Агрегатный Cтанок – ООО СПЕЦАГРЕГАТСТАНОК
Агрегатные станки Агрегатными называют специальные станки, изготовляемые из стандартных и
нормализованных узлов, не связанных между собой кинематически. Их
применяют в крупносерийном и массовом производстве для сверления,
растачивания, резьбонарезания и фрезерования. Чаще всего на них
обрабатывают корпусные детали и валы, которые в процессе обработки
остаются неподвижными. Применение нормализованных элементов в
конструкциях агрегатных станков сокращает сроки их проектирования,
облегчает процесс производства, дает возможность широко унифицировать
детали и упрощать технологию их изготовления, а также позволяет
создавать самые разнообразные компоновки агрегатных станков с
минимальным числом оригинальных элементов.
Многопозиционные станки проектируют для деталей, поверхности
которых необходимо обрабатывать за несколько переходов, причем эти
поверхности расположены в различных плоскостях. Типовые компоновки
таких агрегатных станков могут быть вертикальными, горизонтальными,
вертикально-горизонтальными.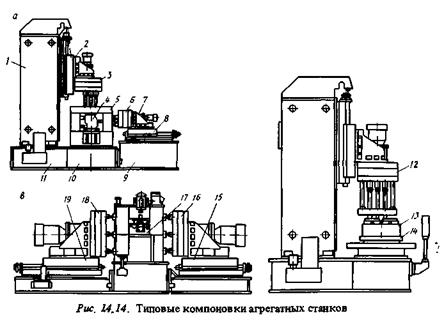
Типовая компоновка агрегатного станка с центральной колонной и движением заготовок вокруг нее в горизонтальной плоскости выглядит следующим образом. Круговое перемещение заготовок обеспечивает стол карусельного типа. Силовые головки расположены под различными углами к обрабатываемой заготовке.
Типовые компоновки агрегатных станков с круговым движением заготовок в вертикальной плоскости выполнены односторонними, двусторонними и трехсторонними. Это станки барабанного типа, у которых зажимные приспособления смонтированы на поворотном барабане, а обработка ведется с одной двух и трех сторон.
Типовая компоновка агрегатного станка с прямолинейным движением заготовок.
 Характерным для станков такого типа является прямолинейное
перемещение стола относительно силовых головок.
Характерным для станков такого типа является прямолинейное
перемещение стола относительно силовых головок. Агрегатные станки чаще всего используют для работы в
полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными
устройствами, в этом случае станки работают как автоматы. Агрегатные
станки могут работать индивидуально или входить в автоматические
линии. Девятишпиндельный горизонтальный агрегатный станок с
шестипозиционным поворотным столом предназначен для сверления,
зенкерования и нарезания резьбы в корпусной детали. Каждая силовая
головка служит для вращения и подачи одного инструмента. На рабочих
позициях установлено по две силовые головки. Обрабатываемые детали
закрепляют в приспособлениях с пневматическим приводом, к которым
сжатый воздух поступает через центральный пневмораспределитель. В
агрегатном 12-шпиндельном станке барабанного типа вместо делительного
стола имеется поворотный барабан, на гранях которого размещают
приспособления с обрабатываемыми заготовками.
Нормализованные узлы (станины, силовые головки и столы, шпиндельные коробки, элементы гидропривода и т. д.) имеют разновидности как по своей конструкции, так и по типоразмерам, что вызвано условиями компоновки станка, его размерами, характером обработки и т.
 д.
д.Специальные узлы (зажимные приспособления и кондукторы, которые проектируются в зависимости от конфигурации обрабатываемой детали, ее размеров и т. п.) также имеют отдельные нормализованные элементы: эксцентрики и ручки для быстродействующих эксцентриковых зажимов, пневмоцилиндры, штоки, пневмораспределительные устройства для автоматического зажима и отжима обрабатываемых заготовок, патроны для закрепления инструмента, кондукторные втулки.
агрегатный станок – патент РФ 2062688
Использование: область станкостроения, в частности обработка деталей на многопозиционных агрегатных станках и автоматических линиях. Сущность изобретения: в агрегатном многопозиционном станке приводы гидроцилиндров 5 приспособлений 4 для зажима изделий выполнены в виде соединенных с ними посредством трубопроводов дополнительных гидроцилиндров 9, закрепленных на каждой позиции поворотного стола 2, и упоров 11, размещенных на подвижной платформе 10 каждой силовой головки 7. Во время рабочего хода силовых головок 7 упоры 11, взаимодействуя с плунжерами 12 дополнительных гидроцилиндров 9, создают рабочее давление в гидроцилиндрах зажима 5, которое поддерживается на каждой позиции только во время обработки. Кроме этого, станок снабжен пневмовытеснителем 17, гидравлическая полость которого через центральный гидропереключатель 3 соединена с гидроцилиндром приспособления, находящегося на загрузочно-разгрузочной позиции станка. 4 ил.
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4
Во время рабочего хода силовых головок 7 упоры 11, взаимодействуя с плунжерами 12 дополнительных гидроцилиндров 9, создают рабочее давление в гидроцилиндрах зажима 5, которое поддерживается на каждой позиции только во время обработки. Кроме этого, станок снабжен пневмовытеснителем 17, гидравлическая полость которого через центральный гидропереключатель 3 соединена с гидроцилиндром приспособления, находящегося на загрузочно-разгрузочной позиции станка. 4 ил.
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4Формула изобретения
Агрегатный станок, содержащий многопозиционный поворотный стол, в каждой позиции которого установлено приспособление для зажима изделия с приводом от гидроцилиндра, и силовые головки, размещенные на подвижных платформах, отличающийся тем, что станок снабжен дополнительными гидроцилиндрами, расположенными на позициях стола с возможностью взаимодействия своими плунжерами с введенными в станок упорами, установленными на подвижных платформах силовых головок, при этом рабочие полости каждой пары основного и дополнительного цилиндров связаны между собой.
Описание изобретения к патенту
Изобретение относится к станкостроению для обработки деталей на многопозиционных агрегатных станках и автоматических линиях. Известны агрегатные станки мод. 1ХМА 346, мод.АМ 15590 (Унифицированные узлы агрегатных станков и автоматических линий. Каталог, стр.165 и 177, 1988г.). Эти станки содержат многопозиционный поворотный стол с гидропереключателем, установленным в центре стола для подвода рабочей жидкости к гидроцилиндрам зажимных приспособлений, закрепленных на каждой позиции. На позициях обработки установлены силовые узлы, несущие инструменты. На каждой позиции технологическое время обработки изделия различно. Например, для снятия фаски в отверстии требуется меньше машинного времени, чем для сверления отверстия. Несмотря на это рабочее давление в гидроцилиндрах зажимных приспособлений на всех рабочих позициях остается неизменным в течении всего времени цикла обработки изделия,причем время цикла определяется операцией с наибольшим технологическим временем обработки. В результате станок работает с большими энергозатратами,чем необходимо. Задача, решаемая предлагаемым изобретением, направлена на снижение энергозатрат при работе станка. Технический результат, достигаемый предлагаемым изобретением, обеспечивается тем, что в агрегатном станке, содержащем многопозиционный поворотный стол с центральным гидропереключателем, установленные в каждой позиции приспособления с гидроцилиндром зажима изделия, установленные на рабочих позициях силовые узлы, несущие технологические инструменты, привод каждого гидроцилиндра зажима выполнен в виде соединенных с ними дополнительных гидроцилиндров, закрепленных на каждой позиции поворотного стола и упоров, размещенных на подвижной платформе каждого силового узла, при этом упоры предназначены для периодического взаимодействия с плунжерами дополнительных гидроцилиндров во время рабочего хода силовых узлов. Кроме этого, станок снабжен пневмовытеснителем, гидравлическая полость которого через центральный гидропереключатель соединена с гидроцилиндром зажима, находящегося на загрузочно-разгрузочной позиции станка.
В результате станок работает с большими энергозатратами,чем необходимо. Задача, решаемая предлагаемым изобретением, направлена на снижение энергозатрат при работе станка. Технический результат, достигаемый предлагаемым изобретением, обеспечивается тем, что в агрегатном станке, содержащем многопозиционный поворотный стол с центральным гидропереключателем, установленные в каждой позиции приспособления с гидроцилиндром зажима изделия, установленные на рабочих позициях силовые узлы, несущие технологические инструменты, привод каждого гидроцилиндра зажима выполнен в виде соединенных с ними дополнительных гидроцилиндров, закрепленных на каждой позиции поворотного стола и упоров, размещенных на подвижной платформе каждого силового узла, при этом упоры предназначены для периодического взаимодействия с плунжерами дополнительных гидроцилиндров во время рабочего хода силовых узлов. Кроме этого, станок снабжен пневмовытеснителем, гидравлическая полость которого через центральный гидропереключатель соединена с гидроцилиндром зажима, находящегося на загрузочно-разгрузочной позиции станка.
 С центральным гидропереключателем 3 с помощью трубопроводов 14,15 соединены аккумулятор 16 и пневмовытеснитель 17. Гидравлическая полость пневмовытеснителя через обратный клапан 18 соединена с гидроцилиндром 5 зажима, находящегося на загрузочно-разгрузочной позиции I, а пневматическая полость через пневмораспределитель 19 с источником давления сжатого воздуха. Гидравлическая полость аккумулятора 16 через центральный гидропереключатель 3 и обратные клапаны 18 соединена с гидроцилиндрами 5 зажима, расположенных на рабочих позициях II,III,IV. Гидросхема станка содержит гидроклапаны 20, работающие в режиме переливного клапана во время зажима изделия 6 и поддерживающие необходимое рабочее давление в гидроцилиндрах 5 при обработке. Агрегатный станок работает следующим образом. В исходном положении пневматическая полость пневмовытеснителя 17 соединена через распределитель 19 с атмосферой, при этом поршень гидроцилиндра 5 зажима, находящегося на загрузочно-разгрузочной позиции I, под действием пружины отжат.
