5К32А зубофрезерный станок
5К32А, 5К324А Станок зубофрезерный вертикальный станок полуавтомат. Паспорт, схемы, характеристики, описание
Производитель вертикального зубофрезерного полуавтомата 5К32А Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец
Рис. 1. Зубофрезерные станки, работающие по методу огибания
Рис. 2. Принципиальная схема настройки зубофрезерного станка
Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Универсальный зубофрезерный станок 5К32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки.
Зубофрезерные станки серии К:
- 5К324, 5К324П, 5К324А – диаметр нарезаемого колеса – 500 мм, нарезаемый модуль – 8 мм
- 5К32, 5К32П, 5К32А – диаметр нарезаемого колеса – 800 мм, нарезаемый модуль – 10 мм
- 5К328, 5К328П, 5К328А – диаметр нарезаемого колеса – 1250 мм, нарезаемый модуль – 12 мм
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
Станок полуавтомат 5К32А и 5К324А зубофрезерный универсальный предназначен для фрезерования цилиндрических зубчатых колес, а также червячных колес радиальным методом в условиях среднесерийного и крупносерийного производства.
Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки методами как «попутного» так и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Ввиду отсутствия протяжной подачи в конструкции станка червячные колеса нарезаются только методом радиального врезания.
Станок работает по полуавтоматическому циклу.
При обработке прямозубых колес в станке должны осуществляться следующие движения:
- главное движение
- вертикальная подача суппорта
- вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для об
i-perf.ru
Проблема с профилем зуба на 5К32А – Зубообработка
4 часа назад, Kosyan 80 сказал:
И кстати, колесо с червяком соединяется ровно, червяк четко перпендикулярен оси колеса, но колесо не садится по глубине до конца( нарезано по зубомеру на нижнем пределе), мешают кромки головки зуба. В редукторе они не сойдутся.
Если наружный диаметр вашего колеса равен 336 мм, то для того, чтобы такое колесо (нарезанное как обычное косозубое) сцепилось в редукторе с обычным некорригированным червяком, длина общей нормали колеса должна быть у него порядка 129,5 мм, вот и прикидывайте соберутся они или нет.
Вообще же, когда приходится нарезать червячное колесо, а требуемой для правильной нарезки фрезы нет (общее правило подбора фрезы – её геометрические параметры должны совпадать с параметрами парного червяка) приходится нарезание производить ближайшей фрезой данного модуля с делительным диаметром фрезы равным или несколько бОльшим, чем делительный диаметр парного червяка, заходность применяемой фрезы не имеет в большинстве случаев фатального характера. Например, в вашем случае не обязательно иметь 3-х заходную фрезу, можно обойтись 2-х заходной или даже 1-заходной, но только, конечно, при нарезании фрезой (2-х или 1-заходной в вашем случае) несовпадение делительного угла наклона у фрезы и червяка потребует дополнительного поворота фрезерного суппорта на соответствующий угол. Повторяю, – необходимо только, чтобы делительный диаметр фрезы был равен или был несколько больше делительному диаметру парного червяка (применять фрезу с делительным диаметром меньше, чем у червяка нельзя, т. к. в таком случае зуб нарезанного такой фрезой колеса будет «затирать» во впадине).
Замечу ещё, что при нарезании фрезой бОльшего диаметра, чем рекомендованной, правильная толщина зуба будет только в центральной точке (по высоте зуба) и пятно контакта будет точечным, зуб в направлении к торцам колеса будет несколько «развален», но на это при отсутствии подходящей фрезы приходится идти. Бронзовое или чугунное колесо обычно быстро прирабатывается и пятно улучшается со временем.
В общем, в вашем случае надо было бы идти обычным порядком: выточить заготовку колеса, как обычное червячное колесо, т. е. с центральной радиусной выкружкой и несколько бОльшего, чем 336 мм диаметром у торцев колеса и нарезать зуб на зуборезном станке с радиальной подачей при обязательно выключенном (как того и требует паспорт станка) дифференциале. Если диаметр фрезы будет больше требуемого, произойдет «развал» толщины зуба у торцев, но это, если не изготавливать необходимую фрезу, неизбежное в таком случае явление, и оно не идёт ни в какое сравнение, с тем уменьшением угла зацепления чуть ли не в 2 раза, как при ваших «экспериментах» с дифференциалом.
Изменено пользователем teleginУстройство и наладка зубофрезерного станка 5К324А — Минэтэк-технологии
Среди большого разнообразия зубообрабатывающих станков наиболее распространены зубофрезерные станки, работающие червячной фрезой методом обкатки. К таким станкам относится станок 5М324А, конструктивные особенности которого во многом характерны для станков зубофрезерной группы. Станок выпускался егорьевским заводом «Комсомолец» и предназначен для нарезания цилиндрических и червячных зубчатых колес в условиях мелкосерийного и серийного производства.
Устройство зубофрезерного станка 5М324А (5К324А)
Станок 5М324А (рис. 1 ) состоит из станины 1, на которой жестко закреплена стойка 8 и перемещается стол 17, с контрподдержкой 15. По направляющим стойки в вертикальном направлении перемещается каретка 11 с суппортом 13, несущим инструмент. В станине 1 размещены коробка 2 со сменными зубчатыми колесами гитары главного движения. Главный электродвигатель, приводящий во вращение стол с нарезаемым зубчатым колесом 23 и инструментальный шпиндель с червячной фрезой 24, находится с задней стороны станины. В станине размещен транспортер стружки, приводимый во вращение от отдельного электродвигателя. Резервуар для СОЖ находится в станине, откуда она насосом подается в зону обработки, а ее количество регулируется краном 12. Стойка 8 служит для размещения коробки 3 с механизмами перемещения каретки 11, которую можно перемещать вручную за квадрат 5 или автоматически,поворачивая рукоятку 4 в положение включения автоматической подачи.
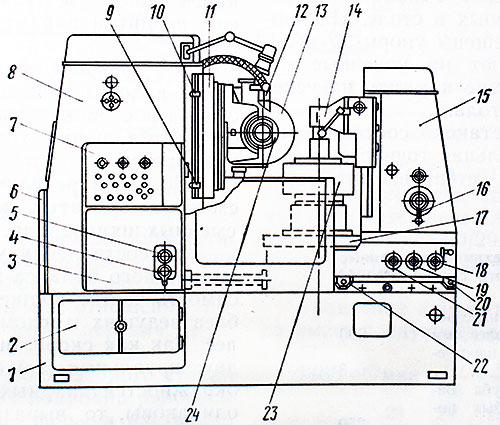
Рис. 1. Зубофрезерный станок 5М324А
1 — станина, 2— коробка скоростей, 3 — распределительная коробка, 4 — валик ручного перемещения каретки, S — рукоятка автоматического перемещения каретки, 6 — коробка деления, 7 — пульт управления, 8 — стойка, 9, 10 — упоры регулирования хода каретки, 11 — каретка, 12 — кран охлаждения, 13 — суппорт, 14 — кронштейн, 15 — контрподдержка, 16 — кран перемещения кронштейна, 17 — стол, 18 — рукоятка установки упоров, 19 — винт перемещения стола, 20, 22 — упоры подвода стола, 21 — рукоятка смазки стола, 23 — заготовка, 24 — червячная фреза
Под крышкой 6 находятся сменные зубчатые колеса гитары деления и сменные зубчатые колеса гитары дифференциала. На передней стенке стойки укреплен пульт управления 7. Каретка 11 снабжена передвигаемыми упорами 9 и 10, которые регулируют величину хода каретки. Упоры воздействуют на расположенные в стойке конечные выключатели, отключающие электродвигатель вертикального перемещения каретки. В корпусе стола 17 находится шпиндель, на котором устанавливают нарезаемое зубчатое колесо 23. Сверху корпуса стола 17 жестко закреплена контрподдержка 15 с поворотным кронштейном 14, который служит для центрирования оправки с заготовкой. Кронштейн поднимается и опускается гидроцилиндром, управляемым вручную краном 16. Корпус стола 17 можно перемещать вручную, вращая винт с квадратом 19. Рукояткой 18 устанавливают в определенное положение упоры стола. Вращением вручную валика 21 осуществляют смазку механизмов, расположенных в столе. На корпусе стола размещены упоры 20 и 22, которые нажимают на конечные выключатели, дающие команду на ускоренный подвод стола. По точности станок соответствует классу H (нормальная точность) и обладает высокой степенью автоматизации.
