Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
 youtube.com/embed/GtlDb9v7PLg”/>
youtube.com/embed/GtlDb9v7PLg”/>Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
 youtube.com/embed/UIxPlva4ED8″/>
youtube.com/embed/UIxPlva4ED8″/>Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.

Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.

В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом.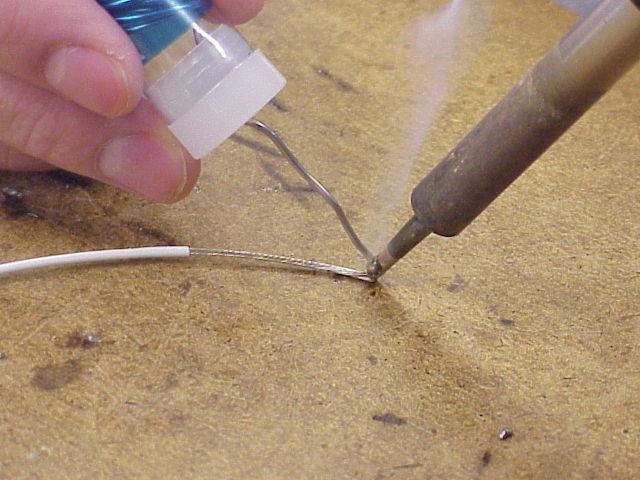 Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиПаяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.

Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
можно ли паять алюминий оловом и как это сделать в домашних условиях?
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое.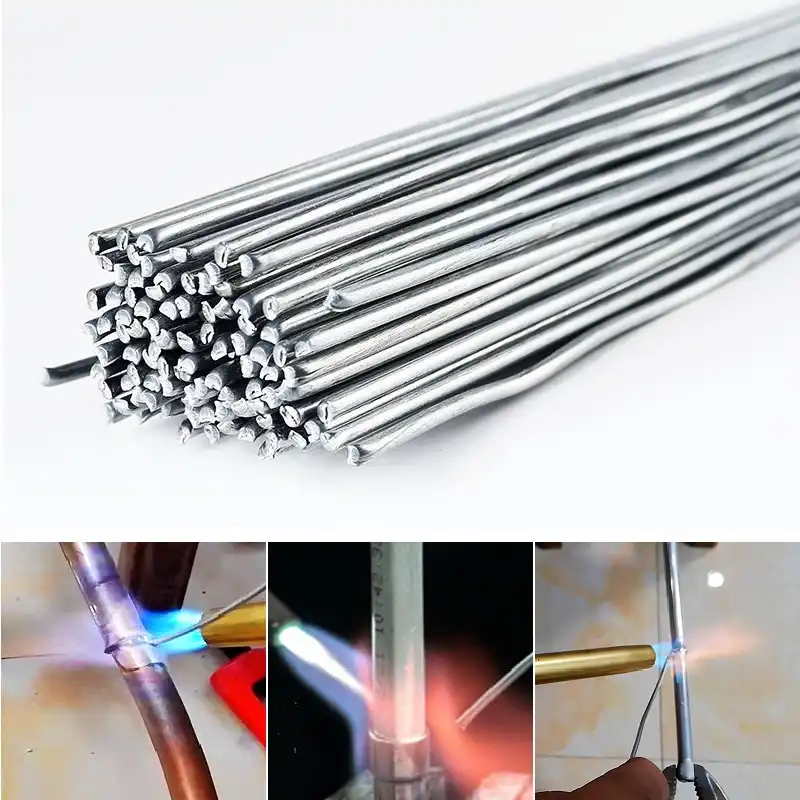 Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.

Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.

При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
припой для пайки, способы, особенности
Просмотров 69 Опубликовано Обновлено
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.

С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Как запаять алюминиевый радиатор в домашних условиях
Здесь вы узнаете о том как запаять алюминиевый радиатор в домашних условиях: особенность батарей, способы пайки, холодная сварка, применение клея, как правильно заварить обогреватель и последовательность действий.
Как показывает многолетняя практика использования алюминиевых радиаторов, они отлично себя зарекомендовали, но, как и у других видов обогревателей, у них бывают протечки и аварии.
Чтобы не менять всю батарею или ее секцию, можно произвести пайку, но при этом следует знать и учитывать особенности алюминия.
