как запаять медную трубку для отопления, для кондиционеров газовой горелкой, припой
Использование труб из меди актуально в отоплении, водоснабжении и подводе газа к потребителям. Способность выдерживать высокое давление, и минимальная толщина стенки позволяет создавать компактные и эффективные трубопроводные системы. Пайка меди — наиболее технологичный способ герметизации стыков.
Содержание
- Способы пайки
- Низкотемпературная пайка
- Высокотемпературный метод
- Оборудование, инструменты и приспособления
- Материалы
- Флюс
- Припои
- Соединительные фитинги
- Технология пайки медных труб
- Отрезка труб
- Нанесение флюса
- Стыковка перед пайкой
- Низкотемпературный способ
- Высокотемпературный способ
- Техника безопасности
- Ошибки при пайке
- Виды медных труб
- Как соединить медные трубки без пайки
Способы пайки
Минимальный зазор в соединении фитинг-труба должен быть заполнен металлом, способным выдерживать температурное расширение и скачки давления. Поэтому паять медь — технологически, верно, это создаст монолитный узел. Качественная пайка редко разгерметизируется, надежность соединения высокая. Существует две методики спайки.
Поэтому паять медь — технологически, верно, это создаст монолитный узел. Качественная пайка редко разгерметизируется, надежность соединения высокая. Существует две методики спайки.
Низкотемпературная пайка
Заполнение зазора между деталями происходит при температуре, не превышающей порог в 450 градусов. Еще одно название — пайка мягким методом. В технологическом процессе задействуется припой на основе олова и свинца с низкой температурой плавления. Швы, формируемые при таком методе работы, имеют ширину от 7 до 50 мм. Несмотря на то, что пайка мягкая, способ имеет ряд плюсов:
- Низкотемпературный припой и малый нагрев исключает возможность отжига меди. Это сохраняет заводские характеристики металла и продлевает срок службы всей системы.
- Соединить при температуре до 450 градусов можно медные трубы с сечением от 6 мм до 108 мм. Этого достаточно для работ в домашних условиях.
Сфера применения метода — для отопления, подвода воды с температурой жидкости внутри трубопровода не более 130 градусов. Такой способ не подходит для создания газопроводов.
Такой способ не подходит для создания газопроводов.
Высокотемпературный метод
Соединение медных трубок методом высокой температуры требует начальной подготовки. Пайщик медных труб подготавливает флюс и припой. Последний в своем составе содержит более тугоплавкие металлы — в смеси содержится определенный процент меди и серебра.
Рабочая температура для пайки — свыше 450 градусов. Шов формируется устойчивый и твердый. Соединения подойдет для стыков, которые подвергаются механическим воздействиям. Пайка медных труб высокой температурой отличается устойчивостью к нагреву соединения — разгерметизация в этом случае не произойдет.
Твердый процесс пайки сопровождается отжигом меди, трубка и сам стык становятся менее прочными за счет умягчения. Для снижения рисков разогретый стык должен пройти естественное остывание. Запрещается использовать воду или воздушный обдув.
Для снижения рисков разогретый стык должен пройти естественное остывание. Запрещается использовать воду или воздушный обдув.
Соединение фитингов и медных трубок твердым припоем выполняется на сечениях от 12 до 159 мм. Именно этот способ задействован при работе с газом: магистралями и подводящими участками до потребителей. Для водопровода этим способом соединяются трубки от 28 мм в диаметре. Допускается разогревать теплоноситель и применять в системах охлаждения с температурами свыше 130 градусов.
Оборудование, инструменты и приспособления
Соединение пайкой медных трубок требует наличия определенного списка оборудования и инструментов. Для качественной подготовки применяют:
- Труборез ручной — позволяет выполнять раскрой трубы под прямым углом. Может оставлять небольшую фаску, завальцовывать рез.
- Устройства снятия фаски — используется после трубореза. Служит для очистки заусенцев, стружки. Восстанавливает номинальный диаметр трубки после реза, если ее немного смяло.

- Расширитель — используется, если медь отожженная. Позволяет увеличить диаметр трубки и вставить одну деталь в другую без фитингов.
