Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
Алмазное сверло | |
*Поставляемые свёрла упаковываются в специальную сетку, предохраняющую их от механических повреждений при транспортировке. |
виды и особенности использования в разных сферах — Журнал о строительстве и ремонте
Сверла с алмазным напылением — это инструмент по обработке заготовок с высокими прочностными характеристиками. Купить алмазные сверла можно с разной конфигурацией рабочих насадок, интернет-сайт tehnoved.ru предлагает следующую номенклатуру сверл:
- шаровидную;
- цилиндрическую;
- коническую;
- в форме пера.
Каждая разновидность инструмента имеет свою сферу «деятельности», но это всегда сложная энергозатратная операция. Высокое сопротивление обрабатываемого материала нуждается в особом методе сверления — ударно-вращательном.
Применение алмазно-трубчатых сверл
В случае с заготовками из твердого, но при этом хрупкого материала «ударное» сверление может разрушить деталь. Сверление в стекле, керамике производится алмазным инструментом только трубчатого типа, особенно, если требуется отверстие с большим сечением.
Этот тип сверл из группы цилиндрических рабочих насадок. На практике инструмент применяется для создания отверстий и в сплавах повышенной прочности. Конструкция инструмента включает два элемента:
- кольцеобразная режущая часть с алмазоносным кромочным слоем;
- корпус цилиндрический для крепления кольца, с конструктивными боковыми отводами для стружки и охлаждения.
Важное качество алмазного сверла с трубчатой формой хвостовика — понижение осевого усилия. И, как следствие, уменьшение износа алмазной кромки инструмента при стабильно высокой производительности.
Технические особенности алмазного инструмента с трубчатой насадкой
Корпус инструмента изготавливается из стали, для удлинителя используется марка 40X. Кольцевой рабочий слой алмазного инструмента формируется техническими кристаллами и может иметь непрерывную структуру — С1, либо прерывную — С2.
Эксплуатационное истирание кромки сверл отмечается на этикетке инструмента. Они маркируются разными цветами:
- синяя — для ручного инструмента;
- черная — для станков.
Срок эксплуатации сверл ручной модификации ниже станочных в 2 раза при одинаковой плотности напыления. Для сравнения: ресурс по керамограниту для ручного алмазного инструмента — 70 раз, для станочного — 120, по бетону — соответственно 12 и 25 раз. Кромочная толщина обусловливает тонкость среза. Она варьирует для разных материалов от 0,4 до 4мм. Диаметр рабочего кольца — 20 ÷ 215мм, высота алмазного напыления менее 10мм.
Кристаллическая структура алмазов формирует их твердость. Режущие грани — это самые острые и твердые участки. При работе острые грани истираются и сменяются нетвердыми «тупыми». Поэтому рабочий слой следует регулярно «вскрывать», то есть сухим способом просверливать абразивный состав.
Режущие грани — это самые острые и твердые участки. При работе острые грани истираются и сменяются нетвердыми «тупыми». Поэтому рабочий слой следует регулярно «вскрывать», то есть сухим способом просверливать абразивный состав.
инженер поможет – Для чего нужно алмазное сверло
Алмазное сверло применяется при обработке такого высоко твёрдого материала, как керамогранит. Например, если нужно получить в плитке отверстие, то используют именно алмазные сверла. Но давайте я расскажу подробнее, о видах сверл которые применяются для сверления керамогранита. Очень часто для обработки используется алмазное сверло кольцевого вида.
Трубчатые алмазные сверлаТакже иногда применяют трубчатые алмазные сверла, которые можно подобрать под любой размер. Если необходимо получить отверстие большого диаметра, то в этом случае используют кольцевую алмазную насадку с нужным диаметром.
