Высокоскоростные автоматические гвоздильные станки
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ Линия высадки, накатки резьбы и сборки гвоздей в бобины для пневмопистолетов ВЫСОКОСКОРОСТНЫЕ ГВОЗДИЛЬНЫЕ СТАНКИ ПРОИЗВОДСТВО КРОВЕЛЬНЫХ ГВОЗДЕЙ ПРОИЗВОДСТВО ГВОЗДЕЙ С ДВОЙНОЙ ШЛЯПКОЙ ПРОИЗВОДСТВО U-образных / П-образных ГВОЗДЕЙ ГВОЗДИЛЬНЫЕ АВТОМАТЫ ДЛЯ БОЛЬШИХ ГВОЗДЕЙ ПРОИЗВОДСТВО ЕРШЁНЫХ И ВИНТОВЫХ ГВОЗДЕЙ КОЛЛАТОРЫ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ ГВОЗДЕЙ ПРОИЗВОДСТВО РЕЕЧНЫХ ГВОЗДЕЙ В БУМАЖНОЙ ОБОЙМЕ УПАКОВКА ГВОЗДЕЙ В ПЛАСТИКОВУЮ ОБОЙМУ ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ
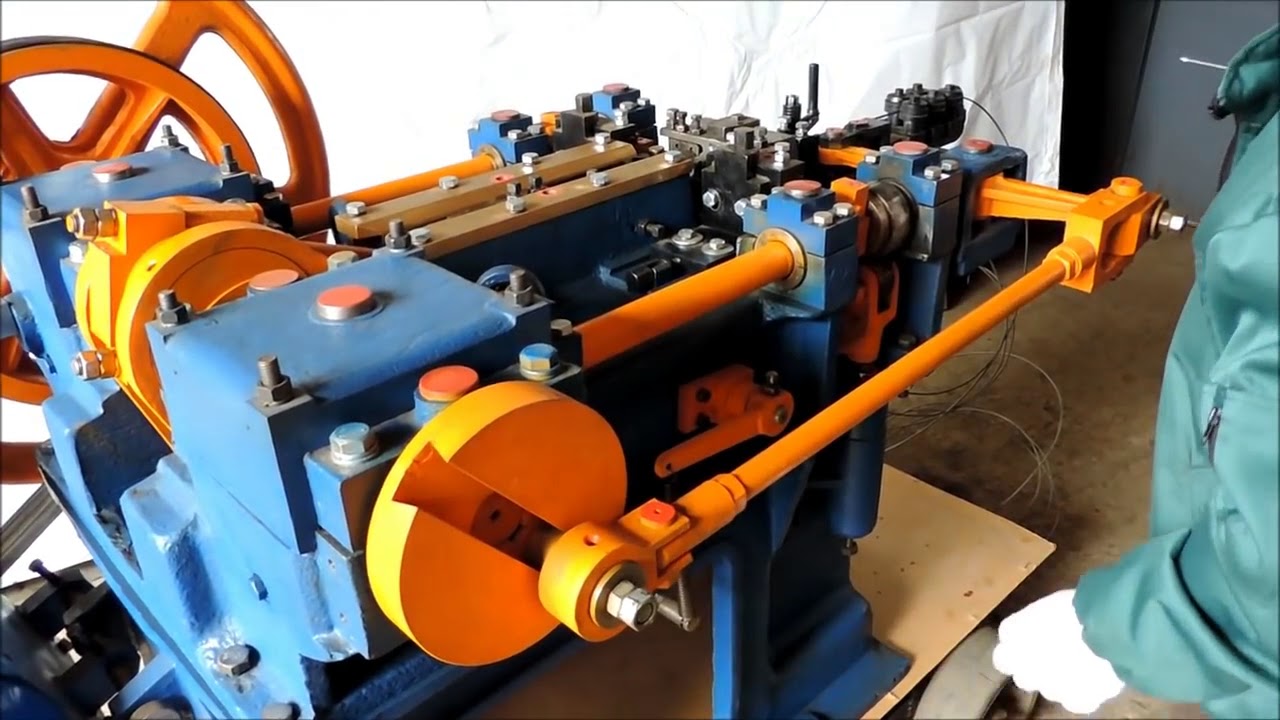
Высокоскоростные бесшумные гвоздильные автоматы предназначены для крупносерийного производства проволочных гвоздей различных размеров.
