Пайка, обжимка и закрепление клемм аккумулятора
Смотрите также обзоры и статьи:
Наверняка каждый радиолюбитель сталкивался с вопросом правильного обжима, пайки или крепления аккумуляторных, или соединительных клемм. Клеммы необходимы для удобного соединения проводов или же закрепления провода на аккумуляторе. Такой способ соединения гораздо лучше, чем припаивать провода к клеммам аккумулятора или же их прикручивания. Он гарантирует надежное, прочное соединение с возможностью при необходимости спокойно отсоединить провод.
Как обжимать ножевую клемму?Ножевые клеммы как раз и предназначены для того, чтобы их можно было просто обжать специальным инструментом без необходимости пайки. Припаять конечно можно, но вовсе не обязательно.
Для того, чтобы обжать такую клемму необходим специальный инструмент — стриппер. Кстати, существуют стрипперы, которыми можно не только обжимать клеммы, но и зачищать изоляцию проводов.
У ножевой клеммы есть две области для крепления: на первой крепиться изолированный участок провода, а при креплении на второй участок провода должен быть зачищен от изоляции.
- И так, провод подготовили, и теперь берем клемму и стриппер. На стриппере есть несколько выемок, под определенный размер клеммы. Подбираем необходимую и вставляем так, чтобы разомкнутые ножки клеммы находились в выемке стриппера, а с другой стороны в клемму упирался штырек обжимного инструмента. Сформируйте на каждой части клеммы кольца из этих ножек.
- Вставьте в клемму провод и теперь обжимайте клемму так, чтобы штырек стриппера упирался в место соединения ножек клеммы. Зажмите провод. Штырек зажмет ножки таким образом, что их концы будут упираться в провод. Повторите это же действие для ножек, которые должны держать зачищенный участок провода.
- Теперь осталось еще раз прижать клемму. Для этого поверните клемму перпендикулярно оси обжимного инструмента.
 У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!
У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!
 У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!
У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!Иногда простого закрепления клеммы недостаточно и ее приходиться дополнительно пропаивать. Сделать это совершенно не сложно, но клемму перед пайкой необходимо залудить, так как довольно часто они имеют дополнительное покрытие.
- Так что берем флюс и начинаем лудить! Нанесите флюс на то место клеммы, к которому хотите припаять провод и залудите его.
- Залудите сам провод и закрепите его в клемме.
- Теперь пропаяйте зачищенный участок провода и все! Но учтите, что клемму в месте, где припаян провод обжимать нельзя, так как припой просто раскрошиться.
Есть клеммы со специальным креплением, которым собственно и не нужно дополнительное крепление. Самый яркий пример — ножевые клеммы у которых есть специальный штырек. Когда вы крепите клемму папу (с отверстием, такие часто встречаются на аккумуляторах) к клемме мама (которая собственно и крепиться на провод) этот штырек надежно фиксирует соединение.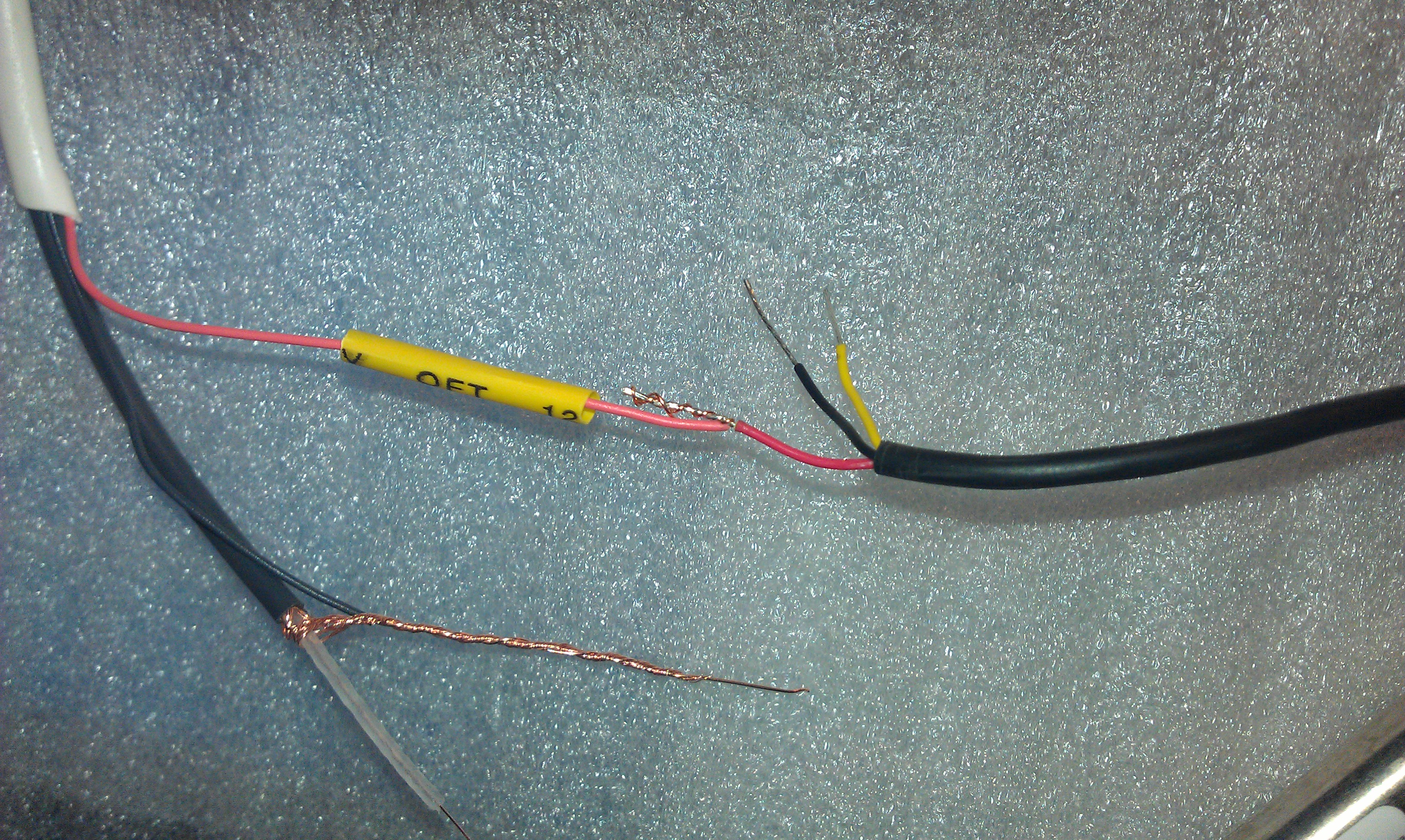
Кольцевые клеммы и U-клеммы можно одевать на контакты с резьбой и закрепить обычной гайкой. А вот клеммы для автомобильного аккумулятора надеваются на клемму аккумулятора и просто затягиваются специальным болтом. Если же клемма все равно болтается, здесь также можно использовать прокладку из металлической фольги.
Опубликовано: 2021-09-13 Обновлено: 2021-09-13
Автор: Магазин ElectronoffПоделиться в соцсетях
клеммы, колпачки, сварка, пайка, опрессовка
Ситуации, когда требуется соединить или нарастить провода, при эксплуатации электропроводки происходят в следующих случаях:
- Если при сверлении или штроблении стен оказалась перерезанной электропроводка.
- При переносе розеток, выключателей и светильников без замены питающих кабелей.
- Если длина проводника в монтажной или распределительной коробке после многократной переразделки недостаточна для его подключения.
- Обрывы в шнурах электропитания бытовых приборов.

Правильный выход из этих положений – замена поврежденного участка электропроводки или шнура питания. Но в качестве временной меры или в случае, когда замена участка проводки экономически нецелесообразна, можно обойтись выполнением соединений проводов.
Как правильно соединить провода между собой в стене
Если требуется соединение поврежденной электропроводки в стене панельного дома, то лучше поврежденный участок поменять на новый. Проводники проходят внутри отведенных для них полостей и жестко не закреплены. Оба конца поврежденного провода находят и отключают. Затем к одному из них привязывают новый кусок провода. Временное соединение выполняют надежно и обматывают изолентой, чтобы края не цеплялись за неровности, повстречавшиеся на его пути. Вытягивая старый провод, затаскивают на его место новый.
Вытягивая старый провод, затаскивают на его место новый.
Важно, чтобы материал нового проводника соответствовал материалу старого. Если проводка в квартире алюминиевая, то и для замены нужно использовать тоже алюминий.
Инструкция по соединению проводников в стене
Соединение проводников в стене выполняется так:
- Определяем направление прокладки поврежденного участка.
- Отключаем питание ремонтируемого участка.
- По оси прокладки кабеля надрезаем обои на длину по 20 см в обе стороны от места повреждения. Шпателем отсоединяем обои от стены и отгибаем в стороны. Это позволит после ремонта наклеить их обратно.
- При помощи молотка и зубила освобождаем из стены кабель в обе стороны от места повреждения на те же 20 см. Можно вместо зубила использовать плоскую затупленную отвертку. Не наносите сильных ударов, чтобы не повредить изоляцию кабеля.
- Если поврежден один из проводников линии, отделяем его от исправных. Для этого вскрываем оболочку кабеля или разрезаем вдоль плоский провод («лапшу»). Изоляция жил не должна пострадать, поэтому – проявите терпение, аккуратность и упорство.
- Если повреждены все жилы – разделываем кабель в обе стороны.
- Разделываем жилы кабеля на длину, зависящую от выбранного способа соединения. Допускается соединение сваркой, пайкой, опрессовкой или с использованием клемм.
- Если жилы кабеля из меди, то при использовании клемм ЗВИ (их еще называют капроновыми) вставлять ремонтную перемычку не потребуется. Подобрав клемму соответствующего сечения, соедините с их помощью концы проводов.
- В остальных случаях потребуется установить ремонтную вставку. В качестве ее используются провода такого же материала и сечения. На каждый провод выполняется по два соединения.
- Соединения требуют герметизации. Если стена отсыреет, то прикосновение к ней в месте нахождения неизолированного соединения приведет к удару током. Поэтому место контакта нужно плотно обмотать изоляционной лентой, дополнительно надев на провода термоусаживаемые или ПВХ трубки.
- Укладываем провода в штробу и замазываем ее штукатуркой. До полного высыхания раствора напряжение на отремонтированный кабель подавать нельзя из-за вероятности короткого замыкания.
- После полного высыхания раствора наклеиваем назад обои.
 Изоляция жил не должна пострадать, поэтому – проявите терпение, аккуратность и упорство.
Изоляция жил не должна пострадать, поэтому – проявите терпение, аккуратность и упорство.
Особенности методов соединения проводников
Надежный способ соединения – сварка. Для нее используется напряжение 12-36 В от сварочного инвертора или самодельного трансформатора. Один провод (массу) подключают к скрученным проводам, а другой – к угольному электроду. При касании электродом вершины скрутки возникает дуга. Она плавит провода и на конце скрутки появляется металлический шарик.
Результат соединения проводов сваркойПри надежности сварка имеет и ряд недостатков:
- потребуется оборудование: сварочный аппарат или самодельный трансформатор, угольный электрод;
- трудности с соединением алюминиевых проводников: алюминий сваривают только в среде инертных газов, не дающих ему окисляться.

Вторым по надежности неразъемным соединением считается пайка. Но алюминий паять так же трудно, как и варить – нужен специальный припой и флюс. На воздухе этот металл покрыт пленкой из окислов, появляющейся мгновенно. Поэтому и принцип пайки алюминия заключается в растворении окисла и облуживания провода в среде флюса.
Трудности будут и при пайке старых многожильных проводов. Каждая их жилка покрывается окислом, поэтому перед пайкой приходится тщательно отскабливать его ножом со всех сторон. Лудить его лучше паяльным жиром, применение канифоли неэффективно.
Провода перед пайкой тщательно очищают от окислов, загрязнений и копоти. Затем их скручивают вместе, полученное соединение облуживают.
Соединение пайкойУ пайки есть недостаток – соединение трудно разобрать.
Для соединений опрессовкой используют соединительные гильзы. Это – тонкостенные трубки различных диаметров для соединения проводников соответствующих сечений. Гильзы выполняют медными или анодированными (лужеными), последние универсальны и соединяют медные и алюминиевые проводники.
Гильзы выполняют медными или анодированными (лужеными), последние универсальны и соединяют медные и алюминиевые проводники.
Провод вставляют в гильзу с одной ее стороны до середины, затем прессуют ее специальными клещами или прессом. Затем с другой стороны вставляют другой провод и запрессовывают и его. Предварительно на провода одевают ПВХ трубки или термоусадку для изоляции соединения. Но выпускаются и полностью изолированные гильзы для соединения.
Опрессовка скруток гильзамиНедостаток метода – требуется специальный инструмент для обжима, пассатижи для этого не годятся.
Применение капроновых клемм марки ЗВИ также сопряжено трудностями при соединении алюминиевых проводников. Алюминий – мягкий металл, а соединение в клемме выполняется прижатием провода к латунной поверхности торцом винта. Усилие затяжки приходится соизмерять с пластичностью проводника, иначе его можно перерубить. Гибкие проводники соединяются ЗВИ только после лужения или оконцевания втулочным наконечником (гильзой). Но и в этом случае тянуть сильно нельзя.
Но и в этом случае тянуть сильно нельзя.
Есть мнение, что если проводники скрутить между собой, а поверх скрутки установить ЗВИ, то соединение получается надежным. Но винты клеммника наоборот, разжимают скрутку и ухудшают контакт. Поэтому применение соединения при помощи капроновых клеммников функционально ограничено: можно временно подключить или отремонтировать оборудование с их помощью. Хотя в современных светильниках подключение выполняется только через ЗВИ.
Достоинство метода только одно: дешево.
Самозажимные клеммы WAGO считаются самым универсальным средством для выполнения контактных соединений. Недостатков у них пока не обнаружено. Соединение происходит за счет подпружиненного контакта, в который вставляется проводник. Внутри клеммы содержится смазка, предохраняющая провода от окисления. При необходимости соединение можно разобрать.
Про клеммы WAGO читайте статью: «Что лучше выбрать, скрутку или клеммник для соединения проводов?»
Клемма WAGOЕще один способ соединения проводов – колпачки СИЗ (соединительный изолированный зажим). Колпачок наворачивается на скрутку, стягивая ее и одновременно изолируя. Внутри него также помещается смазка.
Колпачок наворачивается на скрутку, стягивая ее и одновременно изолируя. Внутри него также помещается смазка.
Про колпачки СИЗ подробнее читайте «Колпачки СИЗ для скрутки проводов. Советы электромонтажника».
Если клеммы WAGO выбираются по сечению соединяемых проводов, то СИЗ и ЗВИ – по диаметру скрутки. А поскольку скрутки получаются разного сечения, зависящего от количества проводов в них, то для монтажных работ требуется набор клемм разного калибра.
Оцените качество статьи:
Узнаем как припаять провод к проводу в домашних условиях
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую печатную плату с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные провода, кабели, но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.Также для работы с паяльником вам нужно приготовить:
– припой;
– длинный пинцет;
– плоскогубцы;
– канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться. Для этого возьмите кусок ненужного провода без изоляции и разделите на 12 приблизительно равных частей по 2,5 см каждая. Используя пинцет, паяльник, припой и флюс, постарайтесь собрать из этих кусочков куб. Это будет хорошей тренировкой для обучения пайке. После того как конструкция готова, дайте ей остыть и проверьте, насколько крепко держаться все соединения. Если что-то отвалилось – перепаяйте.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут ПОС-40, ПОС-50, ПОС-61. Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
– Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием паяльной кислотой или канифолью.
– Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
– Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Полезные советы
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника – вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса – пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Как правильно соединять электрические провода между собой
При последовательном соединении проводов разного диаметра, максимальный ток нагрузки будет определяться сечением провода с меньшим диаметром. Например, выполнено соединение проводов из меди диаметром 1,6 мм и 2 мм. В этом случае максимальный ток нагрузки на электропроводку, который определяется по таблице, составит 10 А, а не 16 А, как для провода диаметром 2 мм.
Соединение электрических проводов скруткой
До недавних пор скрутка являлась самым распространенным способом соединения проводов при выполнении электропроводки, благодаря доступности, из инструмента достаточно было иметь нож и плоскогубцы. Но, согласно статистике, скрутка является ненадежным способом соединения проводников.
Согласно правилам устройства электроустановок (ПУЭ) соединение вида скрутка при монтаже электропроводки запрещено. Но, несмотря на отмеченные недостатки, в настоящее время способ скрутки широко применяется. Соединение скруткой проводников низкоточных цепей при соблюдении некоторых правил вполне оправдано.
На фотографии слева показано как, недопустимо выполнять скрутку. Если один проводник обвить вокруг другого, то механическая прочность такого соединения будет недостаточной. При скрутке проводов необходимо выполнить не менее трех витков проводов друг вокруг друга. На среднем фото скрутка выполнена правильно, но скручены медный проводник с алюминиевым, что не допустимо, так как при контакте меди с алюминием возникает ЭДС более 0,6 мВ.
На фото справа скрутка медного и алюминиевого проводов выполнена правильно, так как медный провод перед скруткой залужен припоем. Соединять скруткой вместе можно сразу несколько проводов, в распределительной коробке, бывает, скручивают до 6 проводников, провода разного диаметра и из разного металла, многожильный провод с одножильным проводом.
Соединение электрических проводов пайкой
Соединение медных проводов при качественной пайке является самым надежным и практически не уступает цельному проводу. Все вышеприведенные примеры скруток проводов, кроме алюминиевых и мишуры, при залуживании проводников перед скруткой и последующей их пайке припоем будут надежными наравне с цельными проводами. Единственный недостаток это дополнительная трудоемкость работы, но она того стоит.
Если нужно соединить пару проводов и проводники от скрутки должны быть направлены в разные стороны, то применяют несколько другой вид скрутки.
Срастив две пары двойных проводов описанным ниже способом, удается получить компактное и красивое соединение скруткой как одножильных, так и многожильных пар проводников. Этот способ скрутки может быть с успехом применен, например, при сращивании перебитых проводов в стене, наращивания провода при переносе розетки или выключателя с одного места стены на другое, при ремонте или наращивании длины кабеля переноски.
Для получения надежного и красивого соединения необходимо подогнать длины концов проводников со сдвигом на 2-3 см.
С концов проводов снять изоляцию.
