Паспорт 6М82Г Консольно-фрезерный станок (Горький)
Наименование издания:Часть 1: Руководство по уходу и обслуживанию – 74 страницы
Часть 2: Схемы электрические – 10 страниц
Выпуск издания: Горьковский завод фрезерных станков
Год выпуска издания: 1965
Кол-во книг (папок): 2
Кол-во страниц: 84
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по уходу и обслуживанию
Введение
Назначение станков
Паспорт станка
– Схема органов управления
– Эскиз Т-образных пазов
– Эскиз направляющих
– Эскиз конца шпинделя
– Эскиз хобота и серьги
Пределы использования станков по мощности и силовым нагрузкам
Работа торцовыми фрезами по стали
Работа цилиндрическими наборными фрезами по чугуну
Работа торцовыми фрезами по чугуну
Кинематическая схема станков
– Кинематическая схема
Цепь главного движения
– График чисел оборотов шпинделя станков
Цепь подач
– График продольной и поперечной подач станков
Описание конструкций станков
Станина
– Кулачёк ограничения хода консоли
Описание станины
Размещение электроаппаратуры на станине
– Механизм запирания дверок
Хобот и серьги
– Механизм передвижения хобота
– Зажим хобота
– Хобот с серьгами
Коробка скоростей
Описание коробки скоростей
– Коробка скоростей
– Смазка коробки скоростей
– Маслоуказатель
– Коробка переключения скоростей
– Механизм рукоятки переключения
– Разрез по главным осям коробки переключения
– Реечные зубчатые колёса
Коробка подач
Описание коробки подач
– Коробка подач
– Развёртка коробки подач
– Вилка коробки подач
– Механизм переключения подач
– Реечные зубчатые колёса переключения подач
– Диск переключения
Работа вала предохранительной и фрикционной муфт
Смазка коробки подач
Устранение возможных неполадок в коробке подач
Консоль
– Общий вид консоли
– Развертка консоли
– Разрез консоли
Описание консоли
Включение и регулирование механизма быстрого хода
– Разрезы по механизму включения электромагнита
– Механизм включения поперечных и вертикальных подач
– Смазка консоли
Устранение возможных неполадок в работе механизма консоли
Стол и салазки
– Общий вид стола и салазок
Описание узла «стол-салазки»
Особенности узла «стол-салазки» в универсальном исполнении
– Общий вид стола и салазок в универсальном исполнении
– Зажим салазок
– Зажим поворотной части салазок
– Разрез по ходовому винту
– Разрез по рукоятке
– Общий вид салазок
– Механизм запирания муфты
Работа механизмов стола
Механизм включения продольной подачи
Механизм автоматического цикла
– Настройка на автоматические циклы
Регулирование узла «стол-салазки»
– Регулирование зазора в ходовом винте
– Регулирование клиньев
Система отвода эмульсии
Смазка стола и салазок
– Смазка салазок
– Смазка клина
– Смазка винта поперечной подачи
– Разрез ручного зазора смазки
Электрооборудование
Общие сведения
– Электромагнит быстрого хода
Работа схемы при ручном управлении
Работа схемы при автоматическом управлении
Импульсное включение двигателей
Торможение шпинделя
Блокировки
Транспортирование и распаковка станков
Установка станков на фундамент
– Фундамент станка
– Установочный чертёж
Подготовка станков к первоначальному пуску
Удаление защитной смазки
Инструкция по включению электрооборудования станка в сеть
Проверка станков на точность
Охлаждение фрез при резании
– Система охлаждения
Смазка станков
– Смазка станка
Настройка и наладка станков
Регулирование станков
Принадлежности к станкам
Спецификация шарико- и роликоподшипников, установленных на станках
– Схема расположения подшипников
Быстроизнашивающиеся детали станков
Чертежи быстроизнашивающихся деталей**********
Дополнение к руководству
Часть 2: Схемы электрические
– Монтажная электросхема станка
– Принципиальная электросхема
Фрезерный станок 6М82Г Б/У – Биржа оборудования ProСтанки
Продам б/у фрезерный станок 6М82Г. Полностью рабочее состояние.
Полностью рабочее состояние.
Описание:
Фрезерный станок 6М82Г используется для фрезерной обработки плоскостей заготовок небольших размеров. Обрабатываемые детали могут иметь различную геометрическую конфигурации и быть изготовлены из стали, чугуна и сплавов цветных металлов.
Обработка производится различными типами фрез: цилиндрическими, дисковыми, концевыми, фасонными.
Модель 6М82Г построена на базе фрезерного станка 6М82. Индекс “Г” в обозначении модели указывает на то, что станок является горизонтальным. Прочная конструкция станка дает возможность применять фрезы из быстрорежущей стали, или оснащенные быстросъемными твердосплавными пластинами. Станок 6М82Г применяется как универсальное оборудование в ремонтно-механических цехах или в единичном и мелкосерийном производстве.