Для всей гвоздильных станков серии RG-D характерны следующие особенности:
- высокая производительность и автоматизация производственного процесса
- низкий уровень шума
- устройство автоматической подачи смазочного масла
- высокая точность размеров производимых гвоздей
- система автоматической подачи проволоки
- системы сигнализации и автоматической остановки при сбоях в работе системы подачи проволоки, перегрузке оборудования, низком уровне смазки, обнаружении брака
- корпус закрытой конструкции
- высокий уровень безопасности труда
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ ГВОЗДИЛЬНЫЕ СТАНКИ СЕРИИ RG-2D
Автоматическая машина для изготовления гвоздей RG-2D имеет высокую производительность и низкий уровень шума.
Автоматическая система подачи проволоки оснащена преобразователем частоты. Это позволяет регулировать скорость подачи в зависимости от диаметра и вида проволоки.
Станок имеет функции сигнализации неисправности и автоматической остановки при нештатных ситуациях как проблемы с подачей сырья, заклинивании катанки, перегрузки, нехватки смазочного масла и подобные.
Конструкция полностью закрыта, при высокой производительности обеспечивается низкий уровень шума и пыли, а также обеспечивается высокая безопасность операторов.
Высокоскоростной гвоздильный станок экономичен.
Один оператор может обслуживать 3 гвоздильных автомата RG-2D.
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ ГВОЗДИЛЬНЫЕ СТАНКИ СЕРИИ RG-3D
RG-3D – высокоскоростной бесшумный автоматический гвоздильный станок. Это автоматизированное оборудование применяется для изготовления больших партий гвоздей, отличается высокой точностью, высокой производительностью, выдающимися показателями безопасности, стабильным качеством, высокой надежностью, удобным использованием и обслуживанием.
Станок имеет функции сигнализации неисправности и автоматической остановки при нештатных ситуациях как проблемы с подачей сырья, заклинивании катанки, перегрузки, нехватки смазочного масла и подобные. Гвоздильный автомат имеет гибкие настройки автоматической подачи смазочного масла и автоматической системы подачи проволоки.
Конструкция гвоздильного станка полностью закрытая, обеспечивает отличные пыленепроницаемые и звукоизоляционные характеристики, а также высокий стандарт безопасности.
Гвоздильный автомат RG-3D также обладает универсальностью: станок может производить не только обычные проволочные гвозди, но и другие типы гвоздей, а также глухие заклепки.
Один оператор может одновременно обслуживать 2 высокоскоростных гвоздильного станка RG-3D.
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ ГВОЗДИЛЬНЫЕ СТАНКИ СЕРИИ RG-4D
Автоматическое оборудование для производства гвоздей с низким уровнем шума RG-4D это высокоавтоматизированный электромеханический интегрированный продукт с передовыми технологиями.
Высокоскоростной автоматический гвоздильный станок RG-4D применяется для изготовления больших партий проволочных гвоздей. Оборудование отличается выдающимися показателями безопасности, стабильным качеством, высокой надежностью, удобным использованием и обслуживанием. Один оператор может обслуживать 2 гвоздильных станка RG-4D.
Спецификация высокоскоростных гвоздильных автоматов серии RG-D
| RG-2D | RG-3D | RG-4D | |
|---|---|---|---|
| Максимальный диаметр катанки | 2.4 мм | 3.4 мм | 4.1 мм |
| Минимальный диаметр катанки | 1.1 мм | 1.8 мм | 2.5 мм |
| Максимальная длина гвоздя | 50 мм | 75 мм | 100 мм |
| Минимальная длина гвоздя | 10 мм | 13 мм | 50 мм |
| Допуск по длине гвоздя | ±0. 25 мм 25 мм | ±0.25 мм | ±0.25 мм |
| Допуск по размеру шляпки | ±0.3 мм | ±0.3 мм | ±0.3 мм |
| Допуск по толщине шляпки | ±0.1 мм | ±0.1 мм | ±0.1 мм |
| Максимальная производительность | 700 шт/мин | 550 шт/мин | 800 шт/мин |
| Общая потребляемая мощность | 5 кВт | 7 кВт | 10 кВт |
| Электропитание | 380В 50Гц | ||
| Габаритные размеры оборудования | 1700 х 1000 х 1300 мм | 2300 х 1220 х 1400 мм | 2900 х 1800 х 1250 мм |
| Вес оборудования | 2200 кг | 2500 кг | 3100 кг |
Станок для производства гвоздей | Металл
- Оборудование из Китая
- Металлобрабатывающее оборудование
- Станок для производства гвоздей
- Артикул
- JS127LYHIA
- Цена
- 10,000-30,000$
- Продукция
- гвоздь
- Категория
- Металлобрабатывающее оборудование
- Тип оборудования
- Мини
- Шеф-монтаж:
- бесплатно “под ключ”
- Гарантия:
- 1год
- Послепродажное обслуживание:
- Представительство в РФ обеспечивает консультирование по вопросам ремонта и техобслуживания, а также можем предоставить обслуживание на месте.
 Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.
Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.
 Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.
Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.Волочильный стан на 6 волочений
Подробнее
Модель LW-1-6-650 LW-1-6-560 LW-1-7-450 LW-1-6-350 Максимальная твердость волочимого материала ≧110 кг/мм2 ≧128 кг/мм2 ≧140 кг/мм2 Максимальный диаметр входа материала 8 мм 6.5 мм 3.4 мм 2.5 мм Минимальный диаметр выхода материала 2.5 мм 2.0 мм 1.0 мм 0.75 мм Количество раз волочения 1-6 1-6 1-7 1-6 Средний коэффициент максимального сжатия 30% 30% 20% 21% Общий коэффициент сжатия 75-85% 75-88. 5%77.9% 78% Максимальная скорость сматывания в рулон готовой продукции 200 м/мин 245 м/мин 346 м/мин 200 м/мин Общая мощность главного устройства 22 кВт 18.5-22 кВт 15 кВт 7.5-11 кВт Общий вес оборудования 2500 кг 2000 кг 1500 кг 1000 кг Габариты одного оборудования 1900*1300*2300 1800*1150*2200 1520*1000*2100 1400*800*1800
 5%
5%Гвоздильная машина
Подробнее
Модель Z94-4C Z94-3C Z94-2C Z94-1C Z94-5.5C Максимальный диаметр изготовления гвоздей 4. 3.4 мм 2.8 мм 1.5 мм 5.5 мм Минимальный диаметр изготовления гвоздей 2.8 мм 1.8 мм 1.2 мм 0.9 мм 4.1 мм Максимальная длина изготовления гвоздей 100 мм 75 мм 50 мм 25 мм 150 мм Минимальная длина изготовления гвоздей 50 мм 25 мм 16 мм 9 мм 100 мм Установленная производительность 260 шт/мин 280 шт/мин 300 шт/мин 450 шт/мин 220 шт/мин Мощность двигателя 4 кВт 3 кВт 2.2 кВт 1.5 кВт 5.5 кВт Вес оборудования 1900 кг 1200 кг 950 кг 750 кг 2500 кг Габариты оборудования 2. 35*1.5*1.35 м2.06*1.25*1.3 м 1.82*1.2*1.1 м 1.5*1.2*1.1 м 2.4*1.55*1.65 м

 35*1.5*1.35 м
35*1.5*1.35 мВспомогательное оборудование
Подробнее
Наименование Характеристики Машина для сдавливания конца проволоки Максимальный входной диаметр проволоки: 6.5 мм
Минимальный диаметр сдавливания: 1.7 мм
Мощность: 3 кВт
Габариты оборудования: 800*500*1240 мм
Вес оборудования: 520 кг
Применение: сдавливание окончания проволоки для облегчения входа проволоки в волочильный стан
Машина для промывания гвоздей Мощность двигателя: 6 кВт
Производительность: 600 кг/раз
Время промывания: 60 мин./раз
Применяется для полировки гвоздей
Точильный аппарат Максимальный диаметр абразивного круга: 250 мм
Мощность двигателя: 0.
75 кВтГабариты оборудования: 700*600*1080 мм
Вес оборудования: 200 кг
Машина для стыковой сварки, UN Диаметр материала: 2-8 мм
Вес оборудования: 70 кг
Размер оборудования: 565*470*1125
 75 кВт
75 кВтОтправить заявку
База данных инженерных средств управления — Станок для изготовления гвоздей — Исследование контроля шума
| Проблема: | Обзор: Представленная здесь история болезни является одной из шестидесяти одной истории болезни, опубликованной Национальным институтом безопасности и гигиены труда (NIOSH) в 1978 году как часть руководства по контролю промышленного шума [NIOSH 1979]. Истории конкретных случаев являются примерами инженерных задач, которые были выполнены не только профессиональными инженерами по контролю шума, но и специалистами, не занимающимися акустикой, которые руководствовались здравым смыслом для решения своих проблем с шумом. Истории случаев были выбраны в первую очередь потому, что измерялась степень фактически достигнутого снижения шума. Такие инженерные результаты, даже если они не применимы непосредственно к конкретной ситуации, иллюстрируют общие принципы, которые могут указать путь к успешному результату. Они предназначены для инженеров по производству и технике безопасности, медицинского персонала и другого производственного персонала, не являющегося специалистом в области контроля шума. Истории случаев были выбраны в первую очередь потому, что измерялась степень фактически достигнутого снижения шума. Такие инженерные результаты, даже если они не применимы непосредственно к конкретной ситуации, иллюстрируют общие принципы, которые могут указать путь к успешному результату. Они предназначены для инженеров по производству и технике безопасности, медицинского персонала и другого производственного персонала, не являющегося специалистом в области контроля шума. |
