Т-4 Станок токарно-винторезный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка Т-4
Производители токарно-винторезного станка модели Т-4 – несколько ремесленных училищ СССР.
Т-4 Станок токарно-винторезный учебный. Назначение, область применения
Станок Т-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок Т-4 выпускался в 40-х годах прошлого века несколькими ремесленными училищами СССР.
Учебный токарно-винторезный станк Т-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Передний конец шпинделя станка Т-4 имеет резьбу М52х6 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны).
Шпиндель токарного станка Т-4 получает 6 ступеней вращения (56, 98, 165, 269, 476, 800 об/мин) от коробки скоростей в передней бабке.
Шпиндель смонтирован на переднем и заднем бронзовых подшипниках скольжения и одном упорном подшипнике качения.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Вращение на входной вал коробки скоростей поступает от электродвигателя через ременную передачу. С помощью блока зубчатых колес и фрикционной муфты выбирается одна из шести скоростей шпинделя.
Привод станка осуществляется от асинхронного электродвигателя. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает вращение ходового вала для продольных и поперечных подач суппорта при точении, и вращение ходового винта, который начинает вращаться при нарезании резьбы.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное и поперечное движение суппорта.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Технические характеристики школьного токарно-винторезного станка Т-4
Изготовитель – Областное Управление Трудовых Резервов, Ремесленное училище г. Горький.
Основные параметры станка – в соответствии с ГОСТ 42-40.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 112 мм
- Высота центров – 160 мм
- Расстояние между центрами – 750 мм
- Наибольшая длина обтачивания – 720 мм
- Пределы продольных подач – 0,027.
 .2,28 мм/об
.2,28 мм/об - Пределы поперечных подач – 0,008..0,711 мм/об
- Нарезаемые резьбы: метрическая 0,4..10 мм
- Нарезаемые резьбы: дюймовая 3..40 ниток на дюйм
- Нарезаемые резьбы: модульная 1..3 мод
- Мощность электродвигателя – 1,3 кВт, 1430 об/мин
- Вес станка полный – 500 кг
 .2,28 мм/об
.2,28 мм/обШпиндель токарно-винторезного станка Т-4
- Конец шпинделя – резбовой М52 х 6
- Конец шпинделя – конус морзе №4
- Диаметр стандартного патрона – Ø 200 мм
- Диаметр отверстия в шпинделе – Ø 26 мм
- Наибольший диаметр обрабатываемого прутка – Ø 25 мм
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 56, 98, 165, 269, 476, 800 об/мин
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Габаритные размеры рабочего пространства станка Т-4
Общий вид токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Фото токарно-винторезного станка Т-4
Расположение органов управления токарным станком Т-4
Расположение органов управления токарным станком Т-4
Спецификация органов управления токарно-винторезным станком Т-4
- Рукоятка фрикциона. Включение станка
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка трензеля
- Рукоятка выбора скорости коробки подач
- Маховик ручного перемещения продольной каретки
- Рукоятка включения продольной и поперечной механической подачи (самохода)
- Рукоятка включения маточной гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка для перемещения резцовых салазок
- Рычаг быстрого отвода резца
- Рукоятка зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка зажима пиноли задней бабки
Схема кинематическая токарно-винторезного станка Т-4
Кинематическая схема токарно-винторезного станка Т-4
1. Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Таблица набора шестерен токарно-винторезного станка Т-4
Таблица набора шестерен токарно-винторезного станка Т-4
1. Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
2. Таблица набора шестерен токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4
Точки смазки токарно-винторезного станка Т-4. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка Т-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Токарно-винторезный станок Т-4. Видеоролик
 youtube.com/embed/MmoYgA6eOD8″ frameborder=”0″ gesture=”media” allow=”encrypted-media” allowfullscreen=””>
youtube.com/embed/MmoYgA6eOD8″ frameborder=”0″ gesture=”media” allow=”encrypted-media” allowfullscreen=””> Основные технические характеристики станка Т-4
| Наименование параметра | Т-4 | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 112 | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 160 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 750 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 730 | 300 | 300 | 300 |
| Наибольшая высота держателя резца (ширина х высота), мм | 17 х 30 | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 154 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М52 х 6 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 200 | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 26 | 16 | 18 | |
| Наибольший диаметр прутка, мм | 25 | 15 | 12 | |
| Конус Морзе шпинделя | №4 | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 56, 98, 165, 269, 476, 800 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 | |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 | |
| Торможение шпинделя | нет | нет | нет | |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 720 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | – | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 170 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 4 | |||
| Наибольшее перемещение резцовых салазок, мм | 100 | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,025 | 0,025 | 0,025 |
| Перемещение резцовых салазок на один оборот лимба, мм | 4 | |||
| Угол поворота резцовых салазок, град | 360° | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,027.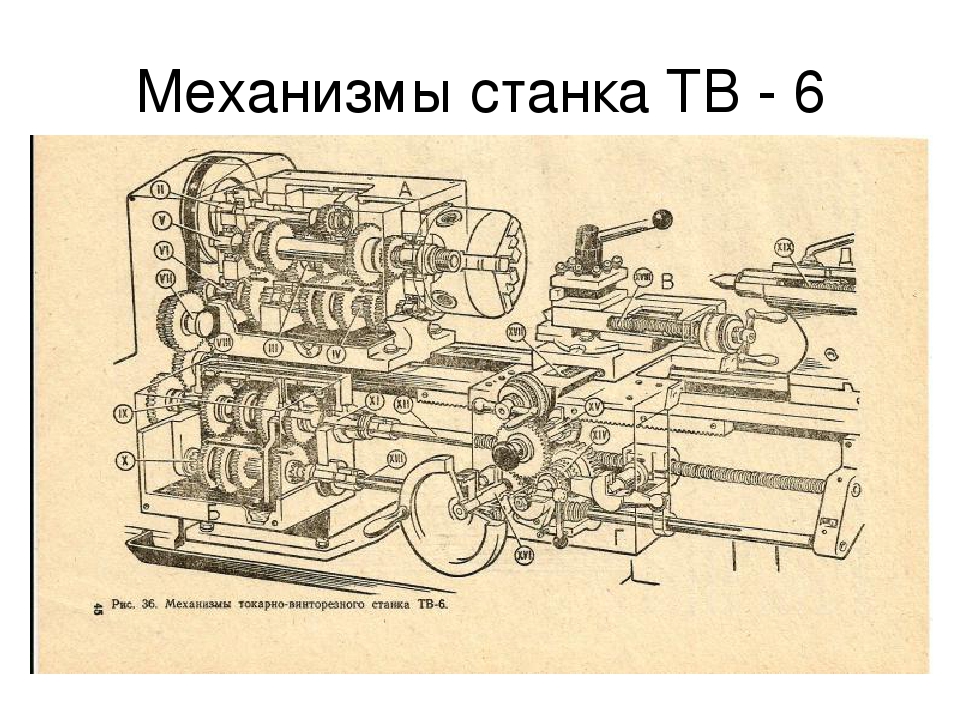 .2,28 .2,28 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | 0,008..0,711 | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..10 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | |
| Пределы шагов нарезаемых резьб дюймовых | 3..40 | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | 1..3 | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №3 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 90 | 65 | 65 | 65 |
| Наибольшее поперечное перемещение бабки, мм | ±20 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,3 (1430) | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1780 х 795 х 1250 | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 500 | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Паспорт ТВ-4 (РМЦ 350 мм) Токарно-винторезный станок
Наименование издания:
Книга 1: Паспорт – 12 страниц
Книга 2: Руководство по уходу и обслуживанию – 42 страницы
Выпуск издания: –
Год выпуска издания: 1973
Кол-во книг (папок): 2
Кол-во страниц: 54
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Книга 1: Паспорт
Основные данные
– Схема кинематическая
Акт приёмки
Книга 2: Руководство по уходу и обслуживанию
Назначение
Техническая характеристика станка
Конструкция основных узлов станка
– Схема расположения органов управления
– Передняя бабка
– Передаточный механизм
– Коробка подач
– Суппорт
– Фартук
– Задняя бабка
– Механизм натяга ремня
Электрооборудование
– Схема электрическая принципиальная
Смазка станка
Карта смазки
Управление станком
Регулирование станка
Уход за станком
Быстроизнашивающиеся детали*********
Описание станка:
