3К228В станок внутришлифовальный универсальный высокой точностисхемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3К228В
Производитель внутришлифовального станка 3К228В – Воронежский станкостроительный завод им. 50-летия Ленинского комсомола, ВСЗ, основанный в 1960 году и Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Воронежским станкостроительным заводом
3К228В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Внутришлифовальные станки 3К228, 3К229 предназначены для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий: для станка модели ЗК228А диаметр 50—300 мм, длина до 320 мм; для станка модели ЗК229А диаметр 100—500 мм, длина до 500 мм.
Шлифовальный станок 3К228В снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станок 3К228В предназначен для внутренних и экспортных поставок.
Область применения станка 3К228В — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Показатель точности обработки образца-изделия:
- постоянство диаметра в продольном сечении 3 мкм
- круглость 1,6 мкм
Шероховатость поверхности образца-изделия, не более:
- цилиндрической внутренней Ra 0,080 мкм
- плоской торцовой На 0,32 мкм
Особенности конструкции и принцип работы станка
3К228ВСтанок 3К228В имеет следующие конструктивные особенности:
- Роликовые направляющие качения со стальными закаленными планками для поперечного перемещения шлифовальной бабки вместе с конечным звеном – шариковой винтовой парой (передача винт-гайка качения) – обеспечивают минимальные перемещения с высокой точностью.

- Бесступенчатое регулирование числа оборотов шпинделя бабки изделия
- Конструкция бабки изделия позволяет устанавливать пневматическое или рычажное устройство и различные патроны для крепления изделий.
- Магнитный сепаратор и фильтр-транспортер обеспечивают высокое качество тонкой очистки охлаждающей жидкости, что повышает качество обработанной поверхности.
- Автоматическая поперечная подача
- Автоматическое прекращение поперечной подачи после снятия установленного (чернового) припуска дает возможность оператору одновременно управлять несколькими станками.
- Автоматическая система смазки
- Приспособление для шлифования торцов изделий позволяет обрабатывать на станках отверстия и торец за одну установку изделия.
- Для уменьшения нагревания станины и исключения передачи вибрации станку гидропривод установлен отдельно от станка и соединен с ним гибким шлангом.
- Ускоренное наладочное поперечное перемещение шлифовальной бабки сокращает вспомогательное время при переналадке станков.


Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Условия транспортирования и хранения
Категория условий транспортирования по ГОСТ 15150—69, ГОСТ 23170—78 и ОСТ2 Н92-1—81:
- Ж1 — для внутренних поставок
- ОЖ1 — для экспорта
Категория условий хранения по ГОСТ 9.014—78, ГОСТ 15150—69:
- С — для внутренних поставок
- ОМ1 — для экспорта
Рекомендации по технике безопасности
Безопасность труда на станке обеспечивается соответствием его требованиям ГОСТ 12.2.009—80, СТ СЭВ 499—77, СТ СЭВ 538—77, СТ СЭВ 539—77.
При работе на станке во избежание образования абразивной пыли работы должны вестись с охлаждающей жидкостью.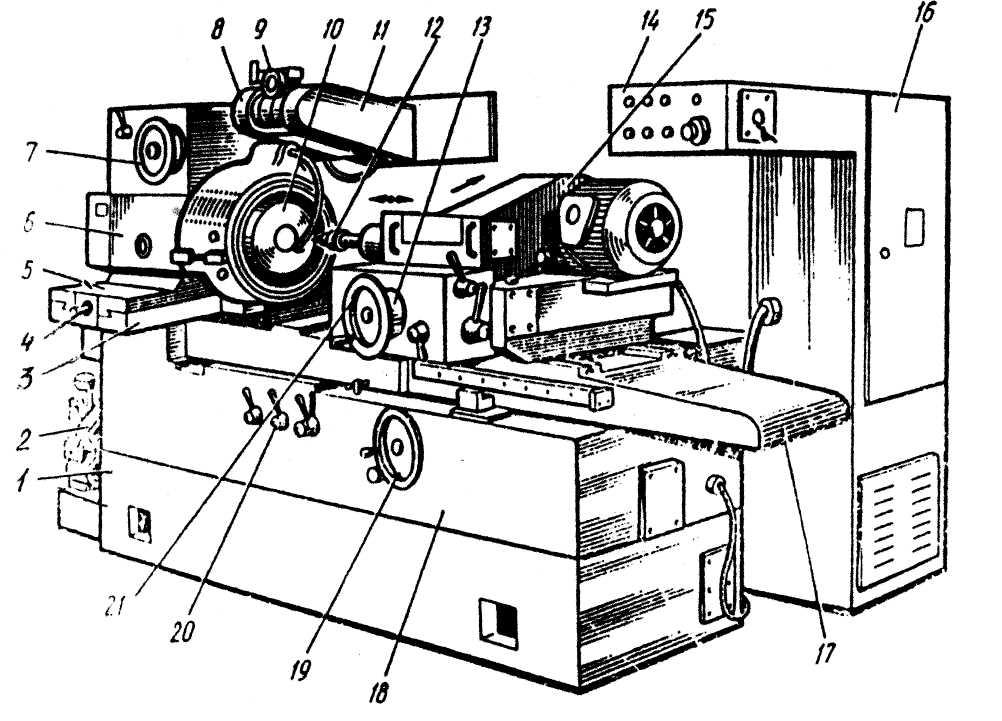
Запрещается работать на станке без ограждения шлифовального круга, а также без кожухов, закрывающих приводные ремни, шкивы, изделия.