Выполнить по парную скрутку проводников. При данном виде скрутки достаточно для одножильного провода двух витков, для многожильного – пяти.
Если планируется прятать скрутку под штукатурку или в другом недоступном месте, то скрутки нужно обязательно пропаять. После пайки нужно пройтись по припою наждачной бумагой, чтобы удалить возможные острые сосульки припоя, которые могут проколоть изоляцию и торчать из нее. Можно обойтись и без пайки в случае доступности к соединению и небольшом протекающем по проводникам токе, но долговечность соединения без пайки будет на много ниже.
Благодаря сдвигу мест скрутки, изолировать каждое из соединений отдельно нет необходимости. Прикрепляем с обеих сторон вдоль проводников по полоске изолирующей ленты. В заключение нужно навить еще три слоя изолирующей ленты. По требованиям Правил электробезопасности должно быть не менее трех слоев.
Провода, срощенные и пропаянные описанным выше способом, можно смело укладывать в стену и сверху штукатурить. Перед укладкой желательно защитить соединение хлорвиниловой трубкой, одетой заблаговременно на одну из пар проводов. Я так делал неоднократно, и надежность подтвердилась временем.
Соединение проводов в распределительных коробках
Когда я въехал в квартиру 1958 года постройки и стал делать ремонт, то сразу столкнулся с миганием лампочек освещения в такт ударам молотка по стенам. Возникла первоочередная задача ремонта, проведение ревизии распределительных коробок. Вскрытие их показало наличие плохого контакта в скрутках медных проводов. Для восстановления контакта нужно было разъединить скрутки, зачистить концы проводов наждачной бумагой и скрутить заново.
При попытке разъединения столкнулся, казалось бы, непреодолимым препятствием. Концы проводов обламывались даже без приложения усилий. Со временем медь потеряла эластичность и стала хрупкой. При зачистке провода изоляцию, очевидно, подрезали лезвием ножа по кругу и сделали насечки. В этих местах провод и обламывался. Медь от колебаний температуры закалилась.
В этих местах провод и обламывался. Медь от колебаний температуры закалилась.
Вернуть меди эластичность, в отличие от черных металлов, можно нагрев ее до красна и быстро охладив. Но для данного случая такой прием неприемлем. Остались концы проводов длиной не более 4 см. Выбора для соединения не оставалось. Только паять.
Оголил провода паяльником, расплавив изоляцию, залудил их припоем, связал группами луженой медной проволокой и залил припоем с помощью 60 ваттного паяльника. Сразу возникает вопрос, а как пропаять провода в распределительной коробке, если электропроводка обесточена? Ответ простой, с помощью паяльника, запитанного от аккумулятора.
Так обновил соединения во всех соединительных коробках, потратив не более 1 часа на каждую. В надежности сделанных соединений я уверен полностью, и это подтвердили 18 прошедших с той поры лет. Вот фото одной из моих коробок.
При выравнивании стен Ротбандом в прихожей и установке натяжного потолка распределительные коробки стали помехой. Пришлось все их вскрыть, и подтвердилась надежность паяного соединения, они были в идеальном состоянии. Поэтому я смело спрятал все коробки в стену.
Пришлось все их вскрыть, и подтвердилась надежность паяного соединения, они были в идеальном состоянии. Поэтому я смело спрятал все коробки в стену.
Практикуемые в настоящее время соединения клеммными колодками и с помощью клеммой колодки с плоско пружинным зажимом Wago на много снижают затраты времени на монтажные работы, но сильно уступают в надежности соединениям пайкой. А в случае отсутствия в колодке подпружинивающих контактов и вовсе делают соединения в высоко токовых цепях ненадежными.
Механическое соединение проводов
Резьбовое соединение проводов
Пайка является самым надежным видом соединения проводов и контактов. Но имеет недостатки – неразъемность полученных соединений и большая трудоемкость работы. Поэтому самым распространенным видом соединения проводов с электрическими контактами приборов является резьбовым, винтами или гайками. Для надежности такого вида соединений требуется их правильно выполнить.
Линейное расширение от изменения температуры у металлов разное. Особенно сильно меняет линейные размеры алюминий, далее по нисходящей, латунь, медь, железо. Поэтому со временем между контактом соединенных металлов образуется зазор, увеличивающий сопротивление контакта. В результате для обеспечения надежности соединений необходимо периодически подкручивать винты.
Особенно сильно меняет линейные размеры алюминий, далее по нисходящей, латунь, медь, железо. Поэтому со временем между контактом соединенных металлов образуется зазор, увеличивающий сопротивление контакта. В результате для обеспечения надежности соединений необходимо периодически подкручивать винты.
Для того, чтобы забыть об обслуживании под винты устанавливаются дополнительные шайбы с разрезом, которые называются разрезными или Гровером. Гровер выбирает возникающие зазоры и тем самым обеспечивает высокую надежность контакта.
Зачастую электрики ленятся, и конец провода не свивают в кольцо. В таком варианте площадь соприкосновения провода с контактной площадкой электроприбора будет в насколько раз меньше, что снижает надежность контакта.
Если сформированное кольцо провода немного расплющить молотком на наковальне, то площадь контакта увеличится в несколько раз. Особенно это актуально при формировании кольца многожильного провода, пропаянного припоем. Вместо молотка можно плоскостность придать надфилем, сточив немного кольцо в местах соприкосновения к контактам.
Вот так должно быть выполнено идеальное резьбовое соединение проводов с контактными площадками электроприборов.
Иногда требуется соединить проводники из меди и алюминия между собой, или диаметром более 3 мм. В таком случае самым доступным является резьбовое соединение.
С проводов снимается изоляция на длину, равную четырем диаметрам винта. Если жилы покрыты окислом, то он удаляется с помощью наждачной бумаги и формируются колечки. На винт одевают пружинную шайбу, простую шайбу, колечко одного проводника, простую шайбу, колечко другого проводника, шайбу и в довершение гайку, завинчивая винт в которую весь пакет стягивают до выпрямления пружинной шайбы.
Для проводников с диаметром жил до 2 мм достаточно винта М4. Соединение готово. Если проводники из одного металла или при соединении алюминиевого провода с медным, конец которого залужен, то шайбу между колечками проводников прокладывать не нужно. Если медный провод многожильный, то его сначала нужно пролудить припоем.
Соединение проводов клеммной колодкой
Соединение проводов с малой токовой нагрузкой можно, выполнять с помощью клеммных колодок. Конструктивно все клеммные колодки устроены одинаково. В гребенки корпуса из пластика или карболита вставляются толстостенные латунные трубки с двумя резьбовыми отверстиями по бокам в каждой. В противоположные концы трубки вставляются соединяемые провода и закрепляются.
Трубки бывают разных диаметров и их подбирают в зависимости от диаметров соединяемых проводников. В одну трубку можно вставлять столько проводов, сколько позволит ее внутренний диаметр.
Хотя надежность соединения проводов в клеммных колодках ниже, чем при соединении пайкой, но времени на выполнение электромонтажа тратится намного меньше. Неоспоримым достоинством клеммных колодок является возможность соединения в электрической проводке медных и алюминиевых проводов, так как латунные трубки покрыты хромом или никелем.
При выборе клеммной колодки нужно учитывать ток, который будет проходить по коммутируемым проводам электропроводки и необходимое количество клемм в гребенке. Длинные гребенки можно разрезать на несколько коротких.
Длинные гребенки можно разрезать на несколько коротких.
Соединение проводов с помощью клеммой колодки
с плоско пружинным зажимом Wago
Широкое распространение получили клеммные колодки с плоско пружинным зажимом Wago (Ваго) немецкого производителя. Клеммники Wago бывают двух конструктивных исполнений. Одноразовые, когда провод вставляется без возможности изъятия, и с рычажком, позволяющим легко как вставлять провода, так и вынимать.
На фото одноразовый клеммник Wago. Он рассчитан для соединения любых видов одножильных проводов, в том числе и медных с алюминиевыми сечением от 1,5 до 2,5 мм2. По заявке производителя, колодка рассчитана на соединение электропроводки в соединительных и распределительных коробках с силой тока до 24 А, но я сомневаюсь в этом. Думаю, током силой более 10 А нагружать клеммы Wago не стоит. Доказательство приведено ниже.
На фотографии шести контактная клеммная колодка Wago, снятая при ремонте электропроводки кухни. Несмотря на небольшую нагрузку на розетки, в кухне из мощных приборов на непродолжительное время подключалась только СВЧ печь и электрический чайник, клемма перегорела, и корпус ее расплавился. Заменил ее простой винтовой клеммной колодкой, которая обеспечивает надежное соединение проводов уже не один год.
Несмотря на небольшую нагрузку на розетки, в кухне из мощных приборов на непродолжительное время подключалась только СВЧ печь и электрический чайник, клемма перегорела, и корпус ее расплавился. Заменил ее простой винтовой клеммной колодкой, которая обеспечивает надежное соединение проводов уже не один год.
Пружинные клеммники Wago очень удобные для подключения люстры, соединения проводов в распределительных коробках. Достаточно просто с усилием вставить провод в отверстие колодки, и он надежно зафиксируется. Для того, чтобы вынуть провод из колодки потребуется значительное усилие. После изъятия проводов может произойти деформации пружинящего контакта и надежное соединение проводов при повторном соединении не гарантируется. Это является большим недостатком одноразового клеммника.
Более удобный клеммник Wago многоразовый, имеющий оранжевый рычажок. Такие клеммники позволяют соединять и в случае необходимости, разъединять между собой любые провода электропроводки, одножильные, многожильные, алюминиевые в любом сочетании сечением от 0,08 до 4,0 мм2. Рассчитаны на ток до 34 А.
Рассчитаны на ток до 34 А.
Достаточно снять с провода изоляцию на 10 мм, поднять вверх оранжевый рычажок, вставить провод в клемму и вернуть рычажок в исходное положение. Провод надежно зафиксируется в клеммнике.
Клеммная колодка Wago является современным средством соединения проводов без инструмента быстро и надежно, но обходится дороже, чем традиционные способы соединения.
Неразъемное соединение проводов
В некоторых случаях, когда не предполагается в дальнейшем коммутировать провода, можно их соединять неразъемным способом. Такой вид соединения высоконадежный, и целесообразен в труднодоступных местах, например, соединение концов спирали из нихрома с медными токоподводящими проводниками в паяльнике.
Соединение тонких проводов опрессовкой
Простым и надежным способом соединения жил проводов является опрессовка. В отрезок медной или алюминиевой, в зависимости от металла соединяемых проводов, трубки вставляются жилы проводов, и трубка продавливается посередине инструментом, который называется пресс – клещи.
Опрессовкой можно соединять как одножильные, так и многожильные провода в любом сочетании. Диаметр трубки нужно подбирать в зависимости от суммарного сечения проводников. Желательно, чтобы проводники входили плотно. Тогда надежность соединения будет высокой. Если в многожильном проводе проводники между собой свиты, то необходимо их развить и выпрямить. Скручивать между собой жилы проводов не нужно. Подготовленные проводники вставляются в трубку и обжимаются пресс – клещами. Соединение готово. Осталось только заизолировать соединение.
В продаже имеются наконечники для опрессовки, уже снабженные изолирующим колпачком. Опрессовка выполняется сжатием трубки вместе с колпачком. Соединение получается сразу изолированным. Так как колпачок сделан из полиэтилена, при опрессовке он деформируется и надежно удерживается, обеспечивая надежную изоляцию соединения.
К недостатку соединения методом опрессовки следует отнести необходимость наличия специальных пресс – клещей. Клещи можно сделать и самостоятельно из плоскогубцев, имеющие бокорезы. Нужно лезвия бокорезов закруглить и сделать в середине их проточку. После такой доработки плоскогубцев, кромки бокорезов станут тупыми и уже не смогут перекусывать, а только сдавливать.
Нужно лезвия бокорезов закруглить и сделать в середине их проточку. После такой доработки плоскогубцев, кромки бокорезов станут тупыми и уже не смогут перекусывать, а только сдавливать.
Соединение проводов большего сечения опрессовкой
Для соединения электропроводов большего сечения, например в силовых щитах домов, применяются специальные наконечники, которые обжимаются с помощью универсальных пресс-клещей, например типа ПК, ПКГ, ПМК и ПКГ.
Для опрессовки каждого типоразмера наконечника или гильзы требуется своя матрица и пуансон, набор которых обычно присутствует в комплекте клещей.
Для опрессовки наконечника на провод, с провода сначала снимается изоляция, провод заправляется в отверстие наконечника и заводится между матрицей и пуансоном. За длинные ручки пресс-клещей сжимаются. Наконечник деформируется, обжимая провод.
Для того, чтобы правильно выбрать матрицу и пуансон для провода, они обычно промаркированы и у фирменных пресс-клещей на матрице имеется гравировка для опрессовки какого сечения провода матрица предназначена. Число 95, выдавленное на наконечнике означает, что данная матрица рассчитана на обжим в наконечнике провода сечением 95 мм2.
Число 95, выдавленное на наконечнике означает, что данная матрица рассчитана на обжим в наконечнике провода сечением 95 мм2.
Соединение проводов заклепкой
Выполняется по технологии винтового соединения, только вместо винта используется заклепка. К недостаткам следует отнести невозможность разборки и необходимость наличия специального инструмента.
На фото пример для соединения медного и алюминиевого проводников. Более подробно о соединении медного и алюминиевого проводников изложено в статье сайта «Соединение алюминиевых проводов». Для того, чтобы соединить проводники заклепкой, нужно на заклепку одеть сначала алюминиевый проводник, затем пружинную шайбу, далее медный и плоскую шайбу. Вставляют стальной стержень в заклепочник и сжимают его ручки до щелчка (это происходит обрезка излишков стального стержня).
При соединении проводников из одного металла, разрезную шайбу (гровер) между ними прокладывать не надо, а одеть гровер на заклепку первым или предпоследним, последней должна обязательно быть обыкновенная шайба.
Соединение перебитых в стене проводов
Ремонт следует начинать с очень аккуратного удаления штукатурки в зоне повреждения проводов. Такую работу выполняют зубилом и молотком. В качестве зубила при прокладке электропроводки в стене я обычно использую стержень от сломанной отвертки с остро заточенным концом лопатки.
Соединение перебитых в стене медных проводов
Берется отрезок медной проволоки, сечением не менее чем сечение перебитого провода. Этот кусочек провода тоже покрывают слоем припоя. Длина этой вставки должна обеспечить нахлест на соединяемые концы проводов не менее чем на 10 мм.
Вставка спаивается с соединяемыми концами. Припой экономить не следует. Далее изолирующая трубка сдвигается таким образом, чтобы полностью закрыть место соединения. Если требуется герметичное влагостойкое соединение, то перед одеванием трубки, нужно спаянное соединение покрыть силиконом.
Соединение перебитых в стене алюминиевых проводов
Обязательным условием для получения надежного механического соединения алюминиевых проводов является применение шайбы типа гровер. Сборка соединения выполняется следующим образом. На винт М4 надевается гровер, затем обыкновенная плоская шайба, колечки соединяемых проводов, далее простая шайба и гайка.
Сборка соединения выполняется следующим образом. На винт М4 надевается гровер, затем обыкновенная плоская шайба, колечки соединяемых проводов, далее простая шайба и гайка.
Пошаговая инструкция соединения перебитых проводов в стене изложена в статье «Соединение перебитых проводов в стене»
Соединение проводов с накидными клеммами
Широко применяются в бытовой технике и автомобилях разъемное соединение проводников с помощью накидных клемм, которые надеваются на контакты толщиной 0,8 и шириной 6,5 мм. Надежность фиксации клеммы обеспечивается наличием по центру контакта отверстия, а в клемме выступа.
Иногда проводники отламываются, а чаще сама клемма обгорает из-за плохого контакта и тогда возникает необходимость ее замены. Обычно клеммы напрессовываются на концы проводников с помощью специальных клещей. Опрессовку можно сделать и плоскогубцами, но не всегда есть под рукой новая клемма на замену. Можно с успехом использовать бывшую в употреблении, смонтировав клемму по следующей технологии.
Сначала нужно подготовить для повторного монтажа старую клемму. Для этого, удерживая клемму плоскогубцами за место запрессовки, нужно развести в стороны шилом или отверткой с тонким жалом обжимающие изоляцию усики. Далее провод многократно перегибается, до облома его в месте выхода из запрессовки. Для ускорения можно подрезать это место ножом.
Когда провод отделен от клеммы, надфилем подготавливается место для его припайки. Можно и полностью сточить до освобождения оставшегося провода, но в этом нет необходимости. Получается плоская площадка.
Полученная площадка прорывается припоем. Проводник тоже зачищается и залуживается припоем с помощью паяльника.
Осталось приложить проводник к подготовленному месту клеммы и прогреть паяльником. Усики, фиксирующий провод загибаются после припайки провода к клемме, так как если их обжать до пайки, то усики проплавят изоляцию.
Осталось натянуть изолирующий колпачок, надеть клемму на нужный контакт и проверить надежность фиксации, подергав за провод. Если клемма соскочила, то необходимо поджать ее контакты. Самодельно одетая на провод пайкой клемма на много надежнее, чем полученная обжимкой. Иногда колпачок одет так плотно, что его не снять. Тогда его нужно разрезать и после монтажа клеммы ее покрыть изоляционной лентой. Можно натянуть и отрезок хлорвиниловой или термоусаживающейся трубки.
Если клемма соскочила, то необходимо поджать ее контакты. Самодельно одетая на провод пайкой клемма на много надежнее, чем полученная обжимкой. Иногда колпачок одет так плотно, что его не снять. Тогда его нужно разрезать и после монтажа клеммы ее покрыть изоляционной лентой. Можно натянуть и отрезок хлорвиниловой или термоусаживающейся трубки.
Кстати, если хлорвиниловую трубку подержать минут пять в ацетоне, то она увеличивается в размере раза в полтора и делается пластичная, как резина. После испарения из ее пор ацетона, трубка возвращается в свой исходный размер. Я таким способом лет 30 назад изолировал цоколя лампочек в елочной гирлянде. До сих пор изоляция в отличном состоянии. Эту гирлянду из 120 лампочек на 6,3 В вешаю ежегодно на елку до сих пор.
Сращивание многожильных проводов без скрутки
Сращивать многожильные провода можно также, как и одножильные. Но есть способ более совершенный, при котором соединение получается более аккуратным. Сначала нужно подогнать длины проводов со сдвигом на пару сантиметров и зачистить концы на длину 5-8 мм.
