TOS BUC 63 A Бесцентрово-шлифовальный станок Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Расстояние между центрами 4000 мм
диаметр шлифования 630 мм
Максимум. Продольный ход 4450 мм
Шлифовальный круг:
Диаметр 750 мм
Ширина 100 мм
Диаметр отверстия 305 мм
ширина шлифовального круга 125 мм
Вес заготовки по центрам макс. 2500 кг
Скорость шлифовального круга:
количество (шагов) 2
от 840 об / мин
до 970 об / мин
Угловое смещение -10 / +30 °
Продолжительность зажигания 0-60 сек.
Головка шпинделя заготовки:
скорости:
число (шаги)
от 435 об / мин
Диапазон поворота +90 °
Угловое смещение стола 4 °
Скорость стола:
бесступенчатый
от 0,05 м / мин
до 3,6 м / мин
Напряжение 50 Гц 3x 400 Вольт
Общая требуемая мощность 31 кВА
Масса станка около 17400 кг.

Габаритные размеры станка:
Длина 12000 мм
Ширина 3360 мм
Различные аксессуары:
Система охлаждающей жидкости
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Макс. длина обраб. детали | 4000 mm |
| Макс. вес между центрами | 2500 kg |
| ЧПУ | Нет |
| Тип ЧПУ | – |
| Диаметр шлифовального круга | 750 mm |
| Ширина шлифовального круга | 100 mm |
| Глубина отверстия шлифовального круга | 305 mm |
| Скорость шлифовального круга | 970 rpm |
| ——————- | |
| Вес | 17400 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Дилер |
| Активный с | 2014 |
| Предложения онлайн | 186 |
| Последняя активность | 4 марта 2023 г. |
Описание
Расстояние между центрами 4000 мм
диаметр шлифования 630 мм
Максимум. Продольный ход 4450 мм
Шлифовальный круг:
Диаметр 750 мм
Ширина 100 мм
Диаметр отверстия 305 мм
ширина шлифовального круга 125 мм
Вес заготовки по центрам макс. 2500 кг
Скорость шлифовального круга:
количество (шагов) 2
от 840 об / мин
до 970 об / мин
Угловое смещение -10 / +30 °
Продолжительность зажигания 0-60 сек.
Головка шпинделя заготовки:
скорости:
число (шаги)
от 435 об / мин
до 2800 об / мин
Диапазон поворота +90 °
Угловое смещение стола 4 °
Скорость стола:
бесступенчатый
от 0,05 м / мин
до 3,6 м / мин
Напряжение 50 Гц 3x 400 Вольт
Общая требуемая мощность 31 кВА
Масса станка около 17400 кг.
Габаритные размеры станка:
Длина 12000 мм
Ширина 3360 мм
Различные аксессуары:
Система охлаждающей жидкости
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Макс. длина обраб. детали | 4000 mm |
| Макс. вес между центрами | 2500 kg |
| ЧПУ | Нет |
| Тип ЧПУ | – |
| Диаметр шлифовального круга | 750 mm |
| Ширина шлифовального круга | 100 mm |
| Глубина отверстия шлифовального круга | 305 mm |
| Скорость шлифовального круга | 970 rpm |
| ——————- | |
| Вес | 17400 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Дилер |
| Активный с | 2014 |
| Предложения онлайн | 186 |
| Последняя активность | 4 марта 2023 г. |
Модель MT1040A Бесцентрово-шлифовальный станок с ЧПУ / Шлифовальные станки с высокой точностью, высокой жесткостью, производители и поставщики – Цена по прейскуранту завода-изготовителя
Бесцентровый шлифовальный станок представляет собой разновидность станка без использования осевого позиционирования заготовки и шлифования, в основном с помощью шлифовального круга и регулировочного круга и механизма поддержки заготовки три, которые служили в качестве шлифовального круга, управляя работой шлифовального круга, регулируя вращение заготовка и контроль скорости подачи заготовки, опора заготовки находится в шлифовании, эти три части, поддерживающие заготовку, могут комбинироваться с несколькими методами, но останавливают шлифовку, за исключением того же принципа.
ЗапросТеперь говорите
Бесцентрово-шлифовальный станок M1040
Бесцентровый шлифовальный станок представляет собой разновидность станка без использования осевого позиционирования заготовки и шлифования, в основном с помощью шлифовального круга и регулировочного круга и механизма поддержки заготовки три, которые служили в качестве шлифовального круга, управляя работой шлифовального круга, регулируя вращение заготовка и контроль скорости подачи заготовки, опора заготовки находится в шлифовании, эти три части, поддерживающие заготовку, могут комбинироваться с несколькими методами, но останавливают шлифовку, за исключением того же принципа.
Бесцентрово-шлифовальный станок с укорочением поперечного размера особенно удобен для использования в небольшом пространстве для установки и может удовлетворить требования упрощения и экономии места для различных производственных линий. Поскольку узел правки шлифовального круга расположен на шлифовальном круге в наклонном положении вниз, нет необходимости оставлять место для узла правки шлифовального круга на боковой стороне шлифовального круга, которая наиболее тесно связана с поперечным размером шлифовального круга. традиционная бесцентровая шлифовальная машина. В результате поперечный размер бесцентрового шлифовального станка может быть значительно уменьшен, а шлифовальный станок может быть установлен в небольшом установочном пространстве, чтобы соответствовать требованиям упрощения и экономии места для различных производственных линий.
Шлифовальный станок, применяемый для шлифования вращающейся поверхности заготовки методом бесцентрового шлифования, обычно относится к бесцентровым круглошлифовальным станкам. В непреднамеренном кругло-шлифовальном станке (см. схему) заготовка находится не в центре и опоре, а между кругом и направляющим колесом, опираясь на пластину и направляющий круг. Шлифовальный круг обычно устанавливается на конце шпинделя. Шлифовальный круг шириной более 250 миллиметров устанавливается посередине главного вала, а максимальная ширина шлифовального круга составляет до 900 миллиметров. Шлифовальный круг вращается с высокой скоростью, а направляющий диск вращается с медленной скоростью, заставляя заготовку вращаться для подачи по окружности. При шлифовании осевая подача достигается за счет регулировки небольшого угла наклона направляющего вала, что подходит для шлифования длинных и тонких цилиндрических заготовок, коротких валов и гильз без центрального отверстия. При входе в шлифование радиальная подача осуществляется за счет движения направляющей рамы или рейки шлифовального круга, что подходит для шлифования заготовки с плечевыми валами или бобышками, а конус, сфера или другие первичные линии являются криволинейными деталями.
В непреднамеренном кругло-шлифовальном станке (см. схему) заготовка находится не в центре и опоре, а между кругом и направляющим колесом, опираясь на пластину и направляющий круг. Шлифовальный круг обычно устанавливается на конце шпинделя. Шлифовальный круг шириной более 250 миллиметров устанавливается посередине главного вала, а максимальная ширина шлифовального круга составляет до 900 миллиметров. Шлифовальный круг вращается с высокой скоростью, а направляющий диск вращается с медленной скоростью, заставляя заготовку вращаться для подачи по окружности. При шлифовании осевая подача достигается за счет регулировки небольшого угла наклона направляющего вала, что подходит для шлифования длинных и тонких цилиндрических заготовок, коротких валов и гильз без центрального отверстия. При входе в шлифование радиальная подача осуществляется за счет движения направляющей рамы или рейки шлифовального круга, что подходит для шлифования заготовки с плечевыми валами или бобышками, а конус, сфера или другие первичные линии являются криволинейными деталями. Бесцентрово-шлифовальный станок имеет более высокую производительность, и в нем легко реализовать автоматизацию со всеми видами загрузочно-разгрузочных устройств. Большинство из них используются для массового производства и могут эксплуатироваться менее квалифицированными рабочими. Точность шлифования бесцентрового шлифовального станка обычно следующая: округлость составляет 2 микрона, размерная точность составляет 4 микрона, а высокоточный бесцентровый шлифовальный станок может достигать 0,5 микрона и 2 микрона соответственно. Кроме того, существуют непреднамеренные внутришлифовальные станки и непреднамеренные винтовые шлифовальные станки. Бесцентровый шлифовальный станок может автоматически обрезаться и автоматически компенсироваться. Направляющая подачи направляющего колеса представляет собой направляющее колесо с двойным V-образным игольчатым роликом, а серводвигатель используется для компенсации шлифовального круга шлифовальным кругом. Станок оснащен механизмом автоматической подачи, который можно использовать для автоматического шлифования.
Бесцентрово-шлифовальный станок имеет более высокую производительность, и в нем легко реализовать автоматизацию со всеми видами загрузочно-разгрузочных устройств. Большинство из них используются для массового производства и могут эксплуатироваться менее квалифицированными рабочими. Точность шлифования бесцентрового шлифовального станка обычно следующая: округлость составляет 2 микрона, размерная точность составляет 4 микрона, а высокоточный бесцентровый шлифовальный станок может достигать 0,5 микрона и 2 микрона соответственно. Кроме того, существуют непреднамеренные внутришлифовальные станки и непреднамеренные винтовые шлифовальные станки. Бесцентровый шлифовальный станок может автоматически обрезаться и автоматически компенсироваться. Направляющая подачи направляющего колеса представляет собой направляющее колесо с двойным V-образным игольчатым роликом, а серводвигатель используется для компенсации шлифовального круга шлифовальным кругом. Станок оснащен механизмом автоматической подачи, который можно использовать для автоматического шлифования.
Упаковка и доставка
Упаковка: машина хорошо упакована в фанерный/картонный ящик
Доставка: морем, экспресс или другим способом
Заводская упаковка с ламинированной упаковкой, хорошей конструкционной прочностью, хорошей стабильностью, качественной светосилой, высокой интенсивностью, хорошей эластичностью и ударной вязкостью. Устойчива к ударам и вибрации.
Упаковочная машина с водонепроницаемой, влагостойкой, предотвращающей появление царапин, полностью растворяющейся в воде, нетоксичной, не загрязняющей окружающую среду, с ламинированной упаковкой и доставкой.
Если вы ищете модель mt1040a с высокой точностью, высокой жесткостью и бесцентровым шлифовальным станком с ЧПУ / шлифовальными станками, приглашаем вас проконсультироваться с ценой и предложением на нашем заводе. Как один из профессиональных производителей и поставщиков шлифовальных станков в Китае, мы также предлагаем вам индивидуальное обслуживание. Пожалуйста, будьте свободны, чтобы купить дешевую машину, сделанную в Китае, на складе у нас.
Как один из профессиональных производителей и поставщиков шлифовальных станков в Китае, мы также предлагаем вам индивидуальное обслуживание. Пожалуйста, будьте свободны, чтобы купить дешевую машину, сделанную в Китае, на складе у нас.
E-mail: [email protected]
Интернет:http://www.changyigrinder.com
Бесцентрово-шлифовальные станки.
Бесцентрово-шлифовальные станки работают двумя методами – шлифованием на проход со сквозной подачей, когда обрабатываемая деталь, помимо вращательного движения, имеет и осевое перемещение между кругами и шлифование врезанием с поперечной подачей.
Данные станки применяются в условиях серийного и массового производства для обработки гладких цилиндрических поверхностей с продольной сквозной подачей и для обработки цилиндрических, конических и фасонных поверхностей методом врезания с поперечной подачей , сразу по всей их длине. Характеристики наиболее распространенных бесцентрово-шлифовальные станков даны в таблице 2
На
рисунке 7 представлен общий вид
бесцентрово-шлифовального станка. Станок состоит из следующих составных
частей: станины 1, головки 4, шлифовального
круга 5, головки 8, ведущего круга 6,которые
и осуществляют основную работу –
шлифование детали. Для правки шлифовального
круга алмазом имеется приспособление
3, правка ведущего круга производится
приспособлением 7. Для перемещения
головки 8 ведущего круга 6 имеется штурвал
11.
Станок состоит из следующих составных
частей: станины 1, головки 4, шлифовального
круга 5, головки 8, ведущего круга 6,которые
и осуществляют основную работу –
шлифование детали. Для правки шлифовального
круга алмазом имеется приспособление
3, правка ведущего круга производится
приспособлением 7. Для перемещения
головки 8 ведущего круга 6 имеется штурвал
11.
Таблица 2
Наиболее распространенные типы бесцентрово-шлифовальных станков
Наименование станка | Модель | Главный параметр | Главное движение | Мощность, кВт | Масса, кг | ||
Наибольший диаметр отверстия, мм | Скорость кругов | ||||||
шлифовального, м/с | ведущего, об/мин | ||||||
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3Д180 | 6 | 35 | 40-500 | 1,5 | 1,6 | |
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3М180 | 25 | 33 | 7-320 | 7,3 | 3,4 | |
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3М184 | 80 | 35 | 1-290 | 5,3 | 6 | |
Рисунок 5 Схемы обработки на бесцентрово-шлифовальном станке
а – напроход; б,в –
врезанием.
Вращение шлифовального круга 5 и ведущего круга 6 производится от электродвигателя 2 через ряд передач. Обрабатываемая деталь свободно помещается на опорном ноже между двумя кругами, вращающимися в одну и туже сторону.
Рисунок 6 Установка детали при бесцентровом шлифовании
Обрабатываемая деталь устанавливается на станке несколько выше оси кругов (рисунок 6). Высота установки детали над линией центров кругов hоказывает влияние на получение правильной цилиндрической формы обрабатываемой детали.
Величина hвыбирается в зависимости от диаметра обрабатываемой детали в пределах от 1 до 12 мм.
При установке детали точно по оси h=0 имеет место отклонение профиля детали от окружности, получается огранка (псевдоокружность), напоминающая в сечении профиль многоугольника.
При
установке детали выше оси образуется
V-образная опорная рабочая
зона, которая обеспечивает большую
округлость деталей. Для получения
правильной цилиндрической формы
обрабатываемой детали немаловажную
роль играют и погрешности в настройке
станка.
Рисунок 7 Общий вид бесцентровочно-шлифовального станка
Шлифовальный круг обычно имеет одну скорость вращения, а ведущий круг имеет несколько различных чисел оборотов.
Головка ведущего круга допускает поворот на некоторый угол. Величина угла поворота круга устанавливается по шкале 9 (смотри рисунок 7). Рукоятка 10 служит для перемещения ведущего круга при работе методом поперечной подачи. Работа на бесцентрово-шлифовальных станках характеризуется высокой производительностью, которая повышает в несколько раз производительность работы на обычных круглошлифовальных станках.
Уменьшается время на установку, проверку и снятие деталей, отпадает необходимость в зацентровке деталей, что зачастую позволяет уменьшить припуск на шлифование, так как деталь самоцентрируется по обрабатываемой поверхности.
Необходимо
указать, что при бесцентровом шлифовании
деталей с имеющимся в них отверстием
нельзя добиться точной концентричности
внутренней и наружной поверхности. В
таких случаях обработку отверстий
производят после бесцентрового
шлифования, используя за базу наружную
отшлифованную поверхность.
В
таких случаях обработку отверстий
производят после бесцентрового
шлифования, используя за базу наружную
отшлифованную поверхность.
Кроме того, обработку цилиндрических деталей с продольными пазами и канавками, если они временно не заделаны ложными вкладышами, на бесцентрово-шлифовальных станках осуществить невозможно.
Диаметр деталей, обрабатываемых бесцентровым шлифованием, находится в пределах 1–250 мм. Шлифующие круги применяются формы ПП и диаметром в среднем 400–600 мм.
Высота кругов выбирается от 40 до 200 мм.
Рабочие шлифующие круги применяются на керамической и вулканитовой связках, а ведущие круги – на вулканитовой или бакелитовой связках.
TG-12X4 (0,5 — 38 мм)
Главная » Шлифовальные » Бесцентрово-шлифовальные » С абразивным кругом »
Бесцентрово-шлифовальный станок с программируемым контроллером TG-12X4
ВИДЕО
Станок предназначен для обработки деталей малых диаметров типа тел вращения методом врезного и сквозного шлифования. Станок отличается высокой точностью — 0,0025 мм и подходит для получения сверхгладких поверхностей на малых диаметрах. Станок компактный — легко размещается на площади 1,2 кв м.
