Резьбонарезной станок Rothenberger ROPOWER 50 R
Для нарезания резьбы стандартов BSPP и BSPT подходит резьбонарезной станок Rothenberger ROPOWER 50 R. Он нарезает резьбу размером 1/4-2”. Оснащен двигателем мощностью 1150 Вт, что позволяет работать со скоростью 40 об/мин. В комплект включена тележка, которую можно использовать в качестве стола. Для безопасности станок оснащен ножным включателем, без удержания которого станок не работает.
Комплект:
Резьбонарезной станок Rothenberger ROPOWER 50 R;
Резьбонарезная головка 1/2“ – 2“;
Ножи из быстрорежущей стали BSPP 1/2“– 3/4“, 1“ – 2“;
Предохранительный ножной выключатель;
Тележка;
Инструмент.
| Артикул | Наименование | Тип резьбы | Размер, дюйм | Напряжение, В | Цена, руб | |
|---|---|---|---|---|---|---|
| 56057 | Резьбонарезной станок Rothenberger ROPOWER 50 R стандартная головка | BSPT/ BSPP | 220 | 262817. 19 19 | ||
| 56050 | Резьбонарезной станок Rothenberger ROPOWER 50 R автоматич. головка | BSPT | 1/2-2 | – | 453689.09 | |
| Артикул | Наименование | Цена, руб | |
|---|---|---|---|
| 65010 | Резьбонарезное масло | 4898.00 | |
| 56056 | Набор NIPPEL MAX | 120554.00 | |
| 56500 | Устройство для обработки края резьбы | 11676.20 | |
| 56058 | Резьбонарезные ножи, SS, BSPP, 1/2-3/4″ TYP R | 24087.10 | |
| 56059 | Резьбонарезные ножи, SS, BSPP, 1-2″ Typ R | 25572.30 | |
| 56505 | Устр-во для накатки желобков | 131527. 09 09 | |
- Резьбонарезные гребенки
от 4 116 р.
Для CLASSIC 22 A и RHINO 4“ - Точные резьбонарезные ножи для SUPERTRONIC
от 21 709 р.
Для конической, цилиндрической и метрической резьб - Резьбонарезной станок SUPERTRONIC 3 SE
от 314 847 р.
∅ резьбы: 1/4 – 3″
Мощность: до 1700 Вт
Вес: до 105 кгСамая популярная модель
- Резьбонарезной станок COLLINS
∅ резьбы: 1/8 – 4″
∅ метрич. : M6 – M52
: M6 – M52
Мощность: до 2800 Вт
Вес: до 216 кгРасчитан на длительную эксплуатацию при интенсивном использовании
- Резьбонарезной станок COLLINS CLASSIC 300PR
∅ резьбы: 1/8 – 2″
∅ метрич.: M6 – M52
Мощность: 1700 Вт
Вес: 109 кгСамая популярная модель
 : M6 – M52
: M6 – M525Д07 станок резьбонарезной. Паспорт, схемы, характеристики, описание
Сведения о производителе резьбонарезного станка 5Д07
Производителем резьбонарезного станка 5Д07 – Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994 (1977 г), 5А993, ЧС 5А100С
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах – всего около 46 видов.

Станки, выпускаемые Читинским станкостроительным заводом
- 3В641 – станок заточной универсальный Ø 250 х 650
- 5Д07 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320
- 5992 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы М6..М27 х 240
- 5993 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы М12..М42 х 280
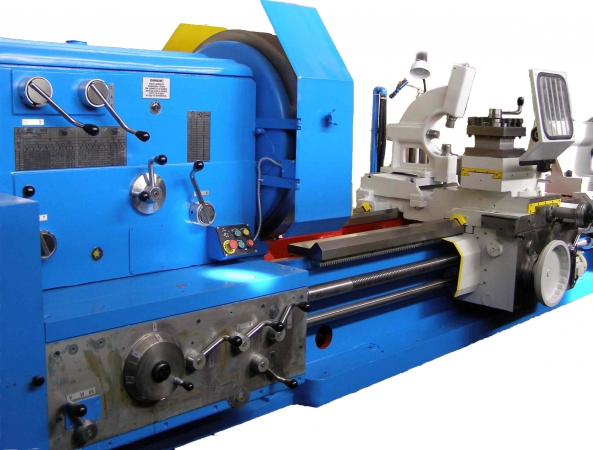
5Д07 станок резьбонарезной полуавтомат. Общие сведения
Резьбонарезной станок полуавтомат 5Д07 предназначен для нарезания наружной цилиндрической резьбы вращающимися резьбонарезными головками на обработанных (головками типов КА ГОСТ 21760—76 и головками типа Т) и необработанных (головками типа Т) заготовках стержней, труб, болтов и т. п.
Конструкция резьбонарезного полуавтомата 5Д07 полуавтомата напоминает токарный станок упрощеной конструкции без задней бабки и кареткой вместо суппорта.
Резьбонарезной станок 5ДО7 выпускается Читинским станкостроительным заводом и является резьбонарезным полуавтоматом, в котором, кроме ручной установки и съема изделия, все операции механизированы.
Принцип работы и особенности конструкции станка
Станок 5Д07 укомплектован резьбонарезной головкой МИЗ (Московского инструментального завода). Конструкция резьбонарезной головки МИЗ описана на ВМС-2А.