Алмазные сверла
Разные производители режущего инструмента изготавливают сверла с совершенно разной геометрией режущей части и глубиной покрытия алмазом режущей части сверла.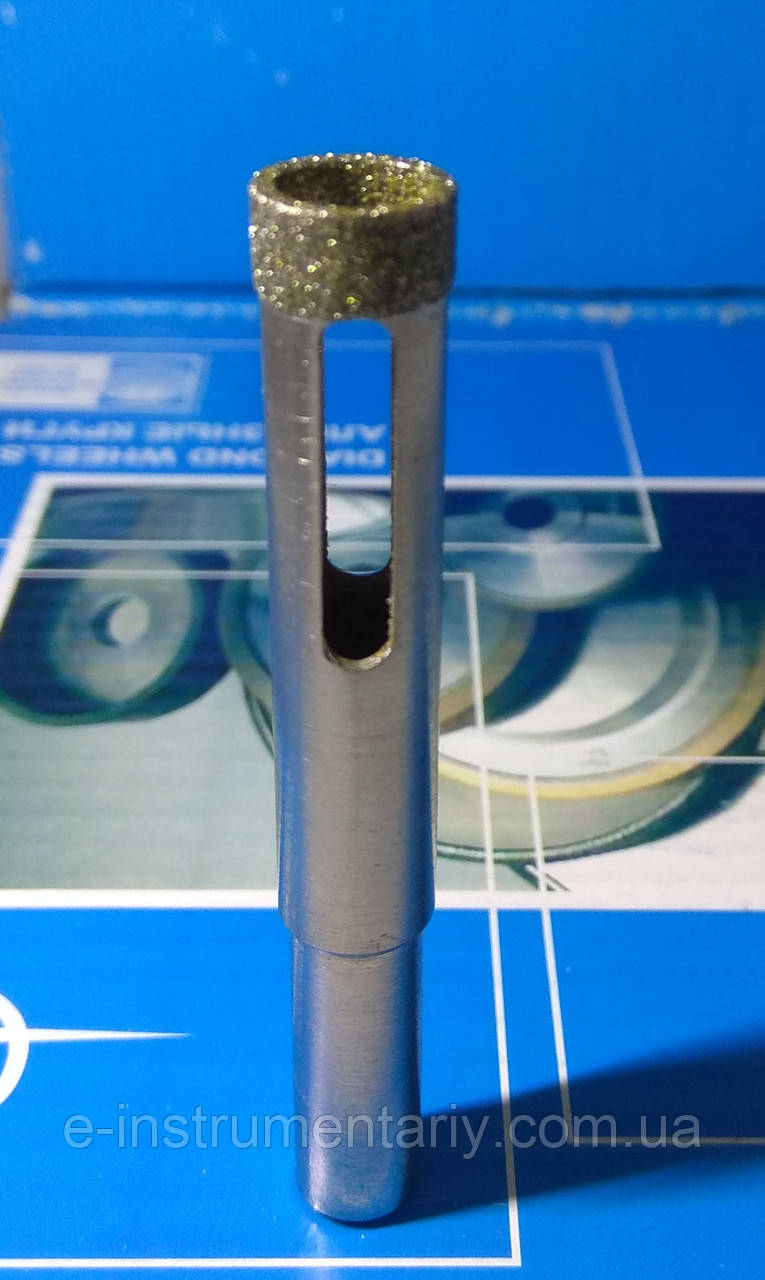
Часто возникает вопрос: «Чем сверлить керамогранит и какой для этого лучше применять вспомогательный инструмент – дрель или перфоратор? Это не имеет никакого значения, просто при использовании перфоратора нужно выключить ударную функцию.
Лучше всего применять вместе с алмазным сверлом вспомогательный инструмент с возможностью регулировки частоты вращения. При получении отверстия в керамограните сверление нужно проводить по возможности на минимальных оборотах. При сверлении нужно постоянно обеспечивать вертикальное положение алмазного сверла, иначе перекос при резании очень часто приводит к повреждению плитки или инструмента, а иногда и к тому и другому. Уменьшить возможность перекоса можно закрепив дрель в любом держателе.
Для повышения качества сверления плитки, а также самого алмазного сверла, лучше всего всегда подкладывать кусок доски или ДСП под плитку, если это возможно. Кроме того обратите внимание, что кроме того, что алмазные свёрла по керамограниту не режут при высокой скорости резания, что их также еще нужно охлаждать для повышения стойкости инструмента.
Лучше всего, когда зона резания охлаждается постоянным потоком воды, но можно сделать небольшую лужицу, правда с некоторой периодичностью ее нужно пополнять. Для сверления на вертикальных поверхностях шприцом водичку нужно подливать, только тряпочку внизу прилепить, чтобы не запачкать пол.
Вырезание отверстия в керамограните с помощью шаблона
Шаблон прочно крепится на плитке или держателя дрели. Для этой цели можно использовать струбцины.
На вопрос как получить отверстие алмазным сверлом в керамограните есть, два ответ. Например, обрабатывать отверстие сразу на нужную глубину или сверлить не до конца. Во втором случае, можно просверлить алмазным сверлом 2/3 требуемой глубины, а после ударом со стороны лицевой поверхности плитки выбить образовавшуюся пробку.
Вид пробки при вырезании керамогранитаДля получения точного отверстия при сверлении нужно использовать специальный шаблон.