Периодически проверять правильность работы блокировочных устройств.
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.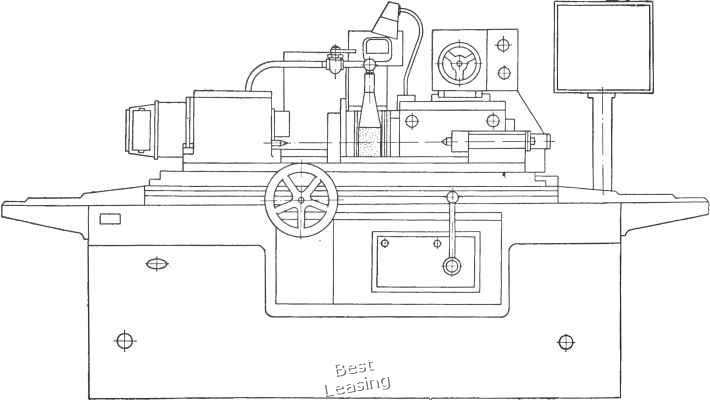
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия.

В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К228В Габаритные размеры рабочего пространства станка
Габаритные размеры рабочего пространства станка 3к228в
Посадочные и присоединительные базы станка 3К228В. Шпиндель
Посадочные и присоединительные базы станка 3к228в
3К228В Общий вид внутришлифовального станка
Фото внутришлифовального станка 3к228в
3К228В Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3к228в
1. Схема кинематическая внутришлифовального станка 3К228В. Смотреть в увеличенном масштабе
2. Схема кинематическая внутришлифовального станка 3К228В. Смотреть в увеличенном масштабе
Описание кинематической схемы внутришлифовального станка 3К228В
Универсальный внутришлифовальный станок 3К228В, кинематическая схема которого представлена на рис. 68, предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий с углом конуса при вершине до 60°. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
На станине расположена бабка изделия, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения станины установлен стол. На поперечных направляющих стола размещена шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления станком расположены на передней панели станины. Торцешлифовальное приспособление смонтировано на корпусе передней бабки.
Главное движение осуществляется от электродвигателя 65 через плоскоременную передачу 55 — 56. Шлифовальные шпиндели — сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача — вращение шлифуемой детали — производится электродвигателем 7 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 66 — 67.
Продольная подача – возвратно-поступательное движение стола — осуществляется от гидропривода 33 с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения. В этом случае от маховичка 18 вращение передается через зубчатые колеса 15 — 68 и 16 — 17 на реечное колесо 14 и рейку 13. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса 14 с помощью блокировочного устройства 35, 21.
Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом 63 от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 52 через зубчатые колеса 44 — 45 и 61 —43 на винт 63. Дозированная ручная подача достигается путем качания рычага 50 через собачку 36, храповое колесо 47 и зубчатые передачи 44 — 45, 61-43 на винт 63.
Дозированная гидравлическая поперечная подача шлифовального круга осуществляется от гидроцилиндра 51 через храповое устройство 38, 40 на храповое колесо 47 и далее по предыдущей цепи — на винт 63. Заслонкой 37, управляемой кнопкой 55, можно ограничить число зубцов храпового колеса 47, захватываемых собачкой 40, т. е. установить определенную величину дозированной поперечной подачи шлифовального круга, или вообще отключить подачу от гидропривода.
Быстрое поперечное перемещение шлифовальной бабки осуществляется вручную с помощью маховичка 52, через зубчатые колеса 46 — 57, 61—43, и винта 63.
Торцешлифовальное приспособление. Станок оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23 — 24. Наладочное продольное перемещение шлифовального круга достигается вращением маховичка 6 через зубчатую пару 5—4 с внутренним зацеплением и пару 3 — 2. Рабочая (осевая) подача производится при вращении маховичка 29; при этом через червячную пару 25—27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 26 имеет три позиции и поворачивается от гидропривода 69 из верхнего нерабочего положения в нижнее рабочее и обратно, а также в положение, при котором осуществляется правка круга.
Рабочая (осевая) подача производится при вращении маховичка 29; при этом через червячную пару 25—27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 26 имеет три позиции и поворачивается от гидропривода 69 из верхнего нерабочего положения в нижнее рабочее и обратно, а также в положение, при котором осуществляется правка круга.
Механизм колебательного движения стола. В качестве приспособления станку придается механизм колебательного движения стола, который, сообщая ему продольные колебательные движения, заставляет шлифовальный круг совершать осциллирующие движения, способствующие получению менее шероховатой шлифуемой поверхности. Механизм имеет индивидуальный электродвигатель 39, от которого через червячную пару 66 — 58 приводится во вращение регулируемый эксцентрик 59, а от него приходит в колебательное движение рычаг 60, передающий, в свою очередь, качание столу.