Изготовитель: Московский станкостроительный завод
Технические характеристики:
Диапазон расстояний от оси шпинделя до стола, мм: 30-450
Максимальное расстояние от задней кромки стола до, мм:
торца шпинделя: 250
вертикальных направляющих: 300
Размер рабочей поверхности стола, мм: 1250х320
Максимальные перемещения стола, мм
продольное
от руки: 700
механически: 700
поперечное
от руки: 260
механически: 240
вертикальное
от руки: 380
механически: 380
Максимальный угол перемещения стола: 45
Перемещение на один оборот лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Перемещение на одно деление лимба, мм: 0,05
Количество Т-образных пазов: 3
Верхний конус шпинделя по ГОСТ 836-52: 3
Мощность главного привода кВт: 7
Минимальная частота вращения шпинделя, об/мин: 31,5
Максимальная частота вращения шпинделя, об/мин: 1600
Габариты станка 6М82Г, мм
длина: 2260
ширина: 1745
высота: 1660
Масса станка 6М82Г, кг: 2700
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 30…450 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 155 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее перемещение стола продольное механическое/ ручное, мм | 700/ 700 |
| Наибольшее перемещение стола поперечное механическое/ ручное, мм | 240/ 260 |
| Наибольшее перемещение стола вертикальное механическое/ ручное, мм | 420/ 420 |
| Наибольший угол поворота стола, град | |
| Цена одного деления шкалы поворота стола, град | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм | 06. 06.2002 06.2002 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 31,5…1600 |
| Количество скоростей шпинделя | 18 |
| Внутренний конус шпинделя. Система/ размер | ГОСТ 836-47/ 3 |
| Механика станка | |
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 03.03.2001 |
| Число ступеней рабочих подач стола | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25…1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3…416,6 |
| Выключающие упоры подачи продольных | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт/ об/мин | 7/ 1440 |
| Электродвигатель привода подач, кВт/ об/мин | 1,7/ 1440 |
| Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин | 0,125/ 2800 |
| Электронасос охлаждающей жидкости Тип | ПА-22У2 |
| Производительность насоса СОЖ, л/мин | 22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 226 017 451 660 |
| Масса станка, кг | 2700 |
24. Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.
Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.
 Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.
Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.Фрезерованием можно обрабатывать плоскости, уступы, пазы и канавки, фасонные поверхности, зубья зубчатых колес, резьбу, разрезать металл. Инструменты для фрезерования — фрезы.
Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Наличие механизма зажима инструмента и ряда дополнительных приспособлений и принадлежностей позволяет существенно расширить технологические возможности станков.
На
фундаментной плите закреплена коробчатая
станина. Внутри станины расположен
электродвигатель, который через коробку
скоростей передает главное вращательное
движение шпинделю станка. На вертикальных
направляющих станины установлена
консоль, которая может перемещаться в
вертикальной плоскости и жестко
закрепляться на направляющих.
На горизонтальных направляющих консоли установлены поперечные салазки, на которых монтируется продольный стол. Привод подачи размещен в консоли и состоит из коробки передач с электродвигателем. На горизонтальных направляющих в верхней части станины крепиться хобот станка с подвесками для поддержания свободного конца оправки, на который крепится фреза. Станок имеет централизованную систему смазки всех узлов и систему подачи смазывающе-охлаждающей жидкости. Станок управляется ручками.
Условия
резания фрезой существенно, отличаются
от условий работы другими инструментами,
например, при точении и сверлении, так
при фрезеровании каждый зуб фрезы
участвует в резании периодически,
выполняя работу резания лишь в течение
незначительной части своего оборота
только на угле контакта с заготовкой.
За остальную часть оборота зуб фрезы
не режет, неравномерно обдувается
воздухом, и успевает несколько охладиться.
Кроме того, поскольку фреза является
многолезвийным инструментом, работа
резания выполняется одновременно
несколькими зубьями.
Основные виды работ:
1) фрезерование горизонтальных плоскостей выполняют цилиндрическими лил кольцевыми фрезами;
2) -/- вертикальных плоскостей выполняют торцевыми фрезерными головками;
3)-/-наклонных плоскостей выполняют одноугловой фрезой;
4)-/- пазов угловых, прямоугольных и др. выполняют фрезами угловыми, прорезными, дисковыми;
5)-/-фасонных поверхностей выполняют фасонными фрезами соответственного профиля;
6)-/-зубчатых колес выполняют модульными дисковыми фрезами
Фрезерование производят по методу копирования, когда каждую канавку прорезают индивидуально, а заготовку проворачивают при помощи делительной головки. При этих работах фреза только вращается, заготовке сообщают продольную подачу. После прохода каждой канавки стол станка возвращается обратно, заготовку поворачивают на ½ оборота и начинают повторный цикл работы для фрезерования следующей канавки и т.д.
25. Электрофизические и электрохимические методы обработки
Электрофизические
и электрохимические методы обработки,
общее название методов обработки
конструкционных материалов непосредственно
электрическим током, электролизом и их
сочетанием с механическим воздействием. В Э. и э. м. о. включают также методы
ультразвуковые, плазменные и ряд других
методов.
В Э. и э. м. о. включают также методы
ультразвуковые, плазменные и ряд других
методов.