Принцип резьбонарезания плашкми
Станок состоит из следующих узлов:
- Передняя бабка с упрощенной 6-ступенчатой коробкой скоростей;
- Шпидель в передней части которого вместо зажимного патрона крепится самораскрывающаяся винторезная головка с резьбонарезными гребенками;
- Каретка на месте суппорта, на которой в центрирующих тисках крепится заготовка. Для крепления каретки к направляющим станины используются подшипники качения;
Расположение основных узлов резьбонарезного станка 5Д07
- электрооборудование
- вводный пакетный переключатель
- станина
- переключатель цепи освещения
- кнопка «пуск» гидропривода
- кнопка «пуск» шпинделя
- кнопка «общий стоп» станка
- сигнальная лампа гидросистемы
- сигнальная лампа вводного переключателя
- рукоятка сведения и разведения плашек резьбонарезной головки
- рукоятки настройки частоты вращения шпинделя
- коробка скоростей
- охлаждение
- суппорт и зажимное устройство
- тяга управления ходом суппорта
- рукоятка управления подачи суппорта
- рукоятка настройки зажимного устройства
- упоры ограничения хода суппорта и управления циклом работы станка
- упоры ограничения хода суппорта и управления циклом работы станка
- рукоятка управления зажимным устройством
- механизм настройки включения рабочей подачи суппорта
- отсек гидропривода
- рукоятка настройки давления зажима заготовки
- рукоятка настройки давления разжима
Резьбонарезной полуавтомат 5Д07 работает следующим образом:
Заготовку вручную устанавливают в тисках зажимного устройства и при повороте рукоятки в положение «зажим» закрепляют в нем. Для минимального хода зажимных губок заготовку загружают с торца зажимного устройства.
Для минимального хода зажимных губок заготовку загружают с торца зажимного устройства.
С поворотом рукоятки 16 в положение «вперед» суппорт с изделием получает ускоренное движение по направлению к резьбонарезной головке и при подходе к ней за счет соответствующей установки кулачка автоматически переключается на рабочую подачу.
После того как плашки резьбонарезной головки захватят заготовку, резьба нарезается самозатягиванием за счет ввинчивания изделия в головку.
Для нарезании резьбы нужной длины закрепляют упор на тяге. После наезда на него суппорта тяга открывает плашки.
После нарезания резьбы требуемой длины, плашки резьбонарезной головки автоматически раскрываются и одновременно суппорт автоматически отводится назад в исходное положение.
В конце своего хода, определяемого установкой упора, суппорт автоматически закрывает плашки резьбонарезной головки, подготавливая ее к нарезанию очередного изделия.
При повороте рукоятки 20 в положение «разжим» тиски зажимного устройства раскрываются, после чего готовое изделие снимают.
При необходимости раскрыть и закрыть плашки резьбонарезной головки можно вручную с помощью рукоятки 10. При ручном управлении для нарезания резьбы следует повернуть рукоятку 16 влево в положение «вперед», в результате чего суппорт с изделием получит поступательное движение к резьбонарезной головке. Затем при повороте рукоятки 10 влево происходит раскрытие резьбонарезной головки и при этом суппорт автоматически отходит назад. Останавливают суппорт в исходном положении поворотом рукоятки 10 вправо, при этом резьбонарезная головка закроется, и суппорт остановится.
5Д07 Общий вид резьбонарезного станка
Фото резьбонарезного станка 5Д07
Расположение составных частей резьбонарезного станка 5Д07
Расположение основных узлов резьбонарезного станка 5Д07
Расположение составных частей резьбонарезного станка 5Д07. Смотреть в увеличенном масштабе
Станок резьбонарезной 5Д07 (рис. 33) состоит из:
- станины 1
- коробки скоростей 2 с рукоятками 3 и 4 для переключения скоростей
- рукоятки 5 для сведения и разведения вручную плашек резьбонарезной головки 6 (на рис. 33 головка закрыта кожухом и рядом показан наконечник трубки охлаждения 7)
- суппорта с зажимным устройством 8, рукояток 9 и 10 для управления зажимом изделия и подачей его «вперед»
- рукоятки 11, управляющей величиной подачи суппорта
- рукояток 12 и 13, управляющих работой гидропривода (настройка)
- Фланцевый электродвигатель 14 приводит в движение гидропривод
- Под крышкой 15 размещен узел электрооборудования
- Электродвигатель, приводящий в движение коробку скоростей, размещен в станине
- Клиноременная передача в коробке скоростей закрыта кожухом 16. На передней стенке станины размещены кнопочная станция 17 управления электроприводами станка
 33 головка закрыта кожухом и рядом показан наконечник трубки охлаждения 7)
33 головка закрыта кожухом и рядом показан наконечник трубки охлаждения 7)5Д07 Кинематическая схема резьбонарезного станка
Кинематическая схема резьбонарезного станка 5Д07
Кинематическая схема резьбонарезного станка 5Д07. Смотреть в увеличенном масштабе
На рис. 37 показана кинематическая схема станка 5Д07.
Вращение от электродвигателя передается на шкив клиноременной передачи 57, посаженный на первом валу 58 коробки скоростей, на котором неподвижно посажена также шестерня 59 и блок двух шестерен 60 и 61. На втором валу 62 на призматической шпонке посажен блок из трех шестерен — 63, 64, 65 и блок из двух шестерен 66 и 67. На третьем валу коробки скоростей неподвижно сидит блок из двух шестерен 68 и 69 и резьбонарезная головка 70. Блоки шестерен, сидящие на втором валу на призматических шпонках, могут под действием рычагов 71 и 72 двигаться вправо и влево и вводить в зацепление ту или иную пару шестерен. Передвижение рычагов 71 и 72 управляется рукоятками 3 и 4 (см. рис. 33).
На втором валу 62 на призматической шпонке посажен блок из трех шестерен — 63, 64, 65 и блок из двух шестерен 66 и 67. На третьем валу коробки скоростей неподвижно сидит блок из двух шестерен 68 и 69 и резьбонарезная головка 70. Блоки шестерен, сидящие на втором валу на призматических шпонках, могут под действием рычагов 71 и 72 двигаться вправо и влево и вводить в зацепление ту или иную пару шестерен. Передвижение рычагов 71 и 72 управляется рукоятками 3 и 4 (см. рис. 33).
В зависимости от положения рукояток 3 и 4 (рис. 33) резьбонарезная головка получает одну из шести скоростей вращения.
Переключение скоростей, а следовательно, повороты рукояток 3 и 4 можно производить только при полной остановке станка.
