Наладка. Установка инструмента и заготовки — Национальная сборная Worldskills Россия
“
Продолжаем подготовку станка к обработке детали. Давайте узнаем, что нужно для сборки, установки инструмента и наладки оборудования перед работой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Оснастка для фрезерного станка. Предназначаются для передачи вращающего момента шпинделя инструменту, закрепленному в них. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента
Конический хвостовик инструмента и коническое отверстие соответствующего размера (гнездо) в шпинделе, предназначенные для быстрой смены инструмента с высокой точностью центрирования и надежностью крепления
Оправка для крепления сменных резцов при обработке (расточке) отверстий на токарных, сверлильных, расточных и других станках
Диск (цилиндрическая поверхность) или сектор диска, насаженный на вращающийся вал так, что ось вращения диска параллельна, но не совпадает с осью вращения вала, для преобразования вращательного движения в поступательное
Фрезерный инструментальный патрон, зажатие инструмента в котором осуществляется при помощи гидроусилителя
Приспособление для зажима в цанговый патрон цилиндрических или призматических предметов. Изготавливают цанги в виде пружинящей разрезной втулки
Изготавливают цанги в виде пружинящей разрезной втулки
Специальный ключ со встроенным динамометром. Прецизионный инструмент для затяжки резьбовых соединений с точно заданным моментом
Специальное приспособление с подвижной частью и индикатором часового типа, служащее для измерения точной длины инструмента
Видеолекция
Конспект
Наладка и подготовка станка к обработке детали состоят из нескольких рабочих этапов.
Сборка режущего инструмента
Интерфейсы:
- со стороны шпинделя станка,
- со стороны режущего инструмента.
Что касается шпинделя, в этом случае нельзя обойтись без переходников, в качестве которых выступают оправки.
Виды оправок:
- для торцевых головок,
- силовые с цилиндрической цангой,
- стандартные с конической цангой,
- гидропластовые,
- универсальные сверлильные трехкулачковые.

Мы будем использовать гидропластовые патроны.
Выбор цанги
Для зажатия фрезы необходимо выбрать цангу, соответствующую диаметру хвостовика. Номинальный диаметр фрезы и диаметр хвостовика могут отличаться. Например, для фрезы диаметром 16 мм нужна цанга, имеющая диаметр 16 мм. Цанги имеют размерный диапазон, который указан на самой цанге. Цанга 16−15 мм может зажать цилиндрическую фрезу от 15 и до 16 мм включительно.
Важно
Максимальный диаметр цанги, т. е. ее диаметр в разжатом состоянии, должен быть не меньше диаметра хвостовика инструмента
Собираем инструмент:
- Вставляем выбранную цангу в патрон.
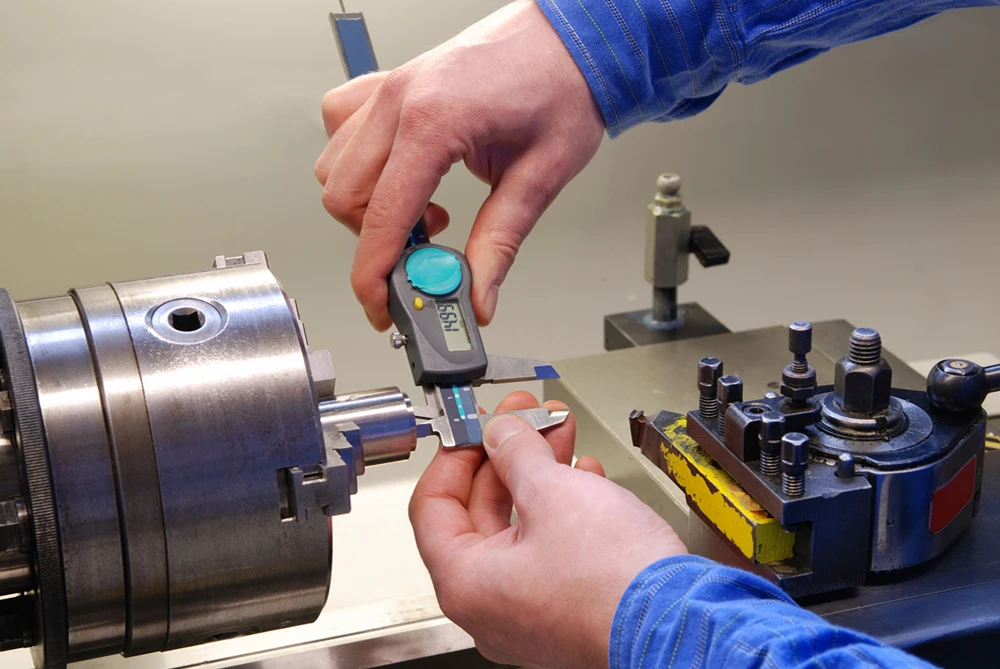
- Устанавливаем фрезу, контролируя вылет фрезы из оправки штангенциркулем.