| Что это значит для вас: | Уровень звука 103,5 дБА обеспечивает только 7 минут и 30 секунд времени воздействия. Цель состоит в том, чтобы снизить уровень до точки, при которой оператор может работать всю смену при безопасном уровне воздействия. Цель состоит в том, чтобы снизить уровень до точки, при которой оператор может работать всю смену при безопасном уровне воздействия.На сегодняшний день потеря слуха является одним из наиболее распространенных профессиональных заболеваний в Америке и занимает второе место среди профессиональных заболеваний или травм, о которых сообщают сами люди. Приблизительно 30 миллионов рабочих подвергаются воздействию опасного шума на работе, и около 16 миллионов американцев страдают от вызванной шумом потери слуха. |
| Описание управления: | Было решено использовать виброизолирующие опоры для снижения шума, излучаемого полом. Из-за повторяющихся шоковых ситуаций выбор изолятора осуществлялся по следующим правилам: • Естественный период изолятора плюс машина должен быть намного больше, чем длительность ударного импульса (10 мс).  • Естественный период изолятора и машины должен быть меньше времени между импульсами (200 мс). Использовались изоляторы эластомерного типа , статическая деформация которых составляла 0,1 дюйма под нагрузкой машины. Это соответствует естественному периоду 100 мс, что соответствует расчетным условиям. |
| Каталожные номера: | НИОСХ [1979]. Руководство по контролю промышленного шума – исправленное издание. Цинциннати, Огайо: Министерство медицинского образования и социального обеспечения США, Служба общественного здравоохранения, Центр контроля заболеваний, Национальный институт охраны труда и здоровья, DHEW (NIOSH), публикация № 79-117. |
| Коды НАИКС: | 333513 |
| Ключевые слова: | производство гвоздей производство гвоздей машина для изготовления гвоздей машина для изготовления гвоздей шум шум контроль шума контроль шума |
| Насколько хорошо работает этот контроль? | На рис. 1 показаны спектры в октавном диапазоне на месте оператора после того, как все машины были виброизолированы. Уровни звука были снижены примерно на 8,5 дБ до 95 дБА, что по-прежнему превышает допустимые уровни. Необходим дополнительный шумоподавитель. 1 показаны спектры в октавном диапазоне на месте оператора после того, как все машины были виброизолированы. Уровни звука были снижены примерно на 8,5 дБ до 95 дБА, что по-прежнему превышает допустимые уровни. Необходим дополнительный шумоподавитель.Комментарии: Чтобы поддерживать изоляцию, обслуживающий персонал должен быть предупрежден о том, что нельзя замыкать накоротко изоляторы любым прочным соединением между машиной и полом. Это короткое замыкание также может произойти, когда грязь и жир накапливаются вокруг стручков. Поскольку снижение уровня звука до 95 дБА не считается достаточным для воздействия на оператора в течение всего рабочего дня, дополнительное снижение шума может быть достигнуто за счет конструкции барьера между основным источником шума в машине и оператором. В зависимости от потребности в обзоре через барьер можно использовать фанеру, виниловый занавес со свинцовым покрытием или оргстекло. Такой барьер должен обеспечивать снижение уровня шума на месте оператора на 5–8 дБ. При наличии ряда машин дополнительное снижение уровня шума на несколько децибел может быть достигнуто за счет дополнительной звукопоглощающей способности помещения либо путем распыления звукопоглощающего материала на потолки и стены, либо посредством подвесных звукопоглощающих перегородок к потолку. |
 Это шумоподавление должно привести к снижению уровня звука до 87—90 дБА.
Это шумоподавление должно привести к снижению уровня звука до 87—90 дБА.История изготовления гвоздей
Представьте ограниченность устремлений первых конструктор до бронзового века для соединения двух кусков дерева острым инструментом.
История не записывает, кто это был, но невероятные результаты этого вдохновляющего момента окружают нас повсюду – в домах, в которых мы живем, в мостах, которые мы крест, мебель, на которой мы сидим.
Гвозди существуют уже давно. Как только человек
обнаружил, что при нагревании железной руды может образовываться металл, идеи по ее быстрой обработке
последовал.
Как только человек
обнаружил, что при нагревании железной руды может образовываться металл, идеи по ее быстрой обработке
последовал.
Кованые гвозди ручной работы (кованый = придана форма ударами молота)
В Великобритании ранние свидетельства крупномасштабного производства гвоздей Римские времена 2000 лет назад. Любая крупная римская крепость имела бы свою « фабрика ». или мастерская, где кузнецы изготавливали металлические изделия, необходимые армии. Они оставил 7 тонн гвоздей в крепости Инчтутил в Пертшире.