Особенность батарей
Когда радиаторы начинают течь, существует два способа устранения нарушений. Их можно запаять или заклеить. Пайка алюминиевого радиатора – процедура сложная ввиду химических свойств этого металла.
При соприкосновении с кислородом алюминий окисляется, и на его поверхности образуется тонкая оксидная пленка. Это во всех отношениях полезное покрытие защищает металл от коррозии при столкновении с кислородом, но с другой стороны, он же не дает качественно произвести пайку, во время которой необходим контакт припоя с его поверхностью.
Если не создать прямого контакта металла с припоем, то заделанное отверстие или трещина в скором времени опять дадут течь. Иногда возле некачественного припоя образуются новые трещины, что только усугубляет состояние радиатора.
Чтобы получить нужный результат, оксидную пленку придется удалить, но если это сделать без специальных приспособлений, то металл при соприкосновении с кислородом вновь ее образует, так что вместо того, чтобы паять, придется все время ее удалять.
Чтобы разорвать этот круг, были придуманы специальные растворы для пайки алюминия, которые называются флюсами.
Они обладают следующими способностями:
- В основе такого средства органические и неорганические компоненты, которые способны не только разрушать защитную пленку на металле, но и пресекать ее появление.
- Они предотвращают растекание припоя по остальной поверхности, локализуя его исключительно на обрабатываемом месте.
- Подобный флюс не вступает в химическую реакцию с припоем, обеспечивая качественную пайку.
Таким образом, на вопрос, можно ли запаять алюминиевый радиатор, ответ однозначный: «да» при условии, что под рукой есть подобное средство.
Чтобы работа была выполнена правильно, особенно если предстоит все делать самостоятельно, необходимо подготовить следующие инструменты:
- паяльное устройство;
- горелку;
- специальную емкость для разогрева припоя;
- наждачную бумагу.
В качестве припоя можно использовать железные опилки, канифоль или оловянно-свинцовую смесь.
Как запаять алюминиевый радиатор?
Способ 1
Этот способ, хотя и несложный, и с ним справится даже новичок, требует усидчивости и времени. Чтобы знать, как запаять алюминиевый радиатор с его помощью, потребуется подготовить канифольно-железный припой.
Последовательность действий, которая обеспечит качественное паяние, заключается в следующем:
- Важно подготовить поверхность радиатора к работе. Для этого его нужно снять, удалив заранее из системы теплоноситель. Поверхность места, где будут проводиться работы нужно тщательно промыть от загрязнений, затем зачистить при помощи наждачной шкурки и растворителя. Обязательно подготовленное место следует обезжирить, взяв для этого любое средство, содержащее спирт. После всех манипуляций поверхность вытирается насухо, и радиатор готов к следующему этапу работ.
- Приготовление припоя производится на тигле, который можно поставить на горелку или газовую плиту. В крайнем случае, можно применить паяльник. Канифоль нужно растопить, а затем добавить в него железные опилки и хорошо перемешать. Соотношение материалов должно быть 2:1.
- Флюсовый раствор наносится таким образом, чтобы покрыть весь участок работ, иначе вновь образованная оксидная пленка уничтожит все труды. По окончании пайки вся ремонтируемая поверхность должна находиться под раствором.
- Сам припой выполняется следующим образом:
- на паяльник набирается небольшое количество канифольно-железного припоя;
- его следует наносить на поверхность радиатора так, чтобы он оказался покрыт сверху флюсом;
- все действия паяльником производятся круговыми движениями, это позволяет паяльнику смещать частицы припоя, которые при этом разрушают оксидную пленку, а наличие канифоли не позволяет ей вновь образовываться.
Решая, как паять алюминиевый радиатор, следует помнить, что подобный способ годится для устранения мелких дефектов. Если требуется «залатать» большой по площади участок, то придется готовить флюс самостоятельно.
Способ 2
Для этого способа придется применить припой из сочетания олова, свинца и висмута, а средство для снятия оксидной пленки приготовить из следующих компонентов:
- криолит должен составлять 10%;
- добавить 4% сернокислого натрия;
- доля хлористого лития должна быть 23%;
- основой раствора является хлористый калий — 56%;
- поваренной соли оставшиеся 7%.
Смешав все компоненты, получается раствор, которым можно покрыть большую площадь поверхности обогревателя.
