Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Содержание
- Методы пайки
- Подготовка поверхности детали
- Инструменты для нагрева материала
- Технология пайки алюминия своими руками
- Альтернативный способ
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
 youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>Припой для пайки алюминия
Процесс пайки алюминия считается относительно сложным. Для работы с этим металлом нужно тщательно очищать поверхность, использовать высокоактивные флюсы, поддерживать температурный режим. Еще одной важной задачей является выбор подходящего припоя.
Алюминий очень прихотлив к виду сплава, с помощью которого осуществляется пайка. Связано это в первую очередь с моментальным образованием на его поверхности оксидной пленки. Теплоемкость, химические и физические свойства также играют свою роль. В результате паять алюминий с помощью стандартных ПОС любого номера очень сложно, а получить при этом прочное соединение вообще невозможно.
Выбор припоя зависит в первую очередь от используемого способа пайки. Алюминий можно паять в высокотемпературном и низкотемпературном режиме.
Высокотемпературный режим
Для твердой пайки используются припои с большим количеством алюминия в составе (более 50% от общей массы). Благодаря этому подобные припои отличаются высокой температурой плавления, которая превышает 500 градусов Цельсия. В отдельных марках это значение удалось снизить. Распространенные припои:
- российский 34А с температурой плавления 530-550 °C;
- американский HTS-2000 с температурой плавления около 400 °C;
- швейцарский Castolin 192 FBK с температурой плавления 440 °C;
- российский «Супер А+» с температурой плавления 400 °C.
При высокотемпературном режиме используется внешний источник нагрева. Спаиваемые детали зачищаются и разогреваются до нужной температуры с помощью горелки. Здесь важно проявить сноровку и не расплавить сами алюминиевые элементы. При касании прутком точки нагрева, он плавится и равномерно растекается по поверхности. В расплавленном состоянии поверхность можно дополнительно зачищать для удаления оксидной пленки. После остается только дождаться полного остывания детали.
При касании прутком точки нагрева, он плавится и равномерно растекается по поверхности. В расплавленном состоянии поверхность можно дополнительно зачищать для удаления оксидной пленки. После остается только дождаться полного остывания детали.
Низкотемпературный режим
Прогревать элементы с помощью горелки не всегда рационально и практично. Если соединению не требуется слишком высокая прочность на разрыв, используются низкотемпературный сплавы. Их температура плавления не превышает 300 градусов из-за использования олова и цинка в качестве основных компонентов состава. Сегодня на рынке наиболее распространены следующие марки мягких припоев:
- российский П250а из олова, цинка и меди;
- швейцарский припой Castolin 1827 из олова, цинка и кадмия.
Технология пайки с использованием перечисленных марок предполагает нагрев самого припоя. Для этих целей используется паяльник. В первую очередь тщательно зачищаем поверхность. Затем покрываем ее флюсом для алюминия (Ф-64, Ф-59А и Ф-61А, Ф-380 или А-214).
Таким образом, при использовании правильной марки припоя процесс пайки становится простым и эффективным. Достаточно правильно подобрать режим нагрева и следовать инструкции.
Методы и этапы пайки алюминия
Возможно, вам приходилось сталкиваться со многими алюминиевыми предметами домашнего обихода, нуждающимися в ремонте, такими как треснутая алюминиевая труба, алюминиевая деталь со сломанным ухом или пробитая крышка фары или заднего фонаря вашего автомобиля или мотоцикла. Такой ремонт можно выполнить пайкой в домашних условиях, а оборудование для пайки недорогое и простое в использовании.
В этой статье рассказывается, как паять алюминий, почему вы выбираете пайку для соединения алюминия, а также о присадочных прутках, используемых для пайки.
Как паять алюминий?
Прежде чем перейти к методам пайки алюминия, давайте разберемся, как подготовить заготовки и роль флюса при пайке.
Подготовка деталей к пайке :
- Очистите алюминиевые детали или детали обезжиривающим раствором, чтобы удалить масло, жир и грязь.
- Используйте наждачную бумагу с зернистостью 220, чтобы удалить оксидное покрытие с поверхностей пайки и очистить зону пайки.