Устройство резьбонарезного станка 5Д07
Станина резьбонарезного станка
Станина резьбонарезного станка 5Д07
Основной деталью станка является станина (рис. 34, а, б). Она представляет собой чугунную отливку коробчатой формы. На левой верхней части станины крепится коробка скоростей с резьбонарезной головкой, а на правой верхней части имеются направляющие, по которым перемещается суппорт с зажимным устройством.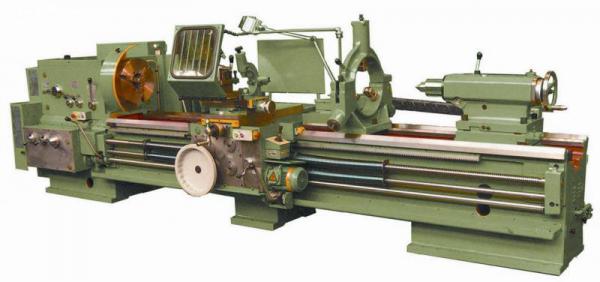 На станине смонтированы все узлы и механизмы станка (рис. 34, а).
На станине смонтированы все узлы и механизмы станка (рис. 34, а).
В левом отсеке станины установлен на качающейся плите 18 электродвигатель 19, приводящий через клиноременную передачу в движение коробку скоростей.
В правом отсеке станины смонтирован гидропривод станка. Для доступа к гидроприводу служит крышка 20.
Средний отсек станины разделен продольной стенкой, которая образует две полости. Передняя представляет собой электрошкаф, закрытый крышкой 15, а задняя полость служит резервуаром для охлаждающей жидкости, здесь же монтируется электронасос охлаждения. Доступ в резервуар для осмотра осуществляется через крышку 21. Залив масла в бак гидропривода проводится через ванночку 22 (рис. 34, б). Слив масла из гидробака и резервуара охлаждения производится через выводные трубки в нижней части станины. Уровень масла, а также эмульсии в гидробаке поддерживается по маслоуказателям.
На тяге 23 (рис. 33) размещены упоры 24, 25, 26, служащие для управления автоматическим перемещением суппорта. Тяга 23 связана со ступицей рукоятки 5, управляющей открытием и закрытием резьбонарезной головки. На втором конце оси рукоятки 5 насажен упор, обеспечивающий нажатием на плунжер гидравлического аппарата остановку суппорта в заданном положении. Упор 26 и палец 27 управляют реверсом суппорта после раскрытия резьбонарезной головки. Между направляющими станины смонтирован цилиндр 28 подачи суппорта.
Тяга 23 связана со ступицей рукоятки 5, управляющей открытием и закрытием резьбонарезной головки. На втором конце оси рукоятки 5 насажен упор, обеспечивающий нажатием на плунжер гидравлического аппарата остановку суппорта в заданном положении. Упор 26 и палец 27 управляют реверсом суппорта после раскрытия резьбонарезной головки. Между направляющими станины смонтирован цилиндр 28 подачи суппорта.
5Д07 Коробка скоростей резьбонарезного станка
Коробка скоростей резьбонарезного станка 5Д07
Коробка скоростей резьбонарезного станка 5Д07. Смотреть в увеличенном масштабе
Станок снабжен трехваловой коробкой скоростей (рис. 35), которая обеспечивает шесть скоростей вращения шпинделя 29. Фланец 30 шпинделя служит для установки на нем резьбонарезной головки. Блоки шестерен передвигаются вдоль валов по призматическим шпонкам в зависимости от положения рукояток 3 и 4. Палец с роликом для передвижения шестерни рукояткой 3 виден на сечении А—А. Хомут 31 с винтами 32 служит для раскрытия и закрытия резьбонарезной головки. Хомут 31 связан через рычаги с рукояткой 5 (рис. 33).
Хомут 31 связан через рычаги с рукояткой 5 (рис. 33).
Внутренняя полость коробки скоростей представляет собой резервуар для масла, уровень которого контролируется по маслоуказателю 33.
Смазку коробки скоростей осуществляют плунжерным насосом 34 через распылитель 35. Плунжерный насос работает от эксцентрика 36. Залив масла производится через фильтр 37, слив — через штуцер 38.
5Д07 суппорт резьбонарезного станка
Суппорт резьбонарезного станка 5Д07
Суппорт резьбонарезного станка 5Д07. Смотреть в увеличенном масштабе
На рис. 36 показан суппорт и зажимное устройство. Суппорт перемещается по направляющим станины с помощью гидроцилиндра 28 (см. рис. 34), смонтированного между направляющими станины. На передней части суппорта имеется зажимное устройство типа самоцентрирующих тисков.
В направляющих губкодержателя перемещаются с помощью винта 39, имеющего правую и левую резьбу, губки 40 с зажимными плашками 41. Привод вращения винта осуществляется от гидроцилиндра 42 с двумя плунжерами и рейкой 43. Под давлением масла, поступающего на один из торцов плунжера, рейка через шестерню 44 и муфту 45 поворачивает винт, зажимая изделия. При изменении направления потока масла происходит разжим изделия.
Под давлением масла, поступающего на один из торцов плунжера, рейка через шестерню 44 и муфту 45 поворачивает винт, зажимая изделия. При изменении направления потока масла происходит разжим изделия.
Станки могут работать и с ручным приводом зажима тисков от маховика, насаженного на конец винта 39.
Для настройки зажимного устройства в зависимости от диаметра нарезаемого изделия (изменения места хода губок) служит рукоятка 46, которая через тягу 47 и вилки 48 и 49 производит выключение муфты 45, отключая таким образом винт от рейки гидропривода.
Штанга 50, закрепленная в стойке 51, служит упором, обеспечивающим установку всей партии нарезаемых изделий в одном и том же положении. При необходимости (при нарезании длинных изделий) упор может быть отведен «а 90°, для этого нужно отжать гайку 52.
Контроль давления в системе при зажатии изделия производится манометром 53. Суппорт соединяется с приводным гидроцилиндром на станине через планку 54. Масло в цилиндр подается через крышку 55 гибким шлангом. Кулак 56 служит для автоматического переключения ускоренной подачи суппорта на рабочую. Охлаждающая жидкость подается в зону нарезания резьбы насосом с самостоятельным электродвигателем, «вмонтированным внутри станины через систему труб и наконечник 7 (см. рис. 33). Уровень жидкости в резервуаре контролируется по указателю.