Последовательность действий позволит разобраться, как запаять алюминиевый радиатор в домашних условиях:
- Провести предварительные работы по очистке поверхности, как это было описано выше. Алюминий должен быть чистым, сухим и обезжиренным.
- Особенностью этого способа является кропотливое изготовление флюса, для чего каждый компонент по отдельности измельчается до состояния пудры, после чего их нужно соединить и тщательно перемешать.
- Готовую смесь разогреть и вылить на место припоя.
- Пайка выполняется так же, как и в первом способе, обязательно соблюдая условие, что припой должен оказаться под слоем флюса.
Не зависимо от того, каким способом была произведена пайка, качество работы должно быть проверено. Для этого в радиатор наливается подкрашенная и вода. Если спустя час-два она так и не просочилась, значит, пайка была проведена качественно.
Применение клея
Использование клея – это крайний случай, когда ремонт требуется срочный, а отключить радиатор от теплосети не удается. Клей может обеспечить целостность конструкции, но ненадолго, поэтому по истечению отопительного сезона воду нужно из системы слить, радиатор снять и произвести полноценный ремонт.
Заклеить небольшое отверстие или трещину можно при помощи эпоксидного клея, цемента или по методу холодной сварки.
Чтобы применить эпоксидный клей, понадобится:
- Плотная ткань, которой нужно будет обмотать место течи. Этот способ не всегда эффективен, так как далеко не везде ткань можно хорошо закрепить. Полотно необходимо разрезать на длинные и узкие полосы.
- Зачистить поверхность на месте поломки. Требуется удалить всю краску и тщательно очистить металл до самой поверхности. Подготовленное место нужно промыть и обезжирить.
- Место течи смазывается клеем, поверх которого наматывается полоска ткани. На эту полоску так же наносится слой клея и обматывается второй слой ткани. Таких слоев должно быть не менее четырех.
- Зафиксировать полученные слои хомутом или обычной проволокой.
- Дать клею просохнуть, на что может потребоваться от 2 часов до 3-х дней.
Для того, чтобы улучшить свойства клея, в него добавляют бронзовую или алюминиевую пудру. Аналогичным способом производится заклейка цементом, только вместо ткани в цементе замачиваются медицинские бинты.
Холодная сварка
Одним из самых надежных способов «подлечить» обогреватель – это сварка алюминиевого радиатора холодным методом. Для этого используют либо одноцветный, либо двухцветный специальный герметик. Одноцветное средство нужно хорошо размять, предварительно надев на руки защитные перчатки. По своей пластичности эта замазка напоминает детский пластилин.
Двухцветный аналог вначале нужно хорошо размешать до однородного цвета, а по мере замеса, он приобретает липкие свойства.
Последовательность действий, как заварить алюминиевый радиатор заключается в следующем:
- Подготавливается поверхность батареи.
- Отрезается кусочек замазки нужной длины и разминается.
- Размягченную сварку нанести на трещину или дыру и хорошо затереть это место, для чего можно использовать смоченный водой шпатель.
- Все 5 минут, что холодная сварка схватывается, нужно следить, чтобы не появлялись пузыри. Если их игнорировать, то спустя время они лопнут и работу нужно переделывать заново. Если пузырь появился над местом сварки, его нужно снова растереть шпателем и так все время, пока замазка схватывается.
- Место, где была закрыта дыра, можно дополнительно прихватить хомутом.
Выполнять подобные работы можно самостоятельно, но при условии, что дефекты небольшие. В случае серьезного прорыва придется либо вызывать специалистов, чтобы они оценили, насколько радиатор пострадал, и произвели ремонт, либо покупать новую секцию, а в случае с панельной моделью – всю панель.
Полезное видео
Пайка алюминия: основы – Weld Guru
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если какой-либо припой контактирует с уровнем тепла, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности металлической щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и протекает в стык.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинк имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра ракеты моделиприпаяны к трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Наиболее часто используемые конструкции – это формы простых соединений внахлестку и Т-образных соединений.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла.Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком.Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в соответствии с их температурами плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания.Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Посадка стыков должна быть плотной, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Просмотрите инструкции производителя, чтобы определить необходимое количество тепла.
- Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
| Советы для
Пайка алюминия А. Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Плотный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, потому что несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло во время пайки необходимо тщательно изучить каждую отдельную работу. Левый. Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрывать. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка. Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (все из которых обычно предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование флюсаБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий – вот причины использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляется и может потребоваться более сильный флюс, например, органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. выше 550 ° С). Использование механического трения, ультразвука или термического спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва слой оксида алюминия и позволяющий подповерхностное смачивание алюминия. Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с первые два флюса, так как их температура плавления ниже 330 ° C и цинковая часть помогает предотвратить гальваническую коррозию.Твердый на основе цинка В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайку и ее необходимо удалить. Припои, обычно используемые для алюминия содержат цинк с некоторым количеством свинца, кадмия, олова, меди или алюминия. Однако любой припой, содержащий олово, может вызвать электрохимическое проблема коррозии из-за его гальванического потенциала. С ожидаемым всемирный запрет на использование свинца в припоях, в большинстве отраслей промышленности уже переход на бессвинцовые припои.Это удаляет некоторые из более пластичных и / или доступны высокотемпературные мягкие припои. Кадмиевый припои были фактически запрещены из-за проблем со здоровьем рабочих. Верно. Крупный план подтверждает полное смачивание. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Присадки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают: 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний – исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.Однако авторам неизвестны припои или флюс, который очень эффективен с магнийсодержащими алюминиевыми сплавами. Оксид магния очень быстро восстанавливается и не позволяет паять смачивание должно иметь место. Титан и некоторые экзотические добавки, такие как ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или выше), 2ххх (с добавлением меди), 3ххх (с добавлением марганца), 4ххх (с добавлением кремния). добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx (с добавлением магния) серия, вероятно, не подлежит пайке, а 6xxx (с добавлением кремния и магния) могут быть или не подлежат пайке в зависимости от индивидуального сплава.Сплав 6061 определенно паяемый, а серия 2ххх в листовой форме может иметь оболочку 6ххх это могло изменить его паяемость. Левый. Купоны из сплава 6111, спаянные с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной стороне сторона с теплом. Облицовка или покрытия В некоторых ящики алюминиевые может быть покрыт более паяемым сплавом, может быть покрыт никелем или покрыт с цинком термическим напылением или другими методами.Тогда эта поверхность более паяется и облегчает указанную выше проблему, поскольку их легче припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь, оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал тепловое расширение и многие флюсы не работают с обоими металлами. В простая работа по разогреву сборки в области стыка становится затруднительной поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющая сталь на ум приходит сталь). Общее практическое правило пайки – «нагрейте компонент, а не припой ». Это позволяет субстрату передавать тепло к припою и расплавьте припой, как только он дойдет до плавления температура. Флюсы могут изолировать припой от подложки и вызвать истечение реакционной способности флюса до того, как припой расплавится, или, возможно, останется твердый осадок, в который припой не сможет проникнуть. чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения эта проблема, поскольку флюс не выделяется, пока припой не расплавится; однако не все алюминиевые припои доступны с сердечниками из флюса. Опасности перегрева из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячих трещин или даже ужасный крах. Левый. Крупный план подтверждает хорошее филе с обеих сторон. Твердые припои на основе цинка могут быть не такими красивыми, как мягкий припой, но они не подвержены гальваническая коррозия при пайке алюминия, а также сплавов на основе Sn. Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному цинковому сплаву даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Этот может изменить свои свойства и вызвать появление тепловых трещин, которые выходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата.Как и в других процессах, предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный процесс выбора. Время перезарядки и задержка перед обработкой могут отличаться. существенно от лаборатории до производственного цеха. Алюминий пайка не сложна, но и не прощает ошибок. Контроль процесс плотно.Работы Консультации Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A. E. Gickler и F.ЧАС. ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton, Айова. |
Пайка алюминия с использованием сплава Super Alloy 5 и пропановой горелки
Пайка алюминия может оказаться сложной задачей без соответствующих инструментов. При работе с тонкими алюминиевыми деталями мы рекомендуем пайку при низкой температуре с использованием комплекта для сварки, пайки и пайки алюминия Super Alloy 5.