С центральным гидропереключателем 3 с помощью трубопроводов 14,15 соединены аккумулятор 16 и пневмовытеснитель 17. Гидравлическая полость пневмовытеснителя через обратный клапан 18 соединена с гидроцилиндром 5 зажима, находящегося на загрузочно-разгрузочной позиции I, а пневматическая полость через пневмораспределитель 19 с источником давления сжатого воздуха. Гидравлическая полость аккумулятора 16 через центральный гидропереключатель 3 и обратные клапаны 18 соединена с гидроцилиндрами 5 зажима, расположенных на рабочих позициях II,III,IV. Гидросхема станка содержит гидроклапаны 20, работающие в режиме переливного клапана во время зажима изделия 6 и поддерживающие необходимое рабочее давление в гидроцилиндрах 5 при обработке. Агрегатный станок работает следующим образом. В исходном положении пневматическая полость пневмовытеснителя 17 соединена через распределитель 19 с атмосферой, при этом поршень гидроцилиндра 5 зажима, находящегося на загрузочно-разгрузочной позиции I, под действием пружины отжат.
 Необходимое усилие зажима задается с помощью настройки пружины гидроклапана 20. После обработки изделия во время обратного хода силового узла 7, а также во время поворота стола 2 на следующую позицию,необходимое минимальное давление в гидроцилиндрах 5 поддерживается аккумулятором 16. Аналогичным образом производится зажим изделия и на позициях III,IV. Пo сравнению с известными станками предлагаемый станок требует меньше энергозатрат на зажим изделий, так как необходимое рабочее давление зажима в гидроцилиндрах на каждой рабочей позиции поддерживается только в течении времени обработки,которое на разных позициях различно.
Необходимое усилие зажима задается с помощью настройки пружины гидроклапана 20. После обработки изделия во время обратного хода силового узла 7, а также во время поворота стола 2 на следующую позицию,необходимое минимальное давление в гидроцилиндрах 5 поддерживается аккумулятором 16. Аналогичным образом производится зажим изделия и на позициях III,IV. Пo сравнению с известными станками предлагаемый станок требует меньше энергозатрат на зажим изделий, так как необходимое рабочее давление зажима в гидроцилиндрах на каждой рабочей позиции поддерживается только в течении времени обработки,которое на разных позициях различно.Станок агрегатный типа ОМН – Энциклопедия по машиностроению XXL
Развитие конструкций шлифовальных станков идёт по линии увеличения их производительности путём применения более высоких режимов резания, увеличения числа одновременно работающих инструментов и одновременно обрабатываемых деталей. В последнее время появились станки агрегатного типа и многошпиндельные станки непрерывного действия.
[c.525]
В последнее время появились станки агрегатного типа и многошпиндельные станки непрерывного действия.
[c.525]Агрегатные станки — это специальные станки, которые компонуются из нормализованных агрегатов и деталей и дополняются установочными приспособлениями для координации изготовляемых деталей и режущих инструментов. Станки агрегатного типа имеют большое количество шпинделей (иногда до 80). Унифицированы узлы агрегатных станков силовые головки, поворотные позиционные столы, основания, станины, колонны, салазки, приводы подач, шпиндельные коробки, кантователи. [c.31]
При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении находят применение и специальные станки агрегатного типа. [c.345]
Станки вертикально-сверлильные многошпиндельные типов ВСМ-14-3 и ВСМ-12-5. . Станок агрегатный типа ОМН-158 Станок горизонтальный для за чистки заусенцев штампован ных деталей. … Станок для нарезки резьбы. Станок для сверления 20 отвер стий……
[c.91]
… Станок для нарезки резьбы. Станок для сверления 20 отвер стий……
[c.91]
Расширение области применения станков агрегатного типа является одной из важных задач современного станкостроения, направленной на ускоренней удешевление процессов проектирования и освоения новых станков. [c.356]
Весьма перспективен принцип создания автоматических систем из агрегатов и станков агрегатного типа. В зависимости от харак-374 [c.374]
Для тяжелого машиностроения характерны те же направления интенсификации процессов обработки резанием, что и для других отраслей машиностроения. Параллельную обработку нескольких поверхностей тяжелой заготовки осуществляют с помощью переносных сверлильных, расточных, долбежных и других станков, устанавливаемых на одной плите с заготовкой. Тяжелые токарные станки выполняют многосуппортными, что позволяет выполнять параллельную обработку нескольких шеек заготовки. При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении применяют специальные станки агрегатного типа. [c.264]
[c.264]
Большая часть автоматических линий создается из специальных станков агрегатного типа. [c.291]
Один такой станок заменяет от 4 до 12 обычных универсальных станков различных типов. Трудоемкость механической обработки деталей на таких станках резко уменьшилась например, трудоемкость изготовления комплекта деталей автомобиля в среднем снизилась вдвое. Производительность многопозиционных агрегатных полуавтоматов составляет от 100 до 450 деталей в час, т. е. станкоемкость обработки детали составляет 8—36 сек. [c.121]
Наилучшим вариантом с точки зрения получения высокой точности и производительности является обработка на специальном двустороннем станке (рис. 51, е) агрегатного типа несложной конструкции. По сравнению со станком фрезерно-центровочным (рис. 51, а) этот станок вместо четырех шпинделей имеет всего два и для заготовки не требуется горизонтальной подачи. [c.171]
При крупносерийном и массовом производстве для этих целей широко применяют двусторонние многопозиционные агрегатные станки барабанного типа. Схема наладки шестипозиционного станка показана на рис. 223.
[c.387]
Схема наладки шестипозиционного станка показана на рис. 223.
[c.387]
Специальные агрегатные станки, полностью отвечая своему технологическому назначению как специальные станки, вместе с тем могут быть изготовлены наиболее производительными и экономичными методами по сравнению с прежними конструкциями подобных станков. Это объясняется, в первую очередь, тем, что нормализованные и унифицированные их узлы и детали изготовляются серийно, хотя выпуск каждого специального агрегатного станка может производиться в индивидуально порядке. Между тем специальные станки прежних типов и изготовлялась и выпускались в индивидуальном порядке, что обусловливало не тол ько их высокую стоимость, но и длительные сроки освоения. [c.180]
На фиг. 133 дана принципиальная схема компоновки агрегатных станков различного назначения из нормализованных и унифицированных деталей и узлов и переходных деталей.
 Один станок вертикального типа с поворотным столом, другой — двусторонний горизонтальный. Станки работают с полуавтоматическим циклом (ручная загрузка и съем). В станках при-
[c.184]
Один станок вертикального типа с поворотным столом, другой — двусторонний горизонтальный. Станки работают с полуавтоматическим циклом (ручная загрузка и съем). В станках при-
[c.184]На агрегатных станках (рис. 113, б) шпиндельные коробки 3 монтируются на делительно-поворотном столе /, установленном на силовом столе 4. Деталь располагают на рабочем столе 2. Из-за значительной массы шпиндельных коробок число их на станках такого типа не превышает четырех. На станках такой компоновки ведут в основном сверлильно-резьбонарезную обработку и лишь в отдельных случаях — растачивание. Станки могут работать в виде ГПМ и в составе ГАЛ, осуществляя обработку деталей с одной или двух сторон. [c.188]
Роботы агрегатного типа изготовляются грузоподъемностью до 10 кг. Из унифицированных агрегатных узлов можно компоновать более ста модификаций промышленных роботов различного функционального назначения. Технические характеристики роботов приведены в табл. 4.
[c.242]
4.
[c.242]
Агрегатные станки, применяемые в тяжелом машиностроении, часто создаются с использованием силовых головок, дифференциальных борштанг, шпиндельных бабок и других узлов универсального оборудования. Использование силовых головок, шпиндельных бабок позволяет в условиях действующих предприятий путем изготовления некоторых дополнительных узлов довольно быстро создавать станки такого типа. Характерным представителем [c.80]
Принципиально иные возможности создаются при применении специальных накладных станков. На рис. 45 показана чистовая обработка отверстий 2-го класса точности диаметром 120 мм с применением станка такого типа. После спаривания, выверки и предварительного соединения валов на одну из шеек краном устанавливают специальный накладной станок, представляющий собой самодействующую агрегатную головку. Головка базируется на детали при помощи регулируемых башмаков-клиньев, образующих призму фиксация и крепление ее производится хомутами.
[c.83]
После спаривания, выверки и предварительного соединения валов на одну из шеек краном устанавливают специальный накладной станок, представляющий собой самодействующую агрегатную головку. Головка базируется на детали при помощи регулируемых башмаков-клиньев, образующих призму фиксация и крепление ее производится хомутами.
[c.83]
Исходными данными для проектирования будут являться объем обработки (каждого типа деталей), число деталей в партии, число запусков деталей, производительность обработки по каждой партии деталей и т. д. Компоновочные параметры число позиций, тип оборудования (универсальные станки, агрегатные и многоцелевые станки и т. д.), тип транспортных устройств (транспортеры, рольганги, тележки и т. д.), тип устройств загрузки-выгрузки деталей (подъемники, загрузчики, промышленные роботы и т. д.) число обрабатывающих инструментов (одновременная обработка одним инструментом или несколькими инструментами), наличие накопителей и их тип и т. д.
