Сварочные горелки – Материалы для газовой сварки
Сварочные горелки
Категория:
Материалы для газовой сварки
Сварочные горелки
Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов.
Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы.
ТТо важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных тина: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность Горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа.
Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления.
Рис. 1. Сварочные горелки: а — безынжекторная; б — инжекторная
Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (рис. 1, а). Кислород поступает в горелку но резиновому шлангу и через приемный ниппель и регулировочный вентиль проходит в смеситель, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения.

Таким образом, сварочная горелка может нормально работать лишь, при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70—160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5—0,7 ати. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена.
Безынжекторные горелки могут быть построены как для ацетилена, гак и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления.
Промышленное применение находят чаще инжекторные горелки (рис. 1, б). Кислород под давлением 3—4 ати поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения. Вырываясь с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение в камере инжектора и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль в камеру инжектора, из которой он поступает в камеру смешения; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука. Под действием инжектирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000—3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3—3,5 ати.
Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку.
Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежете в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против пормы и усиливается окислительное действие сварочного пламени.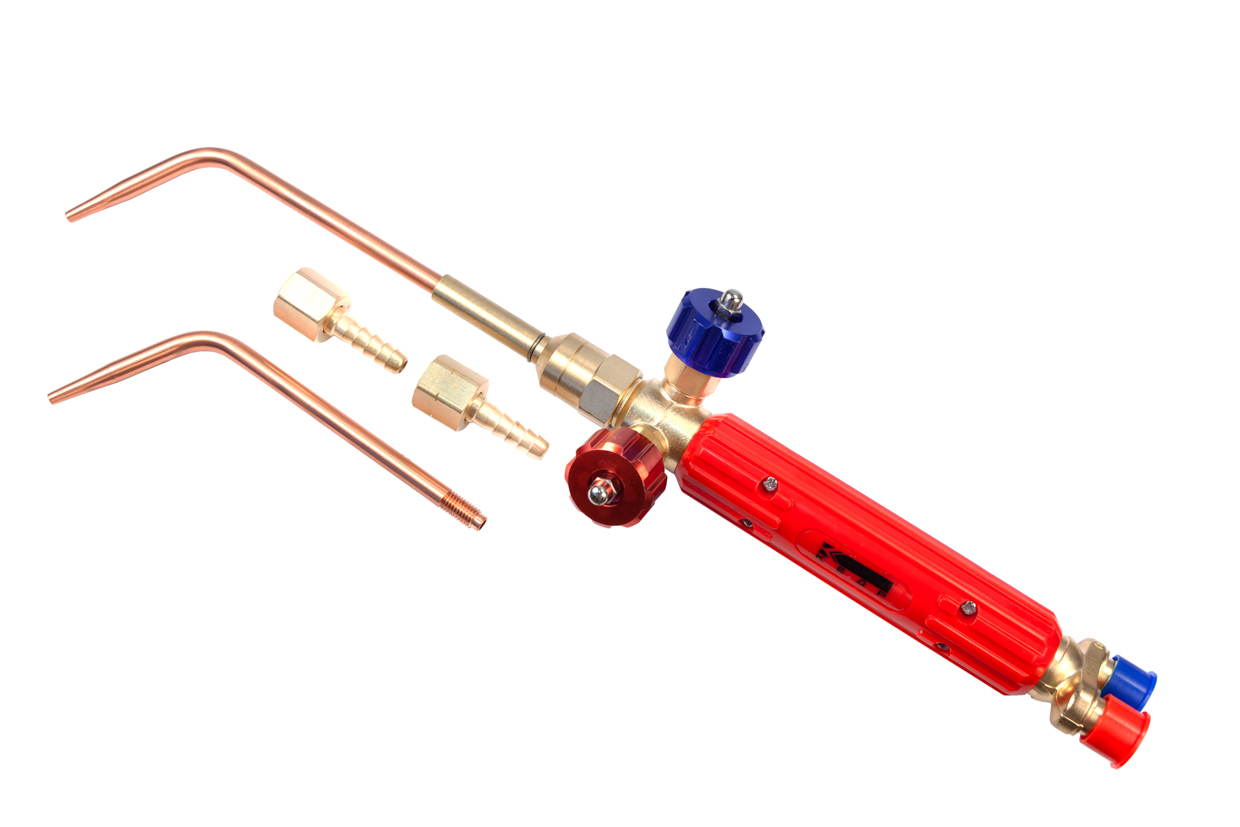
Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки.
Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси.
Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки.
Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начи-пая с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка.
Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекториая. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера.
С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекториая. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера.
Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.
Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.
Для примера рассмотрим выпускаемую в Советском Союзе инжекторную универсальную горелку ГС.
Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода и для ацетилена. Далее кислород идет по трубке, ацетилен — по трубке и подходят к регулировочным вентилям для кислорода и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор, далее в камеру смешения и по трубке наконечника идут в мундштук, на выходе из которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой. Регулировочные вентили газов удобно расположены и позволяют йварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Расположение вентилей выгодно смещает центр тяжести горелки, улучшает ее баланс и уменьшает утомляемость сварщика.
Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 ати для всех размеров наконечников. Стандартные горелки изготовляют четырех типов: ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05—0,6 мм. Она комплектуется двумя
Рис. 1. Универсальная сварочная горелка ГС
наконечниками № 00 с расходом ацетилена 10—25 л/ч и № 0 с расходом 25—60 л/ч; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3—4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5—30 мм, комплектуется семью наконечниками, №1,2, 3, 4, 5, 6, 7; вес горелки 0,5 кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30—100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800—4500 л/ч и № 9 с расходом ацетилена 4500—7000 л/ч; вес горелки 1,34 кг.
При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра нламени.
Рис. 2. Сварочная горелка ГС-3 с комплектом наконечников
Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму.
Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь, медными или латунными прочищал-ками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность.
При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь, медными или латунными прочищал-ками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность.
Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение.
В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке.
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей—ствола и наконечника. Ствол имеет кислородный и ацетиленовый ниппели с трубками, рукоятку, корпус с кислородным и ацетиленовым вентилями.
Инжектор представляет собой цилиндрическую деталь с центральным каналом малого диаметра — для кислорода и периферийными, радиаль-но расположенными каналами — для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см2. Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль, составляет от 0,5 до 4 кгс/см2.
Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль, составляет от 0,5 до 4 кгс/см2.
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100—140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150 °С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней оШНости — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
В настоящее время промышленность выпускает сварочные горелки средней оШНости — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
Рис. 1. Разрез инжекторного устройства: 1 — смесительная камера, 2—инжектор, 3 —корпус горелки
Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетилено-кислородной сварки стали толщиной 0,5—30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой. Обязательный комплект включает наконечники № 3, 4 н 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2—4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-1 и ГЗУ-2-62-П; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая — для подогрева металла. Для пла-менной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетилеио-кисло-родная горелка ГАО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кисло-родным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» — в горелке «Звездочка».
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по-форме и размерам. Мунднштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5—1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см2. Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
Реклама:
Читать далее:
Структура ацетилено-кислородного пламени
Статьи по теме:
Горелка для газовой сварки | Новости в строительстве
Горелка для газовой сварки применяется в строительстве при проведение работ по сварке металлов и служит для смешения газов и получения пламени нужной мощности и необходимой формы.
Мундштук для газовой сварки
Газовая горелка обеспечивает подачу газовой смеси для образования пламени, а также позволяет регулировать в процессе работы состав горючей смеси. Если в процессе строительства используется газосварочное оборудование,то неизбежно для проведения работ потребуется набор мундштуков с наконечниками для разного вида работ с металлом,который имеет разную толщину.
Если в процессе строительства используется газосварочное оборудование,то неизбежно для проведения работ потребуется набор мундштуков с наконечниками для разного вида работ с металлом,который имеет разную толщину.
Мундштук
наконечниками для разного вида работ с металлом
Продолжительность работы баллонов с горючей жидкостью на прямую зависит от диаметра отверстия мундштука горелки и от объема самого баллона. Газовая горелка используется и в случаях пайки металлов при высоких температурах.Различают следующие виды горелок, которые используются при сварке металла:
1. Газовая горелка инжекторного типа.
Горелка для газовой сварки безинжекторного типа
Это горелка универсального типа использования ГС-53.Она используется для сварки материала из металла с примерной толщиной от 0.5 до трех миллиметров.К самой горелке припаивают сменные наконечники и проводят работы с давлением ацетиленового газа свыше 1.0 кПа.
Кислородное давление используется от 100 до 400 кПа. Для пайки черных и цветных металлов с тонкой толщиной используется инжекторная горелка ГСМ-53 малой мощности.Для пайки малоуглеродистых сталей с толщиной материала от 0.2 до 0.4 миллиметра,также можно использовать горелку ГСМ-53.
Для пайки черных и цветных металлов с тонкой толщиной используется инжекторная горелка ГСМ-53 малой мощности.Для пайки малоуглеродистых сталей с толщиной материала от 0.2 до 0.4 миллиметра,также можно использовать горелку ГСМ-53.
Горелка для газовой сварки универсального типа
Для того чтобы использовать в работу газовую горелку необходимо открыть вентиль на горелке для подачи ацетилена. Зажечь смесь с помощью зажигалки.После этого открывают вентиль кислородный.Кислород проходя с большой скоростью через осевой канал инжектора и трубку попадает в смесительную камеру, создавая разряжение в канале горелки.
Горючее инжектируется в корпус горелки под малым давлением.Далее смесь проходит снаружи инжектора и попадает в смесительную камеру. Образовавшийся состав горючей смеси в смесительной камере регулируется с помощью вентилями горелки. Далее через мундштук горючая смесь выходит наружу и поджигается.
Горелка для газовой сварки безинжекторного типа
2. Газовая горелка безинжекторного типа
Горелка работает по такому же принципу что и инжекторная.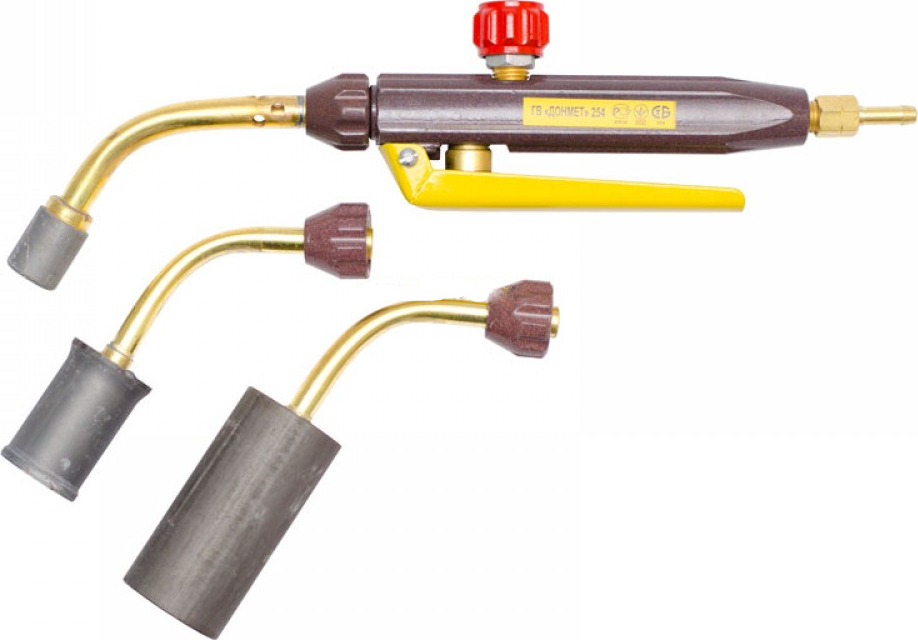 Отличается только тем, что из смесительной камеры газовая смесь поступает прямо на выход из мундштука.Такая горелка способна поддерживать постоянство горючей смеси. Подача ацетилена и кислорода не должна превышать существующие нормы и должно быть в пределах от 10 до 100 кПа, при использование такой горелки. Шланги или рукава должны быть изготовленные из резино-тканевых видов материалов.