Предлагаем вашему вниманию весьма перспективный паспорт токарного станка тв 4, что базируется на весьма известной модели оборудования для токарной обработки металла. Литература, что находится в нашем архиве и готов к реализации, мы отсканировали и перевели в цифровой формат с оригинальной версии документа. Таким образом, намного упрощается подход к работе с документацией, а так же для возможностей передачи непосредственно паспорта после оплаты и поступления платежа на наш расчётный счёт от заказчика. Описываемый документ представляет собой техническое издание, что состоит сразу из двух частей, а если быть более точным, то это уже выше обозначенный паспорт и конечно часть два идёт под названием руководство по уходу, а так же обслуживанию. Тем не менее, обе представленные книги логическим образом дополняют друг друга и конечно, создают предпосылки для наиболее рационального изучения, а вместе с этим обслуживания, эксплуатации станка. Безусловно, чтобы наиболее эффективным способом взаимодействовать с таким вот техническим инструментом, нужно обладать всей необходимой документацией. Только на основании изучения литературы конкретно по данной модели станка, получится организовать в том числе и мелкий ремонт на основании информации, что содержится в главе быстроизнашиваемые детали.
Литература, что находится в нашем архиве и готов к реализации, мы отсканировали и перевели в цифровой формат с оригинальной версии документа. Таким образом, намного упрощается подход к работе с документацией, а так же для возможностей передачи непосредственно паспорта после оплаты и поступления платежа на наш расчётный счёт от заказчика. Описываемый документ представляет собой техническое издание, что состоит сразу из двух частей, а если быть более точным, то это уже выше обозначенный паспорт и конечно часть два идёт под названием руководство по уходу, а так же обслуживанию. Тем не менее, обе представленные книги логическим образом дополняют друг друга и конечно, создают предпосылки для наиболее рационального изучения, а вместе с этим обслуживания, эксплуатации станка. Безусловно, чтобы наиболее эффективным способом взаимодействовать с таким вот техническим инструментом, нужно обладать всей необходимой документацией. Только на основании изучения литературы конкретно по данной модели станка, получится организовать в том числе и мелкий ремонт на основании информации, что содержится в главе быстроизнашиваемые детали.
Если рассматривать в наиболее пристальном варианте именно первую часть издания на станок тв 4 паспорт которого уже мы начали описывать выше по тексту. То здесь безусловно можно будет обнаружить как основные данные и описание станка. Конечно, если необходимы технические характеристики, то в этой книге их можно найти, а так же изучить для более широкой интеграции со станком. При этом папка будет располагать столь важной информацией в виде схемы кинематической, а общий объём документа, в случае с первой частью составит порядка двенадцати страниц, что буду поданы в формате А2. В целом, конечно, даже при столь скромных объёмах паспорта к станку, эта часть общего издания будет конечно же полезна, ведь здесь содержится основная и наиболее важная информация. Потому как, в большинстве случаев, именно паспорт машины или того, а так же иного оборудования, применяемого в производстве, станет тем ключевым моментом для изучения и описания токарного станка. Следующей и не менее значимой частью станет вторая книга из комплекта документов под названием Руководство по уходу и обслуживанию. Этот тип издания обладает несколько иным форматом и реализует уже прочую информацию, что встречается в документе в более детализированном подходе.
Этот тип издания обладает несколько иным форматом и реализует уже прочую информацию, что встречается в документе в более детализированном подходе.