Кулак 56 служит для автоматического переключения ускоренной подачи суппорта на рабочую. Охлаждающая жидкость подается в зону нарезания резьбы насосом с самостоятельным электродвигателем, «вмонтированным внутри станины через систему труб и наконечник 7 (см. рис. 33). Уровень жидкости в резервуаре контролируется по указателю.
5Д07 Схема гидравлическая принципиальная резьбонарезного станка
Гидравлическая схема резьбонарезным станком 5Д07
Схема гидравлическая принципиальная резьбонарезного станка 5Д07. Смотреть в увеличенном масштабе
Гидропривод станка осуществляет зажим и разжим изделия, подачу «вперед» и возврат суппорта. Гидропривод размещен в правом отсеке станины. Органы управления гидроприводом расположены на гидропульте, смонтированном на специальной крышке передней стенки станины. Лопастной насос гидропривода через муфту получает вращение от фланцевого электродвигателя 14 (рис. 33), смонтированного на правой стенке станины. Схема устройства гидропривода показана на рис. 38.
38.
Гидропривод работает следующим образом (рис. 38). Масло от насоса А по магистрали 1, через фильтр Б по магистрали 2 поступает к реверсивному золотнику В и кранам управления Д1 и Д2 (рукоятки 9 и 10 на рис. 33). Положение аппаратов, изображенных на гидросхеме, соответствует ускоренному ходу суппорта к резьбонарезной головке с зажатым в тисках изделием. При этом рукоятка крана управления Д1 установлена в положение «зажим» и масло из магистрали 2 через кран управления VII и магистраль 9 поступает под один из торцов плунжера цилиндра зажимного устройства, производя зажим изделия. Рукоятка крана управления Д2 (VIII) установлена в положение «вперед» и масло, подведенное к реверсивному золотнику (VI) по магистрали 2, поступает через проточку реверсивного золотника в магистраль 3.
Пока плунжер золотника Е1 нажат рычагом Ж, при нахождении ролика рычага X на выступе кулака 3, весь поток масла, нагнетаемого насосом, поступает через открытый золотник (I), обратный клапан золотника Е2 и магистраль 8 в бесштоковую полость цилиндра подачи, осуществляя ускоренный подвод суппорта.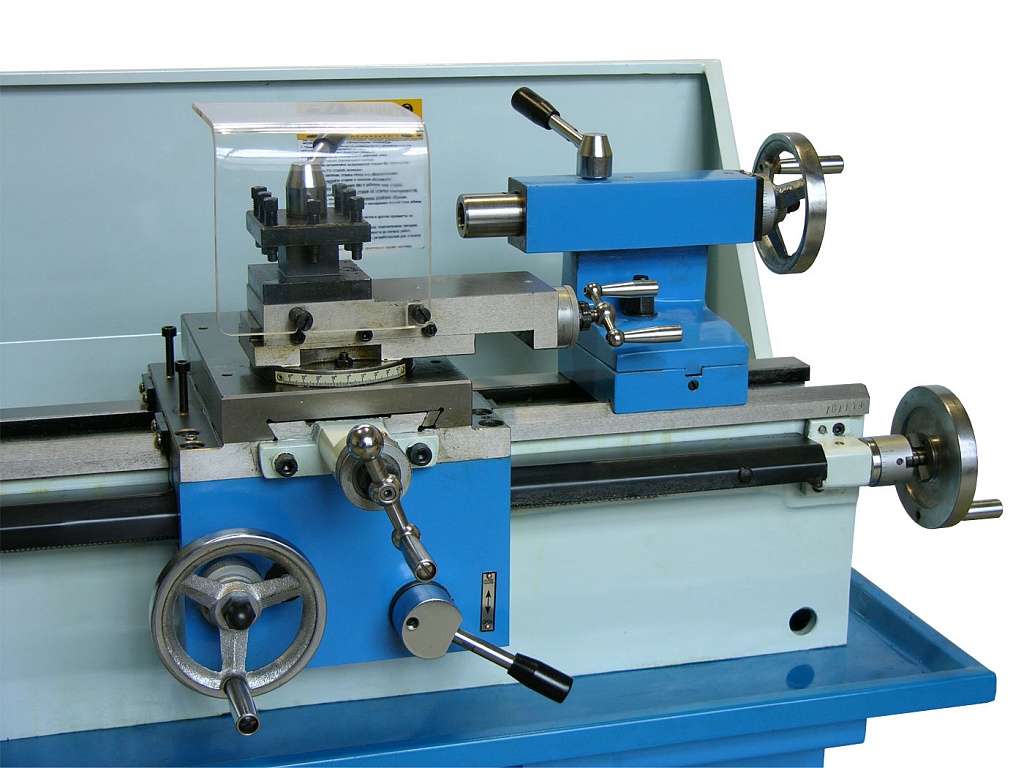 Как только ролик рычага Ж сойдет с выступа кулака 3, золотник Е1 (I) перекрывается, и масло может поступать в цилиндр подачи только через дроссель И (IX), который резко снижает количество поступающего масла, обеспечивая соответствующую величину рабочей подачи суппорта. В дальнейшем плашки резьбонарезной головки захватывают изделие, и нарезание резьбы происходит самозатягиванием. При этом недостающий объем масла вследствие несоответствия настройки дросселя И (IX) величине рабочей подачи, определяемой шагом плашек резьбонарезной головки, засасывается цилиндром подачи через обратный клапан К (X).
Как только ролик рычага Ж сойдет с выступа кулака 3, золотник Е1 (I) перекрывается, и масло может поступать в цилиндр подачи только через дроссель И (IX), который резко снижает количество поступающего масла, обеспечивая соответствующую величину рабочей подачи суппорта. В дальнейшем плашки резьбонарезной головки захватывают изделие, и нарезание резьбы происходит самозатягиванием. При этом недостающий объем масла вследствие несоответствия настройки дросселя И (IX) величине рабочей подачи, определяемой шагом плашек резьбонарезной головки, засасывается цилиндром подачи через обратный клапан К (X).
Слив масла из штоковой полости цилиндра происходит по магистрали 4 и соответствующей проточке реверсивного золотника VI.