Читайте также: Справочник заводов производителей шлифовальных станков
3К228в станок внутришлифовальный универсальный особо высокой точности.
 Видеоролик.
Видеоролик. 3К228В Установочный чертеж шлифовального станка
Установочный чертеж шлифовального станка 3к228в
Технические характеристики станка 3К228В
| Наименование параметра | 3К228В | 3К229В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50. .300 .300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1. .7 .7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60. .600 .600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
- Станки внутришлифовальные универсальные особовысокой точности 3К225В, 3К227В, 3К228В, 3К229В. Руководство к станкам, 1971
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство к станкам, 1971
Руководство к станкам, 1971 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
Станок внутришлифовальный высокой точности 3К228В
Если Вам необходимо купить Станок внутришлифовальный высокой точности 3К228В звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок внутришлифовальный высокой точности 3К228В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Паспорт 3К228В Станок внутришлифовальный универсальный высокой точности
Наименование издания:
Часть 1: Руководство по эксплуатации (3К228В.00.000.РЭ), (3К229В.00.000.РЭ) – 134 Страницы
Часть 2: Электрооборудование станка – 42 Страницы
Выпуск издания: Воронежский станкостроительный завод
Год выпуска издания: –
Кол-во книг (папок): 2
Кол-во страниц: 176
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (3К228В. 00.000.РЭ), (3К229В.00.000.РЭ)
00.000.РЭ), (3К229В.00.000.РЭ)
Техническое описание
1. Назначение и область применения
– Общий вид станков моделей 3К228В и 3К229В с обозначением узлов
2. Состав станков
– Общий вид станков моделей 3К228В и 3К229В с обозначением органов управления и наладки
– Кинематическая схема станков моделей 3К228В и 3К229В
3. Устройство и работы станка и его основных частей
– Мост станков моделей 3К228В и 3К229В
– Бабка изделия
– Приспособление торцешлифовальное станков моделей 3К228В и 3К229В
– Приспособление торцешлифовальное
– Шлифовальная бабка станков моделей 3К228В и 3К229В
– Механизм поперечной подачи
4. Гидросистема
– Схема гидравлическая принципиальная станков моделей 3К228В и 3К229В
5. Система смазки
– Схема смазки станков моделей 3К228В и 3К229В
Инструкция по эксплуатации
1. Указание мер безопасности
2. Порядок установки
Порядок установки
– Порядок транспортировки
3. Настройка, наладка и работы на станках
– Схема установки планки для перемещения шлифовальной бабки вдоль стола станка
– Схема настройки люнета
4. Регулирование
– Шпиндель внутришлифовальный
– Шпиндель торцешлифовальный
– Винт-гайка
– Схема расположения подшипников качения, свободных роликов и шариков станка модели 3К228В
– Схема расположения подшипников станка модели 3К229В
Паспорт
1. Общие сведения
2. Основные технические данные и характеристики
– Концы торцевых шпинделей
– Передние концы шпинделей бабки изделия
– Крепление шлифовального круга
– Установка станков
3. Сведения о ремонте
4. Сведения об изменениях в станке
Приложение: Материалы по быстроизнашиваемымдеталям
– Шестерня (3К228В-11-51)
– Кулачок (3К227В-11-061)
– Флажок (3К227В-11-63А)
– Кулачок (3К227В-11-646)
– Флажок (3К227В-11-65Д)
– Кулачок (3К227В-11-666)
– Кулачок (3К227В-11-067)
– Сепаратор (3К227В-11-104а)
– Сепаратор (3К227В-11-105а)
– Палец (3К227В-27А-041)
– Защелка левая (3К227В-27В-048Л)
– Золотник (3К227В-27А-052)
– Плунжер (3К227В-27А-053)
– Защелка левая (3К227В-27А-054Л)
– Шестерня (3К228В-32-041)
– Вал-шестерня (3К278. 32.041)
32.041)
– Плунжер (3К227В.32.048)
– Блок – шестерня (3К227В.32.055)
– Вал (3К227В.32.057)
– Гайка (3К227В.41.13)
– Колесо червячное (3К227В.41.24)
– Эксцентрик (3К227В.41.41)
– Винт (3К227В.41.48а)
– Шестерня (3К228В.42.042)
– Кран (3К227В.42.046)
– Храповик (3К227В.42.066)
– Плунжер (3К227В.42.077)
– Собачка (3К227В.42.088Л)
– Собачка (3К227В.42.093А)
– Сепаратор (3К227В.771.901)
– Сепаратор (3К227В.71.902)
Часть 2: Электрооборудование станка
Содержание:
Общие сведения
Первоначальный пуск
Описание работы
Блокировки
Защита
Сигнализация
Указания по монтажу и эксплуатации
Техническое обслуживание
– Схема электрическая принципиальная станка
Перечень элементов к электросхеме
– Схема электрическая соединений электрошкафа
– Схема электрическая соединений станка
Внутришлифовальный станок 3К228В | Шлифовальные станки
Внутришлифовальные станки предназначены для шлифования сквозных и глухих отверстий цилиндрической и конической формы, а также для обработки торцов. На таких станках шлифуются отверстия с максимальным диаметром от 25 до 800 мм.