Распушить немного зачищенные участки соединяемой пары и полученные «метелки» вставить друг в друга. Для того, чтобы проводники приняли аккуратную форму, перед пайкой нужно их стянуть тонкой проволочкой. Затем смазать паяльным лаком и пропаять припоем.
Все проводники пропаяны. Зачищаем места пайки наждачной бумагой и изолируем. Прикрепляем с обеих сторон вдоль проводников по одной полоске изоленты и навиваем еще пару слоев.
Так выглядит соединение после покрытия изоляционной лентой. Можно еще улучшить внешний вид, если надфилем подточить места паек со стороны изоляции соседних проводников.
Прочность соединенных многожильных проводов без скрутки пайкой получается очень высокой, что наглядно демонстрирует видеоролик. Как видите, вес монитора 15 кг соединение выдерживает без деформации.
Всего просмотров: 98428
Соединение проводов диаметром менее 1 мм скруткой
Скрутку тонких проводников рассмотрим на примере сращивания кабеля витых пар для компьютерных сетей. Для скрутки тонкие проводники освобождаются от изоляции на длину тридцати диаметров со сдвигом относительно соседних проводников и затем скручиваются так же, как и толстые. Проводники должны обвить друг друга не менее 5 раз. Затем скрутки сгибаются пинцетом пополам. Такой прием увеличивает механическую прочность и уменьшает физический размер скрутки.
Для скрутки тонкие проводники освобождаются от изоляции на длину тридцати диаметров со сдвигом относительно соседних проводников и затем скручиваются так же, как и толстые. Проводники должны обвить друг друга не менее 5 раз. Затем скрутки сгибаются пинцетом пополам. Такой прием увеличивает механическую прочность и уменьшает физический размер скрутки.
Как видите, все восемь проводников соединены скруткой со сдвигом, что позволяет обойтись без изолирования каждого из них по отдельности.
Осталось заправить проводники в оболочку кабеля. Перед заправкой, чтобы было удобнее, можно стянуть проводники витком изолирующей ленты.
Осталось закрепить оболочку кабеля изоляционной лентой и соединение скруткой закончено.
Технологии сращивания кабеля витых пар посвящена отдельная статья «Удлинение кабеля витых пар».
Соединение медных проводов в любом сочетании пайкой
При подключении и ремонте электроприборов приходится удлинять и соединять провода с разным сечением практически в любом сочетании. Рассмотрим случай соединения двух многожильных проводников с разным сечением и количеством жил. Одни провод имеет 6 проводников диаметром по 0,1 мм, а второй 12 проводников диаметром 0,3 мм. Такие тонкие провода надежно простой скруткой не соединить.
Рассмотрим случай соединения двух многожильных проводников с разным сечением и количеством жил. Одни провод имеет 6 проводников диаметром по 0,1 мм, а второй 12 проводников диаметром 0,3 мм. Такие тонкие провода надежно простой скруткой не соединить.
Со сдвигом нужно снять изоляцию с проводников. Провода лудятся припоем, и затем провод меньшего сечения навивается вокруг провода с большим сечением. Достаточно навить несколько витков. Пропаивается место скрутки припоем. Если требуется получить прямое соединение проводов, то более тонкий провод загибается и затем место соединения изолируется.
По такой же технологии выполняют соединение тонкого многожильного провода с одножильным большего сечения.
Как очевидно по вышеописанной технологии можно соединять любые медные провода любых электрических цепей. При этом не надо забывать, что допустимая сила тока будет определяться сечением наиболее тонкого провода.
Соединение телевизионного коаксиального кабеля
Удлинить или срастить коаксиальный телевизионный кабель возможно тремя способами:
– TV удлинителем, в продаже бывают от 2 до 20 метров
– с использованием переходника TV F гнездо – F гнездо;
– пайкой паяльником.
Ознакомиться с пошаговой инструкцией соединения коаксиального телевизионного кабеля Вы можете, посетив отдельную статью сайта «Соединение TV кабеля».
Соединение провода мишура
скруткой с одножильным или многожильным проводником
При необходимости придать шнуру очень высокую гибкость и при этом большую долговечность провода делают по особой технологии. Суть ее заключается в навивке очень тонких медных ленточек на хлопчатобумажную нить. Такой провод называется мишура.
Название заимствовано у портных. Мишурой из золота расшивают парадные формы военных больших чинов, гербы и многое другое. Провода мишура из меди в настоящее время применяются при производстве высококачественных изделий – наушников, стационарных телефонов, то есть тогда, когда шнур во время использования изделия подвергается интенсивному изгибанию.
В шнуре проводников мишура, как правило, несколько и они свиты между собой. Припаять такой проводник практически невозможно. Для присоединения мишуры к контактам изделий концы проводников обжимают в клеммах специальным инструментом. Для выполнения надежного и механически прочного соединения скруткой без инструмента можно воспользоваться следующей технологией.
Для выполнения надежного и механически прочного соединения скруткой без инструмента можно воспользоваться следующей технологией.
Освобождается от изоляции проводники мишура 10-15 мм и проводники, с которыми требуется соединить мишуру на длину 20-25 мм со сдвигом с помощью ножа способом, описанным в статье сайта «Подготовка проводов к монтажу». Нитка из мишуры не удаляется.
Затем провода и шнур прикладывается друг к другу, мишура загибаются вдоль проводника и жила провода плотно навивается на прижатую к изоляции мишуру. Достаточно сделать три – пять оборотов. Далее выполняется скрутка второго проводника. Получится довольно прочная скрутка со сдвигом. Навивается несколько витков изоляционной лентой и соединение мишуры с одножильным проводом скруткой готово. Благодаря скрутке по технологии со сдвигом, соединения по отдельности изолировать не нужно. При наличии термоусаживающей или полихлорвиниловой трубки подходящего диаметра, можно вместо изолирующей ленты надеть ее кусок.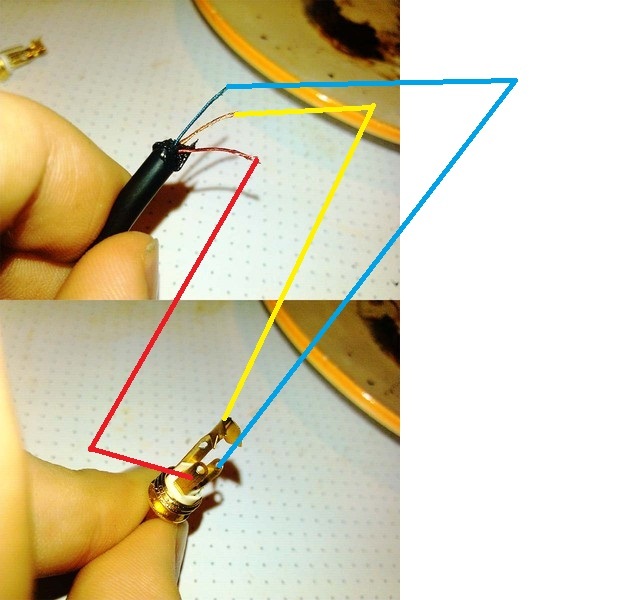
Если требуется получить прямолинейное соединение, то нужно перед изолированием развернуть одножильный провод на 180°. Механическая прочность скрутки при этом будет большей. Соединение двух шнуров с проводниками типа мишура между собой, выполняется по вышеописанной технологии, только для обвивки берется отрезок медного провода диаметром около 0,3-0,5 мм и витков нужно сделать не менее 8.
Анатолий 23.11.2020
Здравствуйте!
Прочитал Вашу замечательную статью о различных способах соединения проводов. Большое Вам спасибо – это целый справочник, которым периодически пользуюсь!
Возник такой вопрос: очень часто при соединении многожильных проводов пайкой их жилки уже достаточно окислены и скрутить два провода, а затем пропаять скрутку не получается (неактивным флюсом). Зачистить все жилки каждого провода тоже проблематично. Приходиться сначала свить жилки каждого провода отдельно, зачистить, залудить, а затем спаять уже две “моножилы”.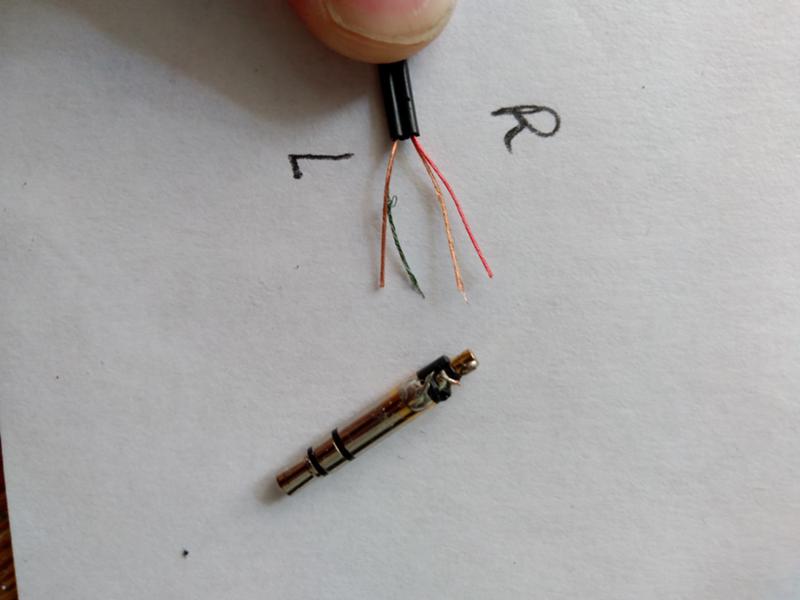 Наиболее просто это выполнить “внахлест”, однако возникает вопрос надежно ли такое соединение (например, в автомобиле)? Или нужно поверх жил сделать еще бандаж и пропаять? Или согнуть каждую “моножилу” на 180 градусов и сначала сделать как бы две петельки, вставив одну в другую и пропаять?
Наиболее просто это выполнить “внахлест”, однако возникает вопрос надежно ли такое соединение (например, в автомобиле)? Или нужно поверх жил сделать еще бандаж и пропаять? Или согнуть каждую “моножилу” на 180 градусов и сначала сделать как бы две петельки, вставив одну в другую и пропаять?
Спасибо!!!
Здравствуйте, Анатолий!
Спасибо за отзыв о сайте. Соединение пайкой проводов внахлест достаточно надежный способ, и я постоянно ним пользуюсь, особенно при соединении многожильных проводов малого сечения. Делать петельки это лишнее.
При соединении проводов в автомобильной электропроводке надо соблюдать дополнительное требование. При работе двигателя и движении автомобиля провода подвергаются вибрации и требуется дополнительная фиксация места пайки. Дело в том, что пролуженная припоем часть провода становится жесткой и в точке перехода ее к гибкой части при изгибах происходит растяжение жилок и преждевременный обрыв. Для фиксации хорошо использовать термоусадочную трубку или изоляционную ленту. Дополнительно ней примотать место соединения к остальным проводам жгута.
Дополнительно ней примотать место соединения к остальным проводам жгута.
несколько секретов пайки Тонкая пайка
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.
Также для работы с паяльником вам нужно приготовить:
Длинный пинцет;
Плоскогубцы;
Канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться.
Для этого возьмите кусок ненужного провода без изоляции и разделите на 12 приблизительно равных частей по 2,5 см каждая.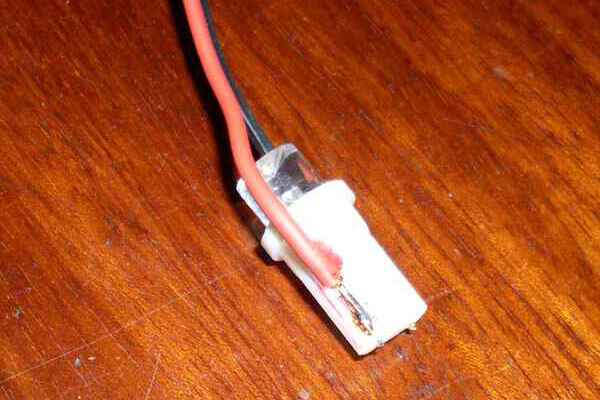 Используя пинцет, паяльник, припой и флюс, постарайтесь собрать из этих кусочков куб. Это будет хорошей тренировкой для обучения пайке. После того как конструкция готова, дайте ей остыть и проверьте, насколько крепко держаться все соединения. Если что-то отвалилось – перепаяйте.
Используя пинцет, паяльник, припой и флюс, постарайтесь собрать из этих кусочков куб. Это будет хорошей тренировкой для обучения пайке. После того как конструкция готова, дайте ей остыть и проверьте, насколько крепко держаться все соединения. Если что-то отвалилось – перепаяйте.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием или канифолью.
Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника – вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса – пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов – начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Чтобы лучше спр авиться с этой операцией, нужно учитывать следующие моменты:
Умение сделать это правильно – залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение – отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев . Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений – отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Он заменен индием или цинком. Большой плюс таких соединений – отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
Выбор жала паяльника
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь , в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить . Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов . Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме , справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап – лужение . Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем – свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник , которые вы сможете использовать.
Развитие этого умения существенно расширит спектр операций и техник , которые вы сможете использовать.
Умение паять – очень полезный навык, который пригождается в жизни. Каждый мужчина должен знать, что любое соединение кабеля в виде скрутки – очень ненадёжно и некачественно, а вот пайка обеспечит прочное и качественное соединение без каких-либо потерь. Кроме того, в некоторых моментах без пайки не обойтись, например, в ремонте микросхемы, когда нужно отпаять конденсатор и заменить его другим, а также в электрике, перед подключением многожильного провода в электроприборы (счётчик, розетку или выключатель). О пайке медных проводов паяльником – мы и расскажем вам в данной статье.
Ниже мы рассмотрим:
Что необходимо для начала пайки?
Сперва давайте рассмотрим, что нужно для пайки. Для этого нам понадобятся:
- Канифоль;
- Припой (олово).
 Ручка паяльника выполнена из дерева, в виду того, что рабочая часть достигает сверхвысоких температур. Что касается непосредственно рабочей температуры, то с помощью её производится пайка. Максимальная температура рабочей части паяльника зависит от его мощности, температура может быть 300-350?C.
Ручка паяльника выполнена из дерева, в виду того, что рабочая часть достигает сверхвысоких температур. Что касается непосредственно рабочей температуры, то с помощью её производится пайка. Максимальная температура рабочей части паяльника зависит от его мощности, температура может быть 300-350?C.Канифоль . Канифоль используется с целью очищения поверхности, на которую будет производиться пайка, а также для образования качественного соединения и лучшего растекания припоя. Ещё для этой задачи может быть использована паяльная кислота, но по своим свойствам она уступает канифоли.
Припой . В качестве припоя чаще всего используется олово, которое обеспечивает прочное монолитное соединение, заполняя при этом пустоты.
Подготовив все перечисленные материалы – приступаем к пайке.
Процесс пайки электрическим паяльником
Для начала необходимо подготовить так называемую рабочую поверхность, на которой будет производиться процесс пайки. Лучше всего это делать за столом, но например, при залуживании электрической , иногда это не представляется возможным, поэтому нужно оборудовать спонтанное рабочее место. В качестве рабочей поверхности для пайки отлично подойдёт деревянная доска, толщиной не меньше 1 см. Для паяльника необходим будет удлинитель, если рядом нет . Когда всё подготовлено – приступаем к пайке.
В качестве рабочей поверхности для пайки отлично подойдёт деревянная доска, толщиной не меньше 1 см. Для паяльника необходим будет удлинитель, если рядом нет . Когда всё подготовлено – приступаем к пайке.
Залуживание концов кабеля
Как уже говорилось, это необходимо делать в соответствии со стандартами подключения электрики: счётчиков, автоматов и т.п. Для начала нужно снять часть изоляции провода на необходимую длину. Ещё один момент: при использовании б/у кабеля рекомендуется откусить концы без изоляции (они наверняка окислились). При использовании многожильного кабеля, жилы необходимо закрутить по часовой стрелке. Далее включаем паяльник в сеть и ждём, пока он нагреется.
Когда паяльник достиг рабочей температуры, кабель кладём на канифоль и утапливаем его паяльником, после чего достаём и равномерно обрабатываем канифолью концы. После этого сразу набираем на паяльник припой и обрабатываем им концы кабеля, равномерно распределяя припой по проводу. При этом, для равномерного нанесения припоя нужно прокручивать кабель.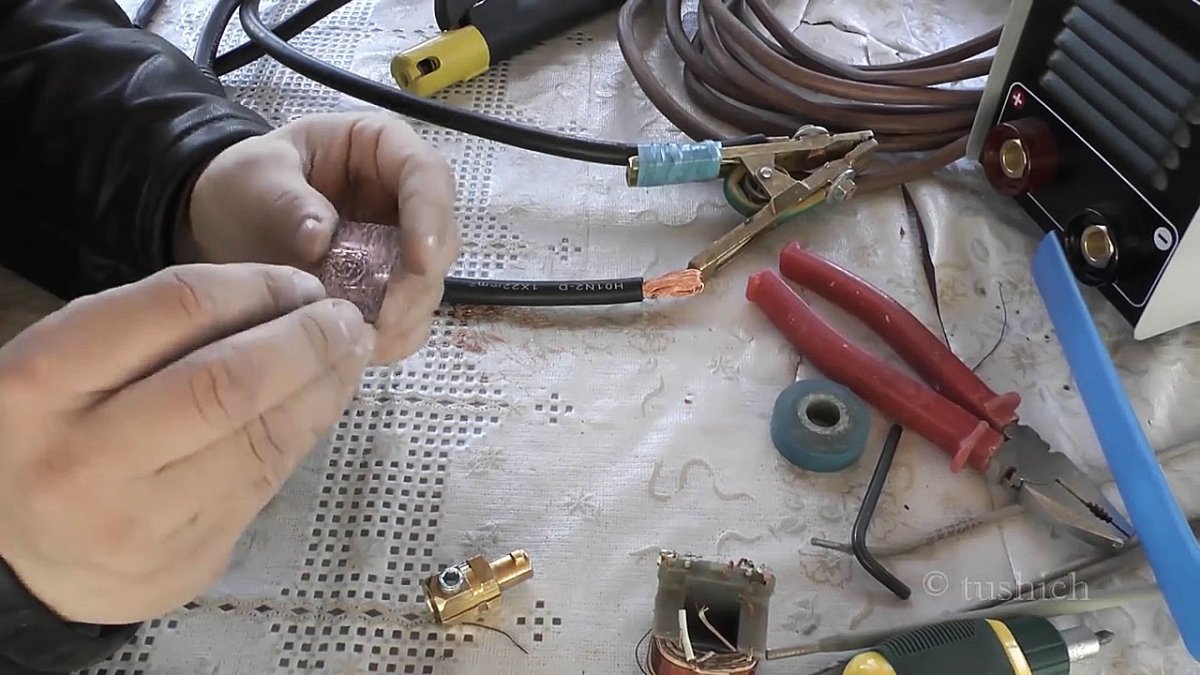 Старайтесь, чтобы не было бугров при зажуливании кабеля. После того как олово остынет, оно создаст прочную монолитную поверхность.