По достижении требуемой длины нарезки суппорт через упор на тяге управления раскрывает резьбонарезную головку. Одновременно упор Г, насаженный на ось рукоятки раскрытия резьбонарезной головки, отходит от плунжера золотника Е2 (II), обеспечивая открытие последнего. В конце раскрытия резьбонарезной головки постоянный, упор на тяге управления осуществляет с выдержкой времени, определяемой настройкой дросселя Л (IX) реверсивного золотника В (VI), переключение крана управления Д2 (VIII) в положение «назад».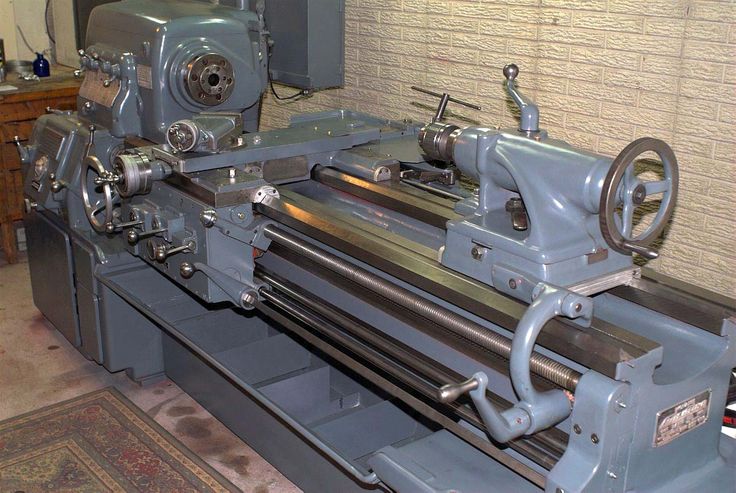 При этом масло, подведенное к крану управления Д2 (VIII), по магистрали 2 поступает в магистраль 6 под левый (на схеме) торец реверсивного золотника В (VI), перебрасывая его плунжер вправо (по схеме). Масло, подведенное по магистрали 2 к реверсивному золотнику В, поступает через магистраль 4 в штоковую полость цилиндра подачи, осуществляя отвод суппорта назад. При этом масло из бесштоковой полости цилиндра подачи через магистраль 8, открытый золотник E1 (II), обратный клапан золотника Е2 (III), магистраль 3 и проточку в реверсивном золотнике В (VI) уходит в слив.
При этом масло, подведенное к крану управления Д2 (VIII), по магистрали 2 поступает в магистраль 6 под левый (на схеме) торец реверсивного золотника В (VI), перебрасывая его плунжер вправо (по схеме). Масло, подведенное по магистрали 2 к реверсивному золотнику В, поступает через магистраль 4 в штоковую полость цилиндра подачи, осуществляя отвод суппорта назад. При этом масло из бесштоковой полости цилиндра подачи через магистраль 8, открытый золотник E1 (II), обратный клапан золотника Е2 (III), магистраль 3 и проточку в реверсивном золотнике В (VI) уходит в слив.
В конце хода суппорта последний через упор на тяге управления производит закрытие резьбонарезной головки. В конце закрытия упор К производит перекрытие золотника Е2 (II), и суппорт останавливается в исходном положении, где поворотом рукоятки крана управления Д1 (VII) в положение «отжим» производят разжим изделия. После установки очередного изделия цикл повторяется.
Работа на станке происходит следующим образом
При ручном зажиме закрепление детали в тисках осуществляется поворотом штурвала на винте 39 (см. рис. 36). Изделие вручную устанавливается в тисках зажимного устройства и поворотом рукоятки 9 (см. рис. 33) в положение «зажим» жестко зажимается в нем. Для получения минимального хода зажимных губок загрузку изделия предусмотрено производить с торца. С поворотом рукоятки 10 (рис. 33) в положение «вперед», суппорт с изделием получает ускоренный подвод к резьбонарезной головке. При достижении заданного положения срабатывает кулачок 26, в результате чего происходит автоматическое переключение ускоренной подачи на рабочую.
рис. 36). Изделие вручную устанавливается в тисках зажимного устройства и поворотом рукоятки 9 (см. рис. 33) в положение «зажим» жестко зажимается в нем. Для получения минимального хода зажимных губок загрузку изделия предусмотрено производить с торца. С поворотом рукоятки 10 (рис. 33) в положение «вперед», суппорт с изделием получает ускоренный подвод к резьбонарезной головке. При достижении заданного положения срабатывает кулачок 26, в результате чего происходит автоматическое переключение ускоренной подачи на рабочую.
После того как плашки головки захватят изделие, нарезание резьбы происходит самозатягиванием за счет ввинчивания изделия в резьбонарезную головку.
По достижении требуемой длины нарезки, устанавливаемой упором 24 на тяге 23 происходит автоматическое раскрытие плашек резьбонарезной головки, и суппорт автоматически отводится в исходное положение. В конце своего хода, определяемого установкой упора 25 (рис. 33), суппорт производит автоматическое закрытие плашек резьбонарезной головки, подготавливая ее к нарезке очередного изделия.
Поворотом рукоятки 9 (рис. 33) в положение «разжим» или поворотом маховика ручного зажима производят раскрытие тисков зажимного устройства и снимают готовое изделие. После установки очередного изделия цикл повторяется.
При необходимости раскрытие и закрытие плашек резьбонарезной головки может быть произведено вручную с помощью рукоятки 5 (рис. 33). При этом поворот рукоятки влево обеспечивает после раскрытия резьбонарезной головки автоматический отвод суппорта. Поворотом этой рукоятки вправо суппорт может быть остановлен в любом положении в пределах всего его хода. Таким образом, с помощью рукоятки 5 (рис. 33) может быть обеспечено ручное управление нарезанием резьбы, а также наладочные перемещения суппорта.
Некоторые указания по эксплуатации станка
Перед первоначальным пуском станка в насос гидропривода необходимо залить 50—100 г масла через нагнетательный штуцер, предварительно отсоединив трубу от насоса. Насос, запущенный без масла, выйдет из строя в течение нескольких секунд. Внутренняя часть масляного резервуара должна быть тщательно очищена, причем нельзя пользоваться «концами». Масло должно быть хорошо профильтровано. Через три месяца после начала эксплуатации станка масло в резервуаре должно быть заменено свежим. В дальнейшем замену масла проводить через каждые шесть месяцев при непрерывной работе станка.