На таких станках шлифуются отверстия с максимальным диаметром от 25 до 800 мм.
Кинематическая схема
Универсальный внутришлифовальный станок мод. 3К228В, кинематическая схема которого представлена на рис. 113, предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий с углом конуса при вершине до 60°. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
На станине расположена бабка изделия, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения: станины установлен стол. На поперечных направляющих стола размещен: шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления стан ком расположены на передней панели станины. Торцешлифовальное приспособление смонтировано на корпусе передней бабки.
Исполнительные движения
Главное движение осуществляется от электродвигателя 65 через плоскоременную передачу 55-56. Шлифовальные шпиндели – сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Шлифовальные шпиндели – сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача – вращение шлифуемой детали – производится электродвигателем 7 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 66 – 67.
Продольная подача – возвратно-поступательное движение стола – осуществляется от гидропривода 33 с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения. В этом случае от маховичка 18 вращение передается через зубчатые колеса 15 – 68 и 16-17 на реечное колесо 14 и рейку 13. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса 14 с помощью блокировочного устройства 35, 21 Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом 63 от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 52 через зубчатые колеса 44 – 45 и 61 -43 на винт 63. Дозированная ручная подача достигается путем качания рычага 50 через собачку. 36, храповое колесо 47 и зубчатые передачи 44-45, 61-43 на винт 63.
Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 52 через зубчатые колеса 44 – 45 и 61 -43 на винт 63. Дозированная ручная подача достигается путем качания рычага 50 через собачку. 36, храповое колесо 47 и зубчатые передачи 44-45, 61-43 на винт 63.
Дозированная гидравлическая поперечная подача шлифовального круга осуществляется от гидроцилиндра 51 через храповое устройство 38,40 на храповое колесо 47 и далее по предыдущей цепи на винт 63. Заслонкой 37,управляемой кнопкой 53, можно ограничить число зубцов храпового колеса 47, захватываемых собачкой 40, т. е. установить определенную величину дозированной поперечной подачи шлифовального круга, или вообще отключить подачу от гидропривода.
Быстрое поперечное перемещение шлифовальной бабки осуществляется вручную с помощью маховичка 52, через зубчатые колеса 46 – 57, 61-43, и винта 63.
Торцешлифовальное приспособление
Станок оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23-24. Наладочное продольное перемещение шлифовального круга достигается враще-
Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23-24. Наладочное продольное перемещение шлифовального круга достигается враще-
Рис. 113 – Кинематическая схема универсального внутришлифовального станка мод. ЗК228В
нием маховичка 6 через зубчатую пару 5-4 с внутренним зацеплением и пару 3 – 2. Рабочая (осевая) подача производится при вращении маховичка 2°; при этом через червячную пару 25 – 27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 26 имеет три позиции и поворачивается от гидропривода 69 из верхнего нерабочего положения в нижнее рабочее и обратно, а также в положение, при котором осуществляется правка круга.
Механизм колебательного движения стола
В качестве приспособления станку придается механизм колебательного движения стола, который, сообщая ему продольные колебательные движения, заставляет шлифовальный круг совершать осциллирующие движения, способствующие получению менее шероховатой шлифуемой поверхности. Механизм имеет индивидуальный электродвигатель 39, от которого через червячную пару 66 – 58 приводится во вращение регулируемый эксцентрик 59, а от него приходит в колебательное движение рычаг 60, передающий, в свою очередь, качание столу.
Похожие материалы
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Будьте внимательны, станки производило несколько предприятий – Саратовский станкостроительный завод (Станкошлиф) и Воронежский станкозавод (ВСЗ). Проверяйте изготовителя вашего станка и ищите на портале нужную вам документацию Состав документации: 1) Руководство по эксплуатации станков 3К225В, 3К227В, 3К228В, 3К229В внутришлифовальных универсальных высокой точности, 1977 год, 167 листов формата А4: 2) Руководство по эксплуатации станков 3К225В, 3К227В, 3К228В, 3К229В внутришлифовальных универсальных высокой точности, издание 1972 года, 185 листов формата А4 3) Альбом чертежей быстроизнашивающихся деталей 3К225В, 3К227В, 3К228В, 3К229В, 43 листа формата А4: 4) Шпиндели внутришлифовальные и торцешлифовальные с ременным приводом, 15 листов формата А4 Инструкции по скачиванию паспорта: Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку “купить”, расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов – проследуйте в соответствующую категорию и закончите пополнение корзины. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
Внутришлифовальный станок 3к228в
Наибольший диаметр шлифуемого отверстия, мм – 200.
Наибольшая длина шлифуемой поверхности, мм – 200.
Мощность двигателя шлифовального шпинделя Nд=5,5 кВт.
КПД станка =0,85.
Частота вращения обрабатываемой заготовки регулируется бесступенчато, об/мин: 100600.
Частота вращения шлифовального круга , об/мин: 4500; 6000; 9000; 13000.
Скорость продольного хода шлифовальной бабки регулируется бесступенчато, об/мин: 17.