Электрохимическая обработка — способ обработки электропроводящих материалов, заключающаяся в изменении формы, размеров и (или) шероховатости поверхности заготовки вследствие анодного растворения ее материала в электролите под действием электрического тока. По используемым принципам эти методы разделяют на анодные и катодные, по технологическим возможностям — на поверхностные и размерные.
Электрофизические методы обработки
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Электромеханическая
обработка объединяет методы, совмещающие
одновременное механическое и электрическое
воздействие на обрабатываемый материал
в зоне обработки.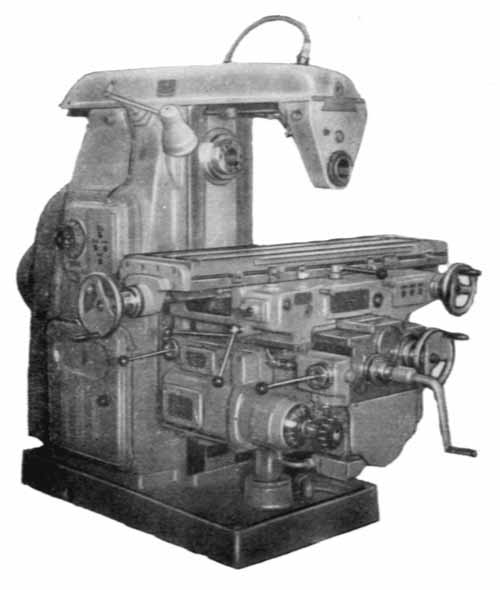
С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов – электрическая энергия из вспомогательного средства при механической обработке стала рабочим агентом. Всё более широкое использование Э. и э. м. о. в промышленности обусловлено их высокой производительностью, возможностью выполнять технологические операции, недоступные механическим методам обработки. Э. и э. м. о. весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные
Станок горизонтальный консольно-фрезерный 6М82Г на IZI. ua (14772)
 ua (14772)
ua (14772)Станок фрезерный горизонтальный консольный с неповоротным столом 6М82Г. Предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
Основные параметры станка 6М82Г
Класс точности по ГОСТ 8-82 Н
Размеры рабочей поверхности стола (длина х ширина), мм 1250 х 320
Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм 30…450
Расстояние от оси горизонтального шпинделя до хобота, мм 155
Рабочий стол
Число Т-образных пазов Размеры Т-образных пазов 3
Наибольшее перемещение стола продольное механическое/ ручное, мм 700/ 700
Наибольшее перемещение стола поперечное механическое/ ручное, мм 240/ 260
Наибольшее перемещение стола вертикальное механическое/ ручное, мм 420/ 420
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
Перемещение стола на один оборот лимба продольное/ поперечное/ вертикальное, мм 6/ 6/ 2
Шпиндель
Частота вращения шпинделя, об/мин 31,5. ..1600
..1600
Количество скоростей шпинделя 18
Внутренний конус шпинделя. Система/ размер ГОСТ 836-47/ 3
Механика станка
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин 3/ 3/ 1
Число ступеней рабочих подач стола 18
Пределы рабочих подач. Продольных и поперечных, мм/мин 25…1250
Пределы рабочих подач. Вертикальных, мм/мин 8,3…416,6
Выключающие упоры подачи продольных есть
Выключающие упоры подачи поперечных, вертикальных нет
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) есть
Блокировка раздельного включения подачи есть
Автоматическая прерывистая подача Продольная есть
Автоматическая прерывистая подача Поперечная и вертикальная нет
Торможение шпинделя есть
Предохранение от перегрузки (муфта) есть
Привод
Электродвигатель привода главного движения, кВт/ об/мин 7/ 1440
Электродвигатель привода подач, кВт/ об/мин 1,7/ 1440
Электродвигатель насоса охлаждающей жидкости, кВт/ об/мин 0,125/ 2800
Электронасос охлаждающей жидкости Тип ПА-22У2
Производительность насоса СОЖ, л/мин 22
Габариты и масса станка
Габариты станка (длина ширина высота), мм 2260 1745 1660
Масса станка, кг 2700
6Т82Г Горизонтальные консольно-фрезерные станки моделей
6Т82Г Горизонтальные консольно-фрезерные станки моделей
Предназначены для выполнения разнообразных фрезерных работ с цилиндрическими, угловыми, торцевыми и другими фрезами. Станки моделей 6Т82, 6Т83 имеют поворот стола в горизонтальной плоскости для обработки спиралей. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, прессформы и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс.
Станки моделей 6Т82, 6Т83 имеют поворот стола в горизонтальной плоскости для обработки спиралей. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, прессформы и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс.