- Паяные соединения могут быть внахлестку, встык, внахлестку, тавровое соединение и угловое соединение. Для прочного паяного соединения важно иметь оптимальный (от 0,075 до 0,125 мм) и равномерный зазор, чтобы обеспечить капиллярное действие для заполнения зазора расплавленным присадочным металлом. В случае соединения внахлест количество перехлестов не должно быть больше оптимального, так как большее перекрытие может привести к образованию пустот или флюсовых включений в паяном соединении.

- Чистая поверхность пайки и равномерный зазор играют важную роль в получении хорошего паяного соединения.
- Обеспечьте свою безопасность, выполняя пайку в хорошо проветриваемом помещении и надев рекомендуемое оборудование для пайки, включая автоматически затемняющийся шлем, очки и респираторы.
- Прислушайтесь к совету своих опытных друзей, прочтите инструкции по пайке и поймите их.
- Зажимные элементы, используемые для зажима заготовок, должны быть из металлов с низкой теплопроводностью, чтобы потери тепла были минимальными.

Роль флюса в пайке :
Нанесение флюса на место пайки помогает при пайке на открытом воздухе.
Функция флюса:
- Устранение или уменьшение окисления наполнителя и основного металла.
- Уменьшить поверхностное натяжение расплавленного присадочного металла и улучшить его текучесть.
- Реагирует с любыми оставшимися примесями в зоне пайки и выводит их на поверхность в виде шлака (можно удалить после пайки).

Бура и борная кислота обычно используются в качестве флюсов для пайки, и их необходимо очищать после пайки во избежание коррозии.
Алюминий Типы пайки?
Вы можете выполнять пайку алюминия следующими способами:
- Пайка алюминия своими руками.
- Горелка для пайки алюминия.
- Пайка алюминия погружением.
- Печь для пайки алюминия.
1. Пайка алюминия своими руками
Для начала пайки дома вам потребуются следующие предметы: и пропан)», оснащенный пламенной горелкой.
Выполняйте пайку алюминия в соответствии со следующими этапами :
Шаг 1 : Тщательно очистите детали и зону пайки от масла, жира и оксида алюминия. Используйте наждачную бумагу для удаления оксидного покрытия на месте пайки. Протрите место пайки начисто. Чистая поверхность пайки очень важна для хорошей пайки.
Используйте наждачную бумагу для удаления оксидного покрытия на месте пайки. Протрите место пайки начисто. Чистая поверхность пайки очень важна для хорошей пайки.
Шаг 2 : Надежно зажмите алюминиевую заготовку струбциной или тисками.
Шаг 3 : Нанесите рекомендуемый флюс с помощью кисти. Если вы используете присадочную проволоку с флюсовым покрытием, то этот шаг не требуется. Присадочные стержни с флюсовым покрытием автоматически наносят флюс во время пайки алюминия.
Шаг 4 : Нагрейте место пайки с помощью пропановой горелки или горелки MAPP. Если у вас есть пирометр, вы можете проверить температуру. Температура плавления алюминия составляет около 660ºC (1220ºF), а пайка должна производиться при температуре от 350ºC до 450ºC (от 662ºF до 842ºF, температуру плавления см. на коробке с присадочными прутками).
Если у вас нет пирометра, вы можете вынуть пламя и запустить присадочный стержень в месте пайки. Присадочный стержень плавится и образует прочное паяное соединение при правильной температуре. Если присадочный стержень не расплавится, можно еще раз нагреть и повторить попытку. Не расплавляйте присадочный стержень пламенем.
Присадочный стержень плавится и образует прочное паяное соединение при правильной температуре. Если присадочный стержень не расплавится, можно еще раз нагреть и повторить попытку. Не расплавляйте присадочный стержень пламенем.