Отличается только тем, что из смесительной камеры газовая смесь поступает прямо на выход из мундштука.Такая горелка способна поддерживать постоянство горючей смеси. Подача ацетилена и кислорода не должна превышать существующие нормы и должно быть в пределах от 10 до 100 кПа, при использование такой горелки. Шланги или рукава должны быть изготовленные из резино-тканевых видов материалов.
Шланги и рукава делятся на три класса:
Резино-тканевые рукава для горелок
1. Рукава первого и третьего класса, которые имеют диаметр 9 миллиметров и соответственно 6.3 миллиметра наиболее широко используются. Такие рукава можно соединять посредством латунного ниппеля в случае когда их длинна не достаточная. Места стыков соединяют и закрепляют с помощью винтовых хомутов.
2. Рукава второго класса не наращиваются и не соединяются к аппаратуре с помощью ниппелей. В местах соединения может случиться утечка газа и возможен взрыв.Такие рукава изготавливаются из бензостойкой резины и могут использоваться при работе с сжиженными газами. Герметичность всех рукавов испытывают давлением превышающее рабочее в два раза. Помещение в которое проводятся работы должно быть хорошо проветриваемое от выделяющегося при проведение сварки токсического дыма.
Герметичность всех рукавов испытывают давлением превышающее рабочее в два раза. Помещение в которое проводятся работы должно быть хорошо проветриваемое от выделяющегося при проведение сварки токсического дыма.
Как правильно работать с горелкой для газовой сварки – Осварке.Нет
В горелках для газовой сварки и газопламенной обработки проходит процесс точного смешивания горючего газа с кислородом или воздухом. Поэтому для обеспечения качественных сварочных работ необходимо пользоваться хорошо работающими, справными горелками. Это очень важно еще и потому, что используемые газы могут образовывать взрывоопасные смеси.
Работая с горелкой необходимо придерживаться правил техники безопасности. Прежде всего не допускается работа неисправной горелкой. Перед работой сварщик должен хорошо ознакомиться с инструкцией по работе с газовыми горелками.
Квалифицированный сварщик должен знать строение горелки, уметь выявлять неисправности и быстро их устранять.
Штуцеры и гайки для подсоединения рукавов имеют левую резьбу и метки, а маховички надпись «Горючий газ», «Кислород».
Перед началом работы с газовой горелкой
- Перед началом работы необходимо проверить установлен ли правильный номер наконечника, соответствует ли он толщине металла.
- Проверить на герметичность все резьбовые соединения горелки и сальников вентилей.
- Проверить наличие разрежения на выходном ниппеле при пропускании кислорода. Прочищают ниппель медной или алюминиевой иглой. Для того чтобы проверить разрежение, пальцем руки торкаются к ацетиленовому ниппелю. Если палец прилипает — разрежение хорошее.
Правила работы газовой горелкой во время сварки
- Установить рабочее давление на редукторах кислорода и горючего газа.
- Открыть вентиль кислородного баллона.
- Открыть вентиль ацетиленового баллона (горючего газа).
- Зажечь горящую смесь.
- Отрегулировать мощность и состав газового пламя.

- Если во время работы возникают хлопки, сначала необходимо перекрывать вентиль с горючим газом, а потом и кислородный вентиль.
- При длительной эксплуатации и сильном нагревании мундштука его охлаждают в воде.

После окончания работы газовой горелкой
- По окончанию работы сначала закрывают ацетиленовый вентиль, а потом кислородный.
- Открутить винты на газовых редукторах.
- Проверить состояние мундштука. При наличии загрязнений очищают свинцом или твердым деревом.
- Прочистить внутренний канал мундштука иглой.
- Заменить мундштук при чрезмерному обгорании или сработанной поверхности.
Горелки инжекторные и безинжекторные
Темы: Газовая горелка, Сварочное оборудование, Газовая сварка.
Горелки являются основным рабочим инструментом для газовой сварки, пайки, наплавки и нагрева. Существует два основных класса:
- горелки инжекторные,
- безинжекторные (рис. 1).
В инжекторные горелки подача горючего газа низкого давления (ниже 1 кПа) в смесительную камеру осуществляется инжектированием его струей кислорода, вытекающего из инжектора. В безынжекторных горелках горючий газ и кислород подаются примерно под одинаковым давлением (50… 100 кПа).
В безынжекторных горелках горючий газ и кислород подаются примерно под одинаковым давлением (50… 100 кПа).
Применяют преимущественно ручные инжекторные горелки универсального и специализированного назначения. Наиболее распространены универсальные горелки инжекторного типа, работающие на ацетилене: горелки малой мощности Г2-05 (рис. 2) и горелки средней мощности ГЗ-06. Они имеют аналогичную конструкцию и отличаются, главным образом, числом и номерами комплектуемых наконечников. к универсальным горелкам, работающим на газах—заменителях ацетилена, относятся горелки ГЗУ-3-02 и ГЗУ-4.
Рисунок 1. Сварочные горелки :
инжекторная – а; безинжекторная – б; 1 — мундштук; 2 — трубка наконечника; 3 — смесительная камера; 4 инжектор; 5, 6 — регулировочные вентили; 7— ствол; 8 — трубка; 9, 10— ниппели
Рисунок 1. Горелка инжекторная Г2-05 малой мощности
В отличие от универсальных горелок специализированные горелки предназначены для выполнения одной технологической операции (наплавки, пайки, резки).
Другие материалы относящиеся к темам ”
Горелки : инжекторные и безинжекторные
, газовая сварка, наплавка, резка, пайка” :
Купить Горелки (инжекторные или безинжекторные), принадлежности для газовой сварки и наплавки , разместив объявление в Сварочном каталоге
Раздел Газопламенная сварка
Раздел Оборудование газовой защиты и предохранительные устройства
Раздел Рукава газовые
Раздел Принадлежности для постов газовой сварки и резки
Раздел Горелки на сварочное оборудование
Раздел Генераторы
Раздел Оборудование для газопламенной сварки, наплавки, резки, пайки
- < Оборудование для газовой сварки и наплавки : классификация
- Горелки для наплавки >
Горелка для газовой сварки – Энциклопедия по машиностроению XXL
Газовая сварка — сварка плавлением, при которой кромки соединяемых частей нагревают пламенем газов, сжигаемых на выходе горелки для газовой сварки. [c.4]Термический — очистка металлических поверхностей с помощью горелки для газовой сварки или бензореза. [c.50]
[c.50]
Горелки для газовой сварки [c.402]
ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ [c.326]
Горелки для газовой сварки, как и генераторы, бывают низкого и среднего давления. В горелках среднего давления газы смешиваются благодаря большому давлению ацетилена, а в горелках низкого давления для обеспечения необходимого количества ацетилена используется принудительное его засасывание при помощи разрежения, создаваемого струей кислорода при выходе его из инжектора горелки. Инжекторная горелка пригодна для работы и на низком и на среднем давлении горючего газа. [c.339]
Номер горелки для газовой сварки выбирают в зависимости ог толщины свариваемого металла (150 л ацетилена в час на 1 мм толщины металла) при толщинах до 5 мм и 100 л час на 1 мм при большей толщине. [c.571]
Виды горелок плоская горелка для газовой сварки, кольцевая горелка для газовой сварки при нор. чальном регулировании пламени (горючий газ кислород =1 1, возможно до 1,2),
[c.70]
чальном регулировании пламени (горючий газ кислород =1 1, возможно до 1,2),
[c.70]
Ориентировочные значения по эксплуатации горелки для газовой сварки — см. 1,1.1. [c.71]
Горелки для газовой сварки и режимы сварки [c.111]
Горелки для газовой сварки. Горелки для газовой сварки выпускаются двух основных типов—инжекторные (низкого давления) и безынжекторные (высокого давления), работающие при давлении горючего газа соответственно 0,001 — 0,004 (0,01 — 0,04) и 0,04 — 0,1 МПа (0,4 — 1 кгс/см ). В строительстве преимущественное применение имеют инжекторные горелки. [c.203]
Для газовой сварки используют нормальное пламя горелки и флюсы на основе буры, которые обеспечивают защиту расплавленного металла от воздуха и разжижают образующиеся окислы, облегчая сплавление. В качестве присадки используют чугунные прутки марки А диаметром 4, 6, 8, 12 мм. [c.130]
Газовая сварка ведётся при нормальном пламени горелки и может выполняться как правым, так и левым способом (см. стр. 407). Рекомендуется предварительный прогрев шва горелкой до 650—700° С. Режимы для газовой сварки сталей с повышенным содержанием углерода приведены в табл. 172.
[c.427]
стр. 407). Рекомендуется предварительный прогрев шва горелкой до 650—700° С. Режимы для газовой сварки сталей с повышенным содержанием углерода приведены в табл. 172.
[c.427]
Расход кислорода, ацетилена или карбида кальция для газовой сварки и резки определяется при укрупнённом проектировании по среднему часовому расходу на одну горелку или на один резак, при детальном — на 1 пог. м сварного шва или реза. [c.124]
Для газовой сварки наибольшее распространение имеют сварочные горелки типов СУ-48 и ГС-53. [c.44]
Газовая сварка. Термопластичный материал нагревают в месте будущего шва струей горячего воздуха или инертного газа, выходящего из горелки. При газовой сварке обычно пользуются присадочным прутком из того же самого или аналогичного свариваемому материала. Обычно для сварки используют азот давлением 0,35—0,7 кгс/см . Скорость сварки 0,25—0,63 мм/мин. [c.164]
Пост для газовой сварки (рис.
