme unosa podataka
- 2 Mogućnost višestranog brušenja lica ujednom jednom podataka
Kupnjom Struga Genos L300 E-M uspjeli smo uštedjeti oko 30-40 radnih sati samo na proizvodnji jedne pozicije.Zahvaljujući tome, oslobođeno je vrijeme za ispunjavanje novih narudžbi.
ООО «НПО РУСТЕХНО»
Одна почта рада Давиев строя за сохраненную площадь MCB 40150 с 4 валка, большая позиция на валяне и размерность толщина слоя 90 мм.
ОАО “Петрозаводскмаш”
Кроз читав радний вид порталског обрадног центра Okuma MCR BII 35E 35 * 50 показывает себя поузданим, высокоперформансама и точним.Строй идеан за производство великого великого. Zahvaljujući ovom stroju uspjeli smo povećati produktivnost.
ЗАО “Невский завод”
ООО “Яргазарматура”
ЗАПРОСИТЕ КОМЕРЦИЯЛЬНУ ПОНУДУ
Namjena opreme je obrada površina sljedećih vrsta: cilindričvi.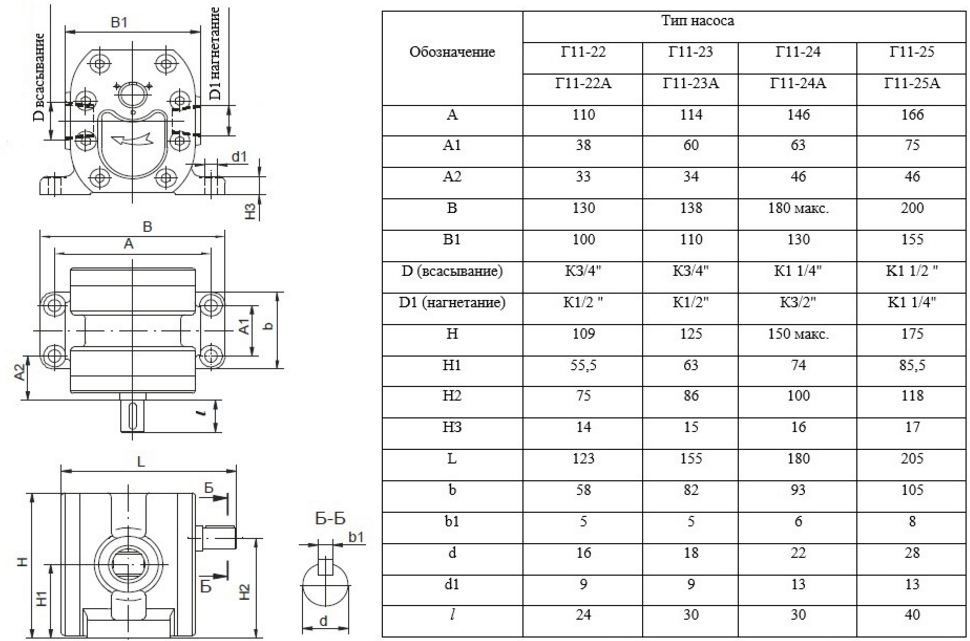 У нас есть каталог постоянного движения в режиме реального времени: NC и CNC. Serija IGM jedina je na svijetu za sve abrazivne process. Рынок пределов:
У нас есть каталог постоянного движения в режиме реального времени: NC и CNC. Serija IGM jedina je na svijetu za sve abrazivne process. Рынок пределов:- Ugrađeni programki sustav;
- Prikladno sučelje;
- Uključeni gotovi ciklusi brušenja;
- Posebni ciklusi korekcije i funkcije prekida ciklusa brušenja za obradu kotača;
- Automatski ciklus obrade: grubo i čisto brušenje, automatsko zaustavljanje, uvlačenje kotača;
- «Доступность измёна с два ребенка»;
- CNC и графическая методика программирования и начни брушеня омогучую структуру чак и с минимальным искусством и профессиональным вештинама приложена новой опремы у найкрачем могучем року.
- Ponude leasinga;
- Оперативна служба у Руси;
- Свеобухватна ponuda из jednog izvora: oprema, inženjering, servis, odabir softvera, originalni rezervni dijelovi, obuka.

Nemate времени чекати неколико мэсэи на испоруку совершить за обраду металла из иноземства? Želite li brzo kupiti stroj? Опрема воды светлых произведений доступна из складишта у Руси – самое лучшее время у кратком времени!
Što prije odaberete stroj i pošaljete nam zahtjev, brže ćete ga pokrenuti u svom poduzeću.Наручите сада!
pumori-invest.ru
инженерам для помощи – CNC строй за unutarnje brušenje
Obradak je pričvršćen na stjeve za unutarnje brušenje pomoću stezne glave s 3 čeljusti. Brušenje je završni or predfinalni postupak, tako da je prosječna толерантность 0,008 мм. Mjerenja se trenutno provode unutarnjim mjeračem pomoću solisa или standardnih kalibara, čija je izrada vrlo mukotrpna, s time izrade od 2º. Mjerenje na ovaj način povećava broj tehničkih gubitaka u proizvodnji referentnih kalibara zbog povećanja pogreške u lociranju dijela u steznoj glavi.To se može potpuno ellesirati или smanjiti opremanjem stroja s Renishaw mjernom glavom. На теме искуства корыстеня зонд Renishaw на постоялом Walter мини-погонском строю, точность измерения до 0,001 мм. Kao opcija, strojevi za unutarnje brušenje Studer CT450, S145, CT960 opremljeni su mjernim glavama.
На теме искуства корыстеня зонд Renishaw на постоялом Walter мини-погонском строю, точность измерения до 0,001 мм. Kao opcija, strojevi za unutarnje brušenje Studer CT450, S145, CT960 opremljeni su mjernim glavama.
Otprilike 15% su dijelovi s unutarnjim konusom i kutnom točnošću veličine до 0,5 минуты.
Prilagođavanje za dobivanje takvih dimenzija traje više od 15 minuta ako se taj kut dobije oblačenjem brusnog kotača.Mehanička promjena kuta okretanja stola ne smanjuje vrijeme postavljanja. Elektronička kontrola rotacije stola omogućuje potpuno smanjenje ovog time. Strojevi za unutarnje brušenje CNC S145, ST960 imaju takvu priliku.
Za gladak prijelaz unutarnjih površina cilindra u konus (slika 1), koji se sada obrauju ručno, uslijed čega se kvaliteta površina obraenih prije ove operacije pogoršava. Stroj za unutarnje brušenje CT960 ima mogućnost okretanja stola tijekom obrade, što vam omogućuje brušenje glatkog prijelaza na dijelove.
Slika 1.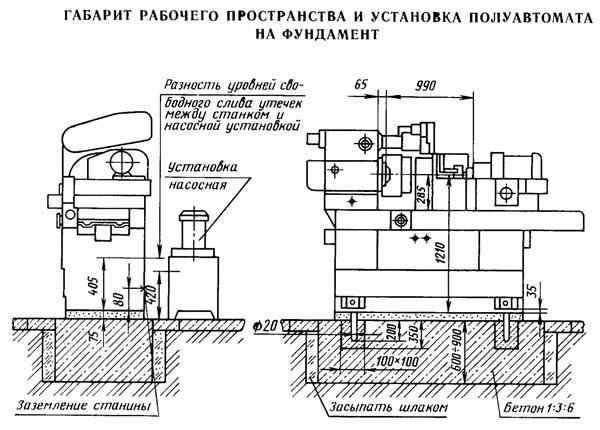 Brušenje glatkog prijelaza unutarnjih površina cilindra u konus.
Brušenje glatkog prijelaza unutarnjih površina cilindra u konus.
Slika 2. Brušenje glatkog prijelaza unutarnje i vanjske površine.
Vreteno s vanjskim brusnim točkom omogućuje brušenje vanjskih konusa 0-179º, takvih radno intenzivnih dijelova kao što je (slika 2). Stroj CT960 omogućuje vam brušenje stražnje i prednje površine rezača u jednom postavljanju.
Mogućnost cilindričnog brušenja na ovom stroju za unutarnje brušenje destroyira izmjenu opreme.Trenutno se postupci brušenja s vanjskim kutom većim od 60 ° izvode na optičkom stroju za brušenje suhom metodom, что dovodi do podcjenjivanja hrapavosti navedene na crtežu.
Требуется использовать для установки CNC стройки для брюк Studer CT960, которые можно использовать с 4-мя временами для ваннско и безвыходно.
Za proizvodnju alata predlažemo opremanje 1 vretena za prethodno unutarnje brušenje i brušenje promjera preko Ø 50 мм vretenom s brzinom rotacije do 30 000 o / min, 2 vretena za konačo jr. до 60 000 об / мин, 3 вретена за зависание без рукавов с диаметром 10 мм с диаметром за 90 000 об / мин, 4 вретено – за ванное время и над краем.Da biste povećali razmak između brusnih kotača, potrebno je koristiti kupolu (slika 3).
до 60 000 об / мин, 3 вретена за зависание без рукавов с диаметром 10 мм с диаметром за 90 000 об / мин, 4 вретено – за ванное время и над краем.Da biste povećali razmak između brusnih kotača, potrebno je koristiti kupolu (slika 3).
engcrafts.com
Voumard (Vumard) стройки за ваньско и ухоженное брюшье с CNC-om
Prilagođene stezne glave Voumard strojeva, kao i mehanizmi za brušušuogravo profila disk omogućavanje više vanjskih i unutarnjih operacija brušenja u jednom setu.
CNC стройки за ваниско и унитарное производство уживаю изврсну репутацию широем свидета и интегрирани су у производне линии и инсталляция водных производств, индустриальных машиностроительных изделий, промышленных машин и оборудования.
Voumard strojevi (Peter Wolters) omogućuju pronalaženje pravog rješenja za bilo koji tehnički zadatak. Сваки строй Wumard kombinira visoku kvalitetu, precision and pouzdanost uz visoku učinkovitost and isplativost.
Cijeli asortiman opreme za brušenje Peter Wolters možete pronaći na odgovarajućoj stranici naše web stranice:
Oprema za brušenje Peter Wolters
Osim alatnih strejevédés de l’jsartiman.
Stroj Wumard VM 110 za unutarnje i vanjsko cilindrično brušenje pogodan je kako za pojedinačnu tako i za serijsku proizvodnju malih i midnjih dijelova.
Комплектная гарнитура стройя ВМ 110:
- избор револьвера вретена с брусним вретенима до 4 комада;
- Visoko Precizne X i Z osi;
- ручно или численное управление осом Б за окр. Радне глав приликом брушенья конуса;
- наслона производства, по жели со стезным главиком или механизмом за брюшным профилем диска
- ниже различных алата за одиеванье брусних котач.
Opcije hranjenja: ručno punjenje, automatsko punjenje, portalni utovarivač, robot.
Управляющее здание – ЧПУ Fanuc с прилагаемым управляющим участком Wumard.
Строй себе можно приложить потребной примени.
Unutarnji CNC stroj za brušenje Fanuc Vumard VM 130 opremljen je pouzdanim automatskim za dodavanje dijelova sdvostrukim grabežom.
Primjenjuje se pouzdano načelo duljinja osi X i Z.
VM 130 можно обрабатывать ваниског промьера до 70 мм с максимальным диаметром 70 мм.Najmanji obradivi unutarnji promjer je 0,8 мм.
Управляющая площадка Wumard koja se temelji na Fanuc CNC-u osigurava najudobniji rad sa strojem.
Универзальные стройки за ваньско и новое оборудование с ЧПУ VM 300 pogodan je za obradu velikih dijelova.
Kompletni Straj Straja VM 300:
- вретенский револьвер с вретенима за брюшье до 4 комад;
- Visoko Precizne X i Z osi;
- povećana radna površina za vanjsko cilindrično brušenje zahvaljujući dodatnoj U-osi;
- vreteno proizvoda s indexiranjem (os C)
- ручно или численное управление osi B;
- наслон за главу за тешке радове за диелове тежин до 500 кг;
- niz različitih alata za odijevanje brusnih alata.
Управляющее здание – Siemens CNC с прилагаемым управляющим участком Wumard.
Voumard nudi kompaktna vretena za brusilice.
Voumard VMX vretena idealna su za Voumard strojeve za brušenje (Peter Wolters), pogodne za složene processse obrade.
Vretena stroja za brušenje Wumard potpuno su zamjenjiva.
Подробная информация может быть получена на веб-сайте производителя www.voumard.ch или на поисках наших структур.
Произведение строения за беспорядком 3M227VF2 – Саратовское строительство алатных строев.60. godišnjica SSSR-a, Brodogradilište , osnovana 1940.
Značajke unutarnjeg brušenja
Unutarnje brušenje jedna je od glavnih metoda dorade rupa, pri čemu se, ovisno o načinima brušenja i karakteristikama brusnog kotača, može postići točnost obrade 1-3 klase i hrapavost površine.
Prednost postupka unutarnjeg brušenja je mogućnost ispravljanja zanošenja osi rupe nastale u prethodnim operacijama, kao i osiguravanje okomitosti krajnje površine na os rupe, što se postiže post jrušenja jrušenja.
Unutarnje brušenje može se koristiti za obradu cilindričnih i konusnih prolaznih i slejepih rupa u dijelovima od neočvrslog i očvrslog čelika, lijevanog željeza, obojenih metal iij nemetalnih.