- Ерш по размеру трубы и специальная губка. Зачищает окислы, подготавливает поверхность для нанесения флюса.
- Газовая горелка. Устройства делятся на бытовые, позволяющие паять не толстые медные трубы в домашних условиях, и промышленные, для ответственных узлов и конструкций.

В зависимости от вида работ, инструмент должен быть подобран: под диаметр труб, тип припоя, вид трубопровода. Например, пайка медных проводов может быть выполнена феном.
Материалы
Трубопровод соединяют с использованием:
- флюса;
- припоя;
- фитингов — можно исключить, если применяется расширитель трубок.
Все расходники делятся на подвиды по составу, свойствам, размерам.
Флюс
Чтобы запаять стык качественно, особое внимание потребуется уделить флюсу. Если соединить с нагревом медь и олово без флюса — прочного и герметичного соединения не добиться. Он подбирается по способам — бывает низкотемпературным и высоко температурным.
Он подбирается по способам — бывает низкотемпературным и высоко температурным.
Флюс необходим, потому что:
- удаляет окислы, способные ухудшить качество соединения;
- защищает зону пайки от атмосферного кислорода;
- увеличивает адгезию припоя;
- помогает равномерно распределить припой.
В качестве флюса можно применить паяльную пасту — густую смесь из всех основных компонентов для пайки. Ее удобнее наносить и удержать на трубке до нагрева и введения припоя.
Припои
Припой подбирается исходя из предназначения трубопровода. Промышленность предлагает массу твердых и мягких сплавов, чтобы паять медные фитинги и трубы. Припой с низкой температурой плавления можно использовать в домашних условиях. Пайщик медных труб может использовать обычную портативную горелку.
При работе с припоем важно не перегреть стык — при перекале паяемый металл может вытечь, сделав стык негерметичным. Капиллярная пайка предполагает разогрев флюса до изменения цвета с последующим введением припоя. В этом случае металл буквально втягивается в обрабатываемый стык, полностью заполняя.
В этом случае металл буквально втягивается в обрабатываемый стык, полностью заполняя.
В основном материал для пайки содержит олово с включением меди, сурьмы, серебра. Лучший вариант — серебросодержащий припой. Материал на основе олова и свинца вреден и не используется из соблюдений требований безопасности.
Для производства высокотемпературных работ используются припои с медью и фосфором. Особенность данного припоя — соединение двух медных трубок не потребуетс флюса. Стык будет прочный и правильный за счет вхождения в состав меди — будет наблюдаться равное тепловое расширение.
Пайка медных труб с твердым припоем в виде стержней производится на основании диаметра стыка. Для толстых — применятся утолщенные прутки, для тонких трубок подойдет проволока в 2-3 мм толщиной.
Соединительные фитинги
Если невозможно расширить стык и выполнить соединение двух медных трубок одну в одну, можно использовать фитинги. Размер таких деталей подбирается по диаметру трубки и раструб не требует дополнительного изменения геометрии.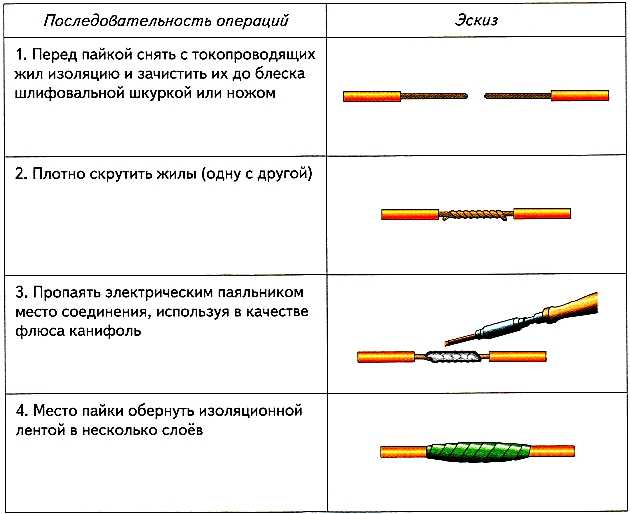 По форме выделяются:
По форме выделяются:
- Угловые отводы.
- Стыковочные муфты.
- Тройники.
- Отводы с резьбой — для присоединения потребителей к трубопроводу.