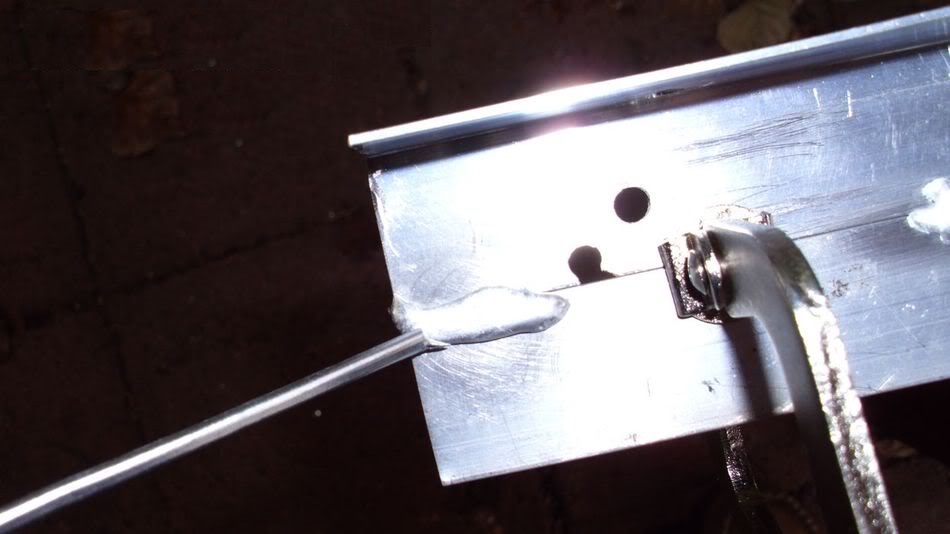
Если вы заполняете отверстие пайкой, используйте прут для пайки, чтобы заполнить отверстие, а затем сгладьте шероховатый шов с помощью пламени.
Шаг 5 : Дайте расплавленному присадочному металлу затвердеть, чтобы завершить пайку. Окуните заготовку в горячую воду или полейте горячей водой место пайки и протрите металлической щеткой, чтобы удалить флюс. Как только заготовка остынет, используйте наждачную бумагу (зернистость 220), чтобы отполировать соединение до блеска.
Вы можете использовать алюминиевую пайку для соединения алюминиевых деталей в своем проекте «Сделай сам» или для ремонта любых бытовых приборов или деталей.
2.
 Горелка для пайки алюминия
Горелка для пайки алюминия
Если у вас уже есть установка для газокислородной или ацетиленовой горелки, вы можете использовать ее для пайки. В кислородно-топливной горелке обычно используется смесь кислорода и топливного газа, такого как пропан или ацетилен; однако вы можете использовать воздух или сжатый воздух вместо кислорода, когда требуемая температура ниже.
Процедура пайки аналогична описанной выше; однако газовое пламя дает вам больше гибкости. Для пайки алюминия можно использовать нейтральное кислородно-ацетиленовое пламя.
Флюс, используемый для пайки алюминия, поставляется в виде порошка. Вы можете смешать порошок флюса и воду, чтобы получить пасту и нанести ее. Присадочным металлом может быть стержень или тонкая полоса с флюсовым покрытием по всему периметру.
3. Пайка алюминия погружением
Детали, подлежащие пайке, тщательно очищают и собирают (с соблюдением правильного зазора), а присадочный металл располагают рядом с стыком для обеспечения легкого течения при нагревании. Вы можете нанести флюс на шов перед укладкой присадочного металла (флюс плавится и растворяется в соляной ванне).
Вы можете нанести флюс на шов перед укладкой присадочного металла (флюс плавится и растворяется в соляной ванне).
Сборка предварительно нагревается, а затем помещается в ванну с расплавленной солью. Расплав соли действует как флюс, а присадочный металл плавится и затекает в зазор за счет капиллярного действия. После окончания пайки выньте сборку из соляной ванны, дайте ей немного остыть на воздухе, а затем закалите. Закалка делает сустав твердым. Сборку можно очистить, чтобы удалить остатки флюса, если таковые имеются.
4. Пайка в печи
Как следует из названия, эта пайка производится в печи. Этот процесс может быть адаптирован для пайки больших партий паяных деталей или для массового производства.
Заготовки для пайки собираются вместе с присадочным металлом и затем загружаются в печь. В случае массового производства собранные детали для пайки подаются в печь, а после пайки закаливаются, охлаждаются и выходят в виде готовой детали. Обычно в печи вакуум или инертная атмосфера (нет воздуха, который мог бы загрязняться).
Обычно в печи вакуум или инертная атмосфера (нет воздуха, который мог бы загрязняться).