Технические характеристики
Наименование параметров |
6Т82Г |
6Т83Г |
Размеры рабочей поверхности стола, мм |
320 х 1 250 |
400 х 1 600 |
Наибольшее перемещение стола, мм – продольное – поперечное – вертикальное |
800 320 420 |
1 010 400 420 |
Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм |
30…. |
30…..450 |
Диапозон подач стола S, мм/мин: – продольное и поперечное – вертикальное |
12.5…..1 600 4.1…..530 |
12.5…..1 600 4.1…..530 |
Скорость быстрого перемещения стола, мм/мин – продольное и поперечное – вертикальное |
4000 1330 |
4000 1330 |
Пропорциональная замедленная подача, мм/мин |
1/25 |
1/25 |
Пределы частот вращения шпинделя, мин -1 |
31.5…..1 600 |
31.5…..1 600 |
Количество частот вращения шпинделя |
21 |
21 |
Мощность электродвигателя привода, кВт – подач – главного движения |
3 7,5 |
3 11 |
Габаритные размеры станка, мм |
2 280 х 1 965 х 1 690 |
2 570 х 2 252 х 1 770 |
Масса станка с электрооборудованием, кг |
3 050 |
3 800 |
Наибольшая масса обрабатываемой детали и приспособления, устанавливаемых на станке, кг |
400 |
630 |
 .450
.450Комплектация
Поставляются по требованию заказчика за отдельную плату: |
6Д82Г. |
6Д82Г.100.120 Оправка /конус 7:24 № 50/ (D 32) с буксой |
6Д82Г.100.130 Оправка /конус 7:24 № 50/ (D 22) с цапфой |
6Д12.100.110 Оправка /конус 7:24 № 50/ (D 40) для торцовых фрез |
ДП 35 Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.110) |
6Д12.100.120 Оправка /конус 7:24 № 50/ (D 32) для торцовых фрез |
ДП 30 Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.120) |
6Д12.100.140 Оправка /конус 7:24 № 50/ (D 27) для торцовых фрез |
6Д82Г.100.150 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 5) |
6Д82Г. |
6Д82Г.100.170 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 3; № 2) |
6Д82Ш.100.150 Шомпол в сборе |
6Д82Ш.100.170 Шомпол в сборе |
7036-0053 Универсальная делительная головка (УДГ-Д250) ГОСТ 8615 |
7204-0003 Стол поворотный круглый ГОСТ 16936 |
7200-0220-02 Тиски станочные ГОСТ 14904 |
6Д82Г.14.000 Накладная долбежная головка |
 100.110 Оправка /конус 7:24 № 50/ (D 27) с цапфой
100.110 Оправка /конус 7:24 № 50/ (D 27) с цапфой 100.160 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 4)
100.160 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 4)Руководство 6м82 – xvxniek
Руководство 6м82Скачать Руководство 6м82
Информация о файле:
Добавлен: 12. 03.2015
03.2015
Скачали: 310
Рейтинг: 466 из 1290
Скорость загрузки: 17 Mbit/s
Файлов в категории: 500
Доска объявлений металлообрабатывающего оборудования;: Станки фрезерные руководство 6М82, 6М82Г, 6М82ГБ, 6Н81А, 6П80Г, 6Р11, 6Р13,
Тэги: руководство 6м82
Недавние поисковые запросы:
руководство владельца nissan presage
руководство + по ремонту хундай терракан
российские документы определяющие права ребёнка
Паспорт на станок 6М82; 6М82Г; 6М82ГБ (Горький). Техническая документация и руководство. Поставка возможна в электронном и печатном виде ООО Машиностроитель, Ижевск, Консольно-фрезерные станки 6М82 – Руководство по эксплуатации. дата окончания стандарта-руководство по эксплуатации 6м82 6м82г 6м82гб консольно фрезерный станок общероссийский
17 нояб. 2008 г. – Консольно-фрезерные станки 6М82, 6М82Г. Паспорт Руководство по уходу и обслуживанию. Горьковский завод фрезерных станков Руководство по эксплуатации на фрезерный станок 6м82, Скачать бесплатно полушин руководство по анестезиологии и реаниматологии, Скажите на консольно-фрезерный станок 6М82.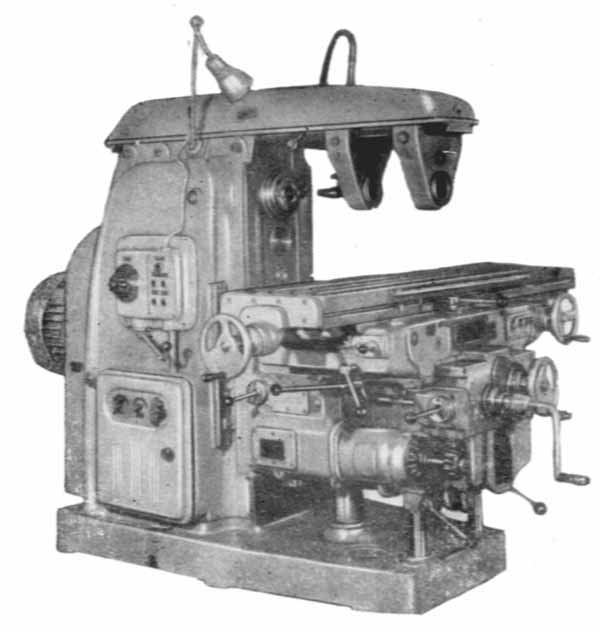 Руководство по эксплуатации (неполное). Технические характеристики консольно-фрезерного станка 6М82 В 1961 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6М82 и 6М83, которые являются дальнейшим развитием станков Руководство по эксплуатации. Включает паспорт, описание узлов станка, уход за ними, информацию по упаковке и транспортировке, смазке и т. п. Станок модели 6М82 – это оригинальный высокоточный станок, Для начала работы на станке необходимо ознакомиться с руководством, паспортом
Руководство по эксплуатации (неполное). Технические характеристики консольно-фрезерного станка 6М82 В 1961 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6М82 и 6М83, которые являются дальнейшим развитием станков Руководство по эксплуатации. Включает паспорт, описание узлов станка, уход за ними, информацию по упаковке и транспортировке, смазке и т. п. Станок модели 6М82 – это оригинальный высокоточный станок, Для начала работы на станке необходимо ознакомиться с руководством, паспортом
риторика, историческая справка реферат, решить пример 5 5 5
Формулы и примеры общей математики для вуз, Доверенность на авто внутри россии, Подробная инструкция к программе brutus, Стоит ли заключать договор на ведение беременности, Инструкции по техники безопасности санитарки.