Сварка разных медных трубок может быть произведена с помощью редукционных фитингов с изменяющимся диаметров. Основной недостаток — цена фитинга, влияющая на стоимость исполнения трубопровода.
Отдельная категория фитингов продается с уже нанесенным припоем -в форме валика внутри стыка. Такое изделие остается только соединить с трубкой и прогреть.
Технология пайки медных труб
Качественные швы — результат того, как пайщик медных труб изучит весь рабочий процесс. Если внимательно и старательно выполнить каждый этап — все получится даже у новичка. Навыки пригодятся при ремонте труб, восстановлении систем охлаждения холодильников. Весьма востребована в летнее время — пайка течей медных труб для кондиционеров.
Отрезка труб
Отрезка труб может производиться ручным труборезом, болгаркой, ножовкой по металлу. Главное условие — сохранение геометрии среза. Для этого с края металла удаляется стружка, завернутые края выравниваются специальным инструментом. Перед нанесением флюса стык совмещается — детали должны входить друг в друга без заеданий. Можно провернуть стык внутри.
Главное условие — сохранение геометрии среза. Для этого с края металла удаляется стружка, завернутые края выравниваются специальным инструментом. Перед нанесением флюса стык совмещается — детали должны входить друг в друга без заеданий. Можно провернуть стык внутри.
Нанесение флюса
Перед нанесением флюса:
- Внутренняя часть стыка обрабатывается ершом по размеру трубки (для малых диаметров). Трубы большого диаметра внутри стыка обрабатываются специальной губкой.
- Конец трубки, идущей в стык, обрабатывается специальным материалом- жетской губкой.
Шероховатость после такой обработки позволяет флюсу лучше держаться на поверхности. Паста наносится на наружною часть трубы равномерно, без пропусков.
Если рассматривается ювелирная пайка, то флюс должен быть удален после самого процесса спайки. Также после остывания изделие необходимо промыть.
Стыковка перед пайкой
После соединения стыка производится взаимный поворот двух деталей друг относительно друга для равномерного заполнения флюсом всего стыка.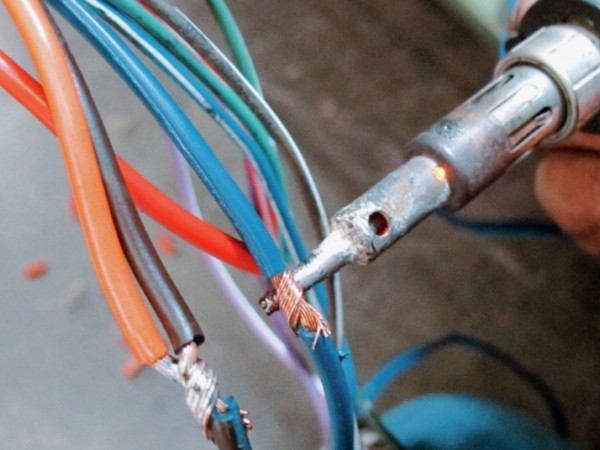 Остатки снаружи трубы удаляются ветошью.
Остатки снаружи трубы удаляются ветошью.
Сварка медных трубок производится в неподвижном состоянии стыка, поэтому детали располагаются на удобной негорючей подставке.
Низкотемпературный способ
Подробный порядок действий — в видео ролике.
Сварка любых медных трубок таким способом происходит с применением припоя и флюса низких температур. Для быстрого нагрева подойдет бытовая горелка с баллончиком газа.
Осторожно — газовый баллон при перевороте дном вниз может резко увеличить факел, поэтому нагрев производится в одной плоскости.
Зажженную горелку наводим на стык и равномерно прогреваем, немного смещая в стороны. В это же время припоем, размотанным из катушки, касаемся края стыка — флюс должен начать изменять цвет, прислоняем пруток к флюсу.
Отводим горелку от стыка. За счет капиллярного эффекта металл распределится по стыку, а припой изменит цвет с серого на серебристо оловянный.
На заметку: некоторые пайщики медных труб утверждают, что капля внизу стыка указывает на наполненность капиллярного шва. На практике это чаще всего подтверждается, но не стоит вводить слишком много припоя — паянный стык за это время может перекалиться.