Внутренняя часть масляного резервуара должна быть тщательно очищена, причем нельзя пользоваться «концами». Масло должно быть хорошо профильтровано. Через три месяца после начала эксплуатации станка масло в резервуаре должно быть заменено свежим. В дальнейшем замену масла проводить через каждые шесть месяцев при непрерывной работе станка.
До начала работы нужно убедиться в нормальной работе всех механизмов станка на холостом ходу. При правильной наладке станка с доведением холостых ходов до минимума машинное время при нарезании резьбы на трубах на станке 5Д07 (гидравлический зажим изделия, нарезание короткой резьбы, раскрытие головки, отвод и разжим изделия) может быть равным на трубах с диаметром условного прохода 15 мм — 4,5 сек; 20 мм — 5 сек; 25 мм — 6 сек.
При нарезании резьбы на заготовках длиной до 200—300 мм средняя производительность с учетом установки и снятия детали составляет 500—600 шт/ч.
Читайте также: Регулировка фрезерных станков
5Д07 станок резьбонарезной полуавтомат.
 Видеоролик.
Видеоролик.Технические данные и характеристики резьбонарезного станка 5Д07
| Наименование параметра | 5993 | 5Д07 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Производительность при нарезке коротких резьб, шт/ч | 500 | |
| Диаметр нарезания резьбы метрической, мм | 12..42 | 10..39 |
| Шаги нарезаемой метрической резьбы, мм | 1,75..4,5 | |
| Диаметр нарезания резьбы дюймовой, мм | ¼..1¼ | |
| Шаги нарезаемой трубной (дюймовой) резьбы, ниток на дюйм | 19. .11 .11 | |
| Наибольшая длина нарезаемой резьбы, мм | 280 | 320 |
| Наибольший и наименьший установочный диаметр изделия, мм | 12..56 | |
| Диаметр внутреннего отверстия головки, мм | 45 | |
| Диаметр сквозного отверстия в шпинделе, мм | 49 | |
| Количество скоростей шпинделя | 6 | 6 |
| Пределы частоты вращения шпинделя, об/мин | 0,75..4,16 | 63, 90, 125, 180, 250, 355 |
| Привод зажима детали | Электромех | |
| Привод перемещения каретки | Гидро | |
| Длина перемещения каретки, мм | 400 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель привода шпинделя, кВт (об/мин) | 3,0 | 3,0 (1420) |
| Электродвигатель гидропривода, кВт (об/мин) | 2,2 | 1,1 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) |
| Электродвигатель зажимного устройства, кВт | 0,8 | |
| Общая установленная мощность всех электродвигателей, кВт | ||
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1980 х 1095 х 1125 | 1500 х 725 х 1140 |
| Масса станка, кг | 1550 | 1150 |
- Полуавтоматы зубодолбежные 5М150, 5М150П, 5М161. Руководство по эксплуатации 5М150.00.000 РЭ, 1981
- Колев Н.С. Металлорежущие станки.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Писманик К. М., Шейко Л. И., Денисов В. М. Станки для обработки конических зубчатых колес, 1993
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Станок для нарезания спиральнозубых конических колес модели 528с. Руководство к станку, ЭНИМС, МЗКРС 1956 год.
- Инструкция по расчету наладочных установок зуборезных станков модели 525 и 528 для нарезания конических колес со спиральными зубьями, ЭНИМС, МЗКРС.
- Руковдство по расчету геометрических размеров гипоидных зубчатых колес и наладок для их нарезания на станках моделей 528с, 528с, 5а27с1, Саратовский завод тяжелых зуборезных станков, 1967 год.
- Руковдство по расчету наладок станков 528с, 525 и 5а27с4п для нарезания конических колес методом обкатки, Саратовский завод тяжелых зуборезных станков, 1969 год.
Список литературы
 Руководство по эксплуатации 5М150.00.000 РЭ, 1981
Руководство по эксплуатации 5М150.00.000 РЭ, 1981
Список литературы для настройки станка
Связанные ссылки. Дополнительная информация
Кусачки для болтов и проводов — Обжимные и кабельные кусачки на Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик.
сравнение характеристик. СравнитеВыберите 2 или более продуктов для параллельного сравнения характеристик.0006
Выберите 2 или более продукции для бок о бок по сравнению с функциями Comparrishson.compare
Выбрать 2 или более продуктов для бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
СравнитеВыберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
204 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.
СравнитьВыбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
 сравнение характеристик. Сравните
сравнение характеристик. Сравните Сравните
Сравните
 Сравнить
СравнитьПоказано 30 из 330216 Фото
Durchstöbern Sie 400
Болторез Фото и фотографии. Например, Sie nach wire cutter или bolzenschneider, um noch mehr faszinierende Stock-Bilder zu entdecken.Sortieren nach:
Am beliebtesten
werkzeugset für den Workshop – болторезы, графические изображения, картинки, карикатуры и символыWerkzeugset für den Workshop
Vektor-Werkzeugset für Handstatt
drehwerkzeug meißel und Spiralspäne bei der bearbeitung von metallprodukt in blau getöntem hintergrund – болторезы стоковые фото и фотографии Drehwerkzeug meißel und Spiralspäne bei der Bearbeitung von. ..
..
Nahaufnahme im Stahlmessersatz Halmessersatz. Zerspanung mit Bewegungsunschärfe oder Bokeh
nahtloser konstruktionssymbolhintergrund bearbeitbare kontur – болторез сток-графика, -клипарт, -мультфильмы и -symboleNahtloser Konstruktionssymbolhintergrund bearbeitbare Kontur
Nahtloser Konstruktionssymbol-Vektorhintergrund. Беарбайтбарер Стрих.
alte vintage-haushaltshandwerkzeuge Stillleben auf holzhintergrund in einem diy- und reparaturkonzept – Болторез стоковые фотографии и изображенияAlte Vintage-Haushaltshandwerkzeuge Stillleben auf… und -symbole
DIY-Linienzeichnungssymbol-Set
DIY-Linienzeichnung Icon-Set.
bearbeitbare kontur für konstruktionsliniensymbole – болторез, графика, клипарт, мультфильмы и символыBearbeitbare Kontur für Konstruktionsliniensymbole
Satz von Konstruktionslinienvektorsymbolen. Беарбайтбарер Стрих.