Станок отличается высокой точностью — 0,0025 мм и подходит для получения сверхгладких поверхностей на малых диаметрах. Станок компактный — легко размещается на площади 1,2 кв м.
Ещё одна отличительная характеристика этого станка – его широкая универсальность; станок был специально разработан для решения широкого спектра технологических задач в сочетании с максимальной простотой управления:
- Станок переналаживается в течение считанных минут, что позволяет производить обработку различных деталей в течение одной рабочей смены;
- Быстрое переключение режимов обработки с врезного шлифования на шлифование напроход;
- Возможность обработки широкой гаммы материалов;
- Смена шлифовального круга в течение 5 минут;
- В стандартную комплектацию станка входит балансировочная оправка, а также устройство микроразмерной регулировки
Технические характеристики:
| Параметры | Ед.изм. | Значение |
| Минимальный диаметр обработки (для врезного и сквозного шлифования) | мм | 0,5 |
| Максимальный диаметр обработки (для врезного и сквозного шлифования) | мм | 38 |
| Минимальная длина обработки не больше | мм | 20 |
| Максимальная длина обработки не меньше | мм | 70 |
| Максимальный размер шлифовального круга (ø × Ш) | мм | 304 х 102 |
| Максимальный размер подающего круга (ø × Ш) | мм | 152 х 102 |
| Максимальная мощность привода | кВт | 5,5 |
| Частота вращения шлифовального круга | об/мин | 2040 |
| Скорость вращения шлифовального круга | м/с | 32,5 |
| Частота вращения подающего круга | об/мин | 20-500 (бесступенчато) |
| Угол поворота подающего круга | ° | ±5 |
| Радиальное биение шпинделя не хуже | мкм | 1 на радиус |
Точность: не хуже IT6 по ISO.
Шероховатость обработанной поверхности: не хуже Ra 0.63.
ОПИСАНИЕ КОНСТРУКЦИИ СТАНКА:
Шпиндель шлифовального круга:
Консольная компоновка прецизионного шпинделя шлифовального круга обеспечивает лёгкий доступ оператора к смене круга и его настройке. Для обеспечения высокой точности используется 3 парные дуплексные опоры, состоящие из радиально-упорных подшипников класса 7 по ABEC. Благодаря использованию подшипников с предварительным натягом не требуется времени для разогрева шпинделя. Подшипники имеют смазку на весь срок службы, а также лабиринтные уплотнения с обоих концов корпуса шпинделя, исключающие загрязнения подшипников в процессе работы. Шпиндельный узел встроен в корпус передней бабки из нормализованного чугуна со снятыми внутренними напряжениями, что обеспечивает отсутствии вибрации в процессе работы.
Алмазное правящее устройство:
Для обеспечения точной правки каждый круг имеет универсальное гидравлическое однокристальное алмазное правящее устройство. Копировальное устройство повторяет профиль шаблона, разработанного отдельно для каждой детали. Копировальное устройство смонтировано на каретке вместе с держателем алмаза и гильзой. Каретка имеет гидравлический привод и регулируемую прижимную планку, и перемещается по прецизионным направляющим ласточкин хвост. Перемещение алмаза вместе с гильзой контролируется с помощью микрометрической шкалы с шагом 0,025 мм. Копировальное устройство подаётся на шаблон при помощи рычага мультипликатора подъёма и опускания кулачка. Положение алмаза контролируется гильзой, передающей форму шаблона кругу.
Копировальное устройство повторяет профиль шаблона, разработанного отдельно для каждой детали. Копировальное устройство смонтировано на каретке вместе с держателем алмаза и гильзой. Каретка имеет гидравлический привод и регулируемую прижимную планку, и перемещается по прецизионным направляющим ласточкин хвост. Перемещение алмаза вместе с гильзой контролируется с помощью микрометрической шкалы с шагом 0,025 мм. Копировальное устройство подаётся на шаблон при помощи рычага мультипликатора подъёма и опускания кулачка. Положение алмаза контролируется гильзой, передающей форму шаблона кругу.
Для прижима копировального устройства правщик круга имеет спиральную пружину. Для более точного воспроизведения формы шаблона используется правщик с пневматическим сенсором, что позволяет регулировать силу прижима следящего устройства при помощи манометра и клапана.
Производитель предлагает также экономичную автоматическую систему правки круга на основе шаблона и пневматического правщика. Оператор может запрограммировать количество циклов, а правщик автоматически выполнит программу. Эта опция особенно важна для формирования глубоких профилей шлифовального и подающего кругов, при этом отпадает необходимость постоянного присутствия оператора при правке кругов. Имеется также версия устройства правки с полноценным ЧПУ.
Эта опция особенно важна для формирования глубоких профилей шлифовального и подающего кругов, при этом отпадает необходимость постоянного присутствия оператора при правке кругов. Имеется также версия устройства правки с полноценным ЧПУ.
Конструкция сборочный узел подающего круга высокой точности:
Имеет 2 дуплексные пары радиально-упорных подшипников класса 7 по ABEC, установленные попарно с каждой стороны подающего круга. Особенность конструкции данного узла состоит в том, что подшипники никогда не открываются во время операции замены подающего колеса или его регулировки. Для предотвращения попадания инородных тел в корпуса подшипников камера, где они установлены, имеет постоянное избыточное воздушное давление. Такая конструкция обеспечивает долгий срок службы подшипников и улучшенные точностные характеристики.
Установочные движения станка:
Станина станка и плита с верхними салазками имеет направляющие, при этом перемещение верхних салазок контролируется с помощью микрометрической шкалы с шагом 0,025мм. Установочные движения регулируются с шагом 0,0025 мм. Возможно использование стеклянной микрометрической шкалы для позиционирования с точностью 0,00025 мм. На нижних салазках ласточкин хвост установлен опорный нож. Вторая часть салазок на ласточкином хвосте позволяет фиксировать опорный нож по отношению к подающему кругу, как для врезного шлифования, так и для сквозного шлифования.
Установочные движения регулируются с шагом 0,0025 мм. Возможно использование стеклянной микрометрической шкалы для позиционирования с точностью 0,00025 мм. На нижних салазках ласточкин хвост установлен опорный нож. Вторая часть салазок на ласточкином хвосте позволяет фиксировать опорный нож по отношению к подающему кругу, как для врезного шлифования, так и для сквозного шлифования.
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ СТАНОК мод. UC-1206NC, пр-ва Тайвань
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ СТАНОК мод. UC-1206NC, пр-ва Тайвань
НАЗНАЧЕНИЕ:
Бесцентрово-шлифовальные станки предназначены для шлифования наружных цилиндрических поверхностей. При шлифовании наружных поверхностей заготовку (ряд состыкованных заготовок) помещают между двумя абразивными кругами — шлифовальным (режущим) и ведущим и прижимают к опорному ножу. Вследствие наклонной установки ведущего круга за счет сил трения заготовка не только вращается, но и поступательно перемещается (продольная подача). Поперечную подачу осуществляют также ведущим кругом.
Поперечную подачу осуществляют также ведущим кругом.
Шпиндели шлифовального и ведущего кругов изготовлены из NiCrMo сплава, закаленного и отшлифованного, имеющего высокую прочность и точность исполнения. Подшипники выполнены из гидростатического баббита, обеспечивающего длительный срок службы.
Гидравлическим устройством правки оборудованы и шлифовальный, и ведущий круги (в стандартной комплектации). При этом скорость правки может легко регулироваться. Простой и удобный пульт управления обеспечивает управление всеми необходимыми функциями и выполнен из надежных комплектующих.
Существует три модификации этих станков:
– с индексом S: с сервоприводом для ведущего круга;
– с индексом NC: с цифровым контроллером с сенсорной панелью для цикличного управления шлифовкой;
– с индексом CNC: с системой ЧПУ Fanuc 0i-M c возможностью управления от одной до шести осей в автоматическом режиме.
Среди опциональных аксессуаров для этих станков доступны: автоматический погрузчик и разгрузчик; гидравлическая автоподача; электрический или пневматический экстрактор круга, а также много других устройств.
Подача по координате Z – ШВП С1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Модель |
Модель |
UC-1206NC |
|
Параметры шлифования |
Диаметр шлифуемой заготовки (со стандартным люнетом) |
1-30 мм |
|
Диаметр шлифуемой заготовки (со специальным люнетом) |
30-50 мм |
|
|
Инкремент автоматической подачи (для модели NC) |
0.001-9.99 мм |
|
|
Шлифовальный круг |
Размер шлифовального круга |
305x150x120 мм |
|
Частота вращения шлифовального круга |
1900 об/мин |
|
|
Правильное устройство |
2 мм (на 1 оборот) |
|
|
Ведущий круг
|
Размер ведущего круга |
205x150x90 мм |
|
Частота вращения ведущего круга |
15-310 об/мин |
|
|
Ручные перемещения градуировка |
4 мм (на 1 оборот) |
|
|
Угол поворота ведущего круга |
± 5° |
|
|
Угол наклона оси ведущего круга |
+5 ÷ -3° |
|
|
Правильное устройство |
2 мм (на 1 оборот) |
|
|
Ускоренная подача суппорта |
7 мм (на 1 оборот) |
|
|
Микроподача суппорта Градуировка |
0. 0.001 мм (1 деление) |
|
|
Двигатели |
Мощность двигателя шлифовального круга |
7,5 НР (10НР опционально) |
|
Мощность двигателя гидравлической помпы |
0,75 кВт |
|
|
Мощность двигателя ведущего круга |
2 кВт |
|
|
Габариты, масса |
Вес нетто |
1800 кг |
|
Вес брутто |
2200 кг |
|
|
Габариты (ДхШхВ) |
1700x1460x1550 мм |
|
|
Габариты в упаковке (ДхШхВ) |
2260х1950х1820 мм |
 02 мм (1 деление)
02 мм (1 деление) 2 мм (на 1 оборот)
2 мм (на 1 оборот)Бесцентрово-шлифовальные станки » Строительно-информационный портал
Бесцентровое шлифование — разновидность круглого шлифования, широко применяется для производительной финишной обработки горячекатаных круглых прутков и стали-серебрянки (ГОСТ 14955-69). Обрабатываемый пруток расположен между шлифовальным и ведущим кругом. Ведущий круг имеет меньшую окружную скорость и приводит во вращение заготовку. Опорный нож частично воспринимает массу прутка и может настраиваться по высоте. Наклон оси ведущего круга на несколько градусов обеспечивает продольное перемещение прутка. Осевая подача прутка определяется по формуле
Обрабатываемый пруток расположен между шлифовальным и ведущим кругом. Ведущий круг имеет меньшую окружную скорость и приводит во вращение заготовку. Опорный нож частично воспринимает массу прутка и может настраиваться по высоте. Наклон оси ведущего круга на несколько градусов обеспечивает продольное перемещение прутка. Осевая подача прутка определяется по формуле
где s — осевая подача прутка, мм/мин;
d — диаметр ведущего круга, мм;
nв — окружная скорость ведущего круга, об/мин;
b — угол наклона оси ведущего круга.
В табл. 32 приведены основные технические характеристики бесцентрово-шлифовальных станков, изготавливаемых отечественной промышленностью в соответствии с ГОСТ 13510—68 и ГОСТ 2898—67. Станкостроительный завод им. С. М. Кирова изготавливает шлифовальные станки с подвижными шлифовальной и ведущей бабками и неподвижным опорным ножом с подвижными ведущей бабкой и опорным ножом.
При первой компоновке исключается необходимость смещения загрузочных устройств. Вторая компоновка создает жесткость и виброустойчивость шлифовальной бабки, так как вращающаяся масса шпинделя с кругом находится в корпусе, жестко соединенном со станиной.
Вторая компоновка создает жесткость и виброустойчивость шлифовальной бабки, так как вращающаяся масса шпинделя с кругом находится в корпусе, жестко соединенном со станиной.
Станки изготавливают горизонтального и наклонного типа, у последних обеспечивается большое усилие прижатия прутка к ведущему кругу, стабилизируется подача прутка.
Станки модели CЛ преимущественно применяют для обработки поверхности горячекатаных прутков и после точения прутков на бесцентрово-токарных станках. Станки имеют широкие наборные шлифовальные и ведущие круги (возможно шлифование сборными кругами с переменной технической характеристикой), повышенную жесткость, высокую мощность главного привода, загрузочно-разгрузочные и транспортные устройства, автоматический цикл обработки и подналадки шлифовального круга по мере его износа.
Конструктивное устройство этих станков достаточно хорошо известно на металлургических заводах. Важное значение для эффективной эксплуатации станков имеет их правильная настройка.
Основные требования, которые необходимо обеспечивать при настройке бесцентрово-шлифовального станка, изложены ниже.
Надежная подача обрабатываемого прутка обеспечивается при линейном контакте ведущего круга с прутком. Ось вращения прутков устанавливают выше линии центров шлифовального и ведущего кругов. Расстояние от оси вращения прутка до линии центров принимают равным половине диаметра прутка, а при диаметре более 25 мм — в пределах до 12 мм. Если ось вращения обрабатываемого прутка расположена высоко, то силы шлифования стремятся поднять его и шлифование становится неустойчивым. Если линия центров совпадает с осью вращения прутка, то при шлифовании возникает вибрация, ухудшающая качество поверхности обрабатываемого прутка.
Выбор материала, длины, толщины и угла скоса верхней поверхности опорного ножа должен соответствовать условиям шлифования и осуществляться на основе практического опыта. Своевременно должна выполняться перешлифовка опорных ножей. Корпус опорного ножа следует максимально жестко закреплять в станине станка.
Фирма «Norton» рекомендует схему установки опорного ножа, показанную на рис. 64. По этой схеме зазор между направляющей № 1 и передней поверхностью ведущего круга определяют по формуле
где d, d1 — диаметр прутка перед шлифованием и после него, мм.
Правильная установка кругов на их шпинделях сводится к следующему:
– предварительно следует простучать поверхность круга деревянным предметом — чистый звук указывает на отсутствие трещин и равномерную структуру круга;
– круг легкой стороной должен быть установлен вверх в прокладках;
– при завинчивании круга во фланцах сначала затягивают один винт, затем диаметрально противоположный, далее винты, расположенные на 90° от предыдущих и т. д.;
– ведущий круг обычно устанавливается под углом 3 или 5°;
– повышенную скорость ведущего круга применяют, когда пруток имеет значительные отклонения от круглой формы;
– шлифовальный и ведущий круги должны подвергаться правке;
– установка ведущего круга по отношению к опорному ножу должна обеспечивать минимальные размеры от точки контакта прутка со шлифовальным кругом до опорного ножа.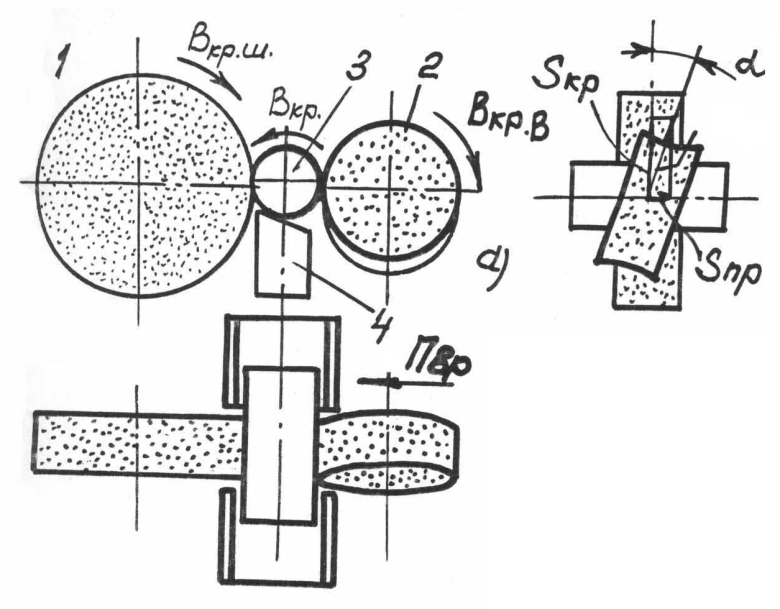
Установка направляющих со стороны ведущего круга должна обеспечивать свободное скольжение прутка без ударов о поверхность круга и направляющие, что особенно важно при финишных операциях со съемом 0,005—0,007 мм. Для черновых шлифовальных операций поддерживающая поверхность передней направляющей должна находиться сзади передней поверхности ведущего круга на расстоянии, равном половине припуска, удаляемого при этом проходе. Задняя направляющая должна быть установлена на одном уровне с ведущим кругом.