[c.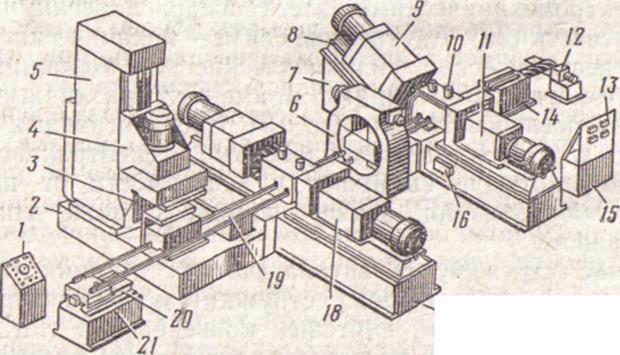 233]
233]
Токарные станки в механическом участке завода-автомата представляют собой вертикальные четырехшпиндельные автоматы агрегатного типа. На каждом из двух станков, предназначенных один для черновой, а другой для чистовой обработки четырех поршней обработка выполняется двумя суппортами (см. [c.438]
На фиг. 288 изображена компоновка с прямоугольной станиной, а на фиг. 289 — компоновка агрегатного станка барабанного типа. [c.369]
Такие узлы и детали машины обеспечивают значительное снижение трудоемкости в результате возможности применения поточных методов работы, высокопроизводительного оборудования и оснастки. Наряду с этим в результате применения указанных узлов и деталей обеспечивается ряд эксплуатационных преимуществ снижается- трудоемкость эксплуатационных ремонтов, сокращается номенклатура запасных частей, появляется возмож. ность использовать одни и те же узлы и детали для разных типоразмеров машин. Например, для специальных агрегатных станков и автоматических линий применяют одни и те же стандартные силовые сверлильные головки нескольких типоразмеров для станков различных типов — одни и те же гидронасосы, панели гидроуправления, приборы электрического управления. Для различных типов и размеров станков нередко применяют общие детали управления, подшипники, сальники уплотнения, детали коробок скоростей и подач, крепежные детали и т. д. Помимо унифицированных деталей, в конструкции каждой машины есть значительное количество оригинальных деталей, которые, различаясь по форме, могут иметь отдельные обрабатываемые поверхности, аналогичные с поверхностями других деталей этой машины. Суммарное количество диаметров отверстий и валов, шпоночных и шлицевых соединений, резьб, модулей зубчатых
[c.120]
Для различных типов и размеров станков нередко применяют общие детали управления, подшипники, сальники уплотнения, детали коробок скоростей и подач, крепежные детали и т. д. Помимо унифицированных деталей, в конструкции каждой машины есть значительное количество оригинальных деталей, которые, различаясь по форме, могут иметь отдельные обрабатываемые поверхности, аналогичные с поверхностями других деталей этой машины. Суммарное количество диаметров отверстий и валов, шпоночных и шлицевых соединений, резьб, модулей зубчатых
[c.120]
В массовом и серийном производстве оборудование механических цехов будет в основном включать а) многоинструментные, многопозиционные полуавтоматы агрегатного типа, снабженные быстродействующими установочными приспособлениями и совмещающие различные виды обработки в одну операцию б) прецизионные станки для окончательной обработки высокоточных поверхностей как одноинструментные, так и многоинструментные в) автоматические линии, построенные на базе стандартных узлов, включающие станки и оборудование не только для различных видов механической обработки, но и термической обработки, а также узловой сборки, промежуточного и окончательного контроля. В ряде случаев автоматические линии могут включать оборудование и для заготовительных процессов, в частности штамповки, прессования полос, сварки, литья под давлением.
[c.5]
В ряде случаев автоматические линии могут включать оборудование и для заготовительных процессов, в частности штамповки, прессования полос, сварки, литья под давлением.
[c.5]
Большинство его узлов сохраняют свое назначение и пригодны для обработки различных деталей. К ним прежде всего относятся основные характерные механизмы агрегатных станков агрегатные силовые головки, которые объединяют механизмы главного движения и подачи. Все агрегатные головки нормализованы и различаются по типу механизмов подачи (гидравлические, электромеханические, механические, пневмогидравлические и т. д. см. гл. VII, 2). Так как каждая обрабатываемая деталь требует различного количества рабочих инструментов, их расположения и т. д., то силовая головка имеет один выходной вал, а с торца к ней крепится шпиндельная коробка, в которой и производится размножение рабочих шпинделей. [c.31]
При разработке задания на проектирование специального станка необходимо учитывать возможность некоторых изменений как в конструкции детали, так и в технологии ее обработки. Поэтому следует предусмотреть агрегатный тип станка, допускающий в случае необходимости менее сложную замену его элементов.
[c.173]
Поэтому следует предусмотреть агрегатный тип станка, допускающий в случае необходимости менее сложную замену его элементов.
[c.173]
Агрегатный станок барабанного типа, двусторонний, с горизонтальным расположением шпинделей. Загрузка и разгрузка автоматическая. На каждой позиции одновременно обрабатываются по четыре детали [c.241]
Выбор решается в пользу опор качения в конструкциях, где при малом располагаемом месте для опор усилия, действуюпще иа шпиндель, незначительны (птиндели внутришлифовальных станков, малых, а нередко и средних круглошли-4 овальных, малых токарных, многошпиндельных сверлильно-расточных станков агрегатного типа). [c.381]
[c.381]
За последние годы широкое применение получили агрегатные станки барабанного типа. Общей особенностью таких станков является применение вместо делительного стола поворотного барабана, на гранях которого размещают приспособления с обрабатываемыми деталями. Как правило, на таких станках обрабатывают отверстия, торцы и наружные цилиндрические поверхности у деталей, имеющих плоскость симметрии, с двух сторон одновременно. Один из простых примеров такой компоновки показан на рис. 116. Это — агрегатный 12-шпиндельный станок барабанного типа АМ2102 конструкции Минского СКВ АЛ. Барабан с обрабатываемыми деталями размещен в двух вертикальных стойках 3. Силовые головкп 1 несут шпиндельные коробки 2 с шестью инструментами каждая. Обрабатываемая деталь — вилка кардана. Схема обработки представлена на рис. 117. На схеме изображены по три инструмента левой и правой силовой головки. Остальные шесть инструментов являются дублирующими на каждой рабочей позиции одновременно обрабатывается по две одинаковые детали. Комбинированный зенкер предназначен для обработки отверстия 036 и одновременно снятия фаски. Зенкер вставлен в удлинитель (переходную втулку) с фрезерованными канавками, которые облегчают отвод стружки и грязи при вращении удлинителя в кондукторной втулке.
[c.205]
Комбинированный зенкер предназначен для обработки отверстия 036 и одновременно снятия фаски. Зенкер вставлен в удлинитель (переходную втулку) с фрезерованными канавками, которые облегчают отвод стружки и грязи при вращении удлинителя в кондукторной втулке.
[c.205]
Схем всевозможных комбинаций агрегатных станков, состоящих из различных типов нормализованных узлов, существует множество. В настоящее время одних только силовых головок насчитывается свыше 400 типов. Поэтому здесь излагаются лишь основные направления электроавтоматики агрегатных станков, включающих в себя делительные столы, пневмогидрав-лические, гидравлические и электромеханические силовые головки. Станки подобных типов получили широкое распространение на машиностроительных заводах. [c.119]
На фиг. 61, а и б показан другой пример — схема наладки для обработки отверстий в боковых приливах корпуса редуктора на пятипозиционном агрегатном двустороннем станке барабанного типа. Первая позиция — загрузка и разгрузка. Рабочий устанавливает заготовку на нижнюю обработанную плоскость по двум отверстиям на штифты / и 2 и прижимает ее по центру (см. стрелку А). После обработки рабочий снимает заготовку на этой же позиции. На второй позиции производится черновое растачивание отверстий диаметром 90 мм с двух сторон под шарикоподшипники и одновременно подрезание торцов зенкерами на третьей позиции — полу-чистовое растачивание тех же отверстий. Сверление трех отверстий осуществляется на четвертой позиции. Чистовое развертывание двух отверстий производится на пятой позиции.
[c.98]
Первая позиция — загрузка и разгрузка. Рабочий устанавливает заготовку на нижнюю обработанную плоскость по двум отверстиям на штифты / и 2 и прижимает ее по центру (см. стрелку А). После обработки рабочий снимает заготовку на этой же позиции. На второй позиции производится черновое растачивание отверстий диаметром 90 мм с двух сторон под шарикоподшипники и одновременно подрезание торцов зенкерами на третьей позиции — полу-чистовое растачивание тех же отверстий. Сверление трех отверстий осуществляется на четвертой позиции. Чистовое развертывание двух отверстий производится на пятой позиции.
[c.98]
Обработку отверстий в торцах валов обычно производят на двусторонних агрегатных сверлильно-расточных станках барабанного типа. В средней части станка имеется пяти- или шестигранный барабан с горизонтальной осью вращения. На гранях барабана помещены приспособления для установки валов. На фиг. 190 показана схема обработки отверстий в обоих торцах шестиколенного вала на двустороннем агрегатном станке в шести
[c. 233]
233]
Наряду с агрегатными станками в мелкосерийном производстве получают распространение станки с программным управлением. Сверлильные станки этого типа снабжают револьверной головко , допускающей ввод в действие [c.376]
Схема наладки для обработки отверстий в боковых приливах корпуса редуктора на пятипозиционном агрегатном двустороннем станке барабанного типа дана на рис. 103. Позиция / — загрузка и разгрузка. Рабочий устанавливает заготовку на нижнюю обработанную поверхность по двум отверстиям на штифты / и 2 и прижи- [c.140]
Двусторонний расточной агрегатный семипозиционный станок барабанного типа ЭНИМС [c.234]
Заводом МЗАЛ изготовлено по проекту Минского СКБ несколько линий для обработки крестовины кардана. Оригинальность компоновки их в том, что линии составлены из многопозиционных агрегатных станков карусельного и барабанного типов. Одна из последних компоновок показана на рис. IV.53,.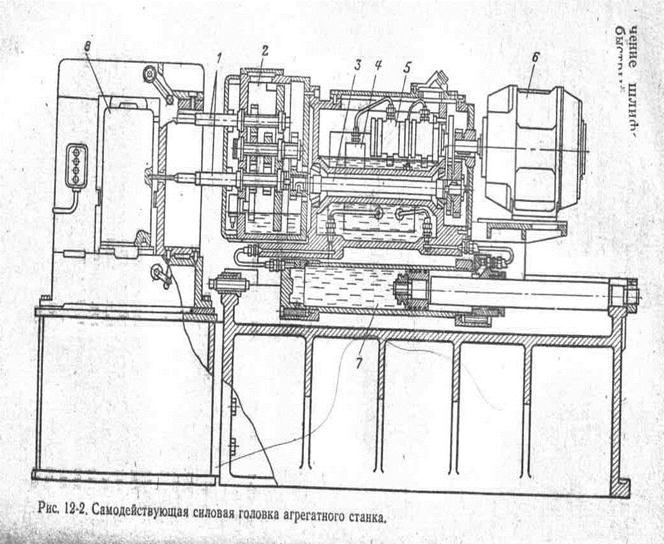 а, б. Линия состоит их трех многопозиционных станков барабанного типа и одного протяжного однопозиционного станка. В начале линии установлен подъемный стол У, на который попадают спутники с транспортера 2 возврата.Стол опускает спутник до уровня основного штангового транспортера 5, здесь рабочий снимает готовые детали и устанавливает заготовки, а затем транспортер переносит их вместе со спутником к механизму 3 ориентации и зажима деталей. После закрепления заготовок спутник попадает на верхнюю грань
[c.364]
а, б. Линия состоит их трех многопозиционных станков барабанного типа и одного протяжного однопозиционного станка. В начале линии установлен подъемный стол У, на который попадают спутники с транспортера 2 возврата.Стол опускает спутник до уровня основного штангового транспортера 5, здесь рабочий снимает готовые детали и устанавливает заготовки, а затем транспортер переносит их вместе со спутником к механизму 3 ориентации и зажима деталей. После закрепления заготовок спутник попадает на верхнюю грань
[c.364]
Спецагрегатстанок – Агрегатные станки
Агрегатные станки
Типовая компоновка агрегатного станка с центральной колонной и движением заготовок вокруг нее в горизонтальной плоскости выглядит следующим образом. Круговое перемещение заготовок обеспечивает стол карусельного типа. Силовые головки располагаются под различными углами к обрабатываемой заготовке. Типовые компоновки агрегатных станков с круговым движением заготовок в вертикальной плоскости выполняются односторонними, двусторонними и трехсторонними. Это станки барабанного типа, у которых зажимные приспособления смонтированы на поворотном барабане, а обработка ведется с одной, двух и трех сторон. Характерным для станков с прямолинейным движением заготовок является прямолинейное перемещение стола относительно силовых головок.