- Зажимаем цангу в патроне при помощи динамометрического ключа.
- По аналогии собираем весь оставшийся инструмент.
Создание инструмента и загрузка в станок
1. Нажимаем кнопку «Оффсет».
Нажимаем кнопку «Оффсет».
2. Выбираем «Список инструмента». В таблице «Список инструмента» видим инструменты, загруженные в магазин станка.
3. Нажимаем кнопку «Новый инструмент» и выбираем нужный нам тип. В данном случае это концевая фреза.
4. Переходим к заполнению данных инструмента и задаем параметры для всего инструмента.
5. Выбираем инструмент и в вертикальном ряде многофункциональных клавиш нажимаем кнопку «Загрузить инструмент».
6. Вставляем инструмент в магазин, в нужную ячейку и правильной стороной, как указано на самом магазине.
Замер длины
Есть несколько способов замера длины инструмента.
1. Измерение длины автоматически, используя датчик измерения инструмента «Цикл станка».
2. Ручное измерение длины от заданной поверхности с помощью специальных приспособлений, концевой меры длины.
3. Через касание вращающимся инструментом.
Разберем ручной способ.
- Вызываем калибровочный инструмент «Калибр». Переходим в «Вызов инструмента» и выбираем «Калибр». Нажимаем кнопку «Пуск».
- Подводим инструмент к тискам. Устанавливаем на тиски специальное приспособление Zero Setter.
- Для ручной работы с открытой дверью сбоку на стойке ставим третий режим работы станка. Берем маховик и касаемся подвижной части приспособления. Обнуляем на нем значение, после этого ставим нулевую точку на стойке ЧПУ.
- Чтобы обнулить значения системы координат в данной позиции, открываем вкладку «Установить ворк оффсет» и нажимаем на правой боковой панели клавишу «X, Y, Z равняется нулю».
- Вызываем инструмент для измерения длины, перейдя в меню и выбрав ТSM. В графе вызова инструмента выбираем нужный инструмент и нажимаем «Пуск».
- Чтобы не подводить инструмент вручную, сделаем это автоматически. Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск».
- С помощью осевых клавиш перемещения доводим инструмент по оси Z до нуля. Сделав это, на стойке ЧПУ переходим на вкладку «Измерить инструмент», выбираем «Длина ручная» и нажимаем «Задать длину».
- По аналогии вызываем и замеряем весь инструмент.
 Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск».
Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск». Установка заготовки и привязка нулевой точки
- Выбираем параллельные призмы для установки на них заготовки.
- Установив заготовку на подкладки, зажимаем ее в тисках, пристукивая молотком.
- Устанавливаем нулевые точки. Для этого вызываем 3D-щуп: выбрав TSM в графе «Вызов инструмента», указываем его и нажимаем «Пуск».
- Нужно указать нулевые значения координат заготовки по трем осям: Х, Y и Z. Для указания нуля по Z подводим щуп к торцу детали, но не касаемся вручную. Заходим на вкладку «Нулевые точки детали», выбираем «Нулевая точка по одной оси», следом выбираем ось Z.
- Вписываем в графу координат то значение, которое находится на торце заготовки, — 1,5 мм.
- Нажимаем «Пуск» и наблюдаем за автоматическим измерением.
