Аппарат для сварки полиэтиленовых труб WERT
Описание
Аппарат для сварки полиэтиленовых труб WERT WPT 1600: быстрый разогрев рабочкй поверхности, индикатир подключения к сети, индикатор нагрева, подставка. В комплекте: 4 шт. насадки для спайки труб, подставка для аппарата, отвертка, ключ, запасные болты, кейс.
Характеристики
- Размеры
Длина:
300 мм
Ширина:
65 мм
Высота:
120 мм
- Вес, объем
Вес:
2 кг
- Другие параметры
Производитель:
Страна происхож.:
Китай
Торговая марка:
Характеристики
Торговый дом “ВИМОС” осуществляет доставку строительных, отделочных материалов и
хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой
базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в
оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
учетом веса и габаритов груза, а также километража до места доставки.
Наш автопарк — это более 100 единиц транспортных стредств. На каждой
базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в
оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин
регулируются Пользовательским соглашением и законодательством РФ.
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару

Купить Аппарат для сварки полиэтиленовых труб WERT в магазине Санкт-Петербург вы можете в интернет-магазине “ВИМОС”.
Статьи по теме
Стыковой сварочный аппарат ROBU W 630 для труб от 315 до 630 мм
Стыковой сварочный аппарат ROBU W 630 с гидравлическим приводом для сварки полиэтиленовых (ПЭ, ПНД) труб диаметрами от 315 до 630 мм.
В комплекте: центратор с гидравлическим приводом, гидроагрегат с блоком управления, гидравлические шланги — 2 шт., нагревательный элемент с электронным поддержанием температуры, торцеватель с электроприводом, контейнер для хранения нагревательного элемента и торцевателя, ящик с инструментами (гаечный ключ, шестигранный ключ, шпильки для крепления съемных вкладышей), документация, съемные алюминиевые вкладыши: Ø 315, 355, 400, 450, 500, 560 мм.
| Вес комплекта сварочной машины без упаковки | 640 кг |
| Размеры каждого упакованного места | 1,43 х 1,05 х 1,00 м (1,5 M³) 1,40 х 1,09 х 0,65 м (0,99 M³) 0,74 х 0,50 х 0,45 м (0,17 M³) |
| Рабочее напряжение / количество фаз | 380 В / 3 фазы |
| Суммарная мощность сварочной машины | 12,2 кВт |
| Рекомендованная мощность генератора (из расчета: суммарная мощность сварочной машины + 30%) | не менее 15,9 кВт |
На это есть несколько причин:
- Срок гарантии на аппарат — 12 месяцев
В течение года вы можете спокойно работать на вашем сварочном аппарате, а при наступлении гарантийного случая мы бесплатно отремонтируем его. - Бесплатная доставка
Мы оплачиваем межтерминальную доставку почти во все города России и самое главное быстро отгружаем сварочные аппараты (в день оплаты или максимум на следующий день после оплаты) в транспортную компанию.
- Наличие сертификатов
Наши сварочные аппараты сертифицированы и соответствуют всем техническим нормам и ГОСТам. - ЛУЧШЕЕ СООТНОШЕНИЕ: Выгодная цена — Высокое качество
Стыковой сварочный аппарат ROBU W 160 для труб от 40 до 160 мм
Стыковой сварочный аппарат ROBU W 160 четырёхзажимной с механическим приводом для полиэтиленовых (ПЭ, ПНД) труб диаметрами от 40 до 160 мм.
В комплекте центратор с механическим приводом, нагревательный элемент с электронным поддержанием температуры, торцеватель с электроприводом, контейнер для хранения нагревательного элемента и торцевателя, ящик с инструментами (гаечный ключ, шестигранный ключ, шпильки для крепления съемных вкладышей), документация, съемные алюминиевые вкладыши: Ø 40, 63, 75, 90, 110, 125, 140 мм.
Можно расширить сварочный диапазон аппарата, заказав дополнительно вкладыш 32 мм.
| Вес комплекта сварочной машины без упаковки | 55 кг |
| Размеры каждого упакованного места | 0,77 х 0,57 х 0,45м (0,2 M³) |
| Рабочее напряжение / количество фаз | 220 В / 1 фаза |
| Суммарная мощность сварочной машины | 1,6 кВт |
| Рекомендованная мощность генератора (из расчета: суммарная мощность сварочной машины + 30%) | не менее 2,08 кВт |
На это есть несколько причин:
- Срок гарантии на аппарат — 12 месяцев
В течение года вы можете спокойно работать на вашем сварочном аппарате, а при наступлении гарантийного случая мы бесплатно отремонтируем его. - Бесплатная доставка
Мы оплачиваем межтерминальную доставку почти во все города России и самое главное быстро отгружаем сварочные аппараты (в день оплаты или максимум на следующий день после оплаты) в транспортную компанию. - Наличие сертификатов
Наши сварочные аппараты сертифицированы и соответствуют всем техническим нормам и ГОСТам. - ЛУЧШЕЕ СООТНОШЕНИЕ: Выгодная цена — Высокое качество
Аппарат для стыковой сварки полиэтиленовых труб
Аппарат для стыковой сварки полиэтиленовых труб | Сварочное оборудованиеПластиковые трубы, фитинги +7 (495) 128-0337, +7 (812) 449-3073, +7 (812) 449-1534
-
Электросварные фитинги, шаровые краны
fox fittings
от ведущего мирового производителя фитингов fox fittings на складе в Санкт-Петербурге.
-
Запорная арматура, гидранты, обжимные фланцы
Jafar+Avk+Hawle
для труб ПНД, ПВХ, ПП, чугунных и стальных в системах водоснабжения, газоснабжения, пожаротушения, канализации, водоотведения
-
Питьевое водоснабжение и газ
Трубы в отрезках
Отрезки длиною 12 метров для питьевого водоснабжения с синими полосами, для газа — с жёлтыми.
-
Питьевое водоснабжение
Трубы в бухтах
Бухты по 50, 100, 150 и 200 метров. Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
-
Водоснабжение и газ
с защитным слоем
Повышен срок службы до 100 лет. Не требуется подсыпка, защитное покрытие не допускает царапин, увеличен коэффициент прочности. Покрытие синего цвета — вода, желтого — газ.
-
Промышленные трубопроводные системы
Georg Fischer

 Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
-
Сварочный аппарат TM 160 TOP
- Диапазон свариваемых диаметров: 40-160 мм
- Напряжение: 230 В
- Общая мощность: 1900 Вт
- Вес без упаковки: 80 кг
В составе комплекта сварочного аппарата входит: центратор с гидроприводом, нагреватель с электронным блоком контроля температуры 220В, торцеватель с электроприводом, гидроагрегат с блоком питания, контейнер для торцевателя и сварочного зеркала. Основные зажимы на 160 мм.
-
Сварочный аппарат TM 250 TOP
- Напряжение: 230 В
- Общая мощность: 3270 Вт
- Общий вес: 122 кг
В составе комплекта: центратор с основными зажимами ø250 мм, торцеватель с блокировкой от произвольного включения, нагревательный элемент с электронным контролем температуры, гидравлический агрегат с блоком питания и управления, защитой от перенапряжения, установочным комплектом присоединения прибора протоколирования, с гидравлическими шлангами.
Металлический контейнер для хранения торцевателя и нагревателя. -
Сварочный аппарат TM 315 TOP
- Диапазон свариваемых диаметров: 90-315 мм
- Напряжение: 220 В
- Общая мощность: 3900 Вт
- Вес без упаковки: 214 кг
В составе комплекта сварочного аппарата: центратор с гидроприводом, нагреватель с электронным блоком контроля температуры 220В, торцеватель с электроприводом, гидроагрегат со шлангами, контейнер для торцевателя и сварочного зеркала. Основные зажимы на 315 мм.
-
Сварочный аппарат KL 630 TOP1
- Напряжение: 400 В
- Общая мощность: 11 000 Вт
- Вес без упаковки: 428 кг
Аппарат предназначен для стыковой сварки труб и фитингов ПП, ПЭ и ПВДФ ø630 мм; Аппарат оснащен гидравлическим узлом Hydromat и электрическим блоком питания для безопасного подсоединения всех электрических деталей.
Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке. -
Сварочный аппарат Minicron 110
Предназначен для монтажа полиэтиленовых трубопроводов. На устройство имеются паспорта, сертификаты соответствия и разрешения на применение. Также предоставляется гарантия сроком на 2 года.
 Металлический контейнер для хранения торцевателя и нагревателя.
Металлический контейнер для хранения торцевателя и нагревателя. Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке.
Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке.© Спектр-Строй. Все права защищены. Характеристика | Гост | Сертификаты | Видео | Цены | Доставка
Паяльник для пластиковых труб Сварочный автомат 2500Вт Нагревательный инструмент для ППР Новый в металлическом корпусе –
- Убедитесь, что он подходит, введя номер своей модели.
- Электропитание: 220 вольт.
- Потребляемая мощность: 2500 Вт.
- Температура нагрева: от 50 до 300 ° C. Диаметр сопел: от 20 мм до 63 мм. Контроль температуры: бесконечно. Время разогрева: 15 минут. Длина кабеля питания: 2 метра.
- Упаковка: металлический кейс.
- Оборудование: Режущее устройство шестигранный ключ, рулетка, отвертка для перчаток, сварочная насадка.

Superb ppr паяльная машина для труб Привлекательные предложения Местное послепродажное обслуживание
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационной машины для пайки труб ppr , доступной по привлекательным предложениям на Alibaba.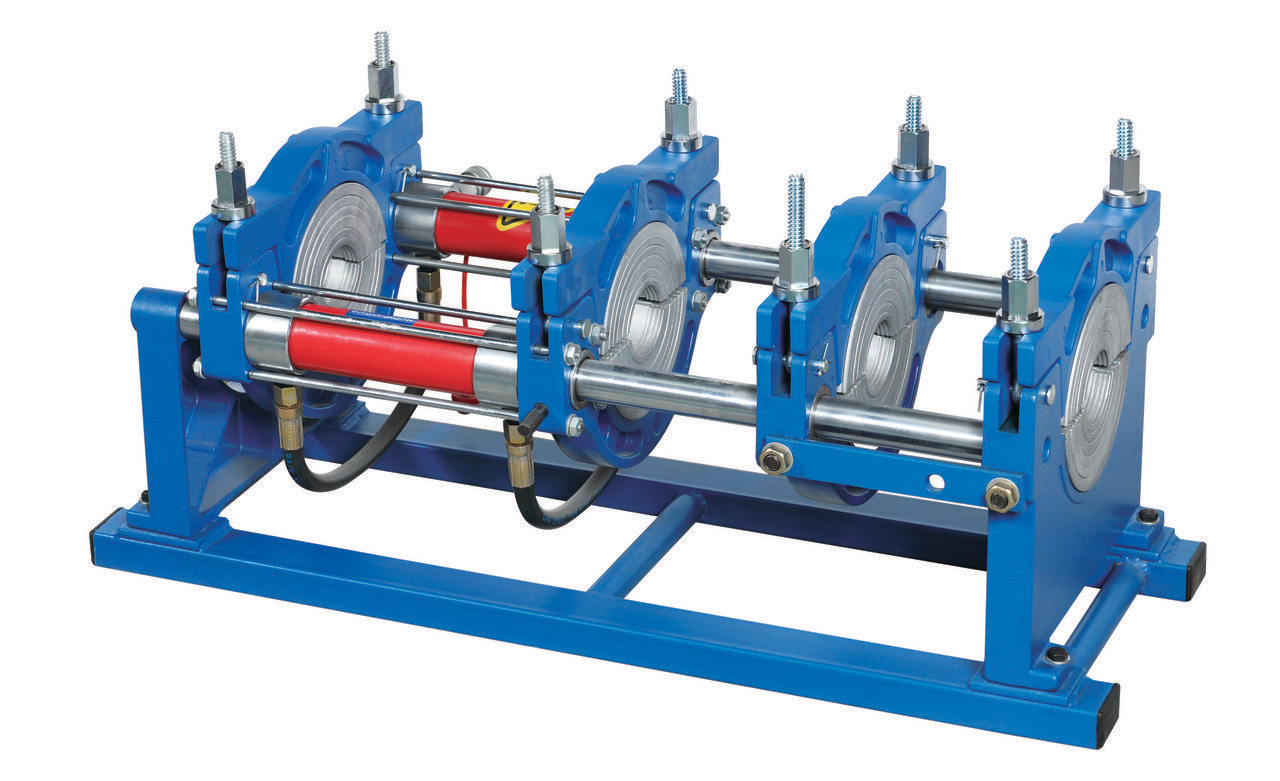 com. Аппарат для пайки труб PPR оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Аппарат для пайки труб PPR потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
com. Аппарат для пайки труб PPR оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Аппарат для пайки труб PPR потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
Передовые изобретения, лежащие в основе этой машины для пайки труб PPR Конструкции и стили делают их очень гибкими и применимыми для решения широкого круга сварочных задач.Аппарат для пайки труб PPR не подвержен неблагоприятному воздействию экстремальных температур или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. Они поставляются с широким выбором, который учитывает многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут лучшую машину для пайки труб PPR для своих нужд.
Доступность этих аппаратов для пайки труб PPR на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность.Аппарат для пайки труб ppr Расходы на эксплуатацию и техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами машины для пайки труб PPR на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательной машины для пайки труб ppr от Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящую машину для пайки труб PPR для их выполнения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Как правильно паять пластиковые трубы паяльником. Как правильно паять пластиковые трубы? Как паять пластиковые трубы американкой
Как правильно паять полипропиленовые (пластиковые) трубы
Итак, уважаемый читатель, вы решили поменять водопровод в квартире своими руками.И если ваш выбор пал на полипропиленовые трубы, я помогу вам научиться с ними правильно работать.
Не буду вдаваться в техническое описание полипропиленовых труб, по этому поводу будет написана отдельная статья, а сразу перейду к брифингу.
инструмент для пайки полипропиленовых труб
Из инструмента нам понадобится:
- Маркер спиртовой (пойдет маркер для дисков)
- Рулетка
- Уровень здания
- Ножницы специальные для резки труб
- Паяльник для полипропиленовых труб
Последний из списка будет дешевле арендовать, покупать такой дом не вижу смысла.вам это нужно только один раз. Вы можете арендовать его там же, где покупаете пластиковые трубы.
Этот список требуется только для пайки труб. Если вы собираетесь укладывать трубы в паз, будет полезно прочитать статью, в которой я описал технологию протаскивания стен.
Инструкция по работе с паяльником для полипропиленовых труб
Паяльник, он же сварочный аппарат для пластиковых труб, имеет подошву с нагревательными элементами внутри и специальные отверстия для крепления насадок для пайки труб разного диаметра.Как правило, насадки идут в комплекте с паяльником. Принцип работы паяльника практически такой же, как и у домашнего утюга, за исключением того, что в домашнем утюге один ТЭН, а в паяльнике для труб их два, и у каждого свой выключатель. на корпусе паяльника. На корпусе, кроме переключателей ТЭНов, есть еще термостат, с его помощью мы и будем выставлять нужную температуру.
Перед включением ТЭН необходимо перевести паяльник из походного положения в боевое.Прикрутите к нему подставку и замените паяльные патрубки для труб. Как правило, на дне паяльника есть два отверстия для насадок, при работе с трубами разного диаметра можно установить сразу две насадки. Поместите насадку для труб меньшего диаметра на край излива, как показано на рисунке.
Поместите насадку для труб меньшего диаметра на край излива, как показано на рисунке.
После этого можно включать паяльник в сеть. Включите оба ТЭНа на корпусе паяльника и установите температуру 260⁰C.И наберитесь терпения, паяльник должен нагреваться минут 10-30, пока не погаснет лампочка на корпусе. После этого перед пайкой ждем еще 5 минут, чтобы паяльные сопла хорошо прогрелись.
Как соединить пластиковые трубы
Нагрейте паяльником одновременно трубу и муфту фитинга. Ниже представлена таблица, показывающая время нагрева для труб разного диаметра.
Время нагрева для пайки полипропиленовых труб
| Диаметр трубы наружный, мм | ||||||||||
| Расстояние до отметки, мм | ||||||||||
| Время нагрева, с | ||||||||||
| Технологическая пауза, не более, с | ||||||||||
Время охлаждения, мин. |
Ремонт – удовольствие довольно дорогое, поэтому многие люди в целях экономии предпочитают делать его самостоятельно. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то для укладки или замены коммуникаций требуются определенные навыки и специальное оборудование.
Например, многих пугает необходимость подключения пластиковых труб при ремонте водопровода.На самом деле ничего сложного в этом нет, достаточно обзавестись сварочным аппаратом для пластиковых труб и изучить некоторые особенности процесса.
Для проведения сварочных работ с пластиковыми трубами вам потребуются следующие инструменты:
- лента строительная и карандаш (маркер) для измерения,
- труборез или строительный нож для резки труб,
- бритва (при сварке труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусенцев на отрезанных трубах,
- трубосварочный аппарат.

Также понадобится спирт для обезжиривания элементов конструкции в местах сварки и ветошь.
Что такое аппарат для сварки пластиковых труб
Машина для сварки пластиковых труб предназначена для нагрева концов трубы и фитинга, которые будут соединяться вместе, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Само устройство состоит из опорной площадки и корпуса в комплекте:
- терморегулятор,
- световых индикаторов рабочего состояния прибора,
- нагревательный элемент (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В основании устройства есть два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
Здорово! В процессе эксплуатации подошва и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно прогрет.