Здесь объём информации оказывается порядка сорока двух страниц всё в том же А2-ром формате. Но, тем не менее, станок тв4 технические характеристики паспорт которого можно изучить, приобретя его в нашем техническом архиве. Позволят действительно проработать в деталях все необходимые варианты, что могут встретиться токарю в той или иной производственной ситуации. Ведь, всё та же вторая часть документа оснащена не только текстовым описанием, но и подробными чертежами на тот или же иной узел машины, для промышленного применения последней непосредственно в условиях производства. Обращаем ваше внимание и на тот факт, что электрооборудование, которое безусловно будет являться важнейшим аспектов в направлении работы и эксплуатации станка, в этом издании всё так же имеет место быть и наделено важной принципиальной электросхемой. А этот вариант, конечно, повышает ценность технического издания, а так же даёт возможность наиболее широкого подхода к эксплуатации станка модели ТВ-4. Хоть этот станок и является небольшим, а его предназначение работа с маленькими заготовками. Тем не менее, он может быть весьма эффективен в применении для тех или иных операций, связанных с работой заготовками по металлу.
Хоть этот станок и является небольшим, а его предназначение работа с маленькими заготовками. Тем не менее, он может быть весьма эффективен в применении для тех или иных операций, связанных с работой заготовками по металлу.
Gearing of Lathes for Screwcutting Брайан Вуд – Электронная книга
Ebook323 страницы2 часа
Рейтинг: 0 из 5 звезд
()
Об этой электронной книге
мастерская. Он призван убрать как можно больше математики и мистики из расчета передаточных чисел, чтобы более приятная работа на вашем токарном станке стала как можно проще. Темы, затронутые в этом последнем дополнении к Руководствам по металлообработке Crowood, включают Myford и другие типы токарных станков; приближения и альтернативы; ошибки и их значение и безредукторный мини-токарный станок. Полностью иллюстрирован 102 цветными фотографиями.
Skip Carousel
LanguageNglish
PublisherCrowood
Дата выпуска 6, 2017
ISBN9781785002519
Автор
Brian Wood
Brian Wood родился в 1970 году и посещал Университет Университета Отсюд.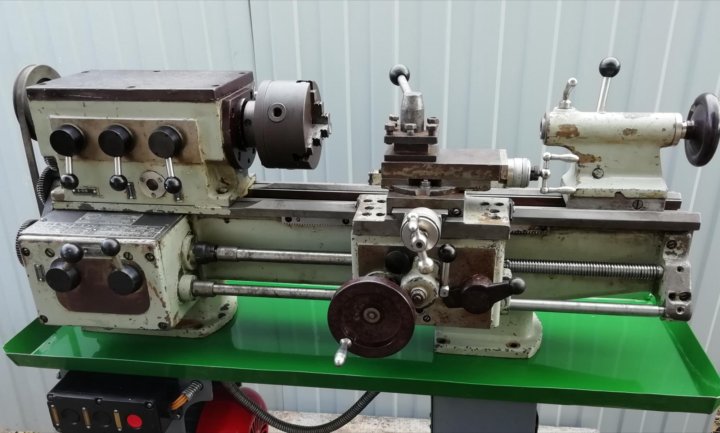 получил степень по английскому языку в 1994 году после того, как заставил своих профессоров пройти через ад. После окончания учебы он переехал в Ванкувер, где работал на Коулза, а затем на Индиго. В 2006 году он стал литературным агентом, представляя интересы таких людей, как Боб Маккензи, Эл Страчан, Брайан Килреа и Джеймс Дати. Ему нравится смотреть игры НФЛ по телевизору, читать, писать, играть в теннис и слушать музыку, примерно в таком порядке.
получил степень по английскому языку в 1994 году после того, как заставил своих профессоров пройти через ад. После окончания учебы он переехал в Ванкувер, где работал на Коулза, а затем на Индиго. В 2006 году он стал литературным агентом, представляя интересы таких людей, как Боб Маккензи, Эл Страчан, Брайан Килреа и Джеймс Дати. Ему нравится смотреть игры НФЛ по телевизору, читать, писать, играть в теннис и слушать музыку, примерно в таком порядке.