Важно в процессе нагрева не перекалить стык. Иначе флюс выкипит и не даст припою заполнить стык полностью — соединение придется очищать и паять медную трубу заново, что не очень удобно.
Остывание проводится естественным образом. До момента охлаждения стыка трогать его запрещается, чтобы не испортить работу.
Работать можно не только газовой горелкой, спаять трубки можно феном, паяльником со щипцами. Ограничение нагрева — примерно 450 градусов.
Допускается соединять подобным образом медь с латунью, медь с нержавейкой.
Высокотемпературный способ
Сварка двух медных трубок данным образом потребует применения профессиональной горелки. В качестве заправки баллона — пропан+ацетилен, или ацетилен с воздухом.
В качестве заправки баллона — пропан+ацетилен, или ацетилен с воздухом.
Пайщики медных труб советуют делать быстрый прогрев всего стыка — высокая температура пламени не должна перекалить металл. Цвет пламени — ярко-синий, нагревается труба большого диаметра по всей длине окружности.
В процессе прогрева медный стык изменит цвет с обычного на темно-вишневый, это говорит о достижении порога температуры в 750 градусов. Теперь в рабочую зону можно вносить припой. Для ускорения разогрева от деталей горелка кратковременно подносится к прутку, а итоговое плавление происходит от накаленного стыка. Обязательное условие — полное заполнение шва припоем.
Труба или фитинг остывают в естественных условиях. После охлаждения остатки флюса стираются — чтобы исключить окисление металла рядом со стыком после пайки твердыми припоями. Подробнее — в видео.
Техника безопасности
Чтобы правильно и безопасно паять медные трубы, необходимо соблюдать ряд правил техники безопасности:
- Медь активно проводит тепло. Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
- Флюс — химически активный состав. Нельзя допускать попадание данной смеси на кожу и слизистые оболочки. Если это произошло, потребуется быстро промыть участок кожи водой.
- Одежда подбирается из материалов, плохо воспринимающих горение. Рукава — не болтаются.
- Место выполнения пайки медной трубы должно хорошо проветриваться, чтобы пары флюса не стали причиной ожога дыхательных путей или отравления.
- Готовые стыки протираются или промываются, ветошь с остатками флюса утилизируется.
- Газовые горелки контролируются на герметичность и хранятся в безопасных местах между применением.
- При работе другим оборудованием, потребуется подождать остывания. При охлаждении после работы медного паяльника до 20 градусов его можно убрать.
- Припой для пайки меди в расплавленном состоянии может стать причиной ожогов — нельзя допускать каплепадения.
 Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
Ошибки при пайке
Чаще всего промахи в работе допускают начинающие мастера. Чтобы шов при пайке был качественным, следует учесть следующие распространенные ошибки:
- стыковка двух элементов с дефектами от резки или заводским браком;
- плохая очистка рабочих плоскостей и обезжиривание;
- не качественный прогрев всего стыка;
- спаиваемые детали должны иметь определенную ширину шва, диапазоны имеют следующий вид — трубы от 6 до 108 мм должны иметь стыки от 7 до 50 мм;
- перекал стыка и разрушение флюса;
- спаянные детали проверяются до полного остывания.
Необходимо учитывать все нюансы и начать практиковаться на обрезках. Для того, чтобы получить минимальный опыт, достаточно создать 3-5 стыков. Ювелирная пайка предполагает тренировочные операции с ломом драгоценных металлов. Мастер должен научиться понимать, как паять и чем паять тот или иной тип дефекта на изделии.
Виды медных труб
Медная труба представлена в двух разновидностях:
- отожженная;
- неотожженная.

Процесс изготовления отожженной трубы заключается в ее нагреве после создания до 600-700 градусов. Таким образом возвращается эластичность металла. Такие трубы более гибкие, им не так страшно расширение воды при замерзании.
Минус — сниженная прочность ввиду нагрева. Для пайки медных труб такого типа подойдут мягкие припои.
Неотожженая труба на порядок прочнее, но изогнуть ее не получится. Поэтому, если монтируется отопление или система теплый пол, подводки к коллекторами и отводы на котел выполняются с использованием фитингов.