В свое время проводил эксперименты и получил следующий опыт:
1. Перьевые алмазные сверла BOSH обороты 1200 + вода, без молотка – СЛОМАНЫ 3 шт, ПРОСВЕРЛЕНО ОТВЕРСТИЙ 1, затрачено времени 30 мин. Этот вариант ОЧЕНЬ УТОМИТЕЛЕН и очень дорого.
2. Перьевое сверло крестиком об.1200 + вода, без молотка – ПРОСВЕРЛЕНО ОТВЕРСТИЙ 1, затрачено времени 30 мин.Еще более утомительно, но сверло целое.
3. Алмазное трубчатое сверло об.2000 + вода, без молотка – ПРОСВЕРЛЕНО ОТВЕРСТИЙ 12, затрачено времени 1 мин на отверстие. ЛЕГКО, сверло целое. отверстие очень ровное.
4. Перфоратор+ бур на 12 за 50руб, без воды с молотком – ПРОСВЕРЛЕНО ОТВЕРСТИЙ 40, затрачено времени 5 сек на отверстие. ОЧЕНЬ ЛЕГКО, сверло целое. Плитка вся целая правда ближе 10 мм от края не сверлил. На входе, край отверстия немного сколот на конус, в моем случае не принципиально, закрывается крепежным ухом оборудования. Плитка должна быть уложена, на весу будет колоться. Последний вариант ,смею заметить, весьма рискован.
Плитка должна быть уложена, на весу будет колоться. Последний вариант ,смею заметить, весьма рискован.
Сверла алмазные трубчатые
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.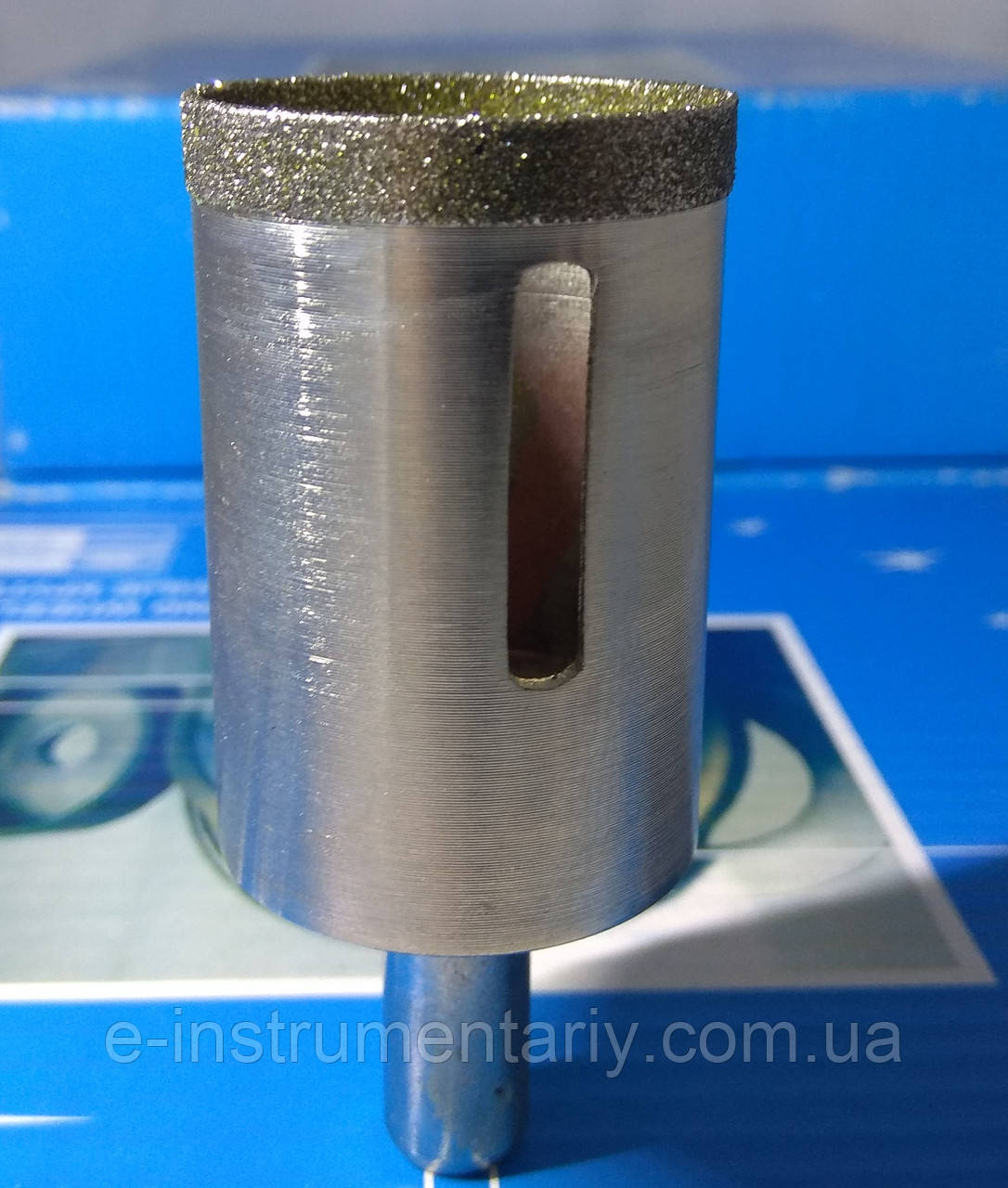 Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Знакомство с внешней трубкой
В течение последних двух блогов мы изучали стержни керна. Стержневой сердечник троса обычно состоит из системы двойных труб, которая включает внутреннюю и внешнюю трубы. Мы рассмотрели детали, из которых состоит узел внутренней трубы и узел головки. В этом блоге мы рассмотрим детали внешней трубы и роль каждого элемента оборудования.