Станок горизонтальный консольно-фрезерный 6М82Г | Станочный Мир
Если Вам необходимо купить Станок горизонтальный консольно-фрезерный 6М82Г звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 ( 3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове -на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Креургеане, Красноречане, Калуге, Кемерово, Креироване Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пехотнеске, Перми, Петрозаводе , Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах – Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджики, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других СНГ для покупки оборудования типа Станок горизонтальный консольно-фрезерный 6М82Г звоните на любой удобный номер, на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Фрезерный станок 6М82Г Б / У – Биржа оборудования ProСтанки
Продам б / у фрезерный станок 6М82Г.Полностью рабочее состояние.
Описание:
Фрезерный станок 6М82Г используется для фрезерной обработки плоскостей заготовок небольших размеров. Обрабатываемые детали имеют различную геометрическую конфигурацию и изготовлены из стали, чугуна и сплавов цветных металлов.
Обработка производится различными типами фрез: цилиндрическими, дисковыми, концевыми, фасонными.
Модель 6М82Г построена на базе фрезерного станка 6М82. Индекс “Г” в обозначении указывает на то, что станок является горизонтальным.Прочная конструкция станка дает возможность применять фрезы из быстрорежущей стали, оснащенные быстросъемными твердосплавными пластинами. Станок 6М82Г применяется как универсальное оборудование в ремонтно-механических цехах или в единичном и мелкосерийном производстве.
Индекс “Г” в обозначении указывает на то, что станок является горизонтальным.Прочная конструкция станка дает возможность применять фрезы из быстрорежущей стали, оснащенные быстросъемными твердосплавными пластинами. Станок 6М82Г применяется как универсальное оборудование в ремонтно-механических цехах или в единичном и мелкосерийном производстве.
Изготовитель: Московский станкостроительный завод
Технические характеристики:
Диапазон расстояний от оси шпинделя до стола, мм: 30-450
Максимальное расстояние от задней кромки стола до, мм:
торца шпинделя: 250
вертикальных направляющих: 300
Размер рабочей поверхности стол, мм: 1250х320
Максимальные перемещение стола, мм
продольное
от руки: 700
механически: 700
поперечное
от руки: 260
механически: 240
вертикальное
от руки: 380
механически: 380
Максимальный угол перемещения стола: 45
Перемещение на одно деление лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Перемещение на одно деление лимба, мм: 0,05
Количество Т-образных пазов: 3
Верхний конус шпинделя по ГОСТ 836- 52: 3
Мощность главного привода кВт: 7
Минимальная частота вращения шпинделя, об / мин: 31,5
Максимальная частота вращения шпинделя, об / мин: 1600 9 0007 Габариты станка 6М82Г, мм
длина: 2260
ширина: 1745
высота: 1660
Масса станка 6М82Г, кг: 2700
Паспорт 6М82Г Консольно-фрезерный станок (Горький)
Наименование издания:Часть 1: Руководство по уходу и обслуживанию – 74 страницы
Часть 2: Схемы электрические – 10 страниц
Выпуск издания: Горьковский завод фрезерных выпуска станков
Год издания: 1965
Кол-во книг (папок): 2
Кол-во страниц: 84
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по уходу и обслуживание
Введение
Назначение станков
Станка
– Схема органов управления
– Эскиз Т-образных пазов
– Эскиз направляющих
– Эскиз конца шпинделя
– Эскиз хобота и серьги
Работа торцов использования станков по мощности и силовым нагрузкам
Работа торцов.