Старайтесь, чтобы не было бугров при зажуливании кабеля. После того как олово остынет, оно создаст прочную монолитную поверхность.
Пайка медного кабеля
Давайте на примере ещё рассмотрим, как спаять два конца медного провода. Это очень нужная процедура, которая обеспечит надёжное и качественное соединение не только медного многожильного электрического кабеля, но и кабеля для наушников, колонок и т.п.
Для того чтобы спаять два конца провода необходимо сначала их залудить, после чего с помощью припоя соединить их. Существует два способа припаивания кабеля:
- Первый способ – когда небольшая часть кабеля накладывается на другой, и они припаиваются;
- Второй способ – когда части кабеля накладываются друг на друга и припаиваются.
Перед пайкой электрического кабеля он должен быть полностью обесточен! Также после пайки провода место соединения необходимо заизолировать термоусадкой, а при её отсутствии изолентой.
На этом собственно и всё. Напоследок предлагаем вашему вниманию посмотреть подробный видеоурок, в котором детально рассказывается и демонстрируется залуживание проводов и их пайка, а также пайка микросхем.
В мире, насыщенном электротехническими металлическими изделиями, умение обращаться с электрическим паяльником и качественно паять всегда могут пригодиться. Известные преимущества пайки различных по размеру деталей позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (телевизионные приёмники, например), ремонтировать различную домашнюю утварь, паять изделия из меди, латуни, серебра.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).
И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Все составляющие процесса обязательно подбираются под конкретные условия формирования паяного соединения и с учётом особенностей используемых деталей.
Основные рабочие процедуры
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.
После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Возможности пайки
Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них:
- можно паять медные трубки, входящих в состав внутренних магистралей теплообменников и холодильных установок;
- паять элементы различных электронных схем;
- проводить ремонт, пайку ювелирных украшений, очков;
- фиксировать твердосплавные режущие пластины на держателях металлообрабатывающего инструмента;
- в быту пайкой также нередко пользуются при необходимости крепления плоских деталей из меди на металлизированных поверхностях листовых заготовок;
- умение качественно лудить поверхности может пригодиться для защиты элементов металлоконструкций от коррозии.
На начальном этапе обучения искусству пайки рекомендуется использовать самые простые схемы электронных устройств.
Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений.
Виды паяльных операций
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Всё это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надёжное и прочное соединение.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода.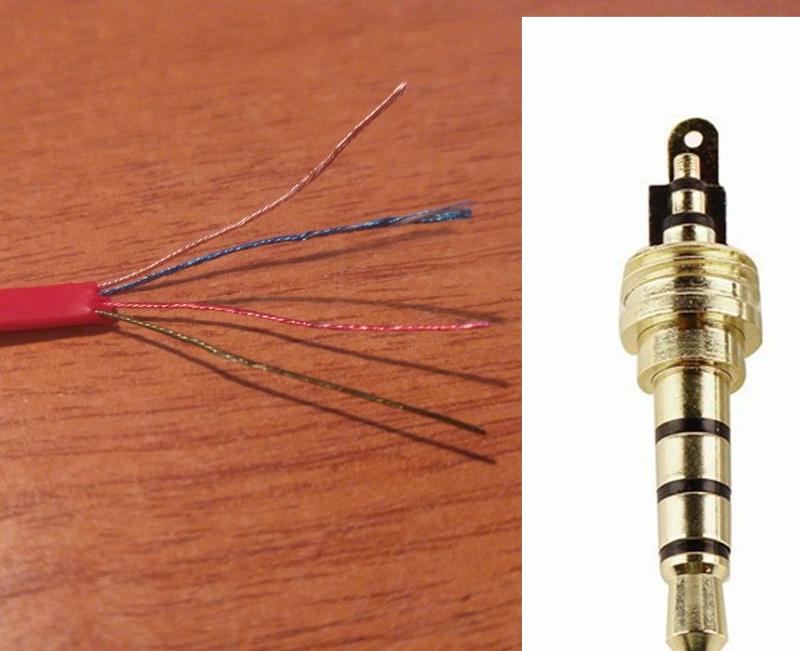 В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые.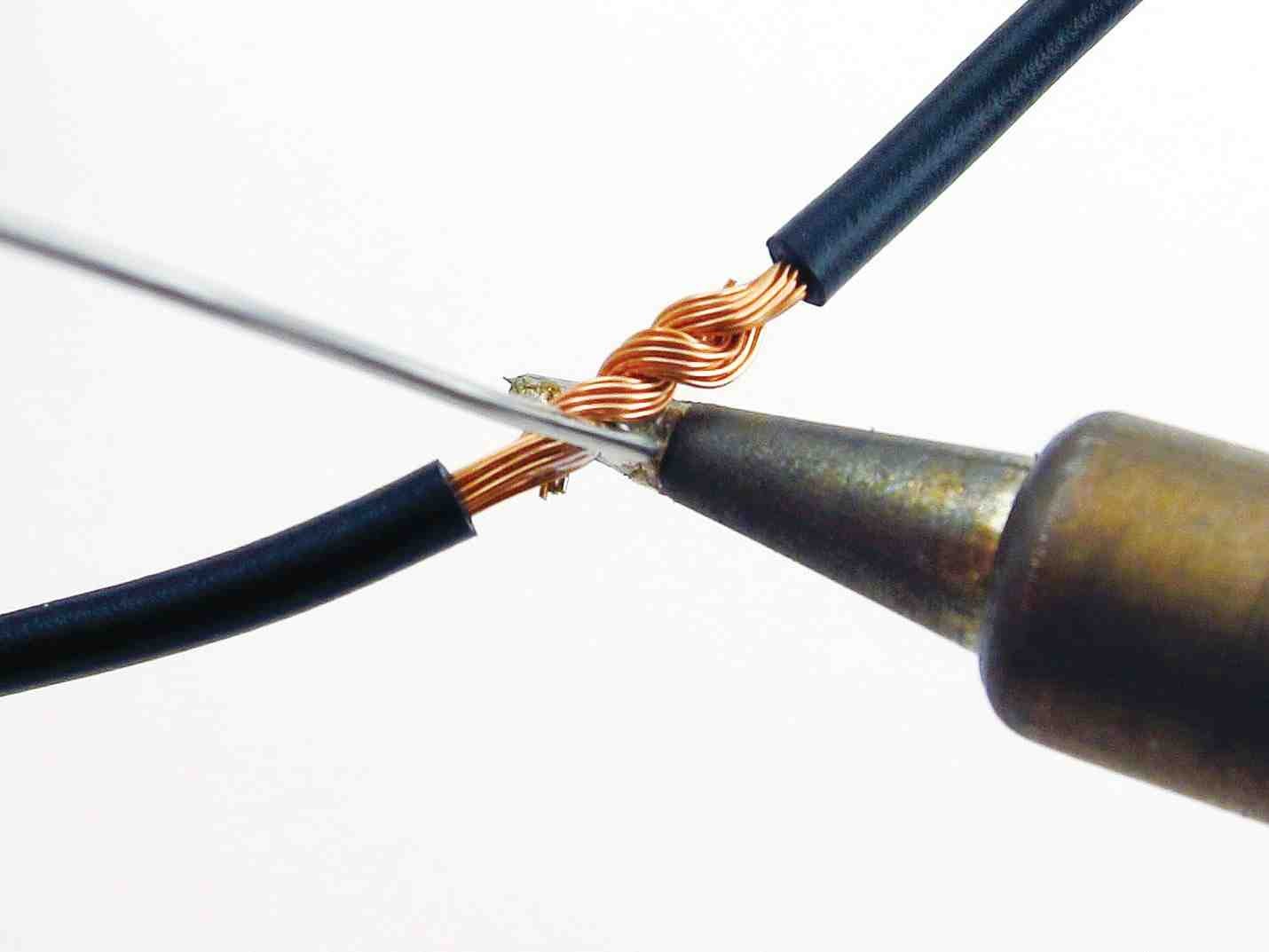 Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
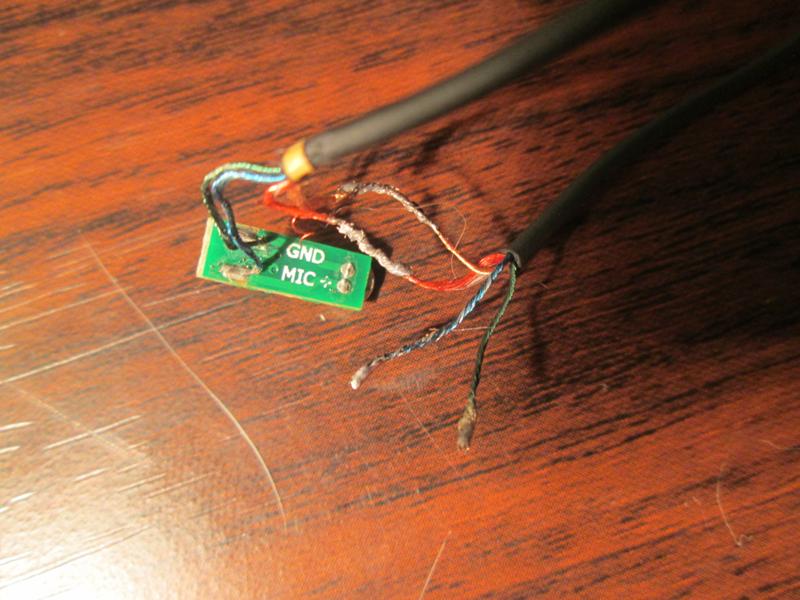
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Можно ли припаять контакт. Учимся паять провода – рассмотрение всех нюансов пайки
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом – из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла – газовой горелкой, электрической или газовой плитой или каким-то иным способом, – но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают “обычными”-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке – открытым пламенем.Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.
Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей – радиаторов, деталей машин. Но у него неадекватная цена.
Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам – лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно – углеродистые и низколегированные стали, никель, цинк. Плохо – алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать – нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс – значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий – своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например “Паяльную кислоту” на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически “не хватает рук” – одна занята самим паяльником, другая – припоем, а нужно ведь еще держать в определенном положении паяемые детали. “Третья рука” удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Держатель для пайки “Третья рука”
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями – плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму – в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.
При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной – для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование – лужение “жала” нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе “жало” покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться “жалом” к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей – нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом – с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника – важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника – на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на “жале”, стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают “жало” к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником – первым или вторым способом – следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных – второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя – ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество – спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой – это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки – каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение – покрытие поверхности металла тонким слоем припоя – может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов – одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться – из-за наличия лака (эмали) – помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед – и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс – например, тот, который так и называется “Флюс для пайки алюминия”. Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой – нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества – консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).
Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.
Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.
После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).
Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.
Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его “жалом” по поверхности, или подачей припоя непосредственно на площадку – припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, – предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Пайка – дело нехитрое, поэтому многие могут ее сделать, даже ни разу не держав паяльник в руках. Но бывают такие моменты, когда этого приспособления рядом нет, а припаять что-либо нужно. Вот здесь и встаёт дилемма, как спаять без паяльника, да и можно ли вообще осуществить подобную процедуру, не имея в наличии нужного инструмента или возможности им воспользоваться.
Спаивание без помощи паяльника
У многих в жизни случались моменты, когда обрывался или переламывался провод в зарядке, наушниках, блоке питания от ноутбука или где-либо ещё. Что же в таком случае можно сделать? Как помочь самому себе устранить неисправность хотя бы временно, пока не получится решить проблему более рациональным и надёжным способом?
Как оказывается, нет ничего невозможного. Запаять без паяльника можно. В самых непредсказуемых ситуациях всегда есть возможность решить возникшую проблему подручными способами.
Необходимые приспособления
Безусловно, пайка без паяльника подразумевает наличие самого примитивного инструмента и припоя. Хорошо, если при этом есть ещё канифоль либо кислота, хотя в крайнем случае подойдёт просто таблетка аспирина. Из инструментов можно выделить:
Всё это вместе иметь совсем необязательно. Некоторые инструменты вполне можно заменить тем, что есть под рукой. Вместо напильника разрешается взять нож , а палочки нужной формы с успехом помогут заменить плоскогубцы. Главное здесь – включить фантазию.
Лужение деталей
Какая бы поверхность ни предлагалась для пайки, необходимо её подготовить, то есть залудить. Это позволит надёжнее соединить между собой детали, а также сильно упростит сам процесс. Для работы понадобятся канифоль (или паяльная кислота) и олово.
Чтобы провести процесс лужения, понадобится ёмкость, где будут расплавлены припой и канифоль. В качестве неё можно использовать крышку от железных банок, металлическую маленькую коробочку или что-то похожее на корытце. Сюда с помощью напильника или наждачной бумаги натирают стружку олова. Хорошо, если имеется оловянно-свинцовый припой – с ним работать удобнее. Если же его нет, то придётся использовать канифоль или кислоту.
С кислотой всё понятно, достаточно просто погрузить в неё зачищенный край провода, после чего продолжать действия по пайке. С канифолью придётся проделать то же, что и с оловом, только стачивать напильником её совсем необязательно. Её куски могут быть крупными, так как температура плавления канифоли значительно меньше, чем у олова, поэтому даже большие кусочки успеют расплавиться до момента плавления металла.
Ёмкость нужно держать над источником огня до тех пор, пока олово полностью не расплавится. Далее оголённые или зачищенные концы провода помещаются сначала в канифоль, а после этого – в расплавленное олово. Когда результат будет удовлетворительным, то есть оголённый провод хорошо покроется слоем металла, ёмкость можно отставить в сторонку.
Если же необходимо залудить деталь плоской формы, то алгоритм действий будет немного другим. Здесь мелкую стружку олова и канифоль насыпают непосредственно на поверхность детали. Далее производится разогрев этой детали , в результате чего расплавленное олово равномерно её покроет. Лишнее убирается тряпкой или наждачной бумагой.
Не стоит забывать, что при работе с огнём железные детали будут разогреваться, поэтому брать их нужно плоскогубцами или тряпкой, чтобы не получить ожоги. Элементарную технику безопасности никто не отменял.
Паяние проводов
Чтобы спаять медные провода небольшого сечения без паяльника, никаких сложных действий проводить не потребуется. Достаточно просто скрутить уже залуженные концы провода между собой, после чего спичкой, зажигалкой или другим направленным пламенем их хорошо разогреть. Припоя, оставшегося на волосках при залуживании, вполне хватит, чтобы они намертво соединились между собой. После этого важно не забыть заизолировать оголённые участки изолентой, горячим клеем или другим доступным способом.
Провода большего сечения (до 2 мм) можно припаять аналогичным способом. Если припоя от лужения недостаточно, тогда стружку олова аккуратно располагают на скрутке, после чего также разогревают спаиваемый участок. Когда олово расплавится и заполнит собой все пустоты между волосками провода, пайку можно прекращать. Но не нужно забывать оголённое место заизолировать.
Если необходимо припаять провод к плоской детали или соединить между собой две части плоской формы, то на залуженное место нужно насыпать измельчённый припой, после чего приложить провод и разогреть детали до полного расплавления олова. В случае с двумя плоскими деталями залуженную поверхность также покрывают кусочками олова, приставляют другую плоскую деталь, сжимают их и разогревают.
Соединение с помощью желобка
Можно паять без паяльника ещё одним интересным способом. Для его осуществления необходим небольшой кусочек плотной фольги. Такой метод позволяет спаивать довольно толстые провода сечением до 3 миллиметров. Интересен этот способ и тем, что не требует предварительного залуживания.
Для начала необходимо зачистить концы проводов примерно на 30 мм, оголённые части надёжно между собой скрутить. Теперь из фольги вырезается небольшой прямоугольник такого размера, чтобы подготовленные кончики могли полностью быть покрыты ею. На провода фольгу накручивают в виде воронки, в которую засыпают мелкие кусочки канифоли и стружку олова. Концы желобка закручиваются, чтобы содержимое не высыпалось.
Теперь полученную конструкцию предстоит нагреть, пока олово и канифоль не расплавятся. После этого останется лишь подождать, когда спаянные детали остынут. Остатки фольги снимают, при необходимости обрабатывают место спая напильником, надфилем или наждачной шкуркой. Такой способ отлично подойдёт, когда необходимо быстро и без инструментов спаять провода в полевых условиях.
Приготовление пасты
Паять без паяльника можно с помощью паяльной пасты. Подготовив такой раствор, можно соединять не только провода и плоские элементы, но и некоторые радиодетали, а также припаять провод к плате без паяльника.
Чтобы сделать паяльную пасту, понадобится 32 мл соляной кислоты смешать с 12 мл воды. В полученный раствор добавляется 8,1 г цинка, а после его растворения ещё 7,8 г олова. Всё это делают в стеклянной или эмалированной посуде. Когда реакция закончится, останется выпарить воду, чтобы получилась пастообразная смесь.
Теперь в пасту следует добавить ещё 7,4 г свинца, 14,8 г олова, 10 мл глицерина, 7,5 г сухого нашатыря, 29,6 г порошкообразного цинка и 9,4 г канифоли. Все компоненты предварительно необходимо разогреть и довести до пылеобразного состояния.
Когда состав готов, его можно всегда применить по назначению. Хранить пасту предпочтительнее в плотно закрытой стеклянной таре. Пайка подобным составом происходит крайне просто:
Таким способом вполне можно паять без паяльника в домашних условиях почти любые детали и провода, однако процесс изготовления самой паяльной пасты может пугать. Но существует куда более привлекательная альтернатива – паяльную пасту можно купить в готовом виде.
