Парофазная пайка, или как паяют на производствах / Хабр
Первоначально статья планировалась, как небольшая история о том, как мы паяли муравьиной кислотой в парофазной печи.
Специально для этого проекта мы переделали нашу парофазку (парофазная или конденсационная печь), с возможностью подачи муравьиной кислоты вместе с перфторполиэфиром. К сожалению, часть результатов является коммерческой тайной, и фотографий результатов не будет.
Но к этой небольшой статье пришлось написать много комментариев. Я не думаю, что каждый знаком с данным способом пайки, и поэтому этот проект мы пока оставим и расскажем обо всем по порядку.
Современные технологии пайки, и оборудование, которое изготавливается по данным технологиям можно представить следующей таблицей:
| Теплопередача |
Преимущество |
Недостаток | |
| Контактное тепло |
Теплопроводность |
Простое осуществление |
Целенаправленный поток тепла (снизу-вверх) |
| Излучение |
Свет, лазер |
Выборочно, очень быстро |
Теневые эффекты |
| Конвекция |
Принудительная конвекция |
Гибкий процесс, воздух или азот |
Ограниченная теплопередача |
| Микроволны |
Электромагнитное поле |
Выборочно не полное нагревание |
Тяжелое осуществление, Припой недоступен |
| Конденсация /Парогазовая фаза |
Энергия изменения фазы |
Tмакс ограниченно, инертная жидкость Galden |
Одна жидкость на процесс пайки |
Основное распространение нашли конвекционные печи из-за своей простоты и универсальности.
Парофазные печи менее популярны ввиду своего специфического применения.Тут стоит отметить несколько пунктов. Первый – это защита от перегрева. Вторая причина, почему потребитель может выбрать данную печь, это возможность использования вакуума. Это дает возможность пайки без пустот, что, по-сути, есть наработка на отказ прибора, или скрытый дефект, если качество выпускаемой продукции — приоритет. Третий, но не менее распространённый – это пайка металлов и сплавов, подверженных быстрому окислению. Ярким примером являются коннекторы из меди. Четвертый, набирающий популярность по запросам в последнее время, это объемные и массивные изделия. Как пример, коннектор из меди, весом 22кг.
Профиль пайки такого изделия:
Мы проводили эксперимент, по пайке высоких изделий. Высота составляла 100 мм.К каждой пластине крепили термопару.
Разбор в пиковой температуре от 228,4°C до 232,9°C.
Парофазные печи для промышленности — явление не новое.
Технология пайки в парогазовой камере опубликована в 1975 R.
Переход агента в жидкое состояние из газообразного высвобождает тепловую энергию для пайки
Если совсем просто, то:
dHi = TdS = dQ
И выглядело это схематично следующим образом:
Была некоторая емкость в которую опускали изделие, происходил процесс пайки, и затем держатель с печатными платами поднимали.
Компания приобрела патент на данную установку, купленную у француза в 2005 г. Она представляла собой другое техническое решение, с герметичной камерой. Несколько доработав её (на это ушло «несколько» лет), на выходе получилось оборудование, нашедшее спрос по всему миру. И так, что же это из себя представляет данная технология пайки.
Средой для пайки является Перфторполиэфир (PFPE). Несмотря на то, что материал упоминается в книгах, датированных 1975 г. широкую мировую известность нашел Galden. Будучи инертным, и имея точку кипения от 150 °C до 270 °C в своей линейке, нашел широкую известность у производителей оборудования.
Разумеется, использование жидкости как теплоносителя, на практике всегда будет означать потери, и каждый старается их минимизировать. Многое зависит от устройства рабочей камеры, о том, как выводиться и фильтруется теплоноситель. Это значит каждый цикл пайки будет иметь конечную стоимость. Цена гальдена (при его плотности, он, разумеется, продается по кг) достаточно высокая. Результаты, которые я видел, реально поставленного эксперимента с датчиками и в периодичности несколько сотен циклов составляли порядка 1 грамма в цикл, при этом рабочая площадь камеры составляла 650×650 мм. Особое вопрос — это оседание флюса на дно рабочей камеры, это вызывает ряд проблем в «классической» системе и приводит к затратам на техническое обслуживание.
Следующим моментом является вопрос о вакууме. Применение подобного класса оборудования без вакуума на моей практике находит применения только для объемных и массивных деталей.
Внимательный читатель обратит внимание на тот факт, что будет происходить загрязнение маслом. Нет, это не случится, так как вакуумный насос также работает на перфторполиэфире.