Unutarnje brušenje široko se koristi u svim granama strojarstva. Strojevi za unutarnje brušenje obrauju rupe zupčanika (glatke i zavojne), unutarnje prstenove kugličnih ležajeva i valjkastih ležajeva; valjkasti tragovi vanjskih prstenova valjkastih ležajeva; rupe za jig čahure, Morseove čahure za smanjenje suženja, razni alati za rezanje poput rezača, brijača, razvrtača itd.
Unutarnje brušenje koristi i uzdužno brušenje sirenja i brušenje uranjanjem. Prva metoda je najraširenija. Dubinsko brušenje koristi se pri brušenju kratkih rupa, kao i rupa ograničenih ovratnicima or izbočinama.
Unutarnje brušenje koristi uzdužne i poprečne metode dodavanja. Postoje sljedeće vrste pokreta:
- ротация брусног котача брзином наведеном у м / с
- ротация обратка (кружний ход) с брзином наведеном уд / мин
- uzdužni pomak naveden u dijelovima visine kotača i poprečni pomak u mm / dvostruki hod or u mm / min
Pri brušenju uzdužnim dodavanjem, dodavanje ne smije prelaziti 3/4 visine kotača po okretaju obratka. У овом случаю, унакрсни довод е испытан за сваки поединачни или двострукки ход или континуирано.
У овом случаю, унакрсни довод е испытан за сваки поединачни или двострукки ход или континуирано.
Dubinsko brušenje koristi se pri obradi kratkih rupa, kao i unutarnjih cilindričnih površina ograničenih Preciznim Krajevima orizbočinama, na primjer, valjkastim tragovima ležajnih prstenova. Kako bi se osiguralo jednoliko trošenje, na kotač se unose dodatna oscilirajuća gibanja ako konfiguracija dijela to dopušta.
Особенности unutarnjeg brušenja stvaraju brojna ograničenja za primjenu ove metode.До Уключа:
- ovisnost promjera brusne ploče o promjeru rupe za brušenje
- потреба за умение котача у рупу, это захтиева значайно избоченне вретена коди носи брусни точак, посебно код брушенья дуги рупа. Чтобы доводить дело до еды, еды и ног и ограничения употребления продуктивных начинарада.
Ovisnost promjera brusnog kotača о promjeru рупе ZA brušenje, Као я potreba ZA značajnim prevjesom vretena ZA brušenje, posebno KOD brušenja дугих рупа, nastalih uvođenjem brusnog kotača у obrađenu rupu, dovesti сделать smanjenja krutosti sustava я stvoriti Низ ograničenja ZA upotrebu unutarnjeg brušenja.
Strojevi za unutarnje brušenje
Strojevi za unutarnje brušenje mogu se podijeliti u dvije glavne skupine.
- Strojevi u kojima se obrauju obradak i brusni točak, a uzdužni i poprečni dodaci provode se pomicanjem vretena za brušenje or glave glave. Овисно о методы темельного обратного пути, ти стройные могу бити патроне или без центра. На сл. 85 prikazuje razne kućne aranžmane. На сл. 85, а, б, с приказуй метод улошка за граднью диэлова, коди сэ темелье на мембранском улошку (с), у улошку на краевима (б), у чахури дюж ванйског промьера са стезаликом с на краевима (с).На сл. 85, д, е приказу безцентрально метод заснивания на ципелама (д) и валчима (е).
- Strojni alati na kojima je obradak, obično velike veličine i težine, nepomično pričvršćen na stolu stroja, a brusni točak vrši planetarno gibanje, istovremeno rotirajući oko oko osi osi. Уздужно и попречно доставлять проводы с помичанием брусног котача, одноосно у сьеру стрелица 3 и 4. Такви сэ стройви назваю “планетарным”, могу бити и с окомитим и водоравним вретеном и имую врло граенничь.
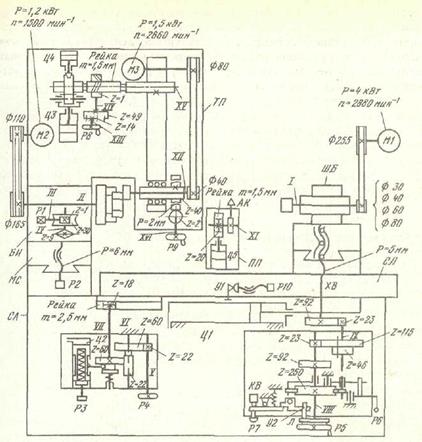 Такви сэ стройви назваю “планетарным”, могу бити и с окомитим и водоравним вретеном и имую врло граенничь.
Такви сэ стройви назваю “планетарным”, могу бити и с окомитим и водоравним вретеном и имую врло граенничь.Овисно о природе производства, коридор, как универзальные постройки за унутарное строительство, полуавтоматские дороги и автоматические постройки.
Univerzalni strojevi s patrone stezaljke koriste se za obradu kratkih i dugih cilindričnih i suženih rupa. Konusne rupe bruse se okretanjem glave glave pod odgovarajući kut. Ovi су стройви uobičajeni u pomoćnim trgovinama u pogonima za masovnu proizvodnju, kao i u main trgovinama u pogonima za masovnu proizvodnju.Univerzalni strojevi obično su opremljeni brusilicom za lice, što omogućuje osiguravanje visoke precision tijekom obrade u okomitosti lica na otvor. Глав за брюшением на универсальным строением поставлю себе на клизне клипове и могу бити замживе.
Полуавтоматские постройки , широкие коридоры у масовной и большой производства, испорченную с собой сэрним и контрольным урегулируемыми кодами автоматические контролирою поступак младеня и зауставляю людей.
Automatski strojevi – središnji i bezcentralni su dodatno opremljeni uređajima za utovar koji dijelove za obradu dovode u zonu brušenja, kao i uređajima za automatsko pričvotruñarajanje koji.
Главни стройви за unutarnje brušenje koje proizvodi domaća industrial su strojevi serije ZK. Ovi су стройные конструкции из серии ZK, осим модель ZK230V, опремлены на урезажимом по новой ткани.
Na temelju main model proizvode se razne modifikacije strojeva – s produženim hodom stola za obradu, dugim dijelovima.
3M227VF2 visoko precision stroj za unutarnje brušenje s CNC-om. Svrha i opseg
Početak proizvodnje stroja za unutarnje brušenje 3M227VF2 – 1985. Stroj je zamijenio zastarjeli model 3K227
Poluautomatski uređaj za unutarnje brušenje 3M227VF2 namijenjen je brušenju cilindričnih i konusnih (s kutom vrha do 90 °) kroz i slojepe rupe.
Stroj se koristi u strojogradnjama male i serijske proizvodnje, u alatnicama i servisima i tvornicama.
Načelo rada i značajke dizajna stroja
Poluautomat 3M227vf2 jednostavan je za postavljanje, održavanje i upravljanje; опремлен сетом вретена за брюшье са широким распоном окретая брусног котача, пружиня обрадую диелова с другимповольным начинима рада.
Mehanizam unakrsnog hranjenja, pokretan koračnim motorom, kreće se s velikom Preciznošću i stablenošću u cijelom rasponu brzina.
Stroj za unutarnje brušenje 3M227VF2 radi s softverskim ureajem 1P11, koji kontrolira radni ciklus poluautomatskog ureaja prilikom brušenja rupe.
Poluautomatski uređaj opremljen je uređajem za brušenje s čelom koji omogućuje brušenje vanjskog kraja proizvoda u jednom sklopu s brušenjem rupe.
Automatski način rada poluautomatskog ureaja s postavljanjem izravno brusilicom elemenata upravljačkog ciklusa desetodnevnih prekidača programkog ureaja ne zahtijeva matematičku norevivalomódiso.
Moguća je i uobičajena ručna kontrola poluautomata.
Svi priključci povezani su na stroj i električni ormar gotovim električnim ožičenjem s utikačima.
Poluautomatski strojevi dovršeni su sa:
- стезне глав с три и четыре челюсти
- prorezne prednje ploče za pričvršćivanje izradaka
- alati za ugradnju i montažu
- abrazivni kotači i osovine za njih
Уз додатну накнаду, на захвате с могу испорчити урени за пресвлачение круга по радиюсу, дуж конуса, уз край; ugradnja mjernog ureaja, stalni odmor, električna vretena i rezervni dijelovi.
U usporedbi s univerzalnim strojevima za unutarnje brušenje, kod rada na tim poluautomatskim strojevima, produktivnost je više nego udvostručena.
Strojevi su dizajnirani za domaće и izvozne zalihe.
Опсег алатних строёва су творнице за стройограднью мужчина и серийное производство, као и радионице за алат и поправке тих творца.
Класс точности алатных строев В према ГОСТ 8-82Е.
Развойни программист – Саратовское строительство алатних строева названо по И.60. godišnjica СССР-а.
Оценка точности строя за естественное брусение 3M227VF2
- Класа точности полуавтоматических урений према ГОСТ 25-80 . ….. В
- Точность рупа за узлом и крайним покрытием узла-производства према ГОСТ 25-80, микрона:
- stalni promjer u uzdužnom presjeku … 3
- заобленность …………………………….. 1,6
- равность край ……………………. 4
- hrapavost površine rupe……… Ra 0,32
- hrapavost krajnje površine …………. Ra 0,63
- Točnost zemaljske serije od 30 čahura u automatskom načinu rada, mikrona:
- Ширина величине ……………………….. 40
- заобленость …………………………….. 3
- stalni promjer u uzdužnom presjeku … 5
 ….. В
….. В3M227VF2 Ukupne dimenzije radnog prostora CNC stroja
Ukupne dimenzije radnog prostora stroja 3m227vf2
3M227VF2 Опция приказа за беспрерывное строительство
Фотография строя за неповрежденной стеной 3m227vf2
3M227VF2 Kinematički dijagram stroja za unutarnje brušenje
Kinematički dijagram stroja za unutarnje brušenje 3m227vf2
1P11 УРЕЖАЙ ЗА ПОЗИЦЕЙСКО-НОМЕРИЧКОМ УПРАВЛЕНИЕМ ПРОГРАММОМ СТРОЙ 3M227VF2
УРЕЖАЙ ПОЗИЦИЙСКОГ ЧПУ строй 1П11 3м227вф2
1P11 Pozicijski numerički upravljački uređaj, razvijen tomsko proizvodno udruženje “Kontur” 1983.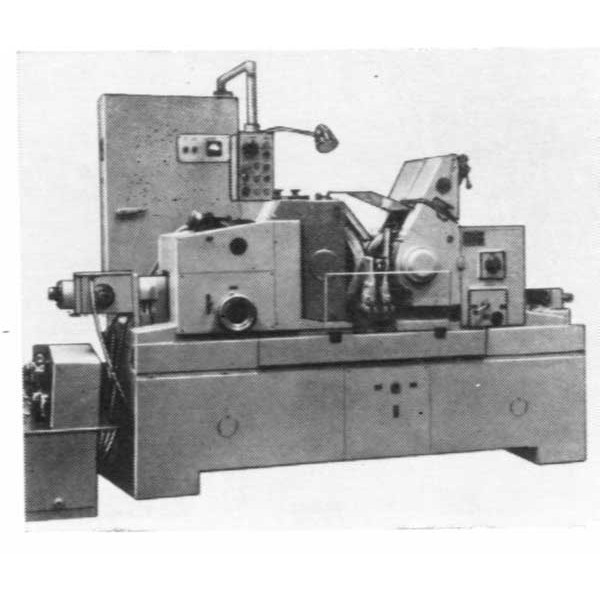 Године за opremanje strojeva za brušenje.
Године за opremanje strojeva za brušenje.
CNC uređaj 1P11 dizajniran je za generiranje signala za upravljanje kretanjem glave stopala brusilice u skladu s programom and za izdavanje signala koji osiguravaju izvršavanje ciklusa brušodjöröröbööd, brušenje.