Для спаивания очень мелких деталей и тонких проводков предпочтительнее сделать паяльную пасту с немного другим составом. В него войдут следующие ингредиенты:
- 7,4 г свинцового порошка;
- 7,3 г цинка в пылеобразном состоянии;
- 14 г глицерина;
- 4 г канифоли;
- 14,8 г порошкообразного олова;
- 10 мл диэтилового эфира.
Все компоненты смешиваются до пастообразного состояния. Вместо диэтилового эфира можно использовать 10 мл канифоли, растворённой в глицерине. С помощью этого средства появляется возможность припаять провод или деталь на плату.
Самодельное паяльное приспособление
Сделать паяльник можно из свечи или зажигалки. Правда, последнюю брать лучше из хорошего теплостойкого пластика, так как одноразовое китайское устройство не проработает и минуты, а металлическое приспособление может сильно нагреться. Ещё понадобятся кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для примотки к зажигалке.
Толстую проволоку нужно полностью очистить от изоляции, после чего согнуть таким образом, чтобы одну часть можно было примотать к зажигалке или свече, а противоположный конец находился над пламенем для постоянного нагрева. Такое импровизированное жало способно паять даже мелкие детали (вплоть до самых крошечных резисторов). Правда, без олова и канифоли не обойтись. Чтобы работать было удобнее, рабочую область жала предпочтительнее заточить.
Альтернативные методы ремонта
Если переломился провод и нужно срочно его восстановить хотя бы на непродолжительное время, тогда есть более быстрые альтернативы. Правда, без пайки, но вполне способны помочь в экстренных ситуациях.
Так, переломанный провод можно просто разрезать в месте обрыва и банально скрутить между собой. Здесь важно не перепутать полярность, так как у зарядных устройств напряжение постоянное. Заизолировать места скруток тоже не помешает.
Временно можно присоединить провод с плоской поверхностью. Для этого достаточно плотно приложить одну часть к другой и залить расплавленной пластмассой. Подобного восстановления хватит, если аккуратно и недолго пользоваться получившимся соединением.
Что бы ни случилось, всегда можно найти выход из сложившейся ситуации, если включить фантазию и воображение. Порой починить прибор это не поможет, но экстренно восстановить его работоспособность на короткое время позволит.
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники . В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.
Чистка паяльника щеткой (можно использовать и напильник)
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:
Фиксируем светодиодную ленту (использовалась изолента)
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Необходимость припаять что-либо в домашних условиях часто возникает даже у людей, которые ни разу не держали в руках специально предназначенный для такой задачи инструмент. Как разобраться с небольшими проблемами, вроде разорванных проводков или отпавшей детали, без паяльника?
Как припаять без паяльника – простые способы пайки проводов
Паяльник для соединения металлических частей иметь желательно, но не обязательно. Чтобы обойтись без него, мы возьмем:
- небольшую металлическую емкость;
- припой, например марки ПОС60, можно использовать чистое олово;
- канифоль.
- Соединяем провода: сначала зачищаем их, снимая изоляцию на 2-3 см.
- Нагреваем емкость с канифолью и оловом (например на газовой плите или посредством горелки).
- Концы провода без изоляции опускаем в расплавленную канифоль (погружаем так, чтобы состав полностью покрыл всю поверхность), а после в расплавленный метал. Желательно не набрать лишнего олова, или убрать его сразу же после извлечения.
- Медные провода, диаметром до 0,75 мм², просто скручиваются между собой после лужения.
- Далее “проблемный” участок разогревается вновь, чтобы припой схватился. Нагревать его придется каким-либо узконаправленным инструментом: свечой, зажигалкой и т.п.
- Если нужно присоединить один отрезок провода к средине другого, его оголенную часть наматывают вокруг места соединения, а после проводят пайку.
Как припаять без паяльника детали и посуду
Чтобы залудить для последующей пайки часть плоской поверхности, на нее кладут мелкую оловянную стружку и немного канифоли. Источник огня размещается снизу, а когда припой расплавится, его аккуратно растирают любой подходящей металлической деталью (так же можно удалить лишнее). При лужении стальной детали канифоль не используется (ее функции выполняет обработка паяльной кислотой). Для пайки предметов из алюминия нужен особый припой, состоящий из олова и свинца.
Другие случаи пайки без паяльника
Чуть более сложные случаи соединения деталей требуют специального подхода. Например:
- При работе с крупными, многожильными проводами (до 2 мм.) обычного лужения оловом может не хватить для надежной спайки. Сверху скрутки следует насыпать измельченный припой и греть его до тех пор, пока частички расплавятся и проникнуть внутрь, заполняя малейшие зазоры.
- Чтобы припаять провод к детали: лудим поверхность обоих предметов. После прижимаем провод к плоскости, сверху насыпаем стружку припоя и нагреваем снизу, до момента плавления.
- Пайка проводов до 3 мм: может производиться без паяльника, с применением методики желоба. Последний необходимо сделать из алюминиевой фольги, чья толщина составит около 0,8 мм. Концы проводов скручиваются и складываются параллельно, вокруг них размещается желоб, чья ширина не превышает размер соединяемого участка. В него же насыпают канифоль и припой, один конец фольги скручивается, чтобы не рассыпать компоненты. Нужный участок фольги под проводами нагревается до расплавления, а потом раскручивается и отделяется.
Еще один распространенный способ пайки без паяльника – использование так называемой “холодной сварки” или различных паяльных паст, которые можно купить либо изготовить вручную.
Рекомендуем также
Как припаять провода к разъемам
Эта статья специально посвящена тому, как припаять провода к разъемам. Если вы новичок в пайке или хотите узнать об общей пайке, у меня есть более подходящее руководство по пайке здесь. Вы можете найти руку помощи в этой задаче. Под рукой помощи я имею в виду устройство, а не друга, который может помочь, но если он у вас есть, он тоже может оказаться полезным.
Преимущество руки помощи перед рукой друга в том, что они держат вещи совершенно неподвижно и не кричат, когда становится жарко, как это делал мой друг.Это самая большая проблема, как припаять провода к разъемам. Если все держать неподвижно и на своих местах, все остальное относительно легко.
Если вы посмотрите на припайку вывода к штекеру, вы узнаете несколько способов припайки проводов к разъемам. Вы также найдете наконечник большего размера, который облегчит пайку.
Если у вас есть паяльная станция, а не паяльник, вам, вероятно, будет легче работать, если вы увеличите температуру примерно на 20 ° C.
Зачистка кабеля также может вызвать некоторые проблемы, если вы никогда раньше этого не делали.В зависимости от толщины кабеля для снятия пластиковой изоляции может быть проще использовать острый нож, чем устройство для снятия изоляции с кабеля. Я слегка забиваю кабель по окружности в том месте, где должен быть зачищен. Будьте осторожны, чтобы не пройти сквозь медный экран под пластиком. Затем слегка надрежьте от этой линии по длине кабеля до конца. По мере того, как вы дойдете до конца, вы должны усилить давление, пока не прорежете пластик. Затем разделите два конца пластика.По мере того, как вы дойдете до оценки окружности, она должна отделиться и оторваться.
Под этим будет щит. Обычно это плетение, поэтому вы должны распутать его кончиком маленькой отвертки, чтобы обнажить изолированный сердечник посередине. Не нужно зацикливаться на этом слишком далеко, на самом деле, чем меньше вы возьмете, тем лучше будут экранирующие свойства завершенного лида. Просто откройте достаточно, чтобы можно было снять изоляцию со средней жилы.
Скрутите пряди вместе и залудите конец.Покрутите развернутый экран и залудите его конец.
Теперь идет рука помощи. Одной его частью придерживайте открученный штекер разъема. Не забудьте надеть другой конец вилки на зачищенный кабель. Плохое чувство – завершать идеально хорошую пайку только для того, чтобы распаять ее, потому что вы забыли вставить вторую половину вилки!
Удерживая кабель другой половиной, поместите экран и жилы кабеля в соответствующие разъемы. Сначала припаиваю соединение экрана.Я наношу жало паяльника и припой на металлическую бирку рядом с тем местом, где с ним соприкасается луженый рукав, и постепенно добавляю припой, пока расплавленная капля не коснется кабеля и не расплавится. Затем уберите утюг и ничего не трогайте. На то, чтобы все застыть и остыть, может уйти добрых десять секунд, а если вы переместите что-либо слишком рано, то испортите идеально хороший сустав.
Вам необходимо нагреть металлическую часть вилки, потому что на нагрев и расплавление припоя уходит больше всего времени.Если бы вы сделали кабель и бирку одновременно, к тому времени, когда припой должным образом расплавился, изоляция провода начала бы плавиться. Таким же образом можно припаять сердечник. У него меньшая металлическая поверхность, поэтому не нужно столько времени, чтобы расплавить припой. На этот раз я обычно продеваю провод через отверстие в бирке и слегка сгибаю его внутрь. Таким образом, шарнир не будет касаться винта на корпусе заглушки. Иногда на него надевается пластиковый прозрачный ПВХ-рукав, чтобы предотвратить замыкание на корпусе, если он металлический.После многих лет проб и ошибок это лучший способ, который я нашел, как припаять провода к разъемам типа jack. Эти методы можно использовать для пайки разъемов большинства типов.
ПРОВОДОВ И МЕТОДЫ СОЕДИНЕНИЯ (часть 2)
продолжение из части 1
5. ПРОВОДНЫЕ СОЕДИНЕНИЯ
Один из наиболее распространенных типов терминалов, используемых для межсоединений. Между платами ПК и компонентами, смонтированными на шасси, является обжатая револьверная головка терминал, обсуждаемый в разделе 14.Чтобы получить хорошее электрическое соединение, жизненно важно сначала выполнить прочное механическое соединение. Провод, который будет припаян к зажиму револьверного типа, должен иметь форму как можно плотнее вокруг башни, не царапая и не царапая поверхность проводника или деформирование контура провода. С утеплителем расположен на расстоянии не более дюйма от клеммы, проводник сначала плотно сформирован на 180 градусов вокруг башни с помощью плоскогубцев (ИНЖИР.9а). Затем лишняя длина проволоки отрезается в точке А, что оставляет достаточной длины для продолжения формирования полного обертывания на 360 градусов связь. Эта обертка, формируемая плоскогубцами, показана на ИНЖИР. 9b. Хотя 180-градусные обертывания часто используются в электронной проводке, Обертка на 360 градусов обеспечивает наиболее надежное механическое соединение. Длинный- при выполнении механических соединений следует использовать плоскогубцы с гладкими губками. к любой конфигурации клемм, чтобы избежать защемления и деформации проводника поверхность.
Припаивание к револьверному выводу осуществляется методом пайки. обсуждается в Разделе 15 для пайки выводов на клеммные колодки печатной платы. Сначала на жало паяльника наносится небольшое количество припоя (припой мост). Затем наконечник соприкасается с проволокой и плечом. терминала, как показано на фиг. 9c. Расположение наконечника прямо напротив от изоляции сведет к минимуму тепловое повреждение пластиковой и резиновой изоляции.Припой наносится сразу после того, как соединение достигнет нужного температура (т.е. когда припой моста или припой, используемый в лужение многожильного провода начинает течь). Только небольшое количество припоя необходимо для надежного электрического подключения. Если правильно паять, контур провода и клеммы будет хорошо виден. Правильно подключенная и припаянная клеммная колодка револьверной головки показана на ИНЖИР. 9г.
— РИС.—9 Подключение к зажиму револьверного типа: (а) начальный виток на 180 °;
(б) формирование полного обертывания на 360 °. (c) правильное железо
положение наконечника и припоя; (г) правильно припаянный терминал.
Во время операции пайки инструмент, предотвращающий растекание, показанный на фиг. 7, или свинцовый радиатор, показанный в гл. 14 – Рис.20, может использоваться для предотвращения впитывания, чрезмерного плавления или горения изоляция.
Круглые соединения также находят широкое применение при подключении к любому клеммы с проушиной, например, связанные с клеммными колодками, переключатели, потенциометры и разъемы для печатных плат.Эти типы терминалов показаны на фиг. 10а. Формовка провода около наконечника с проушиной начинается с размещения изоляции на расстоянии не более дюйма от проушины открытие. Обмотка проволоки затем формируется аналогично 360-градусной накидка для револьверных выводов, но так как сечение проушины очень тонкая прямоугольная форма, сложнее сформировать пленку. Рекомендуется, чтобы первые два контура под углом 90 градусов, как показано на ИНЖИР.10b, необходимо предварительно сформировать перед продеванием проводника через проушину. После установки в ушко лишняя длина провода обрезается в точке A и последний изгиб на 90 градусов для завершения обертывания (фиг. 10c). Не рекомендуется делать более трех циклических соединений. к одному отверстию и припаять их, пока все не будут механически сформирован.
При минимальных требованиях к механической прочности провода можно паять. легче в отверстия небольшого диаметра, например, в припое проушины с помощью проходного соединения, показанного на фиг.11. Для этого тип подключения, диаметр провода должен быть примерно равно отверстию в проушине. Как и в случае с другими типами соединений, изоляция располагается на расстоянии не более дюйма от клеммы, подготовленным концом проволоки пропустить через отверстие наконечника. Лишний провод обрезан с точностью примерно до дюйма от клеммы. Поскольку диаметр провода приблизительно равен диаметру отверстия, пайка будет правильно сплавить обе окружности.Полученное соединение является механически удовлетворительным. и электрически исправны, хотя проходные соединения должны быть избегать в оборудовании, которое будет подвергаться сильным ударам и вибрации.
Провода могут быть разделены между соединениями как точка-точка, так и техника квадратной разводки. Двухточечная проводка, как следует из названия, это метод проводки, используемый в основном в высокочастотных цепях или любых экономичное применение электропроводки.Электрические соединения выполняются с что касается кратчайшего пути маршрутизации, чтобы минимизировать длину вывода, что критично на высоких частотах. Этот способ подключения выполняется быстрее и использует меньше проводов, чем другие обсуждаемые здесь методы. Точка-точка платье из проволоки обычно не добавляет аккуратности упаковке. Тем не мение, с аккуратным расположением проводки и аккуратной пайкой соединений, в результате проводка будет надежной и качественной.
— РИС. —10 Формовка проводов для клемм с ушками: (a) компоненты и оборудование.
с проушинами; (б) предварительно сформованная проволока; (c) готовая упаковка.
— РИС. —11 Проходное соединение.
Электропроводка с квадратным углом – это метод перевязки проводов, при котором все провода проложены в упаковке идут параллельно или перпендикулярно друг другу. Когда при любом изменении направления пути прохождения провода изменение выполняется с углом 90 градусов сгибать.Хотя этот метод не используется в высокочастотной работе, он дает очень аккуратный внешний вид упаковки. Единственный минус квадратного угла проводка – это дополнительное количество проводов и время, необходимое для завершения пакет.
6. СПЕЦИАЛЬНЫЕ СБОРКИ И ТЕХНИКА ПРОВОЛОКИ
Многие соединители предназначены для заделки многожильных проводов, используемых в кабели снабжены выводами для пайки, как показано на ИНЖИР.12а. Для пайки провода в этот тип клеммы требуется, чтобы сам горшок должен быть изначально подготовлен. Бак для припоя необходимо нагреть и заполнить. хотя бы наполовину с припоем. Припой не должен вытечь из горшка на внешнюю поверхность. Припой больше не применяется после того, как горшок наполовину наполнен, но можно использовать железный наконечник оставаться в контакте с горшком еще несколько секунд, чтобы захваченный флюс или газы, выделяемые улетучивающейся канифолью внутри терминала Сбежать.(При пайке желательно носить защитные очки, особенно при работе с емкостями для припоя, поскольку образующиеся газы могут вызвать припой брызги из кастрюли). инструмент, препятствующий впитыванию воды, как показано на фиг. 12b, и вставил в горшок после того, как припой был повторно нагрет утюгом. Это будет сложно вставить проводник в ванну с припоем, если он не был повторно нагрет достаточно долго, чтобы припой полностью расплавился до дна или, если слишком Когда провод был лужен, на него было нанесено много припоя.В правильном паяное соединение горшка, изоляция провода должна быть не дальше дюйм от верха горшка. Эту длину можно заранее определить на распаянный горшок. Должно быть использовано минимальное количество припоя, чтобы контур жил провода между изоляцией и горшком ясно видно. Кроме того, нельзя допускать растекания излишков припоя. на внешнюю поверхность горшка. Избыточная лужа припоя у основания соседних горшков может вызвать короткое замыкание.Правильно сформированный горшок для припоя соединение показано завершенным на фиг. 12b.
— РИС. — 12 Методика подключения клемм горшкового типа: (а) типичный горшечный
терминалы; (б) припаять провод к клемме горшкового типа.
— РИС. — 13 Методика подготовки экранированного провода к пайке: (а)
писец используется для обеспечения доступа к щиту; (б) отсоединение сигнального провода
из щита.
Обычное, но сложное подключение проводки включает в себя подготовку и установка экранированного провода на штекеры и гнезда фонокорректора.Функция оплетки провода должна покрыть и тем самым изолировать внутреннюю (сигнальную) дирижер. Должна быть минимальная оголенная изоляция сигнального провода. после подключения экрана и сигнального провода к разъемам. Если экранированный провод имеет внешнюю изоляционную оболочку, примерно 1 дюймов куртки следует снять. Затем щит отодвигается. с конца так, чтобы «ослабить». Затем осторожно выбирается кирка (писец). вплетены в косу, не повреждая отдельные пряди, чтобы сформировать достаточно большое отверстие, через которое можно протянуть изолированный сигнал.Этот метод показан на фиг. 13а. Затем медиатор передается в отверстие между оплеткой и изоляцией сигнального провода так, чтобы он выступал с другой стороны. Удвоение экранированного провода обратно в месте прорыва точка и поднятие кирки вытащит сигнальный провод из отверстия. в косу. Этот метод показан на фиг. 13b. Конец косы затем залуживается и служит заземляющим проводом. Подготовленный щит и сигнальный провод, готовый к пайке к разъему, показаны на фиг.14а. Припаивание сигнального провода к вилке требует аналогичной подготовки. к этому для клемм под пайку. Полый центральный стержень вилки сначала заполняется припоем. Этот шаг лучше всего сделать, осторожно взявшись за внешняя оболочка заглушки в тисках. Правильный паяльник положение наконечника и нанесение припоя показано на фиг. 14b. При пайке начинает появляться на кончике штыря, утюжок удаляется. Припой не должно течь по внешней поверхности штыря, иначе это может оказывается невозможно воткнуть в гнездо.Чтобы установить провода на вилка, по крайней мере, дюйм сигнального провода зачищен и залужен, оставив только дюйм изоляции между зачищенным сигнальным проводом и тесьма. Тесьма также залуживается. Центральный штырь вилки повторно нагревается и сигнальный провод вставляется в верхнюю часть вилки до тех пор, пока оплетка ровно с верхней частью наконечника. Некоторые сигнальные проводники могут выступают из конца штыря. Снимается заподлицо с диагональю. фрезы.Затем оплетка наматывается на 360 градусов вокруг наконечника и затем припаяли, используя технику, показанную на фиг. 14c. Правильная установка экранированного провода к фонокорректору показан на фиг. 14d.