Аппараты для сварки пластмасс бывают двух видов: мечевидные и цилиндрические. Мечевидного аппарата вполне достаточно для домашнего использования, но у этого средства есть один недостаток – довольно слабая устойчивость.
Ассортимент стройматериалов постоянно обновляется и расширяется, появляются современные материалы. Многие стараются использовать в домах трубопроводы с большим сроком службы – пластиковые коммуникации. Далее разберемся, как паять пластиковые трубы? Но сначала скажем, что преимуществом таких технологий является появление возможности самостоятельно отремонтировать или заменить водопроводные и тепловые сети.Так как же паять пластиковые водопроводные трубы?
Для этого нам необходимо разобраться в типах труб, это металлопластиковые и полиэтиленовые.
И они подразделяются на подвиды: полиэтилен – используются для прокладки внутри зданий и уличных трасс. Его можно использовать при высоких давлениях и низких температурах. ПВХ – используются для удешевления ремонта. Армированный пластик – со сроком эксплуатации более 50 лет, часто применяется для горячего водоснабжения.
ПВХ – используются для удешевления ремонта. Армированный пластик – со сроком эксплуатации более 50 лет, часто применяется для горячего водоснабжения.
Широкое распространение по ряду причин:
- Простота установки.
- Длительный срок службы.
- Низкая коррозионная активность.
- Экологически чистый материал.
- Легкий и удобный для переноски.
- Не поддаваться вредному воздействию микроорганизмов.
Полиэтиленовые трубы собираются пайкой или с использованием муфт / фитингов. Как паять пластиковые сантехнические трубы? Для сетей холодного водоснабжения подходят трубы из ПВХ и полиэтилена без армирования и армирования.
Для пайки полиэтиленовых швов потребуется:
- Паяльник (нагревательный прибор, специальное устройство с подошвой с прикрепленными к ней специальными насадками различного диаметра).
- Труборез.
- Триммер.
- Мелкозернистая бумага.
- Муфта (с муфтой в сборе)

Этапы технологии прокладки гидросвязей расскажут, как научиться паять:
- Отмеряем нужную длину рулеткой.
- Отрезаем труборезом.
- Обрезаем обрезанные концы.
- Спаиваем концы.
Температурный режим пайки чаще всего встречается в инструкции к инструменту. На некоторых современных моделях установлен автоматический режим нагрева, на других марках мощность нагрева подбиралась вручную. При какой температуре паять пластиковые трубы? При пайке полиэтиленовых труб необходимо установить температуру в районе 220 ° С, для полипропиленовых – 260 ° С.На устройстве есть индикатор, который показывает, что устройство готово к работе. Индикатор горит только в режиме обогрева. Время пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд.
Знать технологию подключения коммуникаций недостаточно; для качественного монтажа необходимо знать ряд особенностей монтажа. Как правильно паять пластиковые трубы? Для обеспечения профессиональной сборки технологических корпусов необходимо учитывать нюансы подключения:
Как правильно паять пластиковые трубы? Для обеспечения профессиональной сборки технологических корпусов необходимо учитывать нюансы подключения:
Необходимо прогреть паяльник, минут 5-7.
Работы проводить при плюсовой температуре.
После пайки не допускайте прокрутки или движения.
Дайте составу остыть.
Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.
Между кромкой трубы и внутренней резьбой фитинга не должно быть зазоров.
Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работоспособность всей конструкции.
Удалите остатки материала с насадок.
При выполнении работ, связанных с обогревом, соблюдаем правила техники безопасности, это исключит травмы и ожоги: пайка должна производиться в защитных перчатках, следим за чистотой в помещении, паяльник устанавливается на ровную горизонтальную поверхность, необходимо для начала работы после полного прогрева не отключайте патрубок от электрической сети на протяжении всей установки.
Паять пластиковые трубы своими руками несложно; этот процесс не требует профессиональных навыков или опыта.Трубопровод из полиэтиленовых конструкций и ПВХ – это надежная, прочная и экологически чистая система водоснабжения и отопления.
Замена современных систем отопления и ремонт водопровода на пластиковые трубы проблематично проводить без применения пайки. А потому вопрос, как спаять пластиковые трубы, чтобы соединить их в единую систему, актуален для многих владельцев, решивших выполнить работы самостоятельно, без привлечения мастеров.
Выбор необходимого инструмента
Пластиковые трубы – незаменимый элемент как при строительстве, так и при ремонте. Они просты в установке, химически стойкие и способны выдерживать рабочее давление до 2 бар при температуре до 95 ° С.
Но качественно провести монтаж системы и правильно спаять пластиковые трубы без них невозможно. использование спецтехники.
Благодаря простоте монтажа и экологичности материала пластиковые трубы широко применяются в системах водоснабжения и отопления жилых домов.
Кроме труб и фитингов нужного размера, для производства сварочных работ вам потребуются:
- паяльник с насадками;
- строительный уровень;
- рулетка;
- ножницы для резки труб;
- тряпки из плотных тканей.
Паяльник комплектуется соплами разного диаметра с антипригарным тефлоновым покрытием. При нагревании оплавляют внешнюю поверхность концов труб и внутреннюю сторону соединительных элементов.
Совет: для экономии времени в процессе замены форсунок лучше выбирать устройство с возможностью установки двух или трех нагревательных рукавов одновременно.
Для бытового использования, для пайки пластиковых труб диаметром 16-63 мм вполне подойдет агрегат мощностью до 1200 кВт
Планируя пайку пластиковых труб своими руками, следует придерживаться ряд основных рекомендаций:
- Паяльник размещается на подошве и фиксируется ножками на плоской поверхности.Сопла необходимого диаметра придвигаются ближе к краю.
- Работают с агрегатом только после его полного прогрева, что происходит через 10 минут после включения. О готовности устройства укажет индикатор на корпусе.
- Соединяемые детали нагреваются параллельно. Сварочные работы можно проводить только при температуре окружающей среды выше 0 ° С.
- Удаляют остатки пластика с нагретых гильз сразу после каждого этапа пайки, используя для этого отрезы плотной ткани.Не очищайте охлаждаемые наконечники, так как это может повредить тефлоновое покрытие и вызвать повреждение устройства.

Перегрева можно избежать, подключив пластиковые трубки с помощью паяльника к регулятору.
При эксплуатации важно не превышать температуру нагрева гильзы, верхний предел которой составляет 260 ° С. При недостаточном нагреве пластик не приобретет вязкую пластичность, что приведет к ненадежному соединению. А при повышенной температуре 270 ° C материал теряет устойчивость и прилипает, не позволяя трубе плотно входить в фитинг.
Совет: при работе с агрегатом, не имеющим функции электронного контроля температуры, который может контролировать нагрев с точностью до одного градуса, можно использовать специальный термометр для его измерения.
Технология пайки пластиковых труб
Работа по соединению пластиковых элементов пайкой включает ряд основных этапов. Не имея опыта пайки пластиковых труб, желательно заранее сделать два-три тестовых соединения. Для контроля правильности сварки желательно охлажденный образец разрезать по оси, следя за тем, чтобы стыки были прочными.
При подготовке соединительных элементов следует учитывать, что внутренний диаметр фитинга должен быть немного меньше внешнего диаметра трубы, с которой он должен быть совмещен.
Подготовка элементов
Резаком или ножницами отрезают трубы до необходимой длины, выдерживая угол наклона резов в пределах 35-45 °. При необходимости паять металлопластиковые трубы, обрезанные концы необходимо зачистить бритвой.
Отрезки и рабочие части поверхности обезжиривают мыльным или спиртовым раствором.По краю срезов нанесены маркеры с маркером, который будет служить ориентиром при соединении элементов.
Пайка
Нагревая паяльник соплом до необходимой температуры, вставьте конец трубы в муфту на всю глубину сварки и навинтите муфту фитинга на оправку. Операция пайки очень быстрая и длится не более 10 секунд. Отсчет времени начинается с момента вставки концов.
Время выдержки и температура, при которой пластиковые трубы должны паяться, определяются по таблице
Если необходимо припаять армированную пластиковую трубу с соединительным элементом, сначала на нагревательную муфту надевается фитинг. , которому требуется больше времени на прогрев внутренних стен.Плотная посадка штуцера на втулке – обязательное условие качественного обогрева.
Избегайте скручиваний и поворотов при нагревании пластиковых элементов. Максимально допустимый угол поворота не должен превышать 10 ° C.
Совет: Из соображений безопасности лучше припаивать пластиковые трубы в защитных очках и перчатках.
Сборка конструкции
Расплавленные концы нагретых элементов снимаются с паяльника и соединяются друг с другом, обращая внимание на риски, связанные с маркером.При соединении деталей не допускаются осевые повороты на всю глубину раструба фитинга. Механические нагрузки.
Процесс пайки пластиковых труб наглядно представлен в видеоролике:
При правильной герметизации пластиковых труб на краю раструба образуется непрерывный валик, который выглядит как маленькое кольцо.
При соединении деталей особое внимание уделяется правильному положению отводов и тройников. В собранной конструкции ручка крана должна легко поворачиваться в любое положение.
Подсоединенным частям даем полностью остыть, чтобы они не скручивались. Если соединительный шов оказывается некачественным, узел срезается и операция повторяется.
Представьте себе ситуацию: вам срочно нужно спаять две пластиковые трубы. Прямо из него течет вода, и нужно срочно спасать ситуацию! Но как паять пластиковые трубы? Тем более, если у вас нет практики. В статье подробно описан процесс пайки правильно.
Прямо из него течет вода, и нужно срочно спасать ситуацию! Но как паять пластиковые трубы? Тем более, если у вас нет практики. В статье подробно описан процесс пайки правильно.
Самый действенный и «безболезненный» вариант: вызов сантехника на дом. Вариант может быть самым надежным, но серьезно ударит по карману / кошельку хозяина дома, да и гордости «мужика в доме» тоже.
Так что отбрасываем этот вариант и учимся правильно паять – то кошелек полон хрустящих купюр, а мужик в доме все ремонтировал сам!
Подготовка к процессу. Какой нам нужен инструмент
Отключаем воду и идем в магазин сантехники (если в вашей домашней мастерской уже нет всего необходимого для ремонта сантехники)!
Итак, наша задача спаять две пластиковые трубы для водопровода.
Какие инструменты и материалы вам понадобятся? Как правильно паять пластиковые трубы?
- Устройство для пайки пластиковых труб. Объясните продавцу в магазине, зачем вам сварочный аппарат, и он с радостью подберет для вас подходящий вариант.

Причем покупка паяльного устройства обойдется в несколько раз дешевле, чем вызов сантехника на дом, а это, как мы помним, один из принципиальных вариантов выбора самостоятельного решения проблемы подключения труб!
Такой паяльный аппарат позволит вам провести в доме правильный ремонт коммуникаций!
- Острый нож или труборез.Он понадобится вам для резки труб и кромок, чтобы соединяемые концы были идеально гладкими. Также возможно использование специального приспособления – трубореза.
- Тонкий напильник, напильник, возможно мелкозернистая наждачная бумага. Это понадобится, чтобы оголить концы, которые мы будем паять, до идеально гладкой поверхности.
- Фитинг / втулка – это небольшая трубка, которую вы надеваете на оба конца труб, которые мы будем паять (также приобретаются в магазине сантехники).
- Рулетка.
- Beveller.
Итак, все готово к установке – приступим! Но мы все сделаем правильно!
Первый шаг и, пожалуй, самый важный – это подготовка необходимых элементов к пайке.
Подготовка элементов к пайке
Сначала острым ножом аккуратно отрежьте трубочки до нужной вам длины. Также можно использовать специальный труборез, если он у вас есть в домашнем арсенале или вы вдруг нашли его в мастерской.
Затем срезаем заусенцы на концах. Заусенцы – тонкая пластиковая стружка, заусенцы на концах трубок. Поскольку стыкуемая поверхность должна быть идеально гладкой, эти зазубрины аккуратно удаляем ножом.
После этого зачищаем концы соединяемых пластиковых труб. Для этого мы используем тонкий напильник, напильник, может быть, даже рифель (в этом типе напильника рабочая поверхность специально изогнута, что позволяет очищать рабочие поверхности внутри трубок и т. Д.).
Можно также попробовать шлифование мелкой наждачной бумагой. Не забывайте важное правило – поверхность после очистки должна быть гладкой, а не шероховатой, поэтому не жалейте сил и добротно очищайте концы пластиковых труб, доводя их до совершенства!
Теперь проделаем тот же цикл мероприятий для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Если фитинг или муфта приобретены в магазине, то их поверхность внутри (которую нам нужно соединить) уже должна быть гладкой и нужного размера.
Итак, трубы готовы, штуцер готов.
Начало пайки
Теперь приступим непосредственно к пайке поверхностей. Для этого потребуется приспособление для пайки пластиковых труб и, непосредственно, самих заготовок. Здесь самое главное – следить за температурой нагрева паяльного устройства, чтобы она была оптимальной для ваших заготовок.
Температурные режимы для труб различного диаметра представлены в специальной таблице, и их необходимо соблюдать.Кстати, паяльный аппарат обычно самостоятельно нагревает сопло до необходимой температуры.
Правда, в старых, ранних версиях паяльных аппаратов такой функции нет, поэтому регулировать температуру придется вручную.
Обязательно, чтобы заготовка была обработана задолго до самого соединения. Обязательно очистить поверхность от грязи, обезжирить спиртом.
Также необходимо снять фаску на заготовках. Для этого нужно использовать фаску и спирт.Эта операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Современные устройства для пайки пластиковых труб имеют разнообразную конструкцию, и некоторые из них позволяют значительно сократить время выполнения операции.
Например, на некоторых паяльных машинах можно установить несколько насадок – до 4 штук.
Другими словами, можно одновременно нагреть две трубы и две фитинги, а после доведения до необходимой температуры за короткое время создать довольно большую конструкцию.
Само соединение нужно проводить как можно быстрее, чтобы не допустить снижения герметичности системы. Как только вы увидите, что элементы заготовки нагреваются до необходимой температуры, то сразу снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение должно быть выполнено очень плотно, чтобы в дальнейшем не было утечек в системе отопления или водоснабжения.
Проверка стыка после пайки
В результате две пластиковые трубы для водопровода плотно соединены! Все ли мы сделали правильно? Об этом вы сможете судить только через некоторое время, когда пустите воду по «новой» водопроводной сети.
После пайки труб с фитингом не спешите открывать кран подачи воды: после всей процедуры собственного ремонта должен пройти не менее часа.
Если по какой-то причине вы все же выполняли процедуру в холодном помещении, где температура была ниже комнатной, то перед пробным запуском воды следует подождать не менее двух-трех часов. Здесь главное не торопиться, а делать все правильно, чтобы работа не пошла насмарку.
На завершающем этапе монтажа необходимо убедиться, что точка пайки достаточно надежна.Для этого лучше всего провести пробный пуск воды. Открываем кран. После запуска воды внимательно осмотрите весь отремонтированный водопровод, который вы отремонтировали.
Если, тем не менее, на конструкции или на фитинге / муфте имеются разводы, вода сочится, капает или даже фонтанирует из-под нового подключения, значит ваша операция по спасению системы хозяйственно-питьевого водоснабжения была проведена некорректно!
Вам следует либо заново провести всю процедуру ремонта, либо все же раскошелиться и вызвать на дом мастера-сантехника. Если все прошло хорошо, а вода течет только из-под крана, как и положено, то поздравляю с успехом!
Если все прошло хорошо, а вода течет только из-под крана, как и положено, то поздравляю с успехом!
Миссия выполнена, семья довольна, пластиковые трубы для водопровода надежно и надежно подключены! Как теперь видите, в этой операции нет ничего невозможного, и если следовать обычным прописным истинам, можно добиться желаемого результата!
Теперь вы можете смело оспаривать новый ремонт, так как у вас уже достаточно знаний и умений правильно паять пластиковые трубы!
Как правильно паять пластиковые трубы для сантехники?
Как правильно паять пластиковые трубы – какой инструмент нужен, подготовка, процесс пайки, проверка стыков, какой паяльный аппарат какой выбрать…
Современный ремонт с заменой систем водоснабжения и отопления немыслим без использования пластиковых труб. Стремительно ворвавшись на рынок строительных материалов в конце двадцатого века, полипропиленовые пластиковые трубы произвели революцию в истории водоснабжения и прочно заняли лидирующие позиции.
Как спаять пластиковые трубы из полипропилена и заменить их своими руками мы расскажем в этой статье.
Трубопровод отопления из полипропиленовых труб
В современной жизни пластиковые трубы используются абсолютно во всех сферах, становясь все более незаменимыми при строительстве и ремонте любого масштаба благодаря своим значительным преимуществам перед другими материалами:
- не подвержены коррозии,
- обладают высокой химической стойкостью,
- устойчивы к микроорганизмам,
- имеют низкую тепло- и звуковую проводимость,
- легкий вес и удобство транспортировки,
- экологически чистый,
- легко устанавливается,
- подходит для наружной и скрытой установки,
- прочный – гарантийный срок использования 50 лет при соблюдении правильного режима использования.
Правильный режим: пластиковые трубы из полипропилена выдерживают рабочее давление до 15 бар при температуре от 0 до 10 градусов и 2 бара при высоких температурах (95 градусов).