Разумеется, основное применение вакуума при достижении точки ликвидуса припоя – откачиваем пустоты из паянных соединений. Тут можно было бы показать видео (установка, совмещенная с рентгеном), но к сожалению, им я поделиться не могу.
Результаты представлены ниже.
Второе применение, это использование предварительного вакуума, с целью гомогенизации среды в закрытой камере. Если вы не уверены в качестве припоя, то это тоже своеобразное решение этой задачи. И конечно, при пайки быстроокисляющихся изделий, например меди.
Если использовать все шаги, то получается так:
Следующим интересным моментом, на который стоит обратить внимание — это то, как осуществляется задание профиля. Тут нет привычного управления температурой, температуры стенок камеры задаются и калибруются на заводе, и не меняются пользователем. К каждой стенке подводятся термопары, осуществляя контроль их работоспособности. Регулирование температур происходит за счет количества подаваемого PFPE. Температура печатной платы растет до тех пор, пока вся жидкость не перейдет в пар. Таким образом, вы можете нагреть плату до определенной температуры и выдержать, например, её. Кроме того, это дает широкий разброс градиентов. Поэтому на предыдущей картинке было 2 инъекции теплоносителя. Да, их может быть и больше, но как показывает практика этого достаточно.
К каждой стенке подводятся термопары, осуществляя контроль их работоспособности. Регулирование температур происходит за счет количества подаваемого PFPE. Температура печатной платы растет до тех пор, пока вся жидкость не перейдет в пар. Таким образом, вы можете нагреть плату до определенной температуры и выдержать, например, её. Кроме того, это дает широкий разброс градиентов. Поэтому на предыдущей картинке было 2 инъекции теплоносителя. Да, их может быть и больше, но как показывает практика этого достаточно.
Различные градиенты показаны на картинке.
Последним этапом является охлаждение. Существуют несколько реализаций этого процесса. На мой взгляд очень важно, чтобы при расплаве, не было никакого движения продукции, это может привести к дефектам. В этот момент весь теплоноситель откачивается из камеры, и через некоторое время, когда припой достиг точки солидуса, происходит подача приточного воздуха для охлаждения. В некоторых разработках это может быть подача азота.
На этом статью можно закончить, отметив тот факт, что мы будем проводить семинар по пайке, где расскажем подробнее о пайке, дефектах и как это решается на современных производствах.
Ссылка на семинар
www.rehm-group.com/ru/press-centr/cobytija/informacija-o-sobytijakh.html?tx_z7eventregistration_z7eventregistration%5Bevent%5D=153&tx_z7eventregistration_z7eventregistration%5Baction%5D=show&tx_z7eventregistration_z7eventregistration%5Bcontroller%5D=Event&cHash=28bf061b043e43ddbd5e6601b653696d
Пайка железа – в чём сложности, как и чем, паять железо?
Содержание статьи:
Пайка железа — в чём сложности, как и чем, паять железо?Соединять стальные заготовки можно не только посредством сварки электродами или флюсовой проволокой. На сегодняшнее время есть еще один популярный способ соединения, это пайка железа.
Такое соединение получается довольно прочным и надежным на разрыв, за исключением одного момента. Главное при пайке железа правильно выбрать все составляющие для этих целей. В первую очередь это соответствующие флюсы и припой, которыми и будет осуществляться пайка.
Главное при пайке железа правильно выбрать все составляющие для этих целей. В первую очередь это соответствующие флюсы и припой, которыми и будет осуществляться пайка.
Как и чем паять железо
Паять металлические изделия из железа можно посредством электрического паяльника, газовой горелки или же паяльной лампы. При этом следует запомнить, что электрическим паяльником паяются только мягкие припои, которые содержат в своём составе большое количество свинца (Pb).
Паяльная лампа и газовая горелка подходят для пайки твёрдыми припоями, которые содержать большое количество олова в своём составе.
Паяют железо посредством оловянно-свинцового припоя. Как было сказано выше, это могут быть твёрдые или мягкие виды припоев. Поэтому главное определиться с подходящим оборудованием для пайки.
Что касается флюса, то для пайки железа используется хлористый цинк или аммоний. Также возможны и различные смеси на основе этих химических компонентов.
Во многом успех всей проделанной работы зависит от правильности выполнения подготовительных работ. Как и при сварке металла, осуществляя пайку железа, также необходимо основательно подготовить спаиваемые поверхности.