Краткие технические характеристики CNC-a “1P11”:
- Uređaj omogućuje kontrolu kretanja duž jedne osi
- Брой неовисных контрольных координат – 1
- Naponski pogon – koračni motor
- Najveće programabilno kretanje – 99,999 мм
- Дискретность dodjele pomicanja duž osi – 0,001 мм
- Program se unosi na ulaznu ploču ureaja pomoću prekidača za desetljeća
- Uređaj daje impulse pomaka upravljačkoj jedinici koračnog motora
- Baza elemenata – integrirani krugovi serije K155
Instalacijski crtež stroja za unutarnje brušenje 3m227vf2
Технические характеристики стройки 3M227VF2
| Назив параметров | 3K227V | 3M227VF2 |
|---|---|---|
| Главное поставке | ||
| Класс точности према ГОСТ 8-82 | U | U |
| Najveći promjer ugraenog proizvoda, мм | 400 | 400 |
| Najveći promjer ugraenog proizvoda u kućište, мм | 250 | 250 |
| Максимальная длина производства koji se ugrađuje, мм | 125 | 200 |
| Najmanji i najveći promjer brušene rupe, мм | 20. .160 .160 | 20..200 |
| Najveća duljina brušenja s promjerom brušenja najmanje 100 мм, мм | 125 | |
| Удаленность от оси вретена ограды за главу до дна кревета, мм | 1200 | 1210 |
| Удаленность от осовине осовине вретена до зрцала стола (средняя высота), мм | 275 | 285 |
| Удаленность от попарного края прирубнице вретена производства до края носа на главу за брюшень, мм | 880 | 990 |
| Удаленность от края Новог Круга улица за деревом на берегу реки, мм | 120.0,260 | 120..280 |
| Стройни столб | ||
| Максимальная длина помицанья столы, мм | 450 | 560 |
| Ручное нанесение столба за один конец ручки, мм | 19 | |
| Brzina kretanja stola tijekom brušenja, м / мин | 1. .7 .7 | 1..7 |
| Brzina kretanja stola pri oblačenju kruga, м / мин | 0,1..2 | 0,1..2 |
| Brzina kretanja stola s brzim uzdužnim približavanjem i povlačenjem, м / мин | 10 | 10 |
| Glava za brušenje | ||
| Brzina vretena unutarnje glave brušenja, 1 / мин | 7200, 9000, 12000, 18000, 22000 | 5000..28000 |
| Najveći promjer brusnog kotača u skladu s GOST 2424-83, mm | стр.20..80 | |
| Najveća visina brusnog kotača u skladu s GOST 2424-83, mm | 20..50 | |
| Promjer rupe za brusni točak prema ГОСТ 2424-83, мм | 6..20 | |
| Poprečni hod glave za brušenje | ||
| Kretanje po jednom okretu ručnog kotača – grubo (podešavanje), мм | 2,5 | |
| Kretanje koraka motora po okretaju, мм | – | 0,1 |
| Kretanje po jednom okretu ručnog kotača – fino, мм | 0,25 | |
| Pomicanje po pulsu (koraku) koračnog motora, мм | – | 0,416 |
| Pomicanje jedne podjele uda, мм | 0,001 | |
| Pomak jednim zamahom ručice za ručno točenje, мм | 0,001 | |
| Najveće pomicanje prilagodbe brusne glave – unatrag (na radniku), мм | 10 | 10 |
| Najveće podešavanje glave brušenja – naprijed (od radnika), мм | 50 | 50 |
| Величина попречнег границы брусне глав са стране, мм / двустройки ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Глава за главу (производство за главу, время за производство) | ||
| Najveći kut rotacije prednje glave proizvoda, stupnjevi | 45 | 45 |
| Najveće prilagođavanje kretanja glave proizvoda – unatrag (prema radniku), ступнева | 30 | 30 |
| Najveće prilagođavanje kretanja glave proizvoda – prema naprijed (od radnika), stupnjeva | 120 | 180 |
| Учетность ротации производства (степенаста регулирования), об / мин | 60..1200 | 60..1200 |
| Brusilica za lice | ||
| Učestalost rotacije završnog vretena, 1 / min | 5600 | |
| Uzdužni pomak čeone brusne ploče, maksimalno podešavanje, mm | 160 | 160 |
| Уздужно помицанье на брусне плоце, максимальное расстояние (танко), мм | 4 | 4 |
| Уздужно помицанье чеоног брусног котача по единому окрету ручног котача за подешаванье, мм | 27 | 27 |
| Уздужно помицанье чеоног брусног котача по жедному окрету ручног котача радног (финог) пуненя, мм | 0,1 | 0,1 |
| Уздужно помицанье чеоног брусног котача по подъели радног (финог) брояча за довод, мм | 0,0025 | 0,0025 |
| Dimenzije čeone brusne ploče, мм | ЧШ200 х 50 х 20 | ЧШ200 х 50 х 20 |
| Погон и электрическая энергия строительства | ||
| Брой электромотора на строй | 7 | 7 |
| Двигатель вретена с брусным главой, кВт | 4 | 4,4 |
| Электромотор с погоном на край брусилицы, кВт | 1,5 | |
| Истосмьерни мотор за погон производства (передняя бабка), кВт | 1,2 | |
| Электромотор гидравлического насоса, кВт | 3,0 | |
| Автотранспортный фильтр, кВт | 0,09 | |
| Электромоторный насос рашладного положения, кВт | 0,15 | |
| Двигатель магнитцог сепаратора, кВт | 0,09 | |
| Укупна снага электромотора, кВт | 10,0 | 9,0 |
| Погон с магнитным поясом PMU5M4U4, кВт | – | |
| Погон с магнитным поясом ÉT1E2-9UHP4, кВт | 1,0 | 1,0 |
| Broj jedinica za pretvorbu | 1 | 3 |
| Ukupne dimenzije i težina stroja | ||
| Ukupne dimenzije stroja (duljina x širina x visina), мм | 2885 х 1900 х 1750 | 2700 х 1320 х 1850 |
| Тежина строй с электрическим режимом и глушением, кг | 4400 | 4500 |
- Dizajn stroja za brušenje, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Podešavanje i rad brusilica, 1989
- Дибнер Л.Г., Цофин Э.Е. Строеви за остановкой и полуавтоматом, 1978
- Генис Б.М., Лиечник Л.Ш., Терган В.С. Brušenje na cilindričnim brusilicama, 1965
- Кащук В.А., Верещагин А.Б. Гриндеров приручник, 1988
- Куликов С.И. Хониранье, 1973
- Лисовой А.И. Ureaj, podešavanje i rad strojeva za rezanje metala, 1971
- В.В. Лоскутов Brušenje metala, 1985
- В. В. Лоскутов Строеви за брушенье, 1988
- Лурье Г.Б. Strojevi za brušenje i njihovo podešavanje, 1972
- Лурье Г.Б. Strojevi za brušenje, 1983
- Меницкий И.Д. Univerzalni strojevi za oštrenje, 1968
- Муцианко В.И. Братчиков А.Я. Brušenje bez centra, 1986
- Наерман М.С., Наерман Я.М. Vodič za trening brusilica.Уджбеник за струковне школа, 1989
- Popov S.A. Radovi na brušenju, 1987
- Терган В.С. Brušenje na cilindričnim brusilicama, 1972
- Шамов Б.П. Vrste i dizajni glavnih jedinica strojeva za brušenje, 1965
Библиография:
CNC mašina za unutrašnje brušenje. Описание главных технических характеристик
Строй имa конфигурацию с помеченным главой за брюшеньем у попречном сьере, узким помицанем главой производства у односу на ос брусне площадь и ротацией вретена главы производства.Obradak koji se obrađuje ugrađen je u steznu glavu stezne glave radnog predmeta. На столу машины можно себе поставить стабильные ослонац за носоч. Dio se instalira ručno.
Kretanje svih radnih tijela vrši se pomoću kuglastih vijaka.
Основа машины и его оквир на коди су ugrađeni glavni uređaji i mehanizmi. Уздужни стол поставлен я на водиликама котрлянья кревета. Na vodilicama poprečnog poprečnog presjeka – stol je poprečni i takoer fiksiran:
– mehanizmi uzdužnih i poprečnih kretanja;
– механизм для ограничения уздужных кретаний;
– механизм за броском и ограничение боковых покрытий
– ограда радного простора.
Poprečni sto omogućava poprečno kretanje na njemu ugrađenog nosača vretena. Kretanje se izvodi na čeličnim kaljenim linearnim kotrljajućim vodilicama pomoću visoko Preciznog kugličnog vijka bez zazora.
Облаганье периферийные брусне на участке врши, с диямантом у држачу, уреженный за превлаку и прицвршчен на уздужни стол.
Обрада површине и обрэда брусне участка изводы се автомати према программа управления, укр. Mašina automatski kompenzira uklanjanje profila brusne ploče za vrijeme obrade.
Uzdužni stol pomiče se na vodilicama za kotrljanje, što vrši oscilatorno oscilatorno kretanje s mogućnošću postupnog i Preciznog pristupa. Na uzdužnom stolu ugrađen je gornji rotacijski sto. Na radnoj površini uzdužnog stola nalazi se naslon za glavu i oslonac za podupiranje. Gornji stol se može rotirati vodoravno za kut od ± 2 °. Глава производства можно себе окнами под углом от -7 ° … + 8 °.
За улучшенную диелову може с користити гидраулична самоцентрираюча стезна глава с три челюсти и замкнутым челюстим.
Единица за подмазывание и спремник rashladne tečnosti ugrađeni su iza mašine.
Radno područje brušenja je ograđeno zaštitom tipa ormara, prednji zid zaštite ima pomična otvarajuća vrata od pleksiglasa.
Ispred, s desne strane mašine, nalazi se CNC kontrolna ploča. Система ЧПУ Siemens Sinumerik 802Dsl mora pružiti sljedeće mogućnosti stroja:
– obrada dijela uslijed rotacije obratka i pomicanja glave za brušenje;
– održavanje zadate vrijednosti brzine rezanja i zadate frekvencije rotacije obratka.
Ради удобности руки, на машине установлена универсальная технологическая программа. U režimu dijaloga, koristeći posbne “maske”, оператор поставля:
– dimenzije obraene površine;
– додатак коджи сэ може уклонити;
– додатак за дораду;
– «Влияние даваня и брзинэ грубе и завршне образ»;
– брой сестара;
– параметры и брой измена брусне на плоской поверхности.
Brušenje prolaznih, slejepih rupa velikog promjera i složenog Oblika vrši se pomoću posbne opreme.Машине за неповторимое белье припадаю специальной класси уретая коди, как цвет за образ производства од дрвета, челика и полимера.
Классификация и дизайн alatnih mašina
Модель dizajniran za obradu velikih obradakaModerne mašine za unutrašnje brušenje podijeljene su u nekoliko vrsta. Strukturno su sločni horizontalnim or vertikalnim glodalicama. Razlika leži u načinu obrade dijelova – vreteno je u obratku i rotacijom uklanja višak materijala.
Obradak često ostaje nepomičan.Ротация с главног погона преноси себе на особину глав вретена. На njemu су ugrađene razne vrste brusnih alata. Njihov izbor ovisi o stupnju obrade i materijalu izrade dijela. За обраду великих производителей коридора себе посебни модели машин дизайна за значайна оптереченья.
Ovisno o dizajnu i funkcionalnim karakteristikama, postoje sljedeće vrste strojeva za unutarnje brušenje:
- jedno vreteno. Dizajniran samo za brušenje unutarnjih površina cilindričnih or suženih obradaka;
- Двоосовинско.Pored glavne funkcije, drugo vreteno vrši obradu ivica proizvoda. To vam omogućava povećanje produktivnosti i, kao rezultat toga, izrade
- dvostrano dvostruko vreteno. Припадаю категории посебне опреме. U njima je dio pričvršćen na Strukturu, zbog čega se proizvod polira s obje strane. Na taj način se obrauju složeni oblici.
По некоторым показателям, при условии, что они потребно узеты у обзора конкретной конфигурации операции и начин управляет производственным процессом.За максимальную автоматизацию подготовки к работе с ЧПУ модели. Omogućuju vam povećanje kvaliteta obrade. Али за то, чтобы это потребно правильно израдити программы и пажливо изучаем почтовую и потребную конфигурацию дня.
За контрольным радом покрече себе внутреннее ЧПУ машина за бруском у полуавтоматского режима. Чтобы значи да себе окончание завршетки jedne operacije oprema zaustavlja. У овом тренутку можно измжерити израдак и, ако е потребно, приложить программу.
Описание главных технических характеристик
Диаграмма строя с последним вретеномГотово сви модели машины за неограниченное количество моделей дизайна су за образ металлических производителей.Slična operacija sa drvenim praznim pločama vrši se pomoću druge opreme. Stoga su tehničke karakteristike mašina dizajnirane za obradu masivnih proizvoda Великих размеров.
Prvo se određuju maksimalne i minimalne dimenzije izradaka. To se odnosi na unutarnji promjer rupa, kao i na vanjske dimenzije. Tada treba izračunati najveću dopuštenu masu dijela. Sljedeći Parameter je potreban stupanj obrade – interni, završni or obostrani. На основу ових података odabran je optimni model mašine.
- максимальная dužina brušenja obratka. Može ovisiti o njegovom promjeru. Обычно производят означающий параметр на максимальном и минимальном промере;
- obrada čunjeva. Nužno je znati njegov dozvoljeni ugao;
- удаленность осовине вретена од површине радног стола;
- najveća udaljenost od kraja obratka do nosećeg cilindra glave vretena;
- снага электромотора. Се у вечной мери односи на погон главного покрета вретена. Takođe se uzima u obzir snaga sistema za hlaenje i podmazivanje elemenata mašine;
- dimenzije i težina opreme.У првом е потребно знати размерность попорне платформа и измерение с могучом додатном опремом;
- индикаторы точности образ, храпавость готовой површине.
На основу всех показателей одабирэ есть оптимальная опция опреме. Treba imati na umu da će za obradu velikih proizvoda biti potrebne posbne instalacije za ugradnju u montažni blok. Для этого неоходимо ако масса обратка прелази 20 кг.
Как би сэ осьгурала квалитета обраде, у структуру с могу градити магнетни сепаратор и фильтр.Uz njihovu pomoć uklanjaju se iverje i metalna prašina.
Karakteristike rada mašina za unutrašnje brušenje
Unutarnja brusna jedinica sa CNC-omRad bilo koje opreme za obradu metala započinje pravilnom instalacijom. Prvo, lokacija je pripremljena za ugradnju, uzimajući u obzir težinu i dimenzije mašine. Уз то, что я знаю у обзора и эфекты на площади у облику вибрации коже настаю тиеком рада.