Типы алюминиевых стержней для пайки
Алюминиевые стержни для пайки могут быть сплавом алюминия и цинка или алюминия, кремния и меди. Цинк и кремний добавляются к чистому алюминию для снижения температуры его плавления, а также для улучшения текучести расплавленного присадочного металла. Точный состав присадочного стержня варьируется от производителя к производителю, и они его не раскрывают.
Припой может быть покрыт флюсом, или может потребоваться отдельный флюс на основе соли. Форма присадочного стержня может быть круглым стержнем или плоской полосой и иметь длину 8 дюймов.
Присадочный стержень с цинком может плавиться при температуре около 800ºF/426ºC (в зависимости от марки), а температура плавления присадочного стержня с кремнием будет немного выше (600ºC/1112ºF). Температура плавления будет намного меньше, чем температура плавления алюминия.
На рынке можно найти множество коммерческих марок присадочных стержней, а также можно приобрести набор, содержащий присадочные стержни и флюс, для своих проектов «сделай сам». Многие коммерческие бренды называют этот сварочный пруток, поскольку его также можно использовать для сварки TIG.
Почему вы выбираете пайку для соединения алюминия?
Причинами выбора пайки для соединения алюминиевых деталей могут быть:
- Все алюминиевые соединения не требуют сварки. Многие алюминиевые детали нуждаются в соединении, но требования к прочности соединения или рабочей температуре не высоки. Для соединения таких алюминиевых деталей вы можете использовать простой и доступный процесс пайки вместо сравнительно более дорогостоящей и квалифицированной сварки алюминия.
- Пайка работает при умеренной нагрузке и рабочей температуре.
- Пайка не требует высоких навыков и легко осваивается. Наборы для пайки доступны по цене, и вы можете сразу же приобрести их и начать паять свой проект «сделай сам». Когда рабочая температура и нагрузка на соединение невелики, паяное соединение работает просто отлично.
 Наборы для пайки доступны по цене, и вы можете сразу же приобрести их и начать паять свой проект «сделай сам». Когда рабочая температура и нагрузка на соединение невелики, паяное соединение работает просто отлично.
Наборы для пайки доступны по цене, и вы можете сразу же приобрести их и начать паять свой проект «сделай сам». Когда рабочая температура и нагрузка на соединение невелики, паяное соединение работает просто отлично.
Статья по теме: Сварка VS Пайка | В чем разница?
Заключение
Мы обсудили некоторые важные вопросы, касающиеся пайки алюминия. Вы, должно быть, теперь уверены в себе, чтобы делать пайку своими руками. Однако не забывайте о собственной безопасности. Удачной пайки!
Ссылки:
- Youtube-канал Пола Броди.
#60 Алюминиевый припой (олово/цинк) – Belmont Metals
#60 Алюминиевый припой (олово/цинк) – Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенияОтправить запрос предложения
СВЯЗАННЫЕ СООБЩЕНИЯ
Преимущества легирования Ag сплавами Sn
Хотя олово (Sn) упоминается не так часто, как медь, это еще один металл, широко используемый в промышленности.
Читать больше
Оловянная проволока: распространенный припой для широкого спектра применений
Пайка используется в самых разных отраслях, включая сантехнику, электронику, отопление/переменное оборудование и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя. Оловянный провод – это…
Читать больше
Популярные области применения оловянно-цинковых припоев
Вы пытаетесь решить, подходит ли цинковый припой для вашего бизнеса? Цинк полезен при пайке, требующей более низких температур. Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Читать больше
Легкоплавкие сплавы, содержащие индий: характеристики и применение
Часто, думая о металлических сплавах, мы учитываем прочность и долговечность металла, чтобы выдерживать различные нагрузки, стрессы и экстремальные температуры. Тем не менее, существует ряд производственных применений, где сплав должен иметь низкую плавкость. Легкоплавкий сплав, также называемый легкоплавким, может принимать жидкое или…
Читать больше
Приложения, использующие легкоплавкие сплавы
Легкоплавкие сплавы считаются легкоплавкими, так как плавятся при температуре ниже 300 градусов, часто комбинируются с другими металлами для повышения тех или иных свойств.