Для изготовления гвоздей железную руду нагревали с углеродом для образования плотной
пористую массу металла, которой затем придали форму квадратных стержней и оставили для
прохладный. Производимый металл представлял собой кованое железо. После повторного нагрева стержня в кузнице
кузнец отрезал длину гвоздя и молотил все четыре стороны размягченного конца, чтобы
образуют точку. Затем мастер по изготовлению гвоздей вставлял горячий гвоздь в отверстие в шляпке гвоздя.
или наковальню, и четырьмя скользящими ударами молотка образовывал головку розы (неглубокий
форма пирамиды).
После повторного нагрева стержня в кузнице
кузнец отрезал длину гвоздя и молотил все четыре стороны размягченного конца, чтобы
образуют точку. Затем мастер по изготовлению гвоздей вставлял горячий гвоздь в отверстие в шляпке гвоздя.
или наковальню, и четырьмя скользящими ударами молотка образовывал головку розы (неглубокий
форма пирамиды).
Оригинальный римский гвоздь длиной 7 дюймов (180 мм), найденный в Шотландии
Эта форма гвоздя имела четыре острых края на хвостовик, который глубоко врезался в древесину, а конический хвостовик обеспечивал трение по всей длине длина. Древесные волокна часто набухали, если были влажными, и связывались вокруг гвоздя, создавая очень прочная фиксация.
Во времена Тюдоров у нас есть свидетельства того, что форма ногтей не
совсем не изменились, о чем свидетельствуют гвозди, найденные в бочке со смолой на борту корабля. «Мэри Роуз» — флагманский корабль эпохи Тюдоров Генриха VIII, построенный в 1509 году.и вылез из грязи
Солент в 1982 году.
«Мэри Роуз» — флагманский корабль эпохи Тюдоров Генриха VIII, построенный в 1509 году.и вылез из грязи
Солент в 1982 году.
Копия самодельных гвоздей, найденных на борту «Мэри Роуз»
Машинные гвозди
Первая машина для появилось изготовление гвоздей, но это, как правило, автоматизировало большую часть работы кузнеца. “Оливер” – своего рода верстак, оснащенный парой молотков с педалью – предоставили механизм для выбивания металла в различные формы, но гвозди все еще делал по одному.
В конце концов, в США, к концу 1700-х и началу
В 1800-х годах был изобретен гвоздильный станок, который помог автоматизировать процесс. Эта машина имела
по сути три части. Плоские металлические полосы длиной около двух футов (600 мм) и
ширина немного больше длины гвоздя подавалась к машине. Первый рычаг
вырезаем треугольную полоску металла придавая нужную ширину гвоздю, второй рычаг
удерживал гвоздь на месте, пока третий рычаг образовывал головку. Полоса металла была тогда
повернулся на 180, чтобы отрезать от полоски следующую ровную и противоположную форму гвоздя. Эти
ногти известны как обрезанные ногти.
Первый рычаг
вырезаем треугольную полоску металла придавая нужную ширину гвоздю, второй рычаг
удерживал гвоздь на месте, пока третий рычаг образовывал головку. Полоса металла была тогда
повернулся на 180, чтобы отрезать от полоски следующую ровную и противоположную форму гвоздя. Эти
ногти известны как обрезанные ногти.
Поскольку гвоздь до этого изготавливался вручную, первые машины были естественным образом разработаны для воспроизведения той же формы продукта – квадратного конического гвоздя. с розовой головкой, но суженной только с двух сторон стержня.
Вскоре производство ногтей действительно стало популярным, прежде всего в США, а также Великобритания с ее пленными рынками Британской империи. Обрезанный гвоздь был произведен в больших числа и различные другие формы были разработаны для различных целей.
В сердце промышленной революции многие
на фабриках ряд за рядом стояли эти гвоздильные станки и непрекращающийся грохот от них
создавал оглушительный звук.
На этой старой фотографии начала 1900-х годов изображена типичная маникюрная мастерская. обратите внимание, что машины приводятся в движение шкивом
Но все же, процесс был трудоемким с мужчиной (или женщина) посещающая каждую машину.
К началу 1900-х годов первые бухты стальной круглой проволоки были произведены, и быстро были разработаны машины для использования этого нового сырья. Первый автоматически изготовленные проволочные гвозди без вмешательства человека, кроме установки Машина сразу показала, что таким способом можно было изготовить более дешевый гвоздь.