Тада, это необходимо излечить параметр приключаемого мреже. Da biste to učinili, morate znati maksimalnu potrošnju energije mašine.На основу toga odabire se ožičenje s odgovarajućim odjeljkom. RCD и uzemljivač moraju biti opremljeni.
Dok radite na mašini za unutrašnje brušenje, morate se pridržavati sljedećih pravila:
- priprema opreme. Nakon dužeg zastoja, pregledavaju se dijelovi i sklopovi, stroj se pokreće u praznom hodu bez instaliranja obratka. Neophodno je provjeriti ispravan rad sistema za podmazivanje i uklanjanje iverja;
- особлье. Prije početka rada osoblje mora zaobići kurs obuke, koji uključuje proučavanje structure stroja.Upoznavanje sa pravilima rada i sigurnosti na radu;
- zahtjevi za nabavku. Da biste ih izveli, morate detaljno proučiti upute za uporabu.
Možete razmisliti i o instaliranju posbnog alata za unutarnje brušenje. Primjer takvog ureaja prikazan je u videu:
stanokgid.ru
GDJE NAĆI VISOKO PRECIZNU UNUTARNJU MAŠINU ZA BRUSENJE METALA?
Kolačiće koristimo za prikupljanje tehničkih podataka. Više informacija možete pronaći u Pravilima o kolačićima.
- Dom
- Oprema za rezanje metala
- OKAMOTO
- Mašine za unutrašnje brušenje sa CNC-om
Prednosti opreme
- 1Automatsko podešavanje brušenja podataka uvelike štedi vrijeme unosa podataka
- 2 Mogućnost višestranog brušenja lica uednom postavljanus 905
Куповином струга Genos L300 E-M Успешно смонтированы око 30-40 радних сати само на производство единой позиции.Zahvaljujući tome, oslobođeno je vrijeme za ispunjavanje novih narudžbi.
ООО «НПО РУСТЕХНО»
Одна почта Давиева машина за сохраненную площадь MCB 40150 на 4 вала, имеет большие посадки на валянии и размеры, покрытые толщиной 90 мм, высота потолка 60 мм.
ОАО “Петрозаводскмаш”
Кроз читав радний вид порталског обрадног центра Okuma MCR BII 35E 35 * 50 доказао се као поуздан, высоких перформанси и прецизан.Машина идеально за производство великого великана. Zahvaljujući ovoj mašini uspjeli smo povećati produktivnost.
ЗАО “Невский завод”
ООО “Яргазарматура”
ЗАПРОСИТЕ КОМЕРЦИЯЛЬНУ ПОНУДУ
Namjena opreme je obrada površina sljedećih vrsta: cilindričvi. У нас есть каталог постоянного движения в режиме реального времени: NC и CNC. Serija IGM jedina je na svijetu za sve abrazivne process. Торговая площадка:- Ugrađeni sistem za programiranje;
- Prikladno sučelje;
- Uključeni gotovi ciklusi brušenja;
- Posebni ciklusi korekcije i funkcije prekida ciklusa brušenja za obradu kotača;
- Automatski ciklus obrade: grubo i čisto brušenje, automatsko zaustavljanje, uvlačenje kotača;
- Dostupnost modifikacija sa two vretena za brušenje;
- ЧПУ и графическая методика программирования и начни брушеня омогучавую структуру да так и с минимальным искусством и профессиональным вештинама приложи новые варианты у найкрачем могучем року.
- Понудэ лизинга;
- Оперативна служба у Руси;
- Свеобухватна ponuda из jednog izvora: oprema, inženjering, servis, odabir softvera, originalni rezervni dijelovi, obuka.
Ближайшее время чекати неколико снасти на испоруку совершить за образу металла из иностранства? Da li želite brzo kupiti mašinu? Опрема воды светлых произведений доступна из складишта у Руси – самое лучшее время у кратком времени!
Što prije odaberete mašinu i pošaljete nam aplikaciju, brže ćete je pustiti u rad u svom preduzeću.Naruči odmah!
pumori-invest.ru
inženjer će vam pomoći – CNC mašina za unutrašnje brušenje
Obradak je pričvršćen na mašine za unutrašnje brušenje pomoću stezne glave sa 3 č. Brušenje je završni or predfinalni postupak, tako da je prosječna толерантность 0,008 мм. Mjerenja se trenutno isvode unutrašnjim mjeračem pomoću solisa или standardnih kalibara, čija je izrada vrlo zahtjevna, s time izrade od 2º. Mjerenje na ovaj način povećava broj tehničkih gubitaka u proizvodnji referentnih kalibara zbog povećanja greške u lociranju dijela u steznoj glavi.Для этого можно потпуно устранить или сманжити использовать машину Renishaw mjernom glavom. На основе искусства используется датчик Renishaw на постоялом Walter в мини-погонском здании, длина расстояния до 0,001 мм. Kao opcija, mašine za unutrašnje brušenje Studer CT450, S145, CT960 opremljene su mernim glavama.
Око 15% на диэлови с unutarnjim konusom и tačnošću kutne veličine до 0,5 минуты.
Prilagođavanje za postizanje takvih dimenzija traje više od 15 minuta ako se ovaj kut dobije oblačenjem brusnog kotača.Mehanička promjena kuta rotacije stola ne smanjuje vrijeme postavljanja. Elektronska kontrola rotacije stola omogućava potpuno smanjenje time. Takvu priliku imaju mašine za unutrašnje brušenje CNC S145, ST960.
Za gladak prijelaz unutarnjih površina cilindra u konus (slika 1), koji se sada obrauju ručno, uslijed čega se kvaliteta površina obraenih prije ove operacije pogoršava. Stroj za unutarnje brušenje CT960 ima mogućnost okretanja stola za vrijeme obrade, što vam omogućava brušenje glatkog prijelaza na dijelove.
Slika 1. Brušenje glatkog prijelaza unutarnjih površina cilindra u konus.
Slika 2. Brušenje glatkog prijelaza unutarnje i vanjske površine.
Vreteno sa spoljnim brusnim točkom omogućava brušenje spoljnih konusa 0-179º, takvih radno intenzivnih delova kao (slika 2). Stroj CT960 omogućava vam brušenje stražnje i prednje površine rezača u jednom postavljanju.
Mogućnost cilindričnog brušenja na ovoj mašini za unutrašnje brušenje eliminiše izmjenu opreme.Trenutno se operacije brušenja s vanjskim kutom većim od 60 ° izvode na optičkoj brusilici suvim postupkom, što dovodi do podcjenjivanja hrapavosti navedene na crtežu.
Требуется использовать внутреннюю станцию с ЧПУ для создания оборудования Studer CT960, которое можно использовать на 4-х временном уровне за vanjsko i unutarnje brušenje.
Za proizvodnju alata predlažemo opremanje 1 vretena za prethodno unutarnje brušenje i brušenje promjera preko Ø 50 мм vretenom sa brzinom rotacije do 30 000 o / min, 2 vretena za konačno sajeta ja ja jušenje 10 mm vretena za konačno ja ja jušenje 10 mm до 60 000 об / мин, 3 вретена за завтраком и без рупий диаметром 10 мм в брзином ротации до 90 000 об / мин, 4 вретена – вретено за ваньско-брусчатым и большим краем.Da biste povećali razmak između brusnih ploča, potrebno je koristiti kupolu (slika 3).
engcrafts.com
Voumard (Vumard) mašine za vanjsko i unutarnje brušenje s CNC-om
Prilagođene stezne glave Voumard mašina, kao i mehanizmi za bruštoguradova obradugila brušenvogika obradugika obradugova obradugila disk i omogućavanje više operacija vanjskog i unutarnjeg brušenja u jednom setu.
CNC mašine za vanjsko i unutarnje brušenje uživaju izvrsnu reputaciju širom svijeta i integrirane su u proizvodne linije i instalacije vodećih proizvoača u zrakoplovvnojimproizvozača u zrakoplovvnojimproizvozača u zrakoplovvnojimbilimárijjjjj, автомобил
Voumard mašine (Peter Wolters) omogućuju pronalaženje pravog rješenja za bilo koji tehnički zadatak. Svaka mašina Wumard kombinira visok kvalitet, precision i pouzdanost s visokom efikasnošću i isplativošću.
Kompletan asortiman opreme za brušenje Peter Wolters možete pronaći na odgovarajućoj stranici naše web stranice:
Oprema za brušenje Peter Wolters
Pored alatnih mašinavoda.
Stroj Wumard VM 110 za unutarnje i vanjsko cilindrično brušenje pogodan je kako za pojedinačnu tako i za serijsku proizvodnju malih i midnjih dijelova.
Komplet mašina VM 110:
- избор револьвера вретена са брусним вретенима до 4 комада;
- Visoko Precizne X i Z osi;
- ручно или численное управление осом Б за окр. Радне глав приликом брушенья конуса;
- наслон за главу производства, необязательно в стезном главком или механизме за усиление профиля бриегова на диске;
- niz različitih alata za oblačenje brusnih kola.
Opcije hranjenja: ručno punjenje, automatsko punjenje, portalni utovarivač, robot.
Управление машиной – ЧПУ Fanuc с приложением Wumard контрольном участке.
Строй себе можно приложить потребной примени.
Unutarnja CNC brusilica Fanuc Vumard VM 130 opremljena je pouzdanim automatskim mehanizmom za dodavanje dijelova sdvostrukim grabežom.
Primijenjen je pouzdani принципиально раздвижная оси X i Z.
VM 130 может обрабатывать ванйского промысла до 70 мм с максимальным диаметром диаметром 70 мм.Najmanji obradivi unutarnji promjer je 0,8 мм.
Управляющая площадка Вумард заснована на Fanuc CNC-у установки надстройки в машине.
Univerzalna mašina za vanjsko i unutarnje brušenje sa CNC VM 300 pogodna je za obradu velikih dijelova.
Komplet mašina VM 300:
- револьвер вретена для оружия за 4 комада;
- Visoko Precizne X i Z osi;
- povećana radna površina za vanjsko cilindrično brušenje zahvaljujući dodatnoj U-osi;
- вретено производства с индексом (C-os)
- ручная или цифровая система контроля B osi;
- глава за последние дни за день до 500 кг;
- niz različitih alata za oblačenje brusnih alata.
Управляющее оборудование – Siemens CNC с применением Wumard контрольном участке.
Voumard nudi kompaktna vretena za brusilice.
Voumard VMX vretena su perfectna za Voumard brusilice (Peter Wolters), pogodne za složene procedure obrade.
Vretena mašine za brušenje Wumard potpuno su zamjenjiva.
Подробная информация может быть получена на веб-сайте производителя www.voumard.ch или на поисках наших структур.
Произведенная машина за непроходимыми стенами 3M227VF2 – Саратовская фабрика алатных строев.60. godišnjica SSSR-a, Brodogradilište , osnovana 1940.
Karakteristike unutrašnjeg brušenja
Unutarnje brušenje je jedan od glavnih načina završne obrade rupa, pri čemu se, ovisno o načinima brušenja и karakteristikama brusne ploče, može postići precision obrade 1-3 klase i hrapavost.
Prednost postupka unutarnjeg brušenja je mogućnost ispravljanja zanošenja osi rupe formirane u prethodnim operacijama, kao i osiguravanje okomitosti krajnje površine na os rupe ,što se postiže post jrušenja jrušenja.
Unutarnje brušenje može se koristiti za obradu cilindričnih i konusnih prolaznih i slejepih rupa u dijelovima od neočvrslog i očvrslog čelika, lijevanog željeza, obojenih metal iij nemetalnih.
Interno brušenje se široko koristi u svim granama mašinstva. Strojevi za unutarnje brušenje obrauju rupe zupčanika (glatke i zavojne), unutarnje prstenove kugličnih ležajeva i valjkastih ležajeva; valjkasti tragovi vanjskih prstenova valjkastih ležajeva; rupe za jig-čahure, Morse-ove sužavajuće čahure, razni alati za rezanje poput rezača, brijača, razvrtača itd.
Unutarnje brušenje koristi i uzdužno brušenje uvlačenja i brušenje uranjanjem. Prva metoda je najrasprostranjenija. Dubinsko brušenje koristi se pri brušenju kratkih rupa, kao i rupa ograničenih okovratnicima orizbočinama.
Unutarnje brušenje koristi uzdužne i poprečne metode dodavanja. Postoje sljedeće vrste pokreta:
- ротация брусног кола брзином наведеном у м / с
- ротация обратка (кружний ход) с брзином наведеном уд / мин
- uzdužni pomak naveden u djelovima visine kotača i poprečni pomak u mm / dvostruki hod or u mm / min
Pri brušenju uzdužnim dodavanjem, dodavanje ne smije prelaziti 3/4 visine kotača po okretaju obratka.У овом случаю, унакршни помак е испрекидан за сваки поединачни или двоструки ход или континуирано.
Dubinsko brušenje koristi se pri obradi kratkih rupa, kao i unutrašnjih cilindričnih površina omeđenih Preciznim Krajevima orizbočinama, na primjer, valjkastim tragovima ležajnih prstenh. Da bi se osiguralo ravnomjerno trošenje, dodatni oscilacijski pokreti prenose se na točak, ako konfiguracija dijela to dopušta.