Стержневой сердечник троса обычно состоит из системы двойных труб, которая включает внутреннюю и внешнюю трубы. Мы рассмотрели детали, из которых состоит узел внутренней трубы и узел головки. В этом блоге мы рассмотрим детали внешней трубы и роль каждого элемента оборудования.
Почему мы уделяем много времени изучению этого оборудования? Потому что для поддержания хороших показателей бурения алмазные бурильщики должны хорошо разбираться в своем буровом оборудовании.С учетом сказанного, давайте посмотрим на компоненты.
Стопорная муфта:
Стопорная муфта служит переходником между квадратной резьбой на внешней трубе и конической резьбой буровой штанги. Защелки упираются в кончик пальца стопорной муфты, удерживая узел головки на месте. Во время сверления выступ на конце штифта фиксирующей муфты контактирует со стороной одной из защелок, чтобы узел внутренней трубки вращался вместе с внешней трубкой.
Переходная муфта:
Эта муфта обеспечивает пространство для полного открытия защелок и фиксирует посадочное кольцо в положении внутри коробчатого конца внешней трубы.
Посадочное кольцо:
Эта деталь устанавливается в расточенном отверстии резьбы муфты во внешней трубе. Он обеспечивает посадочную площадку для сборки внутренней трубки, когда вы накачиваете или опускаете трубку. Он подвергается термообработке, как посадочный выступ на головке в сборе, и это помогает обеим частям противостоять ударам сборки внутренней трубы, когда она находится во внешней трубе.
Наружная труба:
Наружная труба должна выдерживать большие нагрузки, потому что это деталь, которая толкает и вращает корончатую коронку. По этой причине О. изготавливается из более толстого материала по сравнению с буровой штангой. Резьба на штифтовом конце внешней трубки удерживает стабилизатор внутренней трубки в положении внутри расширительной оболочки.
Стабилизатор внутренней трубы:
Эта деталь находится в расширительной оболочке и удерживает внутреннюю трубку в центре и в стабильном положении внутри долота, готовая принять образец керна.
Колонковый ствол – это точно настроенная часть оборудования, в которой все части работают согласованно для выполнения определенной работы. Хорошее знание функций частей поможет вам понять, как решить проблему, если она возникнет. И не забывайте, что один из наших представителей технической службы на местах всегда может помочь вам советом и советами.
Горные инструменты – Синтетическая добыча США
Алмазное спекание
Чрезвычайная твердость, износостойкость и теплопроводность алмаза делают его идеальным материалом для режущего инструмента.Однако отдельные кристаллы алмаза довольно легко раскалываются при ударе параллельно определенным плоскостям (процесс огранки алмазных драгоценных камней использует преимущества этих относительно слабых плоскостей). В результате отдельные кристаллы алмаза не могут быть хорошими режущими инструментами, если они не будут тщательно ориентированы.
Алмазное спекание решает проблему слабых плоскостей в алмазных драгоценных камнях за счет связывания массы мелких алмазных частиц с более крупной когерентной структурой. Спеченный алмаз обеспечивает большую прочность и долговечность, чем монокристаллы, поскольку отдельные кристаллы в спеченном теле ориентированы случайным образом.Это предотвращает распространение трещин по слабым плоскостям, где традиционные кристаллы алмаза раскалываются наиболее легко. Спеченные алмазы также обеспечивают более равномерный износ, чем монокристалл, сохраняя при этом аналогичные свойства теплопроводности и твердости. Все эти факторы в совокупности делают спеченный алмаз предпочтительным материалом для резки породы.