Направляющие со стороны шлифовального круга не должны поддерживать шлифовальный пруток. Зазор между этими направляющими и прутком устанавливают в пределах 0,4—0,8 мм в зависимости от диаметра прутка.
Перед эксплуатацией бесцентрово-шлифовального станка следует обратить внимание на уравновешенность кругов (ГОСТ 3060—75, ГОСТ 2424—75).
Точные шлифовальные станки имеют оправки для кругов со специальными грузами для балансировки. Сначала шлифовальный круг на оправе устанавливают на станок и производят грубую правку круга, затем его устанавливают на балансировочный стенд. На стенде выявляют более тяжелую часть круга, легкую помечают мелом, вставляют два балансировочных груза на оправку и передвигают их на равные расстояния от отметки мелом, пока круг не окажется сбалансированным, независимо от его положения (рис. 65). Далее круг устанавливают на станок и осуществляют окончательную правку.
На стенде выявляют более тяжелую часть круга, легкую помечают мелом, вставляют два балансировочных груза на оправку и передвигают их на равные расстояния от отметки мелом, пока круг не окажется сбалансированным, независимо от его положения (рис. 65). Далее круг устанавливают на станок и осуществляют окончательную правку.
Новые шлифовальные станки оборудуют системой автоматической балансировки круга на станке.
Качественная поверхность обрабатываемых прутков достигается при тщательной правке поверхности кругов.
Черновую правку производят абразивными кругами, шарошками и другими правочными приспособлениями.
При правке кругов алмазами соблюдают следующие основные требования:
– форму алмаза и размер применяют в соответствии с технической характеристикой круга;
– острая грань алмаза должна постоянно соприкасаться с поверхностью круга;
– алмазный инструмент устанавливают под углом 10—15° к плоскости круга жестко в держателе;
– перед правкой алмазом должна быть включена подача смазочно-охлаждающей жидкости, а подшипники шпинделя достаточно нагреты;
– при грубой правке алмаз подают на глубину до 0,025 мм с продольной подачей до 500 мм/мин, при тонкой правке продольную подачу уменьшают до 100—175 мм/мин.
Осуществляют правку как шлифовального, так и ведущего кругов, повторяя проходы до получения правильной цилиндрической формы круга.
Смазочно-охлаждающие жидкости оказывают значительное влияние на качество шлифования, и их следует подбирать с учетом материала прутка, объема снимаемого металла и технической характеристики круга.
Равномерное распределение жидкости по полной высоте круга является необходимым требованием для качественной шлифовки.
Подбор материала опорного ножа начинают с твердых материалов, обеспечивающих наибольшую стойкость. При снижении качества поверхности прутков переходят к материалам с меньшей твердостью.
Чем больше диаметр обрабатываемого прутка, тем меньше должен быть угол скоса ножа. Для большинства бесцентрово-шлифовальных операций используют опорный нож со скошенной передней поверхностью. На значительных по высоте кругах (более 200 мм) и на длинных ножах со значительным (до 30°) углом скоса при шлифовании может возникнуть вибрация, для снижения вибрации угол ножа уменьшают до 20° с целью снижения давления на опорный нож.
Длина ножа определяется высотой кругов, толщину ножа принимают несколько меньше диаметра прутка, однако нож при обработке малых диаметров должен быть достаточно жестким.
В случае возникновения вибраций при обработке прутков на бесцентрово-шлифовальных станках без очевидной причины можно рекомендовать использование кругов с более мягким зерном и пониженной твердостью. В этих случаях уменьшаются усилия резания и соответственно снижается вертикальная составляющая и ограничивается вредное воздействие вибраций на качество поверхности прутков.
Качественная шлифовка поверхности может быть обеспечена при тщательном выборе технической характеристики кругов в зависимости от обрабатываемых сталей, требуемой точности и чистоты поверхности, диаметра прутка и состояния шлифовального станка.
Применение шлифовальных кругов из электрокорунда нормального на керамической связке эффективно при черновой обработке углеродистых и быстрорежущих сталей. При чистовой обработке хорошие результаты показывают круги в наборе из электрокорунда белого, причем последним ставится круг на вулканитовой связке, например 24А40СТ1К5; 24А25С1К5; 24А16С2В.
Некоторые рекомендации по выбору технической характеристики кругов для бесцентрового шлифования приведены в приложении и справочнике. Следует указать, что на участках шлифования желательно иметь широкий набор технических характеристик инструмента.
Улучшения качества шлифуемой поверхности прутков следует ожидать от применения кругов на органической связке. Имеются зарубежные сообщения о применении самозатачивающихся кругов на специальной бакелитовой связке стойкой по отношению к смазывающе-охлаждаюгцей жидкости. При этом повышается производительность по снятой стружке, сокращаются потери времени, связанные с правкой кругов, возрастает стойкость инструмента, существенно снижаются расходы на эксплуатацию.
Затраты на обработку прутков (руб/т) кругами на керамической связке на станке СЛ-501М, по данным справочника, приведены ниже:
Одной из главных причин неудовлетворительной обработки на бесцентрово-шлифовальных станках является возникновение вибраций.
Причинами вибраций может быть: снятие повышенного припуска, высокая твердость шлифовального круга, некачественная правка круга, износ подшипников и других деталей и узлов станка.
В этих условиях рекомендуется увеличить скорость прутка при той же глубине шлифования, применить более грубую правку, уменьшить скорость шлифования, повысить смазывающие свойства охлаждающей жидкости.
Вибрации на станок могут передаваться от внешних источников. Для выявления этой причины останавливают станок и ставят стакан с водой на кожух шлифовального круга или применяют индикатор.
Вибрации могут возникать внутри станка. Причинами могут быть:
– неравномерная толщина ремней, неправильная их подборка и натяжение;
– вибрация в гидравлической системе вследствие износа насоса или повреждения предохранительного клапана;
– нежесткое крепление электродвигателей, биение вала двигателя, неуравновешенность шкивов;
– дефекты зубчатых передач, цепей и звездочек; изношенные детали необходимо заменить. При работе с новыми зубчатыми колесами применяют притирку мягким абразивом, смешанным с маслом, и тщательно контролируют сохранение формы зубьев;
При работе с новыми зубчатыми колесами применяют притирку мягким абразивом, смешанным с маслом, и тщательно контролируют сохранение формы зубьев;
– шлифовальные круги, имеющие масляные пятна или неравномерно удаленную влагу. Рекомендуется перед остановкой станка сначала отключать подачу СОЖ, давая возможность кругу вращаться с целью удаления влаги;
– неправильное хранение абразивных кругов, например торцом на влажном цементном полу. Хранить круги желательно в специальных стеллажах плашмя, что предотвращает поглощение влаги какой-либо одной областью;
– нарушение технологии правки кругов.
Как правило, при высоких требованиях к качеству отделки поверхности проката трудности в эксплуатации станков возникают в результате воздействия нескольких различных факторов.
Центр бесцветных шлифовальныхцелей для продажи списки
См. Также: новые модели (448)
Центральные шлифовальные средства
Bocca Malandrone R50/Cf
Центральные шлифовальные машины
Размеры шлифования (ч x x d x w) 508 x 304,8 x 254 ММ. Ширина регулируемого шлифовального круга 254 мм
Алмазная скорость правки Ø508 x 254 мм
Смазка (автоматическая/ручная) централизованная автоматическая смазк…
Ширина регулируемого шлифовального круга 254 мм
Алмазная скорость правки Ø508 x 254 мм
Смазка (автоматическая/ручная) централизованная автоматическая смазк…
Запросить цену
Добавлено в список запросов
Заявка отправлена 04.03.23
Сравнение
Extremadura, Испания
БЕСПЛАТНЫЕ GRINDERS
BRYANT 2CH
БЕСПЛАТНЫЙ GRINDERS
4 “Диазиат. Предложение
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Нью-Джерси, США
Бесцентровые шлифовальные машины
BRYANT 3CH
Бесцентровые шлифовальные машины
Стиль с двумя сцеплениями, от обслуживания
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Мичиган, Соединенные Штаты
БЕСПЛАТНАЯ ГРИНДЕРЫ
Cincinnati #2 OM, Std.
 МАШИНА ПРОИЗВОДСТВА США, ВОССТАНОВЛЕННАЯ В 2022 ГОДУ
МАШИНА ПРОИЗВОДСТВА США, ВОССТАНОВЛЕННАЯ В 2022 ГОДУБесцентровые шлифовальные машины
Диаметр крышки 3 дюйма, двигатель 15 л.с. HP Cincinnati #2 OM, STD.0003
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Нью-Джерси, США
Бесцентровые шлифовальные машины
CINCINNATI #2OM, S/N: 2M2h2WELZ-567, 20″ WHE ,
Бесцентровые шлифовальные машины
Диаметр крышки 3 дюйма, двигатель HP Cincinnati #2OM, 15 л. КОМПЛЕКТ
Запросить цену
Добавлено в список запросов
Заявка отправлена 04.03.23
Compare
Нью-Джерси, США
Центр бесцветных Grinders
Cincinnati Grinders Inc 107-4
Центр бесцветных Grinders
Thru Feed/infeed, Hyd Truing, отличный
Запрос A Quote
Добавлено в список. Запрос подан 04.03.23.0003
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Мичиган, США
БЕСПЛАТНЫ , THRU FEED, OUTBOARD SUPPORT, R. W EXCELLENT
W EXCELLENT
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Мичиган, США
Центральные шлифовальные машины
Cincinnati Grinders Inc 230-10
БЕСПЛАТНЫЕ GRINDERS
Twin Gap, Thru Feed, Hyd, с обеих сторон, на заводе, отличный
Запрос. /4/23
Сравнить
Мичиган, США
Бесцентровые шлифовальные станки
CINCINNATI GRINDERS INC 2EA
Бесцентровые шлифовальные станки
1FEED & 9RUTH, INFEDE,HYD, PROFILE41-1947, 10 в складе
Запрос A Цитата
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Michigan, США
Центральные Grinders
Cincinnati Grinders Inc 20099
Centerless Grinders
HYD, PROFILE, FROM RUNNING SERVICE
Запросить цену
Добавлено в список запросов
Запрос отправлен 04. 03.23
03.23
Сравнить
Мичиган, США
Центр бесцветных Grinders
Cincinnati Grinders Inc 325-12
Центр бесцветных Grinders
Hyd Truing, Outswer Support, отличное состояние
Запрос A Цитата
Добавлено в список запросов
. Мичиган, США
Бесцентровые шлифовальные машины
CINCINNATI GRINDERS INC 330-15
Бесцентровые шлифовальные машины
ВНЕШНЯЯ ОПОРА, ПОДАЧА С КОМПРЕССОРОМ, EXCELLENT
Запросить предложение
Added to Request list
Request submitted 3/4/23
Compare
Michigan, United States
Centerless Grinders
CINCINNATI GRINDERS INC 340-20
Centerless Grinders
TWIN GRIP, AUTO COMP, EXCLLENT, ИНСТРУМЕНТЫ, ГАРАНТИЯ, (2) В НАЛИЧИИ
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Мичиган, США
Бесцентровые шлифовальные машины0003
Cincinnati Grinders Inc 340-20
Центр бесцветных Grinders
Twin Grip, Diamond Advance, отличный инструмент, гарантия
Запрос a Quote
Добавлено в список запросов
Запрос. Представлен 3/4/23
Представлен 3/4/23
Compare
Michigan. , США
Бесцентровые шлифовальные машины
CINCINNATI GRINDERS INC 350-20AE
Бесцентровые шлифовальные машины
TWIN GRIP, AUTO, TRUING, AUTO COMP (3)
Запросить предложение
0002 Добавлен в список запросовЗапрос, представленные 3/4/23
Compare
Michigan, США
БЕСПЛАТНЫЕ GINDERS
CINCINNATI GRINDERS INC 350-20RK
БЕССКАЯ БЕЗ 5)
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Мичиган, США
Бесцентровые шлифовальные машины
Cincinnati Milacron 3EA
БЕСПЛАТНЫЕ GINDERS
HYD Truing, 1 -летняя гарантия, REMANUF 2000 (4)
Запрос A Цитата
Добавлено в список запросов
Запрос. Представлено 3/4/23
20203
. США
США
Бесцентровые шлифовальные машины
CINCINNATI GRINDERS INC 440-20
Бесцентровые шлифовальные машины
TWIN GRIP, COMP, HYD, TRUING, AUTO DIAMOND ADVANCE, NICE TOOL
Запросить предложение0003
Добавлено в список запросов
Запрос, представленные 3/4/23
Compare
Мичиган, США
Центральные шлифовки
Cincinnati Milacron Cinco 15
Grinders
Hyd Truing, Thru Feard, Grevall
RICHERSERS
HYD TRUE a Предложение
Добавлено в список запросов
Заявка отправлена 04.03.23
Сравнить
Мичиган, США
Бесцентровые шлифовальные машины
CINCINNATI CINCO 15 БЕСЦЕНТРОВАЯ шлифовальная машина
Бесцентровые шлифовальные машины
Рабочий диапазон 3 дюйма
Диаметр шлифовального круга. 24 дюйма
ГВт мощность 15 лошадиных сил
ГВт об/мин 1800
Регулирующее колесо диаметром 12 дюймов
Мощность RW 2 л. с.
РВ об/мин 300
Electrics 230/3/60
с.
РВ об/мин 300
Electrics 230/3/60
Запрос A Цитата
Добавлена в список запросов
Запрос, представленные 3/4/23
Сравнение
Иллинойс, США
Центральные шлифовальные машины
Cincinnati Grinders Inc Ed
Centerlesslessless
1
Cincinnati Inc Ed
Centerlessless
.
FILMATIC, ГИДРАВЛИЧЕСКАЯ НАСТРОЙКА, ОТЛИЧНО
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Мичиган, США
Бесцентровые шлифовальные машины
CINCINNATI NO. 1 РАЗМЕР, МОДЕЛЬ № 107-4, серийный номер: 1M4H5M-29,
Бесцентровые шлифовальные машины
Диаметр крышки 1 дюйм, мощность двигателя 7 л.с., HP Cincinnati № 1, модель № 107-4, серийный номер: 1M4H5M-29 , БЕСЦЕНТРАЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА, ГИДРАВЛИЧЕСКАЯ ГРУППА, ПОДСТАВКА, ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ,
Запросить цену
Добавлено в список запросов
Запрос, представленная 3/4/23
Compare
Нью-Джерси, США
БЕСПЛАТНЫЕ ГРИНДЕРЫ
Цинциннати Grinders Inc 107-4
Центральные шлифовки
БЕСПЛАТНЫ ОБЩИЕ ХАРАКТЕРИСТИКИ
Размеры шлифовального круга Ø406,4 x Ø254 x 101,6 мм
Размеры регулирующего колеса Ø228,6 x Ø101,6 x 101,6 мм
Ø мин. /макс. до шлифования …
/макс. до шлифования …
Запросить цену
Добавлено в список запросов
Request submitted 3/4/23
Compare
Extremadura, Spain
Centerless Grinders
CINCINNATI GRINDERS INC 220-8
Centerless Grinders
CINCINNATI MODEL 220-8 CENTERLESS GRINDER
Request a Quote
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
США
Бесцентровые шлифовальные станки
CINCINNATI GRINDERS INC 325-12
Бесцентровые шлифовальные станки
Бесцентровый шлифовальный станок Cincinnati 325-12 Twin Grip, серийный номер 6M3H5J-17-R (новинка 1960 г., дооснащение 2014 г.) с программируемым приспособлением для правки шлифовальных кругов и ПЛК Allen Bradley Panelview Plus
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04. 03.23
03.23
Сравнить
Теннесси, США
Бесцентровые шлифовальные станки
CINCINNATI LANDIS RK 350-20
Бесцентровые шлифовальные станки003
Fives Cinetic RK 350-20, Landis 6400/Siemens HDMI, 24″ диаметр x 20″ Whl, 20″ Reg, 50HP, ’07(3)
Запросить цену
Добавлено в список запросов
Запрос отправлен /4/23
Сравнение
Иллинойс, Соединенные Штаты
Центральные шлифовальные средства
Cincinnati Machines Cinco 15
Центр бесцветных Grinders
Запрос a Quote
Добавлено в список запросов
.