Posebnosti unutarnjeg brušenja stvaraju brojna ograničenja za primjenu ove metode.Oni uključuju:
- zavisnost prečnika brusne ploče o prečniku rupe za brušenje
- потреба за умение котача у рупу, это захтиева значайно избоченне вретена коди носи брусни точак, посебно код брушенья дуги рупа. Чтобы доводить дело до мелочей системы и ограничения употребления продуктивных начинарада.
Ovisnost prečnika brusne Плоче о prečniku рупе ZA brušenje, Као я potreba ZA značajnim nadvišenjem vretena ZA brušenje, posebno KOD brušenja дугих рупа, uzrokovana uvođenjem brusne Плоче у obrađenu rupu, dovesti сделать smanjenja krutosti сисьтема я stvoriti Низ ograničenja ZA upotrebu unutarnjeg brušenja.
Mašine za unutrašnje brušenje
Машина за бесшумным оружием может подиелити у двие главне скупине.
- Машине у кодзима себе образует обрадак и брусни точак, а узлы и попречни додачи изводы себе помиканьем вретена за брусенье или глав. Ovisno o načinu postavljanja osnove obratka, ovi strojevi mogu biti ulošci or bez centra. На сл. 85 prikazuje razne kućne aranžmane. На сл. 85, a, b, c приказуй метод уметания za ugradnju dijelova, odnosno umbranski uložak (c), u uložak na krajevima (b), u čahuru duž vanjskog promjera sa stezaljkom na krajevima (c).На сл. 85, д, е приказу безцентрально метод заснивания на ципелама (д) и на валчима (е).
- Alatni strojevi na kojima je obradak, obično velikih dimenzija i težine, nepomično pričvršćen na stolu stroja, a brusni točak vrši planetarno kretanje, istoremeno rotirajući ru oko osje. Уздужно и попречно давание изводы, что помицаньем брусног котача, одно у сьмэру стрелица 3 и 4. Такве машины назваю се “планетарним”, могу бити и с вертикальным и водоравним вретеном и примаренню врэнло.
Овисно о природе производства, коридор, как универсальные постройки за естественным бруском, полуавтоматские уроки и автоматы.
Univerzalni strojevi sa patrone stezaljke koriste se za obradu kratkih i dugih cilindričnih i konusnih rupa. Konusne rupe se bruse okretanjem glave za glavu pod odgovarajućim uglom. Ovi strojevi су uobičajeni u pomoćnim radnjama u pogonima za masovnu proizvodnju, kao i u mainradnjama u pogonima za masovnu proizvodnju. Univerzalni strojevi obično su opremljeni brusilicom za lice, što omogućava osiguravanje visoke precision tokom obrade u okomitom položaju lica na rupu.Glave za brušenje na univerzalnim mašinama su postavljene na klizne klipove i mogu biti zamjenjive.
Poluautomatske mašine , koji se široko koriste u masovnoj i velikoj proizvodnji, isporučuju se sa mernim i kontrolnim uređajima koji automatski kontrolišu postupak mlevenada i zaustavlés.
Automatske mašine – središnji i bezcentralni su dodatno opremljeni uređajima za utovar koji dijelove za obradu dovode do do zone brušenja, kao i uređajima zaelatsko pričvrščučałajánára kojota irolija.
Главне машины за бесшумным оружием, производство домашней промышленности на машине с серией ZK. Ovi strojevi su dizajnirani za obradu rupa promjera od 3 do 800 mm i proizvode se u klasama precision P, B i A. Svi univerzalni strojevi iz serije ZK, osim modela ZK230V, opremljeni su uređajima za brušen.
На основе главных моделей производства с разными модификациями машины – са продуженим ходом стола за образ, дугим диэловима.
3M227VF2 высокая точная машина за бесцветное вооружение на станке с ЧПУ.Svrha i opseg
Почтаак производственная машина за неполную броню 3M227VF2 – 1985. Строй замиенио застряли модель 3K227
Poluautomatski uređaj za unutarnje brušenje 3M227VF2 namijenjen je brušenju cilindričnih i konusnih (s vršnim uglom do 90 °) kroz i slojepe rupe.
Mašina se koristi u mašinskim pogonima male i serijske proizvodnje, u alatnicama i servisima i fabrikama.
Принцип рада и характеристики дизайна машины
Poluautomatski uređaj 3M227vf2 jednostavan je za postavljanje, održavanje i upravljanje; opremljen setom vretena za brušenje sa широким спектром okretaja brusnog točka, pružajući obradu dijelova u najpovoljnijim načinima rada.
Mehanizam unakrsnog hoda, pokretan koračnim motorom, kreće se s velikom preciznošću i stablenošću u cijelom rasponu brzina.
Unutarnja brusilica 3M227VF2 radi sa softverskim ureajem 1P11, koji kontrolira radni ciklus poluautomatskog ureaja prilikom brušenja rupe.
Poluautomatski uređaj je opremljen uređajem za brušenje lica koji omogućava brušenje vanjskog kraja proizvoda u jednom sklopu s brušenjem rupe.
Automatski način rada poluautomatskog ureaja s postavljanjem direktno brusilicom elemenata upravljačkog ciklusa desetodnevnih prekidača programkog ureaja ne zahtijeva matematičku potpvenommeniku mavisi.
Moguća je i uobičajena ručna kontrola poluautomata.
Svi priključci povezani su na mašinu i električni ormar gotovim električnim ožičenjem sa utikačima.
Полуавтоматская машина для комплектации СА:
- stezne glave sa Tri i Four Vilice
- prorezne prednje ploče za pričvršćivanje izradaka
- alati za ugradnju i montažu
- abrazivni kotači i osovine za njih
Уз додатну накнаду, на захвате можно испоручити уреай за облачение круга по радиюсу, дуж конуса, уз край; ugradnja mjernog ureaja, stalni odmor, električna vretena i rezervni dijelovi.
U poređenju sa univerzalnim mašinama za unutrašnje brušenje, kada se radi na ovim poluautomatskim mašinama, produktivnost je više nego udvostručena.
Машина на дизайне за дом и извозне залихе.
Opseg alatnih mašina su fabrike za mašinsku proizvodnju male и serijske proizvodnje, kao i radionice za alat i popravke tih fabrika.
Класс точности машины Б у склада по ГОСТ 8-82Е.
Программист – Саратовская творница алатних строева имени по И.60. godišnjica СССР-а.
Характеристики машины за неполную трубу 3M227VF2
- Класс точности полуавтоматических урени према ГОСТ 25-80 …… В
- Тачность рупа за узлом и крайним покрытием узла-производства према ГОСТ 25-80, мкм:
- konstantan promjer u uzdužnom presjeku … 3
- заобленность …………………………….. 1,6
- равность край ……………………. 4
- hrapavost površine rupe……… Ra 0,32
- hrapavost krajnje površine …………. Ra 0,63
- Tačnost zemaljske serije od 30 čahura u automatskom režimu, mikrona:
- распон величине ……………………….. 40
- заобленость …………………………….. 3
- konstantan promjer u uzdužnom presjeku … 5
3M227VF2 Ukupne dimenzije radnog prostora CNC mašine
Ukupne dimenzije radnog prostora mašine 3m227vf2
3M227VF2 Opšti pogled na mašinu za unutrašnje brušenje
Фотография машины на открытом воздухе 3m227vf2
3M227VF2 Kinematički dijagram mašine za unutrašnje brušenje
Kinematički dijagram mašine za unutarnje brušenje 3m227vf2
1P11 Uređaj pozicijskog numeričkog upravljanja strojem 3m227vf2
Урожай позиционог CNC строй 1P11 3m227vf2
1P11 Pozicijski numerički upravljački uređaj, razvijen tomsko proizvodno udruženje “Kontur” 1983.Године за opremanje mašina za mlevenje.
CNC uređaj 1P11 dizajniran je za generiranje signala za kontrolu kretanja glave nosača brusilice u skladu s programom i za izdavanje signala koji osiguravaju izvršavanje ciklusa uranjaenjučnija obrašiónjosión.
Краткие технические характеристики ЧПУ “1P11”:
- Uređaj omogućava kontrolu kretanja duž jedne ose
- Брой неовисных контрольных координат – 1
- Доводний погон – корачни мотор
- Najveće programibilno kretanje – 99,999 мм
- Дискретность dodjele pomaka duž osi – 0,001 мм
- Program se unosi na ulaznu ploču ureaja pomoću prekidača za desetljeća
- Uređaj daje impulse pomaka upravljačkoj jedinici koračnog motora
- Baza elemenata – integrisani krugovi serije K155
Instalacijski crtež mašine za unutarnje brušenje 3m227vf2
Технические характеристики машины 3M227VF2
| Назив параметров | 3K227V | 3M227VF2 |
|---|---|---|
| Главное поставке | ||
| Класс точности према ГОСТ 8-82 | ВН | ВН |
| Najveći promjer ugraenog proizvoda, мм | 400 | 400 |
| Najveći promjer ugraenog proizvoda u kućište, мм | 250 | 250 |
| Максимальная температура производства за границу, мм | 125 | 200 |
| Najmanji i najveći promjer brušene rupe, мм | 20..160 | 20..200 |
| Najveća dužina brušenja s promjerom brušenja najmanje 100 мм, мм | 125 | |
| Удаленность от осовине вретена ограды за главу до дна кревета, мм | 1200 | 1210 |
| Удаленность на осовине осовине осовинского вратила до зркала стола (средняя высота), мм | 275 | 285 |
| Удаленность от попарного края прирубнице вретена производства до края носа на главу за брюшень, мм | 880 | 990 |
| Удаленность от края Новог Круга улица за деревом на берегу реки, мм | 120.0,260 | 120..280 |
| Стройни столб | ||
| Максимальная длина помиканья столба, мм | 450 | 560 |
| Ручное нанесение столба за сад, заокрет ручного котача, мм | 19 | |
| Brzina kretanja stola tokom brušenja, м / мин | 1..7 | 1..7 |
| Brzina kretanja stola pri oblačenju kruga, м / мин | 0,1..2 | 0,1..2 |
| Brzina kretanja stola sa brzim uzdužnim približavanjem i povlačenjem, м / мин | 10 | 10 |
| Glava za brušenje | ||
| Broj okretaja vretena s unutarnjom glavom za brušenje, 1 / min | 7200, 9000, 12000, 18000, 22000 | 5000..28000 |
| Najveći promjer brusne ploče u skladu s GOST 2424-83, mm | стр. 20..80 | |
| Najveća visina brusne ploče ploče u skladu s GOST 2424-83, mm | 20..50 | |
| Promjer rupe za brusni točak prema ГОСТ 2424-83, мм | 6..20 | |
| Poprečni hod glave za brušenje | ||
| Kretanje za jedan zaokret ručnog kotača – grubo (podešavanje), мм | 2,5 | |
| Kretanje koračnog motora po jednom okretu, мм | – | 0,1 |
| Kretanje po jednom okretu ručnog kotača – fino, мм | 0,25 | |
| Kretanje koraka motora po impulsu (кораку), мм | – | 0,416 |
| Pomicanje jedne podjele ekstremiteta, мм | 0,001 | |
| Pomak u jednom zamahu ručice za ručno točenje, мм | 0,001 | |
| Najveće podešavanje kretanja glave za brušenje – unazad (na radniku), мм | 10 | 10 |
| Najveće podešavanje glave brušenja – naprijed (od radnika), мм | 50 | 50 |
| Величина возможного хода главы брюшной стенки, мм / двустройки хода | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Глава за главу (производство за главу, время за производство) | ||
| Najveći ugao rotacije glave proizvoda, stepeni | 45 | 45 |
| Najveće prilagođavanje kretanja glave – unazad (prema radniku), степени | 30 | 30 |
| Najveće prilagođavanje kretanja glave glave – naprijed (od radnika), stepeni | 120 | 180 |
| Frekvencija rotacije proizvoda (stepenasta regacija), о / мин | 60..1200 | 60..1200 |
| Brusilica za lice | ||
| Frekvencija rotacije završnog vretena, 1 / min | 5600 | |
| Uzdužni pomak čeone brusne ploče, maksimalno podešavanje, mm | 160 | 160 |
| Uzdužno kretanje čeone brusne ploče, maksimally radno (tanko), mm | 4 | 4 |
| Uzdužno kretanje čeonog brusnog kotača po jednom okretu ručnog točka za podešavanje, мм | 27 | 27 |
| Uzdužno kretanje čeone brusne ploče po jednom okretu ručnog kotača radnog (finog) punjenja, mm | 0,1 | 0,1 |
| Uzdužno kretanje čeonog brusnog kotača po podjeli radnog (finog) brojača za dodavanje, mm | 0,0025 | 0,0025 |
| Dimenzije čeone brusne ploče, мм | ЧШ200 х 50 х 20 | ЧШ200 х 50 х 20 |
| Погон и электрическая установка машины | ||
| Брой электромотора на машины | 7 | 7 |
| Электродвигатель вретена на брусном главу, кВт | 4 | 4,4 |
| Električni motor krajnje brusilice, кВт | 1,5 | |
| Истосмьерни мотор за погон производства (передняя бабка), кВт | 1,2 | |
| Электромотор гидравлического насоса, кВт | 3,0 | |
| Двигатель фильтра-транспортера, кВт | 0,09 | |
| Электромоторный насос рашладной системы, кВт | 0,15 | |
| Двигатель магнитногого сепаратора, кВт | 0,09 | |
| Укупна снага электромотора, кВт | 10,0 | 9,0 |
| Погон с магнитным поясом PMU5M4U4, кВт | – | |
| Погон с магнитным поясом ÉT1E2-9UHP4, кВт | 1,0 | 1,0 |
| Broj jedinica za pretvaranje | 1 | 3 |
| Ukupne dimenzije i težina mašine | ||
| Ukupne dimenzije stroja (dužina x širina x visina), мм | 2885 х 1900 х 1750 | 2700 х 1320 х 1850 |
| Težina mašine sa električnom opremom and hlaenjem, кг | 4400 | 4500 |
- Dizajn mašine za brušenje, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Podešavanje i rad brusilica, 1989
- Дибнер Л.Г., Цофин Э.Е. Оштреня и полуавтоматские машины, 1978
- Генис Б.М., доктор Л.Ш., Терган В.С. Brušenje na cilindričnim brusilicama, 1965
- Кащук В.А., Верещагин А.Б. Шлифовщик-ов приручник, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Ureaj, podešavanje i rad mašina za rezanje metala, 1971
- В.В. Лоскутов Brušenje metala, 1985
- В.В. Лоскутов Машины за брушенье, 1988
- Лурье Г.Б. Машины за брюшье и нижнее подножье, 1972
- Лурье Г.Б. Машин за брушенье, 1983
- Меницкий И.Д. Univerzalne mašine za oštrenje, 1968
- В.И. Муцианко, Братчиков А.Я. Brušenje bez centra, 1986
- Наерман М.С., Наерман Я.М. Vodič za obuku brusilica.Уджбеник за структурной школой, 1989
- Popov S.A. Radovi na brušenju, 1987
- Терган В.С. Brušenje na cilindričnim brusilicama, 1972
- Шамов Б.П. Врсте и дизайны главных Единиц Брусных Машина, 1965
Библиография:
CNC intra-glandă mașină. Solicitați o ofertă comercială
lefuirea, găurile surde cu diametrul mare i forma complexă se efectuează utilizând echipament special. Mașinile de cuptor intra-glande aparțin clasei de dispozitive specializate использует pentru prelucrarea produselor din lemn, oțel și polimerice.