- Основные технические данные зубофрезерного станка 5М324А:
- Наибольший диаметр нарезаемых прямозубых колес, мм 500
- Наибольший модуль нарезаемых колес, мм 8 ( до 10,14 за несколько проходов)
- Наибольшая длина зуба нарезаемых прямозубых колес, мм 350
- Наибольший угол наклона зубьев, град ±60
- Наименьшее число нарезаемых зубьев 12
- Наибольшие размеры устанавливаемой червячной фрезы, мм:
- диаметр 160
- длина 200
- Частота вращения червячной фрезы, об/мин 50 . . . 315
- Пределы вертикальной подачи червячной фрезы, мм /об 0,68 . . . 6,10
- Пределы радиальной подачи стола, мм/об 0,20 … 1,85
В станке инструмент и заготовка связаны между собой и с источником движения, которым чаще всего является электродвигатель. Последовательный ряд сцепляющихся пар зубчатых, червячных и ременных передач, по которым вращение от какого-либо вала передается исполнительному органу, называют кинематической цепью. Так как параметры обработки зубчатых колес разнообразны и зависят от числа обрабатываемых зубьев, модуля, применяемого инструмента и т. д., то каждая кинематическая цепь имеет свой орган настройки. Кинематическая настройка станка в основном сводится к определению параметров органов настройки, с помощью которых должно быть достигнуто необходимое перемещение конечных звеньев кинематической цепи. Такие перемещения называют расчетными и используют для составления уравнения кинематического баланса, в которое еще входит и параметр органа настройки. Из уравнения кинематического баланса находят зависимость параметра органа настройки от постоянных коэффициентов цепи. Такая зависимость называется формулой настройки. По ней определяют числа зубьев сменных зубчатых колес, диаметры сменных шкивов и др. При составлении уравнения кинематического баланса используют зависимость частот вращения от чисел зубьев ведущих и ведомых зубчатых колес.
Так как скорости вращения точек двух начальных (тоже и делительных) окружностей парных зубчатых колес одинаковы, то, выразив их через диаметр и частоту вращения, можно записать
π*d1*n1 = π*d2*n2 (22)
или, заменив диаметр зубчатого колеса на его выражение через модуль и число зубьев, имеем
π*mz1*n1 = π*mz2*n2
Сократив обе части равенства на пm, получим
z1*n1 = z2*n2;
n2 = n1*(z1/z2) = n1*i
где n2 — частота вращения ведомого зубчатого колеса; n1 — частота вращения ведущего зубчатого колеса; z1/z2 — передаточное отношение (i) зубчатой передачи.
Передаточное отношение кинематической цепи, связывающее вращение каких-либо ее валов, равно произведению передаточных отношений составляющих эту цепь передач: ie = i1*i2*i3
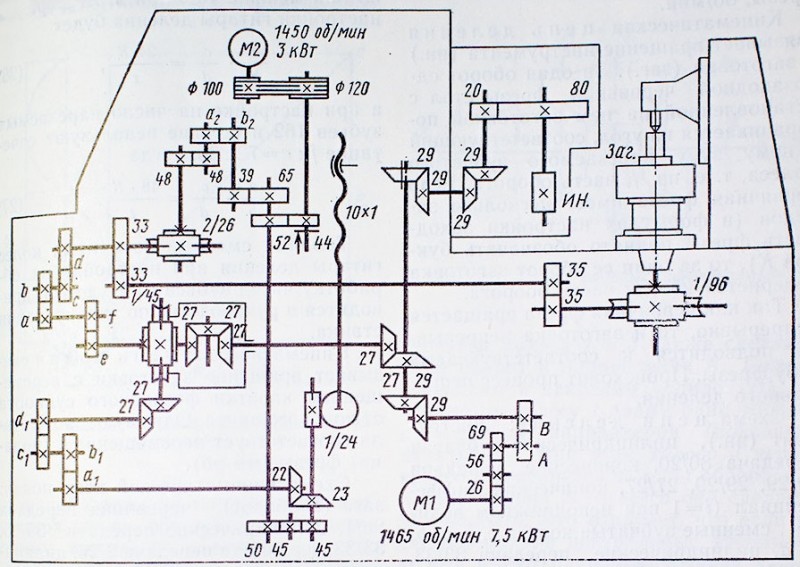
Рис 2. Кинематическая схема зубофрезерного станка 5К324А
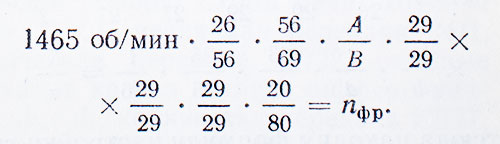
На примере зубофрезерного станка 5М324А (рис. 2) подробно разберем методику вывода формул настройки кинематических цепей зубообрабатывающих станков. Кинематичсская схема станка слагается из следующих кинематических цепей: главного движения, деления, подач и дифференциала. Цепь главного движения связывает вращение инструмента (ин.) с вращением главного электродвигателя следующим образом: электродвигатель М1 (1465 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент. Уравнение кинематического баланса имеет следующее выражение:
червяка к числу зубьев колеса, для червячных передач (например, 2/26), диаметры шкивов для ременных передач, шаг резьбы ходового винта и число витков (например, 10×1).
Конечные звенья обозначены:
заг. — заготовка,
ин. — инструмент,
М, M1, М2 — электродвигатели.
Решая это уравнение, находим формулу настройки гитары главного движения
A/B = nфр/138 (24)
где А и В — числа зубьев сменных зубчатых колес;
nфр — частота вращения фрезы, об/мин.