— РИС. —14 Подготовка и пайка экранированного провода к разъемам и
гнезда: (а) подготовленный или паяный экранированный провод; (б) подготовка зубца
с припоем; (C) правильное положение железного наконечника и припоя; (г) правильно
подготовил домкрат.
7 ТЕХНИКА БЕЗОПАСНОЙ ПРОВОДКИ
Клеммы беспаечного или обжимного типа обеспечивают прочное соединение металла с металлом. (клемма-провод) соединение, которое подходит для приложений, использующих либо многожильный или одножильный провод.Эти терминалы особенно желательны в некоторые производственные сборки, потому что они исключают пайку. Два общих конфигурации беспаечных (обжимных) разъемов – кольцевой язычок и стили язычка вилки, показанные на фиг. 15.
Выбор наиболее подходящего стиля зависит от приложения. Если быстро подключение и отключение не требуется, но более высокая степень необходима механическая защита, следует использовать кольцевой язычок. Если, однако указаны требования к быстрому подключению и отключению. при отсутствии критических механических требований предпочтительнее использовать вилочный язычок.
Цилиндры обжимных клемм доступны в неизолированном или изолированном исполнении. формы. Изолятор обычно изготавливается из поливинилхлорида (ПВХ) и имеет степень снятия натяжения проволоки, если ожидается сильная вибрация. Эти изоляторы обычно доступны в цветах, поэтому диапазон Размеры AWG, подходящие для каждого ствола, можно быстро определить (см. ТАБЛИЦА 6).
Беспаечные клеммы, обычно используемые в электронике, имеют корпуса, которые способны принимать провода сечением от AWG No.10 согласно AWG № 22. A Клемма № 10 принимает провода как AWG № 10, так и 12; терминал № 14 принимает провода AWG № 14 и 16; а терминал № 18 примет AWG № 18, 20 и 22 провода. Клеммы доступны для установки винтовых размеры от №4 до дюйма.
Проводники собираются в беспаечные клеммы с помощью обжимного инструмента. такой как показанный на фиг. 16. С изоляции проводов снята изоляция. длина равна длине металлического ствола.Затем вставляется проводник. в клемму до тех пор, пока изоляция не упрется в конец металла. бочка. Затем ствол помещается в соответствующее положение обжима губок. инструмента. Разделенная сторона ствола должна быть прижата к гладкая часть челюсти напротив обжимного зуба. Когда ручки плотно прижаты друг к другу, как показано на фиг. 16, ствол будет прижат к проводнику и сделает звук механическим и электрическим связь.
— РИС. —15 Обжимные клеммы.
— ТАБЛИЦА 6 Цветовой код для размеров цилиндра изолированного обжимного соединителя
— РИС. — 16 Методика установки обжимных клемм.
8. ПРОВОЛОЧНЫЕ СОЕДИНЕНИЯ
Альтернативный метод установки беспорядочно расположенных металлических шпилек, к которым внешние подключения могут быть выполнены без необходимости пайки проводов осуществляется за счет использования техники обмотки проволоки.Клеммы с проволочной обмоткой квадратные или прямоугольные штифты, имеющие как минимум два острых угла, которые механически прикреплен к печатной плате путем крепления (запрессовки) или пайки. Выводы на эти штифты производятся механическим или пневматическим способом. инструменты для намотки проволоки с использованием сплошной проволоки. Полученное соединение является как механически безопасный и электрически исправный.
— РИС. – 17 Виды зажимов для закрепления проводов: (a) квадратный штырь для закрепления проводов;
(b) квадратный штифт для намотки проволоки с обратным выступом.
Два типа штырей для намотки проволоки показаны на фиг. 17, у каждого свой конфигурация и способ монтажа. Самый простой штифт для проволоки показан на фиг. 17а. Он состоит просто из провода квадратного сечения 0,045 дюйма. от до 2 дюймов в длину с конусом обоих концов для облегчения первоначальной установки в плату ПК. Для их установки не требуется специального оборудования. так как штифт просто вдавливается в предварительно просверленное отверстие. Рекомендуемый отверстие имеет диаметр 0.050 дюймов с допуском 0,002 дюйма. Хотя используются имеющиеся в продаже вибростолы и шаблоны для установки штифтов в отверстия стоимость такого оборудования непомерно высока в небольшом объеме или прототипе работы. Эти штифты можно легко вставить рукой. Конический конец штифта сначала вставляется в сверло. отверстие в доске нажатием пальца. Этой процедуры достаточно для временного удержания штифта в позиции опоры. Подобно ставке выводов под пайку применяется оправочный пресс с наковальней и плоской поверхностью. установочный инструмент (см. гл.14). Направляющее отверстие в наковальне должно быть большим. достаточно, чтобы принять квадратную конфигурацию штифта с достаточным оформление. Затем оправочный пресс используется для проталкивания штифта через печатная плата, позволяющая выдвигаться на любую желаемую высоту на противоположной стороне сторона доски. Хотя удерживается на месте только благодаря контакту между углы штифта и внутренний край отверстия, достаточно зажимается на месте до тех пор, пока его не можно будет припаять к контактной площадке.Подключение затем провода оборачиваются по длине штифта, выходящего над сторона доски.
Еще один зажим для проволочной обмотки, обеспечивающий равномерную высоту разбивки показан на фиг. 17b. Он состоит из двухсторонней квадратной ложи с 0,025 дюйма или 0,045 дюйма из латуни с покрытием из сплава золота. Размер E на фиг. 17b обычно выбирается равной толщине изоляционного материала печатной платы. Чтобы вставить этот штифт, просверливается отверстие это примерно 0.002 дюйма меньше, чем максимальный диаметр обратный зубец. Для квадратного штифта 0,025 дюйма размер L составляет 0,052 дюйма (размер отверстия 0,050 дюйма), а для квадратного штифта 0,045 дюйма – 0,096 дюйм (размер отверстия 0,094 дюйма). Штифт расположен таким образом, чтобы чтобы его коронка соприкасалась с фольгированной стороной (контактной площадкой) платы. Затем штифт закрепляют с помощью наковальни и установочного инструмента в оправочном прессе. Обратный зазубрин не позволяет штифту поворачиваться или откатываться от изоляционный материал.Пайка между заводной головкой и контактной площадкой будет сделать надежное электрическое соединение.
Достигнуто механическое и электрическое соединение для зажимов с проволочной обмоткой путем обертывания под натяжением сплошного провода вокруг клеммы, имеющей минимум два острых края. Эти края, как и сама проволока, деформируется при плотной упаковке. Среднее давление между проволокой и острые точки контакта столба порядка 30 000 фунтов на квадратный дюйм, чего более чем достаточно для создания звукового механического и электрического связь.Показаны два правильно сформированных типа проводных соединений. на фиг. 18.
Соединения типа Wire-wrap образуются ручным и автоматическим или автоматическим управлением. полуавтоматы для обмотки проволоки. Инструменты для намотки проволоки с ручным управлением, такой как показанный на фиг. 19а, доступны для быстрого формирования проволочной обмотки. соединения. Пневматические инструменты для намотки проволоки также доступны, но обычно используется с полуавтоматами в массовом производстве.
— РИС.—18 Два стиля обмотки проволоки.
— РИС. 19. Ручные инструменты для намотки проволоки и метод намотки: (a) ручной инструмент для намотки проволоки; (б) процесс соединения проволокой; (c) распаковка орудие труда.
Чтобы использовать инструмент, показанный на РИС. 1 9а, сплошной провод нужного калибра сначала снимается, а затем вставляется в крайнее отверстие на конце наконечника пинга проволочной обмотки. (Фиг. 19b). Затем наконечник помещается над терминал и спусковой крючок быстро сжимаются.Носовая часть пистолета закручивает провод вокруг клеммы, чтобы сформировать желаемое соединение.
— ТАБЛИЦА 7 Рекомендуемые характеристики проводки для 0,025 и 0,045 дюйма
Квадратные клеммы с проволочной обмоткой
* Тип 2 означает, что один виток изолированного проводника контактирует с клеммой. —
Количество витков намотанной проволоки определяется ТУ. приведено в ТАБЛИЦЕ 7. Количество изоляции, которое необходимо снять с конец провода можно быстро определить методом проб и ошибок.
Если необходимо развернуть соединение, которое недоступно (на упаковке высокой плотности обернутые клеммы могут быть на расстоянии 0,1 дюйма друг от друга) инструменты для извлечения упаковки, такие как показанный на фиг. 19c доступны. Чтобы удалить обернутое соединение, центральное отверстие в нос расположен над терминалом. Давление инструмента вниз на проволока быстро развернет проволоку со столба. Инструмент должен быть держать в вертикальном положении в течение всей операции, чтобы не сгибать терминал Почта.
Когда количество выполняемых клеммных соединений становится невозможным для ручной намотки проволоки по рентабельной цене и без лишних затрат. ошибки, полуавтоматические и полностью автоматические машины для обмотки проволоки заняты. Одно из применений плотной проводки – это большие объединительные платы. с тысячами клемм для проводки на одной стороне и густонаселенными с другой стороны с печатной платой или разъемами кабеля. Другой пример находится на панелях, требующих дискретного подключения большого количества розетки для интегральных схем.
Полуавтоматическая намотка проволоки выполняется на станке с вертикальным рабочий стол, к которому крепится подключаемая панель. Контролируемые данными каретки перемещают стол в направлениях x и y. Движение стола таков, что каждый новый вывод, подлежащий подключению, располагается перед оператор. Эта функция помогает снизить утомляемость оператора. Терминал указатель с направляющей для инструмента (установленный инструмент для намотки) перемещается по оси x и останавливается после каждого перемещения стола перед следующим терминалом быть завернутым.Оператор подает проволоку указанного размера в направляющую для инструмента и, с легким давлением, надвигает инструмент на штифт, чтобы сделать каждое соединение. Стоимость от 450 до 600 обертываний в час. типично для полуавтоматов.
Когда более высокая плотность проводки и скорости превышают возможности полуавтоматического автоматические системы, полностью автоматическая машина для обмотки проволоки, такая как показанный на фиг. 20а, используется. Эта машина имеет пульт оператора. который включает в себя следующее: переключатели ручного управления и ввод данных, система мониторинга неисправностей, счетчик циклов, прерывание цикла, аварийный останов, повторить операцию подключения и считать порядковый номер.
— РИС. — 20 (a) Вертикальная обмоточная машина 14EV, любезно предоставлена EPE
Технология; (б) основные схемы проводов.
Подключаемая панель зажимается вертикально внутри машины. В отличие от полуавтоматы, в которых доска движется только в x и y направления, автоматизированные системы также предусматривают 90-градусный борт. вращение. Два набора программируемых инструментов для намотки проволоки и перевязки пальцев. установлены на двух вертикальных каретках, которые также контролируются данными.Перевязочные пальцы формируют заданный контур проволоки как есть проложены над выбранными каналами между близко расположенными терминалами. После завершения обхода схемы соединений между двумя терминалами, машина автоматически зачищает и отрезает проволоку до нужной длины. Инструмент биты затем опустите концы провода над двумя клеммами, которые необходимо подключить и одновременно формируют проволочные обмотки. Одна насадка вращается по часовой стрелке. а другой конец проволоки наматывают против часовой стрелки.Основные сформированные схемы проводов показаны на фиг. 20b. Символы на места изгиба представляют собой использование перевязочного пальца для формирования шаблон. Данные также включают в себя уровни z для получения указанного высота намотки провода на клемме. Это обеспечивает правильный интервал между несколькими обертками на одном терминале. Потому что проволока обернута противоположные направления могут привести к одному и тому же выводу, расстояние между эти обертывания имеют решающее значение для предотвращения нарушения проводимости проводом один ранее сформированный.
Автоматическая машина для обмотки проволоки, показанная на РИС. 20а разместит размер панели до 26 на 26 дюймов с площадью обертывания 22 на 22 дюйма. Он предназначен для наматывания проводов AWG № 26 и 30 со скоростью до 1100 до 1200 упаковок в час.
Несколько клемм, должным образом обмотанных сплошным проводом, показаны на РИС. 21. Обычно используется сплошная проволока из медного сплава с олово, серебро или позолота. Размеры проволоки для этого диапазона применения от AWG (американский калибр проволоки) No.18 к № 26. Размер провода определит точное количество витков для правильного соединения. Эта информация для двух типов соединений приведена в ТАБЛИЦЕ. 7. Соединение типа 1 требует, чтобы провод был намотан вокруг клемма с изоляцией примерно в дюйме от первого витка; соединения типа 2 требуют, чтобы хотя бы один виток изоляции также должны быть сформированы вокруг терминала. Эта вторая классификация использует гибкость изоляции проводов для снижения возникающих напряжений при колебаниях проволоки в точке входа в первую оберните терминал.Кроме того, качество изготовления диктует, что на одном зажиме можно сделать не более трех независимых обмоток штифт и что (1) витки от одного независимого витка не перекрывают ни одной части другого обертывания, (2) соседние витки включают одно и то же прикосновение к обмотке, но не перекрытие, (3) сумма всех зазоров не должна превышать один диаметр проволоки исключая первый и последний витки (спираль и открытая обертка), (4) там не является недостаточным количеством витков, и (5) конец провода не выступает из терминал (конец хвоста).Появление недопустимых обмоток проволоки показано на рис. 22а.
— РИС. — 21 Узел проволочной обмотки. Предоставлено Augat, Inc.
Часто бывает так, что несколько клемм необходимо соединить вместе или автобусом. Чтобы избежать проблем с обслуживанием в дальнейшем, подключили пары клемм к шине. для подключения должны быть сначала обеспечены обертывания уровня 1, а затем обертываниями уровня 2, чтобы завершить веревку. Поочередно обертывание клемм с уровня 2 на уровень 1 недопустимо.Если провод с намотанным концом на разных уровнях должны быть перемещены, возможно, придется переместить всю строку снимается для замены только одного провода (см. РИС. 22b).
— РИС. —22 Техника наматывания и подключения проводов: (а) недопустимый провод обертывания; (б) автобусы.
Для оптимального производительность схемы, особенно в высокоскоростной схемотехнике. Если сигнал провод в этом типе конструкции должен быть перемещен из-за паразитной индуктивности или проблемы с емкостью, важно, чтобы соблюдаются на протяжении всего дизайна.Также, чтобы уменьшить количество параллельные провода, преимущество машины с управляемым данными вращения паллет способности надо брать. Программное обеспечение можно использовать для разводки проводов и приводит к заметному снижению плотности, в дополнение к уменьшение количества параллельных проводов.
— РИС. —23 Стереоусилитель в сборе.
После завершения электромонтажа готовая система усилителя показана на ИНЖИР. 23.
УПРАЖНЕНИЯ
А. вопросов
1 По какой причине медный провод покрыт оловом?
2 В чем преимущество многожильного провода перед одножильным?
3 Определите термин «провод шины».
4 Почему концентрический провод предпочтительнее пучкового?
5 Что означает сокращение AWG?
6 Объясните термины мил-фут и круговой мил.
7 Определите сопротивление 3 фута AWG No.22 медный провод.
8 Какова взаимосвязь между площадью поперечного сечения и числом AWG? медной проволоки?
9 Какова взаимосвязь между допустимой нагрузкой по току и AWG? количество?
10 Какие три критерия определяют наиболее подходящую изоляцию проводов для конкретное приложение?
11 Разместите следующие изоляционные материалы в порядке плохого, удовлетворительного, хорошие и отличные по сопротивлению изоляции: тефлон (TFE), нейлон, майлар, и Кирар.
12 Описать корпус и цвета индикаторов соединительного провода в жгуте. сборка, которой присвоен кодовый номер 528.
13 Что такое государственный стандарт MIL-STD-122?
14 В чем основное отличие коаксиального кабеля от экранированного? провод?
15 Что подразумевается под термином «капиллярная капля» и как ее предотвратить?
16 Как подготавливается стандартный провод перед подключением к клемме?
17 Как подготавливаются клеммы для пайки перед пайкой проводов?
18 Какой номер и цвет корпуса обжимного зажима, который принимать провода AWG с номерами от 22 до 18?
Б. Верно или неверно
Обведите T, если утверждение верно, или F, если какая-либо часть утверждения ложно.
1 Однонаправленный многожильный провод более гибкий, чем встречный типа, но его диаметр не так точно однороден. Т Ф
2 В системе AWG по мере увеличения цифр соответствующий провод диаметры уменьшаются. Т Ф
3 Сопротивление проволоки увеличивается в 4 раза при увеличении диаметра в два раза.Т Ф
4 Круглый мил относится к диаметру проволоки. Т Ф
5 При измерении сечения многожильного провода калибром, паз то, что он плотно входит, будет на один номер AWG больше, чем показание датчика из-за промежутка между прядями. Т Ф
6 Экранированный провод предназначен для использования в низкочастотных системах, где его импеданс не критичен. Т Ф
7 При лужении многожильного провода паяльником провод позиционируется между припоем и наконечником утюга.Т Ф
8 При формировании кольцевых соединений изоляция провода должна соприкасаться клеммы, чтобы предотвратить возможность короткого замыкания между соседними клеммами. Т Ф
9 Максимальный изоляционный зазор для клемм горшкового типа составляет 1/16 дюйма T F
10 Обжимной соединитель с красным корпусом подходит для большего диаметра провод, чем будет разъем с желтым бочонком.
C. Множественный выбор
Обведите правильный ответ на каждое утверждение.
1 Проволока с номером AWG 22 имеет диаметр (меньше, больше), чем один, имеющий номер AWG 16.
Провод 2 AWG No. 22 имеет (меньшую, большую) допустимую нагрузку по току чем провод AWG №14.
3 Чаще всего для покрытия медной проволоки используют (олово, никель).