США
БЕСПЛАТНЫЕ СТРЕДИРЫ
CINCINNATI MILACRON 220-8
БЕСПЛАТНЫЕ GRINDERS
GCH CINCINNATI 220-8 БЕСПЛАТНЫЙ ГРИНГРЕЧЕС /23
Сравнить
США
Бесцентровые шлифовальные машины
CINCINNATI MILACRON 220-8
Бесцентровые шлифовальные машины
CINCINNATI CENTERLESS 2220003
Request a Quote
Added to Request list
Request submitted 3/4/23
Compare
United States
Centerless Grinders
CINCINNATI MILACRON 220-8 CANTILEVER CENTERLESS
Centerless Grinders
3″ CINCINNATI MODEL #220-8 БЕСЦЕНТРОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА
517 668,25 турецких лир
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 04. 03.23
03.23
Сравнить
Огайо, Соединенные Штаты
БЕСПЛАТНЫЕ ГРУПЕРЫ
Цинциннати Милакрон 2OM
БЕСПЛАТНЫЕ ЦЕЛЕЙСЯ
Цинциннати #2 ОМ БЕЗСЯТНЫЙ ГРИНДР, НЕПРАВИЛЬНО Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Огайо, США
Бесцентровые шлифовальные машины
CINCINNATI MILACRON1 950009
Бесцентровые шлифовальные станки
#325-12 CINCINNATI MILACRON, максимальный диаметр 6 дюймов, ширина круга 12 дюймов, правка профиля, подача, компенсация, 1972
Запросить цену
Добавлено в список запросов 23
Сравнить
Огайо, США
Бесцентровые шлифовальные машины
CINCINNATI MILACRON 325-12
Бесцентровые шлифовальные машины
Станок взят из сервиса, в хорошем состоянии. Цинциннати RPT может предложить это в любом состоянии; как есть, перестроены, поставлены на вооружение, полностью переработаны и т. д.
Цинциннати RPT может предложить это в любом состоянии; как есть, перестроены, поставлены на вооружение, полностью переработаны и т. д.
188,262 TL – 941,215 TL TRY
Запрос Подробнее
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Michigan, United States
бесцветные Grinders
Cincron – MILCRON – MILCRON – MILCRON – MILCRON – MILCRON – MILCRON – MILCRON – MILCRON – MILCRIN – MILCRON – MILCRON – MILCIN.
Бесцентровые шлифовальные машины
№ 340-20 Cincinnati Twin Grip, управление с помощью ПЛК, максимальный диаметр 6 дюймов, ширина колеса 20 дюймов, сквозная подача, 2003 г., перестроенный и ретроградный.
Запрос коммерческого предложения
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Огайо, США
Бесцентровые шлифовальные машины
CINCINNATI MILACRON 440-20
Бесцентровые шлифовальные машины 90 a 02002 Бесцентровые шлифовальные машины 90 a. Мы предлагаем это как есть, очищенное/окрашенное/зацикленное, перестроенное или полностью переработанное, предлагаемое как размольная камера под ключ, прикладная инженерия, т. н. 04.03.23
Мы предлагаем это как есть, очищенное/окрашенное/зацикленное, перестроенное или полностью переработанное, предлагаемое как размольная камера под ключ, прикладная инженерия, т. н. 04.03.23
Compare
Мичиган, США
БЕСПЛАТНЫЕ GRINDERS
CINCINNATI MILACRON CINCO 15
БЕСПЛАТНО США
Бесцентровые шлифовальные машины
CINCINNATI MILACRON CINCO 15
Бесцентровые шлифовальные машины
Очень хорошее состояние и готовы к работе. Выведен из эксплуатации в связи с закрытием предприятия. Вари-драйв восстановленный 2019включая новые шкивы и ремни. Новый шлифовальный круг и моторы регулирующего колеса. Комоды …
188 262 TL – 941,215 TL Try
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос. 3/4/23
Compare
Аризона, Соединенные Штаты
Flessers
.
.
.
.
.
.

Бесцентровые шлифовальные машины
ESTARTA 323 Размеры шлифовального круга (В x Ш x Г x Ш) Ø610 x Ø304,8 x 254 мм Ø мин./макс. шлифовка 1,5 / 125 мм Ширина регулируемого шлифовального круга 254 мм Количество регулируемых скоростей шлифовального круга в…
Request a Quote
Added to Request list
Request submitted 3/4/23
Compare
Extremadura, Spain
Centerless Grinders
ESTARTA 301
Centerless Grinders
Grinding wheel dimensions (h x w x d x w) 325 х 175 х 125 мм Ø мин./макс. шлифовать 1,5 / 50 мм Ширина регулируемого шлифовального круга 125 мм Количество регулируемых скоростей колеса бесконечно Смазка …
Запросить цену
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Extremadura, Испания
Центральные шлифовки
ESTARTA 318 MV
Центральные шлифовки
318 MV ESTARTA CENTERLESTERSLEST, 24 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10” x 10 “x 10”. Шлифовальный круг “x 12″, максимальная подача Длина шлифовального круга 10”
Шлифовальный круг “x 12″, максимальная подача Длина шлифовального круга 10”
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Франция
Бесцентровые шлифовальные машины
ESTARTA 320
Бесцентровые шлифовальные машины
Размеры шлифовального круга (В x Ш x Г x Ш) Ø 406 x Ø 203 x 200 мм Ø мин./макс. шлифовать 1,5 / 100 мм Ширина регулируемого шлифовального круга 200 мм Мин./макс. скорость шлифовального круга (об/мин) 10 / 250 об…
Запросить цену
Добавлено в список запросов
Заявка отправлена 04.03.23
Сравнить
Эстремадура, Испания
4 4 4 ГриндерсESTARTA 322
Бесцентровые шлифовальные станки
Размеры шлифовального круга (В x Ш x Г x Ш) 508 x 304,8 x 254 мм
Ø мин. /макс. шлифовать 1,5 / 120 мм
Ширина регулирующего колеса 254 мм
Число регулируемых скоростей колеса бесконечное
Мин Макс.
/макс. шлифовать 1,5 / 120 мм
Ширина регулирующего колеса 254 мм
Число регулируемых скоростей колеса бесконечное
Мин Макс.
Запросить предложение
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Эстремадура, Испания0009
Бесцентровые шлифовальные станки
Размеры шлифовального круга (В x Ш x Г x Ш) Ø610 x Ø304,8 x 355 мм Ø мин./макс. шлифовать 2/150 мм Ширина регулируемого шлифовального круга 355 мм Число регулируемых скоростей колеса бесконечное Мин Макс. Скорость …
Запрос a QUOTE
Добавлена в список запросов
Запрос, представленная 3/4/23
Сравнение
Extradadura, Испания
Беспрекол бесцветные шлифовальные машины
Estarta 327
Бесплановые шлифовальные машины 9000
827
Бесплановые грилеры 9000
Бесплановые грилеры. 0003
0003
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Extradadura, Испания
Без центральные шлифовки
GheringHelli 200
-grinders000
Center -Mirlyhelli 200 9000 9000 9000. 2000000 9000. 2000000000000900000000000090000000000000000000000000009000000 9000. 2000000000000000000000000000 9000 9000 9000 9000 9000 9000 9000 9000 9000.
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Эстремадура, Испания
Бесцентровые шлифовальные станки
GLEBAR CG-9CRG
Бесцентровые шлифовальные станки
Бесцентровые погружные шлифовальные станки Glebar PG-9CRG, настроенные для шлифования вальцами поролона и резины, новинка 2010 г. New 2010
New 2010
Request a Quote
Added to Request list
Request submitted 3/4/23
Compare
United States
Centerless Grinders
GLEBAR PG-9BHD
Centerless Grinders
Glebar PG- 9BHD, колпачок 4 дюйма, точность 13 мкм, ширина 9 дюймов, круглые и цилиндрические детали, 2004 г.
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 3/4/23
Сравнение
Соединенные Штаты
БЕСПЛАТНЫ , Макс. диаметр 10 дюймов, Ширина колеса 20 дюймов, Новый 2008 г.0003
Бесцентровые шлифовальные машины
KOYO KC-200
Бесцентровые шлифовальные машины
КОЛЕСНЫЕ ПРАВИЛА, ПРОХОДНАЯ ПОДАЧА, СИСТЕМА ОХЛАЖДЕНИЯ С ФИЛЬТРАЦИЕЙ, АВТОМАТИЧЕСКИЙ КОМПАТОР МАЛОГО РАЗМЕРА (ВЕРХНЯЯ НАПРАВЛЯЮЩАЯ), КОМПАТОР АВТОМАТИЧЕСКОГО РАЗМЕРА (ВЕРХНИЙ РАЗМЕР). ПЛК 2/16 УПРАВЛЕНИЕ
ПЛК 2/16 УПРАВЛЕНИЕ
Запросить цену
Добавлено в список запросов
Запрос отправлен 04.03.23
Сравнить
Мичиган, США
3 типа бесцентрового шлифования
Опубликовано Мисси Гедридж на | Оставить комментарий
Механически обработанные и готовые изделия часто нуждаются в шлифовке, прежде чем их можно будет считать законченными. Шлифовка не только удаляет шероховатости и опасные острые края, но и может изменить контуры изделия. Бесцентровое шлифование — это универсальный и популярный процесс шлифования, который можно использовать для изготовления незавершенных изделий с закругленными поверхностями и размерами, точно попадающими в жесткие допуски. Существует три основных типа бесцентрового шлифования, которые используют производители. Узнайте больше о бесцентровом шлифовании в целом и этих трех типах, чтобы выбрать то, что подходит для вашего следующего производственного проекта.
Что такое бесцентровое шлифование?
Процессы бесцентрового шлифования удаляют лишний материал с заготовки путем его спиливания шлифовальным кругом до тех пор, пока оставшийся продукт не приобретет правильные характеристики поверхности и размеры. В бесцентровом шлифовальном станке заготовка закрепляется рядом с двумя шлифовальными кругами. Это регулирующий круг и собственно шлифовальный круг, который шлифует по внешнему диаметру детали. Бесцентровое шлифование обеспечивает гладкую поверхность изделия. Он также чрезвычайно точен и может производить детали как с прямыми линиями, так и с размерами, которые соответствуют спецификациям продукта с жесткими допусками.
Типы бесцентрового шлифования
Производители могут выбирать между тремя различными типами бесцентрового шлифования для создания продуктов с различными характеристиками.
Нажмите, чтобы развернуть
1. Проходное шлифование
При сквозном шлифовании заготовка подается в станок с помощью двух опорных направляющих, поэтому она вращается, находясь между регулировочным и шлифовальным кругами. Это позволяет создавать полностью симметричную конструкцию или производить параллельные детали, включая ролики и штифты в аэрокосмическом оборудовании. Еще одно популярное применение сквозного шлифования — подача длинных прутков между двумя кругами для получения готового прутка точного диаметра.
Это позволяет создавать полностью симметричную конструкцию или производить параллельные детали, включая ролики и штифты в аэрокосмическом оборудовании. Еще одно популярное применение сквозного шлифования — подача длинных прутков между двумя кругами для получения готового прутка точного диаметра.
2. Шлифовка на входе
Процессы шлифования с подачей, также называемые врезным шлифованием, обычно используются для шлифования выступающих, фигурных поверхностей, уступов и деталей сложной геометрии, многократного изменения диаметра и других сложных конструкций. В этой установке регулирующий круг радиально подает заготовку к шлифовальному кругу, чтобы получить сложную окончательную форму.
3. Торцовое шлифование
Торцевое шлифование позволяет производить конические детали путем тщательного контроля объема процесса шлифования. Это похоже на сквозное шлифование в том, что заготовка подается в бесцентровый шлифовальный станок против регулирующего круга и шлифовального круга, но деталь останавливается до того, как она полностью пройдет через станок. Это создает эффект конической шлифовки.
Это создает эффект конической шлифовки.
Преимущества бесцентрового шлифования
Бесцентровое шлифование — это популярный и эффективный метод придания из обрабатываемых металлических деталей точных изделий. Некоторые из ключевых преимуществ выбора бесцентрового шлифования включают в себя:
- Скорость: Бесцентровые шлифовальные станки имеют короткое время загрузки, поэтому заказы могут быть обработаны в сжатые сроки.
- Объем: Большие бесцентровые шлифовальные станки могут шлифовать большие объемы. Это приводит к большому количеству практически идентичных металлических деталей.
- Уменьшение числа ошибок: Одним из основных свойств бесцентрового шлифования является отсутствие риска отклонения.
- Долгий срок службы: процессы бесцентрового шлифования обеспечивают гладкую поверхность и контролируемую форму без чрезмерного давления на металлический материал. В результате получается готовый продукт с более длительным сроком службы и меньшим риском поломки.

Выберите возможности бесцентрового шлифования EMC Precision
В EMC Precision мы предоставляем нашим клиентам возможности точной обработки, сборки и другие дополнительные услуги, включая услуги бесцентрового шлифования. Эта дополнительная услуга, хотя и недоступна как отдельное предложение, позволяет нам выполнять самые сложные требования по размеру, качеству поверхности, концентричности и т. д.:
- Точность с допусками — до 0,0001 — превышающая обычные возможности механической обработки
- Современные автоматизированные загрузочные и правящие головки с ЧПУ
- Стабильное качество в технологическом процессе снижает затраты
Свяжитесь с нами сегодня, чтобы узнать больше о наших возможностях обработки с ЧПУ или узнать о наших услугах бесцентрового шлифования.
Последние сообщения
- EMC Precision названа лучшим работодателем в своем классе по версии Gallagher
- Важность обработки с ЧПУ для медицинской промышленности
- Преимущества и результаты автоматизированного производства
- Вертикальные и горизонтальные фрезерные станки
- 3 типа бесцентрового шлифования
Архивы:
- май 2022 г.
- апрель 2022 г.
- март 2022 г.
- январь 2022 г.
- октябрь 2021 г.

Категории:
- Обработка с ЧПУ
- COVID-19
- Без категории
8 Принципы бесцентрового шлифования
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах точной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что делает выбор не таким уж простым. Это руководство поможет.
Это руководство поможет.
Мифы о пластиковых и металлических трубках для медицинских устройств [ВИДЕО]
Были разработаны тысячи компаундов смол, чтобы расширить возможности проектирования трубок в медицинских устройствах. Тем не менее, существует ряд мифов. Узнайте, почему пластик не может быть лучшим выбором по сравнению с металлическими трубками в медицинских целях.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Что такое допуск калибровки?
Ключом к допуску калибровки является понимание того, на что способно устройство, и допуск, на который оно было откалибровано.
Прецизионное шлифование металла
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей обработки или жестких допусков на поверхности деталей.
Отклонение и точность при обработке шнеков с ЧПУ
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, согласованности и точности.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоэтапных операций обработки.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
Привлекательность лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других прецизионных методов резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.