Арсенал фурнитуры и уголков полипропиленовых
Благодаря своей экологичности трубы этого типа успешно применяются в системах горячего и холодного водоснабжения и отопления домов. А разнообразие фурнитуры со вставками из латуни и хрома позволяет легко комбинировать ее с имеющейся стальной фурнитурой и любыми предметами сантехники.
Необходимое оборудование
Для устройства трубопровода для подачи воды или отопления используются трубы с наружным диаметром от 16 до 63 мм, для соединения которых применяется раструбная сварка.
Для качественного монтажа потребуется немного:
- Паяльник с жалами разного диаметра.
Как выбрать паяльник для пластиковых труб, чтобы монтаж был быстрым и качественным? Ассортимент паяльников большой и разнообразный, как и ценовая политика.
Паяльник с набором тефлоновых жало
- Мощность паяльника имеет большое значение. Для бытового использования и диаметров труб 16-63 мм будет достаточно мощности до 1200 Вт.
При мощности 1800 Вт и более производительность паяльника позволяет использовать его в профессиональной деятельности. Но новичку с невысокой скоростью работы такой агрегат не нужен. - Сопла представляют собой нагревательные элементы и состоят из втулки, плавящей внешнюю поверхность конца трубы, и оправки, плавящей внутреннюю поверхность раструба соединительной детали.
Насадки должны иметь антипригарное тефлоновое покрытие. Обычно паяльник идет с 6 насадками разного диаметра. - Удобнее пользоваться паяльником с возможностью установки не одной, а трех насадок. Это существенно сэкономит время при замене насадок с одного диаметра на другой, ведь для их замены необходимо охладить паяльник, а затем снова нагреть.
- Паяльник профессиональной серии оснащен электронным терморегулятором, контролирующим нагрев сопла с точностью до 1-5 градусов.Вы можете обойтись без модели без регулировки температуры, купив термометр для измерения температуры на насадке.

Важно не превышать температуру насадки 260 градусов, при которой происходит пайка полипропилена, а при 270 градусах пластик теряет устойчивость и начинает чрезмерно прилипать, труба не войдет в фитинг.
При недостаточном нагреве детали могут не достичь требуемой вязкой пластичности, и диффузия материала не произойдет.В результате соединение ненадежное.
- Второй необходимый инструмент для установки – специальные пластиковые ножницы.
- Кроме того, вам потребуются рулетка, карандаш, тряпки для брезента, а также сами трубы и фитинги правильного размера.
Работа паяльника
Есть несколько правил использования паяльника для пластиковых труб.
Паяльник устанавливается на ровную поверхность и на нее специальными ключами фиксируются насадки всех необходимых диаметров.Ближе к краю ставится насадка, которая необходима для пайки прямо на стене.
 Инструкцию к прибору).
Инструкцию к прибору).Процесс установки
Пошаговая инструкция по пайке пластиковых труб поможет произвести качественный и быстрый монтаж.
- Отрежьте трубу перпендикулярно ее оси с помощью обрезных ножниц.
- Подбираем фурнитуру необходимого размера.
Примечание! Фитинг без обогрева должен иметь внутренний диаметр немного меньше наружного диаметра трубы.
- Муфту фитинга и конец трубы очищаем от пыли, обезжириваем мыльной водой или спиртом и просушиваем.
- Устанавливаем соединяемые детали в соответствующую насадку паяльника: труба вставляется в муфту на всю глубину сварки, муфта фитинга надевается на оправку.

Пластиковые трубы: как спаять и получить качественное соединение
Как припаять пластиковые трубы и получить надежную сантехнику
33) Как припаять пластиковые трубы: видеоинструкция, как правильно паять и выбирать паяльник.
Соединить трубы паяльником довольно просто.
Всем, кто планирует самостоятельно провести монтаж систем канализации, водоснабжения или отопления, стоит разобраться, как паять трубы ПВХ, СИЗ, а также изделия из меди.Создание неразъемных соединений позволяет добиться максимальной герметичности, при этом, освоив технологию, можно довольно быстро работать.
Так как в свое время мне приходилось осваивать технику пайки самых разных изделий, я накопил достаточно практической информации и наблюдений в этой отрасли. Именно на них будут основаны все советы, которые я дам в этой статье.
Плюсы и минусы пайки как способа крепления
При проектировании трубопроводов для систем отопления, водоснабжения и канализации используются разные способы соединения деталей, начиная от простого соединения с помощью уплотнительных эластичных колец и заканчивая сваркой труб.
Технология пайки находится примерно посередине между этими крайностями – как по сложности, так и по уровню надежности получаемого соединения.
Овладев техникой, можно создавать довольно сложные системы
Преимущества пайки как способа монтажа, с моей точки зрения, следующие:
- Технология позволяет создавать неразъемные соединения с высоким уровнем герметичности.
- На стыке двух труб прочность стен немного снижается, что очень важно при проектировании и создании напорных трубопроводов.
- Метод пайки большинства материалов не требует использования сложного дорогостоящего оборудования: конечно, без паяльника / газовой горелки не обойтись, но все же работать с ними намного проще, чем с газовой или электросваркой.
- Также очевидным плюсом является экономия на фитингах: колена, тройники, ракели и другие детали, предназначенные для пайки, имеют чрезвычайно простую конструкцию и, следовательно, относительно недорогие. Преимущества становятся очевидными, если сравнить стоимость пресс-фитингов для многослойных труб со стоимостью.

Пластиковый фитинг для постоянного подключения
Справедливости ради нужно сказать о минусах:
- Соединения, как я указал выше, неразъемные. Это означает, что для доступа к просвету трубы нам придется ее разрезать, а затем восстановить целостность. А поскольку в этом случае неизбежно уменьшится длина детали, то обычно инструкция рекомендует полностью заменить поврежденный участок.
- Для выполнения этой работы по-прежнему требуются специальные инструменты, а также (если мы паяем медь) флюсы и припои.Аренда / покупка оборудования и покупка расходных материалов могут серьезно повлиять на бюджет всего проекта.
Медная арматура довольно дорогая
Однако даже с этими недостатками техника остается достаточно универсальной, тем более что, в отличие от сварки, своими руками с ней справиться вполне можно. Конечно, навык необходим, но его можно заменить вдумчивым изучением рекомендаций, которые я дам ниже, а также небольшой практикой.
Паяльник пластиковый
Оборудование для работы
Когда мы делаем контуры для водоснабжения или канализации, вам нужно сначала понять, как паять пропиленовые трубы. Полипропилен – идеальный материал для такого соединения, так как при нагревании он отлично плавится, образуя практически монолитную конструкцию: именно поэтому трубы из СИЗ часто используются для сборки напорных сетей.
Это пластиковые трубы, которые можно паять: металлопластиковые изделия для такого монтажа не предназначены, поэтому их нужно соединять дорогостоящими фитингами с помощью специального инструмента.
Паяльник для труб с комплектом насадок
Для соединения деталей используется специальный инструмент – паяльник. На рынке представлены десятки разных моделей, но практически все они имеют одинаковую конструктивную схему:
- Основание паяльника представляет собой корпус, внутри которого расположен нагревательный элемент.
- Система обогрева подключается к сети через силовой кабель и управляется с помощью специального регулятора (не во всех моделях он есть, а в дешевых вариантах может выдавать разницу с реальной рабочей температурой в 10-200, что иногда бывает критический).
- Подсоедините патрубки для труб и фитингов к нагревательному элементу. Как правило, паяльник комплектуется несколькими наборами насадок, что позволяет работать с трубами самых распространенных диаметров.

Выбирая паяльник для соединения труб из полипропилена и подобных материалов, следует в первую очередь обращать внимание на мощность. Профессиональные модели имеют мощность 1,5 – 2 кВт.
Но мне кажется, что для бытового использования такое исполнение бесполезно.При выборе мощности лучше всего ориентироваться на максимальный диаметр труб, с которыми вы будете работать:
Как паять трубы: секреты работы с пластиком и металлом от опытных мастеров
Как паять трубы: работа с пропиленом, металлопластиком, изделиями ПВХ и др., Видео и фото
Как выбрать аппарат для сварки пластиковых труб? Сварочное оборудование для пластиковых труб
Сегодня все чаще для монтажа водопровода используют пластиковые трубы.Это связано не только с их долговечностью, но и с хорошими эксплуатационными характеристиками. Благодаря высоким теплофизическим параметрам полипропиленовые трубы отлично подходят для подачи горячей воды. Для их соединения используются склейка, опрессовка и сварка. Последний считается наиболее предпочтительным. Но в этом случае вам понадобится аппарат для сварки пластиковых труб. О том, как его выбрать, поговорим в этой статье.
Благодаря высоким теплофизическим параметрам полипропиленовые трубы отлично подходят для подачи горячей воды. Для их соединения используются склейка, опрессовка и сварка. Последний считается наиболее предпочтительным. Но в этом случае вам понадобится аппарат для сварки пластиковых труб. О том, как его выбрать, поговорим в этой статье.
Немного об особенностях сварки
Полипропиленовая труба монтируется в систему с помощью нескольких видов сварки: стыковой, раструбной и раструбной.Если вы не желаете покупать муфты и фитинги, то вам нужно выбрать способ стыкового соединения, так как он считается наиболее экономичным. Конечно, вам понадобится аппарат для сварки пластиковых труб. Принцип работы агрегата аналогичен паяльнику, поэтому иногда его называют именно так. Устройство необходимо для обогрева присоединяемых концов труб. Стыковка реализована несколькими способами. Самый популярный – контактный приклад. Его суть заключается в соединении расплавленных концов под давлением. Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие – обеспечить высокую температуру, поэтому выбранный паяльник должен нагреваться до 250-260 градусов Цельсия.
Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие – обеспечить высокую температуру, поэтому выбранный паяльник должен нагреваться до 250-260 градусов Цельсия.
Аппарат для сварки пластиковых труб: ручной или механический?
Все мы знаем, что сварочное оборудование обеспечивает неразъемное соединение путем нагрева обрабатываемых поверхностей и их дальнейшего соединения. Стоит обратить внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий.Установки для работы с полипропиленом можно разделить на две большие группы:
- механическое оборудование – применяется для создания неразъемных соединений труб большого диаметра, а также там, где необходимо приложить большие усилия; Ручной сварочный аппарат
- – идеальное решение для домашнего использования (с помощью этого аппарата можно соединять трубы, диаметр которых не превышает 12,5 см).
Подробная информация о механическом оборудовании
Если вы собираетесь зарабатывать на сварке, то вам однозначно стоит отдать предпочтение профессиональной модели. Большая часть механического оборудования для соединения полипропиленовых труб рассчитана на интенсивное использование, в отличие от ручных агрегатов. Устройство представляет собой опорную раму, на которой расположены приборный блок и гидроагрегат. С обеих сторон устройства есть полукольца с захватами. Между захватами устанавливаются вкладыши, которые необходимы для равномерного распределения давления при склейке и центрировании. Внутренний диаметр каждой гильзы соответствует диаметру обрабатываемой трубы. Рабочий орган (ТЭН) представляет собой литой диск со специальным покрытием.Внутри него находятся нагревательные элементы. Стоит отметить, что сварка пластиковых труб происходит с регулируемой температурой. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата. Это связано с тем, что данное устройство лучше подходит для труб большого диаметра.
Большая часть механического оборудования для соединения полипропиленовых труб рассчитана на интенсивное использование, в отличие от ручных агрегатов. Устройство представляет собой опорную раму, на которой расположены приборный блок и гидроагрегат. С обеих сторон устройства есть полукольца с захватами. Между захватами устанавливаются вкладыши, которые необходимы для равномерного распределения давления при склейке и центрировании. Внутренний диаметр каждой гильзы соответствует диаметру обрабатываемой трубы. Рабочий орган (ТЭН) представляет собой литой диск со специальным покрытием.Внутри него находятся нагревательные элементы. Стоит отметить, что сварка пластиковых труб происходит с регулируемой температурой. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата. Это связано с тем, что данное устройство лучше подходит для труб большого диаметра.
Аппарат для сварки металлических или пластиковых труб
Большинство из нас выбирают сварочный аппарат для выполнения разовых работ. Конечно, это средство пригодится в будущем, но вряд ли будет использоваться интенсивно.Аппарат не зря называют утюгом, ведь по принципу работы он напоминает этот бытовой прибор. Основные отличия только в дизайне. Конструкция подразумевает наличие нагревательной пластины и терморегулятора. Для удобства выполняемой работы есть специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие предотвращает прилипание расплавленной трубы к конфорке.
Конечно, это средство пригодится в будущем, но вряд ли будет использоваться интенсивно.Аппарат не зря называют утюгом, ведь по принципу работы он напоминает этот бытовой прибор. Основные отличия только в дизайне. Конструкция подразумевает наличие нагревательной пластины и терморегулятора. Для удобства выполняемой работы есть специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие предотвращает прилипание расплавленной трубы к конфорке.
Обратите внимание на упаковку товара
При покупке товара обязательно обращайте внимание на конфигурацию, в которой он предоставляется.Все зависит от производителя, однако вы можете выбрать основные элементы, которые должны присутствовать.
Если вы собираетесь работать с трубами одного, максимум двух диаметров, в комплект, помимо агрегата, может входить только ключ для насадок. Опять же, это очень скромное оборудование, которое не всегда подходит. Если вы на любителя, лучше отдать предпочтение комплекту, где будут насадки для работы с полипропиленовыми трубами следующих диаметров: 20, 25, 32 и 40 мм, которые являются наиболее распространенными.
Мощность оборудования
Конечно, аппарат для сварки пластиковых труб должен быть достаточно мощным. Этот параметр определяет не только максимально возможный обрабатываемый диаметр, но и скорость работы. Исходя из этого, можно сделать вывод, что чем больше расчетный объем работы, тем выше требуется мощность.
Во многих случаях будет достаточно инструмента средней мощности 1,5-2,0 кВт. Но в большинстве случаев рекомендуется использовать несколько иной подход. Он заключается в том, что диаметр обрабатываемой трубы умножается на 10. В результате вы можете получить минимально необходимую мощность оборудования. В этом случае сварка пластиковых труб пройдет без проблем. Получается, что если вы хотите паять трубы диаметром 50 мм, то 50 х 10 = 500 Вт. Но покупать маломощный инструмент категорически не рекомендуется, лучше брать с запасом 20-40 %.
Но покупать маломощный инструмент категорически не рекомендуется, лучше брать с запасом 20-40 %.
Выбор производителя
При выборе имеет смысл обратить внимание на компании, производящие сварочное оборудование. Стоит отметить, что сварка пластика – занятие очень ответственное, а от качества инструмента будет зависеть состояние стыка и его долговечность.
Сегодня лучшие паяльники делает в Чехии компания «Дайтрон». Оборудование этого производителя заслужило мировое признание. Отличительные особенности: высокое качество и широкий функционал.Стоит отметить, что паяльник для сварки пластиковых труб из Чехии стоит дорого, поэтому турецкие изделия станут хорошей альтернативой. Например, сварочный агрегат «Кандан» рассчитан на работу с трубами диаметром 16–160 мм. При этом качество очень хорошее, а цена приемлемая.
Вывод
Вот в принципе и все, что можно рассказать о выборе оборудования. Помните, что сварка пластика может вызвать ожоги. По этой простой причине при покупке оборудования к нему прилагается. Если этого не было в комплекте, проконсультируйтесь с профессионалами или опытными сварщиками. Подскажут, как нужно сваривать пластиковые трубы. Инструкция, тем не менее, тем не менее желательна и в любом случае должна быть прочитана, и все требования, изложенные в ней, должны быть выполнены. Не забывай об этом. И все будет хорошо.
Если этого не было в комплекте, проконсультируйтесь с профессионалами или опытными сварщиками. Подскажут, как нужно сваривать пластиковые трубы. Инструкция, тем не менее, тем не менее желательна и в любом случае должна быть прочитана, и все требования, изложенные в ней, должны быть выполнены. Не забывай об этом. И все будет хорошо.
На каком оборудовании можно сваривать полипропиленовые трубы диаметром 108. Сварка полипропиленовых труб
Возможность сборки трубопроводов своими силами – несомненный плюс изделий из полипропилена.Используя удобный и легкий материал, можно своими руками соорудить канализацию, отремонтировать и модернизировать водопровод.
Главное понимать специфику соединения сборных элементов между собой. Согласитесь, это большая важная часть работы, отвечающая за герметичность линии и ее безотказную работу.
Предлагаем Вам подробную информацию о том, как паять полипропиленовые трубы, какое оборудование используется в работе, а также перечислим наиболее частые ошибки, которые допускают начинающие сварщики.
Информация, которую мы предлагаем, поможет вам наладить бесперебойную связь. Для визуального восприятия статья дополнена графическими приложениями и видеоуроком.
Процесс пайки осуществляется благодаря ярко выраженным термопластичным свойствам материала. Полипропилен при нагревании размягчается – приобретает состояние, похожее на пластилин.
Галерея изображений
Так выглядит паяльник («утюг») для полипропиленовых труб.Несложный электрический аппарат, полуавтомат, благодаря которому припаивается пластик
Для выполнения стыковой сварки конструкции паяльных аппаратов имеют повышенную сложность. Обычно такое оборудование включает в себя не только нагревательный элемент, но и систему центровки свариваемых деталей.
Как правило, оборудование для прямой сварки, как и сама технология, редко используется в бытовой сфере. Приоритет использования – промышленность.