Поперечная подача шлифовального круга мм/ход: 0,001; 0,002; 0,003; 0,004; 0,005; 0,006.
Наибольшие размеры шлифовального круга Dк=175 мм, Вк=63 мм.
Плоскошлифовальный станок 3п722
Размер стола 320х1250 мм.
Мощность двигателя Nд=15 кВт.
КПД станка =0,85.
Частота вращения шлифовального круга , об/мин: 1500.
Скорость движения стола – регулируется бесступенчато, м/мин: 345.
Поперечная подача шлифовальной бабки – регулируется бесступенчато, мм/ход: 248.
Вертикальная подача круга, мм, на реверс шлифовальной бабки: 0,004; 0,005; 0,01; 0,015; 0,02; 0,025; 0,03; 0,035; 0,04; 0,045; 0,05; 0,055; 0,06; 0,065; 0,07; 0,075; 0,08; 0,085; 0,09; 0,095; 0,1.
Размер шлифовального круга (нового) Dк=450 мм, Вк=80 мм.
Круглошлифовальный станок 3м131
Наибольший диаметр шлифуемой заготовки, мм – 280.
Наибольшая длина заготовки, мм – 700.
Мощность двигателя шлифовальной бабки Nд=7,5 кВт.
КПД станка
h=0,8.
Частота вращения круга , об/мин: 1112 и 1285.
Частота вращения обрабатываемой заготовки регулируется бесступенчато,
об/мин: 40¸400.
Скорость продольного хода стола регулируется бесступенчато, об/мин: 50¸5000.
Периодическая поперечная подача шлифовального круга регулируется
бесступенчато, мм/ход.стола: 0,002¸0,1.
Непрерывная подача для врезного шлифования, мм/мин: 0,1¸4,5.
Размеры шлифовального круга (нового) Dк=600 мм, Вк=63 мм.
Выбор характеристик шлифовальных кругов для различных условий шлифования (скорость круга V=35 м/с).
Приложение 2.
Вид шлифования | Ra, мкм | Конструкционная (углеродистая и легированная) сталь с твердостью HRC | Жаропро-чная и коррозионно-стойкая сталь | Чугун и бронза | ||
30 | 30-50 | 50 | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Круглое наружное с продольной подачей | 20-10 | 15А50С1К | 15А50СМ2К | 15А50СМ1К | 15А50СМ1Б, К | 54С50СМ1К |
2,5-1,25 | 15А40-50С2К | 15А40-50С1К | 15А40-50СМ2К | 15А40-50С1Б, К | 54С40-50СМ1К | |
1,25-0,63 | 15А, 24А40СТ1К | 24А40С1К | 24А40СМ2К | 24А40СМ2Б, К | 63С, 24А40СМ2К | |
0,63-0,32 | 24А16-25СТ1К | 24А16-25С2К | 24А16-25С1К | 24А16-25СМ2Б, К | 63С, 25А16-25СМ2К | |
Круглое наружное с радиальной подачей | 20-10 | 15А50С2К | 15А50С1К | 15А50СМ2К | 15А50СМ2Б, К | 54С50СМ2К |
2,5-1,25 | 15А40-50СТ1К | 15А40-50СМ2К | 15А40-50СМ2К | 15А40-50СМ2Б, К | 54С40-50СМ2К | |
1,25-0,63 | 15А, 24А40СТ1К | 24А40С1К | 24А40С1К | 24А40С1Б, К | 63С, 24А40С1К | |
0,63-0,32 | 24А16-25СТ2К | 24А16-25С2К | 24А16-25С2К | 24А16-25С1Б, К | 63С, 24А16-25С1К | |
Круглое внутреннее | 20-10 | 24А50С1К | 24А50СМ2К | 24А50СМ2К | 24А50СМ1К, Б | 54С50СМ1К |
2,5-1,25 | 24А40С2К | 24А40С1К | 24А40СМ2К | 24А40СМ2К, Б | 54С40СМ2К | |
1,25-0,63 | 24А25С2К | 24А25С2К | 24А25С1К | 24А25С1К, Б | 63С, 24А25СМ2К | |
0,63-0,32 | 24А16СТ1К | 24А16С2К | 24А16С2К | 24А16С1К, Б | 63С, 24А16С1К | |
Плоское периферией круга | 20-10 | 15А50СМ2К | 15А50СМ1К | 15А50М3К | 15А50М3К, Б | 63С, 54С, 24А50СМ2К |
2,5-1,25 | 15А40СМ2К | 15А40СМ1К | 15А40М3К | 15А40М3К, Б | 63С, 54С, 24А40СМ2К | |
1,25-0,63 | 15А25С1К | 15А25СМ2К | 15А25СМ1К | 15А25СМ1К, Б | 63С, 54С, 24А25С1К | |
0,63-0,32 | 15А16С1К | 15А16СМ2К | 15А16СМ1К | 15А16СМ1К, Б | 63С, 54С, 24А16С1К | |
Плоское торцом круга | 20-10 | 15А50СМ1Б | 15А50СМ1Б | 15А50СМ2Б | 15А50М2Б | 63С, 54С, 24А50СМ2Б |
2,5-1,25 | 15А40СМ1Б | 15А40СМ1Б | 15А40М2Б | 15А40М2Б | 63С, 54С, 24А40СМ2Б | |
1,25-0,63 | 15А25СМ2Б | 15А25СМ1Б | 15А25М3Б | 15А25М3Б | 63С, 54С, 24А25С1Б | |
0,63-0,32 | 15А25СМ2Б | 15А25СМ1Б | 15А25М3Б | 15А25М3Б | 63С, 54С, 24А25С1Б | |
Бесцентровое с продольной подачей | 20-10 | 15А50С2К | 15А50С1К | 15А50СМ2К | 15А50СМ2Б, К | 63С, 54С50СМ2К |
2,5-1,25 | 15А, 24А40-50СТ1К | 15А40-50С2К | 15А40-50СМ2К | 15А40-50СМ2Б, К | 63С, 54С40-50СМ2К | |
1,25-0,63 | 15А, 24А40СТ1К | 15А, 24А40С2К | 15А, 24А40С1К | 15А, 24А40С1Б, К | 63С, 54С15А40С1К | |