Кинематическая цепь деления связывает вращение инструмента (ин.) и заготовки (заг.). За один оборот однозаходной червячной фрезы стол с установленной на нем заготовкой поворачивается на угол, соответствующий одному зубу нарезаемого зубчатого колеса, т. е. на 1/z часть оборота. Если червячная фреза имеет несколько заходов (в формулах настройки заходность фрезы принято обозначать буквой К), то за один ее оборот заготовка повернется на K/z часть оборота. Так как червячная фреза вращается непрерывно, то и заготовка непрерывно подводится к соответствующему зубу фрезы. Происходит процесс непрерывного деления. Схема цепи деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижном водиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.). Орган настройки этой кинематической цепи со сменными зубчатыми колесами а, b, с, d, е и f называют гитарой деления. Уравнение кинематического баланса:
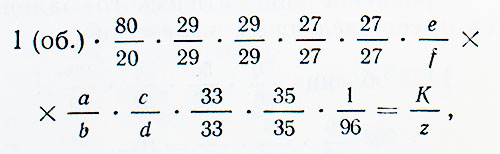
отсюда находим формулу настройки гитары деления, включающую в искомой части зубчатые колеса с числами зубьев а, Ь, с и d

Зубчатые колеса е и f устанавливают на постоянные оси в двух сочетаниях чисел зубьев:

Первое сочетание используют, если число зубьев нарезаемого колеса равно или меньше 161, при этом формула настройки гитары деления будет

а при настройке на число нарезаемых зубьев 162 и больше используют сочетание f : е = 72 : 36, тогда

Таблица сменных зубчатых колес гитары деления при настройке на обработку чисел зубьев от 12 до 200 приводится в руководстве по эксплуатации станка. Кинематическая цепь подач связывает вращение заготовки с перемещением каретки фрезерного суппорта от ходового винта. Одному обороту стола соответствует перемещение s (подача) фрезы (мм/об). Схема кинематической цепи подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Уравнение кинематического баланса:
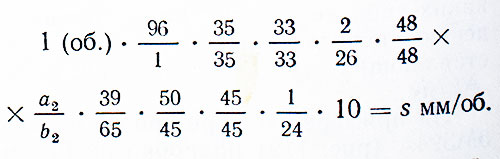
Отсюда получаем формулу настройки гитары подач где
а2 и b2 — числа зубьев сменных зубчатых колес;
s — величина вертикальной подачи, мм/об.
Кинематическая цепь дифференциала включается при нарезании косозубых зубчатых колес и связывает вращение заготовки с ходовым винтом вертикальной подачи (10×1). Схема нарезания таких зубчатых колес приведена на рис. 3.
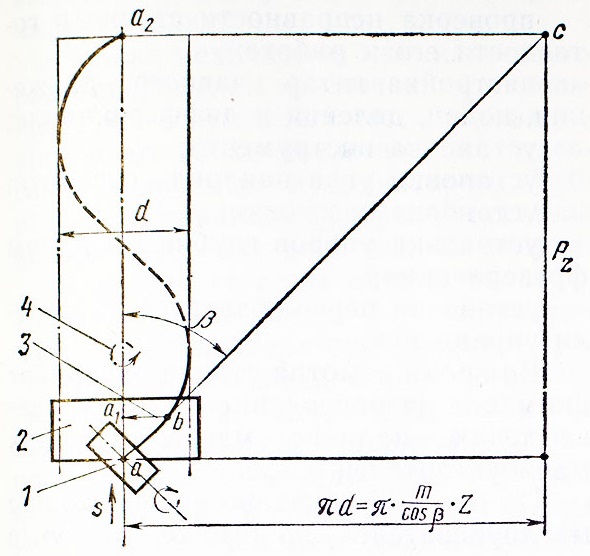
Рис 3. Схема нарезания косозубых зубчатых колес
Нарезается правое зубчатое колесо 2 с перемещением червячной фрезы 1 в направлении снизу вверх вдоль оси зубчатого колеса, которое вращается в направлении 4. При перемещении фрезы из точки «а» в точку «a1», точка «b» зубчатого колеса также должна переместиться в точку «a1» — в данном случае в направлении 3, противоположном основному вращению 4. При прохождении фрезой пути из точки «а» в точку «а2», равного ходу зуба Pz, заготовка повернется на один оборот в направлении 3. Из геометрических построений, приведенных на рис. 120, получим ход зуба по делительной окружности
В этой кинематической цепи основную роль играет механизм, называемый дифференциалом, назначение которого суммировать два вращательных движения (складывать или вычитать). В зубообрабатывающих станках применяют цилиндрические и конические дифференциалы. Принцип работы конического дифференциала показан на рис. 4. Повернем мысленно весь дифференциал вокруг центральной оси I—III на один оборот в направлении А.
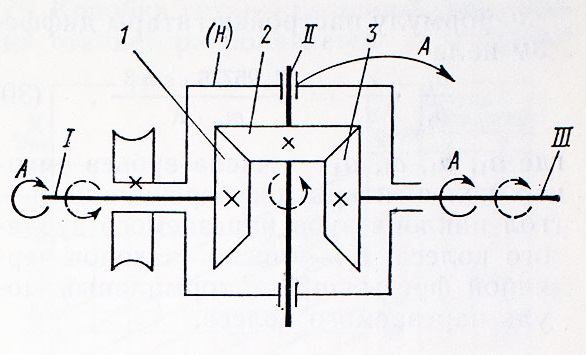
Рис.4 Дифференциал
При этом зубчатые колеса 1 и 3 также сделают один оборот в направлении А. Теперь остановим и закрепим водило (H), а зубчатому колесу 1 дадим один оборот в обратном направлении (показано пунктиром). При этом колесо 3 через колесо 2 повернется на один оборот, но в направлении А, а всего оно сделает два оборота. Это означает, что если в дифференциале центральные зубчатые колеса имеют одинаковые числа зубьев и вращаются в разные направления, то передаточное отношение от водила к любому из центральных колес равно 2. Теперь снова вернемся к кинематической схеме (см. рис. 119) и составим уравнение кинематического баланса цепи дифференциала, учитывая, что при перемещении инструмента на величину хода зуба (Pz) заготовка повернется на один оборот.
Схема цепи:
ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Уравнение кинематического баланса:

Подставив в это уравнение значение
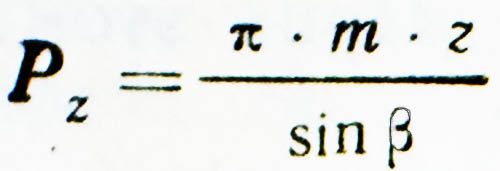
и преобразовав его, получим формулу настройки гитары дифференциала

где a1, b1, c1, d1 — числа зубьев сменных колес гитары дифференциала,
β — угол наклона зуба нарезаемого зубчатого колеса,
К — число заходов червячной фрезы,
mn — нормальный модуль нарезаемого колеса.