Это станки барабанного типа, у которых зажимные приспособления смонтированы на поворотном барабане, а обработка ведется с одной, двух и трех сторон. Характерным для станков с прямолинейным движением заготовок является прямолинейное перемещение стола относительно силовых головок.
Агрегатные станки чаще всего используют для работы в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, в этом случае станки работают, как автоматы. Агрегатные станки могут работать индивидуально или входить в автоматические линии. Девятишпиндельный горизонтальный агрегатный станок с шестипозиционным поворотным столом предназначен для сверления, зенкерования и нарезания резьбы в корпусной детали. Каждая силовая головка служит для вращения и подачи одного инструмента. На рабочих позициях установлены по две силовые головки. Обрабатываемые детали закрепляются в приспособлениях с пневматическим приводом, к которым сжатый воздух поступает через центральный пневмораспределитель.
В агрегатном 12-шпиндельном станке барабанного типа вместо делительного стола имеется поворотный барабан, на гранях которого размещают приспособления с обрабатываемыми заготовками. Как правило, на таких станках обрабатываются отверстия, торцы и наружные цилиндрические поверхности у деталей, имеющих плоскость симметрии, с двух сторон одновременно. Барабан с обрабатываемыми заготовками размещается в двух вертикальных стойках. Силовые головки несут шпиндельные коробки с шестью инструментами каждая. Силовые сверлильные, фрезерные и другие головки устанавливаются на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливаются на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащены устройством программного управления, размещенным в блоке управления.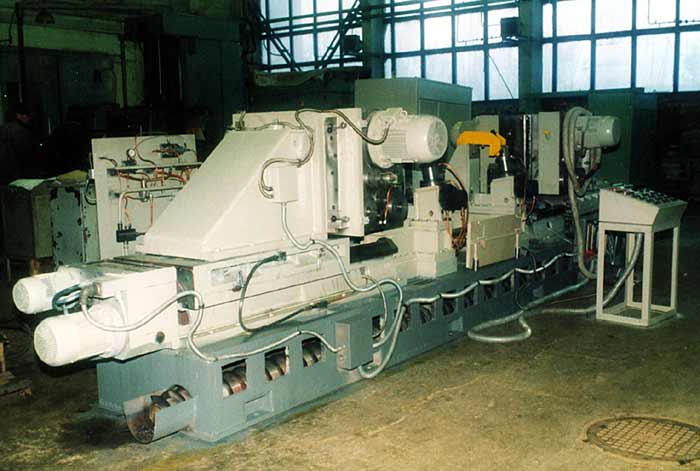
Нормализованные узлы (станины, силовые головки и столы, шпиндельные коробки, элементы гидропривода и т. д.) имеют разновидности как по своей конструкции, так и по типоразмерам, что вызвано условиями компоновки станка, его размерами, характером обработки и т. д. Специальные узлы (зажимные приспособления и кондукторы, которые проектируются в зависимости от конфигурации обрабатываемой детали, ее размеров и т. д.) также имеют отдельные нормализованные элементы: эксцентрики и ручки для быстродействующих эксцентриковых зажимов, пневмоцилиндры, штоки, пневмораспределительные устройства для автоматического зажима и отжима обрабатываемых заготовок, патроны для закрепления инструмента, кондукторные втулки.
Агрегатный станок с загрузкой прутка с ЧПУ модели TRANSFER MACHINE FROM BAR TRO – ENIPROM
Агрегатный станок BB TRO 10S-15U ISO40 CNEL BAR (TRANSFER MACHINE FROM BAR TRO) специально разработан для изготовления деталей диаметром до 1” из латунного прутка или прутка со специальным профилем.
Станок имеет максимальный уровень автоматизации и уменьшенное время смены и наладки инструмента. Детали полностью обработаны, нет необходимости в дополнительных операциях.
Обрабатываемые детали и материалы (пример)
Латунные детали из прутка с максимальным размером 1″.
Отрасли промышленности
Производство замков.
Конструкция и технические характеристики
Рабочий индексный стол
Общее количество позиций рабочего индексного стола – 10.
Агрегатные узлы
Станок имеет пятнадцать агрегатных узлов, в том числе узел отрезки прутка с дисковым ножом, который смонтирован на электрорегулируемой оси для того, чтобы обеспечить жесткость при резке.
Размеры гильзы шпинделя и движение каретки регулируются с помощью шарико-винтовой подачи с цифровым управлением.
Обеспечивается гидравлический захват во время операции резки.
Прутки, поступающие с места хранения справа от станка, автоматически подаются при помощи подающего узла с ЧПУ, которое определяет длину заготовки для обрабатываемой детали.
Параметры обработки
В соответствии с параметрами детали с максимальным размером до 1″.
Безопасность
Агрегатный станок соответствует международным нормам производственной безопасности.
Дополнительные опции
Данный станок может поставляться в различных модификациях, с различными агрегатными узлами и типами управления в соответствии с техническими требованиями заказчика.
Образцы изготавливаемых деталей
Для получения технико-коммерческого предложения на поставку оборудования просим подробно сформулировать Ваш запрос, заполнив соответствующую Форму Запроса на Предложение
Форма Запроса на Предложение на поставку оборудования
Агрегатные станки | Специальные станки
Агрегатными называются специальные станки, которые состоят из нормализованных деталей и узлов (агрегатов). Станки предназначены для обработки сложных и ответственных деталей в условиях серийного и массового производства. Наибольшие технологические возможности станков обеспечиваются в том случае, когда обрабатываемая деталь в процессе резания неподвижна, а главное движение и движение подачи сообщаются режущим инструментам. Этим достигается наибольшая концентрация операций: можно производить обработку деталей одновременно с нескольких сторон многими режущими инструментами при автоматическом управлении рабочим циклом.
Наибольшие технологические возможности станков обеспечиваются в том случае, когда обрабатываемая деталь в процессе резания неподвижна, а главное движение и движение подачи сообщаются режущим инструментам. Этим достигается наибольшая концентрация операций: можно производить обработку деталей одновременно с нескольких сторон многими режущими инструментами при автоматическом управлении рабочим циклом.
Виды
Агрегатные станки различают специальные и переналаживаемые, с полуавтоматическим и автоматическим циклами. Станки не требуют большой производственной площади, обеспечивают стабильную точность обработки, могут обслуживаться операторами невысокой квалификации допускают многократное использование нормализованных деталей и узле при настройке станка на выпуск нового изделия. Однако эти станки мене гибки при переналадке по сравнению с универсальными станками.
Группы
Наибольшее распространение получили агрегатные станки сверлильный, расточной и некоторых других групп. Они позволяют производить сверление, зенкерование, развертывание и растачивание отверстий, резьбонарезание и резьбонакатывание внутренних и наружных поверхностей, подрезание торцов, фрезерование и другие операции. Компоновка станков весьма разнообразна. Она зависит от формы, размеров и точности изготовляемых деталей, расположения на них обрабатываемых поверхностей и принятого технологического процесса.
Они позволяют производить сверление, зенкерование, развертывание и растачивание отверстий, резьбонарезание и резьбонакатывание внутренних и наружных поверхностей, подрезание торцов, фрезерование и другие операции. Компоновка станков весьма разнообразна. Она зависит от формы, размеров и точности изготовляемых деталей, расположения на них обрабатываемых поверхностей и принятого технологического процесса.
Компановка
На рис. 129 показаны некоторые схемы компоновки агрегатных станков. Основными нормализованными элементами, из которых состоят станки, являются станина /. стойка 6. основание 7, тумба 5 под приспособление 4, многопозиционный стол 9. Силовым органом станков является независимый агрегат силовой головки. Он состоит из самой головки 2 и шпиндельной коробки 5. Головка предназначена для осуществления главного движения и движения подачи. Она имеет самостоятельный привод. Шпиндельная коробка несет инструментальные шпиндели, вращающиеся от приводного вала силовой головки; движение подачи осуществляется вместе с корпусом головки или пинолью 10 (рис. 129,в) с насадкой 11.
129,в) с насадкой 11.
На рис. 129, показан агрегат, в котором силовая головка состоит из силового стола 8 и силовой головки 2. Стол 8 является независимым узлом с индивидуальным приводом движения подачи. Смонтированная на нем силовая головка имеет свой привод, осуществляющий только главное движение. Такая конструкция силовой головки расширяет технологические возможности станка.