- Установив нулевую точку по оси Z, переходим к осям X и Y. Выбираем функцию автоматического измерения прямоугольной цапфы. Подводим щуп в примерный центр заготовки, на стойке ЧПУ вписываем значение габаритов заготовки по ширине и длине, указываем, насколько может углубиться измерительный щуп по оси Z и какие координаты будут находиться в центре этой прямоугольной цапфы.
- Задав все параметры, нажимаем «Пуск».

“
Наладка станка завершена, и все готово для начала отработки программы изготовления детали. Но для начала давайте проверим полученные знания на практике.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Для торцевых головок
Силовые с цилиндрической цангой
Гидропластовые
Универсальные сверлильные пятикулачковые
| Дальше |
| Проверить |
| Узнать результат |
Не меньше диаметра хвостовика инструмента
Равен диаметру хвостовика инструмента
Меньше диаметра хвостовика инструмента
Строго больше диаметра хвостовика инструмента
| Дальше |
| Проверить |
| Узнать результат |
Установка фрезы с контролем ее вылета из оправки штангенциркулем
Зажатие цанги в патроне при помощи динамометрического ключа
Вставка выбранной цанги в патрон
Аналогичная сборка всего оставшегося инструмента
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше.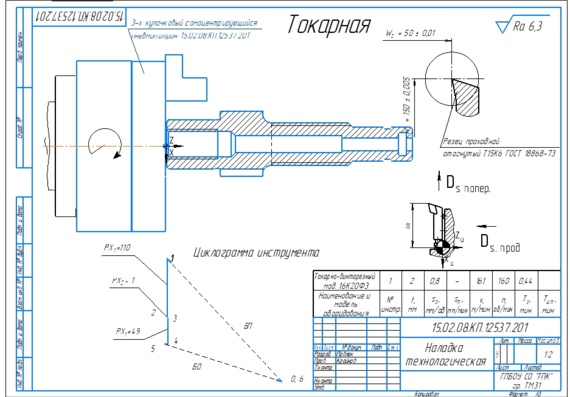 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
2.3.7. Размерная наладка станков
В соответствии со стандартами ЕСТД наладкой называется подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. Часть наладки, относящаяся к установке инструмента, рабочих элементов станка, установочных элементов приспособления в положение, которое обеспечивает получение размера в поле допуска, называется размерной наладкой станка.
Цель размерной наладки станка заключается
в придании режущему инструменту такого
оптимального положения относительно
установочных элементов станка или
приспособления, которое надежно обеспечит
получение действительных размеров
обрабатываемых деталей в заданных
пределах при возможно большей
продолжительности работы до подналадки
(рис.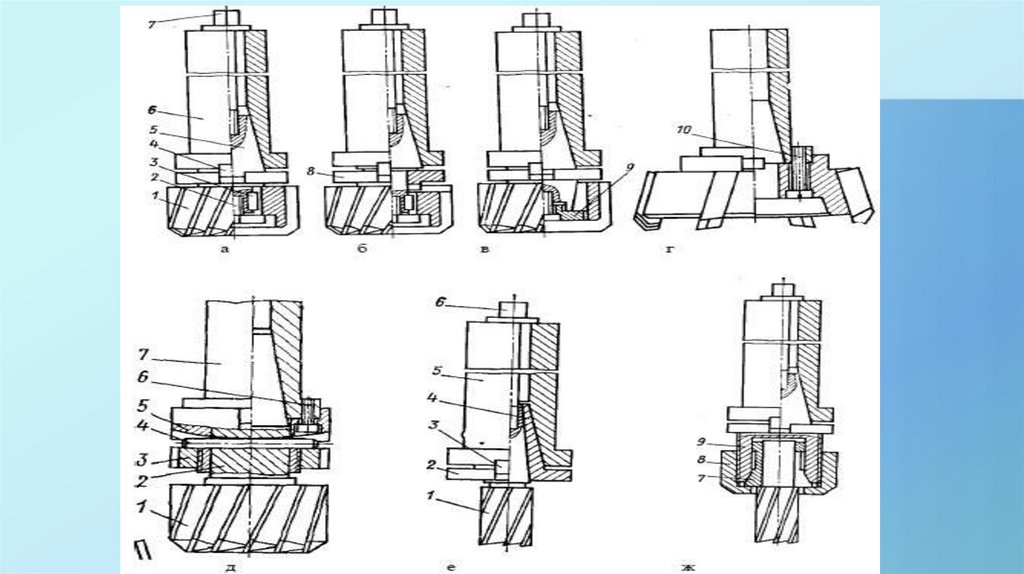 2.51).