Вольфрам против золота: битва биоматериалов
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Профиль линии в сравнении с профилем поверхности
При сравнении профиля линии в сравнении с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
5 главных проблем при обработке с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ может производить множество сложных, прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам нужно знать.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек на поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе шлифование поверхности, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Холодная резка: плюсы и минусы
Холодная резка позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Доступ к бесплатному руководству по швейцарским винтам. Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Знаете ли вы, какой метод резки подходит для вашего прецизионного применения?
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Металлические трубы в 21 веке: кому они нужны?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Гидроабразивная резка: плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Семь секретов выбора нового партнера по контракту
Найти поставщика, способного обеспечить качественное и своевременное обслуживание, может быть нелегко, особенно когда речь идет о производстве медицинского оборудования и других строго регулируемых отраслях. Это руководство делает это простым.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, как оптимизировать запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Факты о лазерной печати металла
Лазерная печать металлом популярна для ряда применений, но можете ли вы использовать ее для печати металлом для таких больших количеств таких мелких деталей?
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
5 увлекательных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Затруднения калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
Круговое биение и полное биение
В круговом биении и полном биении первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса отличаются тем, где и как они достигают результатов.
Цилиндричность в GD&T
Цилиндричность GD&T — это элемент трехмерного допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку, плавность перемещения и равномерный износ мелких металлических деталей.
Принципы услуг по прецизионному шлифованию поверхностей
Услуги по шлифованию поверхностей используют методы прецизионного шлифования поверхностей, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов механическими устройствами, подходящими для крупносерийного производства.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
Проблемы с размерами при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
Человеческий фактор при контроле металла
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
5 На что следует обратить внимание при термической обработке металлов
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Маленькие калибры в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, сделанные с нитями накаливания из вольфрамовой проволоки, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Рецепт идеальной электродной инфильтрации
Узнайте, почему инфильтрация, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Легирующие присадки внутри присадок и рекристаллизации проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проводов, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Очарование лазерной резки
В то время как лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию конца.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах относительно электродов с высокой и низкой проводимостью и трением в конструкции электрода.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Почему медный вольфрам? | EDM Performance
Для электроэрозионных электродов вольфрамовая медь обеспечивает превосходную электропроводность, сопротивление дуговому разряду постоянного тока, теплопроводность и износостойкость.
Держите его в движении: улучшите автоматизацию бесцентрового шлифования
Повышение эффективности с помощью конвейеров и питателей, разработанных специально для этого применения
Автоматизация бесцентрового шлифования подпитывает и повышает скорость изготовления деталей с помощью одного из старейших используемых процессов обработки.
Когда для цилиндрических деталей требуется строгий допуск на наружный диаметр по их длине, бесцентровое шлифование часто является лучшим вариантом производителя. Проще говоря, бесцентровая шлифовальная машина удаляет материал с детали, пропуская его между вращающимися абразивными кругами.
Для фиксации детали во время процесса не требуются шпиндели или приспособления. Вместо этого два вращающихся шлифовальных круга контролируют детали, когда они проходят через машину. Автоматизация этапа подачи дополнительно оптимизирует и без того эффективный процесс, обеспечивая длительную работу без участия человека.
С самого начала Feedall Automation работала с производителями станков над внедрением способов оптимизации их операций. В бесцентровом шлифовании Cincinnati Milacron (теперь просто Milacron) когда-то был золотым стандартом для производства круглошлифовальных станков с наружным диаметром. Даже сегодня, спустя много лет после их первоначальной постройки, шлифовальные станки Milacron продолжают усердно работать по всему миру, поскольку специалисты по восстановлению обслуживают и ремонтируют это оборудование, чтобы оно продолжало выполнять важную роль в производственных процессах.
Десятилетия назад компания Feedall работала рука об руку с Cincinnati Milacron над проектированием и разработкой решений по автоматизации для обслуживания бесцентровых шлифовальных станков. Этот опыт, насчитывающий 75 лет, позволил создать точно настроенные, проверенные инструменты, предназначенные для максимального увеличения производительности бесцентровых шлифовальных станков. Сегодня мы рассмотрим некоторые из этих решений. Они остаются такими же актуальными, как и прежде, поскольку многие из тех же шлифовальных станков, отремонтированных и отремонтированных на протяжении многих лет, продолжают оставаться ключевыми производственными инструментами.
Отличие Feedall: Посмотрите оборудование Feedall Automation в действии и узнайте больше о том, как оно работает, на нашей странице «Полезные видео».
Решения для автоматизации бесцентрового шлифования
Чтобы получить максимальную отдачу от работы вашего бесцентрового шлифовального станка, вам потребуются решения для автоматизации, которые доставляют детали в процесс, перемещают их через приложение, а затем продвигают их к следующему этапу в линии. . Feedall Automation предлагает самую передовую линейку специализированного оборудования для автоматизации, доступную на рынке. Члены нашей команды являются экспертами в проектировании и производстве крупносерийного, надежного оборудования автоматизации на заказ для широкой отраслевой базы, включая промышленные поставки и детали.
Когда дело доходит до улучшения автоматизации бесцентрового шлифования, Feedall предлагает широкий выбор питателей, которые обеспечивают отличные результаты, могут быть оснащены инструментами, подходящими для вашей конкретной среды, и поставляются с полной поддержкой и поддержкой наших опытных инженеров и сервисных групп. Вот некоторые из наших решений по автоматизации в этой конкретной области.
Промышленные устройства подачи деталей
Поддержание постоянного потока деталей в бесцентровом шлифовальном станке необходимо для достижения стабильных контрольных показателей и уровня производства. Одной из наиболее важных частей погрузочно-разгрузочного оборудования и важной частью всей вашей линии является устройство подачи деталей.
Питатели используются для введения деталей в производственный процесс и бывают разных типов, в зависимости от уровня производства и целей, а также формы и конструкции ваших деталей. Для заготовок, прутков и профилей труб, которые обычно используются для бесцентрового шлифования, автоматические устройства подачи прутка магазинного типа или автоматически загружаемые устройства подачи прутка с бункером обеспечат постоянную скорость поступления деталей на линию.
Устройство подачи прутка магазинного типа сводит к минимуму ручную загрузку прутков и труб и обеспечивает скорость подачи до 1500 деталей в час. В зависимости от конкретной модели, эти питатели могут работать с деталями диаметром от ¼ дюйма до 4 дюймов и длиной от 2 дюймов до колоссальных 12 футов. Их можно использовать для подачи множества приложений, включая бесцентровую шлифовальную машину.
Просмотр веб-страницы продукта | См. в действии
Устройство подачи прутка с автоматической загрузкой устраняет необходимость в ручной загрузке и естественным образом ориентирует детали с помощью ленты элеватора, тем самым устраняя рециркуляцию неправильно ориентированных деталей. Это устройство подачи предназначено для более высоких скоростей подачи и бережного обращения с деталями с более низким уровнем шума. Усиленные питатели для заготовок представляют собой более крупную версию этих питателей. Разработанные таким образом, чтобы избежать использования вибрации или гравитации для управления ориентацией деталей, эти мощные устройства подачи предотвращают рециркуляцию деталей или их падение обратно в очередь.
Просмотр веб-страницы продукта | См. в действии
Конвейерные системы
Когда детали загружаются на производственную линию, вам нужны методы для быстрого и эффективного перемещения их в следующее приложение и из него — в данном случае это бесцентровый шлифовальный станок. Как уже упоминалось, долгая история Feedall с бесцентровыми шлифовальными станками помогла нам разработать необходимые решения для предоставления решений по автоматизации, особенно подходящих для этой области применения.
- Компенсация износа колеса — Все конвейеры Feedall могут быть оснащены дополнительными опорными стойками для пола с линейными подшипниками, предназначенными для регулировки конвейера при износе или замене шлифовальных кругов.
- Типы лент — В зависимости от ваших деталей и требуемой отделки после обработки детали вы можете выбирать из множества типов и ширины лент. Типы бесшумных цепей и полиуретановых ремней позволяют подобрать конвейер для обрабатываемой детали. Например, вам понадобится полиуретановый ремень, когда требуется отсутствие царапин.
Давайте кратко рассмотрим некоторые из множества конвейерных систем, которые предлагает Feedall.
Конвейер бесцентрового измельчителя модели 1650 является основным строительным блоком интегрированной системы автоматизации. Это оборудование, разработанное полвека назад совместно с компанией Cincinnati Milacron, остается проверенной частью любой бесцентровой шлифовальной машины. Модель 1650 может работать с различными размерами и формами, требующими шлифовки по внешнему диаметру, а загрузка не является проблемой, поскольку оборудование может использовать загрузочные рампы, бункерные питатели, опрокидыватели и дозирующие бункеры для увеличения производительности и автоматической загрузки.
В сочетании с стержневыми и бункерными питателями Feedall получается полностью автоматическая система кормления. Эти сквозные конвейеры перемещают детали быстро и плавно от одной рабочей станции к другой и могут работать в тяжелых условиях, таких как стружка и шлифовальная стружка. Опции включают варианты ремней, прижимные или ведущие колеса и пневматические передаточные устройства.
Посмотреть веб-страницу продукта
Конвейеры с двойной круглой лентой модели 1680 модели обладают многими преимуществами конвейера с плоской лентой без каких-либо недостатков. Удобные для удаления деталей из шлифовальных станков, токарных станков и другого оборудования, эти многоленточные конвейеры используют прецизионно обработанную боковую пластину для более жесткой конструкции и увеличения срока службы. Охлаждающая жидкость и смазка циркулируют через встроенные поддоны для сбора капель, чтобы ваши полы оставались чистыми. Монтажные кронштейны в стиле Цинциннати доступны как для входного, так и для выходного конца кофемолки, а специально разработанные монтажные пластины доступны для любого типа машины.
Посмотреть веб-страницу продукта
Наконец, выходные конвейеры модели 1670 специально разработаны для крепления к нижней направляющей дробилки и выходных частей к передней части дробилки для приложений с торцевой подачей. Они способны питать все виды различных частей. Опорная рейка ленты фрезерована с каждой стороны, чтобы обеспечить прохождение охлаждающей жидкости через конвейер, а направляющая из термообработанной стали установлена на стороне нагрузки на входном конце конвейера, чтобы действовать как отбойник, когда детали выходят из рабочей площадки шлифовального станка.
Посмотреть веб-страницу продукта
Все вместе: Посмотрите пример, который показывает, как наши питатели и конвейеры работают вместе для бесцентрового шлифовального станка.
Подтвержденный опыт в области автоматизации бесцентрового шлифования
С самого начала компания Feedall Automation занималась разработкой, внедрением и усовершенствованием решений для повышения эффективности бесцентрового шлифования. Благодаря системам подачи и конвейерам, дополненным полезными дополнениями, Feedall предоставляет необходимое оборудование, чтобы вы могли максимально эффективно использовать свои производственные операции. Мы партнер, который нужен вашему бизнесу, чтобы получить конкурентное преимущество в современном сложном мире.
В Feedall мы настраиваем каждую единицу оборудования, которое мы предлагаем, в соответствии с точными спецификациями и производственными целями наших клиентов. Все начинается с проверенной основы, которую наши инженеры и техники расширяют, чтобы помочь вам достичь ваших целей в области производства и эффективности. Вы можете быть уверены, что наше оборудование выдержит испытание временем, поскольку все это обеспечивается лучшими в своем классе услугами по ремонту, технической поддержке и доступностью запасных частей. Например, все наши конвейеры для автоматизации бесцентрового шлифования проходят испытания в режиме 24/7.
Когда вы сотрудничаете с Feedall, вы не работаете с партнером, который добавляет одну деталь или систему в ваш производственный процесс. Вы работаете с партнером, который поставляет полные системы, которые можно интегрировать в вашу производственную линию.
Свяжитесь с нами сегодня, чтобы узнать больше о наших возможностях и о том, как мы можем помочь вашей организации и производственному предприятию.
Самое черное искусство шлифования — первоклассное шлифование
Бесцентровое шлифование часто считается чрезмерно сложным, но взгляд на основы процесса показывает обратное
Формование материалов путем измельчения их твердыми абразивными частицами, возможно, является старейшим производственным процессом. Несмотря на свою долгую историю, шлифование часто считается окутанным тайной из-за множества режущих точек и их неправильной геометрии, небольших DOC, которые варьируются от зерна к зерну, и колдовских искр, вылетающих из круга. Шлифование заготовки, которая не поддерживается между центрами передней и задней бабками, только добавляет темноты. «Бесцентровое шлифование считается черной магией шлифования, потому что это не так просто, как надеть деталь на приспособление, а затем просто двигать круг», — сказал Марк Баннаян, менеджер по маркетингу производителя бесцентровых шлифовальных станков Glebar Co. Inc., Франклин Лейкс, Нью-Джерси. бесцентровое шлифование не должно быть неправильно понято. «Вы должны развить уровень навыков для бесцентрового шлифования, и тогда это станет повседневной работой», — сказал Марк Шрам, президент Ace Grinding, Мелроуз-Парк, штат Иллинойс, мастерской по бесцентровому шлифованию на заказ. — На самом деле это не так уж и сложно.
Основы бесцентровой шлифовки
Бесцентровая шлифовальная машина состоит из трех основных компонентов: шлифовального круга, регулировочного круга и рабочего опорного лезвия. Поскольку вся заготовка поддерживается регулировочным кругом и лезвием, бесцентровое шлифование обеспечивает более жесткую систему, обеспечивая более эффективное и точное шлифование по сравнению с шлифованием между центрами. «Если вы пытаетесь размолоть ¼-дюймовый диам. гриф между центрами, это очень сложно, потому что гриф хочет двигаться и сгибаться», — сказал Шрам. «При бесцентровом шлифовании изгиб отсутствует, поскольку заготовка опирается на три точки. Заготовка вращается, но не меняет своего положения».
Ace — место для бесцентрового шлифования на заказ
Компания Ace Grinding, основанная в начале 1950-х годов и принадлежащая семье Шрам с конца 70-х годов, занимается бесцентровым шлифованием на заказ, специализируясь на обработке титана и правке пруткового проката. «Около 80 процентов того, что поступает с заводов, нам приходится выпрямлять», — сказал Марк Шрам, президент компании Melrose Park, штат Иллинойс, которая также управляет меньшим предприятием во Франклин-парке, штат Иллинойс, для обработки бесцентровой подачи Ace. рабочие места.
Прутковый материал, который шлифует Ace, имеет диаметр от 0,030″ до 6″ и длину до 24 футов, но ограничивает длину прутка до 6 футов или менее при шлифовании наименьших диаметров. Титановый пруток, как правило, представляет собой меньшие круглые заготовки, для которых требуется допуск ± 0,0005 дюйма и чистота поверхности 16 или 32 среднеквадратичных значения. При обработке титана почти всегда требуется несколько проходов, и он работает с меньшей скоростью, чем другие материалы, такие как сталь 12Л14. «Все по-другому», — сказал Шрам о шлифовке титана.
Некоторые виды работ Ace для медицинской промышленности требуют термической обработки стержней перед повторной правкой и повторной шлифовкой, и цех отправляет несоответствующие изделия на предприятие по термической обработке, которое может обрабатывать до 12 футов длины. Ace покупает восстановленные бесцентровые шлифовальные машины Cincinnati, когда ей нужна «новая» машина. Последнее приобретение мастерской было переработано компанией Always Precision Inc., Плейнфилд, штат Иллинойс, и оснащено лазерным датчиком, который измеряет шлифовальную планку и регулирует шлифовальные и регулирующие круги с помощью сервопривода с ЧПУ. «Вероятно, эта машина была сделана 25 лет назад, — сказал Шрам. Когда Ace покупает восстановленную кофемолку, магазин сдает машину. «В конечном итоге я могу купить ту же машину через 10 лет», — сказал Шрам.