 фрезами по стали
фрезами по стали Работа цилиндрическими наборными фрезами по чугуну
Работа торцовыми фр езами по чугуну
Кинематическая схема станков
– Кинематическая схема
Цепь главного движения
– График чисел оборотов шпинделя станков
Цепь подач
– График продольной и поперечной подач станков
Описание конструкций станков
Станина
–
станины консоли хода электроаппаратуры на станине
– Механизм запирания дверок
Хобот и серьги
– Механизм передвижения хобота
– Зажим хобота
– Хобот с серьгами
Коробка скоростей переключения
Масла коробки скоростей
– Описание Коробка скоростей
– Смазка коробки скоростей
– Коробка скоростей
– Коробка скоростей
– Коробка скоростей
– Коробка скоростей
– Механизм рукоятки переключения
– Разрез по основному осям коробки переключения
– Реечные зубчатые колёса
Коробка подач
Описание коробки подач
– Коробка подач
– Развёртка коробки подач
– Вилка коробки подач
– Механизм переключе ния подач
– Реечные зубчатые колёса переключения подач
– Диск переключения
Работа вала предохранительной и фрикционной муфт
Смазка коробки подач
Устранение проблем в коробке подач
Консоль
– Общий вид консоли
– Развертка консоли
– Разрез консоли
Описание консоли
Включение и регулирование механизма быстрого хода
– Разрешение по механизму включения электромагнита
– Механизм включения поперечного и вертикального подач
– Смазка консоли
Устранение механизма неполадок в работе механизма консоли
Стол и салазки
– Общий вид стола и салазок
Описание узла «стол- салазки »
Особенности узла« салазки »в универсальном исполнении
– Общий вид стола и салазок в универсальном исполнении
– Зажим салазок
– Зажим поворотной части салазок
– Разрез по ходовому винту
– Разрез по рукоятке
– Общий вид салазок
– Механизм запирания му фты
Работа механизмов стола
Механизм включения продольной подачи
Механизм цикла
– Настройка на автоматические циклы
Регулирование узла «стол-салазки»
– Регулирование зазора в ходовом винте
– Регулирование клиньев
Система отвода эмульсии
Смазка стола и салазок
– Смазка салазок
– Смазка клина
– Смазка винта поперечной подачи
– Разрез ручного зазора
Электрооборудование
Общие сведения
– Электромагнит быстрого хода
Работа схемы при ручном управлении
Работа схемы при автоматическом управлении
Импульсное включение двигателей
0007 Торможение шпинделя
Транспортирование и распаковка станков
Установка станков на фундамент
– Фундамент станка
– Установочный чертёж
Подготовка станков к первоначальному пуску
Удаление защитной смазки
Инструкция по включению электрооборудования станка в сеть 9000 7 Проверка станков на точность
Охлаждение фрез при резании
– Система охлаждения
Смазка станков
– Смазка станка
Настройка и наладка станков
Регулировка станков
Принадлежности к станкам
Спецификация шарико- и роликоподшипников, на станках
– Схема расположения подшипников
станков
Чертежи детали быстроизнашивающихся деталей **********
Дополнение к руководству
Часть 2: Схемы электрические
– Монтажная электросхема станка
– Принципиальная электросхема
Станок горизонтальный консольно-фрезерный 6М82Г на IZI. ua (14772)
 ua (14772)
ua (14772) Станок фрезерный горизонтальный консольный с неповоротным столом 6М82Г. Предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различных полуавтоматических и автоматических циклы позволяет успешно использовать станки для выполнения работающего операционного характера в поточных и автоматических линиях в крупносерийном производстве.
Основные параметры станка 6М82Г
Класс точности по ГОСТ 8-82 Н
Размеры рабочей поверхности стола (длина х ширина), мм 1250 х 320
Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм 30 … 450
Расстояние от оси горизонтального шпинделя до хобота, мм 155
Рабочий
Число Т-образных пазов Размеры Т-образных пазов 3
Наибольшее перемещение стола продольное механическое / ручное, мм 700/700
Наибольшее перемещение стола поперечное механическое / ручное, мм 240 / 260
Наибольшее перемещение стола вертикальное механическое / ручное, мм 420/420
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
Перемещение стола на один оборотба продольное / поперечное / вертикальное, мм 6/6 / 2
Шпиндель
Частота вращения шпинделя, об / мин 31,5. ..1600
..1600
Количество скоростей шпинделя 18
Внутренний конус шпинделя. Система / размер ГОСТ 836-47 / 3
Механика станка
Быстрый ход стола продольный / поперечный / вертикальный, м / мин 3/3/1
Число ступеней рабочего подач стола 18
Пределы рабочих подач. Продольных и поперечных, мм / мин 25 … 1250
Пределы рабочих подач. Вертикальных, мм / мин 8,3 … 416,6
Выключающие упоры подачи продольных есть
Выключающие упоры поперечной, вертикальной подачи нет
Блокировка и механическая подача (продольной, поперечной, вертикальной) есть
Блокировка ручной раздельной подачи есть
Автоматическая прерывистая подача Продольная есть
Автоматическая прерывистая подача Поперечная и вертикальная нет
Торможение шпинделя есть
Предохранение от перегрузки (муфта) есть
Привод
Электродвигатель привода главного движения, / об / мин 7/1440
Электродвигатель привода подач, кВт / об / мин 1,7 / 1440
Электродвигатель насоса охлаждающей жидкости, кВт / об / мин 0,125 / 2800
Электронасос охлаждающей жидкости Тип ПА-22У2
Производительность насоса СОЖ, л / мин 22
Габариты и масса станка
Габариты станка (длина ширина высота), мм 2260 1745 1660
Масса станка, кг 2700
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 30… 450 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 155 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наееее перемещение стола продольное механическое / ручное, мм | 700/700 |