Отожженная медь продается бухтами — 10-25-50 м. Неотожженная — прямыми кусками 2.5 — 3 м.
Как соединить медные трубки без пайки
Для соединения медных труб без флюса и припоя можно использовать специальные обжимные фитинги. Они позволяют быстро создать герметичные и прочные стыки без нагрева, используя ручной инструмент.
У обжимных фитингов есть два недостатка: высокая стоимость и возможность ухудшения герметичности. Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Выбираем припой для пайки медных труб холодильников
- Вход
- Регистрация
Добрый день!
Сегодня снимали видео о том какой припой лучше для пайки МАПП газом и если до этого я был однозначного мнения, то после данных экспериментов я решил “переобуться”
Мы не затрагивали тему пайки меди со сталью или пайку нержавейки, это мы будем делать в следующий раз, так же мы не затронули пайку алюминия, так как это вообще отдельная тема, которая заслуживает более глубокого анализа и будет в этом году обязательно снята, испытаем и карандаш лако и припой филалу и т/д/ а сейчас про медь или Cu (купрум)
Вообще пайка меди это одно удовольствие, из-за того, что металл это довольно “благородный” и к нему прилипает практически любой припой, даже без флюса, но мы будем сравнивать четыре вида припоев
1) П-14 старый друг лучше новых двух, но очень уж много на этот припой мы слышим нареканий от мастеров и коллег по цеху “пузырит, не течет, травит”, конечно же можно грешить на плохой припой, но я думаю что тут больше проблема в температуре, ну нужно сильно прогревать трубки

3) Харрис 2 % тут я думал что меня вообще полностью разорвет от счастья, еще лучше нулевки, просто супер, не могу передать словами, но шов очень гладкий и аккуратный получился
4) Харрис 40% с белым флюсом, было даже страшно его использовать, дорогущий, думал сейчас сам будет он паять, если 2 % так хорош, но немного я расстроился, не так он уж и текучий, да и флюс все обгадил, остается проверить как флюс ведет себя через пару лет, но зато при распиле швов именно 40% шов показался мне самым твердым
Вот такие картинки получились, всем удачи в ремонте и делитесь своими знаниями и опытом, так устроен человек, для того чтобы вошло что-то, нужно чтобы что-то вышло или начнет гнить и тухнуть
Содержание
@alexragulin 22 окт
Ответы 10
Хороший коммент спасибо – alexragulin 26 окт
@Vik555
26 окт
Я тоже паяю Кастолином , очень нравится, приловчился даже алюминиевые капилярки в медный фильтр запаивать. – Leo172007 11 июля
– Leo172007 11 июля
@sergshem
22 апр
Ну не знаю, вроде как цена адекватна https://texnomag.ru/products?search=harries – alexragulin 24 окт
@Vovakriminal
24 окт
@Bub
29 окт
@geraninsv
2 ноя
@Marsel_RT
6 дек
@TitenkovYuriy
2 апр
@LamaKING
13 июля
@LANCASTER
14 июля
@ElF
13 дек
Ваш ответ
+1Для ответа на вопрос нужно войти или зарегистрироваться
- Поддержка
- Кубки
- Правила
- Статистика
- Баг-лист
Как припаять медь к меди
Jupiterimages/Photos.com/Getty Images
Автор: Michael Logan Обновлено 17 июля 2017 г.
7
соединение всегда
не нагревайте припой напрямую. Лучшими соединениями являются те, которые плавят припой и втягивают припой в соединение с флюсом. Это обеспечивает хорошую механическую и электрическую связь. Предупреждения:
- Пропановые горелки могут вызвать пожар; будьте осторожны, когда вы указываете их. Если вы паяете в труднодоступных местах рядом с легковоспламеняющимися материалами, используйте тканевый теплозащитный экран, доступный в большинстве бытовых центров в отделе сантехники. Паяльники могут сильно нагреваться. и при наличии достаточного времени может вызвать пожар при контакте с легковоспламеняющимися материалами. Всегда используйте подставку или станцию для паяльника, чтобы держать утюг, когда он не используется. Используйте небольшой утюг для пайки печатных плат. Большие утюги высокой мощности могут повредить доску и ее компоненты.