Последовательность наладки и подготовка станка к работе
Наладка зубофрезерного станка любого типа включает в себя ряд операций, которые рекомендуется выполнить в определенном порядке. Например, устанавливать суппорт на угол нужно сразу после установки фрезы, а фрезу следует ставить раньше заготовки. На примере зубофрезерного станка 5K324А подробно рассмотрим, как нужно настраивать станок на нарезание стального прямозубого колеса модулем 6 мм, с числом зубьев 30, червячной фрезой диаметром 125 мм, методом попутного фрезерования, в полуавтоматическом режиме работы станка. Необходимо получить зубчатое колесо 7-й степени точности (по ГОСТ 1643— 72). Обычно при наладке зубофрезерного станка выдерживается следующая очередность выполнения работ:
проверка исправности станка и готовности его к работе;
настройка гитар главного движения, подач, деления и дифференциала;
установка инструмента;
установка угла наклона суппорта;
установка заготовки;
установка упоров глубины и длины фрезерования;
установка переключателей на панели управления.
Во время осмотра станка обращают внимание на присоединение к нему заземления, наличие масла в глазках маслоуказателей и т. д. На рис. 5 показано расположение маслоуказателей на станке, которые необходимо осматривать.
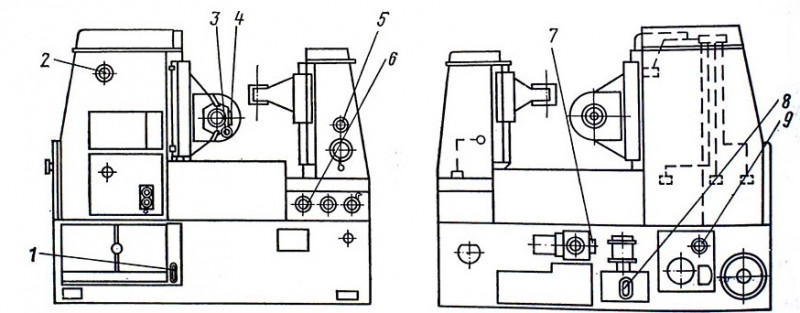
Рис.5 Расположение маслоуказателей и приборов смазки
C лицевой стороны станка расположены масло-указатели контроля смазки, поступающей в важнейшие механизмы. По маслоуказателю 1 еще до включения станка наладчик определяет наличие масла смазки в основном резервуаре станины. Маслоуказатели 2 — суппортной стойки, 3 — общей смазки суппорта, 4 — смазки основного подшинника суппорта и 5 — смазки механизмов контрподдержки заполняются при работе насоса смазки. Во время работы станка периодически необходимо проверять, имеется ли масло в этих маслоуказателях. Если в каком-либо из них оно отсутствует, то работу на станке нужно немедленно прекратить и выяснить причину непоступления масла в эту точку. Смазка механизмов станка — централизованная, за исключением отдельных узлов и открытых мест направляющих. В эти точки масло подается насосом, называемым лубрикатором. Лубрикатор 6 вращают рукояткой несколько раз в течение всей работы станка. C задней стороны станка расположены маслоуказатели: 7 — редуктора шнека транспортера стружки, 8 — резервуара охлаждающей жидкости. После того как наладчик убедится в наличии масла во всех резервуарах, можно включить электродвигатель смазки и гидравлики и проверить показание манометра 9. Манометр включается нажатием на кнопку золотника, находящегося под ним, и должен показывать давление 18—20 кгс/см2. Внешний осмотр станка заканчивается проверкой положения упоров, ограничивающих ход каретки суппорта и стола. После этого можно приступать к настройке гитар станка, включать главный электродвигатель и производить различные установки и проверки механизмов.
minetek.donetsk.ua
5310 Станок зубофрезерный вертикальный. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикального зубофрезерного станка 5310
Производитель вертикального зубофрезерного станка 5310 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5310 Станок вертикальный зубофрезерный универсальный. Назначение и область применения
Начало производство станка – 1957 год. За основу была взята одна из моделей зубофрезерного станка немецкой фирмы Пфаутер (Pfauter).
Универсальный зубофрезерный станок 5310 предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки (огибания) червячной фрезы и обрабатываемой заготовки попутным или встречным методами фрезерования. Станок работает по замкнутомуическому циклу и по циклу наладки.
Нарезание зубчатых колес производится по способу обкатки червячной фрезой. Кроме того, на станке могут обрабатываться другие детали, получаемые методом обкатки.
Червячные колеса могут нарезаться как при радиальной подаче заготовки, так и при осевой подаче фрезы. В последуем случае необходим протяжной суппорт, который поставляется со станком по специальном у заказу и за особую плату.
Станок рассчитан на работу червячными фрезами из быстрорежущей стали.
Конструкция зубофрезерного станка 5310
Общая компоновка станка 5310. Станок имеет вертикальную компоновку (ось изделия располагается вертикально). Неподвижная суппортная стойка находится с левой стороны, а перемещаемый по горизонтальным направляющим станины стол – с правой.
Суппорт вместе с салазками перемещается по вертикальным направляющим стойки. Для возможности попутного фрезерования вес суппорта с салазками уравновешивается гидроцилиндром. Контрподдержка изделия перемещается гидроцилиндром по вертикальным направляющим задней стойки.
Все управление станком сосредоточено на его лицевой стороне.
При обработке цилиндрических колес работа может производиться методом “встречного” (вертикальная подача фрезы сверху вниз) и “попутного” (вертикальная подача фрезы снизу вверх) фрезерования.
При “попутном” методе фрезерования допускается увеличение скорости резания на 20—25% по сравнению со “встречным” методом. При этом повышается чистота поверхности зубьев. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки,
Во время работы станка осуществляется одновременно вращательное движение червячной фрезы (движение резания) и вертикальное ее перемещение (движение подачи).
Заготовка, закрепленная на оправке или подставке, установленной на столе станка, вращается во время работы согласованно.
Зубчатые колеса можно нарезать на станке за один или несколько заходов, для чего предусмотрены предварительный останов станка и легко переключаемые коробки подач и скоростей, изменяя соответствующим образом установку глубины резания. Второй проход начинается после изменения режимов (в случае необходимости) и включения кнопки «Цикл».
Станок имеет механизмы для автоматического останова в конце резания и для быстрой подачи салазок суппорта и стола, необходимой при наладке, а также для быстрого перемещения фрезы в исходное положение.
При чистовом фрезеровании червячной фрезой достигается седьмая – восьмая степени точности зубчатого венца и шероховатость поверхностей зубьев по параметру Rа = 1,6 – 6,3 мкм.
Станок выполняется в соответствии с нормами точности по ГОСТ 659—53 и обеспечивает изготовление цилиндрических прямозубых и косозубых зубчатых колес 2-го класса точности по ГОСТ 1643—46* и червячиых колес 2-го масса точности по ГОСТ 3675-47.
Общий вид и общее устройство зубофрезерного станка 5310
Фото зубофрезерного станка 5310
Фото зубофрезерного станка 5310
Фото зубофрезерного станка 5310
Расположение составных частей зубофрезерного станка 5310
Расположение составных частей зубофрезерного станка 5310
Расположение органов управления зубофрезерным станком 5310
- Основание станины
- Салазки круглого рабочего стола
- Круглый рабочий стол с центральным конусом Морзе 4
- Оправка для установки заготовки колеса
- Стойка, несущая опорный кронштейн
- Рукоятка для зажима опорного кронштейна на стойке
- Балка, скрепляющая суппортную стойку и стойку опорного кронштейна
- Опорный кронштейн
- Шпиндель
- Фреза
- Поворотная часть суппорта
- Фрезерный суппорт
- Суппортная стойка
- Пульт управления станком
- Гитара подач (гитара обкатки)
- Пульт управления станком
- Гитара дифференциала
Станок имеет сборную станину, состоящую из основания 1 и вертикальной стойки 13. На горизонтальных направляющих станины размещены салазки 2, несущие на себе круглый вращающийся стол 3 и стойку 5 с опорным кронштейном 8. Заготовку устанавливают на оправке 4, нижний конец которой центрируют и закрепляют в отверстии стола 3, а верхний конец — в опорном кронштейне 8. Кронштейн крепится на стойке 5 рукояткой 6.