Более сложное устройство, с помощью которого выполняется точное совмещение свариваемых деталей с последующим процессом нагрева и пайки.Используется с технологией прямой сварки
Кроме паяльников мастеру потребуются еще:
- ножницы -;
- лента строительная;
- слесарный квадрат;
- бритва для труб с армированием;
- маркер или карандаш;
- средство для обезжиривания поверхностей.
Так как работы ведутся на высокотемпературном оборудовании, необходимо обязательно надевать толстые рабочие перчатки.
Порядок сварки полипропилена
Важное предупреждение! Сварочные работы с полимерными материалами следует проводить в условиях хорошей вентиляции.При нагревании и плавлении полимеров выделяются токсичные вещества, которые в определенной концентрации серьезно влияют на здоровье человека.
Процедура сварки полипропилена проста, но требует точности и аккуратности в работе. Также следует избегать распространенных ошибок, таких как недостаточный или чрезмерный нагрев.
Первый шаг – подготовка к работе:
- Установить на плиту нагревателя заготовки необходимого диаметра.
- Установите регулятор на 260 ° C.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождитесь достижения рабочей температуры – загорится зеленый индикатор.
Присоедините сопрягаемые детали (труба – муфта) к заготовкам одновременно с паяльной станцией … В этом случае полипропиленовая труба проталкивается во внутреннюю область одной заготовки, а втулка (или муфта патрубка) фасонную деталь) на внешнюю поверхность другой заготовки.
Обычно концы трубы вставляются по границе ранее отмеченной линии, и муфта проталкивается до упора.Выдерживая детали из полипропилена на нагретых заготовках, помните о важном технологическом нюансе – времени выдержки.
Галерея изображений
Выводы и полезное видео по теме
Профессионалу всегда есть чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видео:
Монтаж полимерных трубопроводов горячей пайкой – удобный и популярный прием. Его успешно используют при прокладке коммуникаций, в том числе на бытовом уровне.
Этим методом сварки могут пользоваться люди без опыта. Главное – правильно понять технологию и обеспечить ее точную реализацию. Технологическое оборудование можно купить или арендовать.
Есть ли у вас опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Вы можете оставлять комментарии и задавать вопросы по теме в форме ниже.
1 Сфера применения и нормативная база
Полипропиленовые трубы (точнее, статистический сополимер пропилена, или PP-R) очень популярны для водопровода (горячее и холодное водоснабжение внутри зданий) и систем отопления.Такие трубы соединяются методом «вварки нагретым инструментом в муфту».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или «раструбная» сварка (или, как в старых стандартах, «раструбная»). Поскольку прямое соединение двух труб выполняется с помощью фитинга, называемого раструбом, другое популярное название этого метода – сварка «раструбом». пластиковые трубы.
Популярное название оборудования – «Аппарат» для раструбной сварки полипропиленовых труб.Сленг для ручного аппарата – «паяльник» из пластиковых труб. Последнее, хотя и в корне ошибочное, прижилось.
Работоспособная технология муфтовой сварки в настоящее время (февраль 2015 г.) регулируется только немецкими правилами DVS: сварка полиэтиленовых труб с муфтой – DVS 2207-1; технология сварки полипропиленовых труб – ДВС 2207-11; Муфтовая сварка труб ПВДФ – ДВС 2207-15. Перечисленные стандарты содержат подробные инструкции по сварке труб, от подготовки до условий процесса.
И все, никаких других стандартов. И никаких других материалов. Отдельно стоит сказать о ПВХ. ПВХ – твердый материал, подверженный термическому разложению при нагревании. ПВХ трубы малого диаметра вклеиваются в раструб с помощью специального клея. В принципе, напорные трубы из ПВХ можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» родилось и поддерживается людьми, которые не делают различий между ПП и ПВХ. Что ж, не страшно, пусть будет паяльник для труб ПВХ, менеджер по продажам понимает, что речь идет о раструб сварочный аппарат.
Конструкция устройства и характеристики самого горячего инструмента для раструбной сварки регулируются только немецкими стандартами DVS, а именно DVS 2208-1.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб с помощью раструбного инструмента с подогревом запланирована на 2016 год. Пока неизвестно, будет ли это ГОСТ или СТО или так далее. Документ в первом приближении уже готов и включает в себя как устройство, так и сменный нагреваемый инструмент для раструбной сварки, а также инструкции по сварке труб из полипропилена, полиэтилена и ПВДФ.Режимы сварки представлены в виде таблиц температуры и времени. В документ НЕ входит инструкция по проектированию и монтажу системы водоснабжения или отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка муфтой давно рекомендована для различных трубопроводов некоторыми нормативными актами РФ:
- СНиП 3.05.04-85 * (внешний водопровод и канализация) предлагает соединение полиэтиленовых труб и фасонных частей методом «стыковой или раструбной сварки» (п. 3.58. СНиП). В документе не указаны ограничения метода или даже его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку в документе рассматриваются только внешние трубопроводы.
- СП 40-102-2000 (Монтаж водопровода и канализации из полимерных труб) предлагает соединение полиэтиленовых, полипропиленовых и полибутеновых труб «сварным раструбом» (п. 3.3.1 СП). Муфтовая сварка рекомендуется «для труб с наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. А вот насчет стен любой толщины – принципиальная ошибка. Автор однажды лично потратил время на выбор режима сварки тонкостенных труб. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290 ° С. Но при такой температуре любое тефлоновое покрытие на нагретом инструменте быстро разрушается. А если температура инструмента 260 ° С, плавление поверхности длится дольше, тогда труба успевает прогреться насквозь и теряет необходимую эластичность.Кстати, инструкции по сварке и таблицы режимов в СП нет. №
- ВСН 003-88 Миннефтегазстрой (нефтепроводы ПЭ и ПП) предлагает соединять трубы ПЭ и ПП «контактной сваркой нагретым инструментом встык или в раструб» (п.7.5.3.1. ВСН). В нем даже показана технология соединения. Сварка полипропиленовых труб в виде таблицы времен сварки в зависимости от толщины стенки – времени нагрева, технологической паузы и фиксации.И даже выдано вполне современное требование к температуре нагреваемого инструмента – 260 ± 10 ° С.ВСН 003-88 – очень уважаемый документ хотя бы потому, что это один из первых документов в СССР (а именно второй после ОСТ 6-19-505-79), предлагающий понятную и эффективную технологию стыковой сварки труб. . Однако стол для раструбной сварки полипропиленовых труб здесь не работает, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм нагревать в течение 3-8 секунд.
Практически обоснованные ограничения на применение раструбной сварки предлагаются только стандартами ДВС: диаметры 16-125 мм с ограничением снизу по толщине стенки трубы (см. П. 2, табл. 1).
На практике технология муфтовой сварки применяется в подавляющем большинстве случаев при устройстве водопровода и отопления из полипропиленовых труб. И наоборот, при устройстве водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев применяется технология муфтовой (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки муфтой» практически синонимы. Это связано с рядом дополнительных обстоятельств:
- Среди всех способов сварки пластмасс муфтовая сварка – самый простой, который можно сделать своими руками, в домашних условиях.Есть только два ограничения: (1) сварка муфтой не подходит для тонкостенных труб; (2) с увеличением диаметра сварка муфт становится технически трудной и экономически нецелесообразной. Те. это лучший метод сварки для толстостенных труб небольшого диаметра.
- Для систем водоснабжения и отопления внутри зданий требуются трубы небольшого диаметра из жаропрочного материала.
- Внутренние трубопроводы имеют множество изгибов и ответвлений, которые представляют собой организованные соединительные части – арматуру.
- Полипропилен отличается невысокой ценой, он дешевле, чем только полностью нетермостойкий полиэтилен. Полипропилен достаточно термостойкий, хотя и уступает дорогому полибутену или даже более дорогому ПВДФ.
- При температуре 70-80 ° C полипропиленовые трубы обладают достаточной длительной прочностью только при большой толщине стенки. Этой толщины достаточно для сварки муфтой.
Сварка полиэтиленовых труб в раструб технически не имеет противопоказаний.Но проблема в том, что полиэтиленовые трубы имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, которые подходят для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, из-за невысокой цены и невысокой термостойкости полиэтилена основное применение полиэтиленовых труб – это напольные подземные водопроводные трубы или газопроводы, а это уже большие диаметры. Те. диаметр и толщина стенки полиэтиленовых труб обычно не подходят для муфтовой сварки.
Все чаще металлические трубы заменяются пластиковыми, в частности полипропиленовыми. Они имеют длительный срок службы (до 50 лет), не ржавеют, не гниют, мало весят, а также собрать все своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует определенных навыков, но приходит быстро. Можно сначала потренироваться на небольшой отделке и недорогой фурнитуре, а затем приступить к созданию более серьезных вещей.
Виды и назначение
Полипропиленовые трубы доступны в четырех цветах – зеленом, сером, белом и черном.По характеристикам отличаются только черные – они обладают повышенной устойчивостью к ультрафиолету и используются при укладке на землю. Все остальные имеют аналогичные характеристики и закладываются в помещении или закапываются в землю.
По договоренности полипропиленовые трубы бывают следующих видов:
Как для холодной, так и для горячей воды есть трубы с разными характеристиками … Это отражено в маркировке:
- PN10 применяются исключительно в системах холодного водоснабжения (до + 45 ° С) с низким давлением (до 1 МПа).У них небольшая толщина стенок. Не подходит для многоэтажных домов.
- PN16. Часто обозначается как универсальный, но чаще используется для холодной воды, выдерживающей нагрев среды до + 65 ° C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, способные транспортировать среды с температурой до + 80 ° C, выдерживают давление до 2 МПа. Используются для разводки горячего водоснабжения и отопления.
- PN25. Это армированные полипропиленовые трубы (фольга или стекловолокно).Из-за наличия армирующего слоя они часто имеют меньшую толщину стенки, чем PN20. Температура нагрева среды – до + 95 ° С, давление – до 2,5 МПа. Их используют для горячего водоснабжения и отопления.
Все они выпускаются разного диаметра – до 600 мм, но в квартирах и частных домах в основном используются размером от 16 мм до 110 мм. Обратите внимание, что внутренний диаметр указан, поскольку толщина стенок различается.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, а фурнитура из этого же материала используется для создания систем необходимой конфигурации.Это разные уголки, тройники, байпасы, переходники, муфты и др. Присоединяются к трубам пайкой. Этот процесс еще называют сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и в горячем состоянии соединяются между собой. При правильном исполнении соединение получается монолитным и обслуживает не меньше самих труб.
Для соединения полипропилена с металлами используются комбинированные фитинги, у которых одна часть металлическая и соединяется с помощью резьбового соединения, а вторая – полипропиленовая – приваривается.
Чем припаять
Сварка полипропиленовых труб происходит с помощью специального устройства, называемого паяльником или сварочным аппаратом … Это небольшая металлическая платформа с электрической катушкой внутри, которая нагревает поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Для соединения двух элементов соединяемые поверхности нагревают до температуры плавления (+ 260 °). Для нагрева элемента на необходимую глубину на сварочной платформе устанавливаются две разные металлические насадки с тефлоновым покрытием:
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенное время (несколько секунд), затем подключаются.Так сваривают полипропиленовые трубы.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели – плоская или цилиндрическая. При нормальном качестве работают оба, разницы практически нет. Кому удобнее, тот выбирает.
Это вид в разрезе хорошо выполненного соединения – в целом.
Подготовительные работы
Перед началом работы нужно прогреть паяльник, но тут все не так просто.Порядок его приготовления следующий:
- Сначала на платформу устанавливаются форсунки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее с двух сторон надевается оправка и втулка, с обеих сторон стягиваются гайками.
- Если ТЭН имеет форму трубки, то насадки для него продаются закрепленными на пластине. Пластина надевается на ТЭН, болт крепления затягивается.
- Требуемая температура нагрева устанавливается на регуляторе.Для полипропиленовых труб температура сварки + 260 ° С. Надеваем регулятор, втыкаем в сеть.
- Ждем сигнала установленной температуры. В некоторых моделях есть звуковой сигнал, но в основном светодиод включается или выключается (в разных моделях по-разному).
Паяльник готов к работе. Но подготовить трубы и фитинги еще нужно. Первое условие качественной сварки – ровный срез. Надрез должен быть строго вертикальным, без заусенцев и заусенцев.Такой срез можно получить с помощью специальных ножниц. У них внизу есть две широкие губки, которые удерживают трубу на месте, а режущая часть находится сверху.
Второе условие хорошей пайки полипропиленовых труб – это чистые, сухие, обезжиренные детали. Если вы хотите, чтобы водопровод или отопление служили долго и не протекали, пропускать эту процедуру не стоит. Отрезок трубы и фитинг моют спиртом или водой с добавлением средства для мытья посуды. Затем ждут, пока все высохнет, и только после этого начинается процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагревать строго до необходимой температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не войдет в фитинг, а недостаточно нагретый материал не оплавится.
Время нагрева зависит от диаметра трубы, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 сек | 6 сек | 2 минуты |
| 20 | 14-17 мм | 6 секунд | 6 секунд | 2 минуты |
| 25 | 15-19 мм | 7 сек | 10 сек | 2 минуты |
| 32 | 16-22 мм | 8 сек | 10 сек | 4 минуты |
| 40 | 18-24 мм | 12 сек | 20 сек | 4 минуты |
| 50 | 20-27 мм | 18 сек | 20 сек | 4 минуты |
| 63 | 24-30 мм | 24 с | 30 с | 6 минут |
| 75 | 26-32 мм | 30 секунд | 30 секунд | 6 минут |
В целом пайка возможна при + 5 ° С, но данные приведены для + 20 ° С.В более жаркую погоду время выдержки элементов на паяльнике сокращается на 30-60 секунд, в более холодную – увеличивается.
Обратите внимание на столбец «глубина» сварки в таблице. Эта отметка ставится на трубу. Перед этим нужно будет вдавить его в штуцер. Это создает небольшую полоску расплавленного пластика перед кромкой фитинга. Это будет означать, что шов выполнен правильно.
Еще один столбец требует уточнения – «время сварки».Это время, за которое необходимо сжать и закрепить свариваемые элементы.
В общем, если попытаться вставить холодную трубу в фитинг, это должно пройти с большим трудом – внешний диаметр трубы немного больше внутреннего диаметра фитинга. Это сделано специально, чтобы на шве образовался лишний материал, из которого формируется валик. Чтобы сварка полипропиленовых труб была надежной, все комплектующие лучше брать от одной компании.Таким образом, размеры гарантированно совпадают. В противном случае необходимо примерить – чтобы фурнитура не «скользила», а тянулась с трудом.
Технологии
Как уже было сказано, при сварке полипропиленовых труб их и фасонные части необходимо очистить, обезжирить и просушить. И только после этого можно приступать к пайке.
Этот препарат подходит для всех типов труб, кроме труб, армированных фольгой. В этом случае после того, как нужный кусок был отрезан, срез доводят до фольги специальным приспособлением – бритвой.В него вставляется труба и несколько раз вращается. В этом случае снимается верхний слой пластика, после чего можно обезжирить и припаять.
После высыхания поверхности на трубе наносится отметка, обозначающая расстояние, на котором ее необходимо вдавить в фитинг (проще всего тонким маркером или заточенным простым карандашом).
Пайка полипропилена пошагово
Одно замечание: сразу после окончания сварки осмотрите жала паяльника.Если есть остатки материала, удалите их мягкой, безворсовой, не выцветающей (белой) тканью. На паяльнике нельзя оставлять пластик – прилипнет следующий фрагмент, оторвать его будет сложно. Форсунки нельзя чистить абразивами – они имеют тефлоновое покрытие, легко царапаются. И даже микроскопические царапины приведут к тому, что осколок на паяльнике (утюге) прилипнет.
Кстати, лучше работать в ватных перчатках – ожогов будет меньше.
Перед вводом системы в эксплуатацию ее необходимо проверить. Это делается опрессовкой. Что это такое и как это сделать, читайте здесь.
Схема расположения полипропиленовых труб
Трубы полипропиленовые применяются для устройства гребня холодной или горячей воды, отопления. Выбор диаметра индивидуален в каждом случае – он зависит от объема жидкости, которую необходимо перекачать в единицу времени, необходимой скорости ее движения (формула на фото).
Расчет диаметров труб для систем отопления – отдельная тема (диаметр нужно определять после каждого ответвления), для водопроводов все проще.В квартирах и домах для этих целей используются трубы диаметром от 16 мм до 30 мм, самые популярные – 20 мм и 25 мм.
Считаем фурнитуру
После определения диаметра учитывается общая длина трубопровода, в зависимости от его конструкции дополнительно приобретается арматура. С длиной труб все относительно просто – длину замеряешь, прибавляешь около 20% погрешности и возможных дефектов в работе. Схема трубопроводов необходима, чтобы определить, какие фитинги необходимы.Нарисуйте его, обозначив все краны и устройства, к которым вы хотите подключиться.
Для подключения ко многим устройствам требуется переход на металл. Есть еще такая фурнитура из полипропилена. У них с одной стороны латунная резьба, а с другой – обычный штуцер для пайки. Сразу нужно смотреть на диаметр патрубка подключаемого устройства и тип резьбы, которая должна быть на штуцере (внутренняя или внешняя). Чтобы не ошибиться, лучше все записать на схеме – над веткой, где будет установлен этот фитинг.