Связанные категории
Skip Carousel
Обзоры для передачи точек для завинчивающей
Введение Эта книга не является ни руководством по изготовлению вещей, ни руководством по тому, «как делать такие вещи», как сама операция по нарезанию винтов; уже есть много информации, доступной в других местах по этим темам. В основном это справочная работа, предназначенная специально для инженеров для использования в их мастерской. Он предназначен для того, чтобы избавить их от проблем и времени, затрачиваемых на определение промежуточных передаточных чисел, необходимых для нарезания винтовой резьбы – передаточных чисел, которые не соответствуют языку резьбонарезания, для которого была создана их машина, или которые становятся необходимыми, потому что шаг в некотором роде необычен. .
.
Наличие на токарном станке редуктора для нарезания резьбы дает удобный и компактный способ быстрого выбора из ряда различных вариантов зубчатого зацепления в редукторе для получения альтернативного шага винтов без необходимости внесения каких-либо изменений в сменные колеса вне редуктора. . В токарных станках, оборудованных отдельным подающим валом для наплавки и поперечной резки, изменения редуктора влияют и на них, так как они обычно связаны между собой зубчатым зацеплением. Тем не менее, эта книга посвящена исключительно шагу резьбы, поскольку другие подачи обычно определяются на самом станке некоторым простым фиксированным отношением к шагу резьбы.
Любой шаг, выходящий за пределы выбора, доступного в самом редукторе, требует изменения внешней передачи вниз от шпинделя токарного станка, как это было бы в случае токарного станка без редуктора. Производители обычно прикрепляют пластины к крышке редуктора сменного колеса для английских или метрических преобразований (в зависимости от машины), хотя другие преобразования, скажем, для шага BA, могут быть перечислены только в справочнике.
В этой книге показаны подробные таблицы настройки зубчатых передач для наиболее часто используемых токарных станков в мастерских моделистов и других светотехнических мастерских, за одним заметным исключением. Охвачен широкий диапазон шагов, и впервые многие из них представлены с включением шагов, выходящих за рамки более обычных преобразований, таких как метрические из имперских. Некоторые неясные поля включены для тех, кто занимается реставрационными проектами.
В случае токарного станка Myford, оснащенного редуктором компании, описан радикально иной подход к преобразованию зубчатого зацепления, который сохраняет очень ценную настройку точной подачи для всех шагов. Когда преобразование выполняется в соответствии с опубликованным производителем способом, настройка точной подачи больше недоступна, что является неудобным последствием преобразования токарного станка для обработки не британского шага. Чтобы исправить это, необходимо внести некоторые незначительные и незаметные модификации в оборудование токарных станков Myford. Они просты и полностью описаны с необходимыми рисунками; все они вполне по силам любому инженеру-практику. Я не извиняюсь за то, что проявляю предвзятое отношение к токарным станкам Myford, будучи владельцем более пятидесяти лет, но справедливое отношение к другим, часто более совершенным и более производительным станкам представлено таким же несложным образом.
Они просты и полностью описаны с необходимыми рисунками; все они вполне по силам любому инженеру-практику. Я не извиняюсь за то, что проявляю предвзятое отношение к токарным станкам Myford, будучи владельцем более пятидесяти лет, но справедливое отношение к другим, часто более совершенным и более производительным станкам представлено таким же несложным образом.
Вся цель этой книги состояла в том, чтобы максимально избежать математики и мистики расчета передаточных чисел, которые для некоторых могут быть ужасной задачей, чтобы более приятная работа на токарном станке для изготовления вещей стала такой же легкой. насколько это возможно.
Одним из наиболее универсальных применений токарного станка в качестве станка является нарезание резьбы с широким шагом, который не ограничен диаметром заготовки. Эта свобода просто невозможна с резьбонарезными плашками фиксированного размера, а поскольку сам токарный станок обычно используется для определения размеров изделия, любая такая нарезка резьбы в качестве дальнейшей операции также будет гарантированно соосна с изделием.
Зубчатые колеса (более правильно известные в данном контексте как сменные колеса, как они будут называться в дальнейшем) могут быть установлены по желанию для изменения передаточного числа между шпинделем токарного станка и, в конечном счете, ходовым винтом каретки, для изменения шага результирующая резьба, которую можно изготовить.