Беарбайтбарер Стрих.
Einfaches und leicht zu bedienendes DIY- und Werkzeugvektor-Illust
austauschbare hartmetall-bohrmesser mit rundem schaft auf schwarzem netzhintergrund – болторез стоковые фото и фотографииAustauschbare Hartmetall-Bohrmesser mit rundem Schaft auf… Drehoder Fräsmaschine einschalten
набор инструментов и инструментов – болторезы с графикой, -клипартом, -мультфильмами и -символамиНабор инструментов и инструментов
Bauwerkzeuge. Arbeitsgeräte. Вектордарстелунг. Набор каракулей
старая машинка. нахауфнаме. задний план. – Болторез со стоковым фото и изображениемAlte Schleifmaschine. Нахауфнаме. Хинтергрунд.
zange schraubendreher schere und handschuhe isoliert auf weißem hintergrund – bolt cutter stock-fotos und bilder Zange Schraubendreher Schere und Handschuhe isoliert auf weißem. ..
..
Zange Schraubendreher Scheren und Handschuhe isoliert auf weißem Grund
schraubenschlüssel weiß arbeit handschuhe – bolt cutter stock -фотографии и изображенияSchraubenschlüssel weiß Arbeit Handschuhe
satz von hand verschiedene arbeitswerkzeuge auf grauem hintergrund – bolt cutter stock-fotos und bilderSatz von Hand verschiedene Arbeitswerkzeuge auf grauem…
Satz von Hand verschiedene Arbeitswerkzeuge auf grauem Hintergrund Draufsicht einschließlich verschiedener Arten von Schraubenschlüsseln, Zangen, Klemmen, Bremssättel und anderen
bearbeitbare kontur für konstruktionsliniensymbole – болторез, графика, клипарт, мультфильмы и символыBearbeitbare Kontur für Konstruktionsliniensymbole
металлическая спиральная спираль. nahaufnahme des einschaltens auf grünemhintergrund – болторез со стоковым фото и изображениемSchöne Spirale Metall Späne. Nahaufnahme des Einschaltens auf grün
werkzeuge für tischlerprofis. – Болторез фото и фото
– Болторез фото и фотоWerkzeuge für Tischlerprofis.
einfädeln durch ein stahl-tool bit auf einer drehbank. idee der zerspanung und metallbearbeitung – болторез стоковые фотографии и изображенияEinfädeln durch ein Stahl-Tool Bit auf einer Drehbank. Idee der…
Nahaufnahme des Drehens eines rotierenden metallischen Werkstücks, das in eine Futterbacken der Werkzeugmaschine geklemmt ist. Schöne verdrehte Strophen. Metallspäne, Gewindeschneider aus Sinterkarbid, Halter
nahtloser konstruktionssymbolhintergrund bearbeitbare kontur – болторезы стоковые графики, -клипарты, -мультфильмы и -символыNahtloser Konstruktionssymbolhintergrund bearbeitbare Kontur
Nahtloser Konstruktionssymbolhintergrund bearbeitbare Kontur
Nahtloser Konstruktionssymbolhintergrund bearbeitbare Kontur
Nahtloser Konstruktionssymbolhintergrund bearbeitbare Kontur
Беарбайтбарер Стрих.
Nahaufnahme eines биты инструментов beim Einschalten einer Drehbank
Bronzeprodukt, das in ein rotierendes Futter der Maschine im Hintergrund eingespannt ist. Verdrehte Späne und Spiegelung eines dreieckigen Fräsers auf dem Goldenen Werkstück mit Gewinde. Metallspane, опилки. Fräser aus gesintertem Hartmetall.
nahaufnahme des tool bits aus gesintertem hartmetall bei der arbeit an einer drehbank mit bokeh im hintergrund – болторез стоковые фото и фотографииNahaufnahme des Tool Bits aus gesintertem Hartmetall bei der…
gelbe drehmaschine biss detail arbeiten auf metallprodukt mit reflexion auf glänzender oberfläche – Bolt cutter stock-fotos und bilderGelbe Drehmaschine Biss Detail arbeiten auf Metallprodukt
gelbe drehmaschine Biss Detail arbeiten auf Metallprodukt 0 mit reflexion auf glänzender oberfläche – Bolt cutter stock-fotos und bilder -stoßdämpfer eines alten motorrads – болторезы стоковые фото и сборка
Neuer glänzender Chrom-Stoßdämpfer eines alten Motorrads
werkzeuge für den bau und reparatur artikel, baumaschinen. werkzeugkasten, säge, isolier- und messband, holzebene, schraubenschlüssel, füllstand und elektrischer bohrer, zange, ecklineal, Hammer, Pinsel, руль, brille – болторез, графика, -клипарт, -мультфильмы и -символ
werkzeugkasten, säge, isolier- und messband, holzebene, schraubenschlüssel, füllstand und elektrischer bohrer, zange, ecklineal, Hammer, Pinsel, руль, brille – болторез, графика, -клипарт, -мультфильмы и -символWerkzeuge für den Bau und reparatur Artikel, Baumaschinen….
abbildung der handschrift von werkzeugen und maschinen des Symbols – Болторез – графика, -клипарт, -мультфильмы и -символAbbildung der Handschrift von Werkzeugen und Maschinen des.. . Беарбайтбарер Стрих.
Werkzeug-Illustration Set Material / аналог Stil – Болторез Stock-grafiken, -clipart, -cartoons und -symbole -cartoons und -symboleHome Reparatur-Werkzeuge und Ausrüstung
tool und hardware-clip art – болторез Stock-grafiken, -clipart, -cartoons und -symboleTool und Hardware-Clip Art
alle Arten von Vektorwerkzeugen und Hardware- Иллюстрацияen
Bau-Tools auf Einem Weißen Hintergrund isoliert – Болторезы Stock-fotos und BilderBau-Tools auf Einem Weißen Hintergrund isoliert
Матрицы с накладными фотографиями из Bauwerkzeugen, die auf weißem Hintergrund isoliert sind. Es gibt eine Ebene, Muttern, Ranch, Schraubendreher, Hammer, Maßband, Bohrer, Klempnerschlüssel, Nietlochstempel, Rasierklinge, Zange, Messwerkzeug und vieles mehr.