На вертикальных направляющих стойки 13 находится фрезерный суппорт 12 с поворотной частью 11, в которой смонтирован шпиндель 9. Фрезу 10 устанавливают на двухопорной оправке, закрепляемой в отверстии шпинделя и на подшипниковой опоре поворотной части 11. На передней стенке стойки 13 расположены пульты управления станком 14 и 17. Стойки 5 и 13 соединены сверху балкой 7, обеспечивающей станку повышенную жёсткость.
На внешних поверхностях станины установлены устройства, называемые гитарами сменных зубчатых колёс и служащие для наладки частоты вращения фрезы (гитара главного движения резания 19), скоростей вертикального перемещения суппорта и радиального перемещения салазок с заготовкой (гитара подач 16), частот вращения стола с заготовкой (гитара обкатки 15) и дополнительного вращения заготовки (гитара дифференциала 18).
Расположение органов управления зубофрезерным станком 5310
Перечень органов управления зубофрезерным 5310
- Рукоятка подключения станка к линии электропитания
- Рукоятка включения насоса охлаждения
- Упор автоматического выключения подачи стола
- Квадрат для ручного перемещения стола
- Квадрат для ручного перемещения салазок суппорта
- Рукоятка включения падающего червяка
- Рукоятка включения и выключения вертикальной подачи суппорта
- Рукоятка выключения подачи суппорта и стола при работе с подачей салазок протяжного суппорта
- Рукоятка выключения и включения рабочей подачи
- Упор автоматического выключения подач суппорта
- Пуск главного мотора
- Останов главного мотора
- Пуск быстрого хода суппорта вверх
- Пуск быстрого хода суппорта вниз
- Переключатель местного освещения
- Упоры для автоматического останова станка в крайних положениях суппорта
Схема кинематическая зубофрезерного станка 5310
Кинематическая схема зубофрезерного станка 5310
1. Схема кинематическая зубофрезерного станка 5310. Смотреть в увеличенном масштабе
2. Схема кинематическая зубофрезерного станка 5310. Смотреть в увеличенном масштабе
Описание кинематической схемы зубофрезерного станка 5310
Привод зубофрезерного станка модели 5310 имеет пять базовых кинематических цепей. Каждая кинематическая цепь состоит из последовательно соединённых механизмов, образующих кинематические пары и передающих движение от начального звена кинематической цепи к конечному звену.
Кинематическая цепь главного движения резания. Эта цепь обеспечивает вращение фрезы. Начальным звеном кинематической цепи является главный электродвигатель станка М1, конечным звеном — шпиндель (вал VII), на котором крепится фреза.
Через клиноременную передачу со шкивами диаметрами d1 = 90 мм и d2 = 180 мм, установленными неподвижно соответственно на валу электродвигателя М1 и валу I, вращение от вала электродвигателя подаётся на вал I. С вала I через цилиндрические зубчатые колёса с числами зубцов 30 и 50 вращение поступает на вал II, а.
Отсюда вращение передаётся через сменные зубчатые колёса А` и Б` или через механизм реверса 40/40 и сменные зубчатые колёса А и Б на вал III[2]. С вала III через расположенные на валах IV, V и VI три конические зубчатые передачи 24/24 (две передачи) и 17/17 с общим передаточным отношением равным 1, вращение передаётся на вал VI.
Далее через пару прямозубых цилиндрических колёс 20 – 60 вращение поступает на шпиндель станка VII и на фрезу.
Кинематическая цепь движения обкатки. Эта цепь служит для согласования частот вращения фрезы и заготовки по условию, представленному формулой (8.4). Начальным звеном цепи обкатки является шпиндель станка, конечным — стол, на оправке которого крепится заготовка.
В кинематической цепи главного движения резания механизмом наладки, обеспечивающим заданную скорость резания, является гитара скоростей, передаточное отношение iгс которой можно ступенчато варьировать путём подбора парных зубчатых колёс А и Б или А’ и Б’ (отношения чисел зубьев колёс А/Б и А’/Б’ равны). Такой подбор осуществляют на основе определения передаточного отношения iгс колёс из уравнения кинематического баланса (8.5) путем подстановки в уравнение рассчитанного по кинематической схеме значения i`цгд, частоты вращения вала двигателя и частоты вращения шпинделя (определённой по заданной скорости резания). Следующим действием является подбор таких колёс А и Б из прилагаемого к станку набора зубчатых колёс, чтобы выполнялось условие их сцепляемости: сумма чисел их зубьев (А + Б) должна быть равна 65.
В кинематической цепи обкатки механизмом, обеспечивающим установку требуемой частоты вращения заготовки, является гитара обкатки (передачи a/b и c/d). Передаточное отношение этой гитары iго можно ступенчато варьировать путём подбора (выбора числа зубьев) её сменных зубчатых колёс a, b, c, d в соответствии с уравнением
Кинематическая цепь движения вертикальной подачи фрезы. Эта цепь обеспечивает вертикальное перемещение суппорта и фрезы с заданным значением вертикальной подачи (Sв, мм/оборот заготовки). Начинается цепь со стола станка 3 (см. рис. 8.5), реализующего вращение заготовки, и заканчивается винтовой передачей, располагающейся в суппорте 11 и обеспечивающей преобразование вращения винта XIX в поступательное перемещение фрезерного суппорта.
Ускоренное вертикальное перемещение фрезерного суппорта для подвода инструмента к заготовке создаётся электродвигателем М2 при выключенной кулачковой муфте М3.
Кинематическая цепь движения радиальной подачи стола. Эта цепь обеспечивает радиальную подачу стола с заготовкой при нарезании червячных зубчатых колёс. Исходным звеном цепи является столс заготовкой, а конечным — винт XXIII радиального перемещения салазок со столом.
Скорость поступательного движения стола согласовывают с частотой его вращения (вращения заготовки) путём выбора радиальной подачи Sр (мм/оборот заготовки).
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом
Устройство дифференциала зубофрезерного станка модели 5310
Механизм дифференциала (рис. 8.7) предназначен для суммирования на валу VIII, а в конечном итоге на столе с заготовкой, частот вращательных движений, обеспечиваемых кинематическими цепями обкатки и дополнительного вращения заготовки, что крайне важно при нарезании цилиндрических колёс с винтовыми зубьями.