Рис. 129 Компановка агрегатных станков
Количество агрегатов
Количество силовых агрегатов и инструментальных шпинделей, расположение осей шпинделей в пространстве зависят от назначения станка. Различают станки одноагрегатные (рис. 129,а, б, г, д) и многоагрегатные (рис. 129,в, е), одношпиндельные и многошпиндельные, горизонтальные (рис. 129,я), вертикальные (рис. 129,г, д), наклонные (рис, 129,6, в), смешанные (рис. 129,е), односторонние (рис, 129,а, б, г, д) и многосторонние (рис. 129,в, е).
Количество позиций
На однопозиционных станках (рис. 129,а, б, г) операция полностью заканчивается при одном постоянном положении детали. На многопозиционных станках (рис. 129, в, е) обработка деталей параллельно или последовательно осуществляется в нескольких позициях, в нескольких различных положениях относительно инструментов. Периодическое перемещение приспособлений вместе с обрабатываемыми деталями из одной позиции в другую производят при помощи многопозиционных столов; поворотных или с прямолинейным движением.
На многопозиционных станках (рис. 129, в, е) обработка деталей параллельно или последовательно осуществляется в нескольких позициях, в нескольких различных положениях относительно инструментов. Периодическое перемещение приспособлений вместе с обрабатываемыми деталями из одной позиции в другую производят при помощи многопозиционных столов; поворотных или с прямолинейным движением.
Похожие материалы
Агрегатные станки | ТОР Инжиниринг
Агрегатные станки собраны из стандартных и нормализованных узлов, не связанных между собой кинематически. Их применяют в крупносерийном и массовом производстве для сверления, растачивания, резьбонарезания и фрезерования. Чаще всего на них обрабатывают корпусные детали и валы, которые в процессе обработки остаются неподвижными. Применение нормализованных элементов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, дает возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов.
Компания Pfiffner – всемирно известный производитель агрегатных станков с поворотно-делительным столом, предлагающий решения для высокопроизводительной многоинструментной обработки металлических заготовок в виде мерного прутка, а также прутка из бухты. Подача заготовок может производиться в автоматическом режиме. Модульная конструкция станков обеспечивает максимальную гибкость при компоновке оборудования.
Witzig & Frank немецкий производитель многопозиционных и многошпиндельных станков для массового изготовления как крупных, так и мелких деталей:
- Многосторонние многопозиционные агрегатные станки с поворотным столом
- Многошпиндельные многопозиционные обрабатывающие центры
Технологическая оснастка станков определяется формой и технической характеристикой обрабатываемой детали.
GIULIANI — производитель многопозиционных станков с поворотным столом для рынка автомобильной промышленности, компонентов компрессоров, компонентов для плавки, а также гидравлических компонентов.
GIULIANI – мировой лидер в поставке обрабатывающих и сборочных станков, разработанных специально для изготовления замков.
Модульная стратегия станков | Производство режущего инструмента
Многие тенденции влияют на металлообрабатывающую промышленность, в том числе требования заказчиков к лучшему качеству, минимальной стоимости и кратчайшим срокам поставки. Концепции проектирования модульных станков могут соответствовать этим ожиданиям с помощью универсальных функциональных модулей, которые можно комбинировать для соответствия требованиям работы при одновременном сокращении затрат и времени выполнения заказа.
Модульные машины приносят пользу крупным производственным объектам благодаря своей способности легко связывать и формировать рабочие ячейки, в то время как меньшие предприятия получают выгоду от их гибкости, при этом все пользователи получают более низкие инвестиционные затраты по сравнению с индивидуальными решениями под ключ.Модульные станки, предназначенные для зажимных компонентов и заготовок валов, могут увеличить объем производства за счет общих базовых конструкций.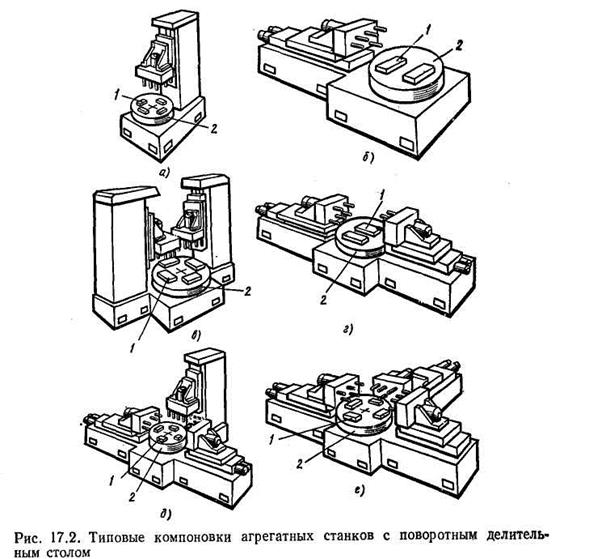
Рабочая зона модульного станка EMAG. Изображение предоставлено EMAG.
Целью модульной концепции EMAG была разработка платформы, которая позволяет инженерам легко формировать производственные ячейки, повышая точность и производительность. Что наиболее важно, модульные машины предлагают большую гибкость за счет интеграции ряда производственных технологий для обширного ассортимента продукции, что позволяет быстро и эффективно переключаться для удовлетворения меняющихся производственных требований.Такая гибкость позволяет производителям со временем менять способ использования модульных машин.
Наиболее очевидным преимуществом является использование общей стратегии работы и запасных частей. Независимо от технологии, эти машины используют идентичные компоненты, от интерфейсов человек / машина до контроллеров привода и двигателей, для своей базовой конструкции. Это не только позволяет конечным пользователям упростить работу, но и закупки, поскольку они сокращают свои запасы запчастей. Эта стратегия унификации компонентов может повысить прибыльность за счет сокращения инвестиций в запасные части и затрат на складирование.
Эта стратегия унификации компонентов может повысить прибыльность за счет сокращения инвестиций в запасные части и затрат на складирование.
Операторы и механики также выигрывают от обтекаемой конструкции. Модульная машина ускоряет переналадку и техническое обслуживание для увеличения производительности. Поскольку базовые модули остаются единообразными, модульная конструкция сокращает время обучения для новых сотрудников, а также для опытных рабочих, когда новые машины запускаются в производство.
Кроме того, модульная конструкция экономит место на полу. Каждая машина имеет компактную конструкцию, позволяющую минимизировать занимаемую ею площадь. Это также позволяет располагать их близко друг к другу.Для загрузки и разгрузки заготовок в модульных моделях EMAG предусмотрены встроенные автоматизированные захватывающие ленты или конвейерные ленты с одинаковой высотой перемещения, что упрощает интеграцию роботов и узлов передачи, если это необходимо.
Производители станков также видят преимущества модульных концепций. Они не только извлекают выгоду из меньших запасов компонентов, которые связаны со стратегией общих частей, но и модульный подход означает меньше времени на разработку, сохраняя при этом возможность интегрировать функции машины.Системы разбиваются на небольшие блоки, с учетом того, что эти блоки будут общими для разных приложений, но при этом собираются вместе по мере необходимости для окончательного проектирования. Примером могут служить модульные вертикальные токарные станки VL и VT для зажимных деталей и валов, которые EMAG представила в 2013 году.
Они не только извлекают выгоду из меньших запасов компонентов, которые связаны со стратегией общих частей, но и модульный подход означает меньше времени на разработку, сохраняя при этом возможность интегрировать функции машины.Системы разбиваются на небольшие блоки, с учетом того, что эти блоки будут общими для разных приложений, но при этом собираются вместе по мере необходимости для окончательного проектирования. Примером могут служить модульные вертикальные токарные станки VL и VT для зажимных деталей и валов, которые EMAG представила в 2013 году.
Все продукты должны развиваться, и модульная конструкция сокращает цикл разработки и модернизации с этой целью. Это связано с тем, что производитель станков может повторно использовать большинство старых модулей для своего станка последнего поколения и заменять только те, которые нуждаются в улучшении.
EMAG не только усовершенствовал оригинальные станки VL и VT, но и интегрировал дополнительные процессы обработки, такие как шлифование, затачивание, зубофрезерование, индукционная закалка и лазерная сварка. Как для производителей запчастей, так и для производителей станков остаются проблемы, связанные с более быстрым реагированием на запросы цен, сокращением сроков поставки и снижением затрат, но реализация модульной стратегии станков может помочь в достижении этих целей.
Как для производителей запчастей, так и для производителей станков остаются проблемы, связанные с более быстрым реагированием на запросы цен, сокращением сроков поставки и снижением затрат, но реализация модульной стратегии станков может помочь в достижении этих целей.
Поскольку рынок продолжает требовать повышения производительности, несмотря на сокращение бюджетов и упор на быструю окупаемость инвестиций, привлекательное соотношение цены и качества модульных машин увеличит их проникновение на рынок.Это показывает, что простая концепция может дать лучшее решение. CTE
Модульная машинамаксимизирует производство с помощью линейной транспортной технологии
Модульные машины, предусмотренные в рамках инициативы «Индустрия 4.0», быстро продвигаются на производственные цеха, обеспечивая новый уровень гибкости для управления сложными процессами, необходимыми для производства широкого спектра продукции .
Новая линия сборки мелких деталей от швейцарской машиностроительной компании и системного интегратора Credimex является одним из примеров. Он использует технологию линейного транспорта для обеспечения высокой пропускной способности и быстрых изменений. Эта модульная платформа автоматизации может быть расширена при необходимости дополнительными станциями обработки. Его гибкость стала возможной благодаря расширенной транспортной системе (XTS) от Beckhoff Automation, которая связывает различные технологические модули и чье программное обеспечение может обрабатывать чрезвычайно изменчивые продукты.
Он использует технологию линейного транспорта для обеспечения высокой пропускной способности и быстрых изменений. Эта модульная платформа автоматизации может быть расширена при необходимости дополнительными станциями обработки. Его гибкость стала возможной благодаря расширенной транспортной системе (XTS) от Beckhoff Automation, которая связывает различные технологические модули и чье программное обеспечение может обрабатывать чрезвычайно изменчивые продукты.
