Припой для пайки меди
Пайка давно зарекомендовала себя в качестве простого, надежного и эффективного способа соединения деталей. Пайке подвергается большинство металлов, но каждый имеет свои требования к материалу и процессу. В данной статье речь пойдет про работу с медью.
Сразу стоит отметить, что медь является одним из самых неприхотливых к пайке металлов. Она не подвержена моментальному появлению оксидной пленки, как это происходит с алюминием. Благодаря этому паять медные изделия можно самыми разными способами и припоями.
#P[42729,42730,34658,34745,34809,34810,34811,34660,34795,34796,34797,34798,34799,34800,34801,34802,34803,34804,34805,34806,34807,34808,35759,42725,42726,42727,37195,34659]#
Припои для низкотемпературной пайки
Для соединения медных жил, водопроводных труб низкого давления и других элементов рационально использовать категорию мягких припоев. Их температура плавления не превышает 300 градусов, а предел прочности на разрыв в отдельных марках достигает 100 МПа. Такие показатели упрощают работу в процессе пайки и обеспечивают достаточную надежность и долговечность соединения при большой площади контакта изделий.
Такие показатели упрощают работу в процессе пайки и обеспечивают достаточную надежность и долговечность соединения при большой площади контакта изделий.
Основными компонентами мягких припоев обязательно являются олово и свинец. Припои с разным соотношением этих металлов образуют целую категорию марок ПОС. Количество олова в составе при этом варьируется в диапазоне от 15 % до 90 %. Соотношение напрямую влияет на показатели прочности, температуры плавления и токопроводимости.
В сфере радиоэлектроники и электрики распространены припои ПОС-40, ПОС-61, ПОС-64. Для пайки сантехнических и бытовых медных изделий применяются марки без использования свинца, который негативно сказывается на здоровье человека. Также существуют припои марки ПОС с различными примесями в виде сурьмы, кадмия, цинка, меди, серебра. Они позволяют менять характеристики и свойства марки под конкретные задачи.
Припои для высокотемпературной пайки
Когда прочности мягких припоев становится недостаточно, используют твердые припои. Их прочность может достигать уже 500 МПа на разрыв, но за такие показатели приходится платить высокой температурой плавления.
Их прочность может достигать уже 500 МПа на разрыв, но за такие показатели приходится платить высокой температурой плавления.
Основной массой таких припоев являются медные сплавы с добавлением фосфора и цинка. Очень распространен медно-фосфорный припой с 6%-м содержанием фосфора, который не требует использования флюса. В цинковых сплавах медь занимает меньший процент от массы: часто используемые — ПМЦ-36 и ПМЦ-54. Температура плавления таких припоев варьируется в диапазоне 800—1000 градусов и требует использования высокотемпературных горелок в процессе монтажа.
Серебряные припои также относятся к классу высокотемпературных. Наличие серебра в составе значительно снижает температуру плавления — до 600—700 градусов. Распространенные марки серебряных припоев — ПСр-15 и ПСр-45. Числовое значение указывает на количество серебра, остальную массу занимают цинк и медь.
Подводя итог, стоит отметить, что для решения мелких бытовых задач зачастую будет достаточно характеристик ПОС-61 или ПОС-40. Они отлично справляются с пайкой проводов, микросхем, небольших медных деталей. Но, если речь идет о крупных проектах электромонтажной и сантехнической сферы, важно учитывать все характеристики материалов, механические нагрузки, цели эксплуатации и строго следовать установленным инструкциям.
Они отлично справляются с пайкой проводов, микросхем, небольших медных деталей. Но, если речь идет о крупных проектах электромонтажной и сантехнической сферы, важно учитывать все характеристики материалов, механические нагрузки, цели эксплуатации и строго следовать установленным инструкциям.
Флюс для пайки меди: характеристики, разновидности
Главная » Обработка металла » Пайка » Какие виды флюсов можно применять для пайки меди
Содержание
- Особенности пайки с флюсом
- Какими характеристиками должен обладать флюс для пайки медных труб
- Разновидности флюса
- Каким припоем паять медные трубы
- Особенности самостоятельного изготовления флюса
- Этапы пайки медных труб
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
Флюс для пайки медиОсобенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.


Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
Используются для высокотемпературной пайки меди, стали, цветных металлов.
Каким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.

Медная труба с припоемПри высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.

Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Как паять медные трубы за 7 шагов
Как паять медные трубы за 7 шаговСэкономьте деньги и устраните утечки с помощью этого руководства
K Фото: LUGOSTK
Уровень сложностиСредний уровень
Идеален для умелых домовладельцев.
24 часа
25–75 долларов
Вам могут понадобиться некоторые расходные материалы.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Что вам потребуется:
ИНСТРУМЕНТЫ
- Паяльная горелка
- Труборез
- Очиститель труб
- Инструмент для удаления заусенцев с труб
- Рулетка 900 9004 Средства индивидуальной защиты 40004
ПРИНАДЛЕЖНОСТИ
- Ветошь
- Щетки для труб
- Припой
- Флюс для медных труб
- Ведро
- Новая медная труба
- Фитинги для медных труб
- Лента сантехника
- Канистра со сжатым воздухом (дополнительно)
Знание того, как паять медную трубу или, как называют это некоторые сантехники, протирать их, является ключом к надлежащей герметизации. В большинстве домов эти трубы используются для распределения воды от основной линии к раковинам, душам, посудомоечным машинам или даже для перенаправления вентиляционного отверстия — и крошечная утечка может привести к ущербу в тысячи долларов, если ее не устранить сразу.
Вам не обязательно нанимать сантехника для пайки медных труб, если вам удобно выполнять шаги, описанные в этом кратком руководстве «Сделай сам».Подготовка к запотеванию медных труб
Соберите все необходимое для запотевания медных труб. Возможно, стоит иметь под рукой немного дополнительной меди на случай, если вам понадобится отрезать более длинный кусок трубы, чем предполагалось изначально. Всегда надевайте перчатки и защитные очки при пайке медных труб и имейте доступ к огнетушителю из соображений безопасности.
Имейте в виду, что припой предназначен только для таких металлов, как медь, латунь, алюминий и сталь. Это может быть фактором, если вы пытаетесь выбор между медным и PEX трубопроводом .
Отрежьте трубу до нужной длины
Фото: yunava1 / Adobe Stock
Измерьте длину медной трубы, которая вам понадобится для готового проекта, затем отрежьте ее с помощью трубореза, чтобы получить нужный размер. Труборезы бывают малых, средних и больших размеров, а некоторые из них регулируются в соответствии с диаметром вашей трубы.
Прочтите инструкции при использовании трубореза. Возможно, вам придется медленно поворачивать его, чтобы сделать разрез, который не погнет медь. Если он согнется, он может быть непригоден для использования.Очистка трубы и фитинга
Фото: Aerial Mike / Adobe Stock
Перед пайкой медных труб всегда сначала удаляйте заусенцы. Другими словами, удалите все острые края с концов трубы. Не сделав этого шага, вы рискуете не создать герметичного уплотнения и, возможно, порезаться об острые края во время работы. Используйте канистру со сжатым воздухом, чтобы убрать лишнюю стружку. Вы также захотите очистить фитинги труб, чтобы обеспечить герметичность.
Очистка медных труб также важна для Устранение точечной протечки своими руками , что избавит вас от вызова сантехника.
Добавление флюса к трубе и фитингу
Фото: vladimirfloyd / Adobe Stock
Нанесите флюс на место пайки с помощью щетки для труб, а также на фитинг.
Флюс — это состав, который наносится на внутреннюю часть трубы перед ее нагревом, чтобы помочь создать неразрывную связь.Примените тепло, чтобы пропотеть трубу
Фото: stuartbur/ iStock / Getty Images Plus / Getty Images
Перед нагревом размотайте проволоку припоя. Он понадобится вам на следующем шаге, и безопаснее размотать его сейчас, пока труба не нагрелась.
Надев термостойкие перчатки, с помощью пропановой горелки равномерно нагрейте трубу и фитинг, удерживая трубу с противоположной стороны и вращая ее во все стороны.
Прикоснитесь припоем к трубе
Фото: vladimirfloyd / Adobe Stock
Прикоснитесь проволокой припоя к краю трубы и вращайте трубу, чтобы покрыть всю окружность. Если припой не плавится, вам нужно нагревать трубу дольше или, возможно, более равномерно по краям.
Нанесите достаточное количество припоя вокруг стыка
Фото: Дмитрий / Adobe Stock
Возможно, вам придется добавить припой несколько раз, чтобы покрыть всю область.