2.51).
Наладочный размер— такое начальное значение среднего текущего размера на диаграмме точности обработки, при котором исключается опасность случайного перехода действительных размеров обрабатываемых деталей за непроходную границу поля допуска и достигается наибольшая возможная продолжительность работы до подналадки.
Рис. 2.51. Схема расположения диаграммы точности в поле допуска
Рис. 2.52. Схема для расчета наладочного размера:
∆зак — суммарное значение закономерно изменяющихся погрешностей; Т— допуск размера
В переводе на математический язык
процесс наладки состоит в том, чтобы
обеспечить совпадение середины поля
мгновенного рассеивания с наладочным
размером; а смещение центра группирования
относительно L нри
является погрешностью самой наладки.
Учитывая погрешность размерной наладки, полное рассеивание ∆рпри обработке будет состоять из рассеивания, обусловленного причинами, приведенными выше, и рассеивания, обусловленного погрешностью самой наладки ∆рн. Схема для расчета наладочного размера представлена на рис. 2.52.
В соответствии с рисунком наладочные размеры рассчитываются следующим образом:
где Lmin,Lmax– соответственно минимальный и максимальный размеры детали; ∆р— полное рассеивание размеров, вызванное случайными погрешностями; ∆0— возможное превышение в начальный момент работы тепловых деформаций технологической системы над размерным износом режущего инструмента; ∆изм— погрешность измерения.
Для того чтобы установить режущий
инструмент в требуемое положение,
соответствующее наладочному размеру
Lнр, используются
следующие основные методы наладки
станков.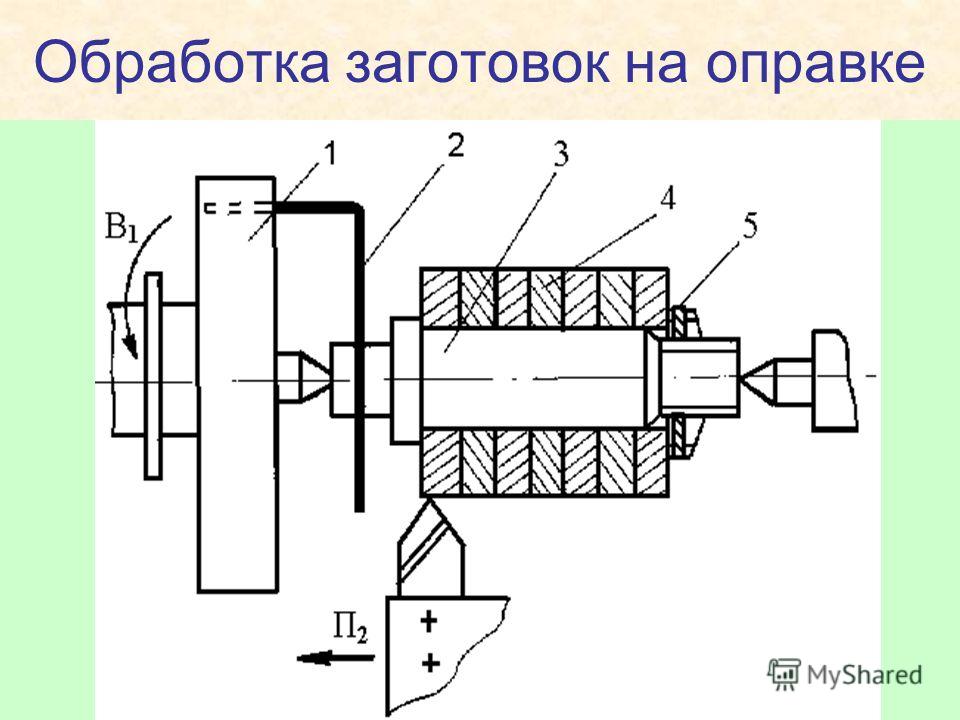
Эта наладка производится отдельно для каждой обрабатываемой заготовки и имеет
динамический характер, т. е. выполняется при упруго отжатой силами резания технологической системе.