Рис. 0.1 Типичный токарный станок с щелевой станиной, показывающий соответствующие детали (рисунок Гэри Вудинга).
Рис. 0.1 представляет собой упрощенный чертеж типичного токарно-винторезного станка, на котором обозначены эти основные характеристики. Поскольку задняя бабка не участвует в расчетах токарно-винторезных работ, на чертеже не указана задняя бабка. Показано положение резьбонарезного редуктора; это последнее звено в цепи зубчатых передач между шпинделем в передней бабке и ходовым винтом, который перемещает каретку инструмента, по очень веской причине, что он легко поддается оператору токарного станка, чтобы использовать его по мере необходимости.
Со страниц Википедии мы узнаем, что Леонардо да Винчи рисовал эскизы токарно-винторезных станков; один из них записан как оснащенный двумя ходовыми винтами и колесами для изменения шага.
В конце восемнадцатого века Джесси Рамсден построил первый узнаваемо современный токарно-винторезный станок; он был оснащен ходовым винтом, направляющей для инструментов и механизмом сменного колеса. Генри Модслею приписывают внедрение этой успешной конструкции в мир в 1800 году в качестве станка, который можно было надежно и механически направлять для нарезания шага металлических винтов. С тех пор стало возможным крупномасштабное промышленное производство резьбовых деталей.
Именно Джозеф Уитворт в 1841 году внес очень необходимый заказ, а также систему для классификации и объединения множества резьб, которые к тому времени производились несколькими компаниями. До Уитворта не было никакой надежды пойти в хозяйственный магазин за новым винтом или гайкой; у всех этих компаний были свои невзаимозаменяемые стандарты. В этой книге вы найдете таблицы высоты тона для нитей, истоки которых восходят к тем ранним временам. Некоторые из них использовались на заводе стрелкового оружия в Энфилде, Англия, а другие с конца восемнадцатого века лондонскими токарными мастерами Holtzapffell при производстве своих декоративных токарных станков.
В этой книге вы найдете таблицы высоты тона для нитей, истоки которых восходят к тем ранним временам. Некоторые из них использовались на заводе стрелкового оружия в Энфилде, Англия, а другие с конца восемнадцатого века лондонскими токарными мастерами Holtzapffell при производстве своих декоративных токарных станков.
Методы сменных роликов позволяют получить самый широкий диапазон шага из запаса сменных роликов. Однако использование методов изменения колеса для изменения шага токарных винтов не совсем подходит для требований промышленного производства, поскольку оно слишком медленное в работе.
Первоначально, конечно, не было альтернативы ручному изменению колесных пар, после чего необходимо произвести правильное зацепление выбранных колес. Чтобы справиться с медленными темпами производства, вызванными этими ограничениями, вполне вероятно, что для выполнения разных задач по нарезанию резьбы были бы настроены разные токарные станки, а на каждом станке был бы оператор, чтобы получить некоторую скорость производства. Промышленное давление в то время неуклонно росло, чтобы что-то ускорило весь процесс, и в конце концов родился селективный редуктор для нарезки винтов.
Промышленное давление в то время неуклонно росло, чтобы что-то ускорило весь процесс, и в конце концов родился селективный редуктор для нарезки винтов.
Сегодня такая операция выполнялась бы автоматическим кулачковым механизмом, штампующим десятки тысяч отдельных винтов за раз. Даже подача прутка из накопительного бункера в машину осуществляется автоматически, так что она будет работать день и ночь, выполняя эту задачу.
Исторические патенты В ходе исследования разработки, приведшей к созданию успешного редуктора для резьбонарезания, я обратился к небольшой книге Оскара Э. Перриго, которая была опубликована в Нью-Йорке в 1903. ¹ В своей книге Перриго бросил взгляд инженера на список патентов, связанных с редуктором для нарезки винтов; в то время в патентном ведомстве США находилось 164 патента, выпущенных в течение чуть менее полувека с 1854 по 1903 год. работа над шорт-листом из двадцати девяти патентов. Он считал, что в них содержались зародыши идей и изобретательности, многие из которых были развиты другими, и поэтому они оказали наибольшее влияние на результат. Делая свой выбор, он отказался от «также-ранов» с точки зрения практичности или долговечности. Многие из них, по его мнению, должны были облагать налогом патентное ведомство при установлении достоинств новой патентной заявки по сравнению с чем-то очень похожим. Здесь надо иметь в виду, что читать и понимать патентную заявку непросто, а начинать с новой темы становится вдвойне сложно.