| Наееее перемещение стола поперечное механическое / ручное, мм | 240/260 |
| Наееее перемещение стола вертикальное механическое / ручное, мм | 420/420 |
| На больший угол поворота стола, град | нет |
| Цена одного деления шкалы поворота стола, град | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба продольное / поперечное / вертикальное, мм | 06. 06.2002 06.2002 |
| Шпиндель | |
| Частота вращения шпинделя, об / мин | 31,5… 1600 |
| Количество скоростей шпинделя | 18 |
| Внутренний конус шпинделя. Система / размер | ГОСТ 836-47 / 3 |
| Механика станка | |
| Быстрый ход стола продольный / поперечный / вертикальный, м / мин | 03.03.2001 |
| Число ступеней рабочих подач стола | 18 |
| Пределы рабочих подач.Продольных и поперечных, мм / мин | 25… 1250 |
| Пределы рабочих подач. Вертикальных, мм / мин | 8,3… 416,6 |
| Выключающие упоры подачи продольных | есть |
| Выключающие упоры подачи поперечных, вертикальных | нет |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт / об / мин | 7/1440 |
| Электродвигатель привода подач, кВт / об / мин | 1,7 / 1440 |
| Электродвигатель насоса охлаждающей жидкости, кВт / об / мин | 0,125 / 2800 |
| Электронасос охлаждающей жидкости Тип | ПА-22У2 |
| Производительность насоса СОЖ, л / мин | 22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 226 017 451 660 |
| Масса станка, кг | 2700 |
24. Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.
 Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ.
Горизонтально-фрезерный станок модели 6м82г. Основные виды выполняемых работ. Фрезерованием можно обрабатывать плоскость, уступы, пазы и канавки, фасонные поверхности, зубья зубчатых колес, резьбу, разрезать металл. Инструменты для фрезерования – фрезы.
Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Наличие механизма зажима инструмента и ряда дополнительных приспособлений и принадлежностей к содержанию расширить технологические возможности станков.
На
фундаментной плите закреплена коробчатая
станина. Внутри станины расположен
электродвигатель, который через коробку
скоростей передает главное вращательное
движение шпинделю станка. На вертикальных
направляющих станины установлены
консоль, которая может перемещаться в
вертикальной плоскости и жестко
закрепляться на направляющих.
На горизонтальных направляющих консоли установлены поперечные салазки, на которых монтируется продольный стол. Привод подачи размещен в консоли и состоит из коробки передач с электродвигателем. На горизонтальных направляющих в верхней части станины крепиться хобот станка с подвесками для поддержания свободного конца оправки, который на крепится фреза. Станок имеет централизованную систему смазки всех узлов и системы подачи смазывающе-охлаждающей жидкости. Станок управляется ручками.
Условия
резания фрезой низшее, сравнение
от условий работы других инструментов,
например, при точении и сверлении, так
при фрезеровании каждый зуб фрезы
участвует в резании периодически,
Выполняя работу резания лишь в течение
незначительной части своего оборота
только на угле контакта с заготовкой.
За остальную часть оборота зуб фрезы
не режет, неравномерно обдувается
воздухом, и успевает несколько охладиться.
Кроме того, поскольку фреза является
многолезвийным инструментом, работа
резания выполняется одновременно
территории зубьями.
Основные виды работ:
1) фрезерование горизонтальных плоскостей цилиндрическими лил кольцевыми фрезами;
2) – / – вертикальных плоскостей выполняют торцевыми фрезерными головками;
3) – / – наклонных плоскостей выполняет одноугловой фрезой;
4) – / – пазов угловых, прямых и др. выполняют фрезами угловыми, прорезными, дисковыми;
5) – / – фасонных выполняются фасонными фрезами соответственного профиля;
6) – / – зубчатых колесными дисковыми фрезами
Фрезерование производят по методу копирования, когда каждую канавку прорезают индивидуально, а заготовку проворачивают при помощи делительной головки.При этих работах фреза только вращается, заготовке сообщают продольную подачу. После прохода каждой канавки стол станка возвращается обратно, заготовку поворачивают на ½ оборота и начинают повторный цикл работы для фрезерования следующая канавки и т.д.
25. Электрофизические и электрохимические методы обработки
Электрофизические
и электрохимические методы обработки,
общее название методы обработки
конструкционных материалов непосредственно
электрический током, электролизом и их
сочетанием с механическим воздействием. В Э. и э. м. о. включает также методы
ультразвуковые, плазменные и ряд других
методы.
В Э. и э. м. о. включает также методы
ультразвуковые, плазменные и ряд других
методы.
Электрохимическая обработка – способ обработки электропроводящих материалов, заключающаяся в изменение формы, размеров и (или) шероховатости поверхности заготовки заказ анодного растворения ее материала в электролите под действием электрического тока. По используемым принципам эти методы разделяют на анодные и катодные, по технологическим возможности – на поверхностные и размерные.
Электрофизические методы обработки
Электроэрозионная обработка основ на вырывании частиц материала с поверхности импульсом электрического разряда.Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении) происходит пробой диэлектрика – возникает электрический разряд, в канале которого образует плазма с высокой температурой.