Комплект Super Alloy 5 состоит из стержней из алюминиевого сплава длиной 18 дюймов и сопутствующего порошкового флюса.Эти два элемента работают вместе, чтобы любой человек мог ремонтировать алюминий практически любой горелкой, не перегревая и не плавя алюминий. Уникальный флюс Super Alloy 5 не только очищает металл от всех примесей, но и служит ориентиром температуры. Просто нанесите флюс на стык тонких алюминиевых деталей, нагрейте и наблюдайте за превращением. Когда алюминий достигает надлежащей рабочей температуры, флюс становится жидким и водянистым, что указывает на то, что пора добавить алюминиевый присадочный стержень. Если вы хотите сохранить флюс, вы можете предварительно очистить алюминий металлической щеткой.
Обратите внимание на технику нанесения: Майк быстро нагревает конец стержня горелкой, затем погружает стержень во флюс, чтобы он прилип. Затем он наносит флюс непосредственно на стык и продолжает нагревание. Рекомендуется широкое отопление, так как подача тепла непосредственно к одному месту приведет к расплавлению алюминия на полу.
Добавляйте стержень только после того, как флюс сделает свою работу, открыв поры алюминия и удалив окисление и загрязнения. Используйте горелку, чтобы направить стержень – стержень следует за теплом и потоком.Вы можете добавить больше флюса, чтобы увеличить поток и выровнять присадочный стержень.
Тонкий алюминий легко ремонтируется пропаном или газом MAPP, толстый алюминий или большие алюминиевые массы, такие как алюминиевые лодки, требуют кислородно-ацетиленовой горелки. Алюминий очень быстро рассеивает тепло, и присадочный стержень не будет течь должным образом, если основной металл слишком холодный. Если это произойдет, вы заметите, что стержень скручивается на конце. Просто выбейте мяч, снова нанесите флюс и начните заново. Излишки флюса можно удалить металлической щеткой и теплой водой.
Super Alloy 5 прекрасно полируется и сохраняет полировку так же долго, как и основной алюминий. Цинковые стержни без флюса не полируют и не держат полировку.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как паять алюминий: руководство для начинающих
Алюминий – плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для пайки своими руками.Вот почему я решил поделиться несколькими советами и рекомендациями по пайке алюминия .Обо всем по порядку – для пайки алюминия не подходит любой обычный припой или флюс, рекомендуется использовать специализированные марки. Также я хотел бы объяснить, что такое для пайки алюминия .
Пайка алюминия применяется, когда необходимо отремонтировать некоторые детали, изготовленные из этой муки или сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий.В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. К тому же пайка не деформирует материал из-за перегрева.
То, что нужно припаять алюминий
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Припой и флюс специальный;
- Щетка стальная для очистки верхних слоев паяных деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, понадобится паяльник большой мощности, порядка 100-200 Вт.Для небольших проводов – 60-100 Вт вполне достаточно. Более мощное устройство может расплавить металл и нарушить его структуру!
Для пайки алюминия требуются припой и флюс
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. Добиться хороших соединений с другими типами припоя будет сложно. Главное, как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина.Но лучше все сделать правильно и использовать материалы, предназначенные для пайки алюминия , а именно флюс. Чем лучше флюс, тем легче будет весь процесс.
При пайке алюминия оловянно-свинцовые припои выбираются вместе с высокоактивными флюсами. Однако такие припои не очень надежны, и эти сплавы также склонны к развитию коррозионных процессов. Чтобы такие составы были более устойчивыми к коррозии, их необходимо покрыть специальными составами.
Самые качественные, надежные и коррозионно-стойкие припои на основе припоев, содержащих цинк, медь, кремний и алюминий.
оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеупомянутых типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты можно получить после пайки алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
Большинство припоев содержат химические элементы, которые почти не растворяются с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавкого кадмия, олова или цинка.
Плавкие композиции более удобны в использовании, поскольку процесс пайки можно проводить при низких температурах, чтобы избежать резких изменений свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала.Помните об этом при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои – это алюминий. Также они могут включать:
Лучший из них – сплав на основе алюминия с кремнием. Самый надежный результат можно получить после нанесения состава из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника необходимо нагреть до температуры 6600F.В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые типы припоев можно приготовить дома, если вы знаете, что делаете. Однако купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка.Такое обезжиривание можно проводить бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обработать наждачной бумагой. Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше оригинала, и работать паяльником уже можно.
Покрытые флюсом проволоки необходимо нагреть паяльником. Делать это нужно аккуратно, не перегревая металл.Рекомендуется использовать нагревательный прибор с контролем температуры. В общем, этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и при соединении необходимых элементов равномерно распределяется по поверхности алюминия. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Стык получится очень прочным.