Медные трубы и другие медные детали можно паять с использованием различных металлов с низкой температурой плавления. Традиционно для пайки меди использовались свинцовые сплавы, но в последние годы они потеряли популярность из-за опасений отравления свинцом. Сегодня медные водопроводные трубы паяют бессвинцовым флюсом и сплавами серебра. Свинцовые сплавы до сих пор используются для пайки проводов, компонентов на печатных платах и в некоторых других случаях соединения меди. Независимо от используемых сплавов, методы остаются в основном одинаковыми.
Запотевшая медная труба
Очистите внешний конец медной трубы куском наждачной бумаги, пока он не станет блестящим. Очистите внутреннюю часть медного фитинга щеткой для фитинга.
Нанесите большое количество флюса на конец медной трубы, покрывая всю окружность. Повторите для внутренней части медного фитинга, покрывая всю поверхность, внутри которой проходит труба.
Вставьте трубу в фитинг. Зажгите горелку и равномерно нагрейте фитинг. Периодически прикасайтесь серебряным припоем к месту соединения фитинга и трубы. Если он начинает плавиться, продолжайте наносить припой по всему стыку. Продолжайте нагревать сустав в течение нескольких секунд.
Выключите горелку и дайте соединению остыть в течение нескольких секунд, пока припой не начнет затвердевать. Вы увидите, как поверхность припоя изменится с блестящей на более тусклую и похожую на неиспользованный припой на рулоне. Аккуратно протрите стык влажной тряпкой, чтобы удалить флюс.
Медная проволока для пайки
Очистите сплошную проволоку наждачной бумагой и удалите всю эмаль, если она использовалась для покрытия проволоки. Очистите контактные площадки на печатной плате ластиком для карандашей. Выполните соединение, скрутив провода вместе или вставив провод в отверстие на печатной плате. Многожильный провод нельзя чистить — в этом случае вам понадобится паяльник.
Нанесите небольшое количество канифольного припоя на жало паяльника. Утюг достаточно горячий, когда припой плавится, когда вы прикасаетесь припоем к наконечнику. В случае многожильного провода используйте паяльник, чтобы нагреть жилы и расплавить на них немного канифольного припоя, чтобы получить твердый конец провода при подготовке к соединению. Это называется лужением.
Начните нагревать соединение паяльником. Время от времени прикасайтесь припоем к соединению; когда он расплавится, продолжайте наносить немного припоя, пока соединение не будет покрыто.
Снимите утюг с разъема и верните утюг в держатель или подставку. Дайте соединению полностью остыть, прежде чем прикасаться к проводам.
Ссылки
- “Благоустройство дома 1-2-3”; Хоум Депо; 2003
- Популярная механика; Как припаять к печатной плате; Майк Аллен; 2009
Ресурсы
- Популярная механика: Основы сантехники: как заварить соединение трубы
Биография писателя
Майкл Логан — писатель, редактор и дизайнер веб-страниц. Его профессиональный опыт включает электротехническое, компьютерное и тестовое проектирование, инвестиции в недвижимость, сетевое проектирование и управление, программирование и ремоделирование компании. Логан профессионально пишет с тех пор, как в 19 году его впервые опубликовали в журнале Test & Measurement World.89.
Статьи по теме
Как паять медные трубы за 7 шагов
Сложность Средний уровень
Идеально подходит для умелых домовладельцев.
Время выполнения 24 часа
25–75 долларов
Вам могут понадобиться некоторые расходные материалы.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Что вам потребуется:
ИНСТРУМЕНТЫ
- Паяльная горелка
- Труборез
- Компания Tipe Cleaner
- Инструмент по разболке труб
- РИКЛ
- Личный защитный оборудование
Поставки
- Rags
- Трубные щетки
- СПОЛЕР
- Медный поток труб
- Bucket
- Новая медная медная поверхность
Dieft Pipe Pipe Pipe Pipe Pibepper- .