Тот факт, что гвоздь имел круглый параллельный стержень длиной до
в четыре раза меньшая удерживающая сила не имела большого значения. Более тонкие бревна использовались в
конструкция и другие формы крепления становились доступными, если была прочная фиксация.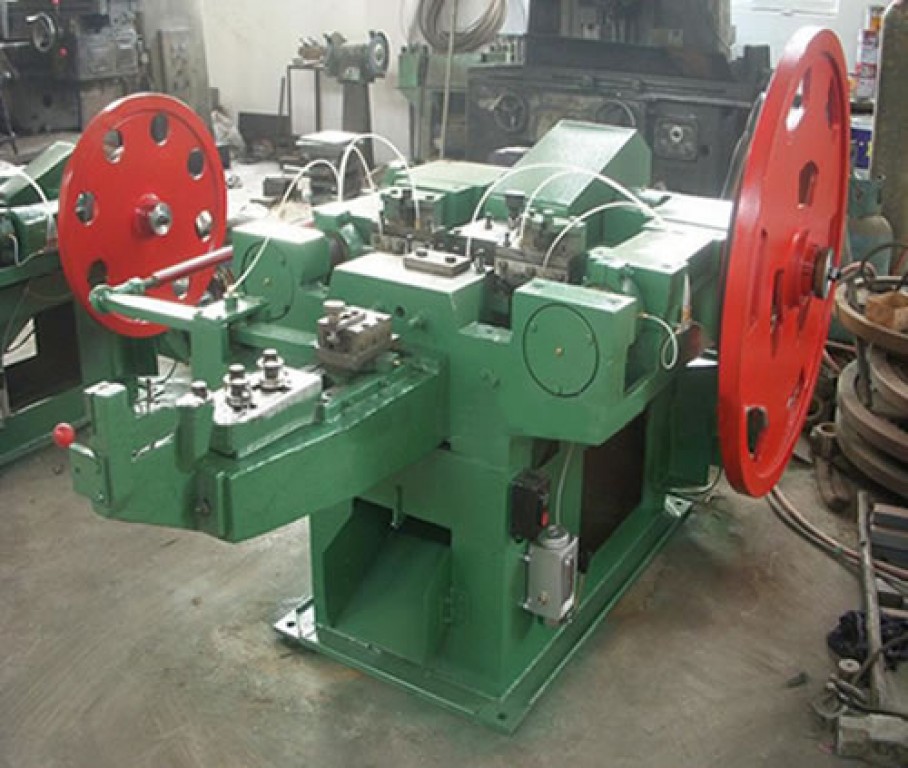 нужный.
нужный.
Проволочный гвоздь быстро стал популярным гвоздем, как и сегодня. из-за его цены и обрезанного гвоздя день был сочтен.
В 21 веке процесс изготовления гвоздей теперь используется реставрационной промышленностью, чтобы помочь установить, когда здание было построено. Гвозди ручной работы предполагают, что здание было построено до 1800 года. Обрезанные гвозди предполагают, что здание был построен между 1800 и началом 1900-х. Проволочные гвозди можно найти в построенном здании. в период с этого момента до настоящего времени.
Гвоздь ручной работы (вверху) Обрезанный гвоздь (в середине) Проволочный гвоздь (внизу)
Восстановление
В настоящее время существует огромный интерес к сохранению нашего
наследие, и большая часть этого наследия находится в форме зданий, которые остаются такими же
свидетельство ушедшей эпохи.
Для реставратора жизненно важно, чтобы правильное сырье было используется в любой попытке сохранить старое здание. Ногти не исключение. Реставратор хотят использовать аналогичные гвозди, чтобы гарантировать подлинность отреставрированного здания.
Несмотря на то, что сегодня кузнец может изготовить гвоздь ручной работы из кованого железа, стоимость может быть запредельной и кузнец не стремится посвятить свое ограниченное время созданию таких небольших продуктов.
Однако почти через столетие после их предсказанной кончины по-прежнему существуют два производителя нарезанных ногтей по всему миру, использующие процесс, который почти 200 лет и с использованием машин, конструкция которых за это время практически не изменилась.
Одной из таких компаний является Glasgow Steel Nail Co. бизнес уходит своими корнями в 1870 год. Помимо работы с этими старыми машинами,
процесс также включает в себя сохранение навыков кузнеца по формированию огранки и рубки
инструменты.
бизнес уходит своими корнями в 1870 год. Помимо работы с этими старыми машинами,
процесс также включает в себя сохранение навыков кузнеца по формированию огранки и рубки
инструменты.
Новый режущий инструмент удален из smiddy fire
Как объяснялось ранее, первые машины для резки гвоздей копировали гвоздь ручной работы – квадратный конический гвоздь с розовой головкой. Поскольку процесс все еще включает в себя мужчину (или женщину), подносящего металлическую полосу к машине, получившийся гвоздь обязательно неточный – то есть каждый ноготь может немного отличаться от следующего.