Канифольные припои для пайки алюминиевых деталей
Чтобы припаять два алюминиевых провода, их сначала нужно залудить.Чтобы покрыть провод канифольным припоем, поместите его на наждачную бумагу (средней зернистости) и прижмите горячим луженым паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник не снимается с проволоки, а на луженый конец добавляется канифоль.
Проволока алюминиевая залужена отлично, но все действия нужно повторять несколько раз. После этого пайку алюминия можно будет легко производить в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев использовать минеральное / щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место соединения необходимо нагреть паяльником. После пайки необходимо проделать следующие действия:
- Промойте специальной щеткой в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть в холодной проточной воде еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Прополоскать холодной водой;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные насадки для пайки алюминия
- Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали.После такого нагрева припой быстрее покроет детали. Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
- Важно работать в хорошо вентилируемом помещении, поскольку пары флюса и припоя токсичны и вредны для человеческого организма. Также в этом случае важно использовать расположенный поблизости огнетушитель;
Заключительные мысли
Для пайки этого металла необходимо приобрести специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки.Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Привет! Меня зовут Том, я автор блога. Мое хобби – электронные схемы и паяльники.
Как паять алюминий с помощью паяльника
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы заработать комиссию без каких-либо дополнительных затрат для вас.Узнать большеПаять алюминий может быть непросто, если вы этого раньше не делали. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка – это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области.Припой, соединяющий расплавленный металл, очень быстро охлаждается после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Достаточно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы. Вы также можете сделать свой паяльник именно для ваших конкретных задач.
Припой
Это смесь различных металлических элементов, которая используется для пайки. Раньше припой изготавливали из олова и свинца.В настоящее время чаще используются варианты без свинца. Паяльные провода обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Флюс
Флюс важен для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов.Типы флюсов, которые обычно используются в электронных припоях, обычно изготавливаются из канифоли. Вы можете получить сырую канифоль из сосны.
Пайка Алюминий
Никогда не бывает такой же ортодоксальной пайкой. Алюминиевые заготовки, занимающие 2-е место в мире по пластичности и высокой теплопроводности, часто бывают гораздо тоньше. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильные инструменты
Перед началом работы очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия.Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, – это флюс, предназначенный для пайки алюминия. Канифольные флюсы с этим просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать.Большинство изделий из алюминия – это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом.Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Пайка алюминия может быть сложной задачей по сравнению с другими металлами. Вот почему вы все-таки здесь. В случае алюминиевых сплавов они покрываются слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим придется соскрести его.Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы познакомились с основами, вы должны быть готовы приступить к пайке. Внимательно выполните следующие действия, чтобы убедиться, что вы все делаете правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать под рукой влажную ткань или губку, чтобы очистить утюг от излишков припоя.Надевайте защитную маску, очки и перчатки, пока вы работаете.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия. Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: Нанесение флюса
После очистки деталей нанесите флюс на места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя.Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два алюминиевых куска вместе. Зажмите их в том положении, в котором вы хотите присоединиться к ним. Убедитесь, что алюминиевые куски имеют небольшой зазор между ними при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагревание заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение».Нагрейте паяльником части деталей, прилегающие к стыку. Нагревание одной области может привести к перегреву флюса и припоя, поэтому старайтесь перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на сустав. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить кусочки.Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите оставшийся флюс ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием. Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить излишки припоя для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий.Теперь в мастерскую, идем.
Пайка алюминия – Обмен электротехнического стека
Пайка алюминия – Обмен электротехнического стекаСеть обмена стеков
Сеть Stack Exchange состоит из 178 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Electrical Engineering Stack Exchange – это сайт вопросов и ответов для профессионалов в области электроники и электротехники, студентов и энтузиастов.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 3к раз
\ $ \ begingroup \ $Какая уловка при пайке к алюминиевым основам (как на старых светодиодах Luxeon?)
Создан 28 окт.
\ $ \ endgroup \ $ \ $ \ begingroup \ $Основная проблема при пайке или пайке алюминия – это чистота…. необходимо предотвратить окисление и перекрестное загрязнение. В авиации мы используем водородное пламя вместо ацетилена для лучшего контроля температуры. Более крупные детали свариваются с использованием гелио-дуговых или TIG-процессов (вольфрам в инертном газе). Опытный оператор может «склеить» лезвия бритвы.