4 Система нумерации проводов AWG была разработана в первую очередь для обозначения размер (многопроволочного) провода.
5 (одножильный) провод используется для электрических соединений с обмоткой. терминалы.
D. Соответствующие колонки
Сопоставьте каждый элемент в столбце A с наиболее подходящим элементом в столбце B.
КОЛОННА | КОЛОННА B
1. Диагональные фрезы 2. AWG 3. Проволока 4. Многожильный провод 5. Кел-Ф 6. Коаксиальный кабель 7. CM | а.Изоляция г. Площадь поперечного сечения г. Полный слив г. Схема RF e. Американский калибр проволоки ф. Беспаечный г. Концентрический |
E. Проблемы
1 Создайте пару измерительных проводов, таких как те, что показаны на РИС. 24. В Измерительные провода должны быть изготовлены из отрезков длиной 36 дюймов с пластиковой изоляцией No.Многожильный провод 18 AWG. Зачистите дюйм изоляции со всех четырех концов проводов. скрутите и залудите многожильные проводники. Сдвиньте резиновую изоляцию захватывает провода перед тем, как припаять зажимы типа «крокодил» к выводу заканчивается. После пайки зажимов вставьте резиновые изоляторы на место.
2 Сначала создайте набор соединительных проводов для стереосистемы. центрирование термоусадочной трубки длиной 2 фута примерно на двух отрезках длиной 3 фута кабелей с изолированными экранированными жилами.Сдвиньте 2-дюймовые отрезки термоусадочной над всеми четырьмя концами кабелей. Удалите достаточную внешнюю изоляцию со всех концов кабеля для подготовки медной оплетки и внутренней изолированной провода для паяных подключений к штекерам RCA. Когда-то фонокорректор заглушки припаяны, наденьте термоусадочную трубку на заглушки до тех пор, пока конец трубки находится на уровне передних кромок внешней части разъема. Наконец, обжать трубку вокруг кабелей и заглушек.
— РИС. — 24
3 Постройте четыре 6-футовых провода динамика из пластмассовой изоляции №16. Многожильный провод AWG. Проденьте термоусадочную трубку длиной 1 дюйм по всей длине. свинец концы. Зачистите и залудите все свинцовые концы до длины дюйма. Позиция неизолированные цилиндры непаянных вилочных язычков на всех подготовленные концы проводников и обжим. Наденьте термоусадочную трубку на по всей длине ствола и усадить на место.
4 Использование техники, описанной в этом разделе, для правки шины проволоки, подготовьте кусок луженой проволоки No.Провод шины 14 AWG для сборки антенна УВЧ. Сформируйте из проволоки петлю диаметром 7 мм. Настроить петля так, чтобы оба конца петли перекрывались одинаково. Обжимные наконечники с лопатками без пайки на оба конца петли и сформируйте по два изгиба под углом 90 градусов на каждом конце для прикрепления к клеммным наконечникам на задней панели телевизора. Первые 90 градусов изгибы должны выполняться на расстоянии 4 дюймов от конца выступов лопаты и перпендикулярно до окружности петли. Оставшийся 90-градусный изгиб должен располагаться на расстоянии 2 дюймов от концов проушин для наиболее удобного вложение.
5 Установите многожильный провод № 20 AWG с пластмассовой изоляцией между шасси- смонтированные компоненты и оборудование, а также печатную плату для семи фиксированных интервальный таймер UJT, разработанный, изготовленный и собранный в задачах 11.3, 13,4, 14,3, 15,3 и 23,5.
6 Установите соединительные провода на спроектированный, изготовленный тахометр, и собраны в задачах 11.5, 13.3, 14.5, 15.5 и 23.6. Все приводит будет выполнен из многожильного провода № 18 AWG с пластмассовой изоляцией.Изоляция кабеля питания цвет должен быть красным, с длиной провода, достаточной для подключения к аккумуляторная сторона блока предохранителей. Цвет изоляции заземляющего провода должен быть черным. Этот вывод должен заканчиваться беспаечным наконечником с лопаткой и крепится к любому удобному винту на шасси автомобиля. Выберите зеленый для цвет изоляции для оставшегося провода, который будет подключен к распределителю сторона катушки. Соединитель с кольцевым язычком без пайки достаточного размера для подключения катушки следует обжать конец зеленого провода.
паять или нет | Журнал Nuts & Volts
Несколько лет назад я наконец перешел на домашний кинотеатр – Apple TV, DLP-проектор и аудиосистему, способную потрясти фундамент. В рамках установки я также потратился на аудиокабель предположительно аудиофильского качества от крупного производителя. Я не влюбляюсь в бескислородный кабель, который продается по астрономическим ценам, но купил хороший медный провод 12 калибра с гибкой изоляцией.
К моему разочарованию, «аудиофильский» кабель поставлялся с позолоченными прикручиваемыми разъемами.Я опешил. Скручивание, даже не опрессовка. В инструкциях говорилось, что нужно просто снять четверть дюйма изоляции и скрутить провод в разъем. Моей первой реакцией было недоверие. В конце концов, как навинчивающийся разъем сможет выдержать постоянную вибрацию сабвуфера? Приведет ли трение к шуму?
Второй моей реакцией было вынуть паяльник и серебряный припой и припаять каждое соединение. В конце концов, система заработала нормально, но меня по-прежнему беспокоили накручиваемые разъемы.Был ли я просто созданием привычки? Неужели компания просто подстраивалась под потребительскую среду, в которой паяльники становятся вымирающим видом? Или, подумал я, ошибался ли я в своих предположениях об относительной ценности пайки. Я тратил время и силы на паяльник?
Как молодого энтузиаста радиолюбителей, меня учили, что когда дело доходит до сильноточного постоянного тока или любого ВЧ-соединения, используйте припой, независимо от конструкции разъема. Мне сказали в определенных выражениях, что обжимные соединители в лучшем случае недальновидно экономят время.Точно так же, когда я работал в телефонной компании, меня учили, что проводные соединения в конечном итоге выйдут из строя, если не будут тщательно спаяны. Возможно, эта линия рассуждений родилась из окружающей среды южной Луизианы, где даже золотые соединители подвержены коррозии (из-за грибка, выделяющего кислоту).
Современное электронное оборудование машинной сборки состоит из обжимных соединителей, ввинчиваемых клеммных колодок и других соединений, работающих под давлением. Точно так же проводка переменного тока, питающая многие старые дома, заканчивается ввинчивающейся клеммной колодкой.Но тогда, являются ли это «лучшими» возможными соединениями или просто самыми экономичными?
Предполагаемые преимущества паяного соединения по сравнению с простым скручиванием двух проводов вместе – или даже профессиональным обжимом – включают долговечность и повышенную надежность. Если вы поищете в Интернете, вы найдете множество дискуссий об относительных достоинствах пайки и опрессовки в военной авионике. Например, без надлежащей разгрузки от натяжения паяные соединения имеют тенденцию к усталости, и для правильного обжима многополюсного разъема требуется относительно высокий уровень навыков.
Однако сложно количественно оценить долговечность и повышенную надежность обычной бытовой электроники. Например, обязательно ли, чтобы паяные соединения в вашем следующем прототипе пережили вас? Точно так же, когда я смотрю на свои компьютерные системы и даже на свою новую развлекательную систему, я не вижу последних пяти лет. К тому времени провода динамиков, вероятно, уйдут в прошлое, и их заменит беспроводное подключение к студийным мониторам. Компьютерное оборудование будет бесполезным по сравнению с компьютерами, оснащенными 1000 процессорных многоядерных чипов.Возможно, ценность долголетия сильно преувеличена.
Что касается надежности, я создал тысячи обжимных соединений и еще не видел ни одного отказа в полевых условиях. Что я сделал, так это слишком сильно обрезал изоляцию, перерезав нижележащий медный провод. Но такого рода неудачи, как правило, происходят сразу же, а не то, что всплывет спустя годы. Кроме того, я обычно могу подготовить провод и установить обжимной соединитель быстрее, прежде чем мой Weller стабилизируется при соответствующей температуре.
А пока я держу под рукой паяльник. Если я не работаю над прототипом, я обжимаю, когда это возможно, чтобы получить хорошее физическое соединение, а затем добавляю припой, чтобы сделать его постоянным. Возможно, я все-таки человек привычки.
Если у вас есть практический опыт или вы знаете о каких-либо официальных исследованиях по сравнению паяных и обжатых соединений, поделитесь своей информацией здесь, в комментариях, чтобы другие читатели могли получить пользу. NV
Луженые и медные наконечники для обжима или пайки для кабелей и концов проводов аккумуляторной батареи
Клеммы для аккумуляторов из луженой меди, сделанные в Америке
Наши изготовленные в США медные и луженые медные клеммы для обжима и пайки аккумуляторных батарей изготовлены из 100% литого медного сплава, что обеспечивает наилучшую проводимость.Они могут быть обжаты всеми имеющимися в продаже обжимными инструментами или припаяны. Медные наконечники можно опрессовать или припаять, и их можно штабелировать. Калибр проштампован на выступе для облегчения идентификации. Расклешенные концы для удобного входа. Ul Listed. Наши клеммы идеально подходят для пайки, и мы предлагаем флюс Cl и пеллеты для припоя любых размеров. ИНСТРУКЦИИ ПО УСТАНОВКЕ CABLELINK TM
1. Используя кабель подходящего размера, измерьте количество изоляции, которую необходимо удалить, поместив кабель рядом с
длина ствола.Пометьте трос большим пальцем в точке, где он встречается с концом открытого ствола.
2. Зачистите кабель с помощью приспособления для снятия изоляции. После удаления изоляции проверьте, вставив кабель
в ствол, чтобы убедиться, что изоляция плотно прилегает к верхней части ствола.
3. Затем закрепите клемму аккумулятора в тисках. Убедитесь, что смещенная часть ствола обращена к вам.
4. Поместите подходящую таблетку припоя в корпус клеммы.
5.Наденьте термоусадочную трубку на кабель.
6. Нанесите несколько капель жидкого флюса на оголенные жилы проволоки.
7. Предварительно нагрейте припой и клемму пропановой горелкой в соответствии с таблицей времени предварительного нагрева.
Убедитесь, что вы нагреваете смещенную часть цилиндрической клеммы.
8. После предварительного нагрева осторожно вставьте оголенный кабель в корпус терминала и продолжайте нагревание.
9. По мере таяния припоя позвольте оголенным жилкам проводов погрузиться в клемму, пока изоляция не станет плотно прилегающей.
против верхней части ствола.
10. Наденьте термоусадочную трубку на соединение и подайте на нее непрямое тепло.
11. Когда трубка полностью восстановится, снимите источник тепла и дайте соединению остыть.
Серия тренингов по электричеству и электронике ВМС (NEETS), Модуль 3, 2-21 – 2-30
NEETS Модуль 4 – Введение в электрические проводники, проводку Методы и схемы чтения
Страницы i, 1−1, 1-11, 1−21, 2−1, 2-11, 2−21, 2−31, 2−41, 3−1, 3-11, 3−21, 4−1, 4−11, Индекс
4.Сожмите инструмент работает медленно, пока губки инструмента не удержат цилиндр клеммной проушины на месте, но не вмятины.
5. Вставьте зачищенный провод в цилиндр клеммной колодки до тех пор, пока изоляция провода не будет на одном уровне с ближним конец проволочной бочки. (См. Рисунок 2-22.)
Рисунок 2-22. – Правильное введение зачищенного провода в наконечник клеммы для обжима.
6. Сожмите рукоятки инструмента до тех пор, пока трещотка не освободится.
7. Снимите собранную сборку. и проверьте его на предмет правильности обжима в соответствии со следующим:
a. Отступ по центру терминала бочонок.
б. Сделайте выемку на уровне ствола.
c. Клеммная проушина не треснута.
г. Изоляция клеммной колодки не потрескалась.
е. Зажим изоляции гофрирован.
Осторожно Если не зачищена должным образом, часть меньшего калибра,
изоляция тонкостенных проводов может быть случайно вставлена и зажата в корпусах клеммных проводов. Это вызовет
плохое электрическое соединение. Не используйте соединения, неисправные в результате визуального осмотра.
Отрежьте неисправное соединение и установите новый наконечник.
ПРЕДИЗОЛИРОВАННЫЕ СОЕДИНЕНИЯ
Предизолированные постоянные медные стыки используются для соединения небольшой медный провод AWG размером от № 26 до № 10. Типичное сращивание показано на рис. 2-23. Обратите внимание, что стык предварительная изоляция распространяется на изоляцию провода. Каждый размер сращивания можно использовать для более чем одного размера провода. Сращивания имеют цветовую кодировку так же, как и предварительно изолированные небольшие медные клеммные колодки (см. таблицу 2-2).
2-21
Рисунок 2-23. – Предизолированный медный стык.
Процедура обжима стыков.
Опрессовка небольших предварительно изолированных медных стыков в Диапазон диаметров проволоки от № 26 до № 14 может быть выполнен с помощью нескольких рекомендуемых инструментов. В этом разделе мы будем обсудить основные процедуры опрессовки.
1. Зачистите провод до нужной длины, следуя одной из уже описанных процедур. обсуждали.
2. При полностью открытых рукоятках инструмента установите ручку выбора размера проволоки в правильное положение. для сечения обжимаемого провода. Сдвиньте локатор клеммных проушин вниз под поверхность матрицы в полностью убрана позиция. (См. Рисунок 2-24.) Сдвиньте локатор стыка обратно во втянутое положение. Вставьте стык в инструмент так, чтобы “фиксирующий выступ” на стороне стыка, подлежащего обжиму, находился в пространстве между двумя обжимными матрицами.Изоляционная трубка на этой стороне стыка должна выступать из “провода”. стороны »инструмента. (См. рисунок 2-24.) Сдвиньте локатор стыка в полностью выдвинутое положение. Вставьте стык в неподвижную матрицу так, чтобы “палец” локатора вошел в паз локатора в стыке.
2-22
Рисунок 2-24. – Определение места стыка в обжимном инструменте.
3. Медленно сжимайте рукоятки инструмента до тех пор, пока губки инструмента не будут надежно удерживать цилиндр для специй на месте, но не вмятин он ствол.
4. Вставьте зачищенный провод в цилиндр сращивания, который выступает из «сторона провода» стыка, пока зачищенный конец провода не встанет на упор в центре стыка. Этот можно увидеть через смотровое окно.
5. Обжим, закрыв рукоятки инструмента.Инструмент будет не открывать, пока не будет завершен полный цикл обжима.
6. После обжима убедитесь, что конец провода все еще виден через смотровое окошко для сварки.
7. Измените положение стыка в обжимном инструменте (или положение обжимного инструмента на стыке) и повторите шаги с 1 по 6, чтобы обжать провод на другой стороне стыка.
Если правильные инструменты при использовании и соблюдении надлежащих процедур обжимные соединения более эффективны с точки зрения электричества, а также механически, чем паяные соединения.визуальный осмотр очень важен. Обнаруживает окисление, износ, перегрев и обрыв проводов. В некоторых случаях может потребоваться проверить эти соединения. с омметром. Подходящее сопротивление для всех практических целей должно быть нулевым. Любой неисправный терминал должен снять и обжать новую клемму.
Q18. Каков наиболее распространенный метод прекращения и сращивание проводов?
Q19.Помимо того, что не нужно изолировать неизолированный терминал, есть еще одно преимущество: получить от использования предизолированного наконечника?
Q20. Почему предизолированные клеммные колодки и стыки цветные закодирован?
2-23
ПАЙКА
Следующая информация поможет вам освоить базовые навыки пайки. Это должно позволить вам припаяйте провода к электрическим разъемам, стыкам и наконечникам клемм, которые мы обсуждали ранее в этой главе.Специальные навыки и обучение требуются для методов пайки, используемых в печатных платах и ремонт микроминиатюрных деталей.
ПРОЦЕСС ПАЙКИ
Чистота важна для эффективной пайки. Припой не прилипает к грязным, жирным или окисленные поверхности. Нагретые металлы имеют свойство быстро окисляться. Это причина того, что оксиды, накипь и грязь должны быть удаляется химическим или механическим путем.Жирные или масляные пленки можно удалить подходящим растворителем. Подключения подлежащий пайке, следует очистить непосредственно перед самой операцией пайки.
Паяемые детали следует обычно перед механическим соединением следует «лужить». Лужение – это покрытие паяемого материала. с легким слоем припоя. Когда поверхность будет должным образом очищена, необходимо нанести тонкий ровный слой флюса. помещается на поверхность, подлежащую лужению.Это предотвратит окисление во время нагрева детали до пайки. температура. При электромонтажных работах обычно предпочтительнее использовать канифольный припой. Однако можно использовать отдельный канифольный флюс. вместо. Отдельный канифольный флюс часто используется при лужении проводов при производстве кабелей.
Q21. Почему нужно ли чистить предметы, подлежащие пайке, непосредственно перед процессом пайки?
ЛУЗОВАЯ МЕДНАЯ Проволока и КАБЕЛЬ
Провода, которые нужно припаять к разъемам, должны быть зачищены, чтобы при помещении провода в корпус не было зазор примерно 1/32 дюйма между концом цилиндра и концом изоляции.Это сделано для предотвращают обгорание изоляции в процессе пайки и позволяют проводу легче сгибаться при нагрузке точка. Перед тем, как медные провода будут припаяны к разъемам, их концы, обнаженные при зачистке, покрывают оловом, чтобы удерживать прядки плотно вместе. Операция лужения считается удовлетворительной, если концы и стороны жилы проволоки сплавлены вместе со слоем припоя. Не лужите провода, которые должны быть обжаты на беспаечных клеммах или стыках.
Медные провода обычно покрывают лужением, погружая их во флюс (см. Рисунок 2-25), а затем в ванну для припоя. (горшок) (вид B на рисунке). В полевых условиях медные провода можно лужить с помощью паяльника и канифольного стержня. припой. Залудите провод примерно на половину его открытой длины. Лужение или припой на проводе над стволом вызывает проволока должна быть жесткой в месте изгиба. Это приведет к обрыву провода.
2-24
Рисунок 2-25. – лужение погружением в ванну для припоя.