0,63-0,32 | 24А16-25СТ2К | 24А16-25СТ1К | 24А16-25С2К | 24А16-25С1Б, К | 63С, 54С15А1625С2К | |
Бесцентровое с радиальной подачей | 20-10 | 15А50СТ1К | 15А50С2К | 15А50С1К | 15А50С1Б, К | 63С, 54С50С1К |
2,5-1,25 | 15А40-50СТ1К | 15А40-50С2К | 15А40-50С1К | 15А40-50СМ1Б, К | 63С, 54С40-50С1К | |
1,25-0,63 | 15А, 24А40СТ2К | 15А, 24А40СТ1К | 15А, 24А40С2К | 15А, 24А40С2Б, К | 63С, 54С15А40С2К | |
0,63-0,32 | 24А16-25СТ2К | 24А16-25СТ1К | 24А16-25С2К | 24А16-25С2Б, К | 63С, 54С15А1625С2К | |
Паспорт на внутришлифовальный универсальный станок 3К228В / Шлифовальные станки / Stanok-online.ru
Печать документации: Воронежский станкостроительный завод
Год печати документации: –
Количество папок: 2
Количество страниц, листов: 176
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство по эксплуатации
Содержание:
Техническое описание
1. Назначение и область применения
2. Состав станков
3. Устройство и работы станка и его основных частей
4. Гидросистема
5. Система смазки
Инструкция по эксплуатации
1. Указание мер безопасности
2. Порядок установки
3. Настройка, наладка и работы на станках
4. Регулирование
Паспорт
1. Общие сведения
2. Основные технические данные и характеристики
3. Сведения о ремонте
4. Сведения об изменениях в станке
Приложение: Материалы по быстроизнашиваемым деталям
2. Электрооборудование станка
Содержание:
Общие сведения
Первоначальный пуск
Описание работы
Блокировки
Защита
Сигнализация
Указания по монтажу и эксплуатации
Техническое обслуживание
Перечень элементов к электросхеме
Схемы и чертежи станка:
– Общий вид станка чертёж
– Общий вид станка с обозначением органов управления и наладки чертёж
– Кинематическая схема станка
– Мост станка чертёж
– Бабка изделия чертёж
– Приспособление торцешлифовальное чертёж
– Шлифовальная бабка станка чертёж
– Механизм поперечной подачи чертёж
– Схема гидравлическая принципиальная
– Схема смазки станка
– Порядок транспортировки чертёж
– Схема установки планки для перемещения шлифовальной бабки вдоль стола станка
– Схема настройки люнета
– Шпиндель внутришлифовальный чертёж
– Шпиндель торцешлифовальный чертёж
– Винт-гайка чертёж
– Схема расположения подшипников качения, свободных роликов и шариков
– Концы торцевых шпинделей чертёж
– Передние концы шпинделей бабки изделия чертёж
– Крепление шлифовального круга чертёж
– Установка станков чертёж
– Схема электрическая принципиальная станка
– Схема электрическая соединений электрошкафа
– Схема электрическая соединений станка
Краткое описание станка:
Внутришлифовальный универсальный станок 3К228В предназначен для шлифования цилиндрических и конических (с углом при вершине до 60 градусов) сквозных и глухих отверстий, шлифования торцов деталей с коническими и цилиндрическими отверстиями с одного установа изделия с помощью торцешлифовального приспособления, установленного на станке. Станок используется в инструментальных цехах заводов с мелкосерийным и серийным производством. Класс точности станка В. Категория качества станка первая. Станок снабжен необходимыми блокирующими устройствами, обеспечивающими безаварийную работу. Повышенная жесткость станка обеспечивается за счет каленых направляющих качения с предварительным натягом для поперечной подачи и продольного перемещения шлифовального круга, а также увеличения диаметра опор шпинделя бабки изделия. Автоматическое отключение поперечной подачи и отвод стола в исходное положение после снятия предварительно настроенной величины припуска уменьшает число замеров шлифуемого отверстия, обеспечивая возможность многостаночного обслуживания и повышения производительности труда. Конструкция бабки изделия позволяет встраивать пневматическое, гидравлическое или рычажное зажимное устройство с соответствующими спецпатронами при заказе специальных станков на их базе. Станок принят к серийному производству в 1977 г.