Спеченный алмаз обеспечивает большую прочность и долговечность, чем монокристаллы, поскольку отдельные кристаллы в спеченном теле ориентированы случайным образом.Это предотвращает распространение трещин по слабым плоскостям, где традиционные кристаллы алмаза раскалываются наиболее легко. Спеченные алмазы также обеспечивают более равномерный износ, чем монокристалл, сохраняя при этом аналогичные свойства теплопроводности и твердости. Все эти факторы в совокупности делают спеченный алмаз предпочтительным материалом для резки породы.
В US Synthetic процесс спекания начинается с кристаллов алмаза высшего качества. Эти кристаллы спекаются вместе при температуре около 1400 ° C и давлении около 60 кбар в присутствии жидкометаллического катализатора.Обычно алмаз прикрепляется к подложке из карбида вольфрама во время того же процесса при высокой температуре и высоком давлении. Этот композит из спеченного алмаза и карбида вольфрама известен в промышленности как резец для поликристаллических алмазов (PDC).
Алмазная чистовая
Чрезвычайная твердость алмазов представляет очевидные проблемы при обработке и чистовой обработке. В обычных условиях обработки инструмент для чистовой обработки тверже заготовки. С алмазными вставками это невозможно, поскольку алмаз – самое твердое из известных веществ.Это делает обработку алмазом аналогом резки деревянного бруса деревянной пилой. В результате US Synthetic ежегодно использует миллионы каратов промышленных алмазов для обработки и доводки PDC до их окончательных размеров. За прошедшие годы мы разработали специализированные методы и станки для притирки, шлифования, полировки, пайки и резки пластин из PDC. Эти методы позволяют нам доводить PDC до точных спецификаций, несмотря на проблемы, присущие механической обработке спеченного алмаза.
Алмазные шлифовальные коронки, сверла и отрезные диски
Биты и фрезы промышленного и стоматологического качества: алмазные шлифовальные коронки, сверла и отрезные диски (все размеры в мм).

НЕТ 28 255
Для сверления отверстий в (пол) драгоценных камнях и т. Д.Вал Ø 2,35 мм.
НЕТ 28 844
НЕТ 28 846
Для резки, шлифования и удаления заусенцев. То же приложение, что описано слева. Меньший нагрев благодаря отверстиям для охлаждения. Никаких следов ожогов! Вал Ø 2,35 мм.
То же приложение, что описано слева. Меньший нагрев благодаря отверстиям для охлаждения. Никаких следов ожогов! Вал Ø 2,35 мм.
НЕТ 28 840
НЕТ 28 842
Только 0.6 толщиной. Для резки и шлифования фарфора, керамики, стекловолокна, пластика и цветных металлов. Вал Ø 2,35 мм.
Износостойкость бронзово-матричных образцов алмазных трубчатых сверл с ультрадисперсным алмазным и молибденовым порошком армирования, порошковой металлургии и металлокерамики
В статье исследована скорость абразивного износа образцов, полученных вакуумной пропиткой ультрадисперсных алмазов (ASM 1/0) и порошков молибдена оловянной бронзой. Испытания проводились с использованием абразивного круга на основе SiC в присутствии охлаждающей воды. Введение и увеличение ультрадисперсного алмазного порошка в образцах существенно снижает их скорость изнашивания (в 78 раз). Твердость образцов сначала увеличивается, когда содержание алмазного порошка увеличивается до 5 мас.%, А затем уменьшается, когда содержание ASM 1/0 увеличивается до 11 мас.% Из-за небольшой пористости, которая появляется в образцах. Использование бронзовой матрицы, содержащей более 15 мас.% Sn, не снижает скорость износа испытательных образцов и, следовательно, связанных с ними алмазных инструментов, несмотря на повышение их твердости.