Далее по схеме учитывается количество Т- и Г-образных соединений. На них покупаются тройники и уголки. Крестики тоже есть, но используются они редко. Углы, кстати, не только под 90 °. Есть 45 °, 120 ° каждый. Не забываем и о муфтах – это фитинги для соединения двух участков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, поэтому каждый поворот выполняется с помощью фитингов.
При покупке материалов согласовать с продавцом возможность замены или возврата части фурнитуры.Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу определить точный ассортимент требуемой продукции. Кроме того, в процессе монтажа иногда возникает необходимость изменения конструкции трубопровода, а значит, меняется комплект арматуры.
Полипропилен имеет довольно значительный коэффициент теплового расширения. Если монтируется полипропиленовая система горячего водоснабжения или отопления, требуется сделать компенсатор, с помощью которого будет выравниваться удлинение или укорачивание трубопровода.Это может быть заводской компенсатор, либо компенсатор, собранный по схеме из отделок и отрезков труб (на фото выше).
Способы укладки
Есть два способа установки полипропиленовых труб – открытый (вдоль стены) и закрытый – в пазы в стене или в стяжку. На стене или в пазу полипропиленовые трубы крепятся на клипсы. Они одинарные – для прокладки одной трубы, двойные – когда два ответвления идут параллельно.Крепятся на расстоянии 50-70 см. Труба просто вставляется в зажим и удерживается за счет силы упругости.
При укладке в стяжку, если это теплый пол, трубы крепятся к армирующей сетке; никаких других дополнительных креплений не требуется. Если трубопровод к радиаторам монолитный, крепления труб не требуется. Они жесткие, их положение не меняется даже при заполнении теплоносителем.
Возможность скрытой и внешней разводки в одном трубопроводе (за санузлом проводку сделали разомкнутой – работы меньше)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы убедились, не оставляет много работы, но есть множество тонкостей.Например, непонятно, как при соединении труб подогнать секции, чтобы трубы имели именно ту длину, которая требуется.
Еще один момент сварки полипропиленовых труб – это пайка в труднодоступных местах … Не всегда удается поставить трубу и фитинг на паяльник с двух сторон. Например, впаиваем в угол. Паяльник, надо воткнуть в угол, с одной стороны сопло упирается прямо в стену, над ним нельзя натянуть штуцер.В этом случае ставится второй комплект форсунок того же диаметра и на нем нагревается штуцер.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Для сварки полипропиленовых труб тех диаметров, которые обычно используются в системах подачи питьевой воды, горячего водоснабжения и отопления, достаточно стандартного набора инструментов для полипропиленовых труб: сварочный аппарат, нагревательные насадки, трубодержатель, подставка, шаблон отверстий, ножницы, рулетка. , болты для крепления форсунки, ключ шестигранный, уровень и ключи.
При сварке небольших изделий используется компактный переносной аппарат мощностью до 1500 Вт типа «Кандан СМ-01» или «Кандан СМ-03», работающий от сети 220 В. Самая важная часть сварочного аппарата – сопла паяльника, которые нагревают внешнюю поверхность соединяемых деталей. Приставка состоит из двух частей. Труба соединяется с деталью с отверстием. Другой кусок насадки вставляется в штуцер. Форсунки устанавливаются и прикручиваются до начала процесса нагрева.Поверхности сопел покрыты тефлоном, который помогает поддерживать сопла в чистоте, предотвращает прилипание расплавленного пластика к сварочному аппарату и способствует правильному процессу сварки двух однородных материалов. Поэтому тефлоновое покрытие всегда должно быть чистым и не иметь повреждений. Чтобы продлить срок службы наконечников, их следует защищать от металлических инструментов, ударов, грязи и масла. При работе вне цеха сварочный аппарат для полипропиленовых труб следует устанавливать на специальной опоре.Резка труб диаметром до 63 мм осуществляется ножницами (труборезом). Для труб большего диаметра используйте специальные ножницы или пилу по металлу.
Последовательность операций при сварке полипропиленовых труб:
– Отрезать трубу до необходимой длины, трубы необходимо разрезать перпендикулярно центру трубы. Глубину сварки следует измерять от конца трубы и маркировать. Для труб с алюминиевым слоем внешний полипропиленовый слой необходимо удалить и удалить.фольга алюминиевая при помощи специального инструмента (бритвы).
– Поверхности стыков полипропиленовых труб и фасонных частей необходимо очистить. Сварочный аппарат должен нагреваться до 260 ° С. Сварка полипропиленовых труб выполняется только после выключения контрольного индикатора. Сварщик должен проверить внешнюю поверхность трубы и внутреннюю поверхность фитингов, которые были нагреты сварочным аппаратом, чтобы убедиться, что они нагреты до необходимого состояния (необходимо убедиться, что пластик достаточно мягкий).Трубы и фитинги необходимо нагревать одновременно. Сразу после нагрева трубу нужно вставить в фитинг и прижать в осевом направлении. Не перемещайте детали в процессе сварки и не меняйте их положение после первой секунды соединения. Время, необходимое для нагрева, подключения и охлаждения полипропиленовых труб, зависит от их размера.
К пайка полипропиленовых труб прошла надежно и качественно, при этом необходимо строго соблюдать указанное время нагрева. Если нагревать детали дольше установленного времени, пластик слишком сильно расплавится, и детали деформируются.Если детали будут нагреваться меньше положенного времени, они не дойдут до состояния, необходимого для сплавления, что в будущем может привести к утечкам.
Время нагрева полипропиленовых труб
Способы крепления труб должны соответствовать диаметрам устанавливаемых труб. Стационарные и подвижные крепления следует выбирать так, чтобы не повредить трубы на внешней поверхности.
Фитинги и фитинги Optimal представляют собой держатели с пластиковым покрытием, разработанные для синтетических труб. Фиксированные анкеры используются для фиксации трубы и удержания ее в определенных точках, чтобы предотвратить нежелательное перемещение.При установке трубы необходимо определить, в каких точках (на каждом ее участке) будут располагаться фиксированные крепежные элементы. Таким образом, движение трубы ограничивается и обеспечивается устойчивость трубопровода. Кроме того, следует определить расположение фитингов и выбрать расстояние между фиксированными креплениями таким образом, чтобы оно не мешало удлинению трубы и чтобы труба могла выдерживать нагрузку в случае увеличения давления.
При креплении труб к потолку расстояние между светильниками не должно быть большим.Учтите, что на потолке нельзя использовать подвижные крепежные скобы. При установке отводных патрубков (если труба присоединяется к прямому отводу) нет необходимости использовать надземные расширительные устройства. Чтобы компенсировать силы теплового расширения трубы, кронштейны и фитинги должны быть правильно расположены и надежно прикреплены к стене.
Подвижные крепления должны быть установлены так, чтобы не препятствовать осевому перемещению и не повредить внешнюю поверхность трубы. При соединении фитинга с фитингами труба должна быть по возможности свободно протекающей в осевом направлении, а не под углом.
Со стороны кажется, что в сварке полипропиленовых труб нет ничего особо сложного: нагреть, подключить, остудить – готово. Однако на практике оказывается, что в этом случае есть много важных моментов, влияющих на качество соединения труб и фасонных частей. Пренебрежение этими нюансами приводит к различным недоработкам, вызывающим засоры, протечки труб и другие проблемы. Некоторые ошибки обнаруживаются всего через несколько месяцев после пуска трубопровода, когда потенциальные мастера уже исчезли.
Немного о процессе пайки
Для сварки труб и фасонных частей из полипропилена чаще всего применяется метод термической полифузии. Его суть в том, чтобы нагреть свариваемые детали до определенной температуры и быстро их соединить. Для разогрева деталей используйте специальное приспособление, в народе именуемое «паяльником». Процесс пайки пластиковых труб наглядно представлен на видео:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают сразу два нагревательных элемента на одном устройстве… (Это характерно для недорогих китайских и турецких моделей). Для каждого из них предусмотрен отдельный выключатель, и мощности каждого такого элемента хватает на нагрев труб и фитингов определенного диаметра. Не используйте одновременно два ТЭНа, чтобы не перегреть пластик, не перегрузить сеть и не тратить лишнюю энергию. Второй нагреватель следует использовать как запасной, он понадобится на случай выхода из строя первого.
Если сварочный аппарат оборудован двумя нагревательными контурами, их можно включить одновременно в начале работы, чтобы быстрее прогреть инструмент.Затем следует отключить одну из цепей.
Использование аппарата для сварки полипропиленовых труб не требует специальных навыков. Однако начинающим установщикам стоит немного потренироваться перед началом работы.
Материал нагретой трубы сохраняет свою пластичность в течение некоторого (очень короткого) времени. За эти секунды нужно соединить элементы и зафиксировать соединение, исключив перекосы. Только по окончании фазы «фиксации», когда материал теряет эластичность, присоединенные трубы можно класть на стол.
Оптимальной температурой для обогрева полипропиленовых труб считается температура 260 градусов. В процессе нагрева необходимо достаточно сильно прогреть материал трубы, чтобы обеспечить надежное соединение … При этом нельзя перегревать трубу, чтобы она не потеряла форму. Для этого следите за временем нагрева. В зависимости от диаметра труб это может быть:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и др.
Если трубу не нагреть до необходимой температуры, соединение будет слишком слабым, со временем там образуется течь. Перегрев трубы может привести к провисанию и снижению ее проницаемости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти условия, чтобы не испортить работу.
Есть модели устройств с ручкой регулировки температуры или без нее.Возможность изменять температуру была продиктована маркетинговыми соображениями производителя, а не практической необходимостью. Профессионалы рекомендуют правильно выставлять температуру (260 градусов) и не менять ее в дальнейшем, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне подходят для качественной сварки полипропиленовых труб.
Трубы прогреты и подключены, теперь важно их как следует остудить.Для завершения фазы «фиксации» требуется столько же времени, сколько и для нагрева. Неопытные мастера слишком торопятся, они останавливают процесс раньше этих нескольких секунд, что вызывает деформацию соединения. Не думайте, что секундомер абсолютно необходим для работы с полипропиленовыми трубами. Опытные мастера время нагрева-охлаждения рассчитывает автоматически, без каких-либо приборов.
Диапазон ошибок, допускаемых при сварке полипропиленовых труб, довольно обширен.Чаще всего это:
- Загрязнение на стыке элементов
- Небольшое количество воды, попавшей на материал в процессе сварки
- Долгосрочное позиционирование трубных деталей
- Использование неподходящего или нестандартного материала
- Несоблюдение правил установки и др.
Избежать этих ошибок несложно, если сварка будет производиться аккуратно, аккуратно и на высоком профессиональном уровне.
На рисунке схематично показан внешний вид полипропиленовых труб при правильной и неправильной стыковой сварке.Чтобы избежать подобных ошибок, необходимо соблюдать технологию монтажа.
Также вы можете найти полезный материал по выбору паяльника для полипропиленовых труб :.
Ошибка №1 – грязь и вода на соединительных элементах
Профессиональный установщик должен протереть все свариваемые детали перед началом работ, чтобы удалить возможную грязь. Также следует обратить внимание на состояние пола в сварочном помещении, так как трубы укладываются на пол и на них снова попадает грязь.При демонтаже неисправной трубы нередко можно обнаружить чистую полосу грязи по всей длине стыка.
Вода, оставшаяся в трубе, может быть смертельной для соединения. Несколько капель при нагревании превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить воду из трубы, достаточно засыпать ее солью или протолкнуть внутрь смятую хлебную крошку. По окончании работы трубу, конечно же, следует хорошенько промыть. Соединение с такими изъянами может оставаться устойчивым даже при опрессовке, однако через некоторое время (иногда это может занять целый год) обязательно появится течь.Подобная ошибка возникает при сварке стабилизированных труб, если неосторожно удалить фольгу с промежуточного слоя. Даже небольшой кусок фольги на стыке значительно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Техник должен оперативно удалить частицы расплавленного полипропилена со всех элементов своего инструмента, иначе они упадут на следующую трубу.
Ошибка № 2 – неправильное позиционирование
После соединения двух нагретых частей трубы у мастера есть всего несколько секунд, чтобы правильно расположить их относительно друг друга.Чем короче этот период, тем лучше. Если срок превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу убрать прогибы, появляющиеся в процессе сварки. Не стоит этого делать, так как неохлаждаемый стык в этот момент может легко деформироваться. Проскальзывание следует удалить после того, как соединение остынет. А еще лучше не перегревать трубу, тогда провисания просто не появятся.
Ошибка №3 – неправильно выбранный материал
Если для монтажа выбраны недорогие некачественные полипропиленовые трубы, даже самый умелый монтаж не защитит домовладельцев от повреждений. Трубы и фитинги лучше всего покупать у одного и того же надежного поставщика, выбирать хорошую фирму и т. Д. Скупой платит дважды.
Еще одна проблема такого рода – попытка соединить две качественные трубы. разных производителей. По химическому составу такие элементы могут отличаться, поэтому такие трубы при нагревании будут вести себя по-разному.В этих условиях добиться надежного соединения практически невозможно.
Явный результат неправильной пайки полипропиленовых труб. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации стыка
Ошибка №4 – пренебрежение правилами установки
Низкое качество сварки полипропиленовых труб вызвано различными ошибками при соединении фитинга и трубы. Например, если труба не полностью вставлена в фитинг, между ее краем и внутренним упором фитинга образуется зазор.В результате получается место, где внутренний диаметр больше, а толщина стенки меньше запланированной. Расчетное рабочее давление для такого участка будет недостаточно высоким, нормальные нагрузки здесь могут быть чрезмерными, что приведет к протечке.
Недопустимо также применение чрезмерной силы при введении нагретой кромки трубы в фитинг. В этом случае внутри может образоваться значительный прогиб. В результате проницаемость трубопровода будет ниже расчетных значений, что негативно скажется на работе трубопровода.
Пайка пластиковых труб, инструкция диаметр 160. Пайка полипропиленовых труб в труднодоступных местах. Инструкция
Содержание
Производители материалов для инженерных сетей предлагают широкий выбор современных решений, пришедших на смену традиционным. В частности, это касается труб для установки в доме или квартире водопровода, ответвления горячего водоснабжения, радиатора и системы теплого пола. Для прокладки или ремонта местного трубопровода из полимерных труб (поливинилхлорид, полипропилен) потребуется специальный инструмент и определенные навыки работы с ним.Пайка пластиковых труб не относится к сложным работам, но важно понимать технологию и учитывать ряд моментов, чтобы получить надежный и долговечный результат.
Паяльник для пластиковых труб
Паяльная машина для труб
В быту применяется специальный аппарат, предназначенный для соединения полимерной трубы с соответствующим фитингом или муфтой. Максимально допустимый диаметр трубы, с которой может справиться домашний умелец, – 63 мм. Трубы большого диаметра желательно сваривать встык на профессиональном оборудовании.
Паяльный инструмент для домашнего использования – это агрегат, оснащенный подставкой, рабочая часть которой нагревается до заданной температуры. Нагревательный элемент (подошва) снабжен отверстиями для установки насадок различного диаметра (от 16 до 32 мм).
Машина для пайки пластиковых труб
Аппараты различаются по конструкции:
Принципиальной разницы, какой использовать для пайки пластиковых труб своими руками, нет. В любом случае строгое соблюдение инструкции поможет получить желаемый результат.
Секреты качественной пайки
Пайку труб следует проводить в помещении с положительной температурой, при этом чем холоднее воздух, тем больше времени потребуется для прогрева пластиковых или металлопластиковых деталей для плотной и прочной связь.
Секреты качественной пайки
Во избежание типичных ошибок при установке труб для отопления или водоснабжения обратите внимание на следующие рекомендации:
- Мощность бытового инструмента должна составлять 1200 Вт.
- Устройство для домашнего использования предназначено для работы с трубами диаметром до 32 мм, в остальных случаях необходимо использовать профессиональный паяльник.
- Перед тем, как приступить к пайке, прогрейте прибор не менее 5-10 минут, чтобы рабочая часть с насадками нагрелась до заданных параметров.
- Сварив элементы трубопровода между собой, не перекручивайте их и не смещайте шов, чтобы не нарушить его целостность. Допускается только аккуратно выровнять перекосы, иначе шов под нагрузкой потечет.
- Не сжимайте детали слишком сильно. Поскольку расплавленный пластик будет продавливаться внутрь и уменьшать диаметр фитинга, это ухудшает характеристики системы.
- Не оставляйте зазоров между краем трубы и внутренней частью фитинга. Такое соединение будет протекать под давлением.
- Обязательно дайте паяльному соединению полностью остыть, прежде чем подвергать его нагрузке.
- После каждой пайки очищайте насадки от следов расплавленного пластика.Это предотвратит нагар и повреждение элементов, которые нужно паять.
- Очистите насадки плоской деревянной палкой. Это защитит тефлоновое покрытие от повреждений. Не используйте металлические предметы, так как царапины выйдут из строя, а пластик прилипнет к нему и загорится.
Внимание! Прежде чем приступить к монтажу трубопровода, посмотрите подробную видеоинструкцию и потренируйтесь на ненужных разрезах пластиковых труб.
Меры безопасности
Важно не только уметь паять пластиковые трубы, но и соблюдать меры безопасности при работе с электроинструментом, чтобы не получить ожоги и травмы.
Важно использовать защитные перчатки.
- Всегда используйте защитные перчатки при работе.
- Обратите внимание на чистоту пола, запыленность помещения. Грязь, попавшая в расплавленный пластик, ухудшает качество сварного шва и делает соединение неэстетичным.