 18.23) состоит из переносного ацетиленового генератора с предохранительным затвором или баллона с горючим газом, баллона с кислородом, газовых редукторов, рукавов и сварочной горелки со сменными наконечниками. Также применяются стационарные ацетиленовые генераторы, от которых ацетилен подается по ацетиленопроводу к сварочному посту
[c.402]
18.23) состоит из переносного ацетиленового генератора с предохранительным затвором или баллона с горючим газом, баллона с кислородом, газовых редукторов, рукавов и сварочной горелки со сменными наконечниками. Также применяются стационарные ацетиленовые генераторы, от которых ацетилен подается по ацетиленопроводу к сварочному посту
[c.402]Горелки — основной рабочий инструмент для газовой сварки, пайки, наплавки и нагрева. [c.40]
При монтаже трубопроводов котельной широко применяют сварку как ручную газовую, так и электродуговую. При выполнении сварочных работ применяют следующее оборудование и инструменты ацетиленовые генераторы ацетиленовые и кислородные баллоны газовые редукторы шланги для газовой сварки и резки сварочные горелки и резаки сварочные аппараты для сварки переменным током сварочные агрегаты для сварки постоянным током как с электрическим двигателем, так и с двигателем внутреннего сгорания. [c.101]
Для газовой сварки и наплавки выпускают горелки (табл. 6.26).
[c.354]
6.26).
[c.354]
Подготовка кромок для газовой сварки меди производится так же, как и при сварке малоуглеродистой стали. Двусторонняя Х-образная подготовка кромок применяется редко и лишь при одновременной сварке двумя горелками металла толщиной более 10 мм. В соединениях внахлестку трудно достигнуть провара и поэтому их следует избегать. Свариваемые кромки и сварочная проволока перед сваркой должны быть тщательно очищены от окислов и различных загрязнений. [c.442]
Для газовой сварки листов, труб и других изделий из винипласта н термопластических материалов служит горелка ГГП-1-56. [c.309]
Для газовой сварки (рис. 1.8) используют газокислородное пламя горелки, в которую газ поступает по шлангам. Для образования сварного шва обычно пользуются присадочной проволокой. Сварка осуществляется вручную и используется в строительстве при сантехнических работах для соединения труб небольшого диаметра, воздухопроводов из металла небольшой толщины, а также при ремонтных работах. [c.15]
[c.15]
К оборудованию для газовой сварки и резки относятся машины, установки и аппаратура для газопламенной обработки, ацетиленовые генераторы, баллоны для хранения и транспортировки сжатых газов, сварочные горелки и резаки, а также регулирующая и коммуникационная аппаратура — редукторы, вентили, рукава и др. [c.230]
Установки для газовой сварки, наплавки, пайки и резки. Для газовой сварки, наплавки, пайки и немеханизированной резки используются переносные или передвижные установки и аппараты, в состав которых входят ручные горелки и резаки, регулирующая аппаратура и баллоны с газом (табл. VII.21). [c.231]
Газовая сварка. Кромки для газовой сварки меди подготавливаются так же, как и при сварке малоуглеродистой стали. При одновременной сварке двумя горелками металла толщиной более 10 мм используется только Х-образная разделка кромок. [c.414]
VIII.7. Горелки для газовой сварки, пайки, нагрева и очистки поверхности деталей
[c. 260]
260]
Горелка для газовой сварки двух-рожковай с комплектом рукавов 1 Нагрев сварочных форм при сварке жил [c.611]
Нагрев кислородно-газовым пламенем, преимущественно кислородно-ацетилено-вым, широко применяется для твердой пайки главным образом узлов деталей с местным нагревом. Для пайки используются обычные сварочные горелки (см. Газовая сварка , стр. 200), специальные горелки с расширенным мягким факелом пламени и горелки для пайки, работающие на кислородно-керосиновой смеси. Кислородно-газовый нагрев отличается своей универсальностью, простотой приемов, производительностью и возможностью автоматизации. [c.211]
Горелка АГМ-2., 4aлoгaGapIITlIaя горелка для аргоподуговой сварки (табл, 4-20) имеет явухпозициониый газовый вентиль и газопроницаемый сетчатый вкладыш. Такая конструкция значите,аьно улучшает газовую защиту сварочной ванны. Достаточный вылет электрода, малая высота головки и небольшая масса обеспечивают удобство при
[c. 131]
131]
Оборудование для газовой сварки и наплавки (рис. 1.3). По назначению горелки подразделяют на универсальные для сварки, наплавки, пайки, нагрева и специализированные для газопорощковой наплавки, поверхностной закалки или очистки. В отличие от инжекторных горелок в безынжекторных смещение газов может быть внутрисопловым или внешним. Горелки могут иметь одно- и многопламенные мундштуки. [c.279]
Современные типы электролизно-водных генераторов, используемых для газовой сварки, выполнены по следующей схеме источник питания — электролизер — устройство для регулирования состава газовой смеси — предохранительное устройство — горелка. Отличие различных конструкций заключается в выборе типов электролизера и источника питания, набора вспомогательной и защитной аппаратуры, обеспечивающей проведение технологических работ [1]. Известны два основных типа электролизеров монополярные и биполярные. [c.293]
[c.293]
Горелки являются основным рабочим инструментом для газовой сварки, пайки, наплавки и нагрева. Существует два основных класса горелок инжекторные и безынжекторные (рис. 2.9.). В инжекторных горелках подача горючего газа низкого давления (ниже 1 кПа) в смесительную камеру осуществляется инжектированием [c.301]
При малой толщине металла можно применять газовую сварку. Номер наконечника горелки берется из расчета расхода газа 100 я1час на каждый миллиметр толщины свариваемого металла. Пламя при сварке должно быть с небольшим избытком ацетилена. Присадочный металл берется по химическому составу близким к свариваемому металлу. Составы флюсов для газовой сварки приведены в табл. 310. Флюсы разводятся водой и наносятся перед сваркой на присадочные прутки и на кромки свариваемых деталей. [c.533]
Сварочная горелка для полуавтоматической сварки
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл. Рассмотрим все составные части этого важного оборудования.
Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл. Рассмотрим все составные части этого важного оборудования.
Горелка для дуговой сварки (Arc welding torch) — устройство для дуговой сварки в защитном газе или самозащитной проволокой, обеспечивающее подвод электрического тока к электроду и газа в зону дуги.
Виды Сварочных Горелок «Mig/Mag»
Если сварка выполняется на малых токах – то используют горелку с воздушным охлаждением. Если на больших токах – то нужна горелка с водяным охлаждением. Если свариваются толстые металлы – выбирают горелку с водяным охлаждением, тонкие металлы – с воздушным охлаждением.
Основные характеристики сварочной горелки
Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному току, виду охлаждения и разъему для подключения к сварочному аппарату. Длина рукава горелки MIG/MAG может составлять от 3 до 8 метров и выбирается в зависимости от задач производства.
Длина рукава горелки MIG/MAG может составлять от 3 до 8 метров и выбирается в зависимости от задач производства.
Горелки с воздушным охлаждением обычно применяются для токов до 350 А при условии выполнения относительно непродолжительных швов.
Горелки с водяным (жидкостным) охлаждением применяются для сварки продолжительных швов вне зависимости от сварочного тока.
Устройство сварочной горелки «Mig/Mag»
Сварочная горелка в разборе «Mig/Mag»
Сопло горелки для дуговой сварки — предназначено для подвода и направления газа с целью защиты сварочной ванны и электрода от воздействия воздуха.
Сопло выбирают по:
- Диаметру
- Материалу
- Форме
- Величине сварочного тока
Контактный наконечник (мундштук) предназначен для съема сварочного тока и является важной деталью в сварочном процессе. Токосъемный наконечник работает в условиях высокой температуры и механического воздействия от проходящей сварочной проволоки, поэтому очень важно, чтобы химический состав был качественным и геометрия идеальна. Если эти условия будут выполняться, то контактный наконечник прослужит дольше, а проволока будет проходить без рывков — напрямую зависит качество шва.
Если эти условия будут выполняться, то контактный наконечник прослужит дольше, а проволока будет проходить без рывков — напрямую зависит качество шва.
Наконечник выбирают по:
- По марке сварочной проволоки
- По диаметру сварочной проволоки
- По толщине свариваемой стали
- По производителю
Адаптер контактного наконечника соединяет контактный наконечник с деталью шейки горелки, на которую поступает ток. Кроме того, он направляет устройство подачи проволоки к середине горелки (выбирается исходя из типа резьбы контактного наконечника и вида газового сопла горелки).
Газовый распылитель (Диффузор) распыляет защитный газ в газовое сопло, в результате чего он подается плавно и без завихрения, защищая сварочную ванну. Кроме того, он изолирует токоведущие внутренние детали от внешних деталей, на которые не подается напряжение.
Шейка (гусак) — это основная часть сварочной горелки. По ней подается проволока и газ. Шейка горелки обычно требует замены из-за небрежного отношения. Меняется очень редко.
По ней подается проволока и газ. Шейка горелки обычно требует замены из-за небрежного отношения. Меняется очень редко.
Виды Гусаков:
- Поворотный
- Съемный
- Удлиненные
Направляющий канал представляет собой трубку, которая, как правило, изготавливается из стальной спирали или пластмассы и располагается внутри многофункционального кабеля, через который присадочная проволока проходит от устройства подачи проволоки к горелке.
Выбирают по:
- Материалу изготовления (сталь, тефлон)
- Диаметру сварочной проволоки
- Длине горелки
Направляющий канал (таблица размеров)
Выбор сварочной горелки:
Выбор наконечника для сварочной горелки:
Сопло для полуавтоматической сварки подбирают в зависимости от величины сварочного тока, которая, в свою очередь, базируется на толщине свариваемого металла. Для различных величин тока существуют следующие оптимальные диаметры сопел:
- 160 ампер – от 14 мм
- 315 ампер – от 18 мм
- 500 ампер – от 22 мм
Большая часть сварочной работы ведется в режиме 160 ампер – 315 ампер, поэтому самыми расхожими размерами сопел являются 14, 16, 18 мм.
24.06.2021
Газовая сварка – Плазма и газ-резка, сварка, напыление
Газовая или газоплавильная сварка относится к группе способов сварки плавлением. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение.
Существенное технологическое отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки:
- сталей малых толщин, 0,2-5 мм;
- цветных металлов;
- металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;
- металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;
- для твердой пайки;
- для некоторых видов наплавочных работ.

Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30-40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря I уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок.
Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок.
Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла.
Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла.
Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла.
Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов.
Защита при газовой сварке
Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и I физическим, однако часто между ними трудно провести четкую границу.
Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О.
Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О.
Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KC1, LiCl, CaCl2, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHSO4 и KHSO4.
Применение газовой сварки
Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1-3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д.
д.
Качество сварных соединений, выполняемых газовой сваркой выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке.
Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5-1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла.
При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла.
Сварочные горелки
Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов.
д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов.
Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кислородные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2-30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла.
По важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных типа: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа.
Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 атм. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 атм), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 атм инжекторная горелка становится незаменимой, единственно пригодной.
Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (см. рис. а). Кислород поступает в горелку по резиновому шлангу и через приемный ниппель и регулировочный вентиль 1 проходит в смеситель 3, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения 4. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль 2. Из смесителя 3 смесь горючего газа с кислородом поступает в камеру смешения 5, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника 6 и через калиброванный канал мундштука 7 выходит наружу, где и сгорает, образуя сварочное пламя.
Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки.