Дифференциал состоит из четырёх конических зубчатых колёс z1, z2, z3, z4, водила 1, червячного колеса 2, червяка 3 и сменных кулачковых муфт М6 и М7. При нарезании прямозубых зубчатых венцов дифференциал «выключают», для чего сменную муфту М6 сдвигают влево, жёстко соединяя водило 1 с валом VIII. Муфта М7 с вала VIII при этом снимается. По этой причине вращение от вала III через зубчатую передачу 50/50 сообщается свободно сидящему на валу VIII колесу z1. С помощью муфты М6 вал VIII, водило 1, колесо z2 и колёса z3 и z4 (сателлиты) соединяются так, что они остаются неподвижными относительно друг друга и могут поворачиваться только как одно целое. Передаточное отношение механизма дифференциала в этом случае iд = 1.
При нарезании колёс с винтовыми зубьями вместо муфты М6 на вал VIII устанавливают кулачковую муфту М7. При её смещении влево червячное колесо 2 соединяется со ступицей водила I. По этой причине водило будет получать вращение nв от кинематической цепи дифференциала через вал 3, а колесо z2 и связанный с ним вал VIII будут вращаться с частотой nVIII = ± 2nв. Здесь знак «плюс» используют при разных, а знак «минус» — при одинаковых направлениях вращения водила и колеса z1.
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом производится в следующем порядке:
- установка и крепление заготовки;
- установка инструмента;
- настройка на скоростъ резания;
- настройка гитары деления и перебора;
- настройка гитары подач;
- установка высоты и глубины фрезерования
- установка упора для автоматического выключения подачи
- пуск станка в работу.
5310 Станок зубофрезерный вертикальный. Видеоролик.
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
5Е32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе вертикального зубофрезерного полуавтомата 5Е32
Производитель вертикального зубофрезерного полуавтомата 5Е32 Егорьевский станкостроительный завод Комсомолец, СЗК, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
Зубофрезерные станки, работающие по методу огибания (обкатки)
Рис. 1. Зубофрезерные станки, работающие по методу огибания
Рис. 2. Принципиальная схема настройки зубофрезерного станка
Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания (обкатки), предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
5Е32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок 5Е32 является усовершенствованной моделью станка 5Д32. У станка 5Е32 иначе устроено автоматическое выключение радиальной подачи стойки. Кроме того, механизм станка быстро подводит фрезу к обрабатываемой заготовке, переключается на рабочий ход, а после нарезания зубьев отводит суппорт в исходное положение. Фреза на глубину врезания подается, как на станке 5Д32, перемещением суппортной стойки.
Зубофрезерный станок 5Е32 был заменен более совершенной моделью серии К 5К32.
Станок зубофрезерный модели 5Е32 является универсальным и предназначен для фрезерования червячными фрезами цилиндрических прямозубых, косозубых колес среднего размера, а также червячных колес радиальным методом в условиях единичного, мелкого и среднесерийного производства.
На этом станке можно производить зубонарезание методами встречного и попутного фрезерования. Станок работает по замкнутому полуавтоматическому циклу, имеет механизм для передвижения фрезы, что увеличивает стойкость и срок службы фрез; позволяет производить работу при повышенных скоростях резания и подаче.
Принцип работы и особенности конструкции станка
Для равномерного износа зубьев фрезы по всей длине она имеет осевое перемещение. Перемещение выполняется нажатием кнопки; при освобождении кнопки перемещение фрезы прекращается.
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
Червячные колеса могут нарезаться с радиальной и осевой подачей фрезы. В последнем случае необходим протяжной суппорт, который поставляется со станком и по специальному заказу.
Станок рассчитан на работу червячными фрезами из быстрорежущей стали. Обработка цилиндрических колес может производиться методом «встречного» (вертикальная подача фрезы сверху вниз) и «попутного» фрезерования (вертикальная подача фрезы снизу вверх).
При «попутном» методе допускается увеличение скорости резания на 20—25% по сравнению со «встречным» методом. При этом получается лучшая чистота поверхности зубьев.
Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Во время работа станка осуществляется одновременно вращательное движение червячной фрезы (движение резания) и вертикальное ее перемещение (движение подачи). Заготовка, закрепленная на оправке или подставке, установленной на столе станка, вращается во время работы согласованно с фрезой.
Зубчатые колеса можно нарезать на станке за один или несколько проходов, изменяя соответствующим образом установку глубины резания.
Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки. Специальное устройство позволяет производить:
- автоматическую остановку станка в конце резания
- быструю подачу салазок суппорта и стойки, необходимую при наладке
- быстрое перемещение фрезы в исходное положение
Станок выполняется в соответствии с нормами точности по ГОСТ 659—53.
Общий вид и общее устройство зубофрезерного станка 5Е32
Фото зубофрезерного станка 5е32
Фото зубофрезерного станка 5е32
Расположение составных частей зубофрезерного полуавтомата 5Е32
Расположение основных узлов зубофрезерного станка 5е32
Расположение основных узлов зубофрезерного станка 5е32
Расположение органов управления зубофрезерным полуавтоматом 5Е32. Смотреть в увеличенном масштабе
Станок 5Е32 (рис. 51) состоит из следующих основных узлов:
- станина 4,
- суппортная стойка 19,
- салазки 10,
- суппорт 11,
- стол 7,
- задняя стойка 9
- поперечина 14.
Станина 4 является основанием станка; на ней имеются направляющие для движения стойки 19 и кольцевые направляющие для вращения стола 7. Внутри станины расположены электродвигатели Э1 для главного движения (см. рис. 53), Э2 — для быстрых перемещений суппорта, суппортной стойки и шпинделя с фрезой, ЭЗ — для насоса (на схеме не показан), подающего охлаждающую жидкость. Электродвигатель ЭЗ включается только при включении Э1, т. е. охлаждающая жидкость подается при вращении фрезы.
Салазки 10 предназначены для передвижения суппорта 11 вверх и вниз быстро или медленно в зависимости от холостого или рабочего хода.
При обработке червячных колес салазки после надлежащей установки закрепляются болтами 21 на направляющих стойки 19.
Суппорт 11 может быть повернут и закреплен на салазках под требуемым углом положения фрезы к заготовке. Для отсчета угла поворота суппорта на нем имеется круговая шкала в градусах, а на салазках — нониус с ценой деления 6 мин.
На шпинделе фрезы укреплен маховик 25, который служит для увеличения плавности вращения фрезы в процессе резания. Тут же расположен электродвигатель Э4 с механизмом передвижения фрезы и указатель уровня масла 24.
Под крышками размещены гитара дифференциала 2, гитара скоростей 1, гитара делений и гидроуправление, гитара подач 23. Под крышками 6 находятся стеллажи для хранения сменных зубчатых колес, под крышкой 20 — шкаф с электрооборудованием.
Суппортная стойка 19 может перемещаться по направляющим станины и закрепляться гайками 3 и 13 в любом положении. Перемещение стойки ограничивается подвижным упором 5.
Внутри стойки помещены механизмы главного движения и подач и цилиндр гидравлического противовеса суппорта. На задней стенке стойки расположен пульт электрооборудования, на крышке 20 которого имеются выключатели электрического питания и двигателя насоса охлаждающей жидкости. На салазках в пазах расположены переставные кулачки 16, 17, 18, которые, действуя на путевые переключатели ПВ1, ПВ2 и ПВЗ, управляют движением в стойке.