Clasificarea și proiectarea mașinilor unelte
Modelul destinat processării unor blanuri mariMașinile moderne intraslipheale sunt отдельными в mai multe typeuri. Din punct de vedere структурный, ele sunt similare plantelor orizontale sau verticale de frezare. Diferența constă în metoda de prelucrare a pieselor – axul este în recoltare, iar metoda de rotație îndepărtează excesul de material.
Adesea piesa de prelucrat rămâne staționară. Rotația de la unitatea Principală este transmisă la arborele capului axului.Este instalat unelte de măcinare pe ea. specii диферит. Alegerea lor depinde de gradul de processare și material de fabricare a materialelor. Pentru prelucrarea produselor mari, sunt utilizate modele speciale de mașini-unelte, вычислить pe sarcini semnificative.
n funcție de caracteristicile de proiectare și funcționale, există următoarele typeuri de mașini intraslipheale:
- un singur ax. Sunt destinate doar pentru măcinarea suprafețelor interne ale semnelor cilindrice sau conice;
- дуплекс.În plus faă de funcția Principală, al doilea ax efectuează marginile de prelucrare a produselor. Acest lucru vă permite să creșteți productivitatea și ca rezultat – calitatea fabricării;
- дуплекс дублю. Consultațiategoria de echipamente speciale. N ele, partea este fixată pe design, datorită cărora produsul măcinat de pe ambele părți. Астфел, загар обрабатывает конфигурацию комплекса форм.
n plus faă de acești indicatori, atunci când selește, este necesar să se ină seama de specific configuraiei echipamentului și metoda de control process de producție.Максимальное автоматическое управление, рекомендуемое для моделирования ЧПУ. Acestea vă allow să creșteți calitatea sizes. Dar, pentru aceasta, este necesar să creați corect un program i să calcați cu atenție configuraia inițială i necesară a părții.
Pentru a controla operația, o mașină CNC intra-glandă este lansată в модульном полуавтомате. Aceasta înseamnă că, după efectuarea unei operațiuni, echipamentul se oprește. В самый лучший момент, puteți efectua măsurători ale piesei de prelucrat și, dacă este necesar, să efectuai ajustări la program.
Lista caracteristicilor tehnice de bază
Schema mașinii MonoschpindelAproape toate modelle de mașini intraslipheale sunt proiectate pentru a processa produse metalice. O operație similară cu spații de lemn se face folosind alte echipamente. Prin urmare, caracteristicile tehnice ale mașinilor sunt Calculate pentru prelucrarea produselor masive cu sizesiuni mari.
Primul maxim defined și минимальные размеры Заготовки. Aceasta se referă la diametrul interior al găurilor, precum și la sizesiunile externe.Apoi ar trebui să calcați masa maximă admisibilă a părții. Următorul Parametru este gradul necesar de processare – стажер, capăt sau двусторонний. Pe baza acestor date, este ales modelul optim al aparatului.
- Lungimea maximă a măcinării la sol. Poate depinde de diametrul său. N mod obișnuit, producătorii indică acest parameter la maxim și diametre minime;
- conuri de processare. Asigurați-vă că cunoașteți unghiul său admisibil;
- Îndepărtarea axei axului de pe suprafața desktopului;
- cea mai mare distanță de la capătul produsului prelucrat la cilindrul de susținere a capului axului;
- puterea motoarelor electrice.Într-o mai mare măsură, aceasta se referă la unitatea mișcării Principale a capului axului. De asemenea, ia în considerare puterea sistemului de răcire și lubrifierea elementelor mașinii;
- sizesiunile și greutatea echipamentului. N primul, trebuie să cunoașteți sizesiunea site-ului de referință i sizesiunile cu posibilele echipament adițional;
- indicatori de prelucrare a acurateței, rugozității suprafeței aspre.
Pe baza acestor indicatori alegeți optiune optimă echipamente.Ar trebui să se ină cont de faptul că pentru processarea produselor mari vor necesita instalații speciale pentru montarea în unitatea de fixare. Aceasta este o condiție prealabilă dacă masa billet depășește 20 кг.
Pentru a asigura calitatea processing in design, pot fi install un separator магнитный i un transportor de filter. Cu ajutorul lor, Chipsurile i praful de metal sunt îndepărtate.
Характеристики основного внутреннего скольжения
Внутренний узел с ЧПУFuncționarea oricăror echipamente de prelucrare a metalelor începe cu instalarea corectă.În primul rând, platforma de instalare este pregătită, luând în considerare greutatea și sizesiunile mașinii. Кроме того, Impactul asupra aragazului sub formă de vibraii care apar în timpul funcționării sunt luate на рассмотрение.
Apoi, trebuie să calcați parameters grilajului de alimentare conectat. Pentru a face acest lucru, trebuie să cunoașteți consumul maxim de energie al mașinii. Pe baza acestui lucru, cablarea este selectată cu secțiunea transversală corespunzătoare. Trebuie să fie echipate cu UZO și conturul terenului.
În timp ce lucrați la o mașină intra-glandă, trebuie să respați aceste Regi:
- pregătirea echipamentului. După un inactiv лёгкие, nodurile i agregatele sunt excinate, mașina începe în modul inactiv fără a instala piesa de prelucrat. Verificați în mod necesar corectitudinea sistemului de lubrifiere și de îndepărtare a cipurilor;
- личный. Nainte de a începe munca, personalul trebuie să ocolească cursul de studiu, уход включает studiul designului mașinii.Familiarizarea cu Regile de Operare i de siguranță;
- cerințe pentru piesa de prelucrat. Pentru a le îndeplini, este necesar să se studieze в деталях manualul de Instrucțiuni.
Альтернативы, путешествуя по местам с учетом возможности установки специальных средств индивидуальной защиты. Исключение из категории диспозитивов представляет собой материал видео:
stanokgid.ru.
Unde găsiți o mașină intra-glandă pentru metal cu o Precizie ridicată?
Folosim cookie-uri pentru a colecta informaii tehnice.Pentru mai multe informații, vă rugăm să contactați cookie-ul.
- Principalul
- Echipamente de tăiat metalice
- Okamoto.
- Mașini INTRASLIFEALE ЧПУ
Avantajele echipamentului
- 1 Funcția de setare automată a datelor de măcinareconomisește в mod semnificativ timpul de intrare a datelor
- 2 Posibilitatea de măcinare a finală многосторонний набор с прямым набором
- , установленный на 3 прямых позициях
- măcinarea conturului
Datorită achiziției mașină de rotire Genos L300 E-M Am reușit să salvăm aproximativ 30-40 de lucru numai la producția uni poziții.Datorită acelui timp a fost eliberat pentru a efectua noi comenzi.
ООО НПО “РСТЕХНО”
Для функциональных возможностей MCV 40150, Давид реализован для изготовления рулонной кобылы с калибровкой, которая соответствует диаметру 90 мм.
ОАО «Петрозаводсх».
De-a Lungul vieții centrului de processing a portalului, Okuma MCR BiI 35E 35 * 50 sa arătat ca fiind fiabilă, de înaltă performanță și точная.Mașina este ideală pentru produse de produse de sizesiuni mari. Datorită acestei mașini, am reușit să creștem productivitatea.
ЗАО «НЕВСКИЙ завод»
ООО «Яргазарматура»
Solicitați o ofertă comercială
Scopul echipamentului este prelucrarea suprafețelor productioarelor типури: цилиндричес, конусе, внутреннее, наружное. В каталоге представлены типы: NC și CNC. Seria IGM este singura venituri abrazive din lume. Avantajele mărcii:- Sistem de programare încorporat;
- Interfață удобный;
- Cicluri de lefuire pregătite;
- Cicluri de corecție de corecție specială și funcții ciclu de măcinare pentru marginea cercului;
- Автоматическая обработка: проект și măcinare pură, oprire automată, îndepărtarea cercului;
- Prezența modificărilor cu două ax de măcinare;
- ЧПУ – это графический метод, который является модулем программирования, который дает разрешение на использование специального специалиста, чтобы получить минимальный опыт, если он может быть профессиональным и может быть использован для адаптации к новому опыту.
- Propuneri de leasing;
- Сервисное обслуживание в России;
- Ofertă complete de la o mână: echipamente, inginerie, service, selecție de software, piese de schimb originale, инструктировать.
Nu aveți timp să așteptați câteva luni pentru a livra echipament de prelucrare a metalelor din străinătate? Dorii să cumpărați rapid o mașină? Echipamentul celor mai importanți producători din lume în stoc in Rusia – soluția optimă într-un timp scurt!
Cu cât selectați mai Repede aparatul și trimiteți-ne o aplicație, cu atât mai Repede veți funcționa în funcțiune la întreprinderea dvs.Comandă chiar acum!
pumori-invest.ru.
inginerul va ajuta – CNC intra-ochelari
Fixarea semifabricatelor pe mașinile de rectificat intern, чтобы реализовать Folosind 3 cam. Lefuirea este o operație finală sau preîncălgătoare, prin urmare, media de pleranță este de 0,008 мм. Măsurarea este în prezent produsă de un zeroomer utilizând calibre de referință sau de referință, fabricarea căreia este foarte Laborioasă, cu un timp de fabricație de 3 °. Măsurarea în această metodă crește numărul de tehnici din fabricarea calibrelor de referință datorită creșterii erorii de demnitate din cartuș.Pentru a exclude sau a reduce complete poate fi echipat cu o mașină de măsurare a capului Renishaw. Соответствует опыту с большим размером, Renishaw pe mașina existentă Eroare de măsurare Walter Mini este de până la 0,001 мм. Ca o opțiune pentru măsurarea capului, mașinile sunt intra-clerable ST450, S145, ST960.
Aproximativ 15% представляет собой пьезо у ун кон интерн și o точный размер unghiulară de până la 0,5 минуты.
Ajustarea pentru a obține astfel de sizesiuni durează mai mult de 15 minutes dacă obțineți acest unghi de către edressul roții de măcinare.Schimbarea mecanică în unghiul de rotație a mesei nu reduc timpul de configurare. Minimizai complete acest timp permite control electronic Întoarceți masa. Автоматическая установка CNC S145, ST960 au o astfel de oportunitate.
Pentru tranziția netedă a suprafețelor interioare ale cilindrului la con (рис. 1), руководство по уходу за загаром acum манипулирует, может вызвать căreia calitatea suprafețelor tratate înainte de această operație se Dedeiorează. Мазины с внутренним сердечником ST960 являются способными к вращению таблицы процессов, заботясь о том, чтобы их можно было использовать для перемещения линии по элементам.
Рис. 1. lefuirea tranziției netede a suprafețelor interioare ale cilindrului la con.
Рисунок 2. Șlefuirea tranziției netede a suprafeței interioare și exterioare.
Axul cu un cerc pentru șlefuirea exterioară vă permite să mănânci conuri în aer liber 0-179º, astfel de părți Intensive de muncă ca (фигура 2). Aparatul ST960 vă permite să mănânci suprafața din spate i din faă and dracului pentru o instalare.
Posibilitatea de măcinare rotundă pe această mașină intra-glandă vă permite să excludeți hardware-ul echipamentului.В презентации, операцииле де лефуире ун унги экстерьер де май мульти де 60º загар efectuate pe o mașină де лефуир оптика у ун мод ускат, ceea ce duce la includerea rugozității unui desen dat.