Сущность наладки состоит в том, что
рабочий выполняет установку инструмента
в определенное положение относительно
заготовки, обрабатывает небольшой
начальный участок поверхности, измеряет
полученный размер и корректирует
положение режущего инструмента (по
лимбу, индикаторному упору или иным
способом) так, чтобы действительный
размер на наладочном участке детали
получить равным расчетному значению
наладочного размера. Эта регулировка,
при необходимости, выполняется несколько
раз. После того как таким образом
отрегулировано положение инструмента,
обрабатывают всю поверхность заготовки.
Такая наладка автоматически учитывает
весь комплекс действительных условий
обработки каждой заготовки: величину
снимаемого припуска и механические
свойства металла для наладочного участка
заготовки, состояния режущей кромки
инструмента и действительную микрогеометрию
обработанной поверхности.
Таким образом, поле рассеивания размеров
деталей, обусловленное специфическими
особенностями метода наладки, включает
в себя поле погрешности измерения при
наладке ∆изми поле погрешности
регулирования положения инструмента
∆
где k— коэффициент, учитывающий закон распределения случайных погрешностей.
Достоинством такого метода наладки
является простота и наглядность метода,
возможность его применения при любом
базировании и сравнительно малая
величина поля рассеивания размеров.
Недостатком метода являются большие
затраты вспомогательного времени.
Наладка методом пробных стружек и промеров применяется в единичном и мелкосерийном производствах и при изготовлении крупных деталей из заготовок с нестабильными припусками.
Что делает установка машины: Описание работы, обязанности и ответственность
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме по настройке машины.
Обязанности по настройке машины
Ниже приведены примеры обязанностей из реальных резюме по настройке машины, представляющие типичные задачи, которые они, вероятно, будут выполнять в своих ролях.
- Управлять ежедневным планированием производственной нагрузки, которая должна быть настроена и запущена на оборудовании.
- Используйте специальные инструменты, калибры и штангенциркули для точного сбора и ввода технических данных и данных о качестве.
- Выполнение мелкого технического обслуживания станка, например, смазывание и очистка станков, штампов и заготовок, а также добавление охлаждающей жидкости в резервуар станка.
Работы по настройке машин, которые могут вам понравиться
Высокооплачиваемые работы по настройке машин — от 43 тыс. долл. США и выше
Поиск вакансий рядом с США
Вакансии начального уровня по настройке станков
Практически не требуется опыта
Вакансии по настройке станков на неполный рабочий день
Вакансии на неполный рабочий день Hiring Now
50 Активно- 2 90
Вакансии по настройке машин, добавленные за последние 7 дней
Вакансии по настройке машин без диплома
Поиск вакансий без требуемой степени
Нужно резюме по идеальной настройке машин?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Наладка станка Описание работы
Возможно, самый сложный вопрос, на который нужно ответить при принятии решения о карьере наладчика станка, это «Должен ли я стать наладчиком станка?» Возможно, эта информация окажется вам полезной. Прогнозируется, что по сравнению с другими работами карьера по настройке машин будет иметь темпы роста, описываемые как «незначительные изменения или без изменений», на уровне 1% с 2018 по 2028 год. Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество возможностей, которые, по прогнозам, станут доступны для настройки машины к 2028 году, составляет 5400.
Среднегодовая зарплата наладчика станков составляет 34 560 долларов США, из которых 16,62 долларов США в час. Тем не менее, установка машин может приносить от 27 000 до 43 000 долларов в год. Это означает, что машины с самым высоким доходом зарабатывают на 15 000 долларов больше, чем с самым низким доходом.
Как только вы станете наладчиком машины, вам может быть любопытно узнать, какие еще возможности существуют. Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают оператора системы управления, оператора платы управления, оператора числового программного управления и оператора металлизатора.
Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают оператора системы управления, оператора платы управления, оператора числового программного управления и оператора металлизатора.
Вакансии по наладке станков, которые могут вам понравиться
Создайте профессиональное резюме по наладке станков за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать резюме по настройке машины.
Скотт Эндрюс Установка машины Информация о контакте , TX (340).0002 [email protected] Навыки
Трудовой стаж Настройка машины 2012 – настоящее время SCHUMACHER Хьюстон, Техас
Настройка машины 2008–2012 SCHUMACHER Хьюстон, Техас
Кассир 2007 – 2008 McDonald’s Хьюстон, Техас
Education Some College Courses Industrial Technology 2007 – 2007 Texas A&M University College Station, TX |
|


|
Донна Олсон Настройка машины Контактная информация Tipp City, OH (670) 555-7073 Dolson@example. Навыки Сфера хранения. Присутствует Delphi Automotive Sys Tipp City, OH
Настройка станка 2016 – 2017 Meijer Типп Сити, Огайо
Клерк 2011–2016 Мейер Типп Сити, Огайо
Education Bachelor’s Degree Precision Metal Working 2008 – 2011 Dunwoody College of Technology Minneapolis, MN |
|

Донна Олсон Настройка машины Tipp City, OH (670) 555-7073 Experience Machine Setup2017-Присутствует Delphi Automotive Sys • Tipp City, OH
|
 Craite Searation MySplate. .
Craite Searation MySplate. .
 Наладки машин могут использовать аналитические навыки в следующем примере, который мы взяли из резюме: «использовали специальные инструменты, датчики и штангенциркули для точного сбора и ввода данных о характеристиках и качестве».
Наладки машин могут использовать аналитические навыки в следующем примере, который мы взяли из резюме: «использовали специальные инструменты, датчики и штангенциркули для точного сбора и ввода данных о характеристиках и качестве». ” Прочтите этот отрывок из резюме, чтобы понять, насколько важно для их повседневных ролей и обязанностей «работать с техническими службами и QA, чтобы расследовать uir’s (отклонения) и внедрять capa’s».
” Прочтите этот отрывок из резюме, чтобы понять, насколько важно для их повседневных ролей и обязанностей «работать с техническими службами и QA, чтобы расследовать uir’s (отклонения) и внедрять capa’s». Этот навык может быть полезен в следующем сценарии: «в должностные обязанности входит механическая регулировка машин, управление проверками качества, а также визуальный осмотр и упаковка готовой продукции» 9.0012
Этот навык может быть полезен в следующем сценарии: «в должностные обязанности входит механическая регулировка машин, управление проверками качества, а также визуальный осмотр и упаковка готовой продукции» 9.0012 Если бы вы внимательно посмотрели на BD, вы бы находим, что средняя зарплата наладчика станка составляет 48 814 долларов. Затем в Bosch USA наладчики станков получают среднюю заработную плату в размере 41 245 долларов США, а в Kohler Co. — 41 138 долларов США.
Если бы вы внимательно посмотрели на BD, вы бы находим, что средняя зарплата наладчика станка составляет 48 814 долларов. Затем в Bosch USA наладчики станков получают среднюю заработную плату в размере 41 245 долларов США, а в Kohler Co. — 41 138 долларов США.
 В то время как оператор управления имеет опыт в «обслуживании клиентов», «процедурах безопасности», «начислении заработной платы» и «финансовых отчетах». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
В то время как оператор управления имеет опыт в «обслуживании клиентов», «процедурах безопасности», «начислении заработной платы» и «финансовых отчетах». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли. Операторы ЧПУ должны иметь обширные знания в области технологий и машиностроения, чтобы выполнять основные действия по поиску и устранению неисправностей и обнаружению неисправностей во время операций. В обязанности оператора числового программного управления также входит проверка настройки оборудования и готовой продукции, обеспечение высокого качества деталей, проверка чертежей, соблюдение спецификаций клиента для внесения корректировок и соблюдение правил и процедур безопасности, требуемых бизнесом.