Он отметил, что у Эйса около 20 машин, и он работает в две смены, работая до 20 часов в день плюс субботы, когда они загружены, но не все машины работают ночью. В компании работает около 20 сотрудников. «У нас действительно стабильная рабочая сила, — сказал Шрам. «За последние 6 месяцев мы заменили одного человека». Удержание рабочих имеет важное значение, так как найти квалифицированную помощь сложно для производителей в целом и для бесцентровых шлифовальных цехов в частности. Шрам сказал: «При бесцентровом шлифовании ваши руки пачкаются. Многим больше не нравится это делать. А чтобы стать лучшим наладчиком в бесцентровом шлифовании, нужно много времени».
Чтобы повысить производительность без увеличения числа сотрудников, Ace автоматизирует больше процессов, чтобы один человек мог управлять несколькими машинами. Это включает в себя автоматизацию операций загрузки и подачи прутка, для которых компания Ace разрабатывает и производит оборудование, а также новые технологии. «Именно здесь на помощь приходит лазерная калибровка, которая значительно упрощает задачу для ребят», — сказал Шрам. «Они могут смотреть через комнату и видеть, правильно ли работает машина».
Шлифовальный круг может содержать обычные абразивы или суперабразивные материалы и имеет больший диаметр, чем регулирующий круг. Также известное как ведущее или подающее колесо, регулирующее колесо регулирует скорость заготовки, не позволяя заготовке ускоряться и вращаться с той же скоростью, что и шлифовальный круг. Это позволяет шлифовальному кругу удалять материал с заготовки. Хотя в регулирующем круге могут быть абразивные зерна, он обычно состоит в основном из резинового связующего материала и не выполняет шлифовку. Другие материалы регулирующего колеса включают камень и сталь с накаткой.
Регулирующий круг вращается по часовой стрелке в том же направлении, что и шлифовальный круг, но с гораздо меньшей скоростью. Например, скорость регулировочного круга может составлять 30 об/мин, а шлифовальный круг вращается со скоростью 1300 об/мин. «Если регулирующий круг не выполняет свою работу, вы теряете фрикционный привод от регулирующего круга, шлифовальный круг вступает во владение, и скорость детали будет контролироваться скоростью шлифовального круга», — сказал Грег Пейн, менеджер по бесцентровым продуктам Cinetic Landis Corp. ., Милфорд, Огайо. Пока с 85 до 9По словам Пейна, 0 процентов лезвий рабочего стола изготовлены из материалов с твердосплавными наконечниками, иногда используются и другие материалы, такие как керамика и бронза. Угол наклона лезвия варьируется в зависимости от области применения: от плоского лезвия для некоторых операций по шлифовке прутков до 45° для некоторых мелких и сложных отделочных работ, но наиболее распространенный угол составляет 30°.
«Функция этого угла наклона лезвия — способствовать формированию округлости», — сказал Пейн. «Угол помогает не дать детали упасть на величину, равную тому, сколько вы удалили из высоких точек. Это как бы отменяет это. Чем выше угол, тем быстрее он помогает обеспечить коррекцию округлости, но есть ограничения». По мере износа лезвия образуется канавка, которая может вызвать проблемы с профилем. Чтобы предотвратить это, лезвие перетачивают до нужного угла и плоскостности. Для регулировки высоты лезвия можно использовать прокладки, но доступны и другие методы. Например, Баннаян отметил, что Glebar предлагает на своих машинах механизм рампы, где оператор поворачивает установочный винт, чтобы поднять или опустить нож.
Центрированное шлифование на бесцентровом станке
Некоторые специалисты по шлифованию считают, что центральное шлифование и бесцентровое шлифование на одном и том же станке подходят только для особых случаев, но, по словам Фрэнка Уортуна, старшего менеджера по продукции United Grinding, Майамисбург, это часто делается. Огайо. Производитель станков предлагает для этих целей 6-осевой Kronos L dual от Studer Mikrosa GmbH. По словам компании, в Kronos L dual центр заготовки остается неповрежденным благодаря сочетанию двух методов шлифования. Кроме того, заготовка полностью поддерживается и поэтому не может сгибаться.
Warthun отметил, что шлифование между центрами подходит для деталей, которые требуют высокого уровня точности округлости диаметра относительно центральной линии, например, для подшипников и трансмиссионных валов. Бесцентровое шлифование подходит для деталей с требованием округлости менее 1 мкм и при подходящем количестве деталей. «Вы не можете просто сделать пару сотен; вам нужна пара тысяч», — сказал Уортун.
«Обычно я объясняю клиентам, что мы собираемся разделить микрон на треть», — добавил Уортун. «Вы просто приходите со шлифовальным кругом и шлифуете эти детали, связанные с центральной линией по диаметру, убираете заднюю бабку, и деталь падает на опорную плиту, а затем вы шлифуете ее без центра». Используются стандартные рабочие или неподвижные рабочие головки и центры задней бабки, и рабочей головке не обязательно нужен привод и программируемая скорость вращения. «Зажим между центрами обеспечивает достаточное давление на деталь, чтобы она сломалась по отношению к шлифовальному кругу по внешнему диаметру», — сказал Уортун.
Бесцентрово-шлифовальный станок Kronos S — еще один бесцентрово-шлифовальный станок от United Grinding, который, по заявлению компании, обеспечивает экономичную обработку мелких деталей. Конечный пользователь может переоборудовать машину из любой установки в плунжерную машину с наклоном 15° в течение 2 часов, включая правку. Это позволяет выполнять бесцентровое шлифование изделий, которые были возможны только между центрами, например, иглы впрыска дизельного топлива и корпуса подшипников. Таким образом, Kronos S — это «две машины в одной», — заявили в United Grinding.
По словам Брэда Дарра, менеджера по продажам и маркетингу производителя шлифовальных станков в Северной Америке, компания Micron USA Inc., Кентвуд, штат Мичиган, предлагает альтернативный вариант станка с наклонной станиной для быстрой смены станка. Нижний ползун регулирующего колеса установлен под углом 15°, а верхний ползун параллелен земле. Управляя двумя ползунками одновременно, конечный пользователь может поднимать или опускать осевую линию регулирующего колеса, сохраняя точку контакта заготовки с регулирующим колесом. «Например, при переходе от диаметра 40 мм. часть до 65 мм-диам. В частности, у нас есть возможность изменять высоту центра регулируемого колеса с помощью ЧПУ, а не вручную изменять высоту остальных лопастей, что значительно сокращает время переналадки», — сказал он.
Типы бесцентрового шлифования
Существуют два основных типа бесцентрового шлифования: сквозное и врезание. По словам Пейна, бесцентровое шлифование со сквозной подачей является наиболее распространенным. Например, его часто выполняют для подготовки прутка для станков швейцарского типа. При сквозном шлифовании заготовка вставляется между регулировочным и шлифовальным кругами, заставляя заготовку вращаться и двигаться вперед. Для обеспечения заготовке подходящего вращения и подачи регулировочное колесо наклонено от горизонтальной плоскости, при этом конец колеса, в который входит заготовка, находится выше. Чем больше угол подачи, тем быстрее заготовка перемещается между колесами. Поскольку регулировочное колесо наклонено, оно должно иметь гиперболическую форму со слегка вогнутым центром, чтобы заготовка соприкасалась по прямой линии с поверхностью регулировочного колеса. «Если бы регулирующее колесо было постоянным, настоящим цилиндром, заготовка попадала бы только в центр», — сказал Пейн.
Вторым типом бесцентрового шлифования является врезное шлифование, которое иногда называют врезным, профильным или торцевым бесцентровым шлифованием. Метод подачи предназначен для заготовок, для которых требуется несколько диаметров или шагов. Здесь шлифовальные и регулирующие круги затачиваются в соответствии с размерами готовой детали. Кроме того, шлифование с подачей предназначено для заготовок, имеющих выступ, препятствующий шлифованию на сквозную подачу. При шлифовании с подачей заготовка размещается на опорном лезвии между двумя кругами, рабочий локатор или «конечный упор» блокирует перемещение заготовки в осевом направлении во время цикла шлифования. Как и сквозное шлифование, врезное шлифование предназначено для крупносерийного производства, но метод сквозного шлифования обычно обеспечивает более быстрое шлифование деталей. «Единственные детали, которые вы будете шлифовать, — это те детали, которые вам нужны», — сказал Пейн.
Золотники клапанов, валы насосов и клапаны двигателей являются примерами деталей, подходящих для шлифования с подачей. Шрам описал одну работу Ace Grinding по изготовлению костного винтового сверла для ортопедической промышленности, которое требует одновременного шлифования трех диаметров детали. «Это превращается в действительно приятную, но сложную работу», — сказал он. «Когда хирурги поворачивают это сверло, оно не может качаться. МДП со стороны должен быть очень однородным».
Другие области применения
Бесцентровое шлифование с подачей может также производить заготовки из твердого сплава и стали для изготовления промышленных режущих инструментов, а также пуансонов и штифтов для производства пресс-форм. По словам Райана Михелса, менеджера по продажам, это основное применение бесцентровых шлифовальных станков компании Tru Tech Systems Inc., Маунт Клеменс, штат Мичиган. По его словам, по сравнению с более крупными обычными бесцентровыми шлифовальными машинами установка шлифовальных машин Tru Tech выполняется быстрее и проще. «Вы можете получить довольно хорошую настройку за 5–10 минут», — сказал Михелс.
Он отметил, что программное обеспечение упрощает процесс. «Он разговаривает с вами и проводит вас через процесс настройки», — сказал Михелс. «Он говорит вам, что делать и когда это делать». Программное обеспечение также включает в себя библиотеку справочных видеороликов, объясняющих, как устранять определенные проблемы, такие как исправление биения и износа колес. Доступны модули для расчета тригонометрии и радиуса, а также база данных скоростей и подач, помогающая обеспечить оптимальную чистоту поверхности. По словам Михелса, настройка на станках Tru Tech также выполняется довольно быстро, потому что они могут использовать шлифовальные круги 1A1, которые являются плоскими и обычно имеют размер ½”×7″ — меньше, чем большинство бесцентровых шлифовальных кругов. Плоское колесо, например, может погрузить заготовку, чтобы получить грубую форму детали, а затем профилировать ее с углами, радиусами, обратным конусом и точкой сверления за один установ. В отличие от типичных бесцентровых шлифовальных станков, в шлифовальных станках Tru Tech используется опорный рычаг с роликовым подшипником на конце, который удерживает заготовку подобно V-образному зажиму. Двигатель вращает ролик, который, в свою очередь, вращает деталь.
По словам Михелса, в дополнение к возможности быстрой настройки различных заданий по шлифованию с подачей, переключение с подачи на подачу на станках занимает от 10 до 15 минут. Бесцентровое шлифование также использовалось для изготовления деталей, которые ранее считались подходящими только для других методов производства. Баннаян из Glebar отметил пример бесцентрового шлифования трех различных конусов до 0,002″ на 0,012″-диаметре. проводник, который проводит стент к закупоренной артерии. Раньше провода изготавливались с помощью химического травления, когда провод удалялся из химиката через определенные промежутки времени для создания конусов.
«Мы смогли внедрить в него процесс бесцентрового шлифования и сделать это в сто раз быстрее с гораздо большей гибкостью в отношении формы проволоки», — сказал Баннаян. Он добавил, что бесцентровое шлифование также подходит для некоторых деталей малого диаметра, которые обычно изготавливаются на токарных центрах швейцарского типа.
Центральная линия Имеет значение
При сквозном или бесцентровом шлифовании осевые линии регулирующего и шлифовального кругов находятся примерно на одной высоте, а шлифовальный круг в некоторых случаях может быть немного выше. Однако центральная линия заготовки должна быть выше, чем две другие, чтобы избежать создания трехлепесткового диаметра. «Самый опасный момент при бесцентровом шлифовании — это когда центральная линия заготовки находится точно на одной линии с осевой линией шлифовального круга и подающего колеса», — сказал Шрам. Это когда бесцентровое шлифование создает высокие точки на диаметре заготовки, и эти высокие точки начинают увеличиваться по мере вращения детали, создавая постепенно меньшие низкие точки на противоположной стороне, поскольку высокая точка ударяет по подающему колесу и толкает заготовку в шлифовальный круг. объяснил. Если настройка неверна, «бесцентровое шлифование печально известно из-за трехточечной некруглости при плохой настройке», — сказал Шрам. «Это также очень хорошо для исправления трехточечного отклонения от круга, если настройка правильная».
При нехватке квалифицированного персонала по бесцентровой настройке иногда может помочь программное обеспечение. «Для осевых линий это не критично, потому что с помощью нашего программного обеспечения мы обычно можем компенсировать любую человеческую ошибку в настройке», — сказал Михелс из Tru Tech. «Это вполне снисходительно». Как производитель новых бесцентровых шлифовальных станков, Пейн сказал, что Cinetic Landis проектирует и производит свои станки с высотой осевых линий шпинделей, чтобы они точно совпадали друг с другом, что становится более важным по мере уменьшения диаметра детали, но ремонтники часто упускают это из виду в процессе восстановления. .
Пейн добавил, что восстановленный бесцентровый шлифовальный станок имеет ту же статическую жесткость, что и при первоначальной сборке, но новый станок обычно имеет значительно более высокую статическую жесткость из-за своей усовершенствованной конструкции, что выгодно при обработке закаленных металлов и достижении жестких допусков и высоких пропускная способность. Например, он сказал, что старая бесцентровая шлифовальная машина Cincinnati имеет статическую жесткость примерно от 300 000 до 800 000 фунтов. на дюйм, в зависимости от модели, но новая машина, такая как Landis Cincinnati Viking SuperSeries II, имеет статическую жесткость 3 миллиона фунтов. на дюйм. «Более 50 процентов проектов, для которых мы продаем новые машины, начинались с реконструкции, — сказал Пейн. «Конструкция машины должна быть с нуля». Эта проектная работа включает в себя проведение конечно-элементного анализа машины для понимания и измерения статической жесткости.
С момента внедрения бесцентрового шлифования в начале 1920-х годов основные принципы остались прежними, но усовершенствования конструкции увеличили производительность и возможность достижения более жестких допусков, а внедрение ЧПУ сделало процесс более гибким для работы в мастерской и даже прототипирование. Кроме того, производители шлифовальных станков продолжают делать бесцентровое шлифование быстрее и проще, помогая демистифицировать его. «Многие люди боялись бесцентрового шлифования, — сказал Михелс. «Мы постарались устранить все неизвестные и упростить задачу для всех». КТР
Бесшовное бесцентровое
Для обеспечения более стабильной обработки поверхности при бесцентровом шлифовании со сквозной подачей и подачей компания Abrasive Technology Inc., Льюис-Сентер, Огайо, разработала технологию изготовления бесшовных суперабразивных кругов и недавно получила патенты в США (7393370 ) и Южной Корее (849587 и 849590). Кроме того, компания получила уведомление об одобрении от Европейского Союза и ожидает выдачи патента. Бутч Питерман, президент компании, разработал первоначальную концепцию и потратил 9лет совершенствуя его.
Традиционно штампованные колеса изготавливаются в виде сегментов, которые соединяются эпоксидной смолой и/или винтами, и имеют швы, которые могут оставлять следы по длине шлифованной заготовки, пояснил Глен Розье, специалист по развитию бизнеса изделий на полимерной и металлической связке в Abrasive Technology, добавив, что бесшовные колеса устраняют эту проблему. Кроме того, он сказал, что производственные вариации могут существовать в секциях фальцованных колес и делать их склонными к непостоянным характеристикам круга. Это изменение приводит к поломке колеса со скоростью, соответствующей его самой мягкой части.
Он сказал, что бесшовные круги практически не имеют пористости, что обеспечивает однородность круга от края до края и снаружи внутрь. Кроме того, по словам Розье, по сравнению с обычными методами, которые обычно производят колеса с отклонением от 7 до 10 баллов твердости по шкале Роквелла B, бесшовные колеса практически не имеют отклонений в баллах твердости. «Таким образом, вы получаете очень стабильный износ и производительность», — сказал он.