- Паяльный узел должен располагаться на горизонтальной ровной поверхности.
- В течение всего рабочего процесса агрегат не обесточивается.
- Приступать к сварке элементов можно только после полного прогрева паяльника.В современных моделях неработающий индикатор информирует о переходе в рабочий режим. Используя старый прибор, подождите около 20 минут с момента его включения.
Ход работы
Рассмотрим подробно, как правильно паять пластиковые трубы в домашних условиях. На предварительном этапе требуется подготовить весь необходимый инструмент: рулетка
- и маркер;
- файл или файл;
- наждачная бумага мелкозернистая;
- труборез;
- острый монтажный нож;
- паяльник для сварки пластмасс.
Также вам понадобятся ветошь и спирт (или другое обезжиривающее средство) для обработки паяемых поверхностей.
Подготовка элементов
Трубы нарезаются на необходимую длину с помощью специального трубореза или острого монтажного ножа. Следите за тем, чтобы разрез был строго перпендикулярным, иначе у вас не получится сделать плотное соединение.
С помощью бритвы
Далее нужно обработать край трубы. Желательно использовать специальный инструмент – бритву, но при ее отсутствии достаточно использовать монтажный нож (применяется для удаления заусенцев), после чего край обычной трубы из пропилена или армированного стекловолокном необходимо обработать до гладкости. с помощью пилки, мелкозернистой кожи.
Важно! Для труб из ПВХ, армированного алюминием, рекомендуется удалить верхний слой полимера и фольги по краям, чтобы улучшить качество соединения.
Убедившись, что гладкость обработанной кромки практически не уступает внутренней части купленного в магазине фитинга, можно приступать к пайке элементов, предварительно обезжирив соединяемые поверхности спиртом.
Паяльная техника
Рассмотрим, как пользоваться паяльником и какой температурный режим нужно выбрать для пластиковых труб разных типов… Монтаж полимерного трубопровода своими руками выполняется в несколько этапов:
- Паяльный агрегат надежно фиксируется на платформе и устанавливается на рабочую часть насадки подходящего диаметра.
- Электропаяльник включается после установки необходимой температуры. Для пайки полипропиленовых деталей между собой рабочую часть нужно нагреть до 260 ° C, при сварке изделий из ПВХ требуется нагрев до 220 ° C.
- После прогрева прибора фитинг и подготовленный край трубы надевают на патрубки и детали нагревают в течение нескольких секунд (точное время нагрева указано в таблице ниже, оно зависит от диаметра патрубка). элементы).
- Выждав необходимое время, детали аккуратно соединяют и оставляют для полного остывания. Таким же образом крепятся все остальные элементы трубопровода.
Глубина сварки трубы соответствует параметрам внутренней части фитинга – сопла паяльника нагревают элементы на одинаковую глубину, чтобы обеспечить максимальный контакт между поверхностями для лучшего сцепления.
Технология пайки
Способ соединения полимерных труб с помощью температурной сварки достаточно прост, если вы владеете навыком точного соединения нагретых элементов, умеете паять детали.После того, как труба вставлена в фитинг, она не перемещается и не вращается, поэтому нагретый полимер может образовывать монолит. Если место стыка сдвинуть до тех пор, пока материал не затвердеет, полимер будет собираться в складки, и в стыке будет сброшено давление.
Проверка качества соединения
Проверяйте затяжку стыков после того, как все стыки смонтированы и успели остыть. Для этого в готовую систему заливают воду и осматривают трубопровод на предмет утечек.Перед заливкой воды дайте установленной системе постоять не менее часа при нормальной комнатной температуре, а если воздух в помещении прохладнее, то пауза перед проверкой должна длиться не менее 2–3 часов.
При обнаружении незакрепленных стыков необходимо слить воду из системы, смонтировать участок трубопровода, установив новые фитинги и взяв кусок трубы соответствующей длины. Попытка хоть как-то заделать негерметичное соединение или спаять его электрическим паяльником заранее обречена на провал.Монтаж полимерного трубопровода требует строгого соблюдения технологии.
По окончании ремонтных работ еще раз проверьте герметичность системы, налив в нее воду. Если речь идет о системе отопления, то трубопровод выдержит это испытание только после нагрева теплоносителя в котле, при повышенных температурах и давлениях.
Заключение
Инструкция по пайке пластиковых труб позволяет разобраться в технологии процесса. Если есть необходимость в разовых работах, покупать электрический паяльник для труб экономически невыгодно, проще арендовать инструмент у компании, предоставляющей такие услуги.
Планируя впервые самостоятельную работу, материал желательно покупать с небольшой наценкой. Зная только теоретически, как паять трубы, перед тем, как приступить к работе в доме, нужно потренироваться. Если опыт оказался неудачным, доверьте установку или ремонт трубопроводов в доме профессионалам.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оборудовано различными инженерными коммуникациями. А если так, то либо в процессе строительства, либо при ремонте или реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – и системы отопления.Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и подключение связаны со специфическими операциями, которые под силу не каждому – резка, гибка, электрическая или газовая сварка, нарезание резьбы и т. Д. Кроме того, требуется особый подход. на «набивку» каждого резьбового соединения, чтобы узел подключения был качественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись без всех этих хлопот, используя полипропиленовые трубы. При правильном выборе материала и качественном монтаже контуры водоснабжения и отопления практически ни в чем не уступают стальным, по многим параметрам они намного превосходят их. К тому же сама пайка полипропиленовых труб не так уж и сложна, инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковыПрежде чем приступить к рассмотрению инструкции по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее представление об этом материале, в частности – о его разновидностях и сферах применения.Совершенно неприемлем выбор труб по принципу «какие дешевле» или «какие были». Последствия для неразборчивого домашнего мастера могут быть очень печальными – от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разницу в диаметре объяснять не нужно – в разных системах и в разных их сечениях используются их размеры, которые предопределены гидравлическими расчетами … Диапазон диаметров от 16 до 110 мм позволяет практически полностью обеспечить все возможные варианты… Причем практика показывает, что для дома или квартиры обычно достаточно сортимента до 40 мм, гораздо реже – до 50 ÷ 63 мм. Трубы большего диаметра, скорее, основные, и имеют свои особенности монтажа, но домашнему мастеру вряд ли придется с этим иметь дело.
Разница в цвете некоторых типов труб сразу бросается в глаза. Это то, на что меньше всего обращаешь внимания – белые, зеленые, сероватые и прочие стены – ничего не скажешь.Видимо, это просто решение производителей как-то выделить свою продукцию на общем фоне. Кстати, для отопительных контуров однозначно будет предпочтительнее белый цвет, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармоничного цветового «пятна».
А вот цветные полоски, если они есть, уже несут информативную нагрузку, понятную каждому. Синяя полоса – труба предназначена исключительно для холодного водоснабжения, красная – способна выдерживать повышенные температуры… Однако даже эта цветовая маркировка (которая, кстати, очень часто вообще отсутствует) является лишь очень приблизительной, не раскрывая полностью эксплуатационные возможности конкретной трубы. Помогает просто не ошибиться при установке системы. Кстати, продольная линия хороша еще и тем, что она становится хорошим ориентиром при соединении сопрягаемых частей во время пайки.
Намного больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену.Здесь уже стоит присмотреться.
Международное сокращение полипропилена – PPR. Есть несколько типов материала, и вы можете встретить обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы полностью не запутать потребителя, существует более четкая градация труб – по типу, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры. Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждом из них, можно дать табличку, характеризующую эксплуатационные возможности и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| PN -10 | 1,0 | 10,2 | Холодное водоснабжение. Как исключение – подводящие магистрали в контуры водяного «теплого пола», с максимальной рабочей температурой теплоносителя до 45 ° С.Материал самый доступный – по не особо выдающимся физико-техническим и эксплуатационным параметрам. |
| PN -16 | 1,6 | 16,3 | Самый популярный вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение.Его можно использовать в автономных системах отопления, где гарантирован гидроудар. Температура охлаждающей жидкости не должна превышать 80 ˚С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с температурой теплоносителя до 90 ÷ 95˚С, в том числе центральные. Самый прочный и самый дорогой вид трубы. |
Конечно, чтобы труба могла выдерживать более высокие давления и температуры, у нее должны быть более толстые стенки.Значение толщины стенки и, соответственно, номинальный диаметр полипропиленовых труб различных типов – в таблице ниже:
| Диаметр трубы наружный, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | – | – | 11.6 | 2,2 | 10,6 | 2,7 | – | – |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | – | – |
| 110 | 90 | 10 | 79.6 | 15,1 | 73,2 | 18,4 | – | – |
При всех достоинствах полипропилена у него есть еще и довольно существенный недостаток – очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так важно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к провисанию, провисанию длинных участков, деформации сложных стыков и возникновению внутренних напряжений в теле. трубы, что сокращает срок ее службы.
Чтобы свести к минимуму эффект теплового расширения, используется усиление труб. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и никак не влияет на технологию пайки.
А вот с алюминием несколько сложнее. Существует два типа армирования этого типа. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации внизу слева).Другой вариант – армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых пойдет речь ниже.
Армирование стекловолокном и алюминием значительно снижает линейное расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых основными являются повышенное газообразование и активация коррозионных процессов, что особенно опасно для металлических частей котельного оборудования. Армирующий слой способен значительно снизить этот эффект, поэтому такие трубы чаще всего используют именно для контуров отопления. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Коэффициент теплового расширения, м × 10 ⁻⁴ / ˚С | Скорость диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубы:
1 – на первом месте обычно стоит наименование производителя, наименование модели трубы или ее артикул.
2 – материал изготовления и конструкция трубы. V в данном случае – это однослойный полипропилен.Трубы со стекловолокном обычно маркируются как PPR-FG-PPR, алюминиевые PPR-AL-PPR.
Могут встречаться армированные трубы с внешним слоем полипропилена и внутренней стенкой из сшитого полиэтилена. У них будет обозначение PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней не участвует.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения наружного диаметра и толщины стенки.
5 – вышеуказанный тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует товар.
Трубы обычно продаются стандартной длины 4 или 2 метра. Большинство торговых точек практикуют продажу в количестве, кратном 1 метру.
Для всех продаваемых труб представлены многочисленные аксессуары – фитинги с резьбой, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американского типа, муфты, тройники, переходы диаметров, отводы пола с углом 90 и 90 °. 45 градусов, заглушки, байпасные петли, компенсаторы и другие необходимые детали.Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров для грубой очистки воды, предназначенных для непосредственной впайки в полипропиленовые трубопроводы.
Одним словом, такое разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства этих деталей очень низкая, что позволяет приобретать их с определенной наценкой, хотя бы для того, чтобы провести небольшое тренировочное занятие перед началом практической установки – так сказать «набить руку».«
Способы соединения полипропиленовых трубПолипропилен – термопластичный полимер – при нагревании его структура начинает размягчаться, а при объединении двух равномерно нагретых до определенной температуры фрагмента происходит взаимная диффузия, а точнее даже полифузия, то есть взаимопроникновение материала. При охлаждении свойства полипропилена не меняются, а при качественном соединении – обеспечении оптимального нагрева и необходимой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный блок.
Именно на этом свойстве основаны основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузионной сваркой.
Такую сварку (пайку) можно производить муфтовым или стыковым методом.
- Муфтовая сварка – это именно та технология, которая чаще всего применяется при устройстве водопровода или контуров отопления в доме или квартире. Предназначен для труб малого и среднего диаметра, до 63 мм.
Смысл его в том, что любой соединительный узел предполагает использование двух частей – это сама труба и муфта, внутренний диаметр которой несколько меньше наружного диаметра трубы.То есть в нормальном, «холодном» виде детали не поддаются спариванию. Муфта может выступать не только, простите за тавтологию, самой муфтой, но и монтажным участком тройника, ответвления, отвода, резьбового штуцера и других комплектующих.
Принцип такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно надвигаются на нагревательные элементы сварочного аппарата.
На самом рабочем нагревателе предварительно соосно устанавливается пара необходимого диаметра, состоящая из металлической втулки (поз.4), в которую будет вставлена труба, и оправки (поз.5), на которую необходимо подсоединить элемент надевается.
В период нагрева вдоль внешней поверхности трубы и внутренней поверхности рукава (поз. 6) образуется лента из расплавленного полипропилена примерно одинаковой ширины и глубины. Важно выбрать правильное время нагрева, чтобы процесс плавления не охватил всю стенку трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются между собой. Расплавленный пластиковый внешний слой полипропилена позволяет трубе плотно входить в гильзу до упора по длине нагретого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации. В результате получается надежное соединение, которое хоть и показано на схеме заштрихованным участком (поз.7), собственно, если посмотреть на разрез, то его вообще не видно – это практически монолитная стена.
- Стыковая сварка выполняется немного иначе.
Одно из основных отличий состоит в том, что соединяются детали, которые обязательно одинаковы по внутреннему и внешнему диаметрам.
Первый шаг – отрегулировать концы, чтобы они идеально подходили друг к другу.
Трубы запрессованы с двух сторон фаской – вращающимся диском (поз.2) с точно выровненными ножами (поз.3)
Трубы снова прижимаются к центру, а на концах по всей толщине стенки образуются участки плавления полипропилена (поз. 5).
И, как и в предыдущем случае, по мере остывания сварного шва происходит полимеризация сварного шва, создавая надежное соединение между двумя трубами.
Принцип кажется простым, но это только на первый взгляд. При этой технологии сварки решающее значение имеет максимально точное совмещение сопрягаемых деталей.Кроме того, при сварке рукавов требуемая степень сжатия сопрягаемых расплавленных участков в большей степени обеспечивается разницей диаметров деталей. В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специального достаточно сложного аппарата машинного типа.
Существует множество устройств для стыковой сварки, но почти все они имеют мощную рамку с направляющими и зажимами для зажима труб на разный диаметр – для обеспечения совмещения соединения, съемный или наклонный облицовочный инструмент и нагреватель, механизм для создания требуемое сжатие – ручное, гидравлическое, с электроприводом и др.
Данная технология применяется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Есть еще метод «холодной» сварки – с использованием клея на основе сильнодействующего органического растворителя. Дело в том, что при обработке таким составом поверхностные слои полимера размягчаются. В это время части могут быть соединены в желаемом положении, а поскольку растворители обычно очень летучие, они быстро испаряются.затем достаточно быстро начинается процесс обратной полимеризации.
Эта технология больше подходит для труб из поливинилхлорида (ПВХ), которые не обладают должной термопластичностью. Кроме того, у подобного способа соединения, пожалуй, больше недостатков и ограничений в использовании, чем преимуществ, поэтому он не пользуется особым спросом, тем более что существует простая и доступная каждому технология сварки полифузионных муфт.
Что потребуется для монтажных работИтак, в дальнейшем мы будем рассматривать исключительно сварку (пайку) полифузионных рукавов.Чтобы самостоятельно справиться с этой задачей, нужно подготовить ряд инструментов и аксессуаров.
- Прежде всего, это, конечно же, аппарат для сварки полипропиленовых труб. Такой инструмент того стоит – не такой уж и дорогой, и у многих ретивых владельцев он уже есть в домашнем «арсенале».
Сварочный аппарат должен сопровождаться наборами «муфта-оправка» требуемых диаметров. Большинство устройств позволяют разместить на своем ТЭН одновременно две, а иногда и три пары рабочих насадок, что дает возможность без перерывов на замену установить систему, в которой используются трубы разного диаметра.
Если у вас нет собственного устройства, и обстоятельства на данный момент не позволяют вам его приобрести, то многие магазины, салоны практикуют краткосрочную аренду с посуточной оплатой – вы можете воспользоваться этой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, однако имеют некоторые отличия в компоновке и функциональности.Полезная информация для тех, кто решил совершить такую покупку, размещена в статье нашего портала, специально посвященной.
В тексте можно встретить определение аппарата для пайки труб – но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки трубы требуются специальные ножницы. Причем они должны быть остро заточены, с исправным храповым механизмом, обеспечивающим плавный рез.Лезвие не должно иметь зазубрин или кривизны.
Трубу, конечно, можно разрезать ножовкой, просто металлическим листом или даже болгаркой, но это совершенно не профессиональный подход, так как такими инструментами невозможно добиться необходимой точности и ровности пропила.
Аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к использованию уровня.
- Если вы планируете паять полипропиленовые трубы с алюминиевой арматурой, то вам понадобятся дополнительные инструменты.
– если труба имеет внешнее армирование, то потребуется бритва, которая очистит алюминиевый слой в месте провала.
– если армированный алюминием слой расположен глубоко в толщине стенки, то труба все равно требует предварительной подготовки, но в этом случае облицовочный инструмент уже используется.
Внешне облицовочный инструмент часто похож на бритву, но между ними есть отличие – оно заключается в расположении ножей.У бритвы срез идет тангенциально параллельно оси трубы, а у триммера, как понятно даже их название, нож обрабатывает стык и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Остановимся на этом моменте подробнее при рассмотрении технологии пайки труб.
- Многие забывают об этом, но сварные участки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить.Это означает, что вам нужно приготовить чистую тряпку и растворитель на спиртовой основе (например, обычный этиловый или изопропиловый спирт).