Разработанные и изготовленные Credimex AG из Альпнах, Швейцария, машины состоят из интеллектуальных станций обработки с восемью станциями в стандартной конструкции.По словам Роджера Шелберта, совладельца Credimex и главы отдела технологий движения, конструкция машины соответствует требованиям производственной последовательности Индустрии 4.0.
«Модульность машины позволяет эффективно производить различные продукты, что позволяет нам автоматизировать сложные и сложные процессы, которые раньше приходилось выполнять вручную», – поясняет Шельберт. При желании можно интегрировать процессы подбора и размещения, а также станции сборки и тестирования.”
При желании можно интегрировать процессы подбора и размещения, а также станции сборки и тестирования.”
Держатели заготовок длиной 250 мм и максимальной шириной от 70 до 90 мм устанавливаются на движители XTS. На этих носителях можно перерабатывать продукты одинакового размера или несколько небольших продуктов. Эта гибкость обещает быть полезной для часовой и электронной промышленности, а также для производства двигателей и медицинской техники. Машины Credimex также могут обрабатывать партии размером в одну, что требует быстрого перехода на новую продукцию.
Помимо обработки деталей, доступные технологические станции включают соединение путем склеивания или сварки, лазерную триангуляцию для распознавания продукта и обработку изображений для обеспечения качества.В зависимости от требований также могут быть добавлены специальные станции для клиентов, что, по словам Шелберта, демонстрирует одно из основных преимуществ технологии управления Beckhoff на базе ПК.
Машины Credimex также могут работать с партиями размером в одну, что требует быстрого перехода на новую продукцию.
«Управление ПК обеспечивает открытость и разнообразные интерфейсы в дополнение к гибким функциям перемещения XTS, предлагая идеальную платформу для интеграции любых необходимых компонентов или дополнительных станций», – говорит он.«Например, интеграция робототехники с программным обеспечением TwinCAT очень проста. Также можно добавить широкий спектр других компонентов, таких как высокопроизводительная связь EtherCat и интегрированная в систему технология безопасности TwinSafe ».
Гибкость управления движением, обеспечиваемая XTS, достигается не только за счет замены механических компонентов, но и за счет функциональности программного обеспечения В исходной системе CresaLine XTS состоит из девяти модулей линейных двигателей длиной 250 мм, которые перемещаются по рельсовому пути в качестве держателей заготовок.Для модели CresaLine Starter вся система уменьшена вдвое, но при этом используется тот же инженерный подход. Конфигурация системы может быть адаптирована к потребностям пользователя. Например, специальные двигатели могут использовать магнитную пластину и систему кодирования от XTS, а также собственную направляющую шину заказчика. Кроме того, Credimex реализовал линейный дизайн XTS вместо закрытого.
Например, специальные двигатели могут использовать магнитную пластину и систему кодирования от XTS, а также собственную направляющую шину заказчика. Кроме того, Credimex реализовал линейный дизайн XTS вместо закрытого.
«Особенностью здесь является то, что движители в CresaLine Starter опускаются в конце секции XTS и возвращаются в исходное положение с помощью 3-осевой линейной системы», – поясняет Шелберт.«В более крупной CresaLine движители перемещаются на противоположную линию передачи XTS с помощью системы поперечной передачи. Это означает, что секция возврата также может использоваться для сборочных станций, что позволяет нам разработать очень компактную систему, отвечающую требованиям рынка для небольших сборочных линий ».
Модульность аппаратного и программного обеспечения означает, что функции перемещения, которые часто требуют огромных затрат на оборудование, легко выполняются. доступный с XTS через программное обеспечение автоматизации TwinCAT 3. «Производственный поток может быть адаптирован для дополнительных технологических станций с помощью конфигурации программного обеспечения без каких-либо изменений оборудования», – говорит он.
«Кроме того, перемещением и позиционированием можно управлять с такой точностью, что можно отказаться от ранее использовавшихся аппаратных компонентов. Например, с XTS вам больше не нужно поднимать заготовку с обычной конвейерной ленты для достижения необходимой точности позиционирования для обработки. Это позволяет значительно упростить технологические станции с меньшим количеством осей движения ».
В частности, при сборке мелких деталей многие факторы играют важную роль в достижении желаемой точности.Даже небольшая вибрация может вызвать проблемы. «Но система передачи XTS работает полностью независимо и без механического соединения с отдельными технологическими станциями», – говорит Шельберт. «Это означает, что вибрации, вызванные, например, обратным движением манипулятора, не могут передаваться на XTS и, следовательно, на другие станции. Это оказывает значительное положительное влияние на достижение точности обработки ».
Гибкость движителей – еще один положительный момент. « С одной стороны, движители могут быть разработаны специально для приложения – короче или длиннее, больше или меньше – в зависимости от того, сколько имеется пространство для их передвижения или сколько отдельных продуктов должен перевезти каждый грузчик », – поясняет он.
« С одной стороны, движители могут быть разработаны специально для приложения – короче или длиннее, больше или меньше – в зависимости от того, сколько имеется пространство для их передвижения или сколько отдельных продуктов должен перевезти каждый грузчик », – поясняет он.
«До сих пор мы концентрировались на области микросборки, которая простирается от 500 микрочипов до трех или четырех крупных компонентов на держателе заготовки. Однако гибкость также означает, что отдельные грузчики могут быть удалены из системы перекачки или снова вставлены, если потребуется ».
Одним из примеров этого является специальный движитель с системой камер с батарейным питанием, который может управлять процессом, проверять точность отдельных технологических станций и снова сохранять поправки смещения для максимальной точности.Это может быть важно для отслеживания воздействия больших перепадов температур, например, утром или в середине рабочего дня.
Кроме того, в соответствии с концепциями Индустрии 4.0 эффективность производства системы отслеживается в любое время и для каждого процесса, поскольку отдельные операции сохраняются в базе данных с отметкой времени.
«В полном соответствии с размером партии одного производства, для каждого проекта принимается решение, связанное с заказом, чтобы определить, какие этапы процесса необходимы для производства», – говорит Шельберт.«Это становится возможным благодаря подключению центрального управляющего компьютера и встроенных ПК отдельных технологических модулей к системе ERP [планирование ресурсов предприятия] клиента».
«В результате индивидуальный контроллер каждого механизма перемещения с его уникально назначенным продуктом становится практически интеллектуальным и может самостоятельно управлять процессом сборки. Перемещение камеры также позволяет калибровать всю технологическую цепочку. Его информацию можно использовать непосредственно для раннего исправления последовательности процессов до появления дефектов качества или чрезмерного брака деталей.”
Tembo извлекает выгоду из гибкой и модульной концепции станка
Список компаний, представленный на сайте www.tembo.eu, впечатляет. «15 компаний и 1 200 сотрудников, входящих в группу, работают более чем в 10 странах, в частности в Европе. Наша штаб-квартира по-прежнему находится в Кампене ». Несколько компаний концентрируются на рынке роскошных продуктов питания и опыта: «De Olifant, например, по-прежнему производит сигары, а кофе, чай и фирменные блюда можно приобрести в De Eenhoorn.»
Оборудование для производства таблеток для посудомоечных машин
Ключевым направлением деятельности Tembo является машиностроение:« Первоначально мы ориентировались в основном на машины для табачного рынка, однако сейчас у нас есть гораздо более широкая перспектива. Наша компания EME Engel, например, производит оборудование для производства таблеток для посудомоечных машин. С другой стороны, от TDC мы поставляем машину для упаковки этих таблеток, а также машину, которая производит пакеты для упаковки из пленки.»
« Последние две машины были разработаны собственными силами. Наша упаковочная машина для таблеток для посудомоечных машин уникальна. При изменении формата упаковки производителю обычно приходится все физически модифицировать. Это не обязательно с нашей гибкой упаковочной машиной. Вы указываете количество вкладок в сумке, а затем продолжаете ».
Помощь в нужное время
Будучи инновационной группой, Тембо любит сотрудничать с партнерами, которые думают так же, как они.Корьянус: «Я работаю здесь уже десять лет, и все это время мы сотрудничаем с SICK. Компания SICK действительно является поставщиком, которому мы «наградили корону». Мы не просто так раздаем короны. Мы заинтересованы в хороших датчиках по хорошей цене. И мы не ожидаем, что представитель будет приходить к нам каждый раз, но когда мы звоним, мы делаем это по определенной причине. SICK это понимает. Их сотрудники быстро реагируют и при необходимости навещают нас ».
Иногда помощь от SICK приходит и из неожиданного источника: «Когда мы разрабатывали модульную машину для упаковки таблеток для посудомоечных машин, мы столкнулись с проблемой безопасности.Простого ограждения с несколькими дверьми было недостаточно. Каждый модуль в машине имеет дверцу доступа, расположенную рядом друг с другом. Для многих предохранительных выключателей монтажная пластина занимает слишком много места. Затем он перекрывается с соседней дверью и предотвращает ее открытие. В настоящее время мы ждем электронного письма от компании SICK относительно элегантного и тонкого решения для обеспечения безопасности. В ответ на мой запрос на той же неделе коллега из SICK прислал нам демонстрационную версию предохранительного выключателя из своего центра тестирования и обучения.Это быстро решило проблему для нас ».
Развитие модульного производства продолжается с Bright Machines
Сводка
Bright Machines Модульный подход к производству отражает растущую тенденцию стандартизации машинных модулей для повышения эффективности и прибыльности.
Я впервые увидел модульную производственную линию, продемонстрированную на стенде SmartFactory KL на выставке Hannover Messe 2015.В нем использовались стандартизированные аппаратные и программные модули, основанные на открытых отраслевых стандартах, которые можно было объединить вместе для более эффективного создания производственных линий. Это следует за тенденцией, начавшейся несколько лет назад, с модульными, сборными заводскими системами для оборудования, смонтированными на салазках. Системы с несколькими машинами, такие как компрессоры, большие системы фильтрации, системы смешивания и смешивания, а также модули безразборной мойки (CIP), были поставлены в виде комплектных единиц.