Испытания проводились с использованием абразивного круга на основе SiC в присутствии охлаждающей воды. Введение и увеличение ультрадисперсного алмазного порошка в образцах существенно снижает их скорость изнашивания (в 78 раз). Твердость образцов сначала увеличивается, когда содержание алмазного порошка увеличивается до 5 мас.%, А затем уменьшается, когда содержание ASM 1/0 увеличивается до 11 мас.% Из-за небольшой пористости, которая появляется в образцах. Использование бронзовой матрицы, содержащей более 15 мас.% Sn, не снижает скорость износа испытательных образцов и, следовательно, связанных с ними алмазных инструментов, несмотря на повышение их твердости. 中文 翻译 :
金刚石 和 钼 微粉 增强 金刚石 管 钻 青铜 基 子 的 耐磨性
文 研究 超细 金刚石 (ASM 1/0) 和 钼 锡 青铜 的 真空 浸渍 的 的 样子 的 磨料 磨损 率。 测试 是 的 情况 下的 引入 和 增加 大大 降低 其 磨损 (降低 78 倍)。 样子 的 硬度 首先 在 金刚石 粉末 含量 增加到 5 мас. 。 % 时 然后 在 ASM 1/0 含量 进一步 增加到 11 мас.。 % 时因为 样 出现 锡 % 基磨损 率。
。 % 时 然后 在 ASM 1/0 含量 进一步 增加到 11 мас.。 % 时因为 样 出现 锡 % 基磨损 率。
Продвинутая обработка в Древнем Египте
Страница 3Кристофер П.Данн
Петри также изучал методы пиления строителей пирамид. Он пришел к выводу, что их пилы должны были быть не менее 9 футов высотой. длинный. Опять же, на артефактах, которые изучал Петри, есть указания на современные методы пиления. Саркофаг в В Камере Царя внутри Великой пирамиды есть отметины на северном конце, которые идентичны отметкам от пил, которые я видел на гранитные поверхностные плиты.
Сегодня эти следы от пил будут отражать либо различия в общих размерах канатной ленточной пилы с абразивным материалом.
проволока захватывает, чтобы разрезать, или движение проволоки из стороны в сторону, или колеса, которые приводят в движение проволоку. Результат
любое из этих условий представляет собой серию небольших бороздок. Расстояние между канавками определяется подачей и
либо расстояние между вариациями диаметра пилы, либо диаметром колес. Расстояние между
канавки на сундуке внутри Камеры Царя составляют примерно 0,050 дюйма.
Результат
любое из этих условий представляет собой серию небольших бороздок. Расстояние между канавками определяется подачей и
либо расстояние между вариациями диаметра пилы, либо диаметром колес. Расстояние между
канавки на сундуке внутри Камеры Царя составляют примерно 0,050 дюйма.
Египетские артефакты, изображающие бурение труб, являются наиболее очевидным и убедительным доказательством, которое из всех представленных для идентификации знания и технологии, существовавшие в доисторические времена.Строители древних пирамид использовали технику сверления отверстий, которая широко известный как «трепанация». Этот метод оставляет центральную сердцевину и является эффективным средством проделывания отверстий. Для дыр, которые не прошли через материал полностью, они достигли желаемой глубины, а затем выломали керн из отверстия. Не было Это видно только по отверстиям, которые изучал Петри, но и по кернам, отброшенным каменщиками, проводившими трепанацию. Относительно следов инструмента, оставивших спиральную канавку на керне, вынутом из отверстия, просверленного в куске гранита, он написал:
«Спираль пропила тонет. 100 дюймов в окружности 6 дюймов, или 1 к 60, скорость вспашки кварца и
полевой шпат, что удивительно ».
100 дюймов в окружности 6 дюймов, или 1 к 60, скорость вспашки кварца и
полевой шпат, что удивительно ».
Прочитав это, мне пришлось согласиться с Петри. Это была невероятная скорость подачи для сверления любого материала, не говоря уже о граните. был полностью сбит с толку относительно того, как сверло могло достичь такой скорости подачи. Петри был так поражен этими артефактами, что попытался объяснить их в трех разных местах в одной главе. Для инженера 1880-х годов то, на что смотрел Петри было аномалией.Характеристики отверстий, стержни, которые вышли из них, и отметки инструмента указывали на невозможность. Три отличительных характеристики отверстия и ядра делают артефакты чрезвычайно примечательными. Они …
1. Конус на отверстии и сердечнике.
2. Симметричная спиральная канавка, следующая за этими конусами, показывающая, что сверло продвигалось в гранит со скоростью подачи 0,100 дюйма на оборот сверла.
3. Обескураживающий факт, что спиральная канавка прорезает кварц глубже, чем более мягкий полевой шпат. В обычных
обработка обратного будет случай.
В обычных
обработка обратного будет случай.
Г-н Дональд Ран из Rahn Granite Surface Plate Co., Дейтон, Огайо, сказал мне в 1983 году, что при бурении гранита алмазными сверлами вращаясь со скоростью 900 оборотов в минуту, проникает со скоростью 1 дюйм за 5 минут. Получается, что это 0,0002 дюйма на революция, а это означает, что древние египтяне могли резать гранит со скоростью подачи, которая была в 500 раз больше.