Требуемая перемычка с внутренним лицевым покрытием CNC Stuger ST960 poate fi echipată cu 4 ax pentru lefuirea exterioară i pentru lefuirea internă.
Pentru producția tools, oferim să echipez 1 ax pentru șlefuirea internă preliminară i lefuirea diametrelor mai mari de 50 mm cu o viteză de până la 30.000 об / мин, 2 оси, оставшиеся после поворота, i măcinarea găurilor Ø 10-50 мм, топор Cu o viteză de rotație de până la 60,000 rpm, 3 axe pentru găuri de lefuire, i lefuire finală Ø 10,000, от 90 мм. об / мин, 4 топора – ax pentru șlefuirea exterioară și măcinarea capetelor. Pentru a crește distana dintre cercurile de măcinare, este necesar să se utilizeze un cap rotativ (рис. 3).
engcrafts.com.
Voumard (Vumard) Mașini de iluminare externă și CNC
Cartușele de strângere ajustate ale mașinilor Voumard, Precum și mecanismele de măcinare a profilului de camera disk fac posibilămée de maçinare a profilului de camera disk fac posibilăméração de la apéração de la apérea de la apérea de la, apérosea de la apéroée lefuire externă și internă pentru o instalare.
Mașinile inrative la nivel de pădure i CNC utilizează o reputație excelentă n ntreaga lume i sunt интегрировать в линию производства для растений, производящих аэрозольные, промышленные, автомобильные, автомобильные.
Mașinile de voumard (Peter Wolters) fac posibilă alegerea unei soluții adecvate pentru orice sarcina tehnică. Fiecare mașină Vumard combină de înaltă calitate, acuratețe și fiabilitate cu randament ridicat și profitabilitate.
Gama complete de echipamente de lefuit Peter Wolters poate fi găsită pe pagina corespunzătoare a site-ului nostru:
Echipamente de slefuire Peter Wolters
În plus faă de recaméle de maini, produse, alte echipamente auxiliare, precum și piese de schimb.
Masina Vumard VM 110 pentru slefuirea rotundă interioară i exterioară este potrivită atât pentru o piesă, cât i pentru producția serială a detaililor mici și mijlocii.
Masina de grad VM 110:
- pentru alege un revolver de arbore cu ax de măcinare până la 4 bucăți;
- ax de înaltă Precizie x și z;
- controlul manual sau numeric al axei B pentru a transforma bunica produsului la conuri de măcinare;
- produsele de bunică pentru alege cu un cartuș de strângere sau mecanism pentru lefuirea profilului camilor de discuri;
- sortiment de diferite Instrumente pentru editarea cercurilor de măcinare.
Опции обратной связи: ncărcare manuală, încărcare automată, încărcător portal, robot.
Controlul mașinii – ЧПУ FANUC с адаптацией управления для Vumard.
Aparatul este ușor de configurat pentru aplicația necesară.
Masina Vumard VM 130 intra-lumina Fanuc VM 130 – это автоматическая система электронного оборудования, работающая на основе пьезоэлектрического материала.
Применительно к принципу соответствия требованиям X și Z.
VM 130 poate gestiona piese cu un diametru external de până la 70 mm, la o easyime maximă, a părții 70 мм.Cel mai mic diametru internal prelucrat este de 0,8 мм.
Панель управления на базе WIMARD на базе ЧПУ FANUC предлагает более удобное управление.
Универсальная внешняя машина для внутреннего освещения на станке с ЧПУ VM 300 является адекватной pentru prelucrarea pieselor de sizesiuni mari.
Instalarea mașinii VM 300:
- armatura revolver cu ax de măcinare până la 4 bucăți;
- ax de înaltă Precizie x și z;
- o zonă de lucru sporită cu o lefuire rotundă exterioară datorită axei suplimentare U;
- arcul de produse cu indexare (axa c)
- axa de control a software-ului manual sau numeric B;
- produse de bunică pentru condiții grele de lucru pentru detalii cântărind până la 500 кг;
- набор диферитовых инструментов для редактирования материалов.
Controlul mașinii – ЧПУ Siemens с адаптацией управления для Vumard.
Voumard oferă arbori compacte de mașini de lefuit.
VOUMARD VMX AXTLES sunt, адаптированный к идеальному pentru Peter Woltsers, potrivite pentru process complexe de processing.
Masini de slefuire a arborelui Vumard sunt absolut interschimbabile.
Puteți obține informații mai подробное описание сайта-ul producătorului www.vouumard.ch sau la cerere de la specialiștii noștri.
Mașina не аспект Cu o bunică de măcinare în mișcare în direcția transversală, mișcarea longitudinală a bazinului produsului în raport cu axa roții de măcinare și rotația arborei bunicii produsului. Elementul processat este instalat în cartușul produsului produsului. La masă, mașina este posibilă instalarea unui asistent de susținere. Instalarea piesei este efectuată manual.
Mișcarea tuturor corpurilor de lucru se implementationază prin abur cu urub cu bile.
Baza mașinii este fereastra pe care sunt instalate nodurile și mecanismele Principale.Pe ghizii de rulare sunt masa longitudinală. Pe traversarea transversală a ghidului – tabelul este transversal, precum și fix fix:
– mecanismele mișcărilor longitudinale și transversale;
– mecanismul de limitare a mișcărilor longitudinale;
– mecanismul inelului și limitările deplasărilor transversale
– Gardul zonei de lucru.
Tabelul transversal asigură mișcarea transversală a arborei de măcinare pe ea. Mișcarea este efectuată înformitate cu ghidajele de rulare liniare din oțel cu ajutorul unei transmisii de înaltă Precizie de înaltă Precizie.
Modificarea periferiei roata de măcinare este efectuată de un diamant în cadru, dispozitivul de editare este fixat pe masa longitudinală.
Prelucrarea i editarea suprafeței cercului de măcinare se efectuează в модульном автомате в соответствии с программой управления, установит область i ndepărtarea părții sunt efectuate manual. Mașina este Compensată automat pentru magnitudinea îndepărtării profilului cercului de măcinare în timpul editării.
La ghidajele de rulare, tabelul se mișcă longitudinal, care efectuează o mișcare vibraională oscilație cu posibilitatea unei aprovizionări fără trepte și exacte.Masa longitudinală este instalată de turnantă superioară. Pe suprafața de lucru a mesei longitudinale, o bunică este instalată produse și susținând fluxul. Табличка Superior poate fi rotit в горизонтальном плане на угол ± 2 °. Produsele bunicii pot fi rotite la un unghi -7 ° … + 8 °.
Pentru instalarea de piese, se poate aplica un cartu hidraulic de trei-decorate cu câteva camere interschimbabile.
Hidrogenarea de grăsime i rezervorul de răcire sunt instalate în spatele mașinii.
Zona de lucru lefuirea este împrejmuită de protecția tipului de dulap, peretele frontal al protecției are o ușă de deschidere mobilă cu plexiglass.
n faă, mașina potrivită este localizată panoul de sistem CNC. Sistemul CNC Sinumerik 802DSL для компании “Сименс” требуется, чтобы обеспечить возможность использования:
– обработка области обработки данных по ротации обработки предварительной обработки și deplasarea bunicii de măcinare;
– menținerea unei valori date a vitezei de tăiere și uni viteze date de rotație a părții prelucrate.
Pentru confortul operatorului, este instalat un program tehnologic universal pe mașină. В диалоге, cu ajutorul “măștilor” speciale, setează operatorul:
– Dimensiunile suprafeței tratate;
– компенсация деталей;
– punct de finisare;
– valorile hranei și vitezei dur și finisare;
– несговорчивый;
– параметр și numărul Regilor cercului de măcinare în timpulcesses.
Устройство для внутренней скользящей скольжения 3M227VF2 – Саратовская планировочная машина для машиностроения. A 60-летняя версия URSS, CVD , фонд в 1940 г.
Caracteristicile de măcinare internă
Slefuirea interioară este una dintre primary metode de finisare a găurilor, в уходе, в функции модурильного мэцинаре și de caracteristicile cercului de măcinare, sepoate obține acuratețea trataitate supragozée
Avantajul processului intern de măcinare este posibilitatea corectării axei gaurii formate în operațiile prevdente, Precum și asigurarea perpendicularității suprafeței de capăt la axa găurii, obținută la inută la lefulău de lalefulă.
lefuirea interioară poate fi utilizată pentru a trata găurile cilindrice i conice i surde n детали дин oțel nemipat și călit, fontă, metale neferoase și materiale nemetalice.
lefuirea internă este utilizată pe scară largă în toate sectoarele ingineriei mecanice.Pe mașinile de cuptor intra-glande, găurile roților de unelte (netede și splinte), inelele interne ale rulmenților și rulmenților cu роль загар обрабатывается; Piesele cu role ale rolelor exterioare ale rulmenților cu role; Găuri de bucșe de проводник, bucșe de tranziție cu un con de morse, разнообразный scule de tăiere, cum ar fi mori, Chevers, Muzeul duzei и т. Д.
Cu măcinare internă, se utilizează atât măcinarea cu o metodă longitudinală i o metodă de tăiere. Primul mod a fost cel mai mare. Lefuirea metodei de încorporare este utilizată la lefuirea găurilor scurte, Precum și găurile delimitate de un luminos sau de margine.
n măcinarea interioară, se utilizează metodele de alimentare longitudinală și transversală. Distinge următoarele tipuri de mișcări:
- rotația cercului de măcinare cu viteza setată на м / с
- rotația pieselor (furaje circare) cu o viteză specificată în m / min
- oferta longitudinală, întrebată în fracțiunea înălțimii cercului și a debitului transversal în mm / cursa dublă sau în mm / min
La lefuirea cu o alimentare longitudinală, valoarea de alimentare nu trebuie să depășească 3/4 din înălțimea cercului pe cifra de afaceri a părții.Furajul transversal este intermitent pentru fiecare Несчастный случай сосудистого мозга sau dublu sau Continuu.
lefuirea metodei de încorporare este utilizată în prelucrarea găurilor scurte, Precum și a suprafețelor cilindrice interioare, limitate de capetele exacte sau pervazurile, cum ar fi lemen de role alemen. Pentru a asigura uniformitatea uzurii, cercul este raportat o mișcare suplimentară oscilantă, dacă permite configurația părții.
Caracteristicile de măcinare internă Creați или серия ограничений pentru a aplica această metodă.Acestea включает:
- dependența diametrului roții de măcinare de la diametrul părții lustruite
- nevoia de a intra într-un cerc în gaură, Care necesită un depozit semnificativ al arborelui, purtând o roată de măcinare, mai ales atunci când măcinău găurileungi. Aceasta duce la o scădere a rigidității sistemului și limitează utilizarea modurilor production.
Dependența diametrului cercului de măcinare de la diametrul orificiului de măcinare, Precum i necesitatea unei plecări semnificative a arborelui de măcinare, în special la lefuirea găuriloremobilerequestaris de servisa de servisa de servisa de servisi de servisa de servisa de servisa de servisa de servis de Restricii pentru utilizarea de măcinare internă.
Dispozitiv de mașini intraslipheale
Mașinile intrahlipheale pot fi împărțite în două grupe Principale.
- Mașinile care se rotesc piesa de prelucrat și roata de măcinare, iar furajele longitudinale și transversale sunt efectuate prin deplasarea arborelui de măcinare sau a bunicii frontale. În funcție de metoda de construire a părții prelucrate, aceste mașini pot fi cartuș sau non-centru. На рис. 85 презинтэ диферит схема де конțинут. На рис. 85, A, B, B prezintă metodele cartușului pentru setarea pieselor, respectiv, cu baza din mandrina Membrani (C), în cartușul de-aungul capetelor (B), în manșonul de pe diametrul external cu clema de prindere se termină (b ).На рис. 85, G, D представляет метод, не являющийся центральным, на основе pe pantofi (G) i pe rolele (D).
- Mașinile pe care piesa find processing este de obicei mare в размерах și masă este instalată nemișcat pe masa mașinii, iar roata de măcinare efectuează o mișcare planetară, rotind simultan în jurul axei de jurul axei de jurul axei de jurul axei de urul axei de jurul axei de jurul axei de jurul axei de jurul axei de jurulide urul axei de jurulide urul axei de jurulide de jurulide Furajele longitudinale și transversale sunt efectuate prin deplasarea cercului de măcinare, respectiv, înformitate cu săgeata 3 și 4. Astfel de mașini sunt numite «planetare», atât aranjamente verticale cât i orizte utiliz i.
n Funcție de natura producției, универсальное универсальное средство для загара с внутренним скольжением, полуавтоматическое и автоматическое.
Mașini Universe Clema cartușului este utilizată pentru a processa găuri cilindrice scurte șiungi. Găurile conice sunt grupate prin rotirea bunicii la unghiul adecvat. Aceste mașini sunt distribuite in fabricile auxiliare productie in masa, Precum i în Principalele ateliere de plante de producie seriale. Mașinile universal sunt de obicei снабжает cu o căptușeală de torță, ceea ce face posibilă asigurarea unei Precizări высмеивает точный финал и capătului la deschidere.Capacele de șlefuire pe mașinile universal sunt instalate pe sanie și pot fi înlocuite.
Полуавтоматика. Использовать pe scară largă în producția de masă i la scară largă, снабжать cu dispozitive de măsurare i control care controlează automat processul de măcinare i oprii processarea când se atinge sizesiunea specificată.
Mașini – Centrul și non-centrele sunt Furnizate cu dispozitive de bootabile suplimentare care alimentează piesele pentru processarea in zona de măcinare, Precum i dispozitive pentru fixarea i îndeculpărtaregareaa àndeculpărtarearártarea àndeculpărtareai »
Principalele mașini intra-glurabile produse de industrial internă sunt mașinile-unelte ale RAS. Aceste mașini sunt proiectate pentru a process găuri cu un diametru de 3 până la 800 мм i sunt produse de clasele de Precizie P, B i A. Toate mașinile универсальный эль mașinilor RAS Gamma, за исключением модели ZK230Bch, suntzip torrent.
Pe baza modelelor de bază, sunt produse diferite modificări ale mașinilor unelte – cu ștampila alungită a tabelului pentru prelucrare, detaliiungi.
Mașina 3M227VF2 имеет внутреннюю точность с ЧПУ. Scopul și scopul de aplicare
nceputul producției de atrăgători 3M227VF2 – 1985. Mașina a nlock modelul depășit 3k227
O mașină intra-iluminat semi-automat 3M227VF2 este proiectată pentru măcinarea cilindrică și conică (cu un unghi la partea de sus la 90 °) i găuri surd.
Mașina este utilizată pe fabricile de construcție a mașinilor cu production in sectorul mic și serial, în magazine i fabrici instrumentale și reparații.
Principiul de funcționare și caracteristicile proiectului mașinii
Полуавтомат 3M227VF2 имеет конфигурацию, меню ввода в действие; Este echipat cu un set de ax de măcinare cu o gamă largă de cercuri de bumblă, oferind prelucrarea pieselor cu cele mai înalte moduri.
Mecanismul de antrenare transversal cu un motor de pasare cu acuratețe i stabilitate ridicată in întreaga gamă de viteze.
Maina intra-iluminat 3M227VF2 funcționază cu un dispozitiv software 1p11, controlând ciclul de funcționare de semiautomă atunci când se mărește gaura.
Semi-automată este echipată cu un dispozitiv de torsiune, care vă permite să tergeți capătul external al produsului pentru o instalare cu măcinarea găurii.
Модуль автоматического функционирования является полуавтоматом с регулировкой прямого ввода элементов управления, управляющих компьютерным управлением, а также диспозитивным программным обеспечением, необходимым для обработки математических характеристик ЧПУ, которые позволяют управлять несколькими функциями с помощью ЧПУ.
Este posibilă i gestionarea manuală obișnuită lucrărilor полуавтомат.
Toate aparatele sunt conectate la aparat și dulapul electric cu cablajul electric finit cu conectori de conectare.
Полуавтомат бесплатно:
- cartușe trei și patru-fuzzy
- tabele de canelură pentru atașarea produselor prelucrate
- Instrumente de întreținere
- cercuri abrazive și dornuri pentru ei
Pentru o taxă suplimentară pentru comenzi, dispozitivele pot fi Furnizate pentru cercul de editare de pe rază, în funcție de con, în cele din urmă; Blocarea dispozitivului de măsurare, проводник, ocurilor electrice și pieselor de schimb.
În compare cu ochelarii universali, atunci când lucrați la aceste semiautomi, acesta oferă o creștere a Performanței de mai mult de două ori.
Mașinile sunt conceptpute pentru livrările interne și la export.
Domeniul de aplicare al mașinilor – instalații de construcție a mașinilor cu producie de сектор mic și serial, Precum și magazine instrumentale și reparații ale acestor fabrici.
Clasa de Precizie Mașinilor unelte din GOST 8-82E.
Dezvoltator – planta de planificare a mașinilor Саратов.60-е годы – это УРСС.
Precizia caracteristică a mașinii intraspeheale 3M227VF2
- Clasa de Precizie полуавтомат в соответствии с ГОСТ 25-80 …… по
- Precizia găurilor de măcinare i suprafața de capăt a produsului de probă соответствует ГОСТ 25-80, микрон:
- constanța diametrului în secțiunea longitudinală … 3
- runda …………………………….. 1.6.
- flatitatea sfârșitului ……………………. 4
- gaura de suprafață de rugozitate ……… RA 0,32
- rugozitatea suprafeței sfârșitului …………. RA 0,63
- Precizia părții miezului de 30 de bucșe din modul automat, microni:
- размеры împrăștiată ……………………….. 40
- круглая ……………………………… 3.
- constanța diametrului în secțiunea longitudinală … 5
3M227VF2 Dimensiunile globale ale spațiului de lucru al mașinii CNC
Dimensiunile totale ale spațiului de lucru al mașinii 3M227VF2
3M227VF2 Ведеры общие и внутриглазные
Фотография внутри очага 3m227VF2
Схема кинематографическая 3М227ВФ2 и очеларилор внутри-
Кинематографическая схема с внутренней головкой 3M227VF2
1p11 Dispozitivul Mașine de control al software-ului pozițional numeric 3M227VF2
Расположение позиционного ЧПУ 1p11 mașină 3M227VF2
Номер позиционного управления программным обеспечением – интерфейс 1P11, проект Томск.asociația de producție “Circuit” в 1983, pentru a echipa mașini de rectificat.
Dispozitivul CNC 1P11 este concept pentru a genera semnale pentru gestionarea mișcării mirghelului mașinii de rectificat в соответствии с программой для emiterea de semnale care asigură Execute ciclurilor de semnale care asigură executarea ciclurilor de lefuire de lérajuire.
Спецификация scurte CNC “1p11”:
- Dispozitivul asigură mișcarea cu o singură axă
- Numărul de correonate independente gestionate – 1
- Unitatea de alimentare – Motorul Stepper
- Cea mai mare mișcare programabilă – 99,999 мм
- Discrețea sarcinii mișcărilor de-a Lungul axei – 0,001 мм
- Programul este introdus pe consola de intrare a dispozitivului cu comutatoare decadale
- Dispozitivul Furnizează impulsuri de mișcare la unitatea de comandă a motorului de pasare.
- Element de bază – интегральные микросхемы с серией K155
Desenul de instalare a mașinii intra-flacără 3M227VF2
Технические характеристики ale mașinii 3M227VF2
| Число параметров | 3К227В. | 3М227ВФ2. |
|---|---|---|
| Принципиальная сеть | ||
| Класс точности соответствует ГОСТ 8-82 | ÎN | ÎN |
| Cel mai mare diametru al produsului instalat, мм | 400 | 400 |
| Cel mai mare diametru al produsului topit in carcasă, мм | 250 | 250 |
| Cea mai mare lungime and produsului instalat, мм | 125 | 200 |
| Cel mai mic și cel mai mare diametru al orificiului de măcinare, мм | 20..160 | 20..200 |
| Cea mai mare Lungime de măcinare cu un diametru de măcinare de cel puțin 100 мм, мм | 125 | |
| Distanța de la axa axului bunicii frontale la tălpile paturilor, мм | 1200 | 1210 |
| Distanța de la axa axului bunicii frontale la oglinda mesei (înălțimea centrelor), мм | 275 | 285 |
| Distanța de la capătul support al produselor cu flanșă axului până la capătul brațului bunicii de măcinare, мм | 880 | 990 |
| Distanța de la capătul noului cerc al dispozitivului Torchlifer la capătul de susținere al flanșei axului, мм | 120.0,260 | 120..280 |
| Масина настольная. | ||
| Cea mai mare lungime de plasare a mesei, мм | 450 | 560 |
| Mișcarea manuală a tabelului pentru o cifră de afaceri a volantului, мм | 19 | |
| Viteza mișcării de tampile cu lefuirea, м / мин | 1..7 | 1..7 |
| Viteza de mișcare a tabelului la editarea unui cerc, м / мин | 0,1..2 | 0,1..2 |
| Viteza de a deplasa tabelul cu o alimentare longitudinală rapidă și atingeți, м / мин | 10 | 10 |
| Grandma de măcinare | ||
| Frecvența rotației axului capului intra-glande, 1 / мин | 7200, 9000, 12000, 18000, 22000 | 5000..28000 |
| Cel mai mare diametru al cercului de macinare согласно ГОСТ 2424-83, мм | стр. 20..80. | |
| Cea mai mare înălțime a cercului de măcinare согласно ГОСТ 2424-83, мм | 20..50 | |
| Diametrul gaurei cercului de măcinare согласно ГОСТ 2424-83, мм | 6..20 | |
| Mișcarea transversală a bunicii de măcinare | ||
| Deplasați-vă într-o singură întoarcere a roată de mână – dur (configurare), мм | 2,5 | |
| Депиляция двигателя, мм | – | 0,1 |
| Deplasați-vă într-o Singură rotație a roții de mână – subțire, мм | 0,25 | |
| Mutarea pentru un motor pas cu pas impuls (pas), мм | – | 0,416 |
| Treceți la o diviziune a limbii, мм | 0,001 | |
| Депиляция вручную, длина, мм | 0,001 | |
| Cea mai mare mișcare de reglare a bunicii de măcinare – spate (pe lucrător), мм | 10 | 10 |
| Cea mai mare mișcare de reglare a bunicii de măcinare – înainte (de la lucrător), мм | 50 | 50 |
| Magniturile de aprovizionare transversală a bunicii de măcinare la lateral, мм / дв. | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Буница фата (буница продукция, продюсул ахулуй) | ||
| Cel mai înalt colț al transformării produselor bunicii, grindină | 45 | 45 |
| Cea mai mare mișcare de reglare a produselor bunicii – înapoi (pe muncitor), grindină | 30 | 30 |
| Cea mai mare mișcare de ajustare a bunicii produsului – înainte (de la lucrător), grindină | 120 | 180 |
| Frecvența de rotație a produsului (reglarea fără trepte), об / мин | 60..1200 | 60..1200 |
| Dispozitiv de torcan | ||
| Frecvența rotației axului de capăt, 1 / мин | 5600 | |
| Mișcarea longitudinală a cercului de măcinare a cuptorului cel mai mare configurație, мм | 160 | 160 |
| Mișcarea longitudinală a cercului de măcinare a cuptorului cel mai mare lucru (subțire), мм | 4 | 4 |
| Mișcarea longitudinală a cercului mecanic de măcinare pentru o cifră de afaceri a runii de mână a mișcării de reglare, мм | 27 | 27 |
| Mișcarea longitudinală a cercului de măcinare a cuptorului într-o singură cifră de afaceri a runii de mână a alimentării de lucru (subțire), мм | 0,1 | 0,1 |
| Mișcarea longitudinală a cercului mecanic de măcinare pe o diviziune a hranei de lucru Lymba (subțire), мм | 0,0025 | 0,0025 |
| Dimensiuni ale cercului de torchlifting, мм | CSh200 х 50 х 20 | CSh200 х 50 х 20 |
| Drive și echipamente electrice | ||
| Numărul de motoare electrice pe mașină | 7 | 7 |
| Bunica de măcinare a arborelui electric, кВт | 4 | 4,4 |
| ТУРИСТИЧЕСКИЙ ДВИГАТЕЛЬ, КВТ | 1,5 | |
| Motor Drive Drive (Bunica Produse) DC, кВт | 1,2 | |
| Sistem hidraulic al pompei motoare electrice, кВт | 3,0 | |
| Электродвигатель Conveior de Fillu, кВт | 0,09 | |
| Помпа электродвигателя, кВт | 0,15 | |
| Электро-магнитный сепаратор, кВт | 0,09 | |
| Общая стоимость автомобиля, электричество, кВт | 10,0 | 9,0 |
| Усилитель проводниковый магнитный PM5M4U4, кВт | – | |
| Усилитель проводниковый магнитный E1E2-9HP4, кВт | 1,0 | 1,0 |
| Общий номер конверсии | 1 | 3 |
| Dimensiunile și greutatea totală и mașinii | ||
| Dimensiunile totale ale aparatului (Lungime x lățime x înălțime), мм | 2885 х 1900 х 1750 | 2700 х 1320 х 1850 |
| Mașină de masă cu echipamente electrice și răcire, кг | 4400 | 4500 |
- Proiectare de mașini de rectificat, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Ajustarea și funcționarea mașinilor de măcinare, 1989
- Дибнер Л.Г., Цофин Э. Полуавтомат Mașini de ascuțit și mașini, 1978
- Генис Б.М., доктор Л.Ш., Терган В.С. lefuirea pe mașini cu aripi rotunde, 1965
- Кашка В.А., Венрещар А.Б. Manual de măcinat, 1988
- Куликов С.И. Хонингование, 1973 г.
- Лисово А.и. Dispozitiv, reglare și funcționare a mașinilor de tăiat metalice, 1971
- Лоскутов В.V. Metal de măcinare, 1985
- Лоскутов В.В. Maini de rectificat, 1988
- Лурье ГБ. Maini de rectificat și aranjai-le, 1972
- Лурье ГБ. Dispozitiv de mașini de lefuit, 1983
- Меницкий И.Д. Mașini Universale de Ascuțire, 1968
- Моцианко В.И. Fratele a.ya. Enchanted de măcinare, 1986
- Наерман М.С., Наерман Я.М. Manual pentru prepararea de măcinatoare.