Но нельзя использовать растворители на основе ацетона, сложных эфиров, углеводородов, так как полипропилен к ним не устойчив, а стенки могут плавать
- Также необходимо соблюдать осторожность, чтобы защитить руки. Им придется работать в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
Замшевые рабочие перчатки лучше всего подходят для этого дела – они практически не стесняют движений, не тлеют от контакта с горячим обогревателем, надежно защищают руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно провести не к месту, но, например, на верстаке в мастерской – некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный блок потом быстро устанавливается, например, в тесноте и некомфортных условиях ванны или туалета.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагревании полипропилена выделяется газ с резким запахом. Запах – не самое страшное – при длительном вдыхании может возникнуть серьезное опьянение. Поверьте, это было испытано “на собственной шкуре”. Автор этих строк провел день с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, с вроде бы исправной вентиляционной форточкой.Не повторяйте ошибок!
Как паяют полипропиленовые трубы Общие технологические приемы сварки полипропиленовых труб- В первую очередь начинающий мастер должен четко понимать, на что он собирается монтировать. Должен быть подготовлен подробный схематический чертеж, с указанными размерами и указанием конкретных деталей – этот же «документ» станет основанием для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены – так будет нагляднее, и можно будет замерить требуемый отрезки трубы буквально на месте.
Залог успеха – попытаться собрать максимально возможное количество узлов в удобном рабочем положении на рабочем месте. Работать паяльным аппаратом прямо на месте, да еще в одиночку, без помощника – задача крайне сложная, а ошибиться очень легко.Понятно, что полностью избежать таких операций не удастся, но их количество следует свести к возможному минимуму.
- Паяльная машина готовится к работе. Рабочие пары – муфты и оправки необходимых для работы диаметров надеваются и затягиваются винтом на его нагревателе. Если предполагается работа с одним типом трубы, то тут хитрить нечего – надевается одна пара, как можно ближе к торцу утеплителя.
Есть сварочные аппараты с цилиндрическими ТЭНами – имеет несколько иное крепление рабочих элементов, как хомут.Но разобраться в этом нетрудно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака. Очень круто, если в конструкции предусмотрен винт зажимного типа для крепления к краю столешницы. Но даже с обычным аппаратом можно попробовать придумать какую-то фиксацию. Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.
Даже с фиксированной опорой аппарат в ней может «покачиваться» – люфт обязательно будет.Здесь тоже можно предусмотреть свое крепление – просверлить отверстие и вкрутить саморез. Когда для удаленной работы нужен паяльник, снятие этого крепления – дело нескольких секунд.
- Паяльник подключен к сети. Если в нем есть терморегулятор, то он выставлен примерно на 260 ° С – это оптимальная температура для работы с полипропиленом. Не стоит никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – 270 градусов и так далее – повышающие.Температура такая же, меняется только время нагрева сопрягаемых деталей. В любом случае таблицы, которые производитель прилагает в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- На паяльнике обычно есть световая индикация. Горящий красный свет означает, что нагревательный элемент работает. Зеленый – устройство вышло в рабочий режим.
Однако многие модели имеют свои особенности индикации.Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае прибор «даст вам знать», что прогрелся до необходимого уровня.
- Ответные части готовятся к работе – отрезается необходимый отрезок трубы, снимается соединительный элемент, согласно схеме монтажа.
- Не многие этим занимаются, а пока технология требует – обязательной очистки места подключения от возможных грязи и пыли, обезжиривания.К тому же совершенно недопустимы даже мельчайшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует протечь.
- Следующий шаг – разметить соединение. На трубе необходимо отмерять от конца и карандашом (маркером) отметить длину пенетрационной ленты. Именно до этого момента труба вставляется в нагревательную муфту, а затем в соединительную деталь.У каждого диаметра есть свое значение – оно будет указано в таблице ниже.
Вторая отметка наносится, если относительное положение сопрягаемых частей имеет значение. Например, с одной стороны отрезка трубы уже приварен отвод на 90 °, а с другой необходимо установить, скажем, тройник, но так, чтобы его центральный канал располагался под углом к отводу. относительно оси. Для этого сначала точно определяется положение деталей, а затем риск применяется через границу к обоим.
Времени на выбор правильного положения при пайке не так уж много, а такая «хитрость» поможет точно расположить сопрягаемые детали.
- Следующим шагом будет прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
– С обеих сторон труба одновременно вставляется в гнездо паяльника, а на оправку надевается соединительный элемент. Труба должна доходить до сделанной отметки, штуцер – до упора.
– После того, как труба и соединительный элемент полностью вставлены, начинается время прогрева. Каждому диаметру соответствует свое оптимальное время, которое необходимо соблюдать.
– По истечении времени обе части снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильное положение и, конечно же, соосность, с усилием вставить одну в другую и довести до одной отметки. Простая регулировка без поворота вокруг оси допускается только в течение одной-двух секунд.
– В этом положении детали должны удерживаться без малейшего смещения в течение указанного периода фиксации.
– После этого собранный узел не должен подвергаться никакому напряжению в течение указанного периода охлаждения и полимеризации полипропилена. И только тогда его можно будет считать готовым
.Теперь – об основных параметрах, которых необходимо придерживаться при установке. Для удобства восприятия они сведены в таблицу:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина сварного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, сек | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление связи, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время охлаждения и полимеризации агрегата, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: – При сварке тонкостенных труб типа PN10 время нагрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. – Если работа ведется на открытом воздухе или в холодном помещении при температуре ниже + 5 ° С, то период прогрева увеличивается на 50%. | |||||||
Об уменьшении установленного времени прогрева (за исключением случая, указанного в примечании к таблице) не может быть и речи – качественное соединение не получится, да и узел обязательно потечет со временем. Но что касается какого-то незначительного увеличения – у мастеров нет единства взглядов. Мотивация здесь в том, что трубы от разных производителей могут немного отличаться по материалу, то есть есть более жесткий или, наоборот, мягкий полипропилен.Но у мастеров накоплен опыт, точное знание используемого материала, и новичку следует брать за основу рекомендуемые показатели.
Полезный совет – при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент – обучение. Вы можете подготовить несколько отрезков трубы и выполнить пробную пайку.
При качественной пайке по окружности соединительного блока создается аккуратный хомут высотой около 1 мм, который не будет мешать свободному прохождению воды.С внешней стороны также образуется аккуратный воротник, не портящий внешний вид соединения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. При соединении деталей расплавленный полипропилен начинает продавливаться внутрь, где образуется и затвердевает «юбка», которая в значительной степени закрывает проход. Напор воды в такой системе водоснабжения можно снизить, а кроме того, такой дефект часто со временем становится местом засора.
Проведение такого практического занятия поможет точно определить все параметры пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматуройКак уже было сказано выше, здесь возможны два варианта – армирующий слой располагается у поверхности трубы или в глубине стены. Соответственно, различаются и способы подготовки трубы к сварке.
- Понятно, что расположенный на поверхности алюминиевый слой просто не позволит полноценно прогреть и подключить агрегат.К тому же такие трубы всегда имеют чуть больший диаметр, и просто не войдут ни в нагревательную втулку, ни в соединительный элемент. Значит, необходимо очистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – бритва. В него вставляется кусок трубы и они начинают вращаться – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и находящийся под ним алюминий.
Обработка ведется до упора трубы в нижней части инструмента – размеры бритвы предусмотрены таким образом, чтобы она разрезала фольгу точно по той полосе, которая требуется для сварного шва для заданного диаметра, то есть вам даже не нужно проводить соответствующую маркировку.
При пайке всю очищенную зону нужно прогреть, а затем полностью вставить в соединительную деталь. Запрещается оставлять снаружи даже тонкую полоску защищенной трубы.
- Если алюминиевая фольга спрятана в оболочке материала, то казалось бы, что качественной пайке она никак не подходит. Но тут уже есть еще один нюанс.
Если труба не защищена с торца, то проходящая под давлением вода будет пытаться ее расслоить, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий к тому же может начать коррозию и потерять прочность. Результатом этого расслоения сначала являются «пузыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход – создать такие условия, чтобы при сварке торец трубы и алюминиевый слой полностью покрывались расплавленным полипропиленом. А добиться этого можно обработкой специальным инструментом, о котором говорилось выше – фрезой.
Внешне он может быть похож на бритву, но ножи у него расположены иначе – точно выровняют торец, срежут фаску и снимут тонкую полоску алюминиевой фольги по окружности примерно 1.5-2 мм от края. В процессе нагрева и стыковки деталей образовавшийся фланец из расплавленного полипропилена полностью закроет конец трубы, и сборка получит необходимую надежность.
Трубы с армированием стекловолокном не имеют монтажных особенностей.
- Процесс пайки, как уже говорилось, лучше всего проводить на удобной просторной рабочей площадке, собирая по максимуму готовые узлы водопровода (отопительного контура), а уже потом устанавливая и подключая их по месту.
Работа «у стены» всегда более сложная, трудоемкая и нервная, поскольку приходится удерживать достаточно тяжелый аппарат одной рукой, одновременно обеспечивая нагрев обеих сопрягаемых частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество таких операций к минимуму.
Но при этом важно не ошибиться. Для подключения агрегата необходимо обеспечить определенную степень свободы сопрягаемых деталей – их нужно развести, чтобы между ними установить сварочный аппарат (плюс греющая пара тоже имеет определенную ширину), затем осторожно, без перекоса вставить в оправку и муфту, после прогрева обеспечить поступательный отвод, а затем – соединение.Необходимо заранее предусмотреть этот момент – достаточно ли люфта для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предвидя этого нюанса, сталкиваются с тем, что остался последний сварной шов, а доделать его нет возможности. Что делать?
Выходом из положения может стать вварка в разрез трубы разборной соединительной пары – резьбового штуцера и муфты с накидной гайкой – «американка». Соединение получается надежным, и спаять такие элементы даже в таких непростых условиях не составит труда.
- Если хоть какой-то узел при установке вызывает хоть малейшее сомнение, без сожаления его следует вырезать, а остальные части приварить. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но если со временем такой сомнительный участок вдруг протечет, последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше – это нарушение технологии пайки труб. Это включает недостаточный или чрезмерный нагрев.Усилие, прилагаемое к деталям во время соединения, должно быть умеренным. Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно недостаточное приложение силы – труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка – потенциальное место прорыва!
- Не забывайте очищать свариваемые детали от грязи и жира. Возможно, это покажется незначительным, но на практике случаев, когда такое пренебрежение впоследствии обернулось слабым соединением и образованием течи, вполне достаточно.
- Попытки изменить положение деталей в период схватывания и остывания стыка очень опасны. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Связанный узел мне не нравится – «в топку» его, и сделай новый, но не пытайся его менять!
- При зачистке армированной трубы даже крошечный фрагмент фольги не должен оставаться на очищенном участке – это может стать потенциальным местом утечки в будущем.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как можно потерять гораздо больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при монтаже качественных труб, проводимом со строгим соблюдением технологии, со временем все же начинали выходить из строя соединительные узлы. А причина проста – использован действительно качественный материал, но от разных производителей.На первый взгляд незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат – полной диффузии расплавов добиться не удалось.
Поэтому последний совет: используйте качественные трубы от одного производителя. Вероятно, очевидно, что все компоненты также должны быть одной марки.
В конце публикации – обучающий видеоролик о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых трубПластиковые трубы благодаря доступной стоимости и простоте подключения заняли лидирующее место при устройстве сетей водоснабжения и отопления.Несмотря на то, что такие конструкции менее прочные и не такие долговечные, как металлические, многие отдают предпочтение им, когда планируют поменять инженерные коммуникации в своем доме. В первую очередь всех привлекает скорость монтажных работ, так как пайка полипропиленовых труб дает прекрасную возможность сделать достаточно прочное и прочное соединение в короткие сроки.
Классификация полипропиленовых труб
Достаточно прочный пластик, из которого изготавливаются трубы, не боящиеся коррозии.Они устойчивы к отложению солей и накоплению известкового налета … Полипропиленовые конструкции используются для длительного использования. Срок службы не менее 50 лет. На самом деле это очень реальный период при условии, что такие трубы будут использоваться непосредственно в местах, соответствующих их условиям использования. Все детали рассчитаны на работу под высоким давлением при низких температурах. Все трубы этого типа доступны в четырех цветах. Но их цвет никак не влияет на область их применения и качество работы.Полипропиленовые трубы в первую очередь предназначены для систем водоснабжения и отопления. В некоторых случаях возможно их совмещение с металлическими конструкциями. Может применяться на трубопроводах любого типа – открытых, закрытых и настенных.
Преимущества полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных сторон по сравнению с другими видами материалов. Они не подвержены коррозии и грибку. У них долгий срок службы. По этим причинам пластмассовые изделия находят широкое применение как в промышленных, бытовых, так и в ремонтных работах.
Для установки полипропиленовых труб необходим специальный паяльный аппарат. Любое соединение пластиковой трубы с элементами сантехники осуществляется с помощью специальной арматуры. Рассмотрим подробнее, как профессионально паять пластиковые трубы.
Термостойкость полипропиленовых труб
Чтобы хорошо усвоить инструкцию и правила работы с любым материалом, необходимо хорошо знать все его характеристики и свойства. Первое, на что стоит обратить внимание на пластиковые трубы – это их термостойкость.Любое пластиковое изделие теряет все свои способности при температуре от 140 градусов и выше. Поэтому производитель всегда указывает максимальный температурный режим. Для неармированных труб этот показатель в среднем составляет 95 градусов.
Стоит обратить внимание на тип закупаемых труб, в первую очередь для систем отопления и для водопровода. горячая вода … Армированные трубы, сочетающие в себе качества металлических и пластиковых конструкций, обладают высокой термостойкостью.
Есть еще один важный момент, на который стоит обратить внимание – это максимально допустимое давление в трубе.Все цифры всегда указаны производителем.
Процесс термического удлинения полипропиленовых труб
Термическое удлинение – это мера изменения линейного размера во время нагрева. Длинный и прямой отрезок трубы при нагревании начнет волнообразно прогибаться. Не рекомендуется устанавливать систему отопления или подводку на одном участке трубы. горячая вода от перекрытия до перекрытия. В противном случае может возникнуть напряжение, которое в дальнейшем приведет к деформации трубы и большим проблемам.
Инструкция: как правильно паять трубы отопления, чтобы избежать неприятностей
1. В первую очередь нужно использовать трубы с армирующим покрытием. Коэффициент давления у этого материала в пять раз ниже, чем у армированных труб. Также допустимое давление выше.
2. Используйте компенсаторы так, чтобы изгиб трубы имел форму буквы «P». Так как в этом случае ножки изгиба начнут приближаться к эластичному пластику, то при удлинении он останется прямым.
Специалисты советуют использовать оба метода монтажа системы отопления.
Трубы армированные полипропиленовые
Армированные трубы – это изделия с жестким каркасом из стеклопластика или алюминия. Алюминиевый армирующий слой располагается либо вверху, либо между пластиковыми слоями. Слои скрепляются специальным клеем. При этом размер алюминиевого слоя варьируется от 0,1 до 0,5 мм. Армирование стекловолокном выполняется иначе. В этом случае слой располагается прямо по центру, а сама труба выглядит как монолит, где слои плотно приварены друг к другу.
Армирующий слой влияет не только на характеристики трубы, но и на способ ее пайки. Монтажные работы армированной трубы практически ничем не отличаются от монтажа неармированных конструкций. Но небольшая разница все же есть – трубу с внешним армирующим слоем из алюминия необходимо защитить специальным инструментом – бритвой. Внутренняя часть изделия защищена фаской.
Армированные трубы без покрытия намного дороже, поэтому использовать их для прокладки труб холодной воды нецелесообразно.Для подачи холодной воды подойдут стандартные полипропиленовые трубы.
Виды труб и фасонных частей
Полипропиленовые трубы принято делить на 4 основные категории:
1. Деталь с тонкими стенками PN10 предназначена для теплых полов и систем холодного водоснабжения. В этом случае показатель давления имеет значение 1 МПа, допустимая температура колеблется от -45 до 20 градусов.
2. Изделие PN16 предназначено для монтажных работ в системах отопления с низким давлением и системах холодного водоснабжения.В этом случае индикатор давления имеет значение 2 МПа, максимально допустимый уровень температуры – 80 градусов.
3. Универсальный продукт PN20 применяется для устройства холодного и горячего водоснабжения. Показатель давления имеет значение 2 МПа, предельно допустимая температура 80 градусов.
4. Изделие для установки холодного и горячего водоснабжения PN25, снабженное внутренним армированием алюминием, показатель давления 2,5 МПа, предельно допустимая температура 95 градусов.
Для соединения полипропиленовых труб с другими изделиями из стали принято использовать фитинги с латунными или хромированными вставками. Существует несколько основных типов фурнитуры:
1. Для изделий одного размера, но разного диаметра используются паяные муфты.
2. Для изделий разного и одинакового диаметра используйте углы 45 и 0 градусов.
3. Для изделий одинакового диаметра применяется тройник и тройной уголок.
4.Кап.
5.Пайка полипропилена.
6. поперечина
7. Муфты комбинированные с разной резьбой.
Необходимый набор инструментов
Для пайки пластиковых труб принято использовать специальное паяльное оборудование. Приобрести такую машину можно в любом строительном магазине. Самые простые модели имеют мощность до 800 Вт. Этой мощности достаточно, чтобы наладить необходимые коммуникации в частном доме или вашей квартире. Что касается профессиональных паяльников, то в них есть регуляторы температуры.Мощность устройства никак не влияет на качество пайки, она предназначена только для определения скорости нагрева материала до нужной температуры.