Операторы ЧПУ должны иметь обширные знания в области технологий и машиностроения, чтобы выполнять основные действия по поиску и устранению неисправностей и обнаружению неисправностей во время операций. В обязанности оператора числового программного управления также входит проверка настройки оборудования и готовой продукции, обеспечение высокого качества деталей, проверка чертежей, соблюдение спецификаций клиента для внесения корректировок и соблюдение правил и процедур безопасности, требуемых бизнесом.
 Но оператор числового программного управления может иметь такие навыки, как «микрометры», «математика», «токарные станки» и «стандарты безопасности».
Но оператор числового программного управления может иметь такие навыки, как «микрометры», «математика», «токарные станки» и «стандарты безопасности». Эти навыки включают в себя «проверку качества», «калиперы» и «ручные инструменты». на резюме настройки машины. В то время как оператор металлизатора может включать такие навыки, как «СИЗ», «Меры безопасности», «Гибочный пресс» и «ЧПУ».
Эти навыки включают в себя «проверку качества», «калиперы» и «ручные инструменты». на резюме настройки машины. В то время как оператор металлизатора может включать такие навыки, как «СИЗ», «Меры безопасности», «Гибочный пресс» и «ЧПУ». Так мы проверяем, какие продукты идут к покупателю, а какие нет. Точно так же, как у нас есть стандарты качества для нашей продукции, нам нужны стандарты качества для наших процедур и процессов. И нам это нужно для всех из них, особенно для предпроизводственной деятельности.
Так мы проверяем, какие продукты идут к покупателю, а какие нет. Точно так же, как у нас есть стандарты качества для нашей продукции, нам нужны стандарты качества для наших процедур и процессов. И нам это нужно для всех из них, особенно для предпроизводственной деятельности.
 Для создания этого популярного продукта расплавленный полимер проталкивают через длинную тонкую головку (называемую головкой для вешалок) для получения тонкой пленки. За экструдером расположены охлаждающие валки, которые контролируют процесс охлаждения. После охлаждения имеется инструмент для продольной резки, который обеспечивает точную размерную ширину.
Для создания этого популярного продукта расплавленный полимер проталкивают через длинную тонкую головку (называемую головкой для вешалок) для получения тонкой пленки. За экструдером расположены охлаждающие валки, которые контролируют процесс охлаждения. После охлаждения имеется инструмент для продольной резки, который обеспечивает точную размерную ширину. Машина не только работает в течение длительного периода времени, но и производит материал с поразительной скоростью. Но при любом высокоскоростном непрерывном производстве любая проблема с настройкой станка или несоосность могут иметь пагубные последствия. Это может привести к очень быстрому выпуску большого количества бракованной продукции.
Машина не только работает в течение длительного периода времени, но и производит материал с поразительной скоростью. Но при любом высокоскоростном непрерывном производстве любая проблема с настройкой станка или несоосность могут иметь пагубные последствия. Это может привести к очень быстрому выпуску большого количества бракованной продукции. Невероятно важно поддерживать стандартизацию при выполнении настройки, регулировок и проверок.
Невероятно важно поддерживать стандартизацию при выполнении настройки, регулировок и проверок. И делая это в цифровом формате, вы извлечете ценность и повысите соответствие требованиям ваших сотрудников.
И делая это в цифровом формате, вы извлечете ценность и повысите соответствие требованиям ваших сотрудников. Это включает температуру окружающей среды, влажность, используемое сырье и т. д.
Это включает температуру окружающей среды, влажность, используемое сырье и т. д. Здесь мы можем сделать то же самое для устранения неполадок и корректирующих действий. Сотрудникам просто нужно оценить ситуацию, ввести текущие условия, и ВКС направит их с соответствующими инструкциями.
Здесь мы можем сделать то же самое для устранения неполадок и корректирующих действий. Сотрудникам просто нужно оценить ситуацию, ввести текущие условия, и ВКС направит их с соответствующими инструкциями. Встроенные допуски и максимальные пределы помогают информировать ваших операторов, если производство не соответствует спецификациям.
Встроенные допуски и максимальные пределы помогают информировать ваших операторов, если производство не соответствует спецификациям.