Вид на машину для резки гвоздей сегодня – обратите внимание на защиту для ушей!
Нажмите здесь, чтобы посмотреть фильм процесса
В результате эти обрезанные ногти часто ошибочно принимают за
ногти ручной работы. При использовании розовая головка часто является единственной оставшейся частью ногтя.
видна, и эта форма головки теперь считается жизненно важной, когда требуется временный гвоздь.
При использовании розовая головка часто является единственной оставшейся частью ногтя.
видна, и эта форма головки теперь считается жизненно важной, когда требуется временный гвоздь.
Гвоздь Dcor, используемый в основном для шипов на дверях
Включает ли проект реставрацию или строительство реплика, настоящий срезанный ноготь, изготовленный с использованием процесса, который не изменился за 200 лет, придает степень достоверности проекта.
Гвозди обычно изготавливаются из мягкой стали и часто используются
без какой-либо дополнительной отделки и может быть зажат (т.е. согнут на 90°, чтобы зафиксировать гвоздь в
место). Недавний дорогостоящий проект включал гвозди для шипов на больших наружных дверях.
который будет преднамеренно оставлен ржаветь, чтобы обеспечить большую достоверность.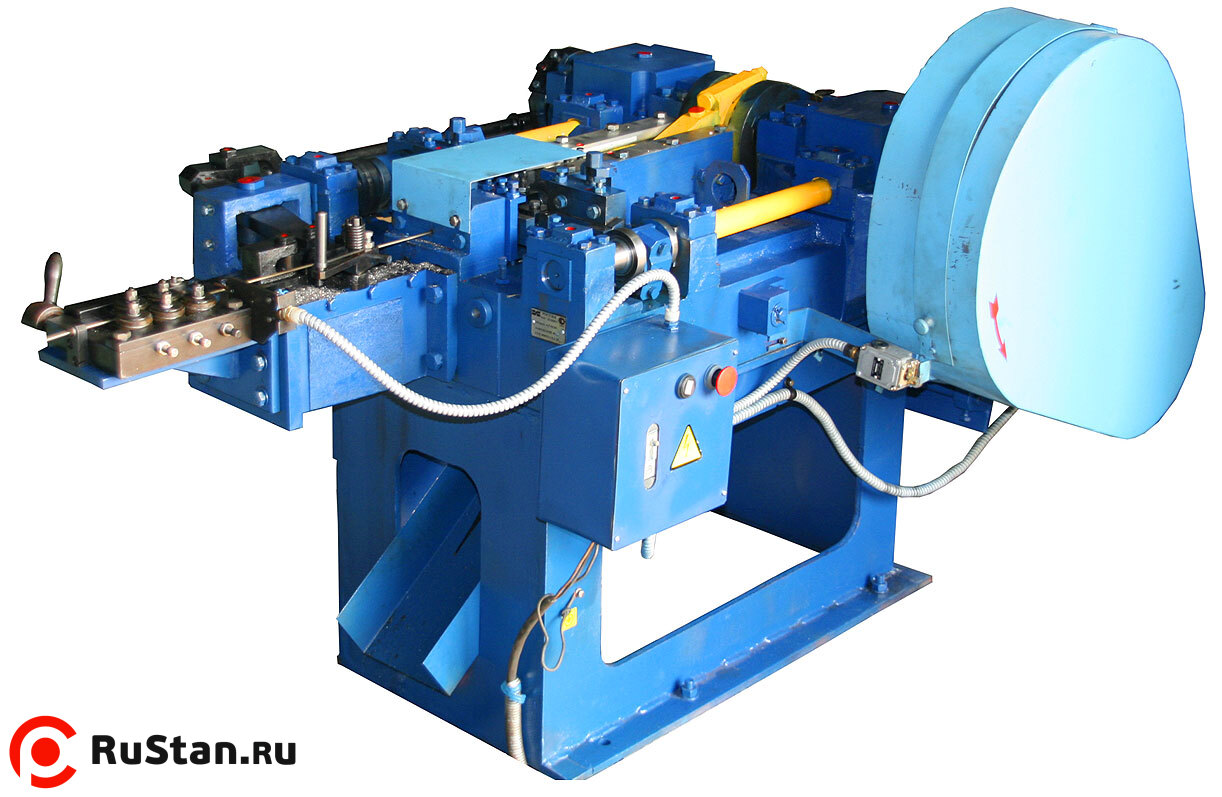 Ногти также могут
изготавливаться из меди и бронзы.
Ногти также могут
изготавливаться из меди и бронзы.