Это может потребовать, чтобы вы делали это по частям, повторно нагревая трубу по мере ее остывания каждый раз. Беритесь за один стык за раз, если вы делаете несколько кусков медной трубы.Для справки: вам потребуется около 1/2 дюйма припоя на каждые 1/2 дюйма трубы.
Очистите остатки флюса
Удалите остатки флюса ветошью. Избыток флюса на внешней стороне может обесцветить ваши трубы и со временем изнашивать их. К счастью, сейчас самое подходящее время для этого, так как трубка горячая и ее легко снять.
Стоит ли паять медь самостоятельно или нанять профессионала?
Если у вас нет подходящих материалов для пайки медной трубы, например, перчаток или огнетушителя, вероятно, лучше всего нанять водопроводчика с опытом для выполнения этой работы.
Это также хорошая идея, если вам неудобно пользоваться фонариком. Кроме того, избыток флюса на внутренней стороне труб может оставить после себя кислотный осадок, что не очень хорошо для воды, протекающей через него позже.
Часто задаваемые вопросы
Flex необходим для пайки медных труб. Хотя многие продукты для пайки содержат небольшое количество флюса, вам нужно и то, и другое, чтобы все оставалось вместе.
Для медных труб можно использовать обычный припой. Вы не должны использовать свинцовый припой, так как он загрязнит питьевую воду. Один из способов проверить, содержат ли ваши медные трубы свинец. — это соскоблить припой.
Носить маску во время пайки — хорошая идея, но если вы находитесь в хорошо проветриваемом помещении или на улице, вам не нужно закрывать рот. Тем не менее, вам обязательно нужно защитить глаза от искр или другого мусора. Здесь вы работаете с паяльной лампой, поэтому для вашей безопасности необходимы надлежащие меры предосторожности.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Рекомендуемые статьи
5 способов сэкономить на счетах за воду
1 декабря 2013 г.
1Чикаго Эксперты Поделиться советом по водонагревателю
Автор: Angie’s List Staff • 15 июня 2021 г.
Соединение медных труб с помощью припоя — City Mill
Места и самовывоз в магазине
Меню
Поиск
часто собирается с помощью пайки, что требует сильного нагрева пропановой горелки. Вы должны быть очень осторожны с факелом и планировать свой проект так, чтобы пламя и тепло не попадали на легковоспламеняющиеся материалы. Также настоятельно рекомендуется иметь под рукой ведро с водой или огнетушитель при работе с пропановой горелкой.
7 простых шагов при пайке медных трубок:
Шаг 1
С помощью трубореза отрежьте трубу до нужной длины.
Рекомендуется использовать труборез, поскольку он обрезает трубу идеально под прямым углом, позволяя ей плотно прилегать к выступу внутри фитинга. Можно использовать и ножовку в стусле, но остатки металла, оставшиеся на трубе после того, как был сделан пропил, необходимо удалить конусной разверткой. Труборез обычно оставляет чистый срез.Шаг 2
Сделайте все необходимые разрезы на всем участке трубопровода и соберите участок всухую, чтобы можно было выполнить любые регулировки.
Шаг 3
Кусочком стальной ваты почистите конец каждой трубы в том месте, где он будет входить в фитинг, пока медь не станет блестящей, как новый пенни. Вы не должны прикасаться к полированному концу, потому что ваши пальцы оставят масло на трубе, что помешает правильному приклеиванию припоя.
Шаг 4
Нанесите на блестящие концы трубы паяльный флюс. Используйте флюсовую кисть и убедитесь, что блестящие концы полностью покрыты тонким слоем флюсовой пасты.
Шаг 5
Наденьте фитинги на трубу и убедитесь, что труба плотно прилегает к выступу фитинга.
Шаг 6
С помощью пропановой горелки нагрейте фитинг. Прикоснитесь проволокой припоя к соединению между фитингом и трубой. Когда фитинг достаточно горячий, припой, соприкасающийся с соединением, будет втягиваться под действием капиллярных сил. Когда соединение заполнено припоем, припой автоматически образует валик вокруг соединения. Вам не нужно запускать проволочный припой вокруг соединения. Просто держите припой в одной точке и позвольте капиллярному действию сделать свою работу.
Шаг 7
Дайте соединению остыть самостоятельно. Вы не должны погружать припаянный конец в воду, потому что это иногда приводит к растрескиванию соединения. Всего за несколько минут медь станет достаточно прохладной, чтобы ее можно было трогать.