Как и при сварке металла, осуществляя пайку железа, также необходимо основательно подготовить спаиваемые поверхности.
Пайка листов жести
Чаще всего именно жесть и подвергается пайке оловом. Поэтому рассмотрим более подробно на сайте https://mmasvarka.ru/, как именно происходит данный процесс.
Подготовка металла перед пайкой. Данный этап включает в себя очистку поверхности механическим способом. Если на поверхности металла есть ржавчина, то от неё нужно обязательно избавиться. Также, при наличии других загрязнений, рекомендуется предварительно обработать поверхности при помощи растворителя.
Нанесение флюса. В качестве флюса, как уже было сказано ранее, для пайки железа необходимо использовать хлористый цинк, соляную или борную кислоту. Для этого флюс наносится на края заготовок, после чего осуществляться процесс лужения.
Лужение заготовок. Лужение металла — важный этап, за которым следует спаивание подготовленных изделий. Для лужения применяется оловянно-свинцовый припой с небольшим содержанием олова. Это может быть, например, ПОС-40.
Для лужения применяется оловянно-свинцовый припой с небольшим содержанием олова. Это может быть, например, ПОС-40.
При помощи разогретого паяльника припой переносится в зону пайки и растирается по поверхности металла. От этого должна появиться тонкая пленка олова, которая сигнализирует о завершении процесса лужения. Точно такую же процедуру нужно провести и со второй заготовкой.
На завершающем этапе пайки железа лужёные заготовки с силой сдавливаются, после чего происходит их нагревание паяльником, мощность которого свыше 40 Ватт, газовой или паяльной лампой. При этом олово, находящееся между заготовками, начинает плавиться, заполняя собой пустоты внутри.
Таким образом, образуется прочное и надежное соединение, ничем не уступающее по своим характеристикам сварному.
Поделиться в соцсетях
Что такое припой » Electronics Notes
Обзор того, что такое припой, типы, используемые для пайки электроники, и как его можно использовать для пайки в электронной конструкции.

Учебное пособие по пайке Включает:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой – что это такое и как им пользоваться
Распайка – секреты, как это сделать правильно
Паяные соединения
припой для печатных плат
См. также: Методы пайки SMT для сборки печатных плат
Хотя припой широко используется в электронной промышленности, а также для соединения компонентов и их закрепления на месте, иногда полезно спросить, что такое припой, чтобы понять, что это такое и как его лучше всего использовать.
Припой, очевидно, является ключевым элементом в любой форме конструкции электроники, где используется пайка. Он обеспечивает механическое и электрическое соединение, необходимое для удержания компонентов на месте после сборки схемы. В то время как механическая прочность важна, также необходимо убедиться, что паяное соединение обеспечивает хорошее электрическое соединение между двумя соединениями, которые требуют соединения.
Еще одно требование к материалу, из которого изготовлено соединение, заключается в том, что он должен быть простым и удобным в использовании. Преимущество припоя в отличие от других смесей или чистых металлов заключается в том, что он плавится при относительно низкой температуре. Это означает, что его можно использовать в конструкции электронного оборудования.
Что такое припой?
Традиционный припой, который раньше использовался для пайки в электронной промышленности, представлял собой смесь олова и свинца. Различные типы припоя используются для разных целей. Припой, конечно, используется в сантехнике. Тип припоя, используемый для электроники, обычно содержит 60% олова и 40% свинца. Его часто называют припоем «60/40». Это так называемая «эвтектическая смесь». Хотя это химический термин, в основном этот тип смеси плавится при температуре значительно ниже ожидаемой.
В дополнение к металлическим компонентам также требуется флюс для обеспечения хороших соединений. Флюс представляет собой кислую смесь, которая помогает удалить оксиды из области соединения и, следовательно, помогает припою легко растекаться по соединению и формировать хорошее сцепление. Флюс можно увидеть в виде коричневой жидкости при нагревании припоя, иногда он выделяет едкий дым, который может действовать как раздражитель. Это одна из причин, по которой пайку всегда следует выполнять в хорошо проветриваемом помещении.
Для припоя сантехники используется отдельный флюс, а для припоя электроники он содержится в самом припое. Припой, используемый в электронике, обычно представляет собой проволоку, и если ее аккуратно разрезать, можно увидеть небольшие жилы флюса, проходящие через припой. Содержащееся количество подходит для изготовления соединений электроники, и отдельный флюс никогда не следует использовать.