Продам внутришлифовальные станки 3К227А, 3К228А, 3К229А, 3К227В, 3К228В (Россия)
ООО «Машинный Мир» является представителем (дилером) многих станкостроительных предприятий, реализует по заводской цене станки круглошлифовальные 3К227А, 3К228А, 3К229А, 3К227В, 3К228В, 3К229В, 3К227, 3К228, 3К229.
Станки шлифовальные предназначены для обработки цилиндрических или конических отверстий в деталях тел вращения типа ступицы и дисковым методом шлифования.
a Существенным преимуществом универсальных круглошлифовальных станков для внутренней обработки является то, что они могут обрабатывать сквозные и глухие отверстия в деталях различной твердости – обычной (необработанной) стали, закаленной стали и чугуне, цветных металлах и неметаллических материалах.Благодаря выполнению внутреннего шлифования на станках появилась возможность исправлять отклонения (дрейф) оси отверстия, в результате чего на более ранних этапах обработки детали.
Технические характеристики внутришлифовальный станок 3К227А (ИН):
Значение опции
Диаметр обрабатываемых отверстий, мм 20-150
макс. длина шлифования (с макс. диаметром отверстий) [мм] 125
Наибольший диаметр, мм: 400
Наибольший угол поворота рабочей головки (со шлифовкой конических отверстий), град.45
Технические характеристики внутришлифовального станка модели 3К228А (ИН):
Значение опции
Наибольший диаметр шлифованных отверстий, мм 300
Наименьший диаметр шлифованных отверстий, мм 50
Наибольший диаметр, мм 560
максимальная длина устанавливаемой детали, мм 320
Технические характеристики внутришлифовальных станков 3К229А:
Значение опции
Наибольший диаметр шлифованных отверстий, мм 500
Наименьший диаметр шлифуемого отверстия, мм 100
Наибольший диаметр устанавливаемой детали, мм 800
максимальная длина устанавливаемой детали, мм 500
В нашей компании вы можете купить и другие металлообрабатывающие станки – большой выбор, невысокая (заводская) цена, удобная схема оплаты, при наличии и под заказ, скидки.
Специалист по продажам Игорь Александрович
Москва +7 (499) 372-31-73
Екатеринбург +7 (343) 289-16-76
Санкт-Петербург +7 (812) 245-28-87
Новосибирск +7 (383) 284-08-84
Челябинск +7 (351) 951-00-26
Тюмень +7 (3452) 514-886
, Минск +375 (17) 246-40-25
Город: Москва
SEC.gov | Превышен порог скорости запросов
Чтобы обеспечить равный доступ для всех пользователей, SEC оставляет за собой право ограничивать запросы, исходящие от необъявленных автоматизированных инструментов.Ваш запрос был идентифицирован как часть сети автоматизированных инструментов за пределами допустимой политики и будет обрабатываться до тех пор, пока не будут предприняты действия по объявлению вашего трафика.
Пожалуйста, объявите свой трафик, обновив свой пользовательский агент, чтобы включить в него информацию о компании.
Чтобы узнать о передовых методах эффективной загрузки информации с SEC.gov, в том числе о последних документах EDGAR, посетите sec.gov/developer. Вы также можете подписаться на рассылку обновлений по электронной почте о программе открытых данных SEC, в том числе о передовых методах, которые делают загрузку данных более эффективной, и о SEC.gov, которые могут повлиять на процессы загрузки по сценарию. Для получения дополнительной информации обращайтесь по адресу [email protected].
Для получения дополнительной информации см. Политику конфиденциальности и безопасности веб-сайта SEC. Благодарим вас за интерес к Комиссии по ценным бумагам и биржам США.
Справочный идентификатор: 0.5dfd733e.1629467838.2dbd027
Дополнительная информация
Политика безопасности в Интернете
Используя этот сайт, вы соглашаетесь на мониторинг и аудит безопасности.В целях безопасности и обеспечения того, чтобы общедоступная услуга оставалась доступной для пользователей, эта правительственная компьютерная система использует программы для мониторинга сетевого трафика для выявления несанкционированных попыток загрузки или изменения информации или иного причинения ущерба, включая попытки отказать пользователям в обслуживании.
Несанкционированные попытки загрузить информацию и / или изменить информацию в любой части этого сайта строго запрещены и подлежат судебному преследованию в соответствии с Законом о компьютерном мошенничестве и злоупотреблениях 1986 года и Законом о защите национальной информационной инфраструктуры 1996 года (см. Раздел 18 U.S.C. §§ 1001 и 1030).
Чтобы обеспечить хорошую работу нашего веб-сайта для всех пользователей, SEC отслеживает частоту запросов на контент SEC.gov, чтобы гарантировать, что автоматический поиск не влияет на возможность доступа других лиц к контенту SEC.gov. Мы оставляем за собой право блокировать IP-адреса, которые отправляют чрезмерное количество запросов. Текущие правила ограничивают пользователей до 10 запросов в секунду, независимо от количества машин, используемых для отправки запросов.