СверлаPDC | Бейкер Хьюз
Обзор
Поликристаллические алмазные компактные сверла (PDC) изготавливаются с использованием синтетических алмазных фрез с корпусом из стали или матричного материала.Буровые долота PDC произвели революцию в индустрии бурения благодаря широкому диапазону применения и высокой скорости проходки (ROP). Будь то сверло Dynamus ™ с увеличенным сроком службы или сверло Talon ™ Strike PDC , наш ассортимент буровых долот PDC обеспечивает максимальную производительность и снижает затраты на бурение.
Широкий диапазон применения долот PDC требует уникальной технологии резцов PDC для достижения максимальной производительности бурения в каждой области применения. Ассортимент резцов Optimus обеспечит максимальную производительность в любых условиях бурения.
Усиленная фреза StabilisX ™ обеспечивает максимальную долговечность для переслаивающихся пластов, которые могут вызвать тяжелые ударные повреждения.
Уникальная геометрия ударно-волновой фрезы Optimus ™ сочетает в себе эффективность и долговечность и хорошо работает в слоистых пластах, вызывающих термическое повреждение и выкрашивание.
Снижение трения, обеспечиваемое многомерной фрезой StayCool ™ 2.0. обеспечивает высокую эффективность резания и износостойкость в твердых, абразивных породах, вызывающих термическое повреждение и выкрашивание.
Технология Optimus ™ с фрезой в форме вершины обеспечивает традиционный метод точечной нагрузки, распределяя больший вес на меньшую часть породы. Это позволяет резцу проникать в пластичные породы и обеспечивать максимальную скорость проникновения.
Это позволяет резцу проникать в пластичные породы и обеспечивать максимальную скорость проникновения.
Технология фрезы в форме призмы Optimus ™ включает в себя функцию StayCool для обеспечения максимальной скорости проникновения в пластичные породы, а также в твердые и абразивные породы без ущерба для прочности.
Наша технология фигурных фрез была тщательно спроектирована и протестирована с использованием структурированного процесса разработки, чтобы обеспечить наиболее эффективную геометрию фрезы для конкретных приложений.Эти геометрические формы были проверены ведущими в отрасли средствами лабораторных испытаний, а также цифровым моделированием бурения и целостности.
Для обеспечения оптимальной производительности размещение фасонных фрез в правильных местах режущей конструкции в соответствии с конкретным применением так же важно, как конструкция и технология фрезы. Наше программное обеспечение для моделирования бурения долотом Tetrahedron 3D оценивает взаимодействие резца и корпуса долота с горной породой. Моделируются сложные типы пластов, а полевые параметры используются для создания цифрового двойника целевого приложения.Запатентованные модели силы резания были откалиброваны лабораторными испытаниями в лаборатории бурения на симуляторе высокого давления. Индивидуальный процесс оптимизации размещения резцов включает в себя анализ производительности Tetrahedron, который определяет скорость проходки и агрессивность долота для данной компоновки резцов, свойств породы и режима бурения. Моделирование настроено так, чтобы точно отражать описание приложения, и откалибровано, чтобы отразить повреждение долота, выявленное в результате тупого исследования для приложения.Используя это мощное программное обеспечение, наши группы по предоставлению услуг определяют выбор наилучшей рамы бурового долота для конкретного применения и определяют идеальное размещение резцов Optimus для максимальной скорости проходки и увеличения количества метража.
Моделируются сложные типы пластов, а полевые параметры используются для создания цифрового двойника целевого приложения.Запатентованные модели силы резания были откалиброваны лабораторными испытаниями в лаборатории бурения на симуляторе высокого давления. Индивидуальный процесс оптимизации размещения резцов включает в себя анализ производительности Tetrahedron, который определяет скорость проходки и агрессивность долота для данной компоновки резцов, свойств породы и режима бурения. Моделирование настроено так, чтобы точно отражать описание приложения, и откалибровано, чтобы отразить повреждение долота, выявленное в результате тупого исследования для приложения.Используя это мощное программное обеспечение, наши группы по предоставлению услуг определяют выбор наилучшей рамы бурового долота для конкретного применения и определяют идеальное размещение резцов Optimus для максимальной скорости проходки и увеличения количества метража.
Наша культура постоянного совершенствования способствует повышению производительности при одновременном снижении затрат на бурение.
Свяжитесь с вашим представителем Baker Hughes для получения дополнительной информации о наших буровых долотах PDC.