Поверхности соприкосновения кулачков и переключателей расположены так, чтобы кулачок 16 действовал только на переключатель ПВЗ, а кулачок 18 — на переключатель ПВ2 и кулачок 17— на переключатель ПВ1, свободно проходя мимо остальных переключателей. Кулачки 16, 17, 18 устанавливаются в зависимости от величины холостого и рабочего ходов суппорта.
Позади салазок расположены кулачки, действующие на переключатель, выключающий перемещение суппорта в крайних положениях. Рукоятка 22 служит для включения и выключения рабочей подачи суппорта.
Стол 7 сообщает вращение заготовке, обычно закрепляемой на оправке 8.
Задняя стойка 9 неподвижна относительно стола. По ее внутренним направляющим может перемещаться кронштейн 15. В кронштейне закреплена втулка с внутренним конусом, точно центрирующим оправку 8. Вместо втулки можно установить центр, поддерживающий верхний конец установленной заготовки. При движении рукоятки 12 «на себя» кронштейн 15 закрепляется в любом положении, а движение рукоятки «от себя» служит для вращения реечной шестерни, катящейся по рейке, прикрепленной к стойке 9 и перемещающей кронштейн 15.
Поперечина 14 служит для увеличения жесткости станка, сводя до минимума деформации стоек и вибрации.
Расположение органов управления зубофрезерным полуавтоматом 5Е32
Расположение органов управления зубофрезерным станком 5е32
Расположение органов управления зубофрезерным полуавтоматом 5Е32. Смотреть в увеличенном масштабе
Перечень органов управления станком 5Е32
- упор автоматического выключения подачи суппорта
- сигнальная лампа автоматического цикла
- кнопка включения главного электродвигателя
- переключатель наладки автоматического цикла
- кнопка включения осевого перемещения фрезы
- кнопка, при помощи которой останавливается главный электродвигатель
- кнопка включения быстрого хода суппорта вверх
- кнопка переключения осевого перемещения фрезы
- кнопка выключения быстрого хода суппорта вниз
- квадрат для ручного перемещения салазок суппорта
- рукоятка включения механизма радиальной подачи
- квадрат для ручного перемещения суппортной стойки
- рукоятка включения вертикальной подачи суппорта
- рычаг включения и выключения рабочей подачи
Схема кинематическая зубофрезерного станка 5Е32
Кинематическая схема зубофрезерного станка 5е32
1. Схема кинематическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
2. Схема кинематическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
Полуавтоматический цикл работы зубофрезерного станка 5Е32
Станок 5Е32 имеет полуавтоматический цикл работы, осуществляемый посредством гидравлического механизма (см. рис. 13 и 24) совместно с электрическими приборами.
При пуске станка включают мотор быстрого хода ЗД и подводят суппорт к изделию. В это время мотор главного движения 1Д выключен и лопастной насос типа Г12-11-А не работает, что означает — масло в гидросистеме отсутствует.
После подвода суппорта к изделию с помощью упора и конечного выключателя 1ВК происходит выключение мотора быстрого хода ЗД, одновременно включается мотор главного движения 1Д и лопастной насос Г12-11-А — идет рабочая подача. Электромагнит ЭМ в это время выключен.
Золотник (деталь № Е32-21-307) под действием пружины А25 х 1,6 х 70 ДК820 находится в верхнем положении, масло из лопастного насоса поступает под давлением в другую полость золотника, преодолевает пружину, держащую поршень (деталь № Е32-21-303), открывается отверстие и масло поступает в систему гидравлики; слив масла из верхней полости в это время закрыт.
По окончании рабочего хода упор нажимает на конечный выключатель 5ВК, выключающий мотор главного движения 1Д, и одновременно происходит выключение лопастного насоса Г12-11-А.
При падении давления в системе вместе с выключением мотора главного движения 1Д включается электромагнит ЭМ, который толкает золотник (деталь № Е32-21-307) вниз, закрывает подвод масла и открывает сливное отверстие из верхней полости. От падения давления под действием пружины А38 х 4 х 85 ДК820 поршень Е32-21-303 перемещается вверх и поворачивает рычаг (деталь № Е32-21-073), насаженный на валик.
При повороте упора нажимается конечный выключатель ЗВК, включающий мотор быстрого хода ЗД, и суппорт быстро отводится в начальное положение. В это время сливное отверстие открыто и масло из системы гидравлики сливается в резервуар.
После окончания быстрого хода, при нажиме упора на конечный выключатель 6ВК, мотор быстрого хода ЗД выключается, включается мотор осевой передвижки фрезы 4Д, время работы которого регулируется с помощью реле времени РВ. После осевой передвижки фрезы цикл работы станка заканчивается.
Этот порядок процесса работы относится как к фрезерованию «попутным методом», так и к фрезерованию «встречным методом».
Обработка цилиндрических зубчатых колес с прямым зубом
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом производится в следующем порядке:
- установка и крепление заготовки
- установка инструмента
- настройка на скорость резания
- настройка гитары деления и перебора
- настройка гитары подач
- установка высоты и глубины фрезерования
- установка упоров для автоматического переключения подач
- пуск станка в работу
Диагональное зубофрезерование на станке 5Е32
Рис. 39. Механизм периодического осевого перемещения червячной фрезы зубофрезерного станка 5Е32
Диагональное зубофрезерование. Метод зубофрезерования характеризуется тем, что из нескольких десятков зубьев червячной фрезы изнашиваются только три-пять. При затуплении зубьев на определенном участке фрезу перемещают вдоль оси, что увеличивает ее стойкость, а следовательно, и срок службы. Величину осевого перемещения червячной фрезы определяют опытно-расчетным путем. Этот метод полезно применять для широкого диапазона зубьев и модулей.
Конструкций и механизмов для периодического осевого перемещения фрез существует много. Почти все зубофрезерные станки снабжаются ими. В качестве примера приведем механизм периодического осевого перемещения червячной фрезы станка мод. 5Е32 (рис. 39).
Для осевого перемещения шпинделя с фрезерной оправкой и червячной фрезой на суппорте станка установлен электродвигатель (N = 0,18 кВт; п — 1400 об/мин). Цепной передачей через звездочки вращение передают на червячную передачу 1/120 и ходовой винт с шагом t = 5 мм. Величину осевого перемещения червячной фрезы за одну минуту найдем по формуле
sM=1400*9/16*1/120*5 = 33 мм/мин
Эффективно червячная фреза работает также при непрерывном осевом перемещении во время нарезания зубчатого колеса методом диагонального зубофрезерования. При диагональном зубофрезеровании червячной фрезе сообщают одновременно две подачи: параллельно оси нарезаемого колеса и вдоль ее оси, в результате чего фреза будет перемещаться по диагонали и этим достигается равномерный износ зубьев фрезы и повышается ее стойкость.