Совсем недавно «Пакет типа модуля» (MTP) фокусируется на создании стандартизированных непатентованных описаний стандартизованных машинных модулей для автоматизации процессов.MTP продвигает концепции ISA88 и ISA95 в открытые независимые от поставщиков модели plug-and-production, которые включают такие атрибуты, как управление аварийными сигналами, безопасность и защита, управление процессами, HMI и диагностика технического обслуживания. OPC UA используется как способ передачи данных пакета типа модуля (MTP) между системами.
Я поговорил с Адамом Монтойей, вице-президентом по промышленным решениям компании Bright Machines, чтобы узнать о подходе компании к модульному оборудованию, позволяющему более эффективно доставлять рабочие места на производство.Промышленные решения от Bright Machines – это последняя итерация эволюции модульного производства. Bright Machines предлагает консультации, программное обеспечение и стандартизированные модули рабочих ячеек, которые соединяются для создания производственных линий электронной продукции.
Яркие Машины Модульное Электронное Производство Цель
Bright Machines – «автоматизировать производство электроники для увеличения производства и сокращения затрат», исходя из своего опыта работы в качестве компании. Bright Machines – это дочерняя компания, ранее известная как Autolab AI, до выхода из скрытого режима в 2018 году.Он был инкубирован в Flex (FLEX), ранее известном как Flextronics International Ltd., мультинациональном контрактном производителе электроники, зарегистрированном в США и Сингапуре.
Производственные модули Bright Machines объединяют в себе Bright Robotic Cells и программное обеспечение компании Brightware, а также системы подачи материалов, транспортировочные системы и инструменты на конце руки, чтобы предоставить комплексные решения автоматизации для множества общих задач сборки и контроля, используемых при производстве электронной продукции. Я спросил о взаимодействии других приложений с программным обеспечением Brightware, и в настоящее время у него нет открытых опубликованных API (интерфейсов программирования приложений).
Bright Machines считает, что их подход позволяет клиентам начать работу на 50% быстрее с предварительно интегрированными и готовыми к производству микрофабриками. Пользователи настраивают работу производственной линии без какого-либо программирования с помощью фирменного программного обеспечения BM Recipe Builder.
Модульные машины Bright Machines используются для создания производственных линий, отвечающих требованиям клиентов.
Производственные модули машин Bright Machines используют преимущества компьютерного зрения, машинного обучения, 3D-моделирования и адаптивной робототехники.В настоящее время компания специализируется на производстве электроники для производства продукции размером до 700x560X250 мм (27,5 дюйма X 22 дюйма X 9,8 дюйма) и весом до 15 кг (33 фунта).
Bright Machines имеет центры исследований и разработок в США и Израиле, а также полевые операции в США, Мексике, Китае и Польше.
Императив автоматизации
Факторы успеха в производстве меняются, поэтому компаниям любого размера необходимо использовать автоматизацию в качестве стратегического инструмента для конкуренции.Затраты на рабочую силу растут в регионах мира с традиционно более низкими затратами, и меняющиеся демографические данные по-прежнему будут фактором, определяющим потребность в большей автоматизации. Несмотря на рост населения мира, наличие квалифицированных рабочих в странах с развитой стареющей экономикой фактически сокращается. Развивающиеся рынки, такие как Китай и Россия, также ощущают демографический кризис, поскольку во многих странах ожидается сокращение численности населения трудоспособного возраста.
Автоматизация – ключевой фактор успеха больших и малых компаний в достижении снижения затрат, повышения производительности и качества.Компания может успешно конкурировать только в том случае, если она превосходит конкурентов, предлагая большую ценность клиентам или создавая сопоставимую ценность при более низких затратах, либо и то, и другое. Автоматизация – лучший способ достичь этой цели в долгосрочной перспективе за счет повышения устойчивой операционной эффективности. Операционная эффективность означает выполнение аналогичных действий лучше, чем у конкурирующих производителей. Ожидая, пока конкуренты применит доступную автоматизацию, производители становятся уязвимыми, удерживая их в режиме наверстывания.
Об авторе
Lydon обладает более чем 10-летним опытом написания и редактирования на сайте Automation.com, а также более чем 25-летним опытом проектирования и применения технологий в области автоматизации и управления. Лайдон начал свою карьеру как разработчик компьютерных систем управления станками; на других должностях он применял программируемые логические контроллеры (ПЛК) и технологию управления технологическими процессами.Помимо работы в различных крупных компаниях (например, Sundstrand, Johnson Controls и WAGO), Лайдон в течение двух лет входил в группу из 5 человек, которая разработала инновационную систему автоматизации зданий. Он также был менеджером по продукции многомиллионной линейки средств управления и автоматизации и соучредителем / президентом компании, производящей программное обеспечение для управления производством.
Вам понравилась эта замечательная статья?
Ознакомьтесь с нашими бесплатными электронными информационными бюллетенями, чтобы прочитать больше отличных статей..
Подписывайся| Базовый модуль – мм (дюйм) | 450 (17,72) x 2 модуля |
| Расстояние для извлечения базового модуля – мм (дюйм) | 700 (27,56) в переднюю зону |
| Базовая масса – кг (фунты) | 500 (1100) |
| Режущая способность передаточного устройства – кг (фунты) | 5 (11) + 5 (11) |
| Передаточно-загрузочное устройство | линейная ось + ось вращения |
| Устройство передачи деталей | вертикальный подъемник + траверса с левой на правую / правую на левую |
| Устройство переворачивания | Вращение зажима по внешнему диаметру |
| Макс.размер детали – мм (дюйм) | ø300 (11,81) |
| Макс. качели – мм (дюйм) | ø310 (12,2) |
| Диаметр шпинделя – мм (дюйм) | ø100 (3,94) |
| Носик шпинделя | A2-6 или A2-8 |
| Диаметр отверстия шпинделя – мм (дюйм) | ø56 (2.2) |
| Скорость шпинделя | макс.4000 об / мин |
| Двигатель шпинделя – кВт (л.с.) | 5,5 (7,5) / 7,5 (10) |
| Двигатель шпинделя (опция) – кВт (л.с.) | 7,5 (10) / 11 (15) |
| кол-во станций | 8 |
| Режущий инструмент | Квадратный хвостовик ø25, расточная оправка ø32 |
| Размер патрона – дюйм | 8-10 |
| Ход скольжения – мм (дюйм) | Ось X: 200 (7.87), ось Z: 230 (9,06) |
| Ускоренный ход – м / мин | Ось X: 24, ось Z: 24 |
| Блок настройки подачи – мм | Ось X: 0,001, ось Z: 0,001 |
| Вес модуля – кг (фунты) | 2000 (4400) |
Модульное машинное обучение для классификации болезни Альцгеймера на основе сосудистой сети сетчатки
Fosnacht, A. M. et al. От болезни мозга к здоровью мозга: первичная профилактика болезни Альцгеймера и связанных с ней расстройств в системе здравоохранения с использованием подхода, основанного на электронных медицинских записях. J. Prev. Alzheimer’s Dis. 4 (3), 157–164 (2017).
CAS Google ученый
Sperling, R.A. et al. На пути к определению доклинических стадий болезни Альцгеймера: рекомендации рабочих групп Национального института старения – Ассоциации Альцгеймера по диагностическим руководствам по болезни Альцгеймера. Демент Альцгеймера. 7 (3), 280–292 (2011).
Артикул Google ученый
McKhann, G.M. et al. Диагностика деменции, вызванной болезнью Альцгеймера: рекомендации рабочих групп Национального института старения и ассоциации Альцгеймера по диагностическим руководствам по болезни Альцгеймера. Демент Альцгеймера. 7 (3), 263–269 (2011).
Артикул Google ученый
Hyman, B.T. et al. Руководство Национального института старения и ассоциации Альцгеймера по невропатологической оценке болезни Альцгеймера. Демент Альцгеймера. 8 (1), 1–13 (2012).
Артикул Google ученый
Ding, Y. et al. Модель глубокого обучения для прогнозирования диагноза болезни Альцгеймера с использованием ПЭТ головного мозга с 18 F-FDG. Радиология 290 (3), 456–464 (2019).
PubMed Статья Google ученый
Джонсон, К.А., Фокс, Н.С., Сперлинг, Р.А., Кланк, У.Э. Визуализация мозга при болезни Альцгеймера. Cold Spring Harb. Перспектива. Med. 2 (4), 1-24 (2012).
Артикул CAS Google ученый
Виттенберг Р., Кнапп М., Карагианниду М., Диксон Дж., Шотт Дж. М.. Экономические последствия внедрения диагностики для пациентов с умеренными когнитивными нарушениями. Демент Альцгеймера. Пер. Res. Clin. Интерв. 5 , 382–387 (2019).
Ko, F. et al. Связь истончения слоя нервных волокон сетчатки с текущим и будущим когнитивным снижением: исследование с использованием оптической когерентной томографии. JAMA Neurol. 75 (10), 1198–1205 (2018).
PubMed PubMed Central Статья Google ученый
Чжэн Д.D. et al. Продольные ассоциации между нарушением зрения и когнитивными функциями в исследовании Salisbury Eye Assessment. JAMA Ophthalmol. 136 (9), 989–995 (2018).
PubMed PubMed Central Статья Google ученый
Чен, С. П., Бхаттачарья, Дж. И Першинг, С. Связь потери зрения с познанием у пожилых людей. JAMA Ophthalmol. 135 (9), 963–970 (2017).
PubMed PubMed Central Статья Google ученый
Фостер, П. Дж., Чуа, С. Ю. Л. и Петцольд, А. Лечение глаз, чтобы помочь мозгу: связь между зрительной и когнитивной функцией. JAMA Ophthalmol. 136 (9), 996–997 (2018).
PubMed Статья Google ученый
Rohani, M. et al. Изменения нервов сетчатки у пациентов с доминантным тремором и акинетической ригидной болезнью Паркинсона. Neurol. Sci. 34 (5), 689–693 (2013).