Es gibt eine Ebene, Muttern, Ranch, Schraubendreher, Hammer, Maßband, Bohrer, Klempnerschlüssel, Nietlochstempel, Rasierklinge, Zange, Messwerkzeug und vieles mehr.
Schleifmaschine Traditionalelle Rad Handwerkzeuge Schärfmesser
diy werkzeug illustration set – Bolt Cutter stock-grafiken, -clipart, -cartoons und -symboleDetail des Werkzeugs etwas bei der Bearbeitung auf einer Drehbank
Schöner technischer Hintergrund mit Drehwerkstück und Spiegelung von Metallspänen
elektrowerkzeuge für die reparatur von symbolen-bolt cutter stock-grafiken, -clipart, -cartoons undElektrowerkzeuge für die Reparatur von Symbolen
Elektrowerkzeuge zum Reparieren von Symbolen. Umriss-Vektorillustration auf schwarzem Hintergrund
Штамповочные инструменты – Болторезы Stock-grafiken, -clipart, -cartoons und -symboleDie tools
bau- und reparatursymbole gesetzt – Болторез Stock-grafiken, -clipart, -cartoons und -symboleBau – und Reparatursymbole gesetzt
ein satz von runde flache ikonen der werkzeuge mit schatten-efekt – болторез – графика, -клипарт, -мультфильмы и -символEin Satz von Runde flache Ikonen der Werkzeuge mit Schatten-Effekt
hausreparatur, bauservice arbeitswerkzeuge – болторезы стоковые графики, -клипарты, -мультфильмы и -символы Die ToolsArbeitswerkzeugeBitte sehen Sie sich einige ähnliche Bilder aus meinem Portfolio an:
haus reparatur und renovierung handwerkzeuge kit vektor – болторезы стоковые графики, -клипарты, -мультфильмы и -символыHaus Reparatur und Renovierung Handwerkzeuge Kit Vektor
фрезерные фрезы. fräser mit austauschbaren messern auf holzhintergrund – Болторез со складскими фотографиями и фотографиями
fräser mit austauschbaren messern auf holzhintergrund – Болторез со складскими фотографиями и фотографиямиФрезерные насадки Trimmen schaft. Fräser mit austauschbaren Messern…
Nahaufnahme der Formgebung von Schneidwerkzeugen mit Stahlkugellager und scharfen Kanten. Хольцхандверк. Tischlereioder Möbelfertigung, Zerspanung. Мануэль Хольцарбайтен. Selektiver Fokus
nahtloses muster von werkzeugen für die reparatur von gebäuden. вектор. – болторез сток-графикен, -клипарт, -мультики и -символNahtloses Muster von Werkzeugen für die Reparatur von Gebäuden….
Инструменты, um die nägel in-house-form – Болторезы Stock-fotos und BilderИнструменты, um die Nägel in-house-Form
Набор инструментов для ремонта – Болторезы Stock-grafiken, -clipart, -cartoons und -symboleReparaturinstrumente Set
3 d Arbeit Werkzeuge-Sammlung schreinerhandwerks und der Industrie Instrumente – Болторез Stock-grafiken, -clipart, -cartoons und -symbole 3 d Arbeit Werkzeuge-Sammlung Schreinerhandwerks и дер. ..
..
Диагональ schreinereiwerkzeuge auf Holz angeordnet – Knolling
Vollformataufnahme verschiedener Handwerkzeuge. Direkt darüber liegen Flachaufnahmen von Tischleranlagen диагональ на Holz. Sie repräsentieren дас Konzept де DIY. Кноллинг-Концепт.
kunststoff-arbeitsbox mit verschiedenen werkzeugen. – Болторез с фотографиями и фотографиямиKunststoff-Arbeitsbox mit verschiedenen Werkzeugen.
Kunststoff-Arbeitsbox mit verschiedenen Werkzeugen. Isoliert in einem weißen Hintergrund. Нахауфнаме.
verschieden die ausrüstung. – Болторез с фотографиями и изображениямиVerschiedene die Ausrüstung.
Ausführliche Arbeit Werkzeuge-sammlung, 3d векторный инструмент для ремонта – болторез, графика, -клипарт, -мультфильмы и -символ Ausführliche Arbeit Werkzeuge-Sammlung, 3D Vektor-Reparatur. .. -Reparatur-Instrumente, kann в Grafik und Web-Design verwendet werden. Bau- und Industrieikonen isoliert.
.. -Reparatur-Instrumente, kann в Grafik und Web-Design verwendet werden. Bau- und Industrieikonen isoliert.
Reihe von Icons mit tools
Satz von Symbolen mit Werkzeugen. Hammer, Koffer, Säge, Bügelsäge, Zange, Farbeimer, Pinsel, Rolle, Schraubenschlüssel, Schaufel, Axt, Spatel, Schneidzange. Ремонт.
bau und home-gebäude – болторез стоковые фотографии и фотографииBau und Home-Gebäude
werkzeuge für bauarbeiten vektorposter – болторез стоковые графики, -клипарт, -мультфильмы и -символwerkzeuge für bauarbeiten vektorposter
工具 の セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セット セットund schwarz und weiß lizenzfreie vektor icon-set – болторез сток-графика, -clipart, -cartoons und -symbolehardware-tools und Schwarz und Weiß lizenzfreie vektor icon-set
draufsicht der handwerker hausarbeit reparatur werkzeuge – болторез сток-фото и изображениеDraufsicht der Handwerker Hausarbeit Reparatur Werkzeuge
Draufsicht auf Handwerker Hausarbeit Reparaturwerkzeuge auf dem Schreibtisch mit Kopierraum
инструменты проектирования в форме von haus auf einem hölzernenhintergrund.