В комплекте паяльник стандартный, для полипропиленовых труб он идет в комплекте, насадки диаметром 20, 25 и 32 мм. Эти размеры подходят для муфт, различных соединений и стандартных труб. Все форсунки являются неотъемлемой частью нагревательного элемента. Сопла имеют втулку, которая помогает расплавить внешнюю часть трубы, и оправку, предназначенную для внутренних поверхностей соединяемых материалов.Идеально будет, если наконечники будут иметь тефлоновое покрытие. Такое покрытие служит отличной защитой от негативного воздействия на них расплавленного пластика. Это также значительно облегчает процесс удаления расплавленной трубы и улучшает качество сварки.
Паяльник – необходимый инструмент, который предназначен для прокладки полипропиленовых труб, но кроме паяльника потребуется еще один набор инструментов:
1. Чтобы измерить требуемый размер трубы, вам понадобится рулетка.
2. Карандашом разметить стены и трубы.
3. Резка по металлу при отсутствии ножа для пластиковой трубы.
4. Острый нож.
5. Для армирования внутри труб – облицовочный инструмент.
6. Для армирования наружной части труб – шеймер.
Перед монтажными работами по резке труб следует проявлять особую осторожность. Лучшим инструментом в этом случае считаются специализированные ножницы из прочной стали. С их помощью можно разрезать трубы ровно под углом 90 градусов.Это может сэкономить много времени и упростить процесс резки. В последнее время производители стали включать такие ножницы в паяльный комплект, поэтому при покупке оборудования нужно обращать внимание на его содержимое.
Правила эксплуатации паяльника
2. На установленный паяльник собираются отдельные части трубопровода. Для удобства работы желательно привлечь к работе помощника.
3. Работа начинается только после того, как паяльник нагреется до нужной температуры.Чтобы он нагрелся до 260 градусов, нужно 10-15 минут.
4. Во время паяльных работ паяльник не отключается от сети.
5. Соединяемые детали должны одновременно нагреваться.
6. Остатки пластика удаляются брезентовой тканью.
Перед началом работы включить паяльный аппарат. Стандартные механизмы имеют два основных индикатора – устройство включено и термостат. Индикаторы остаются включенными, пока машина нагревается.Через 10-15 минут индикатор термостата погаснет. Это свидетельствует о том, что паяльник достиг нужной температуры и готов к работе. Учитывая, что во время работы паяльник потребляет много электроэнергии, в этом случае лучше подождать, пока паяльник снова включится, и после этого можно приступать к работе. Берется труба и измеряется нужная длина. Длину нужно брать с запасом, так как нужно учитывать глубину насадки и штуцера.Обозначенный размер трубы вырезается ножницами или ножовкой по металлу. После этого нужно выбрать подходящий размер. Его внутренний диаметр в неотапливаемом состоянии должен быть больше диаметра трубы. Фитинг и внешняя часть трубы очищаются от пыли и нейтрализуются мыльным раствором, после чего тщательно просушиваются. Все детали устанавливаются на нужные насадки паяльника. Труба вставляется внутрь гильзы, а на оправку надевается фитинг. Все диаметры определены согласно таблице ниже:
Диаметр трубы, мм | Ширина ленты, мм | Время нагрева, сек | Время подключения, сек | Время остывания припоя, не менее |
Затем все необходимые детали снимаются с паяльника и соединяются между собой без поворота по своей оси.Это нужно делать с небольшим давлением. Труба вставляется в фитинг на всю глубину. После окончательного затвердевания пластика все соединения становятся надежными и прочными.
В том случае, если по краям раструба по всей окружности появляется сплошной прогиб, это означает, что соединение выполнено, верно. Не вращайте трубы во время охлаждения. Если соединение имеет угол или оно оказывается смещенным, то его необходимо отрезать и все работы проделывать заново.
Отличительные особенности пайки армированных труб:
1. На внешней стороне снята фаска, усиление защищено бритвой.
2. Если труба армирована сверху алюминием, то ее просто устанавливают в съемник и делают несколько витков.
3. Если армирование было внутренним, то армирующий слой сильно прижимают к облицовочному инструменту и проворачивают.
Для того, чтобы точно определиться, как правильно паять полипропиленовые трубы, необходимо указать, что самое главное в этой работе – действовать уверенно и быстро, а также следить за правильным соотношением деталей.Если трубы паяются впервые, лучше сначала выполнить несколько тестовых соединений. Это позволит вам контролировать качество выполненных работ. Для этого контрольный образец необходимо разрезать по длине. Во время работы большое внимание следует уделять уголкам, отводам и тройникам. Ручки крана должны беспрепятственно перемещаться в любое положение и ни в коем случае не упираться в трубу. Кроме того, следует соблюдать технику безопасности, так как работы ведутся при высоких температурах.Обязательно снимите фаску с трубы. В противном случае размягченный пластик во время пайки приподнимется, и в результате соединение станет менее прочным. Трубу нужно вставить в фитинг до упора. Затем к нему на конце приваривается труба по всей длине. Этот момент очень важен, прежде всего, для изделий с внутренним армирующим слоем.
Запрещается очищать тефлоновые сопла от остатков пластика металлическими предметами. Остатки удаляют грубой тряпкой.
Таким образом, мы рассмотрели весь процесс пайки полипропиленовых труб и все важные моменты в этом процессе. Прочитав эту статью, вы сможете попробовать себя в этом деле самостоятельно.
Наверняка для вас не будет секретом, что современный качественный ремонт с заменой системы отопления или водопровода невозможно представить без использования полипропилена, то есть пластмассовых изделий … Этот материал стремительно появился на рынке. строительные материалы, совершили революцию в системе водоснабжения и прочно заняли лидирующие позиции.В этой статье мы поговорим о том, как паять полипропиленовые трубы своими руками и как сэкономить на вызове специалистов. Это своего рода инструкция по проведению работы.
Преимущества материала
В быту современного человека пластик используется практически во всех сферах его жизнедеятельности. Они стали просто незаменимыми составляющими при ремонте и строительстве любого масштаба: для отопления, водоснабжения, канализации и т.д. Все потому, что аналог трубы для инженерных сетей имеют неоспоримые преимущества перед другими материалами :
- Не подвержены коррозии;
- Они обладают высокой стойкостью к химическим веществам;
- Отличная устойчивость к различным видам микроорганизмов;
- Обладают низкой звуко- и теплопроводностью;
- Легкий для удобной транспортировки;
- экологически чистый;
- Простая установка;
- Могут укладываться как открытым, так и скрытым способом;
- Длительный срок службы – при правильной эксплуатации до 50 лет службы.
Обратите внимание! Оптимальный режим работы, при котором пайка полипропиленовых труб должна производиться своими руками: рабочее давление до 15 бар при температуре 0-10 ° С и до 2 бар при высокой температуре до 95 ° С. С.
Благодаря своим экологическим свойствам полипропилен широко используется в системах водоснабжения и отопления дома. Широкий выбор фурнитуры с различными типами хромированных или латунных вставок дает возможность использовать их с уже имеющимися деталями инженерных сооружений или сантехническими изделиями.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для обустройства магистралей отопления или водоснабжения используются изделия наружным диаметром 16-63 мм. Для их соединения применяют муфтовую сварку, или, как ее еще называют, муфтовую сварку. Для пайки вам понадобится:
1. Паяльник с набором насадок разного диаметра … Ну как выбрать подходящий паяльник, чтобы он был качественным и позволял быструю установку.Выбор инструментов сейчас действительно велик, равно как и их ценовая политика. Ссылка на правила отбора будет после статьи.
- Мощность инструмента играет ведущую роль. Если вы планируете использовать его в домашних условиях для пайки диаметром 16-63 мм, то вам хватит 1200 Вт. Если вам придется паять полипропиленовые трубы в труднодоступных местах и на профессиональном уровне, то вам потребуется 1800 Вт и более. Но, скажем сразу, такие профессиональные устройства в домашних условиях начинающему установщику не понадобятся.
- Форсунки, входящие в комплект, действуют как нагревательные элементы. Они состоят из втулки, плавящей внешнюю часть изделий, и оправки, плавящей внутреннюю часть раструба соединительной части. Насадки должны иметь антипригарное тефлоновое покрытие. Чаще всего в комплект паяльника входит 6 насадок разного диаметра.
- Самым удобным будет паяльник, позволяющий установить на себя не одну, а три насадки. Такая конструкция обеспечивает значительную экономию времени, поскольку вы значительно меньше тратите на процесс замены аксессуара с одного размера на другой.Ведь не забывайте, что для замены насадки ее нужно охладить, заменить, а затем снова нагреть.
- Паяльник, позволяющий профессионально паять изделия, обычно имеет электронный контроль температуры. Он позволяет контролировать нагрев с точностью до 1-5 ° С. Без этой регулировки, конечно, можно обойтись, а просто купите градусник для измерения температуры рабочей части.
Обратите внимание! При работе необходимо соблюдать температуру пайки полипропиленовых труб.Важно не превышать рабочую температуру сопла 260 ° C, при которой можно паять полипропилен. Уже при 270 ° C пластик потеряет устойчивость, будет слишком сильно прилипать, не войдет в арматуру. Но при переохлажденной рабочей части полипропилен не достигнет необходимой вязкости и, как следствие, не произойдет необходимой диффузии материала. Следствием будет ненадежное соединение.
2. Следующим инструментом, который вам понадобится, когда вы решите разобраться, как правильно паять полипропиленовые трубы, будут пластиковые ножницы.
3. Дополнительно вам понадобятся карандаш, рулетка, брезентовые тряпки и, конечно же, полипропиленовые трубы и необходимая фурнитура.
Какие бывают фурнитуры
Чтобы понять, что можно паять и как паять различные секции, необходимо понимать, какие бывают дополнительные соединительные элементы.
- Гильзы под пайку.
- Углы 45 ° и 90 °. Они используются как для разных, так и для одинаковых размеров.
- Тройник или тройник.
- Крестовины.
- Седло приварное.
- Заглушки.
- Пайка для полипропилена.
- Переход с наружной пластиковой резьбой DG.
- Комбинированные муфты (наружная, внутренняя или накидная гайка).
- Тройники комбинированные (с наружной, внутренней или накидной гайкой).
- Отводы комбинированные (с внешней, внутренней резьбой или накидными гайками).
- Отводы комбинированные для установки различных типов техники (например, смесителя).
- Краны шаровые под пайку, прямые или угловые с американкой.
- Проходной водовыпуск.
Как пользоваться паяльником
Чтобы понять, как паять полипропиленовые трубы, нужно разбираться в технологии паяльника. Итак, приступим.
- Паяльник необходимо ставить на ровную поверхность. Устанавливается насадка необходимого диаметра, затягивается специальными ключами. Ближе к краю следует установить насадку, которая потребуется для того, чтобы паять прямо на стену.Удобнее будет собрать все отдельно расположенные части трубопровода на стационарном паяльнике, самостоятельно. Но вам нужно будет собрать с помощником детали в цепочку на стене.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно через 10-15 минут после включения. Запомните номинальную рабочую температуру, чтобы провести качественную пайку.
- Паяльник нельзя отключать от сети на протяжении всей работы, т.е.е. пока вы все напьетесь.
- Обе части должны нагреваться одновременно.
- Пластик, оставшийся на насадках, необходимо удалять брезентовой тканью после монтажа каждого фрагмента. Не разрешается чистить остывшие насадки.
Технология пайки полипропиленовых труб
1. С помощью специальных ножниц отрежьте нужный кусок перпендикулярно оси.
2. Выберите нужный размер. Здесь обращаем внимание, что неотапливаемый фитинг должен иметь внутренний диаметр, который будет немного меньше внешнего диаметра трубопровода.
3. Конец трубы и раструб фитинга очистить от грязи, обезжирить спиртом или мыльной водой и просушить.
4. Установите соединяемые детали в соответствующую насадку на паяльнике. Изделие необходимо ввести в гильзу на всю глубину сварного шва, а муфту фитинга надеть на оправку.
5. После размещения деталей в форсунках необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными в таблице ниже.Уточним, что в таблице указано время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20 ° C. Если вы работаете при более низкой температуре, то нужно нагревать детали дольше, а если при более высокой температуре, то понизьте ее. Ниже представлена таблица времени пайки полипропиленовых труб.
6. После прогрева снимаем детали с паяльника и соединяем их между собой. Здесь мы обращаем внимание на то, что соединение должно производиться без проворачивания по своей оси и на всю глубину раструба фитинга.Операция должна выполняться быстро и соосно.
7. Если вы все сделали правильно, то после подключения по краю розетки должен появиться сплошной наплыв пластика. Вы можете увидеть пример ниже.
8. Далее выдержите время для охлаждения деталей. В этот период недопустимы разного рода деформации (изгибы или повороты по оси). Здесь мы обращаем внимание на то, что если происходит соединение и смещается совмещение или угол взаимного расположения, то деталь необходимо вырезать и переустановить.Особое внимание следует уделять пайке тройников, уголков и отводов. Например, ручка крана должна легко перемещаться.
Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробную пайку. Для контроля качества припоя можно разрезать прототип по его оси. У вас должна получиться монолитная конструкция.
Не забывайте, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, потому что вы будете проводить ее с использованием высоких температур, электроинструмента и пластмасс, которые при нагревании будут выделять вредные пары.
Выгодно устанавливать автономную систему отопления из пластиковых материалов … Так поступает большинство индивидуальных застройщиков. Современные трубы и фасонные части из полипропилена отлично выдерживают нагрузки, их можно недорого купить и собрать самостоятельно.
Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также уметь паять трубы отопления и соблюдать правила техники безопасности.
Для монтажа систем отопления традиционные металлические трубы и полимерные, с некоторыми оговорками об условиях их эксплуатации.
Типы труб для систем отопления:
- Сталь. Стальная труба без специального защитного покрытия в системах отопления применяется везде в многоквартирных домах … Сталь хорошо выдерживает тепловые нагрузки, повышенное давление на трассе. Недостатком является их подверженность коррозии. В условиях применения агрессивных присадок в промышленных системах отопления это значительно сокращает срок их службы.Индивидуальным разработчикам сложно собрать стальные материалы самостоятельно.
- Коммуникации стальные оцинкованные. Оцинкованные материалы более долговечны, чем необработанная сталь. Но и стоимость их выше.
- Медь. Эти материалы можно назвать аристократами в строительстве систем отопления. Медные трубы и фитинги прочные, но дорогие. Их установка требует особых навыков.
- Нержавеющая сталь. Трубы из нержавеющей стали – дорогие материалы.Они долговечны, надежны в эксплуатации, тогда для монтажа трубопровода требуются особые навыки.
- Металлопластик. Это легкие материалы, простые в установке. Их редко используют в системах отопления, так как в таких условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используются полипропиленовые трубы. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии.При качественной сборке коммуникации из полипропилена служат десятилетиями. Их недостаток – ограничение допустимой температуры теплоносителя и давления в системе. Однако полипропиленовые трубы идеально подходят для бытовых, автономных систем отопления.
Пайка полипропиленовых труб для систем отопления
Сейчас все чаще используются трубы, изготовленные из разных полимерных материалов. Полипропилен – один из них. Такой вид трубы достаточно прост в обработке.Имея специальный аппарат для пайки полипропиленовых труб, можно быстро и без особых трудностей в короткие сроки смонтировать систему отопления или водоснабжения.
Рассмотрим основные этапы монтажа системы отопления с использованием данного вида материала, а также способы пайки полипропиленовых труб.Первый шаг – планирование. Необходимо выбрать места крепления радиаторов, общую длину трубопроводов, а также отдельные длины труб. На втором этапе проводятся подготовительные работы.После установки всех элементов по местам можно приступать к уборке урожая. Пиление труб производится после снятия всех замеров. Далее вам нужно будет приобрести необходимое количество фитингов, тройников, муфт и других вспомогательных деталей. Пайка полипропиленовых труб осуществляется только после снятия их с армирующего слоя с помощью специального приспособления.
На третьем этапе детали соединяются. Трубопровод из этого материала представляет собой органическое соединение на основе сварных швов, поэтому важно соблюдать линейное и радиальное сопряжение всех элементов.Стык производится на специальных этикетках, чтобы избежать возможных перекручиваний.Пайка полипропиленовых труб – заключительный этап. Отдельные элементы предварительно нагревают до определенной температуры, после чего стыковываются. После окончательного застывания узла можно переходить к следующему. Детали из полипропилена нагреваются определенное время, которое зависит от толщины стенок и диаметра. При этом очень важно учитывать температуру окружающей среды.
Итак, если с какой технологией пайки полипропиленовых труб все более-менее понятно, то следует учесть другие моменты.Для системы отопления и горячего водоснабжения идет не всякая труба.
Для систем отопления, особый вид материала, отличительной чертой которого является почти такая же степень расширения, как и у стальных трубопроводов. Такие трубы способны пропускать воду, нагретую до 95 градусов Цельсия. Армирующий слой используется специально для получения полипропиленовых изделий с низким расширением. Это может быть стекловолокно или тонкая алюминиевая фольга.
В то время как вся продукция из полипропилена, предназначенная для систем отопления, соответствует особым техническим требованиям и допущена к использованию в системах горячего водоснабжения, металлические детали подходят для этой цели гораздо лучше, если нет полиэтиленового материала, способного превышают характеристики линейного расширения стали.