PubMed Статья Google ученый
Коронио, Ю., Салумбидес, Б. К., Блэк, К. Л., Короньо-Хамауи, М. Болезнь Альцгеймера в сетчатке: визуализация бляшек Aβ на сетчатке для ранней диагностики и оценки терапии. Neurodegener. Дис. 10 (1–4), 285–293 (2012).
CAS PubMed Статья Google ученый
Бериша, Ф., Феке, Г. Т., Тремпе, К. Л., МакМил, Дж. У. и Шепенс, С. Л. Аномалии сетчатки при ранней болезни Альцгеймера. Расследование. Офтальмол. Vis. Sci. 48 (5), 2285–2289 (2007).
Артикул Google ученый
Olafsdottir, O.B. et al. Кислородный обмен сетчатки у пациентов с легкими когнитивными нарушениями. Демент Альцгеймера. Диаг. Оценивать. Дис. Монит. 10 , 340–345 (2018).
Google ученый
Ong, Y. et al. Сосудистые фракталы сетчатки и когнитивные нарушения. Демент. Гериатр. Cogn. Дис. Экстра 4 (2), 305–313 (2014).
PubMed PubMed Central Статья Google ученый
Querques, G. et al. Функциональные и морфологические изменения сосудов сетчатки при болезни Альцгеймера и легких когнитивных нарушениях. Sci. Отчет 9 (1), 1–10 (2019).
CAS Статья Google ученый
Chan, K. et al. Сравнение машинного обучения и традиционных классификаторов в диагностике глаукомы. IEEE Trans. Биомед. Англ. 49 (9), 963 (2002).
PubMed Статья Google ученый
Ройчоудхури, С., Кузеканани, Д.Д. и Пархи, К. К. СОН: анализ диабетической ретинопатии с использованием машинного обучения. IEEE J. Biomed. Лечить. Сообщить. 18 (5), 1717–1728 (2014).
Артикул Google ученый
Mitani, A. et al. Обнаружение анемии по изображениям глазного дна сетчатки с помощью глубокого обучения. Nat. Биомед. Англ. 4 (1), 18–27 (2020).
PubMed Статья Google ученый
De Fauw, J. et al. Клинически применимое глубокое обучение для диагностики и направления к специалистам при заболеваниях сетчатки. Nat. Med. 24 (9), 1342–1350 (2018).
Артикул CAS Google ученый
Poplin, R. et al. Прогнозирование факторов риска сердечно-сосудистых заболеваний по фотографиям глазного дна сетчатки с помощью глубокого обучения. Nat. Биомед. Англ. 2 (3), 158–164 (2018).
Артикул Google ученый
Sudlow, C., et al. Биобанк Великобритании: ресурс открытого доступа для выявления причин широкого спектра сложных заболеваний среднего и пожилого возраста. PLoS Med. 12 (3) e1001779. https://doi.org/10.1371/journal.pmed.1001779 (2015).
Процедуры оптико-когерентной томографии с использованием АПФ. [Онлайн]. Доступно: http://biobank.ndph.ox.ac.uk/showcase/refer.cgi?id=100237.
Wang, S. et al. Оценка качества изображения глазного дна на основе визуальной системы человека на фотографиях переносной камеры глазного дна. IEEE Trans. Med. Imaging 35 (4), 1046–1055 (2016).
PubMed Статья Google ученый
Zeiler MD, Фергус Р. Визуализация и понимание сверточных сетей. В Европейской конференции по компьютерному зрению, 6 сентября 2014 г., , 818–833 (Springer, Cham).
Lai, A. Y. et al. Венулярная дегенерация приводит к сосудистой дисфункции в трансгенной модели болезни Альцгеймера. Мозг 138 (4), 1046–1058 (2015).
PubMed Статья Google ученый
Reiman, E. M. et al. Визуализация головного мозга и анализ биомаркеров жидкости у молодых людей с генетическим риском аутосомно-доминантной болезни Альцгеймера в родстве с пресенилином 1 E280A: исследование случай-контроль. Lancet Neurol. 11 (12), 1048–1056 (2012).
CAS PubMed PubMed Central Статья Google ученый
Фокс, Н. Когда, где и как начинается болезнь Альцгеймера ?. Lancet Neurol. 11 (12), 1017–1018 (2012).
PubMed Статья Google ученый
Бланкс, Дж. К., Ториго, Ю., Хинтон, Д. Р., Бланкс, Р. Х. И. Патология сетчатки при болезни Альцгеймера. I. Потеря ганглиозных клеток в фовеальной / парафовеальной сетчатке. Neurobiol. Старение 17 (3), 377–384 (1996).
CAS PubMed Статья Google ученый
Blanks, J. C. et al. Патология сетчатки при болезни Альцгеймера. II. Потеря регионарных нейронов и глиальные изменения в GCL. Neurobiol. Старение 17 (3), 385–395 (1996).
CAS PubMed Статья Google ученый
Хинтон, Д. Р., Садун, А. А., Бланкс, Дж. К. и Миллер, С. А. Дегенерация зрительного нерва при болезни Альцгеймера. N. Engl. J. Med. 315 (8), 485–487 (1986).
CAS PubMed Статья Google ученый
Parisi, V. et al. Морфологические и функциональные нарушения сетчатки у пациентов с болезнью Альцгеймера. Clin. Neurophysiol. 112 (10), 1860–1867 (2001).
CAS PubMed Статья Google ученый
Кац Б. и Риммер С. Офтальмологические проявления болезни Альцгеймера. Surv. Офтальмол. 34 (1), 31–43 (1989).
CAS PubMed Статья Google ученый
Curcio, C. A. & Drucker, D. N. Ганглиозные клетки сетчатки при болезни Альцгеймера и старении. Ann. Neurol. 33 (3), 248–257 (1993).
CAS PubMed Статья Google ученый
Kapasi, A. & Schneider, J.А. Вклад сосудов в когнитивные нарушения, клинические проявления болезни Альцгеймера и деменции у пожилых людей. Biochim. Биофиз. Acta Mol. Основы дис. 1862 (5), 878–886 (2016).
CAS Статья Google ученый
Кислер К., Нельсон А. Р., Монтань А. и Злокович Б. В. Регулирование мозгового кровотока и нейрососудистая дисфункция при болезни Альцгеймера. Nat. Rev. Neurosci. 18 (7), 419–434 (2017).
CAS PubMed PubMed Central Статья Google ученый
Ujiie, M., Dickstein, D. L., Carlow, D. A. & Jefferies, W. A. Проницаемость гематоэнцефалического барьера предшествует образованию сенильных бляшек в модели болезни Альцгеймера. Микроциркуляция 10 (6), 463–470 (2003).
CAS PubMed Google ученый
Аттемс, Дж.И Джеллингер, К. А. Частичное совпадение сосудистых заболеваний и болезни Альцгеймера – уроки патологии. BMC Med. 12 (1), 1–12 (2014).
Артикул Google ученый
Хаммс, Х. П., Фен, Й., Пфистер, Ф. и Браунли, М. Диабетическая ретинопатия: нацелена на вазорегрессию. Диабет 60 (1), 9–16 (2011).
CAS PubMed PubMed Central Статья Google ученый
Iafe, N.A., Phasukkijwatana, N., Chen, X. & Sarraf, D. Плотность капилляров сетчатки и площадь бессосудистой фовеальной зоны зависят от возраста: количественный анализ с использованием ангиографии с оптической когерентной томографией. Расследование. Офтальмол. Vis. Sci. 57 (13), 5780–5787 (2016).
CAS Статья Google ученый
Суини, М. Д., Сагаре, А. П. и Злокович, Б. В. Нарушение гематоэнцефалического барьера при болезни Альцгеймера и других нейродегенеративных расстройствах. Nat. Rev. Neurol. 14 (3), 133–150 (2018).
CAS PubMed PubMed Central Статья Google ученый
де Ягер, К. А., Мсембури, В., Пеппер, К., Комбринк, М. И. Распространенность деменции в сельском регионе Южной Африки: перекрестное исследование сообщества. J. Alzheimers. Дис. 60 (3), 1087–1096 (2017).
PubMed PubMed Central Статья Google ученый
Плассман Б. Л., Поттер Г. Г. Эпидемиология деменции и легких когнитивных нарушений. В справочниках APA по психологии®. Справочник APA по деменции , 15–39, изд. Г. Э. Смит, С. Т. Фариас https://doi.org/10.1037/0000076-002 (Американская психологическая ассоциация, 2018).
Сравнение участников Биобанка Великобритании с населением в целом. [Онлайн]. Доступно: https://www.ukbiobank.ac.uk/2017/07/comparing-uk-biobank-participants-with-the-general-population/.
Буш, К., Уилкинсон, Т., Шнир, К., Нолан, Дж., Садлоу, К. Определения деменции и основных диагностических патологий. (Судебное решение по результатам фазы 1 биобанка Великобритании, 2018 г.).
Шарма К. и Сантошкумар П. Старение линз: эффекты кристаллинов. Biochim. Биофиз. Acta Gen. Subj. 1790 (10), 1095–1108 (2009).
CAS Статья Google ученый
X. Xiao, S.Лиан, З. Луо и С. Ли, Weighted res-UNet для высококачественной сегментации сосудов сетчатки. Proc. – 9-й межд. Конф. Инф. Technol. Med. Educ. ITME 2018 , стр. 327–331, 2018.
А. Л. Кортиновис D, Retina-UNet. [Онлайн]. Доступно: https://github.com/orobix/retina-unet.
Стаал, Дж., Абрамофф, М. Д., Нимейер, М., Виергевер, М. А. и Ван Гиннекен, Б. Сегментация сосудов по гребню на цветных изображениях сетчатки. IEEE Trans. Med.Imaging 23 (4), 501–509 (2004).
PubMed Статья Google ученый
Инновационная концепция станка
Преимущества, которые дает наша концепция станка
Типичное время обработки
Технические характеристикиРазмеры * модульных станков MWZ
Спецификация машины
Управляющая техника
Периферийные устройства
Принадлежности
Ваши приложения
| ||||