Делая свой выбор, он отказался от «также-ранов» с точки зрения практичности или долговечности. Многие из них, по его мнению, должны были облагать налогом патентное ведомство при установлении достоинств новой патентной заявки по сравнению с чем-то очень похожим. Здесь надо иметь в виду, что читать и понимать патентную заявку непросто, а начинать с новой темы становится вдвойне сложно.
Подводя итог его работе как можно короче, можно сказать, что концепция конуса шестерен, из которых можно выбирать людей для зацепления ходового винта, возникла у Джона Хамфриса из Чикопи, штат Массачусетс, когда она появилась в патенте 83 774, выданном 3 ноября 1868 года.
Затем последовало множество вариаций на эту тему с некоторыми весьма необычайно опасными изобретениями, все открытые шестерни, в изобилии различных форм. Один только беспорядок масла, сбрасываемого с этих устройств, и шум, создаваемый ими в процессе использования, сделал бы их чрезвычайно неприятными в использовании машинами. Некоторые из них также были чрезвычайно сложными, с несколькими конусами зубчатых колес, которые нужно было правильно зацепить — задача, безусловно, выше обычного токаря, от которого ожидалось, что он поймет сложность и использует ее для получения результатов.
Некоторые из них также были чрезвычайно сложными, с несколькими конусами зубчатых колес, которые нужно было правильно зацепить — задача, безусловно, выше обычного токаря, от которого ожидалось, что он поймет сложность и использует ее для получения результатов.
Из всего этого появилось первое устройство, содержащее весь необходимый механизм, соответствующим образом сжатый, чтобы поместиться в отдельной коробке, которую можно было установить в приводе ходового винта токарного станка. Он содержал двенадцатиступенчатый конус шестерен, непосредственно соединенных с ходовым винтом, и простые надежные средства доступа к отдельным шестерням в конусе.
Рис. 0.2 Выдержка из патента, выданного Уэндаллу П. Нортону (с любезного разрешения Управления по патентам и товарным знакам США).
Эта конструкция стала явным лидером, и патент США 470 591 был выдан 8 марта 1892 года Уэндаллу П. Нортону, затем из Маунт-Вернон, штат Нью-Йорк, а затем в Торрингтоне, штат Коннектикут, когда он добавил реверсивное движение. уточнение в следующем патенте. Его имя сейчас во всем мире прочно ассоциируется с редукторами для резьбонарезных станков. Рис. 0.2 является копией чертежа из этого патента, представленного оператору токарного станка. Передняя бабка токарного станка находится вверху рисунка.
уточнение в следующем патенте. Его имя сейчас во всем мире прочно ассоциируется с редукторами для резьбонарезных станков. Рис. 0.2 является копией чертежа из этого патента, представленного оператору токарного станка. Передняя бабка токарного станка находится вверху рисунка.
С тех пор конструкция Norton полностью перешла на новый уровень, и уже более века промышленные токарные станки оснащаются редукторами, в целом соответствующими этой модели. Нортону явно повезло найти покровителя в компании Hendey Company из Торрингтона, штат Коннектикут, в нужное время для промышленного применения его конструкции.
Хенди установил редуктор своей конструкции на свой токарный станок в том же году, когда был выдан патент. Комбинация продвинула Norton вперед к известности, и другие станкостроительные компании сели и обратили на это серьезное внимание. Одна только зарождающаяся автомобильная промышленность США имела огромный спрос на станки всех видов, и Hendey была лишь одной из многих компаний, поставлявших для нее. Менее чем за тридцать лет Hendey выпускала токарные станки, оснащенные редуктором Norton для нарезки винтов, на базе полномасштабной производственной линии.