Розье отметил, что технология бесшовного шлифования продлевает срок службы круга на 10–30 процентов и обеспечивает более высокие показатели съема материала. «Поскольку бесшовное колесо по своей природе прочнее и жестче, оно позволяет вам использовать более тяжелый DOC, чем вы обычно пытаетесь использовать с обычным штампованным бесцентровым колесом», — сказал он. Бесшовные колеса доступны в диаметрах 8″, 10″ и 20″, а к началу 2009 года компания планирует предложить 24-дюймовое колесо.. В настоящее время Abrasive Technology не взимает никаких надбавок за новую запатентованную бесшовную технологию.
Об авторе: Алан Рихтер, редактор журнала Cutting Tool Engineering, присоединился к публикации в 2000 году. Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Обратитесь в компанию Ace Grinding Today
“*” указывает на обязательные поля
Услуги бесцентрового шлифования 丨Сверхточная шлифовка по требованию
Мы специализируемся на услугах бесцентрового шлифования и предлагаем решения для ваших потребностей в шлифовании. DEK стремится обеспечить превосходное бесцентровое шлифование, на которое вы можете положиться. Мы гарантируем максимальную производительность ваших деталей на долгие годы.
Комплексное решение для бесцентрового шлифования для ваших нужд: оперативное и эффективное
DEK предлагает вам максимальные преимущества бесцентрового шлифования для ваших круглых или цилиндрических деталей. Мы удовлетворяем наших клиентов благодаря нашим высококачественным и эффективным шлифовальным услугам. Наши передовые технологии и современные бесцентровые шлифовальные станки — идеальное решение для получения высокопроизводительных деталей с исключительной чистотой поверхности.
Для DEK бесцентровое шлифование — это искусство. Наш персонал состоит из высококлассных инженеров, которые помогут вам на каждом этапе процесса бесцентрового шлифования. DEK справляется с вашими крупномасштабными производственными потребностями с помощью ультрасовременного оборудования и может обрабатывать ваши заказы в течение максимум 2-3 дней.
- Ультра точность. Допуск до ±0,001 мм (0,00005 дюйма)
- Небольшое время загрузки и возможность обработки большого количества деталей
- Экономия времени производства за счет автоматизации
- Позвольте вам не беспокоиться благодаря подробному осмотру изготовленных деталей
Материалы для бесцентрового шлифования DEK работает с
Современные бесцентровые шлифовальные станки DEK способны с легкостью обрабатывать высококачественные промышленные материалы и достигать результатов, которые вы одобряете. Ниже приведены некоторые из наиболее распространенных материалов, доступных для бесцентрового шлифования.
Алюминий
Алюминий – один из лучших вариантов для бесцентрового шлифования. Он обладает некоторыми исключительными природными свойствами, которыми восхищаются клиенты во всем мире. Шлифовка и обработка поверхности алюминия могут повысить качество, безопасность и производительность. Алюминий позволяет свести к минимуму время простоя и общие затраты на бесцентровое шлифование, а также обеспечить стабильную и плавную работу ваших деталей.
DEK предпочитает латунь из-за ее способности легко принимать различные сложные формы. Кроме того, он является хорошим проводником тепла и обладает отличной устойчивостью к коррозии. Что интересно в отношении латуни, так это то, что она требует большой осторожности при бесцентровом шлифовании, а внимание к деталям является ключом к ее обработке. DEK гораздо лучше справляется с балансировкой окружающей среды и производит исключительные латунные детали.
Бронза
В общем случае бронза представляет собой сплав, состоящий из меди и олова (12-12,5%). Кроме того, в зависимости от ваших конкретных требований, бронза также может содержать алюминий, марганец, никель или цинк. Используя бронзу, вы можете добиться различных свойств, и этот металл также дает вам свободу персонализировать ваши детали.
Медь
Компания DEK использует медь для производства цилиндрических деталей товарного качества. С медью очень легко работать, потому что она экономична и хорошо поддается механической обработке. DEK предпочитает работать с медью, чтобы улучшить эластичность, гибкость, твердость, цвет и устойчивость детали к коррозии.
Жаропрочные сплавы
Компания DEK стремится поставлять высококачественные жаропрочные сплавы промышленного класса для бесцентрового шлифования. Эти сплавы эффективны при экстремально высоких температурах и могут выдерживать даже температуру 1000 градусов по Цельсию без потери производительности. Существуют различные способы, которыми DEK выбирает для вас подходящие жаропрочные сплавы в зависимости от ваших требований и области применения.
Никелевые сплавы
Никелевые сплавы представляют собой высококачественные материалы с широкими возможностями настройки для бесцентрового шлифования. Эти сплавы также известны как сплавы с контролируемым расширением, которые содержат не менее 29% никеля. Железо, медь, хром, титан в основном используются в никелевых сплавах для улучшения свойств материала цилиндрических деталей.
Нержавеющая сталь
Металл из нержавеющей стали для бесцентрового шлифования содержит множество основных химических элементов, которые при сплавлении образуют прочный и прочный сплав. DEK выбирает нержавеющую сталь, потому что она обеспечивает высокую производительность деталей и отличное качество поверхности. Мы также считаем, что чистота имеет большое значение, и нержавеющая сталь может дать вам именно то, что вы хотите для своих цилиндрических деталей.
Титан
В DEK мы отдаем предпочтение титану из-за его исключительного отношения прочности к весу, а также отличного теплового и электрического сопротивления. Вы можете получить легкие детали с лучшими характеристиками, используя титан в качестве бесцентрового шлифовального материала. Титан привлекателен и используется для критически важных приложений, в которых важна точность.
Почему более 2300+ клиентов ♥️ DEK
Великолепная окупаемость инвестиций
Повышение производительности при соблюдении более строгих допусков станет отличной отдачей от ваших инвестиций. DEK гарантирует, что вы получите экономически выгодные детали благодаря своим полностью оптимизированным услугам бесцентрового шлифования. Высокая производительность и более длительный срок службы ваших деталей стоят потраченных денег.
Простота производства
Современные бесцентровые шлифовальные станки DEK, оснащенные 40+ высококвалифицированными инженерами, гарантируют быстрое крупносерийное производство со сверхзвуковой скоростью. Мы можем дать вам качественные результаты в течение 2-3 дней и в состоянии обработать ваш полный заказ в течение 1-2 недель. Наши передовые технологии, основанные на последних исследованиях, снижают количество брака на производственный цикл и повышают надежность и эффективность.
Экономия средств
Компания DEK гарантирует, что ее услуги бесцентрового шлифования являются самым простым способом снижения затрат на изготовление деталей за счет сокращения затрат на материалы, энергию и ресурсы. Мы считаем, что рентабельность так же важна, как качество и производительность деталей. Следовательно, мы достигаем этого за счет корректировки конструкции деталей и эффективного использования всех ресурсов, а также оптимизации наших процессов бесцентрового шлифования. DEK инвестирует в новейшее оборудование и передовые технологии бесцентрового шлифования, чтобы сократить отходы материала и потери энергии, сэкономить до 20% от общей стоимости и повысить производительность и качество ваших деталей.
Стабильность качества
Способность DEK организовать и спланировать полные процессы бесцентрового шлифования с точки зрения динамического качества деталей гарантирует постоянное качество деталей с исключительной производительностью. Мы определяем, управляем, фокусируем и контролируем качество на каждом этапе бесцентрового шлифования, чтобы достичь того, к чему мы стремимся. В DEK наш общий успех и опыт являются одними из ключевых факторов, лежащих в основе нашей способности добиваться стабильного качества.
Универсальное решение
DEK — это универсальное решение для любых задач бесцентрового шлифования. У нас есть до трех типов методов бесцентрового шлифования, включая сквозную подачу, подачу с подачей и торцевую подачу. Кроме того, наша способность предложить полную настройку ваших деталей дает вам свободу, которую вы заслуживаете, чтобы получить детали, которые вы хотели. Возможности сверхточного бесцентрового шлифования DEK гарантируют быстрое и качественное изготовление деталей. От планирования конструкции вашей цилиндрической детали до детальной проверки и отгрузки, DEK делает все, что связано с производством вашей детали, чтобы вы могли не беспокоиться.
Жесткие допуски на размеры
Бесцентровое шлифование DEK является исключительным и позволяет вашим деталям выдерживать более жесткие допуски на размеры. Это также является потенциальной причиной более гладкой поверхности ваших деталей. Более частое проведение DEK качественных и подробных проверок с использованием более специализированного оборудования гарантирует точность размеров ваших деталей до +/- 0,001 мм. Более того, меньшая производительность и устранение отходов сырья означает более низкие затраты на достижение более высоких уровней точности.
Более высокий стандарт безопасности и качества
DEK гарантирует, что у вас будет более жесткий контроль над процессами бесцентрового шлифования, что позволит вам убедиться, что все ваши детали соответствуют стандартам и вашим спецификациям. С DEK, если возникнет проблема или что-то потребует изменений, вы сможете поймать ее и исправить быстрее, что сэкономит ваше драгоценное время и деньги. Работая с нами, вы будете чувствовать себя более уверенно, потому что мы придерживаемся более высоких стандартов безопасности и качества. Китайское производство позволяет вам применять более строгие меры безопасности, а в Китае также самый высокий уровень безопасности и правил качества.
Экологичность
Оптимизированное бесцентровое шлифование DEK не только сэкономит вам больше денег, но и будет энергоэффективным. Сокращение отходов материалов, энергии и других ценных ресурсов при изготовлении ваших цилиндрических деталей — это наш основной способ сделать окружающую среду чистой. Большинство наших клиентов заботятся о безопасности окружающей среды и придерживаются этически обоснованных и экологически чистых методов ведения бизнеса.
Отзывы наших довольных клиентов
За свою историю работы с поставщиком услуг бесцентрового шлифования я могу честно сказать, что нет ни одной компании, которая может предоставить услуги лучше, чем DEK. Профессионализм людей в DEK и готовность делать все, что нужно, с минимальными перерывами — вот почему я являюсь поклонником их работы. Снимаю шляпу перед всеми в DEK за выдающуюся работу, и для меня большая честь работать с вами. DEK действительно знает, как удовлетворить своих клиентов с помощью их общения и высококачественных запчастей. Они действительно справляются со всем, что связано с бесцентровым шлифованием, благодаря своим высококачественным услугам и оборудованию.
VICTOR SNUG
Менеджер по цепочке поставок аэрокосмической отрасли
Когда бы я ни работал с DEK, всегда было качество. Прошло уже десять лет, как я являюсь активным клиентом DEK. Они действительно знают, как справиться с рабочей нагрузкой и обработать заказ быстро и с минимальными затратами. Некоторые из членов моей команды также работали и разговаривали с некоторыми другими компаниями, но не могут найти тот уровень удовлетворенности, который мы имеем с DEK. Они всегда реагировали на каждый мой запрос, и самое главное, они информировали меня о прогрессе. Для меня преимущество номер один в работе с DEK заключается в том, что они будут честны с вами каждый раз. Также хочу отметить, насколько грамотно они планируют все процессы и получают точные результаты.
ЧЖАН ВЭЙ
Менеджер по качеству аэрокосмической отрасли
Нужны услуги бесцентрового шлифования ваших нестандартных деталей?
Наши возможности бесцентрового шлифования удовлетворяют растущие потребности в прецизионных и высокопроизводительных цилиндрических деталях с отличным качеством поверхности. DEK легко соблюдает стандартные допуски на размеры ±0,001 мм. Мы внедряем решения для устранения или исправления потенциально опасных ситуаций и рекомендуем вам ознакомиться с нашим обширным списком услуг по бесцентровому шлифованию.
Дополнительное чтение
Руководство по бесцентровому шлифованию и покупке Часто задаваемые вопросы
Удаление материала с заготовки в процессе механической обработки называется бесцентровым шлифованием.
Использование передовых технологий и новейшего оборудования делает бесцентровое шлифование самым передовым процессом обработки.
Это руководство поможет вам узнать обо всем, что связано с бесцентровым шлифованием, и о том, как получить прецизионные детали.
Кроме того, вы узнаете, как DEK предлагает свои услуги и как лучше всего предоставить вам исключительные детали.
Что такое бесцентровое шлифование?
Бесцентровое шлифование — это процесс механической обработки, состоящий из двух вращающихся шлифовальных кругов.
Состоит из следующих частей:
- Стационарное колесо
- Подвижное колесо
- Заготовка
- Центральная платформа
Одно колесо неподвижное, другое — подвижное. Подвижное колесо оказывает давление на заготовку, помещенную на рабочий стол.
Стационарное колесо определяет скорость съема материала с заготовки.
Устранение потерь материалов, энергии и других ценных ресурсов является результатом оптимизации процессов с помощью передовых технологий.
Кроме того, использование передовых технологий и профессиональной среды для бесцентрового шлифования также сделает обработку деталей рентабельной.
Бесцентровое шлифование известно своей способностью обрабатывать детали в короткие сроки.
Бесцентровое шлифование может быть разных типов, но есть три основных метода получения прецизионных деталей:
- Сквозная подача
- Торцевая подача
- Подача
Современные бесцентровые шлифовальные станки используют компьютерное числовое управление для получения деталей, требующих более жестких допусков.
Более того, эти передовые бесцентровые шлифовальные станки позволяют автоматизировать процесс и повысить точность.
Бесцентровое шлифование помогает нам обрабатывать такие детали, как узлы трансмиссии, узлы подачи и многие другие нестандартные детали.
Что наиболее важно, это экологически безопасный и экологически чистый процесс обработки, позволяющий получать точные детали с минимальными затратами.
Как работает бесцентровое шлифование?
Бесцентровое шлифование — один из наиболее важных производственных процессов, при котором с высокой точностью обрабатываются большие объемы автомобильных деталей.
Эти автомобильные компоненты:
- Клапанские катушки
- Контрольные стержни
- Распределительные валы
- Crankshafts
- Pistons
- Sleeves & Fllers
- 017
в генерале в общих чертах.
Он также хорошо известен в медицинской и аэрокосмической промышленности благодаря своей точной обработке.
Кроме того, в любой отрасли, где требуется округлость и предельная точность цилиндрической поверхности, применяется бесцентровое шлифование.
Он прост, но эффективен, а также не требует каких-либо удерживающих методов.
Шлифовальный круг бесцентрового шлифовального станка больше по размеру, чем регулирующий круг.
Рабочая подставка работает как материальная опора для заготовки, которая представляет собой лезвиеобразную платформу, расположенную между двумя колесами бесцентрового шлифовального станка.
Процесс шлифования начинается, когда сила шлифовального круга толкает заготовку в регулирующий круг.
Скорость вращения заготовки зависит от скорости регулировочного колеса.
Использование различных методов шлифования для обработки заготовки в деталь в зависимости от конструкции и сложности вашей детали.
После обработки детали соответствующее колесо притягивает деталь к упору, установленному на упоре.
Шлифовальный круг является наиболее важной частью бесцентрового шлифования, поскольку он отвечает за шлифование детали до желаемой формы.
Сами колеса долговечны и дольше сохраняют остроту.
Кроме того, эти колеса обладают высокой теплопроводностью, которая помогает сохранять форму при высоких контактных температурах и необходима для достижения высоких скоростей вращения.
Бесцентровое шлифование требует меньше времени для обработки прецизионных деталей.
Какие существуют формы бесцентрового шлифования?
Бесцентровое шлифование использует абразивную резку для удаления материала для придания формы деталям и является одним из лучших процессов механической обработки круглых деталей.
Уникальность этого процесса обработки заключается в том, что заготовка удерживается на месте за счет давления вращающихся колес.
Фиксация не требуется, установка проста и занимает мало времени.
Для исключения возможности возникновения дефектов при шлифовальных операциях заготовка жестко поддерживается.
Бесцентровое шлифование также может поддерживать допуски круглых деталей до ±0,001 мм.
Обработка заготовок относительно сложной формы, например, в форме песочных часов, представляет собой сложную задачу для бесцентрового шлифования.