Компания Glasgow Steel Nail Co участвовала во многих интересных проектах, включая поставку гвоздей для театра «Глобус». в Лондоне реставрационные работы в замке Стерлинг и других замках. Ногти в основном используется для дверей, полов, ворот, да где угодно, где должен быть выставлен старинный гвоздь. компания также готова рассмотреть специальные проекты, например, она изготовила бронзовый лодочный гвоздь для постройки копии корабля «Мэтью», построенной в 2000 году. повторно проследил 500-летнее путешествие Джона Кэбота, открывшего Новый Фаундленд.
Бронзовый гвоздь, специально изготовленный для «Мэтью»
Ногти традиционной стрижки стоит сохранить?
С годами обрезанный ноготь столкнулся с проблемой
конкуренция со своим соперником проволочным гвоздем и его история как первого обычного гвоздя.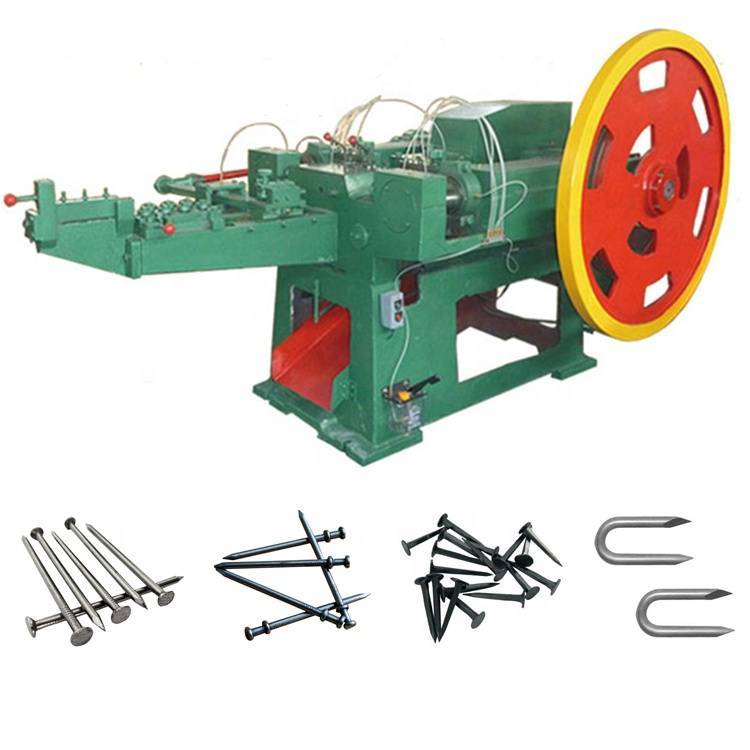
Одним из аспектов этого было ожидание того, что поскольку проволока гвозди дешевые, обрезанный ноготь тоже должен быть дешевым. Ведь это всего лишь гвоздь. Попытка следовать этому ходу мысли, какими бы нелепыми ни были процессы такие разные, означало, что многие производители нарезанных ногтей прекратили свою деятельность в течение лет, потому что маржа была очень низкой.
Процесс является такой же частью нашего наследия, как и продукция произведено и нужно будет тем, кто занимается реставрационной отраслью, менять мышление, пытаясь сравнить цены на нарезанные гвозди и проволочные гвозди, если процесс выживать.
Один из способов изменить мышление — думать с точки зрения
цена за гвоздь по сравнению с другими старыми артефактами в пользовании да и вообще что может быть
купил сегодня. Обрезка ногтей для реставрационной индустрии может стоить всего несколько пенсов.
каждый, и требуется всего несколько минут, чтобы оценить их долгосрочную стоимость, скажем, по сравнению с
банка Coca Cola или Mars Bar, которую вы можете купить на обед.
Обрезка ногтей для реставрационной индустрии может стоить всего несколько пенсов.
каждый, и требуется всего несколько минут, чтобы оценить их долгосрочную стоимость, скажем, по сравнению с
банка Coca Cola или Mars Bar, которую вы можете купить на обед.
Чтобы обеспечить чтобы процесс не был потерян навсегда, и поощряйте передачу соответствующих навыков. Действительно, цена не отличается от той, что взималась за кованые вручную гвозди в средние века.
Подробнее можно прочитать о ранней торговле гвоздями в Великобритании, если вы нажмете здесь.
Вы можете прочитать другую статью по истории нейл-мейкинга если нажать здесь.
Для более подробной информации
информация о хронологии гвоздей, помогающая определить возраст здания; формы руки
сделанные ногти; первые обрезанные гвозди, которые затем были заколоты во втором процессе; бой
в период с 1790 по 1820 год он первым разработал лучший гвоздь для стрижки одним процессом.