Флюс, используемый для лужения медной проволоки, представляет собой смесь денатурированного спирта и свежемолотой канифоли. Этот тип флюса можно смешивать непосредственно перед использованием. также может использоваться флюс с предварительно приготовленной пастой. Припой, используемый для вывода наконечники, соединители и соединители – это смесь из 60% олова и 40% свинца.Поддерживайте температуру ванна для припоя (горшок) между 450 и 500º F. Это сохраняет припой в жидком состоянии. Снимите поверхность припоя горшок, по мере необходимости, металлической ложкой или лезвием. Это сохраняет припой чистым и свободным от окислов, грязи и т. Д. вперед.
Dip-оловянная проволока размером менее 8 в группах по 8 или 10. Проволока Dip-оловянная проволока размером № 8 и больше по отдельности. В Процедура лужения окунанием следующая:
1.Подготовьте флюс и припой, как описано ранее.
2. Убедитесь, что оголенный конец провода чистый и на нем нет масла, жира и грязи. Пряди должны быть прямые и параллельные. Загрязненный провод следует перехватить.
3. Крепко возьмитесь за провод и погрузите его в подготовили флюс на глубину около 1/8 дюйма (см. вид А на рисунке 2-25).
4. Снимите провод и встряхните. от лишнего флюса.
5. Немедленно окуните провод в расплавленный припой. Обмакиваем только половину зачищенного длину проводника в припой (см. вид B на рис. 2-25).
6. Медленно вверните провод в припой. ванна, пока проволока хорошо не залуживается. Следите за тем, чтобы припой предохранитель к проводу. Не держите проволоку в ванне дольше чем необходимо.
7. Удалите излишки припоя, протерев луженый проводник тканью.
2-25
Предупреждение Не стряхивайте излишки припоя. Это может вызвать серьезные
ожоги при контакте с вашей кожей. Это также может вызвать короткое замыкание в открытом электрическом оборудовании, которое может находиться в
в непосредственной близости от операции по лужению. Осторожно Только использование
канифольный флюс или канифольный припой для лужения медных проводов, используемых в электрических и электронных системах.Коррозионный флюс вызовет повреждение. Во время лужения не допускайте плавления, ожогов и ожогов изоляции.
Q22. Что означает «лужение» по отношению к пайке?
Q23. Зачем зачищать провод На 1/32 дюйма больше, чем глубина припоя?
Q24. Насколько длинна оголенная проводник надо лужить?
АЛЬТЕРНАТИВНАЯ ПРОЦЕДУРА ЛУЗОВА
Если припой с электрическим обогревом недоступен, небольшое количество проводов можно залудить, используя следующие процедура (см. рисунок 2-26):
Рисунок 2-26.- Альтернативный метод лужения окунанием.
1. Отрежьте скошенную часть жала утилизированного паяльника.
2. Просверлите отверстие (диаметром от 1/4 до 3/8 дюйма) в круглой части наконечника примерно на две трети.
3. Нагрейте утюг и вплавьте канифольный припой в отверстие.
4. Лудите провода, окунув их в расплавленный припой по одному.
5. Продолжайте добавлять свежий канифольный припой для сердцевины, поскольку флюс выгорает.
2-26
ПРОЦЕДУРА ЛУЖИВАНИЯ МЕДНОЙ ПРОВОЛОКИ ПРИ ПОПАЙКЕ
В полевых условиях провода Меньше, чем размер № 10, можно покрыть лужением с помощью паяльника и канифольного припоя следующим образом (см. рисунок 2-27):
Рисунок 2-27.- лужение проволоки паяльником.
1. Выберите паяльник с теплоемкостью, соответствующей размеру провода (см. Таблицу 2-3). Делать убедитесь, что утюг чистый и хорошо луженый.
Таблица 2-3. – Примерный размер паяльника для лужения
Размер провода (AWG) Размер паяльника (теплоемкость)
# 20 – # 16 ……………… 65 Вт
# 14 и # 12………. 100 Вт
# 10 & # 8 ……………… 20 Вт
2. Начните с удерживания железного наконечника и припаяйте провод вместе, пока припой не начнет стекать.
3. Переместите паяльник на противоположную сторону провода и залудите половину открытой длины провода. дирижер.
Соединяемые луженые поверхности должны быть профилированы, подогнаны, а затем механически соединены для получения хороший механический и электрический контакт.Детали должны оставаться неподвижными. Любое движение между частями, пока Охлаждение припоя обычно приводит к плохому пайному соединению, обычно называемому «сломанным припоем».
В25. Что вызывает “трещину пайки”?
ИНСТРУМЕНТ ДЛЯ ПАЙКИ
Сегодня используются многие типы паяльных инструментов. Некоторые из наиболее распространенных Типы: паяльник, паяльник, набор для пайки сопротивлением и карандашный паяльник.Следующее обсуждение предоставит вам практические знания об этих инструментах.
2-27
Паяльники
На рисунке показаны некоторые распространенные типы ручных паяльников. 2-28. Все качественные паяльники работают в диапазоне температур от 500 до 600 ° F. Даже сверхмалый 25-ваттный паяльник. утюги производят эту температуру. Важная разница в размерах железа – не температура, а тепловая инерция.Термическая инерция – это способность паяльника генерировать и поддерживать удовлетворительную температуру пайки во время пайки. передача тепла стыку, подлежащему пайке. Хотя паять большие проводники с помощью Утюг на 25 Вт, этот утюг вполне подходит для замены полуваттного резистора в электронной схеме или пайки. миниатюрный разъем. Одним из преимуществ использования небольшого утюга для небольших работ является то, что он легкий и простой в обращении. и имеет небольшой наконечник, который легко использовать в тесных местах.Несмотря на то, что его температура достаточно высока, сверхмалый утюг не обладает тепловой инерцией для пайки больших проводников.
Рисунок 2-28. – Виды ручных паяльников.
Хорошо продуманный утюг саморегулируется. Сопротивление его элемента увеличивается с ростом температура. Это ограничивает ток. Некоторые распространенные формы наконечников паяльников, используемых на флоте: показано на рисунке 2-29.
2-28
Рисунок 2-29. – Формы жала паяльника.
Железо следует лужить (нанесение припоя на наконечник после нагрева утюга) перед пайка компонента в цепи. После длительного использования утюга на его кончике появляются ямки из-за окисление. Питтинг указывает на необходимость ретиннинга.Наконечник ретинируется после первого опиливания наконечника до тех пор, пока он не будет гладкая (см. рисунок 2-30).
Рисунок 2-30. – Восстановление рваного жала паяльника.
2-29
Q26. Определите тепловую инерцию.
Q27. Почему паяльники малой мощности не используются для припаять большие жилы?
Q28.Укажите, почему правильно разработанный паяльник саморегулируется.
В29. Что делать, если на жало паяльника есть ямки?
Паяльник
Паяльный пистолет (рис. 2-31) приобрел большую популярность в последние годы, потому что он быстро нагревается и остывает. Это особенно хорошо приспособлен к работам по техническому обслуживанию и поиску и устранению неисправностей, когда только небольшая часть работы технического специалиста время тратится собственно на пайку.
Рисунок 2-31. – Паяльный пистолет.
Трансформатор в паяльнике подает примерно 1 вольт при сильном токе на медную петлю, который действует как жало паяльника. Нагревается до температуры пайки за 3-5 секунд. Однако он может перегреться до точка накала, если оставить на более 30 секунд. Этого следует избегать, потому что избыточное тепло сожжет изоляция от проводки.Пистолет управляется пальцевым переключателем. Пистолет нагревается только при нажатой кнопке.
Поскольку пистолет обычно работает только в течение коротких периодов времени, его сравнительно легко содержать в чистоте и хорошем состоянии. луженые. Короткое время работы приводит к незначительному окислению. Поскольку наконечник сделан из чистой меди, вероятно, к ямкам из-за растворяющего действия припоя.
Пистолет или утюг всегда должны быть лужеными, чтобы надлежащая теплопередача к паяемому соединению.Лужение также помогает контролировать нагрев, чтобы предотвратить припой. скопление на кончике. Такой контроль снижает вероятность растекания припоя на близлежащие компоненты и возникновения короткие замыкания. Однако поддержание надлежащего лужения на железе или пистолете может быть облегчено путем лужения серебряный припой (состав серебра, меди и цинка). Температура, при которой образуется связь между медный наконечник и серебряный припой намного выше, чем у свинцово-оловянного припоя.Это снижает точечную коррозию. действие припоя на медный наконечник.
2-30
| – | Материя, энергия и постоянный ток |
| – | – Переменный ток и трансформаторы |
| – | Защита, управление и измерение цепей |
| – | Электропроводники, методы электромонтажа, и схематическое чтение |
| – | Генераторы и двигатели |
| – | Электронные излучатели, трубки и источники питания |
| – | Твердотельные устройства и блоки питания |
| – | Усилители |
| – | Волноводные и волновые схемы |
| – | Распространение волн, линии передачи и Антенны |
| – | Принципы СВЧ |
| – | Принципы модуляции |
| – | Введение в системы счисления и логические схемы |
| – | – Введение в микроэлектронику |
| – | Принципы синхронизаторов, сервоприводов и Гироскопы |
| – | Знакомство с испытательным оборудованием |
| – | Принципы радиочастотной связи |
| – | Принципы работы радаров |
| – | Справочник техника, Главный глоссарий |
| – | Методы и практика испытаний |
| – | Введение в цифровые компьютеры |
| – | Магнитная запись |
| – | Введение в волоконную оптику |
| Примечание: Обучение электричеству и электронике военно-морского флота Содержимое серии (NEETS) – U.С. Собственность ВМФ в свободном доступе. | |
| Мультиметр Тест на обрыв провода / Тест на напряжение Большинству устройств для правильной работы требуется 80% номинального напряжения Купите Analog мультиметр Мультиметры на Amazon Klein мультиметр Electric тестеры в Amazon Clampmeter для проверки силы тока на линии Ресурс: Как проверить и заменить элемент Как проверить термопару Проверка элемента на 120 В Как проверить провод | Безопасность
при проверке проводов: Ни в коем случае не прикасайтесь к мокрому или ранее залитому водой прибору. Никогда не стойте на мокрой поверхности при работе с электричеством. Никогда не стойте на голой земле, кладите сухие доски. Тестер ленты ведет к деревянным палкам, чтобы руки не попадали в поле зрения. Используйте бесконтактный тестер напряжения, прежде чем прикасаться к проводам. Никогда не прикасайтесь к металлическим предметам и не опирайтесь на них. Вынуть металлические предметы из карманов. Запрещается использовать кислород или топливные ускорители в одном помещении при ремонте электрооборудования Ресурс: | Бесконтактный тестер напряжения Проверка наличия питания без касания разъемов НИКОГДА не предполагайте, что питание отключено Купить: |
| Устройства на 120 В, 15 А
включая GFCI, таймеры, переключатели, вилки, элементы управления Wi-Fi и т. д. могут быть
установлен на 15 или 20
усилитель
выключатель. 120 вольт GFCI,
розетка, розетка
который рассчитан на 20 ампер, может быть установлен на 20 ампер
только выключатель, но НЕ на выключателе на 15 ампер. | Купить Basic электрическая книга Home коды сантехники / электрики Или учиться об основном бытовом электричестве … использовать и ищите по моему сайту / Ресурс Безопасная электропроводка Базовая домашняя электропроводка | Использование тестер розеток для проверки правильности подключения при любом напряжении 120 вольт прямой клинок торговая точка. Купить: Klein тестеры Outlet тестер Схема искатель выключателя Electric монитор использования |
| Не металлические гибкие кабели должны иметь заземление провода, но не имеют опасности короткого замыкания, вызывающего травма от шока. Бронированный стальной трос можно использовать как заземленный связь, и защитит провода от повреждений. Металл может быть возбужден от нарушение изоляции. Все трубы … металлические, пластиковые … гибкие и жесткие … должны быть
прикреплены к конструкции и прикреплены к ограждениям, ящикам. | Электрооборудование инструменты должны быть изолированы. Всегда лучше отключать питание, но нарушение изоляции, отсутствие правильного заземления, заземленной нейтрали, отсутствия GFCI, несоответствия проводка, генератор работа без автоматического переключателя, и другие проблемы по-прежнему представляют опасность к любой, кто работает на электроэнергии… даже когда выключатель выключен. Купить: | Подключите провод к винтовой клемме. Используйте только одножильный медный провод на 600 Вольт. Не используйте многожильный провод или удлинитель. Не используйте припой в жилых помещениях с напряжением 120–240 В. Прикрепите электроустановку к конструкции. Затяните винты очень сильно против проволоки. Купить: NEC книги Dewalt сантехника / электрические коды Базовая электрическая книга Национальная руководство по электрическим кодам / иллюстрировано Ресурсы: |
| Всепогодный
рычажный переключатель на наружном освещении Тумблер для безопасного использования наружного освещения Заменяет наружное покрытие Устанавливается поверх обычного переключателя Работает с однополюсными, двухполюсными, 3PST, 3-позиционными, 4-позиционными переключателями и т. д. Используйте водонепроницаемый бокс для наружного освещения Можно использовать в помещении или на улице Купить: Resource | КлеммыКупить:Комплект клемм Синий для провода 16-14 Желтый для провода 12-10 Ресурс: | Нажимной соединители проводов на месте разъемов накручиваемыхКупить:Push на соединителях проводов Amazon Красный 3-контактный разъем для провода 10-14 калибра Рычаг разъемы для многожильного провода на Amazon |
| Используйте кусачки вместо плоскогубцев или отвертки для удаления скоб (и гвозди).Не повредите кабель или провода внутри кабеля. Код | При снятии изоляции с провода НЕ ЗАБИРАЙТЕ наносить порезы на поверхность из медной проволоки. Это увеличивает сопротивление на проводе и создает слабые точка. Купить инструменты: проволока стриптизерши на Amazon Linesman плоскогубцы Pro плоскогубцы Needle плоскогубцы End кусачки на Amazon | Погода прочный пластиковый ящик для наружного расширения кабельные соединения, рождественские огни, уличный удлинитель и т. д.Не для соединительные провода с помощью гаек или проводка в стене, но может использоваться в помещении для организации удлинителей, удлинителей и т. д. Погодостойкость не атмосферостойкий или водонепроницаемый. Используйте корпуса со степенью защиты IP65 и IP67 для водонепроницаемый. Удлинители нельзя использовать для постоянной проводки. Купить: Большой-средний-маленький электрический шнур Socketbox Raintight шкафы водонепроницаемые шнур замка Ресурс: Корпуса и коробки |
Интернет-курсы PDH.PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов. “
Russell Bailey, P.E.
Нью-Йорк
“Он укрепил мои текущие знания и научил меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации.”
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. “
Blair Hayward, P.E.
Альберта, Канада
“Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе. “
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, а курс был очень информативным, особенно с учетом того, что я думал, что я уже знаком.
с деталями Канзас
Городская авария Хаятт.”
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
– лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
“Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на изучение
материал “
Jesus Sierra, P.E.
Калифорния
“Спасибо, что позволили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.э., позволяя
студент, оставивший отзыв на курс
материалов до оплаты и
получает викторину “
Арвин Свангер, П.Е.
Вирджиния
“Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил огромное удовольствие “.
Mehdi Rahimi, P.E.
Нью-Йорк
“Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.”
Уильям Валериоти, P.E.
Техас
“Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
.обсуждаемых тем »
Майкл Райан, P.E.
Пенсильвания
“Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.”
Джеральд Нотт, П.Е.
Нью-Джерси
“Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам »
Джеймс Шурелл, П.Е.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании какой-то неясной раздела
законов, которые не применяются
до «нормальная» практика.”
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор.
организация “
Иван Харлан, П.Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
“Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн-формат был очень
доступный и простой для
использовать. Большое спасибо. “
Патрисия Адамс, P.E.
Канзас
“Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.”
Joseph Frissora, P.E.
Нью-Джерси
“Должен признаться, я действительно многому научился. Помогает иметь печатный тест во время
обзор текстового материала. Я
также оценил просмотр
Предоставлено фактических случаев »
Жаклин Брукс, П.Е.
Флорида
“Документ” Общие ошибки ADA при проектировании объектов “очень полезен.Модель
испытание потребовало исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
“Я эффективно использовал свое время. Спасибо за широкий выбор вариантов
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.”
Джозеф Гилрой, П.Е.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
“Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.”
Кристина Николас, П.Е.
Нью-Йорк
“Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
вынужден путешествовать. “
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время искать, где на
получить мои кредиты от. “
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий. “
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
до метро
на работу.”
Клиффорд Гринблатт, П.Е.
Мэриленд
“Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. “
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.”
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
сниженная цена
на 40%. “
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
“Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
кодов и Нью-Мексико
регламентов. “
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
“Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . “
Томас Каппеллин, П.E.
Иллинойс
“У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил – много
оценено! “
Джефф Ханслик, P.E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
“Курс был по разумной цене, а материал был кратким и
хорошо организовано. “
Glen Schwartz, P.E.
Нью-Джерси
“Вопросы подходили для уроков, а материал урока –
хороший справочный материал
для деревянного дизайна. “
Брайан Адамс, П.E.
Миннесота
“Отлично, я смог получить полезные рекомендации по простому телефонному звонку.”
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве – проектирование
Строительство курс и
очень рекомендую .”
Денис Солано, P.E.
Флорида
“Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлены. “
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на номер
.обзор где угодно и
всякий раз, когда.”
Тим Чиддикс, P.E.
Колорадо
«Отлично! Поддерживаю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, никакой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
“Вопросы на экзамене были зондирующими и продемонстрировали понимание
материала. Полная
и комплексное. “
Майкл Тобин, P.E.
Аризона
“Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по телефону
работ.”
Рики Хефлин, П.Е.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, П.Е.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
“Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Luan Mane, P.E.
Conneticut
“Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
вернись, чтобы пройти викторину “
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
“Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.”
Ира Бродская, П.Е.
Нью-Джерси
“Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график. “
Майкл Гладд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.”
Деннис Фундзак, П.Е.
Огайо
“Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за изготовление
процесс простой ».
Fred Schaejbe, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
одночасовое PDH в
один час. “
Стив Торкильдсон, P.E.
Южная Каролина
“Мне понравилось загружать документы для проверки содержания
и пригодность, до
имея для оплаты
материал .”
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об ЭЭ для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, П.Е.
Техас
“Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
процесс, требующий
улучшение.”
Thomas Stalcup, P.E.
Арканзас
“Мне очень нравится удобство участия в викторине онлайн и получение сразу
сертификат. “
Марлен Делани, П.Е.
Иллинойс
“Учебные модули CEDengineering – это очень удобный способ доступа к информации по номеру
.многие различные технические зоны за пределами
своя специализация без
надо ехать.