Таким образом, сварочная горелка может нормально работать лишь при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70-160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5-0,7 атм. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена.
Безынжекторные горелки могут быть построены как для ацетилена, так и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления.
Промышленное применение находят чаще инжекторные горелки (см. рис. б). Кислород под давлением 3-4 атм поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора 3, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения 5. Вырываясь с большой скоростью из узкого канала инжекторного конуса 3, кислород создает значительное разрежение в камере инжектора 4 и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль 2 в камеру инжектора, из которой он поступает в камеру смешения 5; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука 7. Под действием инжек-тирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000-3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3-3,5 атм.
Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку.
Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против нормы и усиливается окислительное действие сварочного пламени.
Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси.
Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки.
Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начиная с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка.
Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекторная. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера.
Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.
Универсальная сварочная горелка ГС
Рассмотрим инжекторную универсальную горелку ГС (см рис.). Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода 1 и для ацетилена 2. Далее кислород идет по трубке 3, ацетилен — по трубке 4 и подходят к регулировочным вентилям для кислорода 5 и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор 6, далее в камеру смешения 7 и по трубке наконечника идут в мундштук 10, на выходе из -которого сгорают, образуя сварочное пламя.; вес горелки 1,34 кг.
При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра пламени.
Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму.
Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика^; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь медными или латунными прочищалками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность.
Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников Для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение.
В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке.
Дополнительная информация:
Сообщение отредактировал Andrew: 29 Январь 2015 00:13
Лучшие комплекты кислородно-ацетиленовых резаков 2021
Наборы для газокислородной резки– отличное дополнение к вашей мастерской. Один элемент набора может дать вам возможность резать сталь, нагревать гайки и болты или паять медную трубу. Все эти комплекты в первую очередь предназначены для окси-ацетилена, который режется быстрее, чем пропан, потому что они горят намного сильнее и лучше подходят для сварки.
В этом руководстве рассматриваются лучшие комплекты резаков на рынке и объясняются плюсы и минусы каждого из них с полным руководством для покупателя ниже.
Сравнительная таблица лучших комплектов резаков
Ниже приведена сравнительная таблица лучших комплектов резаков, представленных на рынке.Комплекты резака Top 7
1. Victor Performer 540/510 EDGE 2.0
Лучший универсальный
Performer – отличный универсальный комплект по доступной цене. Victor (принадлежит ESAB) является лидером рынка режущего оборудования, и этот комплект включает в себя все необходимое оборудование.Он имеет рукоятку Wh200FC со встроенными пламегасителями и обратными клапанами, режущую насадку CA1350, сварочную насадку и нагревательную насадку, а также 10-летнюю гарантию на горелку. Он поставляется с огнестойким и маслостойким шлангом T-класса длиной 12,5 футов и двумя регуляторами 540/510 edge 2.0, которые являются лучшими регуляторами, которые вы можете купить, и имеют пожизненную гарантию. Также есть очки оттенка 5 для защиты глаз от вспышки дуги. Из коробки вы можете резать до 1/2 ″ и сваривать до 1/4 ″. С помощью различных наконечников вы можете резать до 6 дюймов и сваривать до 1 1/4 дюйма.В качестве универсального комплекта, который дает вам качественные детали и возможность резать, сваривать, нагревать и паять, вы не ошибетесь.
Технические характеристики
| Плюсы
Минусы
|
2. Комплект Victor Journeyman EDGE 2.0 540/510
Лучший комплект для тяжелых условий эксплуатации
Технические характеристики
| Плюсы
Минусы |
3. Комплект Miller / Smith Toughcut для ацетилена CGA510
Smith (в настоящее время принадлежит Миллеру) также является одним из ведущих производителей комплектов резаков. Это полный комплект для начала работы, в который входят режущий наконечник, наконечник для нагрева и наконечник для сварки. Из коробки он сокращает 5/8 ″ и сокращает до 6 ″ с дополнительными наконечниками.Он сваривает от 1/8 ″ до 3/8 ″ с дополнительными наконечниками.
На горелку и регуляторы распространяется трехлетняя ограниченная гарантия. Включенные регуляторы включают надежные регуляторы Series 30 ™, регулятор ацетилена 30-15-510 и регулятор кислорода 30-100-540. Фонарь – качественный комплект, но в нем нет встроенных пламегасителей. Другие особенности включают в себя красивые очки с затемнением на 5 очков, 20-футовый шланг и фиксатор. Нападающий оставляет желать лучшего, но в целом комплект хорошего качества с очень подробным руководством по эксплуатации.Набор для резки доступен по действительно хорошей цене, особенно для продуктов Miller. Он идеально подходит для выполнения ряда средних производственных работ, включая сельскохозяйственные, ремонтные, автомобильные и любительские работы.
Технические характеристики
| Плюсы
Минусы
|
4.Комплект кислородно-ацетиленовой горелки Harris Ironworker 510
Harris, принадлежащий Lincoln Electric, – еще один известный бренд в мире оборудования для газокислородной резки. Этот комплект для средних нагрузок позволяет вырезать из коробки до 1 дюйма и пластину до 5 дюймов с дополнительными наконечниками. Он сваривает 1/8 ″ коробки до 1/2 ″ с дополнительными наконечниками. На регуляторы модели 801 510/540 предоставляется 7-летняя гарантия, а на все остальные компоненты – 1 год.
Это неполный комплект, потому что он не включает нагревательное приспособление и включает только одно сварочное приспособление, но он хорошо подходит для резки до 1 дюйма.Изолированная сумка для инструментов, входящая в комплект, является хорошим дополнением, и вы также получаете шланг класса R диаметром 20 дюймов, воспламенитель и защитные очки 5-го уровня.
В комплект не входят пламегасители, он оснащен обратными клапанами FlashGuard®. Жаль, что в комплект не входит пламегаситель ретроспективных эффектов, потому что, помимо этого, это качественный комплект. Режущие насадки и ручка горелки изготовлены профессионально, что делает этот комплект незаменимым за такие деньги.
Технические характеристики
| Плюсы
Минусы
|
5.Виктор Медалист 250 540/510
Victor Medalist 250 – еще одна очень популярная форма Victor средней грузоподъемности. Он похож на Performer, но есть несколько ключевых отличий. Во-первых, в отличие от Performer, здесь нет регуляторов Edge 2.0. Он содержит серию G250, которая все еще хороша, но не Edge 2.0 и имеет 7-летнюю гарантию по сравнению со сроком службы Edge2.0. Он также не имеет нагревательного устройства или встроенных пламегасителей. Он вырезает 1/2 дюйма из коробки, но режет только до 5 дюймов с дополнительными наконечниками, поэтому он немного менее тяжелый, чем большинство других резаков, которые режут до 6 дюймов.
Пара причин, по которым вы могли бы предпочесть Performer, – это 20-футовый шланг и эргономичный дизайн ручки. Шланг RM, поэтому он предназначен только для ацетилена. Ручка резака Wh511-C серии 400 – это удобная ручка, которую удобно держать, чтобы вы не поскользнулись. При той же цене, что и Performer, его стоит рассмотреть в качестве альтернативы.
Технические характеристики
| Плюсы
Минусы
|
6.Hobart Toughcut 770502 Кислородно-ацетиленовый комплект 540/510
Hobart Toughcut – популярный режущий комплект по конкурентоспособной цене. Он подходит для аналогичных комплектов для средних нагрузок с режущей способностью от 1/2 ″ до 6 ″ и сваривает от 3/32 ″ до 1 1/4 ″ с дополнительными наконечниками. Шланг представляет собой 20-футовый Т-образный шланг, который можно использовать с ацетиленом или пропаном, хотя пропановые наконечники в комплект не входят. Он поставляется с регуляторами CGA510 и CGA540, которые подходят, но не соответствуют стандартам Edge 2.0.
На него распространяется двухлетняя ограниченная гарантия, что намного ниже, чем у Victor, поэтому вам может быть лучше воспользоваться более длительной гарантией.Рукоятка горелки в порядке, оснащена предохранительными клапанами / обратными клапанами, а также поставляется с приличными сварочными очками оттенка 5. В целом это приличный комплект, но вам может быть лучше потратить несколько дополнительных долларов на Victor, чтобы получить более высокое качество и более длительную гарантию.
Технические характеристики
| Плюсы
Минусы
|
7.Комплект переносного резака ZENY
Лучшее за деньги
Этот комплект резака от ZENY – идеальный комплект для начинающих, стремящихся к газокислородной резке с ограниченным бюджетом. Он поставляется в виде полного комплекта для резки с 3 сварочными соплами (размеры 0, 2 и 4), нагревательным наконечником (размер № 6) и приспособлением для резака из латуни и стали, сертифицированным UL, который позволяет резать до 1/2 дюйма. или 6 дюймов с дополнительными наконечниками. Он поставляется с вашими стандартными регуляторами 510/540, которые кажутся достойными по качеству, хотя на этот продукт нет гарантии, а другие бренды имеют длительные гарантии на случай их поломки.Все это упаковано в довольно удобный футляр, который поможет при хранении и переноске. В целом, это отличный комплект, если у вас ограниченный бюджет, но вы хотите опробовать множество различных приложений за свои деньги.
Технические характеристики
| Плюсы
Минусы
|
Что искать в комплекте резака
Ручка горелки
Вы хотите, чтобы ручка фонаря была удобной и долговечной.Одна из лучших особенностей хорошей рукоятки – это наличие встроенного пламегасителя. Гасители обратного пламени – это предохранительное устройство, используемое для предотвращения возврата пламени обратно в трубу. Если его нет в рукоятке, между рукояткой резака и регулятором следует установить пламегасители. Обратные клапаны – это аналогичный элемент предохранительного оборудования, используемый в горелках для предотвращения обратного потока газов в шланг.
Регуляторы
Регуляторыподдерживают постоянное давление в баллоне и контролируют выпускаемый газ.Два основных типа регуляторов – одноступенчатые и двухступенчатые. Двухступенчатые регуляторы – более надежный вариант.
Регуляторыбывают разных размеров, и вам потребуется, чтобы они соответствовали размеру газовых баллонов. Большинство комплектов резаков поставляется с регулятором CGA510 для ацетилена и CGA540 для кислорода. Вам потребуются соответствующие клапаны бака, подходящие к регуляторам. Небольшие резервуары B для пайки и пайки будут иметь клапаны CGA300, поэтому они не подходят для большинства комплектов резаков для средних режимов работы.
Шланг
Регуляторы и горелка соединены шлангами. Обычно это двойной шланг с одной зеленой линией для кислорода и одной красной линией для ацетилена. Шланги бывают разной длины и толщины, убедитесь, что у вас есть достаточно длинный шланг, чтобы дотянуться до рабочего места из закрепленных газовых баллонов. Следует обратить внимание на шланги марок R & RM, которые подходят только для ацетилена, и сорта T, которые подходят для ацетилена и пропана.
Принадлежности
Обратите внимание на дополнительные принадлежности в комплекте резака, которые вам понадобятся для начала работы.Два ключевых предмета – это ударник хорошего качества для зажигания пламени и очки затемнения 5. Вы всегда должны использовать защитные очки или маску для защиты глаз от дуги. Большинство комплектов теперь включает пару очков 5-го оттенка.
Газовые баллоны
Газовые баллоны могут быть включены в ваш комплект резака, однако имейте в виду, что они должны быть сертифицированы, чтобы их можно было заправлять. Большинство онлайн-комплектов, включающих бензобаки, представляют собой водопроводные баки B, которые несовместимы с большинством резаков.
Марка
Тремя ведущими брендами комплектов резаков являются Victor, Smith и Harris. Виктор теперь принадлежит ЭСАБ, Харрис принадлежит Линкольну, а Смит принадлежит Миллеру. Все они являются ведущими производителями фонарей и признаны таковыми на протяжении многих лет.
подсказки
Тип наконечника резака зависит от толщины металла, который вы хотите резать. Ниже приведена справочная таблица режущих наконечников от Victor, в которой показаны размеры наконечников для каждой толщины металла.Например, для 1/32 дюйма вам понадобится наконечник 000.
Если у вас есть правильный режущий наконечник для вашего металла, вы можете использовать таблицу режущих наконечников, подобную приведенной ниже для Victor Series 1 Type 101, для установки давления газа.
См. Другие таблицы режущих насадок victor
Ацетилен или пропан
Вам нужно будет проверить, предназначен ли ваш комплект для ацетилена или пропана. В наборах потребуется режущий наконечник, регулятор и шланг, подходящие для пропана.
Ацетилен – предпочтительный вариант, если вы хотите сваривать низкоуглеродистую сталь с помощью горелки. Ацетилен дает пламя на 300 ° C горячее, что обеспечивает более быструю и чистую резку металла.
Пропан – более дешевый вариант, который хорошо подходит для экономичной резки металла, когда вам не нужно заниматься сваркой или пайкой.
Установка кислородно-ацетиленового набора
Посмотрите видео ниже, чтобы узнать, как настроить кислородно-ацетиленовый комплект.
Подробное руководство по кислородно-топливной (ацетиленовой) сварке
Вы можете сварить или соединить два куска металла различными способами; однако газовая сварка, или, как ее называют, кислородно-топливная сварка или кислородно-ацетиленовая сварка, является одним из старейших видов тепловой сварки, и даже сегодня газовая сварка является единственным процессом, который можно использовать при отсутствии электричества.
В этой статье мы обсудим следующие темы: что такое газовая сварка и как это делается, газосварочный аппарат и его части, горючие газы, используемые при газовой сварке, разница между газовой сварочной горелкой и газовой резакой, преимущества и ограничения газовой сварки, применение и соображения безопасности.
Что такое газовая сварка?Кислородная сварка, более известная как кислородно-ацетиленовая сварка, или газовая сварка, используется для газовой сварки и газовой резки.Сварка кислородно-ацетиленовым газом была впервые разработана и использована в 1903 году французскими инженерами Эдмоном Фушем и Шарлем Пикаром. Для повышения температуры пламени вместо обычного воздуха использовался чистый кислород. До появления дуговой сварки стержнями, покрытыми флюсом, газовая сварка была единственным доступным процессом для получения качественной сварки.
Газовую сварку можно определить как процесс сварки, при котором две металлические части свариваются путем нагрева пламенем, образованным при сгорании топливного газа с кислородом .Ацетилен является обычно используемым топливным газом, и когда правильные пропорции кислорода и ацетилена смешиваются в газовой сварочной горелке, вы получаете горячее пламя около 3200 ° C. Вы можете изменять соотношение ацетилена и кислорода, чтобы получить желаемый тип пламя. Газовая сварка может производиться с использованием присадочного материала или без него.
Другие горючие газы, такие как пропан, водород и природный газ, могут использоваться для сварки металлов с более низкой температурой плавления, таких как цветные металлы, а также для пайки твердым припоем и серебряной пайки.
Виды пламени при газовой сваркеТри представляют собой три различных типа пламени, такие как нейтральный / естественный, окислительный и науглероживающий.
Нейтральное пламя – Газосварщики используют нейтральное пламя в качестве отправной точки. В нейтральном пламени ацетилен полностью сгорает в кислороде и окружающем воздухе. Нейтральное пламя химически нейтрально. Это пламя состоит из двух частей: светло-голубого внутреннего конуса и темно-синего (переходящего в бесцветный) внешнего конуса.Кончик внутреннего конуса – самая горячая часть, и именно здесь ацетилен и кислород соединяются и горят. Нейтральное пламя содержит кислород и ацетилен в равных пропорциях, и это обычно используется для сварки.
Пламя науглероживания – Избыток ацетилена, добавленный к нейтральному пламени, создает пламя науглероживания. Пламя науглероживания имеет три зоны: более горячий внутренний конус, раскаленную добела зону (ацетиленовое перо) и внешний конус синего цвета.
Окислительное пламя – Избыточный кислород, добавленный к нейтральному пламени, создает пламя окислительного типа.Окислительное пламя горячее, чем два других пламени. Окислительное пламя обычно не является предпочтительным, поскольку оно создает нежелательные оксиды на металлах. Внутренний конус окислительного пламени приобретает пурпурный оттенок, а звук пламени становится резким.
Как делается газовая сварка?Газообразный кислород и ацетилен хранятся в баллонах высокого давления и имеют регуляторы давления для регулирования выхода газа. На каждом цилиндре есть два манометра.Газовые баллоны подключаются к сварочной горелке через качественные газовые шланги. Смешивание газов (кислорода и ацетилена) происходит в сварочной горелке. В процессе газовой сварки возникает излучение, поэтому необходимо надевать сварочные очки.
Смесь топливного газа (обычно ацетилена) и кислорода подвергается сгоранию. Он производит пламя с температурой 3200ºC (приблизительно), и этой температуры достаточно, чтобы расплавить стальные детали и сплавлять их вместе в прочное соединение.Как только пламя попадает на заготовку, высокая температура заставляет металл плавиться и образовывать сварочную ванну, и в этот момент металл может плавиться вместе с добавлением присадочного металла или без него. Можно использовать присадочный материал с флюсом, который помогает предотвратить окисление.
Зона сварочной ванны защищена от атмосферы внешней зоной пламени. Сварку следует завершить, медленно убрав пламя из сварного шва, дав ему достаточно времени для затвердевания без окисления.Пары газовой сварки, образующиеся во время сварки, могут быть из рабочего материала, присадочного материала и флюсов. Температура, возникающая при газовой сварке, намного ниже по сравнению с другими видами сварки, такими как дуговая сварка.
Газовая сварка обычно используется для сварки тонких листов, например автомобильных кузовов, а первоначальная стоимость оборудования невысока и доступна. Газовая сварка не является популярной для коммерческого использования или сварки толстых листов, поскольку качество сварки хуже по сравнению с другими видами сварки, такими как дуговая сварка.
К разным методам кислородно-ацетиленовой газовой сварки относятся прямая газовая сварка, обратная газовая сварка и вертикальная газовая сварка.
Прямая газовая сварка (также называемая газовой сваркой влево) – вы, как газосварщик, держите сварочную горелку в правой руке, присадочный стержень в левой руке и выполняете сварку, начиная справа и двигаясь влево. . Сварочную горелку и присадочный стержень можно держать под подходящим и удобным углом.
Обратная газовая сварка (также называемая правой газовой сваркой) – это похоже на прямую сварку, с той лишь разницей, что вы начинаете сварку слева и двигаетесь вправо. Сварочную горелку и присадочный стержень можно держать под подходящим и удобным углом.
Вертикальная сварка – При этом типе сварки вы держите сварочную горелку в правой руке, присадочный стержень в левой руке, и сварка будет идти снизу вверх.Заполняющий стержень движется впереди пламени. Сварка над головой и в вертикальном положении обычно выполняется медленнее, чем в горизонтальном положении.
Проволочная щетка используется для очистки зоны сварки до и после сварки, а отбойный молоток используется для снятия флюсового покрытия.
Различные топливные газы, такие как ацетилен, водород, бензин, пропилен и другие, используются в сочетании с кислородом для сварки или пайки. Каждый топливный газ имеет свои характеристики; Некоторые топливные газы могут гореть до высоких температур, а другие – нет.Выбор топливного газа зависит от типа проекта и работы. Наиболее часто используемым топливным газом является ацетилен, и многие люди используют фразу кислородно-ацетиленовая сварка вместо газовой сварки.
Давление газа при газовой сварке устанавливается в соответствии с рекомендациями производителя газовой горелки. Хороший газосварщик изменяет скорость сварки, чтобы поддерживать одинаковый размер сварного шва по всей длине сварного шва. Сварщик может регулировать действие газового пламени на поверхность металла шва, создавая мягкую, резкую или бурную реакцию (изменяя поток ацетилена и кислорода).Однако существуют ограничения относительно того, какой тип пламени можно использовать для сварки. Резкое, мощное пламя может сдувать расплавленный металл из сварочной ванны, а слишком мягкое пламя не будет стабильным.
Аппарат газосварочный и его частиПолный комплект газосварочного оборудования состоит из кислорода и топливного газа, хранящихся в отдельных баллонах, двух регуляторов давления и двух напорных шлангов (по одному на каждый баллон) и сварочной горелки.Два шланга соединяют два цилиндра со сварочной горелкой. Сварочную горелку также можно использовать для пайки и пайки путем смены сопел. Полный комплект оборудования размещен на тележке для удобства передвижения и переноски.
Различные части газосварочного оборудования:
Кислородный баллон (зеленого цвета) – Этот баллон содержит кислород, находящийся под давлением, которое требуется для сгорания.Кислородный баллон изготовлен из толстой стали, чтобы выдерживать давление. Баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Баллон с топливным газом (красный цвет) – Баллон с топливным газом изготовлен из толстой стали и полностью герметичен для предотвращения утечки сжатого топливного газа, хранящегося внутри баллона. Этот баллон имеет регулятор с двумя манометрами. Регулятор подключается к газовой горелке через качественный напорный шланг.
Регулирующие клапаны – Баллоны с кислородом и топливным газом имеют собственные регулирующие клапаны. Регулирующие клапаны регулируют количество газа, выходящего из баллона, и с помощью регулирующих клапанов; можно контролировать соотношение топливного газа и кислородной смеси.
Манометры – На каждом баллоне есть два манометра (кислородный и ацетиленовый). Один манометр показывает давление газа внутри баллона, а другой манометр показывает давление газа в шланге.
Шланги, соединяющие газовую сварочную горелку с газовыми баллонами – Шланги хорошего качества и выдерживают высокое давление. Шланг, соединяющий кислородный баллон и сварочную горелку, зеленый, а шланг, соединяющий баллон с ацетиленом и сварочную горелку, красный.
Смесительная камера – Смесительная камера является частью газовой сварочной горелки, и именно здесь топливный газ и кислород смешиваются вместе, прежде чем вытечь через сопло газовой сварочной горелки.Шланги от топливного и кислородного баллонов подключаются к камере смесителя. Кислород и ацетилен поступают в смесительную камеру через шланги, и каждый из них имеет по одному игольчатому клапану для ввода кислорода и ацетилена в смесительную камеру. Клапаны используются для точной настройки соотношения топливного газа и кислорода.
Газовая сварочная горелка – Газовая сварочная горелка – это смесь топливного газа и кислорода перед сгоранием. Сварочная горелка имеет смесительную камеру на одном конце и сопло на другом конце.
Смесь ацетилена и кислорода выходит из сопла для воспламенения (сварщик использует зажигалку). Будет набор сопел, которые можно установить на газовую сварочную горелку для различных применений. Газовая сварочная горелка предназначена для использования с медными соплами различных размеров (типа «лебединая шея»), что позволяет использовать пламя надлежащей интенсивности. Существует зависимость между толщиной свариваемого металла, размером сопла и скоростью сварки.
Пламегасители – Типовые пламегасители устанавливаются между шлангами и регулятором на цилиндре.Пламегаситель представляет собой предохранительное устройство и предотвращает попадание пламени, генерируемого « flashback », в газовый баллон. Основные причины обратных вспышек – перегрев газовой сварочной горелки или невозможность продуть шланги.
Цветовой код – Шланги и газовые баллоны, используемые при газовой сварке, имеют цветовую маркировку для облегчения идентификации. Ацетиленовый баллон и шланг, соединяющий ацетиленовый баллон и сварочную горелку, имеют красный цвет. Точно так же цвет кислородного баллона и шланга, соединяющего кислородный баллон и сварочную горелку, зеленый.
Топливные газы, используемые при газовой сваркеАцетилен – популярный топливный газ, используемый при газовой сварке, благодаря его благоприятным характеристикам пламени и высокой температуре. Другие используемые топливные газы – это бензин, водород, пропан (СНГ) и т. Д. Эти газы не обеспечивают достаточного количества тепла, необходимого для сварки; однако их можно использовать для пайки и пайки.
Ацетилен – Ацетилен – популярный топливный газ, используемый для газовой сварки и газовой резки.Из-за популярности ацетилена люди часто используют фразу «кислородно-ацетиленовая сварка» или «кислородно-ацетиленовая резка» вместо газовой сварки или газовой резки. Однако ацетилен нестабилен для подводной сварки или резки. Для подводной сварки или резки предпочтительнее использовать водород.
Бензин – Кислородно-бензиновые горелки работают довольно хорошо. Это особенно полезно в тех местах, где нет баллонного топливного газа. Режущая эффективность кислородно-бензинового пламени эквивалентна, а иногда и лучше, чем кислородно-ацетиленовое пламя.
Водород – Кислородно-водородное пламя подходит для сварки и резки алюминия. Вы можете получить температуру 2000ºC для водорода, смешанного с воздухом при атмосферном давлении, и 2800ºC, когда водород смешан с чистым кислородом в соотношении 2: 1. Из-за водородной хрупкости водород не используется для сварки стали и черных металлов. Водород можно использовать для подводной сварки и резки.
Пропан или СНГ (сжиженный нефтяной газ) – Оксипропан обычно используется для резки металла.Оксипропан не производит высоких температур, как оксиацетилен, и поэтому обычно не используется для сварки. Однако оксипропан режет быстрее, чем оксиацетилен, и края резки намного чище. Оксипропан предпочтительнее для нагрева и гибки. Пропан дешевле ацетилена и легко доступен; следовательно, для резки лома используется оксипропан. Для оксипропана можно использовать стандартную кислородно-ацетиленовую горелку; однако это не рекомендуется. Обычно используется специальная кислородно-пропановая горелка , которую намного легче зажечь и которая с меньшей вероятностью перегорит, чем при использовании кислородно-ацетиленовой горелки.
Другие используемые топливные газы: природный газ, бутан и пропилен.
Разница между газовой сварочной горелкой и газовой резкойГазовая сварочная горелка используется для газовой сварки и обычно работает путем сжигания равного объема топливного газа (ацетилена) и кислорода. Конструкция газовой сварочной горелки имеет два игольчатых клапана, позволяющих оператору точно регулировать (регулировать) поток ацетилена и кислорода в смесительную камеру (для подачи ацетилена и кислорода в равном соотношении).
Пламя достигает температуры 3200ºC (приблизительно), которой достаточно для плавления стали и других металлов. При необходимости добавляется присадочный металл.
(Газовая сварочная горелка)Газовая горелка для кислородно-ацетиленовой резки похожа на газовую сварочную горелку, имеет все свои особенности, за исключением того, что в качестве сопла используется специальное сопло для резки. Это режущее сопло имеет внешнее кольцо с отверстиями, через которые проходит кислородно-ацетиленовый газ, и отверстие в центре, через которое проходит дополнительный кислород.Рычаг управляет дополнительным потоком кислорода через отверстие в центре. Оператор может включить уровень, чтобы пропустить дополнительный кислород.
Этого рычага (для кислорода) на газовой сварочной горелке нет.
(Газовый резак)
Во время газовой резки металл нагревается до докрасна, и в этот момент поток кислорода увеличивается путем нажатия рычага.Повышенное количество кислорода вступает в реакцию с горячим металлом, заставляет металл окисляться и выделяет больше тепла, что способствует процессу резки.
Температура плавления оксида металла ниже температуры плавления разрезаемого металла (на 50% меньше). Когда металл нагревается, он превращается в расплавленный оксид металла и уходит из зоны резания. Однако часть оксида металла прилипает к поверхности реза в виде шлака, и его можно удалить молотком или шлифованием.
Все углеродсодержащие стали можно окислять и, следовательно, резать с помощью газового резака.Однако этот процесс газовой резки нельзя использовать для цветных металлов и нержавеющей стали.
Преимущества и недостатки газовой сваркиПреимущества
- Газовая сварка – это простой процесс, который легко освоить и использовать, и даже неопытный оператор может выполнять газовую сварку.
- Начальная стоимость газосварочного оборудования доступная. Газовая сварка экономична при ремонтных и строительных работах.
- Газосварочное оборудование очень компактно и отличается высокой портативностью, все оборудование умещается на тележке, и вы можете легко доставить его в нужное место.
- В отличие от других методов сварки, для газовой сварки не требуется электричество. Это делает его гибким, и вы можете использовать его даже в удаленных районах, где нет электросети.
- Газовая сварка может использоваться для сварки как черных, так и цветных металлов, а также может использоваться для пайки, пайки и нагрева.
- Вы можете использовать газосварочное оборудование для газовой резки, просто используя другую горелку.
- Газовая сварка подходит для сварки в ограниченном пространстве, поскольку для нее требуются только защитные очки (в отличие от защитных шлемов, необходимых для дуговой сварки).
- Когда дело доходит до сварки тонкостенных листов, например деталей кузова автомобилей, газовая сварка более подходит, чем другие методы сварки.
Ограничения
- Газовая сварка не подходит для сварки толстых секций из-за ограничения максимальной температуры.
- Газовая сварка не подходит для сварки вязких сталей.
- Максимальная температура, достигаемая при газовой сварке, намного ниже по сравнению с дуговой сваркой.
- Присадочный материал для газовой сварки не имеет специального флюсового покрытия (как при дуговой сварке).
- Обработка поверхности при газовой сварке неудовлетворительна, требуется вторичная чистовая обработка.
Газовая сварка находит свое применение во многих отраслях промышленности, и многие из них перечислены ниже.
- Газовая сварка используется в автомобильной промышленности для сварки кузова, деталей шасси и т. Д.
- Газовая сварка используется для сварки и соединения деталей из листового металла в самолетах.
- Вы можете увидеть ремонт кузовных деталей автомобиля, ремонт выхлопной трубы, сделанный в гараже вашего города с помощью газовой сварки.
- Газовая сварка подходит и экономична для сварки труб различного назначения.
- Газовая сварка может использоваться для сварки черных и цветных металлов.
- Газовая сварка больше подходит для ремонта дефектов серого чугуна по сравнению с дуговой сваркой. Область дефекта можно отшлифовать с помощью ручного шлифовального станка, предварительно нагреть до 600 ° C с помощью газовой сварки, а затем сварить газом с помощью чугунного прутка для наращивания площади.
- Миниатюрная газовая горелка и небольшие газовые баллоны находят свое применение при изготовлении ювелирных изделий.
- Когда газовые баллоны не используются, их следует хранить с закрытыми защитными крышками.
- Не производите газовую сварку или газовую резку в местах хранения легковоспламеняющихся предметов или товаров, особенно легковоспламеняющихся веществ, таких как нефть, газ, бензин и других легковоспламеняющихся предметов, таких как дерево, бумага и т. Д.
- Ацетилен при высоком давлении может быть опасен.
- Прежде чем приступить к газовой сварке, узнайте, как использовать оборудование и как регулировать подачу топливного газа и кислорода в смесительную камеру сварочной горелки.
- Всегда надевайте защитное снаряжение, такое как очки, обувь, фартук, защитный шлем и перчатки.Газовое пламя и расплавленный металл излучают излучение, поэтому защита глаз очень важна.
- Баллоны с ацетиленом и кислородом должны быть надлежащим образом размещены на тележке и не должны опрокидываться. Падение газовых баллонов может быть очень опасным, поскольку они хранятся под высоким давлением, а поврежденный регулирующий клапан (из-за опрокидывания) может выпустить газ под высоким давлением.
- Дым от газовой сварки не подходит для здоровья человека, поэтому в зоне газовой сварки должна быть установлена звуковая система вентиляции.При газовой сварке оцинкованных листов испарения могут быть очень вредными.
- В зоне газовой сварки или газовой резки должно быть достаточное количество противопожарного оборудования.
- Перед тем, как снимать регулятор с клапана баллона, закройте клапан баллона и выпустите газ, оставшийся в регуляторе.
- Цилиндры и шланги должны иметь различный цвет, чтобы их можно было различить. Баллон со сжиженным нефтяным газом / ацетиленом и шланг имеет красный цвет, а кислородный баллон и шланг – зеленый.Формы цилиндров тоже могут быть разными.
Несмотря на то, что сегодня доступно множество современных сварочных процессов, кислородно-ацетиленовая газовая сварка популярна даже сегодня для сварки тонких стальных листов (толщиной до 5 мм), для предварительного нагрева детали, для горячей гибки, для пайки / пайки и для выполнения различных работ. ремонтные работы. Низкая стоимость оборудования, портативность и низкий уровень квалификации сделали газовую сварку очень популярной.
Артикул:
Сварочные горелки | Линкольн Электрик
Выберите 5 продуктов для сравнения ПТА-9 – К1781-1, -3
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения PTA-9 Ultra-Flex – K1781-9
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17 – К1782-1, -2, -3, -4
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17Ф – К1782-10
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17ФВ – К1782-11, -13
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17В – К1782-6, -7, -8, -9
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения PTA-17 Ultra-Flex – K1782-12
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-26 – К1783-1, -2, -3, -4
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-26Ф – К1783-10
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-26ФВ – К1783-11, К2504-1
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-26В – К1783-7, -8, -9
Основные функции Горелки модели
Процесс TIG |
Выберите 5 продуктов для сравнения ПТВ-18 – К1784-1, -2
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТВ-20 – К1784-3, -4
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения 20Н-320-25Р – К4168-2
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17Ф – К1782-14, -18 Готовый пак
Основные функции
Процесс TIG |
Выберите 5 продуктов для сравнения ПТА-17Ф – К1782-15
Основные функции Горелки модели
Процесс TIG |
методов газовой сварки | Части сварочной горелки | Работа газовой сварки | Виды газовой сварки
Что такое газовая сварка?
Газовая сварка – это процесс, в котором две или более частей металла смешиваются или объединяются с использованием тепла, передаваемого теплом, возникающим при реакции кислорода и топливного газа.Газовую сварку еще называют газокислородной сваркой. Это называется кислородно-топливной сваркой, потому что в этом процессе наряду с горящим топливом используется кислород. В этом процессе тепло получает сгорание топливных газов. Когда топливный газ, такой как ацетилен (C2h3), смешивается с кислородом и воспламеняется с образованием температуры в диапазоне 3100 ° C.
В газовой сварке два баллона: –
- Один из топливных газов, бордового цвета.
- Второй – газообразный кислород и имеет черный цвет.
Оба цилиндра имеют регуляторы давления. Эти два цилиндра соединены со сварочной горелкой через газовую трубу.
Наиболее часто применяемым методом газовой сварки является кислородно-ацетиленовая сварка, поскольку при этой сварке температура пламени очень высока. После завершения процесса сварки флюс используется для раскисления и очистки металла шва. Этот флюс затвердевает и образует шлаковую пленку на свариваемом металле.
Также читайте: Электрохимическая обработка | Электрохимическая обработка | Строительство электрохимической обработки
Методы газовой сварки:
Существует четыре основных типа газовой сварки:
№1.Техника прямой или левой сварки
В этом способе сварки сварка начинается с правой стороны и продолжается с левой стороны. При использовании этого метода сварочная горелка находится в правой руке, а присадочный стержень – в левой.
Наконечники горелки образуют угол от 60 до 70 градусов, а присадочные стержни образуют угол 30-40 ° от металлических пластин, которые необходимо сваривать. Этот метод сварки используется для изготовления стальных листов без пятен толщиной до 3 мм и кромок толщиной до 6 мм.
№2. Техника прямой или обратной сварки
В методе сварки справа сварка начинается с левой стороны и продолжается с правой стороны. При использовании этих методов сварщик держит сварочную горелку в правой руке, а присадочный стержень – в левой. Пламя горелки образует угол 40–50 градусов, а присадочные стержни образуют угол 30–40 градусов с металлической пластиной, которую необходимо сваривать.
Эти способы сварки используются для сварки стальных листов толщиной 6 мм.Этот метод позволяет получить более прочные, плотные и плотные сварные швы.
№3. Вертикальный сварочный аппарат
При вертикальной сварке сварка начинается снизу и движется вверх. Свариваемые металлические пластины в этой технике укладываются вертикально. Сварочные горелки и присадочные стержни получают колебательное движение при использовании этой техники сварки.
Пламя фонаря образует угол 25–90 градусов, а присадочные стержни образуют угол 30 градусов с пластиной вертикалей.Для сварки пластин толщиной более 5 мм требуется два сварщика.
№4. Сварочная техника Linde
Сварка Линд применяется для стыковой сварки стальных труб. В этой технике используется больше ацетиленового пламени. Две свариваемые трубы разделяются под углом 70 градусов и свариваются с интервалом около 2,5 мм. Во время этого процесса сварки трубы непрерывно вращаются, так что шов остается только в горизонтальном положении. В этой технике для сварки труб используется настоящая сварка.
Также читайте: Работа карбюратора Solex | Карбюратор Solex | Конструкция карбюратора Solex | Типы карбюраторов Solex
Детали сварочной горелки:
Следующие части сварочного аппарата: –
№1. Цилиндры
Два типа газа находятся под давлением в двух разных стальных баллонах. Этот цилиндр всегда следует безопасно использовать в вертикальном положении. Когда баллон не используется, баллон необходимо накрыть крышкой клапана.
№2. Регуляторы давления
Для сварки кислород и ацетилен требуются при низком давлении, но в баллонах они заполняются при высоком давлении. Следовательно, требуется регулятор давления для регулирования давления кислорода и ацетилена до того, как они достигнут смесительной камеры.
№3. Факелы
Горелка имеет ручку клапана подачи кислорода и топливного газа и камеру смешения. Внутри ручки есть трубки, по которым протекают кислород и топливный газ.
№4. Камера смешивания
В этой камере смешиваются кислород и топливный газ.В этой смесительной камере соотношение кислорода и топливного газа смешивается в соответствии с требуемым типом пламени. При сварке используются три типа нейтрализации пламени, окисления или науглероживания.
№ 5. Регулирующие клапаны
В данной горелке доступны два регулирующих клапана. Один для кислорода, а другой для топливного газа. Этот регулирующий клапан используется для управления камерой смешения кислорода или топливного газа.
№ 6. Газовые шланги
Газовые шланги используются для передачи кислорода и топливного газа от баллона к сварочной горелке.Эти шланги имеют цветовую маркировку для облегчения идентификации. Эта цветовая кодировка варьируется от страны к стране.
Например: – В США кислородный шланг зеленый, а дуэльный – красный, а в Великобритании кислородный шланг синий, а шланг топливного газа красный.
№ 7. Сопло
Из этого сопла вырабатывается смесь кислорода и ацетилена. Смесь этих газов выходит из сопла под давлением и воспламеняется ударником.
№ 8.Очки и перчатки
При газовой сварке защитные очки и перчатки используются для защиты оператора, выполняющего сварку. Они используются для защиты рук и глаз сварщика от излучения и тепла от тепла.
Также читайте: Разница между балкой и балкой | Что такое балка? | Что такое балка?
Работа газовой сварки:
Во-первых, все газосварочное оборудование установлено правильно и тщательно. После этого регулируемое давление газа и кислорода подается в горелку, где они должным образом перемешиваются.Смесь топливного газа и кислорода воспламеняется ударником. Затем пламя горелки регулируется различными клапанами, имеющимися в сварочной горелке.
Клапаны работают соответственно в зависимости от типа пламени. Если требуется нейтральное пламя, оба клапана открываются одинаково. Если требуется окислительное пламя, кислородный клапан открывается больше, а если требуется карбонизирующее пламя, клапан топливного газа открывается больше.
Пламя устанавливается как нейтральное, окисленное и науглероживающееся, в зависимости от металла, его толщины и некоторых других условий сварки.После этого пламя сварочной горелки передается по линии между двумя металлическими пластинами.
В случае металлических пластин присадочный стержень также используется для создания ванны расплавленного материала, который заполняет зазор между границами раздела двух металлических пластин.
Заполняющие стержни движутся вместе с пламенем. Присадочные стержни располагаются под углом от 30 ° до 40 ° в зависимости от используемой техники сварки. После перемещения пламени и присадочного стержня по линии границ раздела двух металлических пластин, части сопряжения металлических пластин и двух металлических пластин соединяются вместе из-за плавления и замерзания присадочного стержня.
Также читайте: Детали слоттера | Типы игровых автоматов | Приводной механизм долбежного станка | Операции со слоттером
Виды газовой сварки:
Виды газовой сварки: –
№1. Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка, смесь газообразного ацетилена и газообразного кислорода, используется для питания сварочной горелки. Эти газовые смеси ацетилена и кислорода обеспечивают самую высокую температуру пламени из всех смесей кислородно-топливного газа.
№2. Кислородно-бензиновая сварка
Если кислородно-бензиновая сварка более эффективна, чем кислородно-ацетиленовая сварка при резке стальных листов горелкой, бензин можно подавать в ручной насос с цилиндром высокого давления.
№3. МАПП газовая сварка
MAPP, полная форма метилацетиленпропадиеновой нефти, представляет собой газовую смесь, которая более инертна, чем другие газовые смеси. Поскольку MAPP более инертен, чем другие смеси, он более безопасен, чем другие смеси.Так как MAPP также может использоваться при высоком давлении, его можно использовать для операций резания в больших объемах.
№4. Сварка бутаном / пропаном
Температура пламени бутана и пропана ниже, чем у ацетилена. Эти два газа также дешевле и их легче транспортировать. Этот вид сварки больше используется для гибки, пайки и нагрева. Сварка пропаном требует другого типа наконечника горелки, чем наконечник инжектора, поскольку пропан – тяжелый газ.
№ 5.Водородная сварка
Водород также можно использовать при более высоких давлениях, чем другие типы сварки, описанные выше. Поскольку водород можно использовать под высоким давлением, он используется при подводной сварке. Некоторое водородное сварочное оборудование работает за счет электролиза, разбрызгивая воду, используемую в процессе сварки, на водород и кислород. Он также используется в процессе изготовления украшений.
Также читайте: Коробка передач с раздвижной сеткой | Части редуктора со скользящей сеткой | Строительство раздвижной сетки | Работа редуктора с скользящей сеткой
Типы пламени в газовой сварке:
Типы пламени при газовой сварке: –
№1.Естественное пламя или нейтральное пламя
Большинство сварочных процессов выполняется с использованием этого пламени. Это называется естественным пламенем, потому что при сварке этим пламенем не происходит химической реакции. Кроме того, это пламя производит очень мало дыма.
Нейтральное пламя содержит в равном объеме кислород и газообразное топливо. В этом пламени два конуса. Цвет внутреннего конуса белый, а цвет внешнего конуса красный. Он используется для сварки низкоуглеродистой стали, нержавеющей стали, чугуна, меди, алюминия и т. Д.
№2. Пламя науглероживания
Это пламя называется науглероживанием, потому что при сварке этим пламенем образуется карбид металла. Если металл, поглощающий углерод, сваривается с использованием этого пламени, свойства металла изменятся.
Это пламя более дымное и тихое. Возгорается, используется больше горючего газа, чем кислорода. Отношение кислорода к горючему газу в этом пламени составляет 3: 2. Кембриджское пламя имеет три конуса или области: внутренний конус белый, промежуточный конус красный, а внешний конус синий.Пламя науглероживания используется в среднеуглеродистой стали, никеле и т. Д. Это пламя используется в металлах, которые не поглощают углерод, или в ситуациях, когда требуется поглощение углерода.
№3. Окислительное пламя
В этом окисленном пламени содержание кислорода больше, чем содержание топливных газов по объему. Имеет две зоны, два конуса; Первый называется внутренним конусом и имеет белый цвет. Внутренняя часть очень светлая. Другой называется внешним конусом и имеет синий цвет.Размер внутреннего конуса в окислительном пламени намного меньше, чем его размер в естественном или нейтральном пламени. У него больше тепла, чем у нейтрального пламени.
Если для сварки требуется больше плавок, мы используем окислительное пламя, в котором температура внутреннего конуса слишком высока. Окислительное пламя используется для сварки медных сплавов, таких как латунь, бронза и т. Д. Окислительное пламя не следует использовать для сварки металлов, таких как цинк, медь, марганцевая сталь, чугун и т.д.
Также читайте: Котел Velox | Строительство котла Velox | Принцип работы котла Volex | Работа котла Volex
Преимущества газовой сварки:
- Легко переносится.
- Это очень дешево и очень доступно.
- Легко обслуживается и ремонтируется.
- Это простое оборудование.
- Он самодостаточен и не полагается на другое оборудование.
Недостатки газовой сварки:
- Скорость соединения металла увеличена, поэтому скорость сварки низкая.
- Для работы с этими машинами требуется опытный оператор.
- Плотность мощности низкая.
- Зоны термического влияния большие.
- Газовая сварка не рекомендуется для сварки активных и тугоплавких металлов, таких как титан и цирконий.
Применение газовой сварки:
- Соединяет тонкие материалы.
- Используется для соединения черных и цветных металлов.
- При производстве листового металла применяется газовая сварка.
- Применяется в авиастроении.
Понравился пост? Поделитесь этим с вашими друзьями!
Рекомендуемое чтение –
TIG против горелки – TM Technologies
Я преподаю металлообработку более 25 лет, и многие из моих учеников убеждены, что у меня даже нет TIG, поскольку я такой сторонник горелки.Не правда. Определенно есть время для использования TIG, но для большей части моей работы резак, как правило, лучший выбор. Это не значит, что это лучший выбор для вас, по крайней мере, не всегда. Это действительно зависит от того, что вам нужно делать. Если, как и я, вы обнаружите, что работаете с металлом, который нужно согнуть, прокатить, забить молотком или придать ему определенную форму (восстановление автомобилей или самолетов, строительство резервуаров, ремонт и т. Д.), То вы действительно оцените силу сварные швы, получаемые при газовой сварке (вы можете чертовски хорошо работать с металлом, чего нельзя делать со сварочными швами TIG, которые могут треснуть, сломаться или протечь).А если вам нужно паять или паять, то вам понадобится горелка.
Многие считают, что газокислородная сварка устарела. Они дезинформированы. Есть много причин, по которым каждый год в мире продается так много газосварочных установок. Три основных причины – универсальность, цена и портативность. Приличный TIG может легко обойтись вам в 1200 долларов. Хорошая сварочная горелка (включая шланги, регуляторы и наконечники) стоит около 250 долларов плюс стоимость аренды бака. Горелка может выполнять большую часть работы, которую может выполнять TIG, и много задач, которые не может выполнять TIG.(Забудьте тащить свой TIG назад на сорок, чтобы починить эту сломанную часть трактора.) Хотя и резак, и TIG используются для тонкой работы (где детали имеют такое же значение, как внешний вид и прочность), закройте Тщательная проверка показала мне, что у каждого процесса есть как преимущества, так и недостатки. Позвольте мне объяснить, что я имею в виду.
Все спрашивают меня, каковы будут результаты соревнований Torch vs.TIG. Это “мужская штука”. Вот что признают опытные сварщики, когда их спрашивают о таких вещах, как скорость, металлы, толщина, деформация и проплавление.
Для стали при толщине от 0,032 до дюйма резак и TIG примерно равны по скорости, но резак может иметь лучшее проникновение в трубки 4130. На более толстых секциях сварка TIG идет быстрее из-за стартового тепла . Искажения почти такие же.
Для алюминия от 0,032 до 3/16 дюйма горелка выигрывает при проплавке, и TIG должен сваривать обе стороны, или ему требуется постоянная обратная продувка инертным газом во время операции сварки. Деформация равна или немного лучше с факелом.Горелка безоговорочно выигрывает по скорости и сопротивлению утечкам на резервуарах. У TIG есть проблемы с плотностью сварного шва, потому что он кипит алюминий внутри сварного шва, вызывая больше утечек в алюминиевых резервуарах.
Нержавеющая сталь от 0,032 до 1/8 дюйма имеет выигрыш в сварке TIG с небольшим искажением и значительным преимуществом по очистке. Проникновение на трубках и плоских деталях одинаковое (если для сварки TIG используется резервный флюс или задняя стенка). продувка).
Чугун дает горелке большой выигрыш с точки зрения обрабатываемости и скорости благодаря предварительному нагреву, необходимому для сварки чугуна.Ремонт ГБЦ на редких 4-клапанных головках Harley или Indian действительно заставит вас идти в ногу со временем. Кроме того, резак выигрывает в отношении пористости – если использовать правильный флюс и очки.
Для меди , от 0,032 “до 0,090”, TIG выигрывает при зачистке, если он может проникать, в противном случае горелка выигрывает по проникновению, и оба одинаковы по искажению. TIG выигрывает по скорости.
TIG выигрывает у титана и некоторых сплавов алюминия, таких как 5086 и 5083 .Горелка успешно использовалась для сварки магния до ноября 1942 года, когда Нортруп изобрел «Heliarc» для решения проблемы избытка кислорода в пламени горелки, который мог вызвать горение магния.
Что может сделать резак, чего не может сделать TIG? TIG – это не пусковой механизм для горячей гибки, отжига, нормализации 4130, пайки твердым припоем, серебряной пайки и пайки. И забудьте о попытках использовать TIG в ветреную погоду. Так что, если вам нужно починить металлический забор или лодку, лучше надейтесь, что не будет ни малейшего дуновения ветерка.(Если вы можете вынести свой TIG во двор, чтобы починить их.)
Итак … подытоживая, есть много случаев, когда я даже не думаю, прежде чем беру факел в руки. С другой стороны, бывают случаи, когда я останавливаюсь и обсуждаю время, необходимое для настройки TIG для операции сварки. Обычно на тяжелых вещах я беру TIG. Имейте в виду, что малейшие признаки грязи или масла испортят вашу TIG-сварку (например, ремонт выхлопных труб, картера или старого алюминиевого листа). Да поможет вам Бог, если вы решите использовать TIG в таких случаях! Для тех, кто настроен соревноваться, я закончу грязную работу и свой обед еще до того, как TIG закончится даже на полпути.И я время от времени вкладываю в это деньги.
Зачем использовать ацетилен для сварки
Сварка – важный производственный процесс в различных отраслях обрабатывающей промышленности. Существуют разные виды сварочных операций. Один из важных видов – газовая сварка. При этом типе сварки тепло, необходимое для процесса, вырабатывается за счет сгорания кислорода и ацетилена. Иногда вместо ацетилена используют водород, бутан и пропан. Комбинация кислорода и ацетилена для резки металлов используется примерно с 1906 года.За прошедшие годы ацетилен получил признание как один из самых безопасных, но при этом самых сильных сварочных газов. Но растет заблуждение, что пропан – лучший сварочный газ, чем ацетилен. В этом посте рассказывается о различиях между этими газами и подробно обсуждаются преимущества, которые дает ацетилен.
Газовая сварка – разница в 4 градуса между пропаном и ацетиленом
Ниже приведены основные различия между пропаном и ацетиленом:
1. Температура пламени: Пропан дает температуру пламени ~ 2800 градусов Цельсия при сжигании в кислороде. .Ацетилен вместе с кислородом дает температуру пламени ~ 3100 градусов по Цельсию. Эта высокая температура пламени делает ацетилен подходящим выбором для газовой сварки стали.
2. Сварка: При сжигании в кислороде ацетилен образует зону восстановления, которая легко очищает поверхность металла. Однако у пропана нет восстановительной зоны. Это свойство делает его непригодным для сварки. Сегодня кислородно-ацетиленовая сварка применяется для высокопрочных сталей.
3. Безопасность: Эффективность ацетилена при использовании с кислородом очень высока.Это означает, что газы, особенно кислород, служат дольше. Таким образом, меньше манипуляций с цилиндром.
4. Экономические преимущества: Ацетилен имеет меньшую стехиометрическую потребность в кислороде по сравнению с пропаном. Соотношение объемов пропана составляет 4,3: 1, тогда как для ацетилена оно составляет 1,2: 1. Это означает, что при использовании пропана потребляется больше кислорода, чем при использовании ацетилена.
Все вышеупомянутые различия позволяют предположить, почему ацетилен предпочтительнее пропана. Хотите узнать больше о преимуществах кислородно-ацетиленовой сварки при газовой сварке? В следующем разделе это обсуждается подробно.
3 причины, по которым ацетилен идеально подходит для сварки
Следующие пункты помогут вам понять, почему с 1906 года для сварки предпочитают ацетилен.
1. Безопасное топливо: Безопасность является важным приоритетом в большинстве обрабатывающих производств. . Поскольку ацетилен легче воздуха, вероятность его накопления на низком уровне очень редка. Это свойство делает его безопасным для использования на любом перерабатывающем предприятии или в подземных применениях.
2. Превосходное качество сварки: Ацетилен является самым горячим топливным газом в сочетании с кислородом.В правильных условиях это делает ацетилен идеальным для сварки различных стальных материалов.
3. Экономия денег: Кислородно-ацетилен хорошо известен своей гибкостью и подходит для различных операций механической обработки, других сварочных операций, таких как пайка, резка и т.д. цилиндры для сварки доступны в различных размерах. Эта гибкость делает их легкими в получении и транспортировке по сравнению с другими топливными газами.
Rexarc – один из ведущих производителей оборудования для наполнения ацетиленовых баллонов для сварки. Команда Rexarc поможет вам разобраться в спецификациях и дополнительных преимуществах использования ацетилена для газовой сварки.
Комплект газовой сварочной горелки DHC 2000
Переносная кислородно-ацетиленовая горелка для сварки и резки
Уникальная конструкция горелки с пистолетной рукояткой DHC 2000 позволяет выполнять высокопрочную сварку и резку практически любого металла, даже таких сложных материалов, как алюминий и нержавеющая сталь. сталь с ограниченным опытом оператора и обучением.DHC 2000 также расширяет возможности сварки обычных материалов. Например, вы можете сваривать и резать тончайшие листы с минимальными искажениями или без них.Горелка укомплектована всем необходимым для сварки, пайки и резки практически любых материалов. В комплект входят: корпус горелки, обычные сварочные насадки, приспособления для резки листового металла и пластин, направляющие колеса для режущих наконечников, очистители для наконечников, DVD-диск с инструкциями и подробное руководство по эксплуатации.
- В течение 30 лет названия производителей включают: Detroit, Cobra, Henrob и Dillon.
- Горелка DHC2000 режет сталь как плазменная сварка, как TIG.
- Сваривает самые сложные металлы, включая алюминий, нержавеющую сталь, хромомолибден, чугун, листовой металл и другие.
- Вызывает меньшую деформацию, чем MIG, и дает прекрасные мягкие сварные швы, идеально подходящие для индивидуальных работ.
- Требуется всего 4 фунта на квадратный дюйм для кислорода и ацетилена.
- Экономия газа до 50% – 70%.
- Произведено в США с 1982 года, на него действует пожизненная гарантия.