Размеры под пайку
Припой для электронных конструкций продается в виде тонкой проволоки. При пайке это облегчает обращение и нанесение на место, где должно быть выполнено паяное соединение. Доступны различные размеры припоя, и при покупке необходимо будет сделать выбор. Для большинства применений пайки электроники это мало что изменит. Более тонкая проволока гораздо лучше подходит для тонкой работы. Если он используется для обычной пайки, то тонкий припой может быть немного менее удобным, поскольку для нормального соединения используются более длинные отрезки.
При пайке это облегчает обращение и нанесение на место, где должно быть выполнено паяное соединение. Доступны различные размеры припоя, и при покупке необходимо будет сделать выбор. Для большинства применений пайки электроники это мало что изменит. Более тонкая проволока гораздо лучше подходит для тонкой работы. Если он используется для обычной пайки, то тонкий припой может быть немного менее удобным, поскольку для нормального соединения используются более длинные отрезки.
Различные производимые припои обычно указываются либо в стандартном калибре проволоки (SWG), либо в американском калибре проволоки (AWG). Для большинства печатных плат и общих работ по пайке выбирайте припой 20–22 SWG (19–21 AWG), хотя для больших соединений лучше подойдет более толстый припой, возможно, 18 SWG (16 AWG).
Бессвинцовый припой
Стремление уменьшить количество свинца, используемого по экологическим и санитарным причинам, в настоящее время широко используется бессвинцовый припой. Европейская директива требует, чтобы припои, содержащие свинец, не использовались в коммерческих целях. Это означает, что для любой пайки любителем традиционный припой, содержащий свинец, будет недоступен.
Европейская директива требует, чтобы припои, содержащие свинец, не использовались в коммерческих целях. Это означает, что для любой пайки любителем традиционный припой, содержащий свинец, будет недоступен.
Традиционный оловянно-свинцовый припой заменяется другими типами бессвинцового припоя. На рынке появляется разнообразие. Один тип содержит 99,3% олова и 0,7% меди. Он имеет очень похожую температуру плавления на оловянно-свинцовый припой и плавится при температуре около 227°С. Другой тип продается и содержит небольшое количество серебра. Хотя он немного дороже оловянно-медного припоя, он имеет более низкую температуру плавления – около 217°С. Этот второй тип припоя иногда продается как «бессвинцовый серебряный припой». Однако следует помнить, что в нем мало серебра, и на рынке есть другие серебряные припои. Эти припои продаются в катушках или в дозаторах так же, как продается традиционный оловянно-свинцовый припой.
При использовании эти новые бессвинцовые припои работают так же, как и традиционные припои. Хотя температура плавления немного выше, обычно это незаметно при использовании обычных паяльников. Также не считается, что есть какие-либо другие различия в методе использования. Поэтому это не должно представлять проблемы для домашнего строителя или любителя.
Хотя температура плавления немного выше, обычно это незаметно при использовании обычных паяльников. Также не считается, что есть какие-либо другие различия в методе использования. Поэтому это не должно представлять проблемы для домашнего строителя или любителя.
Резюме
Приступая к сборке электронных схем, важно выбрать припой, подходящий для работы, а не тип припоя, используемый для водопровода и т. д. С новыми директивами по использованию бессвинцового припоя эти новые формы припоя теперь широко доступны и, очевидно, должны использоваться, если это возможно.
При пайке необходимо соблюдать все меры предосторожности, чтобы горячий паяльник не мог вызвать травму или возгорание, и, кроме того, необходимо обеспечить, чтобы пайка производилась в хорошо проветриваемом помещении, чтобы пары флюса не вдыхались. Необходимо соблюдать общие правила техники безопасности, чтобы гарантировать отсутствие травм или угроз для здоровья, и таким образом можно безопасно смонтировать и спаять схемы. Конечным результатом может быть гордость за построенную схему.
Конечным результатом может быть гордость за построенную схему.
Хотя в электронной промышленности припой считается само собой разумеющимся, часто полезно спросить, что такое припой, чтобы лучше понять его природу и свойства, чтобы его можно было правильно использовать и получить лучшие результаты.
Другие идеи и концепции строительства:
Пайка
Пайка компонентов SMT
ESD — электростатический разряд
производство печатных плат
Сборка печатной платы
Вернуться в меню “Технологии строительства”. . .
Какие существуют типы припоя?