Создан 02 ноя.
\ $ \ endgroup \ $ \ $ \ begingroup \ $Припаять алюминий действительно сложно.Алюминий окисляется даже хуже, чем медь, поэтому вам нужен другой, более прочный флюс, который вы получаете с большинством припоев. Кроме того, пайка к чему-то вроде основания светодиода Luxeon означает, что вы пытаетесь припаять радиатор, поэтому будет сложно довести алюминий до точки плавления припоя.
Алюминиевые основания светодиодных модулей и других радиаторов обычно электрически изолированы. Они просто радиаторы. Поэтому, прежде чем вы начнете беспокоиться, я бы задал вопрос, почему вы вообще пытаетесь припаять алюминий.
Создан 28 окт.
\ $ \ endgroup \ $ \ $ \ begingroup \ $Паять алюминий сложно, но возможно. Покройте алюминиевую поверхность минеральным маслом и соскребите оксид. Масло предотвратит его немедленное преобразование из-за контакта с кислородом.Затем залудите поверхность горячим утюгом и обычным свинцовым припоем. Затем счистите масло и припой на луженой поверхности, как обычно.
Однако, как сказал Джон Хирш, эти основания не предназначены для пайки. Вам нужно нанести теплопроводящий состав и прикрепить их винтами к радиатору.
Создан 31 окт.
Vicvic16122 бронзовых знака
\ $ \ endgroup \ $ \ $ \ begingroup \ $Одна из проблем при пайке окисленного алюминия заключается в том, что температура плавления оксида алюминия (2072 ° C) намного выше, чем у самого алюминия (660 ° C).32 ° C), поэтому к тому времени, когда вы расплавите внешнее покрытие алюминия, внутренняя часть уже станет жидкой. это может быть проблемой с тонкостенными деталями, такими как трубы и т. д.
Создан 31 окт.
\ $ \ endgroup \ $ \ $ \ begingroup \ $По моему опыту, для пайки алюминия требуется много флюса, и даже тогда он действительно работает только при пайке алюминия с алюминием.В противном случае я рекомендую использовать что-то вроде серебряной пасты или другой токопроводящей эпоксидной смолы.
Создан 29 окт.
\ $ \ endgroup \ $ Очень активный вопрос .Заработайте 10 репутации (не считая бонуса ассоциации), чтобы ответить на этот вопрос. Требование репутации помогает защитить этот вопрос от спама и отсутствия ответов. Электротехнический стек Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Пайка алюминия
Пайка алюминия и его сплавов аналогична пайке других металлов.Но при выборе флюса нужно проявлять особую осторожность.
Нельзя использовать тот же флюс, который вы используете для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Убрать этот слой очень сложно.
Итак, вам нужен более прочный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия.Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПодготовкаПеред тем, как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая. На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, необходимо обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминияЕсть 4 различных метода пайки алюминия. Это следующие:
1. Жидкий флюс и припойВ этом случае жидкий флюс получают с использованием смеси органических аминов и неорганических солей фторборатов. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, например спирт, для снижения вязкости.
Жидкий флюс идеален для индукционной пайки, поскольку он быстро портится после определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие. Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для нанесения пасты на металл.
3. Наполнитель с флюсовой сердцевиной для пайкиНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание. Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Наполнитель остынет и затвердеет, прочно удерживая две детали вместе.
4. Паяльная присадочная пастаВы можете превратить органический флюс в припойную металлическую пластину, добавив порошок припоя и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно произвести столько тепла, чтобы расплавить присадочный материал.
Типы припоевПрипои делятся на три основных типа в зависимости от их температур плавления. Ниже приведены эти типы:
1. Низкотемпературные припоиНизкотемпературные припои имеют температуру плавления в диапазоне температур от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои при промежуточных температурахТочка плавления припоев при промежуточных температурах составляет от 500 до 700 ºF.Олово или кадмий с цинком являются основным материалом. Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалите пыль и другой мусор с алюминиевой поверхности
- Во время пайки следите за тем, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для расплавьте присадочный материал
Основным преимуществом пайки алюминия является устранение необходимости в отдельном покрытии алюминия перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.