Ниже приведены некоторые детали, которые требуют крайней округлости и могут достичь точных форм посредством бесконечного шлифования:
- Валы
- Гидравлические компоненты
- Тортовые стержни
- PINS
- BUSTINGS 35 Фастингера
- 7 9000 2
- . Бесцентровые шлифованные детали с помощью бесцентрового шлифования включают:
- Медицинские
- Аэрокосмические
- Военные/оборонные
- Энергетика
- Нефть и газ
- Пищевая промышленность
Если ваши детали содержат круглые формы, бесцентровое шлифование — правильный процесс обработки ваших деталей.
Кроме того, бесцентровое шлифование также обеспечивает идеальную чистоту поверхности ваших круглых деталей благодаря возможности точного шлифования.
Какие материалы можно бесцентрово шлифовать?
Цилиндрические и другие закругленные детали могут быть изготовлены из высококачественного промышленного материала.
Эти материалы иногда очень трудно поддаются механической обработке, поэтому бесцентровое шлифование в качестве шлифования наружного диаметра обрабатывает эти материалы с помощью уникальных технологий.
Обеспечивает более простую и быструю обработку заготовок, требующих более жестких допусков и точности.
Кроме того, благодаря более быстрым операциям, большей поддержке заготовки и более высокой точности, обширная библиотека материалов доступна для обработки посредством бесцентрового шлифования.
Металлы, используемые в каждой отрасли промышленности, где требуются круглые детали, могут быть обработаны посредством бесцентрового шлифования, и некоторые из наиболее важных из них следующие:
- Алюминий
- Латунь
- Бронзовая
- Coper
- Высокотемпературные сплавы
- Никелевой Alloy
- СТАВИЛЬНАЯ СТАЛИ
- Титановые
- 017
NOTE-MATAILE MATAILLIS ожидания благодаря передовым технологиям и процессам обработки.
Автоматизация бесцентрового шлифования повышает точность и аккуратность деталей и позволяет нам обрабатывать многие другие прочные материалы, которые иногда требуются для круглых деталей со сложной поверхностью.
Бесцентровое шлифование играет важную роль в производстве безупречных распределительных валов, коленчатых валов и зубчатых валов, изготовленных из прочного промышленного материала.
Каковы преимущества бесцентрового шлифования?
Когда детали имеют большое отношение длины к диаметру, бесцентровое шлифование становится обязательным требованием для достижения более жестких допусков этих деталей.
Бесцентровое шлифование — ценный процесс механической обработки, который предлагает множество основных и дополнительных преимуществ как для производителей, так и для клиентов.
Более того, использование новейших технологий и современного оборудования может еще больше увеличить его преимущества.
Ниже приведены некоторые основные преимущества для тех, кто использует бесцентровое шлифование:
- Бесцентровые шлифовальные станки работают дольше без потери производительности
- Практически не требуют обслуживания и предлагают экономичные решения
- Возможность производства деталей в больших количествах быстро
- Бесцентровые шлифовальные станки могут работать годами без перерывов
- Устраняет неудобства, связанные с поломкой
- Позволяет достичь высокого уровня точности
- Обеспечивает чистую поверхность и высококачественный рез с точностью
- Сокращает количество отходов материалов, энергии и других ценных ресурсов
- Может повысить производительность за счет автоматизации и программного обеспечения
- Помочь вам достичь идентичного производства
- Позволяет достичь чрезвычайно жестких допусков +/-0,001 мм
- Отличная округлость деталей возможна благодаря бесцентровому шлифованию
- Обеспечивает превосходную прямолинейность
- Меньший припуск по сравнению с межцентровым шлифованием
- Незначительное рабочее отклонение, позволяющее шлифовать более длинные детали
- Сокращение времени цикла за счет простоты автоматизации обработка поверхности вашей заготовки.
Кроме того, он требует ограниченных ресурсов и является мощным инструментом, который обрабатывает ваши заказы большого объема в установленные вами сроки.
Какой самый жесткий допуск для бесцентрового шлифования?
Для бесцентровых шлифовальных станков важна высокая точность.
Сверхточные бесцентровые станки предъявляют высокие требования в современном промышленном мире и должны обрабатывать современные материалы с высокой точностью.
Важные и сложные детали используются в аэрокосмической и других чувствительных отраслях промышленности.
Единственная неровность дефекта может привести к ущербу на миллион долларов и потребовать бесцентрового шлифования.
Бесцентровое шлифование уверено в своей способности производить детали с более жесткими допусками для самых сложных применений.
Решение самых сложных задач с помощью лучшей в своем классе технологии бесцентрового шлифования, несомненно, дает нам детали с более жесткими допусками +/- 0,001 мм.
Самое главное, бесцентровое шлифование является решением самых сложных задач клиентов в достижении точности и высочайшего уровня точности круглых обрабатываемых деталей.
Новейшие технологии и средства автоматизации, применяемые в сверхточном бесцентровом шлифовании, расширяют допуски деталей до предела.
Помогает соблюдать более жесткие допуски по диаметру и цилиндричности до субмикронного уровня.
Кроме того, сверхточное бесцентровое шлифование помогает достичь более высокого уровня точности при изготовлении многих высокотехнологичных деталей, используемых в современных машинах.
Изготовление идеальных деталей возможно за счет сочетания бесцентрового шлифования с передовыми технологиями.
В чем разница между бесцентровым шлифованием и полировкой?
Полировка — это процесс обработки поверхности для повышения гладкости деталей.
Технически приклеенный абразив, прикрепленный к рабочему кругу, может выполнять полировку детали.
С другой стороны, бесцентровое шлифование — это процесс обработки деталей круглой формы.
Бесцентровое шлифование также обеспечивает идеальное качество поверхности обрабатываемой детали автоматически.
Его наиболее важным преимуществом является то, что он обеспечивает допуск металла с низким и постоянным качеством поверхности, что делает деталь одной из лучших.
Однако бесцентровое шлифование и полирование иногда выполняются на деталях одновременно.
Бесцентровое шлифование подходит для любого металла, от алюминия до титана, а также обеспечивает идеальную и чистую поверхность.
Кроме того, интересно, что добиться идеальной гладкости поверхности деталей можно обоими способами.
Чтобы придать круглым деталям блестящую отделку, используется полировка, которая сильно влияет на детали из алюминия, латуни и нержавеющей стали.
Бесцентровое шлифование всегда выполняется перед полировкой, чтобы получить ровную поверхность детали с минимальными повреждениями.
Бесцентровое шлифование в основном удаляет следы пилы, выравнивает и очищает поверхность заготовки, чтобы придать ей желаемую форму.
Полировка дополнительно удаляет артефакты бесцентрового шлифования.
Основное различие между бесцентровым шлифованием и полированием заключается в том, что полирование может выполнять только один тип задач.
В чем разница между центровым и бесцентровым шлифованием?
Бесцентровое шлифование сильно отличается от центрового шлифования. Бесцентровое шлифование не содержит приспособления или шпинделя для фиксации заготовки.
При бесцентровом шлифовании заготовку закрепляют два вращающихся шлифовальных круга, скорость их вращения относительно друг друга определяет скорость съема материала с заготовки.
Вам важно понимать, что оба вида помола одинаковы, но процесс помола разный.
Однако оба процесса измельчения имеют свои особенности применения, преимущества и недостатки.
Кроме того, ниже приведены некоторые возможные различия между бесцентровым шлифованием и центровым шлифованием:
- При центрированном шлифовании заготовка состоит из неподвижного центра; однако при бесцентровом шлифовании фиксированное положение центра заготовки отсутствует.
- При центрированном шлифовании идеально подходит для размещения заготовки между двумя центрами в патроне; однако при бесцентровом шлифовании заготовка удерживается между двумя вращающимися кругами для обработки.
- При центровом шлифовании заготовка не совершает никакого движения, а вращается только шлифовальный круг, а при бесцентровом шлифовании заготовка вращается только посредством регулирующего круга и шлифовального круга.
- При центрированном шлифовании идеально подходит для удержания заготовки в фиксированных кулачках, а при бесцентровом шлифовании заготовка не фиксируется и ее легко загружать и выгружать, а также сокращается время наладки.
- Центровочное шлифование неэкономично для массового производства по сравнению с бесцентровым шлифованием.
Кроме того, с помощью центрового шлифования можно обрабатывать детали любой формы и размера с большей точностью и чистотой.
При бесцентровом шлифовании обрабатываются только заготовки цилиндрической формы, но они обеспечивают большую точность и более жесткие допуски даже +/-0,001 мм.
В чем разница между круглым и бесцентровым шлифованием?
Большинство клиентов иногда ошибочно принимают бесцентровое шлифование за круглое шлифование, но на самом деле они сильно отличаются друг от друга.
Основное различие между ними заключается в том, что круглое шлифование выполняется только одним кругом, а бесцентровое шлифование выполняется двумя кругами.
Однако бесцентровое шлифование выполняется намного быстрее, чем любой другой процесс шлифования, и дает исключительно точные результаты.
Это также лучше всего подходит для приложений, требующих высокой точности с деталями с отличными допусками.
Оба процесса шлифования позволяют производить детали с превосходной чистотой поверхности и круглыми технологическими формами.
Кроме того, есть некоторые преимущества, которые вы не можете получить при круглом шлифовании:
- Производство деталей в больших объемах с высокой скоростью
- Процесс обработки для широкого спектра областей, в том числе:
- Аэрокосмическая промышленность
- Автомобильная
- Военная
- Медицинская
- Содержит основные технические обновления, которые повышают эффективность процессов шлифования, сокращая время обработки.
Круглое шлифование также позволяет добиться чрезвычайно жестких допусков и скругления углов с высокой точностью.
Кроме того, когда автоматизация включает в себя бесцентровое шлифование, оно также становится более рентабельным, чем круглое шлифование.
Как бесцентровое шлифование улучшает характеристики и качество деталей?
Никакой другой процесс обработки не может удалить материал снаружи цилиндрической заготовки посредством абразивной резки для достижения исключительной гладкости, округлости и требуемых диаметров.
Бесцентровое шлифование имеет ряд особенностей, которые делают его уникальным и помогают улучшить качество и производительность обрабатываемых деталей, в том числе:
- При центрированном шлифовании заготовка состоит из неподвижного центра; однако при бесцентровом шлифовании фиксированное положение центра заготовки отсутствует.
- Полностью оптимизированное бесцентровое шлифование
- Устранение материалов отходов
- Устранение питания
- Устранение отходов ценных ресурсов
- Устранение ненужных процессов
- . шлифование способно решать любые экологические, технологические, социальные и экономические проблемы.
Использование передовых технологий бесцентрового шлифования может обеспечить сверхточную обработку и чистовую обработку поверхности.
Кроме того, производители считают, что достижение более жестких допусков, внедрение новейших технологий, усовершенствование машин и снижение размеров проблем, связанных с суперсплавами, могут помочь получить высокопроизводительные и исключительные по качеству детали.
Бесцентровое шлифование также обеспечивает оптимальную термическую и динамическую стабильность, что позволяет быстро обрабатывать самые точные детали.
Кроме того, полностью контролируемая среда бесцентрового шлифования важна для получения безупречных результатов и безупречного качества поверхности.
Подходит ли бесцентровое шлифование для вашего проекта?
Как правило, бесцентровое шлифование в основном применяется для прецизионных круглых деталей.
Тем не менее, это все еще важный сегмент технологии.
Бесцентровое шлифование известно своей способностью к быстрому округлению и точности, а также тем, что это гораздо менее сложное и трудоемкое занятие.
Бесцентровое шлифование — это только звучит сложно, но очень просто. Это подходит вам, если вы хотите:
- Быстрая обработка круглых деталей
- Прецизионные детали с исключительной чистотой поверхности
- Детали с более жесткими допусками
- Экономичное решение
Кроме того, бесцентровое шлифование также способствует созданию экологически чистой и чистой окружающей среды.
Кроме того, если вам требуется следующее, бесцентровое шлифование для вас: Гибкое шлифование для ваших деталей и малогабаритное бесцентровое шлифовальное оборудование для мелких деталей.
Также предпочтительно производить детали для гидравлического оборудования, мотоциклов и т. д.
Важно поддерживать стабильное качество деталей, а также повышать качество изготовления деталей.
Бесцентровое шлифование оказывает большое влияние на современное производство и помогает повысить общую производительность вашего бизнеса.
По мере развития технологий бесцентровое шлифование также развивается и предлагает более экономичные решения для изготовления круглых деталей.
Как видите, у бесцентрового шлифования есть много преимуществ, которые и являются причиной его успеха.
При бесцентровом шлифовании исключена критическая ошибка, возможна автоматическая подача деталей.
Достижение более жестких допусков на размеры деталей также возможно с помощью бесцентрового шлифования, поскольку ни один другой процесс шлифования не обеспечивает такого уровня точности.
В общем, если вам нужны безупречные круглые детали с более жесткими допусками с минимальными затратами, бесцентровое шлифование для вас.
Сколько бесцентровых шлифовальных машин DEK?
В DEK у нас есть до 46 бесцентровых шлифовальных станков, которые обеспечивают быстрое удаление материала, более низкие допуски станка и размеры от 0,0001 дюйма или лучше.
Наши бесцентровые шлифовальные станки производятся на Тайване и в Японии.
Наш опытный штат инженеров также продолжает модернизировать наши бесцентровые шлифовальные станки, предлагая более прочные и точные детали.
В предыдущие годы бесцентровое шлифование стало популярным во многих критически важных отраслях промышленности из-за его более высокой производительности, лучшей стабильности заготовки и меньшего времени, необходимого для настройки задания.
Кроме того, DEK заботится о том, чтобы наши бесцентровые шлифовальные станки также обеспечивали более низкие производственные затраты и поддерживали их как можно ниже.
DEK с таким количеством бесцентровых шлифовальных станков может легко выполнять заказы большого объема в течение 1-2 недель.
DEK также проводит тщательную проверку, чтобы каждая деталь, которую вы получаете, была безупречной и высочайшего качества.
DEK обладает превосходными возможностями модификации бесцентровых шлифовальных станков на основе новейших технологий бесцентрового шлифования.
В DEK мы стремимся к развитию разнообразия и автоматизации.
Кроме того, DEK постоянно предлагает новые и улучшенные бесцентровые шлифовальные станки для обработки ваших заказов.
Наши бесцентровые шлифовальные станки улучшены по качеству и функциональности.
По мере того, как требования к бесцентровому шлифованию продолжают расти, компания DEK с помощью своих передовых бесцентровых шлифовальных станков старается соответствовать требованиям, с которыми она сталкивается в отрасли.
Сколько квалифицированных рабочих на бесцентровом шлифовальном станке DEK?
В штате DEK работает до 40 квалифицированных рабочих, которые обслуживают только одну цель – достижение контролируемого качества и точности бесцентрового шлифования.
Наш штат также состоит из более чем 10 инженеров, которые изучают новые методы и внедряют их в наши существующие системы, чтобы сделать их более надежными.
Квалифицированный персонал DEK полон решимости предложить лучшее бесцентровое шлифование, чтобы повысить производительность и полностью исключить вероятность ошибок.
DEK считает, что для достижения точности и деталей с более жесткими допусками необходимы не только современные бесцентровые шлифовальные станки, но и очень важен высокообразованный персонал.
Наш персонал по обеспечению качества мотивирует DEK к следующему:
- Стремитесь к более жестким допускам и прецизионным деталям
- Убедитесь, что ваши бесцентровые шлифовальные станки обеспечивают требуемую точность
- Оставьте минимальное пространство для ошибок
- Точно откалиброванные бесцентровые шлифовальные станки
- Профессионал группа тестирования, состоящая из сотрудников отдела контроля качества
- Тщательный контроль для производства деталей высочайшего качества
- Повышение функциональности процессов бесцентрового шлифования
Благодаря нашему персоналу, занимающемуся качеством, компания DEK полностью сосредоточена на достижении необходимого качества и точности.
Можете ли вы поддержать услуги бесцентрового шлифования по требованию?
Короче говоря, да! Производство по требованию — это новый подход к инновациям, который компания DEK приняла в качестве варианта производства теста для бесцентрового помола.