Введение
Припой на печатной плате можно рассматривать как соединительную ткань. Он служит проводящим клеем, который приклеивает компоненты к подложке и обеспечивает целостность печатной платы. Трудно представить, какой была бы современная электроника без этого удобного легкоплавкого сплава.
Не знаете, какой припой использовать для вашего проекта? В этом посте мы рассмотрим различные типы припоев, которые существуют, и как вы можете выбрать правильный припой для ваших нужд.
Что такое припой?
Припой происходит от среднеанглийского слова soudur, которое происходит от латинского слова solidare, что означает «делать твердым». Это легкоплавкий сплав (т. е. с низкой температурой плавления), используемый для соединения металлических деталей. Идея использования сплава с более низкой температурой плавления для соединения двух или более металлов существует уже тысячи лет, но сегодняшний припой обычно представляет собой смесь олова, свинца и/или флюса.
Знакомство с различными типами припоя
Сегодня на рынке представлено так много различных видов припоя, что выбор подходящего для вашего проекта может оказаться сложной задачей. К счастью, на самом деле есть только три основные категории припоя, которые вы можете использовать, чтобы сузить область поиска:
Припой на основе свинца положил начало революции в электронике.
 Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.Бессвинцовый припой начал набирать популярность, когда ЕС ввел ограничения на использование свинца в бытовой электронике. В США производители могли получить налоговые льготы за использование бессвинцовых припоев. Усы олова можно уменьшить, используя новые методы отжига, включая добавки, такие как никель, и используя конформные покрытия. Бессвинцовые припои обычно имеют более высокую температуру плавления, чем обычные припои.
- Припой с флюсовым сердечником
продается в виде катушки с «проволокой» с восстановителем в сердечнике. Флюс высвобождается во время пайки и восстанавливает (обращает окисление) металл в точке контакта, обеспечивая более чистое электрическое соединение.
Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.
 Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.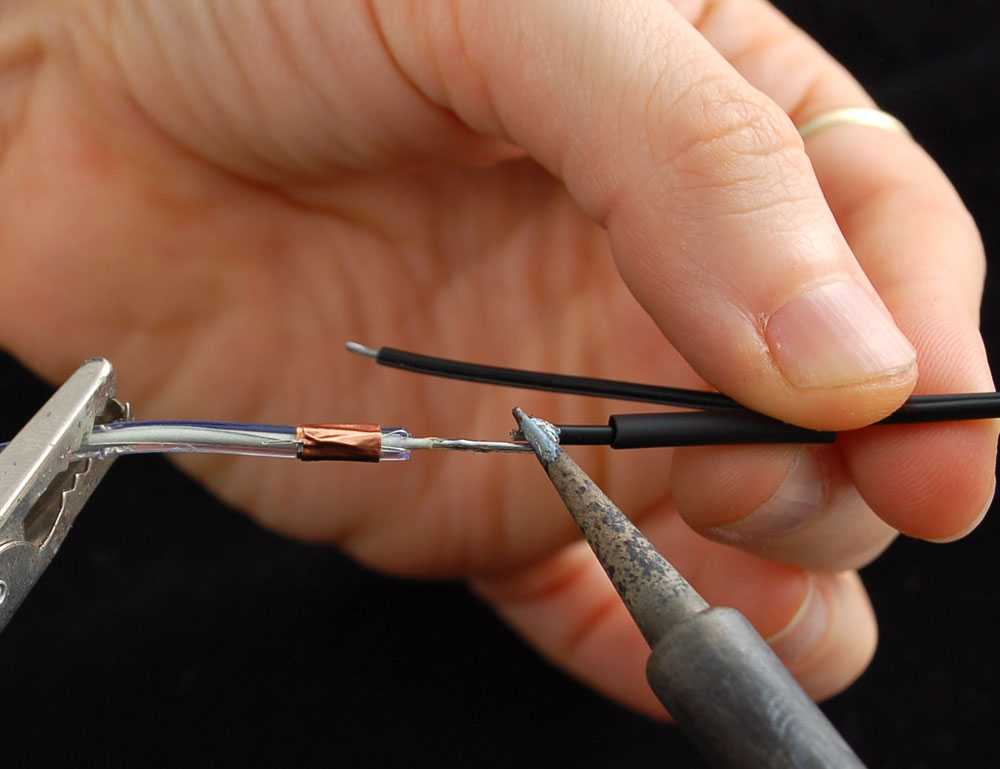 Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.
Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.Общие сведения о паяльных смесях
Помните три основных компонента припоя: свинец, олово и флюс? На рынке доступно бесчисленное множество разновидностей припоев, основанных на относительных соотношениях этих материалов. Еще больше усложняет ситуацию то, что существуют также добавки и другие металлы, которые могут быть добавлены для придания припою определенных свойств или повышения его проводимости. Вот лишь несколько примеров добавок к сплавам и того, что они делают:
Сурьма повышает механическую прочность, не снижая смачиваемости и предотвращая появление оловянных вредителей.
Висмут значительно снижает температуру плавления и улучшает смачиваемость. Препятствует росту оловянных усов.
Медь снижает температуру плавления и улучшает смачивающие свойства в расплавленном состоянии.
Индий снижает температуру плавления, улучшает пластичность и используется для пайки золота или для криогенных применений из-за его высокой устойчивости к перепадам температуры. Сплавы индия дороги и подвержены коррозии.
Никель в припое может защитить слой УБМ (подрельсовой металлизации) от растворения.
- Серебро
обеспечивает механическую прочность, но с меньшей пластичностью, чем свинец. Это может улучшить сопротивление усталости от термических циклов в бессвинцовых припоях.

При выборе паяльных смесей важно помнить о потенциальной гальванической коррозии или хрупкости, вызванных контактом разнородных металлов друг с другом. Большое разнообразие паяльных смесей поможет вам найти правильное сочетание свойств для вашего электронного устройства.
Часто для получения определенного результата можно использовать определенную комбинацию элементов в припое.
Например, припой обычно плавится в определенном диапазоне, но эвтектическая смесь, такая как Sn63Pb37, плавится ровно при 183°C. In70Pb30 совместим с золотыми контактами (низкое выщелачивание золота) и обладает высокой устойчивостью к усталости при термоциклировании.
SAC (Sn-Ag-Cu) — бессвинцовый припой, популярный в Японии для пайки оплавлением и пайки волной припоя — процесса объемной пайки, при котором печатная плата проходит над кюветой с расплавленным припоем. Волны омывают плату, спаивая компоненты.
Все зависит от того, что вы пытаетесь сделать, какие свойства вы ищете и каким стандартам должен соответствовать ваш электронный продукт (например, коррозионная стойкость, термостойкость и т. д.).
Заключение
Таким образом, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые.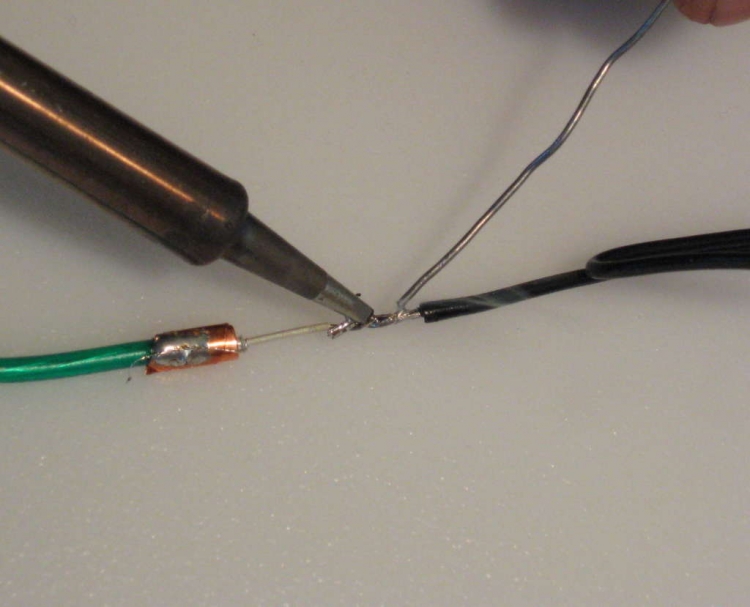 Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника. Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника. Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Для большинства любительских применений подойдет стандартный припой Sn60Pb40. Если вы хотите улучшить качество изготовления на производственном участке, возможно, стоит изучить смеси, которые могут похвастаться улучшенным смачиванием или удобной эвтектической температурой плавления. Выбор правильной смеси заключается в определении требований, которым вы должны соответствовать, поиске подходящих свойств для удовлетворения этих требований и оптимизации затрат. Выберите лучший припой для ваших нужд. Чтобы узнать больше или посмотреть видео по связанным темам, а также узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.