Вот старый сантехнический трюк:
Медную трубу нельзя правильно спаять, если в трубе вода. Если в момент начала пайки соединения в трубе есть влага, воспользуйтесь этим приемом. Засунуть в трубку кусок свежего белого хлеба.
 Вам не обязательно нанимать сантехника для пайки медных труб, если вам удобно выполнять шаги, описанные в этом кратком руководстве «Сделай сам».
Вам не обязательно нанимать сантехника для пайки медных труб, если вам удобно выполнять шаги, описанные в этом кратком руководстве «Сделай сам». Прочтите инструкции при использовании трубореза. Возможно, вам придется медленно поворачивать его, чтобы сделать разрез, который не погнет медь. Если он согнется, он может быть непригоден для использования.
Прочтите инструкции при использовании трубореза. Возможно, вам придется медленно поворачивать его, чтобы сделать разрез, который не погнет медь. Если он согнется, он может быть непригоден для использования. Флюс — это состав, который наносится на внутреннюю часть трубы перед ее нагревом, чтобы помочь создать неразрывную связь.
Флюс — это состав, который наносится на внутреннюю часть трубы перед ее нагревом, чтобы помочь создать неразрывную связь. Это может потребовать, чтобы вы делали это по частям, повторно нагревая трубу по мере ее остывания каждый раз. Беритесь за один стык за раз, если вы делаете несколько кусков медной трубы.
Это может потребовать, чтобы вы делали это по частям, повторно нагревая трубу по мере ее остывания каждый раз. Беритесь за один стык за раз, если вы делаете несколько кусков медной трубы.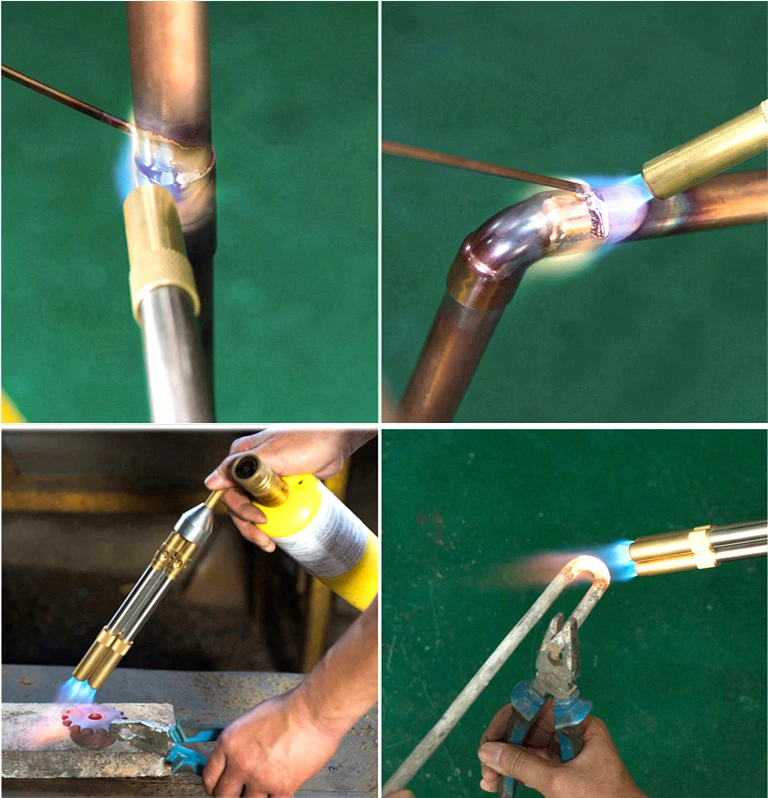
 1
1 Рекомендуется использовать труборез, поскольку он обрезает трубу идеально под прямым углом, позволяя ей плотно прилегать к выступу внутри фитинга. Можно использовать и ножовку в стусле, но остатки металла, оставшиеся на трубе после того, как был сделан пропил, необходимо удалить конусной разверткой. Труборез обычно оставляет чистый срез.
Рекомендуется использовать труборез, поскольку он обрезает трубу идеально под прямым углом, позволяя ей плотно прилегать к выступу внутри фитинга. Можно использовать и ножовку в стусле, но остатки металла, оставшиеся на трубе после того, как был сделан пропил, необходимо удалить конусной разверткой. Труборез обычно оставляет чистый срез.