Менее чем за тридцать лет Hendey выпускала токарные станки, оснащенные редуктором Norton для нарезки винтов, на базе полномасштабной производственной линии.
Итак, по крайней мере, в коммерческом отношении приз достается Уэнделлу П. Нортону за создание редуктора компактной формы, основанного на оригинальной идее Джона Хамфри о конусе шестерен, общая конструкция которого используется до сих пор.
На некоторых современных токарных станках, предназначенных для инструментальных цехов, эти редукторы могут стать довольно сложными с выбором рычага или, самое большее, одной легко реверсивной групповой шестерней для обеспечения доступа к другим шагам. После этого через коробку передач может быть обеспечен быстрый выбор из дальнейшего диапазона других тонов.
Рис. 0.3 Изображение современного редуктора для токарного станка, установленного на немецком токарном станке (с любезного разрешения www.lathes.co.uk).
Пример от немецкого производителя показан на Рис.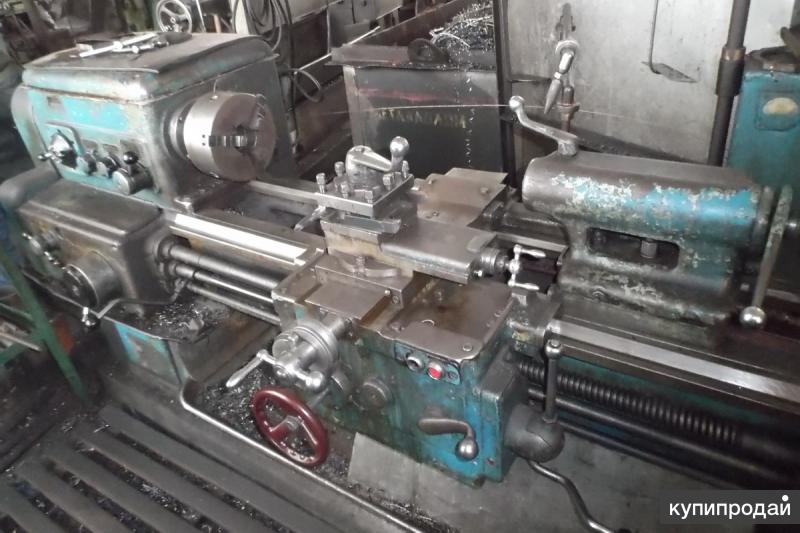 0.3, который показывает уровень сложности, который может быть встроен в сложный редуктор для нарезки винтов. Конус основной шестерни хорошо виден в правой половине, в данном случае это двенадцатиступенчатая версия. Однако то, как смешиваются передаточные числа в левой части корпуса коробки передач, было бы откровенно сбивающим с толку без надлежащего руководства в табличной форме, чтобы перечислить все варианты, которые он может предоставить. Вполне вероятно, что он содержит передачу для других языков, доступ к которой осуществляется простым положением рычага.
0.3, который показывает уровень сложности, который может быть встроен в сложный редуктор для нарезки винтов. Конус основной шестерни хорошо виден в правой половине, в данном случае это двенадцатиступенчатая версия. Однако то, как смешиваются передаточные числа в левой части корпуса коробки передач, было бы откровенно сбивающим с толку без надлежащего руководства в табличной форме, чтобы перечислить все варианты, которые он может предоставить. Вполне вероятно, что он содержит передачу для других языков, доступ к которой осуществляется простым положением рычага.
Для того, что можно было бы назвать любительским рынком в Великобритании, стоимость и размер даже простых редукторов не позволяли использовать их на токарных станках меньшего размера, произведенных для этого рынка. Для этих станков дальнейшее использование сменных колес для нарезки винтов было всем, что было доступно до окончания Второй мировой войны.
Рис. 0.4 Ранний токарный станок Drummond с педалью, приобретенный в виде ржавой груды деталей; тщательно отреставрирован и перестроен членами клуба (с любезного разрешения Питера Горинга, часового клуба Эппинг Форест).