Если пользователь или приложение отправляет более 10 запросов в секунду, дальнейшие запросы с IP-адреса (-ов) могут быть ограничены на короткий период.Как только количество запросов упадет ниже порогового значения на 10 минут, пользователь может возобновить доступ к контенту на SEC.gov. Эта практика SEC предназначена для ограничения чрезмерного автоматического поиска на SEC.gov и не предназначена и не ожидается, чтобы повлиять на людей, просматривающих веб-сайт SEC.gov.
Обратите внимание, что эта политика может измениться, поскольку SEC управляет SEC.gov, чтобы гарантировать, что веб-сайт работает эффективно и остается доступным для всех пользователей.
Примечание: Мы не предлагаем техническую поддержку для разработки или отладки процессов загрузки по сценарию.
DTR, техническая документация по фрезарке 6P81, 6P82 6P83 el. 601273539 Poznaniak.pl – Ogłoszenie niedostępne
W związku z rozporządzeniem RODO informujemy Cię o przetwarzaniu Twoich danych osobowych oraz zasadach na jakich będzie się to odbywało i celach ich przetwarzania.
Prosimy o wyrażenie zgody na przetwarzanie danych przez nas i przez naszych “Zaufanych Partnerów” poprzez kliknięcie w guzik “zgadzam się”.
Кто będzie administratorem Twoich danych? Администратор даныч бендзе Ларете Дариуш Гусак, ул.Obrońców Poczty Gdańskiej 6/8, 35-232 Rzeszów jak również nasi “Zaufani Parnerzy” czyli podmioty, z którymi stale współpracujemy w celu świadczenia usług, wyświetzany stale rekistan.
Jakie dane osobowe przetwarzamy i jaki jest cel przetwarzania? Przetwarzamy датчанин, które podajesz СМАЗКУ pozostawiasz ж ramach korzystania serwisu:
– датчанин niezbędne сделать świadcznia usługi polegającej на dodaniu Ogłoszenia, Kontaktų г ogłoszeniodawcą,
– датчанин niezbędne сделать obsługi Płatności я wystawieniu faktur,
– датчанин zapisywane ж plikach печенье, pozwalające на personalizację reklam oraz analizowania ruchu na stronach i śledzenie użytkownika.
Jakie masz prawa w stosunku do Twoich danych? Masz prawo do żądania dostępu do zgromadzonych danych, sprostowania, usunięcia lub ograniczenia ich przetwarzania i prawo do zapomnienia. Możesz także wycofać zgodę na przetwarzanie danych osobowych, zgłosić sprzeciw oraz skorzystać z innych praw wymienionych szczegółowo w polityce prywatności.
Печенье Плики Pliki cookies możesz otrzymać od nas jak i od naszych Zaufanych Partnerów.Możesz je wyłączyć w ustawieniach przegldarki. Dalsze korzystanie z witryny bez zmiany ustawień oznacza wyrażenie zgody na korzystanie z plików cookies otrzymanych od nas jak i naszych partnerów.
Wycofanie zgody Swoją zgodę możesz zawsze wycofać na stronach “Polityki prywatności”, tam także znajdziesz listę “Partnerów zaufanych”.
Wyrażenie Zgody Wyrażnie zgody на wskazane poniżej działania odbywa się poprzez kliknięcie w przycisk “Zgadzam się” lub “Zagadzam się ✓” и zamknięcie okna.
>> Ustawienia zaawansowane <<
W poniższych ustawieniach mogą Państwo wybrać czy wyrażacie zgodę na instlowanie ciasteczek dostarczanych przez naszych partnerów i kod śledzenia.
Prosimy o wyrażenie zgody na świadczone przez nas i przez naszych partnerów.
Нетспринт С.А. Zgadzam się на przechowywanie ж Моим urządzeniu plików печенье, жак też на przetwarzanie ж celach marketingowych, ж тым profilowania, moich danych Osobowych pozostawianych przeze mnie ж ramach korzystania зе Stron internetowych, serwisów я innych funkcjonalności zapisywanych ж Tych plikach печенье przez Wydawcę я «Zaufanych partnerów “. Wyrażam zgodę na udostępnianie moich danych osobowych pozostawianych przeze mnie w ramach korzystania ze stron internetowych, serwisów i innych funkcjonalności zapisywanych w tych plikach Cookies, przeze WydainswanychTak, zgadzam się na działanie usług dostarczonych przez Netsprint S.A.
AdSense Korzystamy z Google AdSense. Jest to usługa, która wyświetla reklamy na naszych stronach. Reklamy mogą być emitowane jako spersonalizowane (dostosowane do Twoich zainteresowanań) jak i niespersonalizowane. Na te pierwsze musisz wyrazić zgodę, jeżeli się nie zgadzasz adsense wyświetli Ci reklamy losowe.
Tak, zgadzam się na działanie usługi Google AdSense и рекламные объявления персонализированы.
Zapisz ustawienia
.