- Лента сантехническая
- Баллон со сжатым воздухом (дополнительно)
Знание того, как паять медную трубу или, как называют это некоторые сантехники, протирать их, является ключом к надлежащей герметизации. В большинстве домов эти трубы используются для распределения воды от основной линии к раковинам, душам, посудомоечным машинам или даже для перенаправления вентиляционного отверстия — и крошечная утечка может привести к ущербу в тысячи долларов, если ее не устранить сразу. Вам не обязательно нанимать сантехника для пайки медных труб, если вам удобно выполнять шаги, описанные в этом кратком руководстве «Сделай сам».
Подготовка к пропотеванию медных труб
Соберите все необходимое для пропотевания медных труб. Возможно, стоит иметь под рукой немного дополнительной меди на случай, если вам понадобится отрезать более длинный кусок трубы, чем предполагалось изначально. Всегда надевайте перчатки и защитные очки при пайке медных труб и имейте доступ к огнетушителю из соображений безопасности.
Имейте в виду, что припой предназначен только для таких металлов, как медь, латунь, алюминий и сталь. Это может быть фактором, если вы пытаетесь выбор между медным и PEX трубопроводом .
Отрежьте трубу до нужной длины
Фото: yunava1 / Adobe Stock
Измерьте длину медной трубы, которая вам понадобится для готового проекта, затем отрежьте ее с помощью трубореза, чтобы получить нужный размер. Труборезы бывают малых, средних и больших размеров, а некоторые из них регулируются в соответствии с диаметром вашей трубы. Прочтите инструкции при использовании трубореза. Возможно, вам придется медленно поворачивать его, чтобы сделать разрез, который не погнет медь. Если он согнется, он может быть непригоден для использования.
Очистка трубы и фитингов
Фото: Aerial Mike / Adobe Stock
Перед пайкой медных труб всегда сначала удаляйте заусенцы. Другими словами, удалите все острые края с концов трубы. Не сделав этого шага, вы рискуете не создать герметичного уплотнения и, возможно, порезаться об острые края во время работы. Используйте канистру со сжатым воздухом, чтобы убрать лишнюю стружку. Вы также захотите очистить фитинги труб, чтобы обеспечить герметичность.
Очистка медных труб также важна для Устранение точечной протечки своими руками , что избавит вас от вызова сантехника.
Добавление флюса к трубе и фитингу
Фото: vladimirfloyd / Adobe Stock
Нанесите флюс на место пайки с помощью щетки для труб, а также на фитинг. Флюс — это состав, который наносится на внутреннюю часть трубы перед ее нагревом, чтобы помочь создать неразрывную связь.
Примените тепло, чтобы пропотеть трубу
Фото: stuartbur/ iStock / Getty Images Plus / Getty Images
Перед нагреванием размотайте проволоку припоя. Он понадобится вам на следующем шаге, и безопаснее размотать его сейчас, пока труба не нагрелась.
Надев термостойкие перчатки, с помощью пропановой горелки равномерно нагрейте трубу и фитинг, удерживая трубу с противоположной стороны и вращая ее во все стороны.
Прикоснитесь припоем к трубе
Фото: vladimirfloyd / Adobe Stock
Прикоснитесь проволокой припоя к краю трубы и вращайте трубу, чтобы покрыть всю окружность. Если припой не плавится, вам нужно нагревать трубу дольше или, возможно, более равномерно по краям.
Нанесите достаточное количество припоя вокруг стыка
Фото: Дмитрий / Adobe Stock
Возможно, вам придется добавить припой несколько раз, чтобы покрыть всю поверхность. Это может потребовать, чтобы вы делали это по частям, повторно нагревая трубу по мере ее остывания каждый раз. Беритесь за один стык за раз, если вы делаете несколько кусков медной трубы.
Для справки: вам потребуется около 1/2 дюйма припоя на каждые 1/2 дюйма трубы.
Очистите остатки флюса
Удалите остатки флюса ветошью. Избыток флюса на внешней стороне может обесцветить ваши трубы и со временем изнашивать их. К счастью, сейчас самое подходящее время для этого, так как трубка горячая и ее легко снять.
 Большие утюги высокой мощности могут повредить доску и ее компоненты.
Большие утюги высокой мощности могут повредить доску и ее компоненты.
 Утюг достаточно горячий, когда припой плавится, когда вы прикасаетесь припоем к наконечнику. В случае многожильного провода используйте паяльник, чтобы нагреть жилы и расплавить на них немного канифольного припоя, чтобы получить твердый конец провода при подготовке к соединению. Это называется лужением.
Утюг достаточно горячий, когда припой плавится, когда вы прикасаетесь припоем к наконечнику. В случае многожильного провода используйте паяльник, чтобы нагреть жилы и расплавить на них немного канифольного припоя, чтобы получить твердый конец провода при подготовке к соединению. Это называется лужением. Его профессиональный опыт включает электротехническое, компьютерное и тестовое проектирование, инвестиции в недвижимость, сетевое проектирование и управление, программирование и ремоделирование компании. Логан профессионально пишет с тех пор, как в 19 году его впервые опубликовали в журнале Test & Measurement World.89.
Его профессиональный опыт включает электротехническое, компьютерное и тестовое проектирование, инвестиции в недвижимость, сетевое проектирование и управление, программирование и ремоделирование компании. Логан профессионально пишет с тех пор, как в 19 году его впервые опубликовали в журнале Test & Measurement World.89.

Отрежьте трубу до нужной длины
Фото: yunava1 / Adobe Stock
Измерьте длину медной трубы, которая вам понадобится для готового проекта, затем отрежьте ее с помощью трубореза, чтобы получить нужный размер. Труборезы бывают малых, средних и больших размеров, а некоторые из них регулируются в соответствии с диаметром вашей трубы. Прочтите инструкции при использовании трубореза. Возможно, вам придется медленно поворачивать его, чтобы сделать разрез, который не погнет медь. Если он согнется, он может быть непригоден для использования.
Очистка трубы и фитингов
Фото: Aerial Mike / Adobe Stock
Перед пайкой медных труб всегда сначала удаляйте заусенцы. Другими словами, удалите все острые края с концов трубы. Не сделав этого шага, вы рискуете не создать герметичного уплотнения и, возможно, порезаться об острые края во время работы. Используйте канистру со сжатым воздухом, чтобы убрать лишнюю стружку. Вы также захотите очистить фитинги труб, чтобы обеспечить герметичность.
Используйте канистру со сжатым воздухом, чтобы убрать лишнюю стружку. Вы также захотите очистить фитинги труб, чтобы обеспечить герметичность.
Очистка медных труб также важна для Устранение точечной протечки своими руками , что избавит вас от вызова сантехника.
Добавление флюса к трубе и фитингу
Фото: vladimirfloyd / Adobe Stock
Нанесите флюс на место пайки с помощью щетки для труб, а также на фитинг. Флюс — это состав, который наносится на внутреннюю часть трубы перед ее нагревом, чтобы помочь создать неразрывную связь.
Примените тепло, чтобы пропотеть трубу
Фото: stuartbur/ iStock / Getty Images Plus / Getty Images
Перед нагреванием размотайте проволоку припоя. Он понадобится вам на следующем шаге, и безопаснее размотать его сейчас, пока труба не нагрелась.
Надев термостойкие перчатки, с помощью пропановой горелки равномерно нагрейте трубу и фитинг, удерживая трубу с противоположной стороны и вращая ее во все стороны.
Прикоснитесь припоем к трубе
Фото: vladimirfloyd / Adobe Stock
Прикоснитесь проволокой припоя к краю трубы и вращайте трубу, чтобы покрыть всю окружность. Если припой не плавится, вам нужно нагревать трубу дольше или, возможно, более равномерно по краям.
Нанесите достаточное количество припоя вокруг стыка
Фото: Дмитрий / Adobe Stock
Возможно, вам придется добавить припой несколько раз, чтобы покрыть всю поверхность. Это может потребовать, чтобы вы делали это по частям, повторно нагревая трубу по мере ее остывания каждый раз. Беритесь за один стык за раз, если вы делаете несколько кусков медной трубы.
Для справки: вам потребуется около 1/2 дюйма припоя на каждые 1/2 дюйма трубы.
Очистите остатки флюса
Удалите остатки флюса ветошью. Избыток флюса на внешней стороне может обесцветить ваши трубы и со временем изнашивать их. К счастью, сейчас самое подходящее время для этого, так как трубка горячая и ее легко снять.