(PDF) Идеи по проектированию колонкового колонкового станка для алмазного бурения в мягких породах *
в грунтовых условиях.При соответствующей интенсивности,
, это должно быть в состоянии разделить сердечник на две равные
половины, прежде чем он войдет в стопорное кольцо, а затем на
внутреннюю трубку. Цилиндрический сердечник, который был разделен на
, должен пройти через долото, затем в корпус подъемника
, который служит в качестве первичного обратного клапана, чтобы
гарантировать, что керн не упадет в отверстие.
Как и в обычной канатной системе, промывка
должна быть направлена вниз через буровую колонну
для извлечения узла внутренней трубы после завершения спуска
.Однако с введением
разделителя керна на месте, керн, который выгружается
в лоток для керна, уже разделен для ожидания отбора проб
и анализа. Используемый в настоящее время керновой подъемник может быть фиксированным
Используемый в настоящее время керновой подъемник может быть фиксированным
вместо этого, когда раскалывание на месте не требуется.
3.2 Последствия для проектирования
Существует два метода извлечения керна из скважины
во время бурения. Это обычная система
и проводная система, но проводная система
является наиболее эффективным способом извлечения керна
, поскольку она менее трудоемка, быстрее и
более производительна (Anon., 2011). Извлеченный керн
затем разрезается или разделяется на две половины и регистрируется в керновом сарае
. Проблемами, связанными с этим методом
раскола керна, являются неравномерное расщепление, затраты времени
, трудоемкость и образование пыли
во время резки.
Согласно Анон. (2010), из-за длительной работы операторов
в неудобных положениях,
вибраций, передаваемых при разрезании керна, могли накапливаться
, чтобы повлиять на позвоночник, нервную систему и
травм спины. Кроме того, травмы
Кроме того, травмы
обычно пальцев рук из-за ручного обращения с керном – это
, вызванные бурной реакцией от заклинивания лезвия во время раскола
.
Кроме того, устройства
, используемые для уменьшения выбросов пыли от
, воздействующей на оператора во время вырезания стержней, недостаточно эффективны. Organiscak et al. (2000)
рекомендуемые кабины высокого давления для буровиков для уменьшения вдыхания пыли
. Однако нет таких кабин для изоляции резцов
, потому что резка или раскалывание керна на
поверхности выполняется с близкого расстояния с максимальной осторожностью
для обеспечения равномерного раскола.
Предложенная конструкция
расщепления керна решит вышеуказанные проблемы путем включения процесса расщепления
на месте во время бурения. Чтобы упростить разделение на месте
, можно было бы ввести дополнительные элементы
, чтобы внутренняя труба могла быть стабилизирована
с помощью двух подшипников, расположенных на
на обоих концах внешней трубы, чтобы внутренняя труба
оставалась стабильной, в то время как узел внешней трубки вращается (рис.
2). Разработанный стержневой подъемник, который содержит лезвие
с алмазной кромкой, может быть расположен по центру
, и с помощью результирующей скорости подачи резак
может быть сброшен с силой, чтобы разрезать мягкие породы и сапролит
(с твердостью около примерно 5 по шкале Мора
) на две равные половины до того, как сердечник войдет в стопорное кольцо
и затем продвинется дальше во внутреннюю трубку
. После раскола стопорное кольцо внутренней трубки
должно эффективно захватывать разрезной сердечник, чтобы предотвратить его падение и вымывание.Бурение с короткими интервалами
с контролируемым использованием бурового раствора рекомендуется в сапролитовой зоне. Для снижения стоимости поликристаллическое долото
можно использовать для замены алмазов
для отбора керна в более мягких породах (Anon.,
1992).
Предлагаемый стержневой подъемник позволяет при желании разделять стержень
и может быть удален, а
заменен обычным стержневым подъемником, когда разделение
не требуется. Это связано с тем, что расщепление керна
Это связано с тем, что расщепление керна
за пределами зоны минерализации может не быть необходимым. К сожалению, этот метод расщепления керна на месте
не работает в более твердых породах, которые обычно являются хрупкими.
4 Выводы
В процессе бурения может быть спроектирован раскол керна на месте для раскалывания
мягких пород и сапролита твердостью ниже 5 по шкале Мора
. Этот
устранит опасности, связанные с традиционным разделением сердечника
, сэкономит время и уменьшит образование пыли
.
Введены элементы, позволяющие стабилизировать внутреннюю трубу
при вращении сборки внешней трубы
контролируемых механизмов, чтобы сделать сердечник устойчивым для
раскола на месте с помощью лезвия с алмазом или поликристаллической кромки
, прикрепленной к сердечнику подъемник.
Расположенный по центру, лезвие обеспечивает равное
разделение на две равные половины, когда результирующая сила
падает на лезвие для резки мягких пород и
сапролита.