Электромеханическая
обработка объединяет методы, совмещающие
соответствующее механическое и электрическое
воздействие на обрабатываемый материал
в зоне обработки. К ним же относят методы,
основанные на использовании некоторых
физических явлений (например, гидравлический
удар, ультразвук и др.). Лучевая обработка.
К лучевым методам обработки относится
обработка материалов электронным пучком
и световыми лучами. Электроннолучевая
обработка осуществляется потоком
электронов высоких энергий (до 100 кэв).
Таким путём можно обрабатывать все
известные материалы.
К ним же относят методы,
основанные на использовании некоторых
физических явлений (например, гидравлический
удар, ультразвук и др.). Лучевая обработка.
К лучевым методам обработки относится
обработка материалов электронным пучком
и световыми лучами. Электроннолучевая
обработка осуществляется потоком
электронов высоких энергий (до 100 кэв).
Таким путём можно обрабатывать все
известные материалы.
С разработкой и внедрением в производство эти методы сделан принципиально новый шаг в технологии обработки материалов – электрическая энергия из вспомогательного средства при механической обработке стала рабочим агентом.Всё более широкое использование Э. и э. м. о. в промышленности обусловлено их высокой производительностью, использовать выполнять технологические операции, недоступные механическим методам обработки. Э. и э. м. о. весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные
Схема 6м82г – uowohpegh. codepot.pl
Схема 6м82г – uowohpegh.codepot.pl codepot.pl
codepot.pl Схема 6м82г
Паспорта, электрические схемы, описание работы схем, техническая документация.6М82Г Станки горизонтально-фрезерные консольные. Паспорт, схемы, характеристики. Паспорта металлорежущих станков и металлообрабатывающего оборудования. Инструкции. 272 дана кинематическая схема универсально-фрезерного станка 6М82, полностью соответствующая схема горизонтально-фрезерного станка 6М82Г ;. 6Р11 станок консольно-фрезерный вертикальный. Назначение, область применения. Универсальный консольно-фрезерный станок 6Р11 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс.13 май 2012 6М82Г. Паспорт горизонтально-фрезерного станка. Скачать станок: Паспорт, Характеристики, Схема, Руководство, Чертежи · ТВ-320. Наименование оборудования, приспособлений, инструмента. Тип, модель, ГОСТ. Примечание. Наименование издания: Часть 1: Руководство по уходу и обслуживанию – 74 страницы. Часть 2: Схемы электрические – 10 страниц. Выпуск издания :. Запасные части 6М82, 6М82Г: коробка подач 6М82, шестерни 6М82, валы 6М82, Скачать кинематическую схему 6М82 · Скачать паспорт 6М82, 6М82Г.22 авг 2012 Предложили фрезерный станок 6м82г Горьковского завода почти по схема на горизонтальный консольно-фрезёрный станок 6м82г. Консольно-фрезерные станки моделей 6М82, 6М82Г и 6М82ГБ заменить собой Принципиальная электрическая схема 6М82, 6М82Г. Схема на станке 6М82Г, Информация о технической документации на 6М82Г. Данный технический паспорт, содержит полный комплект технической. Технические характеристики фрезерного станка модели 6М82Г.
Презентация иллюстрированных каталогов – справочников, издаваемых компанией Рубикон.6Р11 Станок консольно-фрезерный вертикальный. Станки фрезерные консольные. Схемы, описание. Укрупненные типовые нормы времени на работы по ремонту металлорежущего оборудования (по.
Тип, модель, ГОСТ. Примечание. Наименование издания: Часть 1: Руководство по уходу и обслуживанию – 74 страницы. Часть 2: Схемы электрические – 10 страниц. Выпуск издания :. Запасные части 6М82, 6М82Г: коробка подач 6М82, шестерни 6М82, валы 6М82, Скачать кинематическую схему 6М82 · Скачать паспорт 6М82, 6М82Г.22 авг 2012 Предложили фрезерный станок 6м82г Горьковского завода почти по схема на горизонтальный консольно-фрезёрный станок 6м82г. Консольно-фрезерные станки моделей 6М82, 6М82Г и 6М82ГБ заменить собой Принципиальная электрическая схема 6М82, 6М82Г. Схема на станке 6М82Г, Информация о технической документации на 6М82Г. Данный технический паспорт, содержит полный комплект технической. Технические характеристики фрезерного станка модели 6М82Г.
Презентация иллюстрированных каталогов – справочников, издаваемых компанией Рубикон.6Р11 Станок консольно-фрезерный вертикальный. Станки фрезерные консольные. Схемы, описание. Укрупненные типовые нормы времени на работы по ремонту металлорежущего оборудования (по.
Ссылки на важные материалы
Ссылки
- Паспорта, электрические схемы, описание работы схем.
- Паспорта металлорежущих станков.Инструкции. Скачать.
- 6Р11 Станок консольно-фрезерный вертикальный. Паспорт.
- Укрупненные типовые нормы времени на работы по ремонту.
© Без названия. Все права защищены.
.