Рис. 40,41. Схема диагонального зубонарезания зубофрезерного станка 5Е32
Схема диагонального зубонарезания показана на рис. 40. Найдем связь между вертикальным и осевым перемещением фрезы. За одно и то же время, когда фреза пройдет путь lр вдоль своей оси, а по вертикали путь В, стол станка сделает число оборотов, равное
lр/sо = B/sв, откуда sо = sв*lр/B
где:
sо – осевая подача за оборот стола, мм;
sв – вертикальная подача за оборот стола, мм;
sд — диагональная подача за оборот стола, мм;
lр — расчетное перемещение фрезы, равное lр = L — 6,6м,
где:
L — длина нарезаемой части фрезы, мм;
м — модуль нарезаемого зубчатого колеса, мм;
В — ширина нарезаемого зубчатого (пакета) колеса, мм.
При фрезеровании цилиндрических колес только с вертикальной подачей относительное положение зубьев червячной фрезы и нарезаемого зубчатого колеса повторяются при каждом обороте фрезы, поэтому на боковой стороне нарезаемого зуба образуется огранка (рис. 41, а), которая зависит от числа зубьев нарезаемого колеса и числа стружечных канавок фрезы. Если той же червячной фрезе наряду с вертикальной подачей сообщить осевую подачу, то при каждом новом обороте фрезы зона контакта зубьев с нарезаемым колесом будет изменяться и следы обработки будут расположены по диагонали (рис. 41,6), а это способствует более быстрой приработке сопряженных колес и плавной их работе по сравнению с колесами, нарезанными только при вертикальной подаче.
Диагональное зубофрезерование применяют для нарезания не только цилиндрических зубчатых колес, но и шлицевых валиков, зубьев звездочек и т. п.
Схема электрическая зубофрезерного станка 5Е32
Электрическая схема зубофрезерного станка 5е32
Схема электрическая зубофрезерного станка 5Е32. Смотреть в увеличенном масштабе
Действие электросхемы зубофрезерного станка 5Е32
На станке установлены четыре трехфазные короткозамкнутые электродвигателя на напряжение 220/380 В:
- электродвигатель главного привода типа А-51/4 мощностью 4,5 кВт, 1440 об/мин (1Д)
- электродвигатель насоса охлаждения типа ПА-45 мощностью 0,15 кВт, 2840 об/мин (2Д)
- электродвигатель быстрого хода типа АО-32/4 мощностью 1,0 кВт, 1410 об/мин (ЗД)
- электродвигатель передвижки фрезы типа АОЛ-12/4 мощностью 0,18 кВт, 1400 об/мин (4Д)
Перед началом работы на ставке включается линейный выключатель Л В, тем самым подводится напряжение к пусковой аппаратуре. Переключатель ПУ устанавливается в положение «наладка», «попутный» или «встречный».
При необходимости охлаждения включается выключатель ВДО. Электродвигатель насоса охлаждения включается одновременно с двигателем главного привода с помощью койтактора 1К.
Методы зубонарезания. Видеоролик.
Технические характеристики зубофрезерного станка 5Е32
| Наименование параметра | 532 | 5д32 | 5е32 | 5к32 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший модуль нарезаемого колеса по стали, мм | 6 | 2..6 | 2..6 | 10 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм | 750 | 800 | 800 | 800 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 500 | 500 | 500 | 500 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 350 | |||
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°), мм | 190 | 190 | 120..250 | |
| Наибольший диаметр червячных нарезаемых колес, мм | 800 | |||
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 250 | 350 | ||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 200 | |||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 150 | |||
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 130 | |||
| Наименьшее число нарезаемых зубьев | 12 | |||
| Расстояние между осями стола и фрезы, мм | 30..480 | 30..500 | 30..480 | 80..500 |
| Расстояние от плоскости стола до оси фрезы, мм | 165..415 | 200..510 | 190..525 | 210..570 |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 218 | 220 | 319 | |
| Стол | ||||
| Диаметр стола, мм | 580 | 475 | 475 | 670 |
| Наибольшее перемещение стола, мм | 425 | – | – | 500 |
| Конус в шпинделе стола, мм | Морзе 5 | |||
| Ускоренное перемещение стола, мм/мин | – | – | – | 170 |
| Ручное перемещение стола за одно деление лимба, мм | 0,1 | – | – | 0,5 |
| Ручное перемещение стола за один оборот лимба, мм | 5 | – | – | |
| Суппортная стойка | ||||
| Наибольшее перемещение суппортной стойки, мм | 470 | 450 | – | |
| Быстрое перемещение суппортной стойки, мм/мин | – | 50 | 230 | – |
| Перемещение стойки на одно деление лимба, мм | – | 0,05 | 0,02 | – |
| Перемещение стойки на один оборот лимба, мм | – | 4,0 | 4,0 | – |
| Блокировка от перегрузки | есть | есть | – | |
| Суппорт | ||||
| Наибольшее перемещение суппорта, мм | 250 | 335 | 360 | |
| Ускоренное перемещение каретки суппорта, мм/мин | 220 | 550 | ||
| Наибольший диаметр режущего инструмента – фрезы, мм | 120 | 120 | 150 | 200 |
| Наименьшая длина режущего инструмента (фрезы), мм | 130 | 130 | 200 | |
| Диаметры фрезерных оправок, мм | 22, 27, 32 | 32; 40 | ||
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 130 | |||
| Наибольший угол поворота суппорта, град | 360° | |||
| Наибольший угол наклона зубьев нарезаемого колеса, град | ±60° | ±60° | ||
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° | ||
| Поворот суппорта на одно деление шкалы нониуса, мин | 6` | 1` | ||
| Конусное отверстие шпинделя | Морзе 4 | Морзе 5 | Морзе 5 | |
| Наибольшее осевое перемещение фрезы, мм | 80 | |||
| Механика станка | ||||
| Пределы оборотов фрезы, об/мин | 47, 58, 72, 87, 100, 122, 150, 188 | 47,5..192 | 53,5..250 | 5..310 |
| Число ступеней оборотов фрезы | 8 | 8 | 9 | |
| Пределы вертикальных (продольных) подач фрезы, мм/об | 0,25..4 (12 шагов) | 0,5..3 | 0,8..5,0 | |
| Пределы радиальных подач подвижной стойки, мм/об | 0,1..1,0 | 0,3..1,7 | ||
| Пределы радиальных подач подвижного стола, мм/об | 0,105..1,68 (12 шагов) | – | – | |
| Пределы тангенциальных (осевых) подач фрезы, мм/об | 0,17..3,7 | |||
| Число ступеней подач | 7 | |||
| Привод и электрооборудование станка | ||||
| Электродвигатель главного привода, кВт (об/мин) | 3,2 (1440) | 2,8 | 4,5 | 7,5 |
| Электродвигатель ускоренного хода суппорта, кВт (об/мин) | 1,0 (1425) | 1,0 | 3,0 | |
| Электродвигатель привода осевого движения фрезы, кВт (об/мин) | – | 0,18 | 0,4 | |
| Электродвигатель привода гидронасоса, кВт (об/мин) | – | – | 1,1 | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,25 (2800) | 0,15 | 0,15 | 0,15 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 1885 х 1158 х 1950 | 2395 х 1210 х 1975 | 2390 х 1340 х 2080 | 2550 х 1510 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 2500 | 3660 | 4000 | 7200 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960, стр. 66
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Каталог-справочник зубофрезерных станков станков
Паспорта и руководства зубофрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru