Бесцентровое наружное шлифование: технология и применение
Бесцентровое наружное шлифование отличается тем, что обрабатываемые заготовки получают вращение и шлифуются без крепления в центрах, причем базой при шлифовании является обрабатываемая поверхность. Бесцентровое шлифование — наиболее механизированный и производительный процесс, который легко может быть автоматизирован.
При бесцентровом наружном шлифовании (рис. 1) оба круга вращаются в одну сторону с разными скоростями: рабочий круг — со скоростью 30-35 м/с, ведущий — со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой заготовки является нож со скошенным краем, находящийся между рабочим и ведущим кругами. Нож устанавливается так, чтобы центр заготовки находился выше или ниже линии центров кругов. Заготовки, расположенные на одной оси с кругами, будут получаться некруглой формы. Большинство заготовок шлифуется при их установке выше линии центров, за исключением длинных тонких деталей типа прутков, центр которых располагается ниже линии центров. В этом случае заготовки силами резания прижимаются к поверхности ножа, и процесс шлифования протекает более спокойно, без выбрасывания заготовок из зоны шлифования.
В этом случае заготовки силами резания прижимаются к поверхности ножа, и процесс шлифования протекает более спокойно, без выбрасывания заготовок из зоны шлифования.
Положение ведущего круга по отношению к рабочему кругу можно изменять, устанавливая ведущий круг под разными углами (0-6о). Это дает возможность ведущему кругу при сквозном шлифовании (угол поворота ведущего круга при предварительном шлифовании 2,5-6о, при окончательном 1-2о) выполнять роль подающего механизма, а при врезном шлифовании (угол поворота ведущего круга не более 0,5о) обеспечивать плотный прижим заготовки к упору.
Обрабатываемая заготовка, расположенная между кругами и опирающаяся на поверхность ножа, вращается со скоростью ведущего круга. Вращение заготовки происходит благодаря силам трения между ней и ведущим кругом в направлении, обратном вращению ведущего круга. Разность скоростей рабочего круга и обрабатываемой заготовки обеспечивает процесс шлифования.
При бесцентровом наружном шлифовании обработка производится с продольной подачей заготовки врезным шлифованием, а также шлифованием с продольной подачей до упора (рис. 2). При шлифовании с продольной подачей заготовки (рис. 2а) скорость продольной подачи определяется по формуле S=V*sina, м/мин, где V — скорость ведущего круга, м/мин, а — угол поворота ведущего круга или наклона опорного ножа в градусах.
При шлифовании с продольной подачей, наиболее распространенном методе бесцентрового шлифования, заготовка пропускается в зазор между рабочим и ведущим кругами, равный диаметру заготовки минус толщина слоя, снимаемого за один проход. Этим методом обрабатываются заготовки цилиндрической формы (кольца шарикоподшипников, поршневые пальцы, цилиндрические ролики подшипников, трубы, шпильки и т. д.).
При обработке заготовок, длина которых меньше высоты кругов, необходимо стремиться к тому, чтобы в рабочей зоне станка заготовки проходили непрерывным потоком без зазора между ними. Это создает устойчивую работу станка, обеспечивает получение стабильных размеров деталей, равномерный износ рабочего и ведущего кругов. При шлифовании заготовок, длина которых во много раз превышает высоту кругов, тяжелых заготовок большого диаметра, а также узких колец, имеющих высоту значительно меньшего диаметра, необходимо применять специальные механизмы, непрерывно подающие заготовки в зону обработки.
Это создает устойчивую работу станка, обеспечивает получение стабильных размеров деталей, равномерный износ рабочего и ведущего кругов. При шлифовании заготовок, длина которых во много раз превышает высоту кругов, тяжелых заготовок большого диаметра, а также узких колец, имеющих высоту значительно меньшего диаметра, необходимо применять специальные механизмы, непрерывно подающие заготовки в зону обработки.
В тех случаях, когда форма заготовок не позволяет использовать продольную подачу (клапаны, болты, шейки крестовин карданного вала и другие ступенчатые детали), применяют врезное шлифование (рис. 2б). При таком шлифовании заготовка опирается па нож и получает вращение от ведущего круга. Удаление припуска с обрабатываемых поверхностей производится перемещением ведущего круга перпендикулярно оси заготовки со скоростью ее поперечной подачи. По окончании шлифования ведущий круг вместе с ножом и заготовкой отводится от рабочего круга и производится смена заготовки. Этот вид шлифования легко поддается автоматизации процесса за счет использования специальной формы ведущего круга и применения механизмов для автоматической загрузки и разгрузки рабочей зоны бесцентровошлифовальных станков.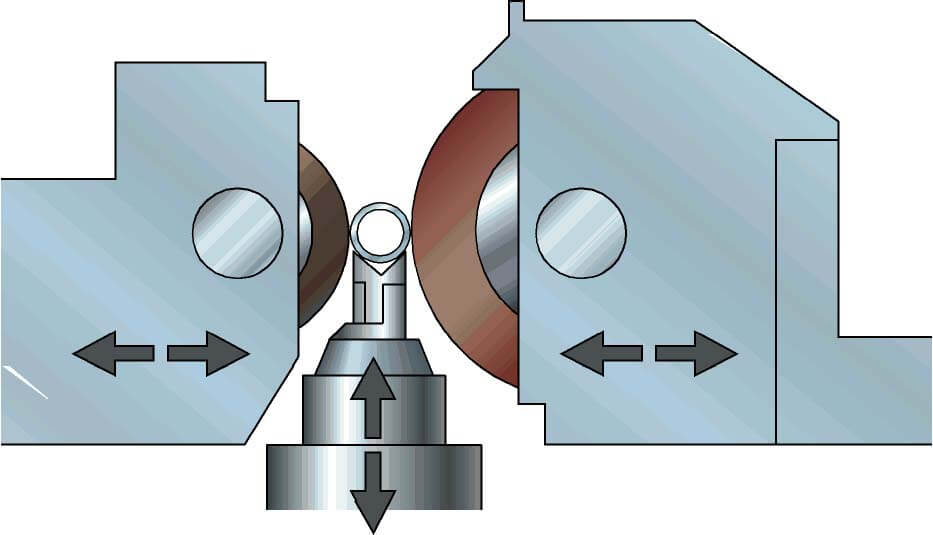
Врезное шлифование широко используется при одновременной обработке шеек ступенчатых заготовок, когда необходимо обеспечить высокую их концентричность, а также при обработке заготовок сферических и других профилей. Часто в этом случае используются многокруговые наладки, в которых набор шлифовальных кругов монтируется на специальных фланцах, с установкой втулок высотой, соответствующей нешлифуемым участкам заготовок.
Шлифование заготовок этим методом ведется при различных подачах и глубинах резания. В начале процесса большая часть припуска удаляется с повышенной подачей на глубину, затем подача на глубину уменьшается. В конце обработки заготовка шлифуется без подачи на глубину. При врезном шлифовании количество переходов меньше, чем при шлифовании с продольной подачей, так как на предварительных переходах возможно удаление больших припусков.
Промежуточное положение между рассмотренными способами бесцентрового шлифования занимает шлифование с продольной подачей до упора (рис. 2в). Так обрабатываются заготовки с поверхностями, ограничивающими прохождение заготовок между кругами: болты, клапаны со стеблем и тарелкой, ступенчатые валики большей, чем высота круга, длины и т. п. При подходе к упору каретка суппорта и ведущий круг отводятся от рабочего круга, и заготовка удаляется из рабочей зоны выталкивателем.
2в). Так обрабатываются заготовки с поверхностями, ограничивающими прохождение заготовок между кругами: болты, клапаны со стеблем и тарелкой, ступенчатые валики большей, чем высота круга, длины и т. п. При подходе к упору каретка суппорта и ведущий круг отводятся от рабочего круга, и заготовка удаляется из рабочей зоны выталкивателем.
Для шлифования наружных поверхностей заготовок в качестве рабочих кругов применяются круги типа ПП наружным диаметром 250-750, высотой 40-250 мм и более на керамической связке, а в качестве ведущих — круги типа ПП наружным диаметром 200-350 мм, высотой 40-200 мм на вулканитовой или бакелитовой связках. В редких случаях, когда необходимо, чтобы один из крепежных фланцев был спрятан в выточке, применяются круги типа ПВ наружным диаметром 500-600 мм.
Для небольших бесцентровошлифовальных станков в качестве рабочих кругов применяются круги типа ПВД наружным диаметром 250-300, высотой 75-100 мм, в качестве ведущих — круги этого типа на вулканитовой и бакелитовой связках диаметром 300-350, высотой 100-275 мм.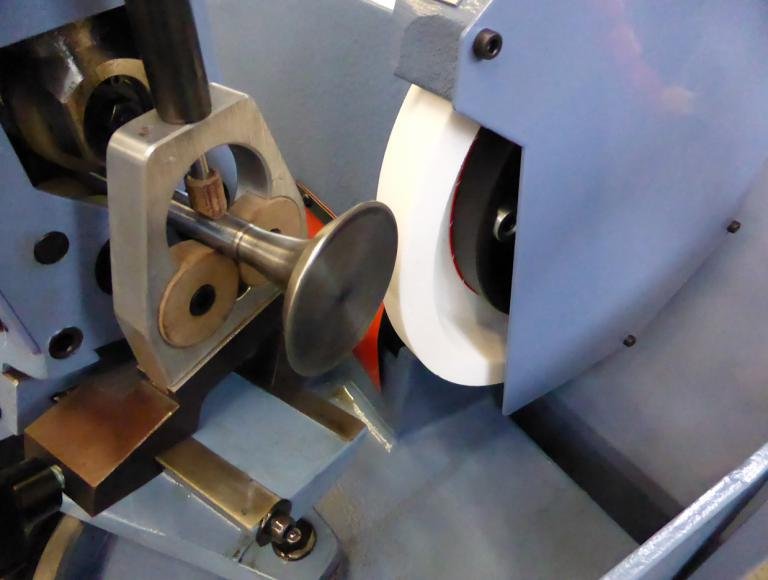 Наличие выточки с двух сторон круга позволяет применять более короткий шпиндель для его крепления и почти полностью спрятать фланцы в выточке.
Наличие выточки с двух сторон круга позволяет применять более короткий шпиндель для его крепления и почти полностью спрятать фланцы в выточке.
В настоящее время при шлифовании заготовок диаметром до 15 мм вместо ведущих кругов на вулканитовой связке успешно применяются чугунные и дюралюминиевые ролики. Металлические ведущие ролики имеют высокую стойкость между правками: не меньшую, а в ряде случаев даже большую, чем круги на вулканитовой связке. Их применение обеспечивает высокую производительность труда и способствует сокращению расхода алмазных инструментов (металлические ролики правятся на требуемый профиль твердосплавными резцами, в то время как для правки вулканитовых кругов применяются только алмазные инструменты).
Жесткость технологической системы (станок — шлифовальный круг — заготовка — ведущий кpyг) при бесцентровом шлифовании в 1,5-2 раза выше, чем при круглом шлифовании заготовок, установленных в центрах, и тем более в патроне. Поэтому при бесцентровом шлифовании режимы резания соответственно повышаются в 1,5-2 раза, значительно облегчается обработка нежестких заготовок (тонких валов, сверл и т. п.), обеспечивается высокая стабильность размеров партии обработанных заготовок, уменьшаются припуски на шлифование из-за базирования заготовок по обрабатываемой поверхности и их самоцентрирования при обработке. При бесцентровом шлифовании значительно уменьшается вспомогательное время, связанное с установкой, выверкой на станке и снятием заготовки. При шлифовании с продольной подачей вспомогательное время практически сводится к нулю, так как процесс обработки заготовок осуществляется непрерывным потоком. Все это делает бесцентровое шлифование одним из самых производительных и эффективных видов наружного шлифования заготовок.
п.), обеспечивается высокая стабильность размеров партии обработанных заготовок, уменьшаются припуски на шлифование из-за базирования заготовок по обрабатываемой поверхности и их самоцентрирования при обработке. При бесцентровом шлифовании значительно уменьшается вспомогательное время, связанное с установкой, выверкой на станке и снятием заготовки. При шлифовании с продольной подачей вспомогательное время практически сводится к нулю, так как процесс обработки заготовок осуществляется непрерывным потоком. Все это делает бесцентровое шлифование одним из самых производительных и эффективных видов наружного шлифования заготовок.
В настоящее время бесцентровое шлифование получает еще большее развитие и применение благодаря увеличению рабочей скорости круга до 60 м/с. Так, увеличение рабочей скорости кpугa с 30 до 60 м/с при врезном шлифовании уменьшает шероховатость обработанных поверхностей примерно на один класс, позволяет увеличить до 2 раз скорость поперечной подачи ведущего круга и соответственно увеличить глубину резания, повышает за счет уменьшения износа круга коэффициент шлифования в 1,5-3 раза. С повышением рабочей скорости кругов наблюдается снижение погрешностей геометрической формы обрабатываемых поверхностей за счет уменьшения сил резания и увеличения устойчивости процесса шлифования. Повышение рабочей скорости круга позволяет сократить цикл бесцентрового шлифования до 2-4 раз по сравнению с обычно применяемым процессом шлифования при рабочей скорости круга ~30 м/с.
С повышением рабочей скорости кругов наблюдается снижение погрешностей геометрической формы обрабатываемых поверхностей за счет уменьшения сил резания и увеличения устойчивости процесса шлифования. Повышение рабочей скорости круга позволяет сократить цикл бесцентрового шлифования до 2-4 раз по сравнению с обычно применяемым процессом шлифования при рабочей скорости круга ~30 м/с.
Бесцентровая шлифовка в Москве (Шлифовальные работы)
- Россия
- Москва
- Шлифование
 org/ListItem”>
Шлифовальные работы
Бесцентровая шлифовка в Москве
org/ListItem”>
Шлифовальные работы
Бесцентровая шлифовка в Москве
Цена: Цену уточняйте
за 1 ед.
Описание товара
Бесцентровая шлифовка – оказываем услуги.
Услуги, похожие на Бесцентровая шлифовка
Вы можете оформить заявку на «Бесцентровая шлифовка» в компании «Станкоагрегат, ОАО» через торговую площадку BizOrg. На сегодня предложение находится в статусе “в наличии”.
Плюсы «Станкоагрегат, ОАО»
специальное предложение по сервису и цене для пользователей площадки BizOrg;
своевременное выполнение своих обязательств;
разнообразные способы оплаты.
Ждем Вашего звонка!
Часто задаваемые вопросы
- Как оформить заказ?Чтобы оформить заказ на «Бесцентровая шлифовка» свяжитесь с компанией «Станкоагрегат, ОАО» по контактным данным, которые указаны в правом верхнем углу страницы.
 Обязательно укажите, что нашли компанию на площадке BizOrg.
Обязательно укажите, что нашли компанию на площадке BizOrg. - Где посмотреть более полную информацию о компании «Станкоагрегат, ОАО»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на интересную Вам вкладку с описанием.
- Предложение описано с ошибками, номер телефона не отвечает и т.п.Если у вас возникли проблемы при работе с «Станкоагрегат, ОАО» – сообщите идентификаторы компании (137607) и товара/услуги (697127) в нашу службу технической поддержки.
 Обязательно укажите, что нашли компанию на площадке BizOrg.
Обязательно укажите, что нашли компанию на площадке BizOrg.Служебная информация
«Бесцентровая шлифовка» относится к категории: «Шлифовальные работы».
Предложение появилось на сайте 06.07.2017, дата последнего обновления – 06.07.2017.
За все время предложение было просмотрено 432 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Станкоагрегат, ОАО цена услуги «Бесцентровая шлифовка» может не быть окончательной ценой оказания услуги. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Станкоагрегат, ОАО по указанным телефону или адресу электронной почты.
Телефоны:
+74991705601,1714323
+74991714323
Купить бесцентровую шлифовку в Москве:
ш. Перовское, д. 21
Бесцентровая шлифовкаБесцентровые шлифовальные станки | Бесцентровые шлифовальные станки Glebar Precision
Круг интересов * -Область интереса-Бесцентровое микрошлифованиеЭлектрохимическое шлифование (ECG)Service
Country * Country AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Мальвинские острова)Фарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-Би ssauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian Territory , ОккупированныйПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-Бартелемиостров Святой Елены, Вознесения и Тристан-да-Кунья Saint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные Штаты Малые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбияЗападная Уоллис и Футуна0003
Ремонт бесцентровых шлифовальных машин, поиск и устранение неисправностей, восстановление
БЕСЦЕНТРОВЫЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ ЗАПАСНЫЕ ЧАСТИ И КОМПОНЕНТЫ OEM Устранение неполадок и ремонт бесцентровых шлифовальных машин Нужна помощь? Сделать запрос Специализируясь на бесцентровых шлифовальных станках Cincinnati Milacron, мы стремимся предоставить клиентам превосходные продукты и услуги. Наши опытные специалисты позаботятся о том, чтобы ваша кофемолка работала с максимальной производительностью долгие годы.
Специализируясь на бесцентровых шлифовальных станках Cincinnati Milacron, мы стремимся предоставить клиентам превосходные продукты и услуги. Наши опытные специалисты позаботятся о том, чтобы ваша кофемолка работала с максимальной производительностью долгие годы. Подробнее
У нас есть полный ассортимент запасных частей для всех моделей бесцентровых шлифовальных станков Cincinnati, таких как валы шпинделя, башмаки подшипников, держатели алмазов и многое другое. Детали производятся в соответствии со стандартами OEM или превосходят их. На нашем складе имеется широкий ассортимент запасных частей, готовых к немедленной отгрузке, по конкурентоспособной цене.
Узнать больше
Узлы Twingrip, регулирующие колесные арки, узлы для правки и многое другое. Это некоторые из компонентов, которые мы держим на складе в Centerless Grinding Solutions. На наши компоненты распространяется полная гарантия, и они доступны при обмене или прямой покупке.
Узнать больше
Если вам нужны рабочие диски, алмазы, охлаждающая жидкость, шлифовальные и регулирующие круги, мы можем помочь.
Узнать больше
Решения для бесцентрового шлифования предлагают обширный список опций, которые сделают вашу шлифовальную машину намного лучше. Будь то переход на сервопривод для повышения точности, замена штатной коробки передач на сервопривод для большей округлости или установка линейных направляющих, мы являемся вашим комплексным решением, позволяющим вывести вашу бесцентровую шлифовальную машину на уровень 21 века.
Узнать больше
Ваша машина не работает? У вас проблемы с производством? Не смотрите дальше! Обслуживание и устранение неполадок всех бесцентровых шлифовальных станков Cincinnati действительно является нашей специальностью. Наши опытные технические специалисты помогут вам быстро возобновить работу и производить детали лучше, чем раньше. Мы также проводим программы профилактического обслуживания и обучения.
Узнать больше
Безопасность является ключевой задачей в этой отрасли. Комплексная программа обучения по бесцентровому шлифованию разработана специально для вашей компании. Программа включает в себя надлежащие меры безопасности, теоретические занятия и практические занятия для инженеров-технологов, обслуживающего персонала и операторов.
Узнать больше
Что говорят люди
Наша компания ставит безопасность во главу угла, при бесцентровом шлифовании существует множество областей для ошибок. Я использую программу обучения Centerless Grinding Solution, чтобы информировать своих операторов по технике безопасности, эксплуатации и техническому обслуживанию станков. Их углубленное обучение стоит вложений и рассматривается как дополнительное преимущество, которое помогает мне нанимать новых специалистов по бесцентровым шлифовальным станкам.
– Адриан С. (GE Transport, Пенсильвания)
Centerless Grinding Solutions — единственная компания по ремонту бесцентровых шлифовальных станков, в которую я обращаюсь.
